
Импульсная сварка: преимущества и возможности.
«Сварка – процесс создания неразъёмного соединения в результате расплавления кромок, образования общей сварочной ванны и последующей её кристаллизации» — так звучит определение хорошо известного многим сварочного процесса.
Как известно, сварка в своём нынешнем виде была изобретена в 30-е – 40-е годы прошлого века. За столь долгий срок некогда простой процесс обрёл вид сложной технологической операции, на смену неплавящемуся угольному электроду пришла расходуемая сварочная проволока, трансформаторы уступили место электронике и инверторам, а качество соединений повысилось за счёт применения различной газовой и порошковой защиты.
В последнее время наибольшее распространение получила полуавтоматическая сварка плавящейся проволокой в среде защитных газов благодаря простоте использования, обширному диапазону свариваемых материалов и толщин, невысокой цене на оборудование при его малых габаритах и возможности автоматизации и роботизации.
Прогресс не стоит на месте, а значит и без того простые в применении аппараты для полуавтоматической сварки с каждым годом приобретают всё новые технологии по улучшению сварочного процесса и предотвращению возникновения дефектов и напряжений в сварочном шве.
| Сварка алюминия в импульсном режиме аппаратом CEA DIGITECH VISION PULSE 5000 |
Одной из таких технологий является возможность импульсной сварки.
Процесс создания сплошных сварных швов посредством расплавления металла с управляемым переносом «один импульс – одна капля» получил название импульсной сварки.
Используя импульсную дугу в виде источника тепла, можно существенно расширить возможности традиционной сварки в защитной газовой среде.
Импульсная MIG/MAG сварка представляет собой вариант обычного процесса сварки MIG/MAG, в котором ток пульсирует с частотой. Некоторые современные аппараты позволяют регулировать частоту импульса. Поскольку скорость подачи электродной проволоки не равна скорости её плавления, был введён дополнительный импульс для контроля переноса металла при работе на малых токах путем наложения импульсов высокого тока короткой длительности. Цикл состоит из применения многократного импульсного тока в течение постоянного фонового тока, что обеспечивает образование капли на конце электрода.
Электродинамические силы, резко увеличиваясь, сужают шейку капли, сбрасывая ее в сварочную ванну. В данном случае можно применять как одиночные, так и целую группу импульсов.
Стабильность всего MIG/MAG процесса напрямую зависит от соотношения длительности и величины импульсов и пауз между ними.
Методом подбора тока импульса и дуги можно ускорить плавку проволоки электрода, способствовать изменению формы и размеров сварочного шва. Наконец, можно уменьшить нижний предел сварочного тока, который отвечает за стабильность горения дуги.
Управляемый перенос металла помогает улучшить качество сварки. Данный метод является одним из самых лучших и эффективных. Во время осуществления импульсной сварки разбрызгивания совершенно отсутствуют, не образуются несплавления.
По сравнению со сваркой неплавящимся электродом импульсная сварка позволяет в 3—8 раз повысить производительность процесса и значительно снизить сварочные деформации при практически одинаковом качестве сварных соединений. Импульсная сварка может применяться для конструкций ответственного назначения из разных марок сталей, алюминиевых, медных, никелевых сплавов и титана толщиной от 1 до 50 мм при выполнении швов во всех пространственных положениях. Благодаря высокой пространственной стабилизации дуги и возможности применения вылета электрода большой длины этот процесс может быть успешно применен для сварки стыковых соединений толстолистовых материалов с узкощелевой подготовкой кромок.
Наибольшее распространение импульсная сварка получила для соединения алюминиевых сплавов толщиной ≥1,5 мм и специальных сталей толщиной > 1 мм.
Для каждого сварочного тока должны быть выбраны оптимальные частота и энергия импульсов. Частоту 50 Гц следует применять при малых токах, когда использование частоты 100 Гц невозможно. При токах свыше 70—100 А следует применять частоту 100 Гц, так как при частоте 50 Гц увеличивается чешуйчатость шва, его пористость и дымообразование.
Современные сварочные аппараты позволяют использовать широкий диапазон амплитуд импульсов различной длительности и формы волны на частотах от нескольких герц до нескольких сотен герц. Амплитуда и длительность импульса, объединённые должным образом, создают дугу, способную расплавить и отсоединять каплю электродной проволоки диаметром, близким к толщине этой проволоки.
Такая дуга в паузах между возбуждениями импульса не оказывает существенного влияния на глубину расплавления металла. За счет этого достигается устойчивое горение дуги в пространстве, улучшается качество сварки: отсутствует разбрызгивание расплавленного металла проволоки, целиком устраняются кратеры из сварных точек при уменьшении требуемых участков перекрытия в месте сварного шва. Выбор целесообразного отношения токов дуг (импульсной и дежурной) способен также значительно ускорить процесс сварки, но этот процесс является сложной операцией. Высота и длительность импульса зависят от состава проволоки, её диаметра и в меньшей степени от состава защитного газа.
Выбор целесообразного отношения токов дуг (импульсной и дежурной) способен также значительно ускорить процесс сварки, но этот процесс является сложной операцией. Высота и длительность импульса зависят от состава проволоки, её диаметра и в меньшей степени от состава защитного газа.
Более всего для контроля параметров импульса подходят аппараты с синергетической системой управления. Такие аппараты позволяют не только настраивать основные параметры сварочного процесса: величину фонового и импульсного тока, времени их протекания, длину дуги и т.д., но и отталкиваться от предустановленных программ, рассчитанных специально под конкретные данные, как свариваемого материала, так и используемых «расходников»: состава газовой защиты и присадочной проволоки. Подобные настройки хорошо заметны на приведённых ниже изображениях меню аппарата CEA DIGITECH.
Меню выбора программ для сварки различных материалов аппарата DIGITECH
Основные преимущества импульсного режима MIG/MAG сварки:
• Она позволяет добиться плавной, без брызг сварки на средних токах (50-150A), которые иначе подходят только для сварки короткой дугой с непериодичной подачей металла в зону сварки и, как следствие, появление брызг металла.
• Импульсная передача является промежуточной между струйным переносом и сваркой короткой дугой, которая может быть слишком «холодной» (из-за прерывистого образования электрической дуги, дуга эффективно ‘выходит’ между каждым циклом плавления). Это делает его идеальным для сварки больших толщин, где необходим контроль тепловложения, но для которых струйный перенос будет уже слишком «горячим».
• Импульсный режим MIG сварки позволяет сваривать при более высоких скоростях там, где погружённая дуга или струйный перенос не применимы.
• Возможность перехода капельного переноса в мелкокапельный и струйный.
Двойной импульс
| Сварка алюминия двойным импульсом аппаратом CEA DIGITECH VISION PULSE 5000 |
Сутью MIG/MAG процесса с двойными импульсами является модулирование высокочастотного несущего сварочного тока, вырабатываемого силовым инвертором, с низкочастотными импульсами, которые формируются вторичным инвертором. При этом существенно изменяется форма импульса и соотношения ток/пауза.
При этом существенно изменяется форма импульса и соотношения ток/пауза.
За счет изменения формы импульса и угла наклона фронта волны импульса появляется возможность получения управляемого мелкокапельного переноса в режиме короткого замыкания.
Режим короткого замыкания характеризуется плавным перетеканием капли с конца электродной проволоки в сварочную ванну.
Размер капли практически соответствует диаметру электродной проволоки, что позволяет уменьшить размер ванны жидкого металла и улучшить растекание капли в ванне. Уменьшение размера ванны ведет к правильному равномерному формированию обратного валика, повышая качество корневого прохода и улучшая условия сварки тонкого металла.
При работе с тавровыми швами двойной импульс тока позволяет получить шов с вогнутым катетом и избежать появления вероятных концентраторов напряжений в зоне сплавления.
Что касается системы настроек режима сварки, то она, прежде всего, зависит от назначения аппарата, цены и, если есть возможность, предустановленных программ, расширяющих функции. Так, аппарат СЕА DIGITECH, помимо наглядного интуитивно понятного меню, обладает гибкими настройками параметров сварки как импульсной, так и двойным импульсом на всех этапах процесса.
Так, аппарат СЕА DIGITECH, помимо наглядного интуитивно понятного меню, обладает гибкими настройками параметров сварки как импульсной, так и двойным импульсом на всех этапах процесса.
| Выбор режима сварки двойным импульсом | Экран регулировки силы тока и напряжения |
Регулировочные параметры отображены квадратами, настраиваемый параметр подсвечен зелёным.
Слева направо: предварительная подача газа, стартовая скорость, горячий старт, начальный ток, начальная длина дуги, начальное нарастание, конечное затухание, конечный ток, конечная длина дуги, растяжка дуги, послесварочный газ.
Диаграмма двойного импульса с настройками: первая модуляция (от I1 до I2), разность токов двойного импульса, длительность двойного импульса, баланс двойного импульса, частота двойного импульса, вторая модуляция (от I2 до I1).
Регулировка динамики/частоты импульса для режима ULTRASPEED (специальная функция полуавтоматов СЕА).
В линейке СЕА следующие аппараты имеют возможность полуавтоматической сварки MIG/MAG с использованием импульса/двойного импульса: DIGISTAR 250, DIGITECH VISION PULSE 5000. C описанием аппаратов Вы можете ознакомиться, просто нажав на интересующую модель.
Сварочные аппараты с ручной дуговой сваркой или полуавтоматы? Плюсы и минусы
В мире техники существует множество устройств, конструкция и принцип действия которых не меняются десятилетиями. Но так нельзя сказать о сварочных аппаратах, за изменениями и новыми модификациями которых невозможно уследить. Сегодня из довольно большого числа разновидностей устройств для сварки мы рассмотрим два самых применяемых — это сварочные аппараты с ручной дуговой сваркой (метод ММА) и полуавтоматической сваркой проволокой в газовой среде (метод MIG-MAG).
Современное сварочное оборудованиеКУПИТЬ СВАРОЧНЫЙ АППАРАТ
Немыслимо себе представить какое-либо производство, строительство или капитальный ремонт без применения сварочного оборудования. Только с его помощью можно разрезать или, напротив, соединять металлические листы и детали. Все, кто непосредственно работает в этих сферах, стремятся выбрать сварочный аппарат высокопродуктивный и, одновременно, компактный и экономный, а это весьма непростая задача.
Только с его помощью можно разрезать или, напротив, соединять металлические листы и детали. Все, кто непосредственно работает в этих сферах, стремятся выбрать сварочный аппарат высокопродуктивный и, одновременно, компактный и экономный, а это весьма непростая задача.
Ручная дуговая сварка MMA — популярный способ
Наиболее дешевый, простой и часто применяемый способ соединения всех разновидностей стали, а также чугуна и цветных металлов, кроме алюминия — это дуговая сварка MMA плавящимся металлическим электродом.
Схема сварки методом ММАИспользуемый вместе с прокатом, штампованием и литьем этот метод вытесняет сложную дорогую цельную штамповку изделий. Процесс сваривания плавящимся электродом весьма удобен тем, что он автономный, не зависит от необходимости применять газовые баллоны. Это происходит за счет того, что электрод покрыт специальной обмазкой, которая при прохождении тока и плавлении создает газовую защитную среду.
Сварочные электродыВ образующемся облаке ионизированного газа и возникает дуга. Мастеру нужно только предварительно подобрать правильный электрод по информации на упаковке. Обычно производитель сообщает, для каких металлов его можно применить в зависимости от материала самого электрода.
Мастеру нужно только предварительно подобрать правильный электрод по информации на упаковке. Обычно производитель сообщает, для каких металлов его можно применить в зависимости от материала самого электрода.
Для сваривания металлических деталей и листов разной толщины используются электроды соответствующего диаметра. Например, при толщине металла в 2 мм подходят 2-х миллиметровые электроды. А для толщины в 5-10 мм будет достаточно 4-х миллиметрового электрода.
Пример недорогих бытовых сварочных инверторовСварочные аппараты, с помощью которых производят сварку MMA — это инверторы — более новые усовершенствованные версии сварочных трансформаторов. Они отлично подходят для бытовых работ, поскольку компактные и удобные. В процессе сварки повышают входное напряжение, из переменного преобразуют ток в постоянный, благодаря чему металл не разбрызгивается сильно.
Инверторы обладают множеством достоинств:
- помогают отрегулировать мощность тока;
- работают с черными и цветными металлами;
- обладают ровной и устойчивой дугой;
- имеют высокий КПД;
- снабжены дополнительными функциями от производителей;
- не требуют длительного и сложного обучения для эксплуатации;
- расходные материалы электроды для них дешёвые;
- величина нагревающейся поверхности небольшая.

К минусам можно отнести более сложное устройство, чем у трансформаторных сварочных аппаратов и более высокую стоимость, а также привязку к электросети и необходимость подготовки поверхностей свариваемых металлов.
Чтобы понять, чем полезны дополнительные функции, которыми производители стараются снабдить свои сварочные приборы, рассмотрим конкретные модели инверторов ручной электродуговой сварки MMA.
Модель сварочного инвертора Ресанта САИ-160КСварочные аппараты Ресанта САИ-160К и САИ-250Т LUX — это инверторы, принадлежащие торговой марке «РЕСАНТА», которые считаются №1 на рынке сварочного оборудования в России. Это приборы, позволяющие получать ровные швы на металле, благодаря применяемому источнику питания на постоянном токе и возможности регулировки тока от 10 до 160 или до 250 А.
Устойчивость сварочной дуги в них поддерживается автоматической функцией ARC FORCE. Диаметр электрода в 4 мм обеспечивает сварку деталей до 10 мм толщиной.
Тем, кто ищет бюджетный вариант для дома, в нашем каталоге представлен инвертор Сварог REAL ARC 160 Z 240. Вес 6,2 кг, эргономичная ручка, небольшие габариты позволяют с легкостью переносить его в любое удобное место. Кроме того, вы сможете приобрести инвертор от известных производителей STURM или FUBAG. Модель STURM AW 97 I 122- 220 A обладает функциями горячего старта, защиты от залипания и скачков напряжения.
Полуавтоматическая сварка проволокой в среде защитных газов — MIG MAG
Главное отличие полуавтоматов и инвертора заключается в технологическом процессе сварки. Если сваривание с помощью инвертора происходит c участием покрытых электродов, образующих сварочную ванну при подключении к электрическому току, то главным элементом сварки полуавтоматов является специальная проволока (диаметр от 0,6 до 2 мм), которая движущим механизмом подается в рабочую зону.
Сварочные полуавтоматы компании DGMЗдесь она расплавляется в среде активного газа с помощью горелки — режим MIG. Применяемые газы — углекислый газ или гелий для деталей из чёрного металла, аргон — для алюминиевых деталей. Тонкий чёрный металл (2-3 мм) можно сваривать без газа, но с флюсовой проволокой, такой режим обозначается MAG.
Применяемые газы — углекислый газ или гелий для деталей из чёрного металла, аргон — для алюминиевых деталей. Тонкий чёрный металл (2-3 мм) можно сваривать без газа, но с флюсовой проволокой, такой режим обозначается MAG.
Cуществуют также универсальные модели сварочных полуавтоматов, укомплектованные сварочной горелкой, которая соединяет цветные металлы, включая алюминий. Изучить характеристики сварочных горелок можно в каталоге нашего магазина Кузьмич24, где они представлены марками известных компаний Сварог и Fubag.
Сварочная горелка-рукав для полуавтоматаВсе сварочные полуавтоматы, в том числе, такие модели, как PATRIOT WMA 205 ALM или DGM PROMIG-253 E позволяют регулировать скорость подачи проволоки для сварки и силу тока. Их огромным плюсом считается получение идеального сварочного шва: без коррозии и окисления, качественного и не широкого, что позволяет варить тонкие металлические листы.
Если сравнивать конструкции инвертора и полуавтомата, то первый однозначно выигрывает, поскольку полуавтоматические сварные устройства более габаритные, с массой не менее 15-20 кг, и чаще находят свое применение в производстве. Разве что вам необходимо сваривать детали малой толщины. В таком случае можно приобрести сварочный полуавтомат и для дома.
Таким образом, ваше предпочтение в выборе сварочного оборудования будет зависеть от потребностей. При повышенных требованиях к шву вашим помощником станет сварочный полуавтомат, а при более простых и несложных работах — удобный и компактный, менее дорогой инвертор. Но, во всяком случае, при любом выборе соблюдайте правила безопасности, чтобы качественно выполнить работу и сохранить здоровье.
Удачного выбора!
Ваш Кузьмич
потрясающих раз | Один из самых популярных методов сварки без компа
Дуговая сварка с флюсовой проволокой (FCAW) — это полуавтоматическая или полностью автоматическая технология дуговой сварки, при которой непрерывно подаваемый плавящийся электрод содержит флюс с использованием постоянного напряжения или сварочный источник постоянного тока.
Сварка FCAW использует внешний защитный газ и защищает газ от атмосферных газов, которые защищают его.
Развитие
FCAW, разработанный на основе дуговой сварки защищенным металлом (SMAW), является одним из наиболее гибких и широко используемых методов дуговой сварки. SMAW использует электрическую дугу, горящую между стержневым электродом в оболочке и основным металлом. Плавящийся электрод в оболочке образует защитный газ, защищающий расплав, а это означает, что SMAW не нуждается во внешнем источнике защитных газов.
SMAW стал популярным, потому что требования к оборудованию просты; он портативный, простой в использовании на открытом воздухе и хорошо работает с металлами различной толщины. Однако есть существенные недостатки к использованию РДТП в промышленных масштабах, ограничивающие его рост, в том числе
- Не такая производительная, как непрерывный проволочный процесс
- Вероятно, будет более затратно размещать определенное количество металла
- Частые остановки для смены электрода
- Относительно высокие потери металла (короткие электроды)
- Пределы тока ниже, чем для непрерывных или автоматических процессов (снижает скорость осаждения)
Стержневые электроды, используемые в SMAW, не нужны для метода FCAW.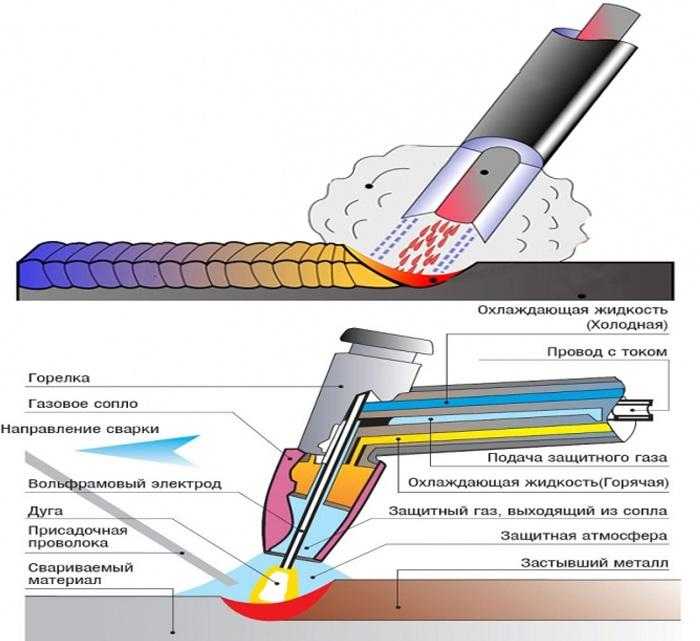 По этой причине, в сочетании с перечисленными выше недостатками, FCAW стала предпочтительной альтернативой SMAW.
По этой причине, в сочетании с перечисленными выше недостатками, FCAW стала предпочтительной альтернативой SMAW.
Типы FCAW
Существует два основных типа FCAW :
Без защитного газа
Электрод с флюсовой сердцевиной, используемый в FCAW, вырабатывает собственный защитный газ для защиты сварного шва. Таким образом, FCAW часто можно выполнять без дополнительного защитного газа без ущерба для качества сварки. Это устраняет затраты и настройку, связанные с отдельной системой защитного газа. FCAW без защитного газа эффективен для более тонких, плоских металлов. Отсутствие защитного газа также позволяет этому процессу быть эффективным на открытом воздухе или в ветреной среде, которая рассеивает защитный газ.
С защитным газом
Для сварки более толстых, смещенных металлов, особенно сварки конструкционной стали, можно использовать FCAW с защитным газом для повышения качества и согласованности. Эту сварку часто называют «дуэльной защитой», поскольку для защиты сварного шва используются и защитный газ, и флюс.Этот процесс лучше использовать в контролируемой среде, такой как производственный цех, где ветер не мешает защитному газу. Защитным газом обычно является двуокись углерода (CO2) или смесь аргона и двуокиси углерода, такая как C-25, которая содержит 75 % аргона и 25 % двуокиси углерода.
Флюс в Flux-Core
Важным элементом процесса FCAW является сварочный флюс. Сварочный флюс – это химический очищающий агент , предотвращающий соединение сварного шва с окружающими материалами, присутствующими во время сварки.
Основной функцией сварочного флюса является окисление основного и присадочного материалов в процессе сварки. Сварочный флюс — это вещество, которое почти инертно при средней комнатной температуре, но может сильно восстанавливаться при воздействии более высоких температур, чтобы предотвратить образование оксидов металлов. Флюс растворяет оксиды на поверхности металла, что облегчает смачивание расплавленного металла, действует как барьер для кислорода и минимизирует окисление.Флюсы используются для создания поверхности для смачивания припоя. Однако флюс может содержать бром и хлор и оставаться коррозионно-активным после процесса пайки, впоследствии вызывая коррозию поверхности в процессе производства или эксплуатации. Поэтому были разработаны методы тестирования и очистки, чтобы гарантировать, что поверхность останется неагрессивной после процесса. Наиболее распространенные тесты предназначены для определения коррозионных свойств остатков флюса в экстремальных условиях. Таблетка припоя расплавляется во время испытаний, когда она вступает в контакт с флюсом над металлическим листом. После этого припой подвергается воздействию различных уровней влажности. Образовавшуюся коррозию затем оценивают визуально.
Флюс также напрямую влияет на прочность сварного шва. Чем меньше кислорода присутствует в сварном шве, тем прочнее сварной шов.
A краткий обзор флюса :
Выбор материала флюса зависит от используемых металлов.Помимо предотвращения образования оксидов, сварочный флюс также:
Флюсы находят применение в дуговой сварке защищенным металлом (SMAW), дуговой сварке порошковой проволокой (FCAW) и дуговой сварке под флюсом (SAW).
- Создает защитный шлак на расплавленном металле
- Удаляет загрязнения с металла мотеля
- Уменьшает разбрызгивание
- Предотвращает затвердевание за счет замедления времени охлаждения и т. д.
FCAW Process
FCAW не использует внешние защитные газы, а полагается на саму защиту электрода с флюсовым сердечником. Этот электрод обеспечивает защиту от газов и даже создает шлак, окружающий расплавленный металл сварного шва, поддерживая его.
Сердечник присадочной проволоки содержит флюсы, образующие шлак, и материалы, содержащие защитные газы, выгорающие под действием тепла сварочной дуги. Защитный флюс позволяет проводить сварку снаружи, даже при сильном ветре, без дополнительного защитного газа.
Weldnotes. com публикует пятиминутное видео с описанием FCAW.
com публикует пятиминутное видео с описанием FCAW.
Промышленное использование FCAW
Сварка флюсом хорошо подходит для более толстых соединений благодаря более глубокому проплавлению. Сварщик может сваривать во всех направлениях, держа горелку под разными углами. Эти два факта, а также отсутствие необходимости в высоких навыках, делают FCAW хорошо подходящим для судостроения, капитального ремонта, подводной сварки, сварки трубопроводов и других производственных процессов.
Tulsa Welding School объясняет еще одно преимущество использования FCAW в промышленных целях:
Скорость осаждения присадочного материала при сварке с флюсовой сердцевиной является самой высокой по сравнению с любым другим методом. В то время как сварщик MIG может наплавлять до 8 фунтов проволоки в час, сварочный аппарат с флюсовой проволокой может производить до 25 фунтов в час.Для крупных проектов со сжатыми сроками сварка с флюсовой сердцевиной может стать спасением, особенно в промышленных производственных и ремонтных учреждениях, где обрабатываются крупные заказы.
Преимущества FCAW
У FCAW есть уникальные свойства, дающие ему некоторые преимущества по сравнению с другими методами сварки. Дополнительный бак с защитным газом не требует повышения подвижности. Однако было бы лучше взвесить мобильность над дымом: FCAW создает больше дыма, чем сварка MIG, что требует хорошо вентилируемой рабочей зоны или просто сварки на открытом воздухе. Поскольку проволока экранирует флюс от условий окружающей среды, ветер не оказывает негативного влияния на качество сварки.
Другие преимущества:
- Высокая скорость наплавки, то есть скорость нанесения присадочного металла
- Может использоваться во всех положениях с правильным присадочным металлом
- Подходит для сварки на открытом воздухе или в цехе
- Относительно прост в освоении по сравнению с другими процессами сварки
- Более устойчивы к ржавчине, окалине и другим загрязнениям из недрагоценных металлов
- Сварочная дуга имеет хорошую видимость
- Обеспечивает отличное проплавление сварного шва
- Обеспечивает высокую производительность сварки
FCAW Недостатки
Как и у всего, что имеет преимущества, есть и недостатки:
- Высокий уровень вредных паров необходимо вентилировать
- Более высокая стоимость электродной проволоки по сравнению со сплошной электродной проволокой
- Более дорогостоящее оборудование, чем многие другие сварочные процессы
- Менее переносное оборудование, чем SMAW или GTAW
- Шлак, покрывающий сварной шов, должен быть удален
- Механические проблемы могут привести к расплавлению контактных наконечников, неравномерной подаче проволоки или пористости сварного шва
- Подходит не для всех типов металлов
In Sum
Специалисты по сварке считают FCAW наиболее гибким из всех процессов дуговой сварки, предлагая различные материалы и конфигурации сварки. Наименьшее количество шлака, наиболее однородный сварной шов и наименьшее количество брызг характерны для FCAW.
Наименьшее количество шлака, наиболее однородный сварной шов и наименьшее количество брызг характерны для FCAW.
- FCAW универсален в условиях производственного цеха и промышленного производства, что делает его подходящим для нескольких применений. Возможность работы на открытом воздухе во время сварки делает его особенно подходящим для проектов в ветреных районах. Дуговая сварка с флюсовой сердцевиной
- проще в использовании, чем SMAW, поскольку для нее не требуется внешний газ.
- Сварка порошковой проволокой (FCAW) сочетает в себе преимущества дуговой сварки защищенным металлом (SMAW) и дуговой сварки под флюсом (SAW).
- FCAW имеет продольный электрод с непрерывным флюсованием и сердечник из присадочного материала. Процесс сварки продолжается до полного израсходования электрода. Сварщик может выполнять эту задачу так часто, как это необходимо для поддержания качества сварного шва.
Stulz Sickles Steel Company
Stulz Sickles Steel CompanyДом О нас Товары Материал безопасности Технические характеристики Часто задаваемые вопросы Информация о запросе Новости и события Брошюры Свяжитесь с нами
Сварочные электроды STULZ Marganese-XL Высокомарганцево-никель-хромовый электрод для соединения марганцевых и наплавляемых деталей из марганцевых, углеродистых и легированных сталей, подверженных сильным ударам, ударам и истиранию. Никакого прокалывания не требуется. Может применяться многократный проход. Прочность на растяжение 125 000 фунтов на квадратный дюйм. Шесть 1
Никакого прокалывания не требуется. Может применяться многократный проход. Прочность на растяжение 125 000 фунтов на квадратный дюйм. Шесть 1
STULZ 1616 Сварочные электроды Универсальный сплав с высоким содержанием хрома и марганца для высокопрочного соединения марганцевой стали с другими легированными сталями и для многопроходной наплавки для обеспечения хорошей износостойкости. Нельзя разрезать пламенем. Стандартная длина 14″. AC-DC
Универсальные электроды STULZ для твердосплавной сварки Универсальная наплавка для тяжелой промышленности и горнодобывающей промышленности; комбинаций ссадин и ударов. Подделка. Достаточно устойчив к коррозии. Твердость до 45RC. Шесть 10-фунтовых водонепроницаемых контейнеров в коробке. Стандартная длина 14″. AC-DC
STULZ Ultra Hard — 60 сварочных электродов Хром/карбид кремния. Твердость сварного шва 60 RC всего за один проход. Обладает хорошей устойчивостью к ударам и давлению.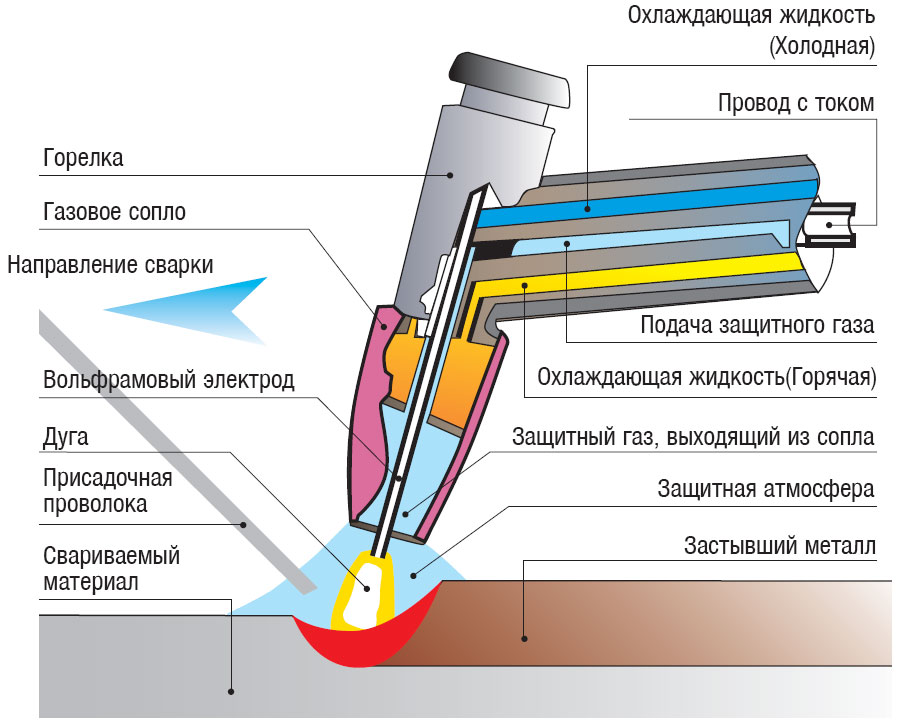 Ограничено двумя проходами. Шесть 10-фунтовых водонепроницаемых контейнеров в коробке. Стандартная длина 14″. AC-DC
Ограничено двумя проходами. Шесть 10-фунтовых водонепроницаемых контейнеров в коробке. Стандартная длина 14″. AC-DC
Электроды для сварки специальных сплавов STULZ Железный порошковый электрод с низким содержанием водорода, который сочетает в себе превосходную прочность на растяжение и устойчивость к растрескиванию при ударе. Специально разработанный сварочный электрод для использования с продуктами Stulz Alloy/Wear и другими сталями с низким и средним содержанием углерода. Все позиции. Шесть 10-фунтовых водонепроницаемых контейнеров в коробке. Стандартная длина 14″. AC-DC
Марганцевая сварочная проволока STULZ XL-S/A Используется для наплавки и замены изношенной марганцовистой стали полуавтоматическим способом. 7/64″, 1/16″ и 0,045″ в диаметре OPEN ARC
Сварочная проволока STULZ Hardfacing #12-S/A Для любой одно- и многопроходной наплавки марганцевых, низколегированных и мягких сталей. 7/64″, 1/16″ и 0,045″ в диаметре OPEN ARC
Сварочная проволока STULZ #1616-SA Универсальный сплав с высоким содержанием хрома и марганца для высокопрочного соединения марганцевой стали с другими легированными сталями и для многопроходной наплавки для обеспечения хорошей износостойкости.