
Режимы полуавтоматической сварки: таблицы и основные параметры
Выпуск электрода
Расстояние от сопла горелки до торца сварочной проволоки. С увеличением выпуска ухудшается газовая зашита зоны сварки. При малом выпуске усложняется техника сварки, особенно угловых и тавровых соединений.
Вылет и выпуск зависят от диаметра электродной проволоки:
| Диаметр проволоки, мм | 0,5-0,8 | 1-1,4 | 1,6-2 | 2,5-3 |
| Вылет электрода, мм | 7-10 | 8-15 | 15-25 | 18-30 |
| Выпуск электрода, мм | 7-10 | 7-14 | 14-20 | 16-20 |
| Расход газа, л/мин | 5-8 | 8-16 | 15-20 | 20-30 |
Оптимальная совокупность параметров режима делает процесс стабильным на трех стадиях:
1 — при зажигании дуги и установлении рабочего режима сварки; 2 — в широком диапазоне рабочих режимов; 3 — в период окончания сварки.
Процесс сварки считается стабильным, если электрические и тепловые характеристики его не изменяются во времени или изменяются по определенной программе. В связи с этим механизированную сварку в защитных газах ведут стационарной дугой, импульсно-дуговым способом, с синергетической системой управления.
Выпуск и вылет проволоки
На качество сварного шва влияет длина вылета расходного материала из наконечника, а также размер зазора между проволокой и рабочей поверхностью. Несоответствие между диаметром проволоки и величиной ее выхода из наконечника приводят к избытку брызг, прожигу металла, непроварам и короблению.
В некоторых конструкциях полуавтоматов предусмотрена возможность изменения расположения наконечника горелки относительно сопла. Размещены они на одном уровне, но контактная трубка по отношению к соплу может выдвигаться или, наоборот, утапливаться. Амплитуда регулировки составляет 3,2 мм.
Короткий вылет используется для формирования швов на конструкционной низколегированной стали. При увеличении расстояния в этом случае снижает эффективность защитного газового облака. Для того, чтобы увеличить температуру плавления, можно немного удлинить флюсовую проволоку.
При увеличении расстояния в этом случае снижает эффективность защитного газового облака. Для того, чтобы увеличить температуру плавления, можно немного удлинить флюсовую проволоку.
Выпуск и вылет напрямую зависят от диаметра присадочной проволоки:
Таблицы расчета
С опытом вы обязательно наработаете и сразу подберете необходимые настройки сварки полуавтоматом в среде защитных газов. Метода проб и ошибок не избежать новичкам, однако облегчить труд вначале помогут специально созданные для этого таблицы.
Комбинируйте эти теоретические знания со своим опытом и экспериментами – и вы точно достигнете больших успехов.
Таблица No1. Рекомендации по настройке при сварке низкоуглеродистой или низколегированной стали при формировке стыкового шва в среде защитного газа в нижнем положении током обратной полярности (например углекислого газа, и его смеси с кислородом или аргоном).
Таблица No2. Рекомендации по настройке для работы с поворотно-стыковыми соединениями с использованием углекислого газа, и его смеси с кислородом или аргоном, ток обратной полярности.
Таблица No3. Рекомендации по настройке при создании нахлесточного шва, с использованием углекислого газа, и его смеси с кислородом или аргоном, ток обратной полярности.
Таблица No4. Рекомендации при работе с углеродной сталью, в вертикальном пространственном положении, с использованием углекислого газа, и его смеси с кислородом или аргоном, ток обратной полярности.
Таблица No5. Рекомендации по настройке сварки полуавтоматом в среде защитных газов при создании горизонтального соединения с использованием углекислого газа, ток обратной полярности.
Таблица No6. Рекомендации по настройке при работе с потолочными швами с использованием углекислого газа, ток обратной полярности.
Таблица No7. Рекомендации при работе методом «точка».
Самый простой способ рассчитать режим сварки полуавтоматом в среде защитных газов — воспользоваться таблицами
Положение наконечника горелки относительно сопла
Наконечник сварочной горелки может быть углублён в сопло, немного торчать из сопла или быть вровень с соплом. Чаще всего при сварке листового металла с защитным газом, кончик наконечника должен располагаться вровень с краем отверстия сопла. При сварке точками наконечник горелки должен быть углублён.
Чаще всего при сварке листового металла с защитным газом, кончик наконечника должен располагаться вровень с краем отверстия сопла. При сварке точками наконечник горелки должен быть углублён.
- Расстояние между кончиком контактного наконечника и краем сопла может быть разным. Сопла и наконечники бывают разных размеров и могут по-разному располагаться относительно друг друга. В зависимости от устройства сварочной горелки, сопло может жёстко устанавливаться, либо может регулироваться и устанавливаться по-разному, делая наконечник углублённым внутри сопла, вровень с соплом, либо выступающим из сопла.
- Обычно, при сварке листовой стали с защитным газом (углекислотой или смесями), кончик наконечника горелки должен быть вровень с краем отверстия сопла.
- При использовании проволоки с флюсом (она требует большего нагрева для активации флюса) нужно выдерживать более длинный вылет проволоки.
 Поэтому, чтобы расстояние сопла от зоны сварки не было слишком большим, наконечник должен быть утоплен внутрь сопла. Наконечник должен быть немного утоплен и при сварке с большим напряжением, когда вылет проволоки должен быть больше. Также, наконечник горелки может быть углублён, если нужно варить точками и короткими стежками, когда сопло может упираться в свариваемый металл.
Поэтому, чтобы расстояние сопла от зоны сварки не было слишком большим, наконечник должен быть утоплен внутрь сопла. Наконечник должен быть немного утоплен и при сварке с большим напряжением, когда вылет проволоки должен быть больше. Также, наконечник горелки может быть углублён, если нужно варить точками и короткими стежками, когда сопло может упираться в свариваемый металл. - Использование неправильного наконечника или сопла может быть причиной избыточных брызг, прожига насквозь, коробления и недостаточного проникновения.
Перед началом работы
Когда ПА подготовлен к работе согласно инструкции, нелишне потратить время на уточнение режимов настройки. В помощь предлагаем таблицу в качестве ориентира. Составление аналога с индивидуальными свойствами ПА поможет в определении лучших режимов и уточнении возможности техники.
Собственная таблица сварочного тока для полуавтомата имеет тенденцию к разрастанию с новым материалом, условий сварки. Уточнение на бумаге для памяти положения переключателя не повредит.
Уточнение на бумаге для памяти положения переключателя не повредит.
Выбирается рекомендуемое напряжение. Манипулированием с силой тока и скоростью подачи присадки подбираем оптимум при уменьшении тока и максимуме подачи. Затем при росте ампеража. Вольтаж меняется через 0,5 А. Подробная таблица станет личной инструкцией скоростной настройки.
Ориентировочная таблица: сварочный ток (скорость подачи проволоки), взаимозависимость компонентов процесса:
Влияние величины напряжения на качество шва
Выпуклый шов с достаточным проплавом без пористости, наплывов и подрезов выйдет только при сбалансированности основного компонента – напряжения с сопутствующими.
Низкие настройки дают зауженный высокий шов с малым проникновением вглубь. Высокие – уплощённый с расползанием и глубоким кратером ванны. Завышение напряжения негативно влияет на формирование шва: не удаётся создать валик достаточного объёма при глубине расплава на грани прожига.
На фото сверху:
- теплотворность напряжения оптимальна;
- недостаточна;
- избыточна.

Основные ошибки при настройке.
Если при выполнении сварки летят брызги и громкий треск от дуги, то скорее всего у Вас недостаточно сварочного тока. Необходимо добавить силу тока и увеличить скорость подачи проволоки.
На большинстве сварочный аппаратов настройка силы тока совмещена с настройкой скорости подачи проволоки. Но есть и с отдельной настройкой.
Если в процессе сварки получается наплывы. Расплавленного металла очень много или сварочный валик получается широким. В случае сварки такого металла он прогорает, то необходимо уменьшить напряжение или увеличить скорость сварки. Быстрее вести горелку.
Вообще настройка напряжения влияет на глубину и ширину сварочного шва. Если напряжение высокое, то появляются брызги и увеличивается ширина шва. Глубина же провара уменьшается.
Также после завершения процесса сварки посмотрите нет ли на шве пор. Если есть, по скорее всего у вас подается мало газа. Это также будет заметно и при сварке так как процесс будет нестабилен. Причиной брызг металла также может служить и недостаток газовой защиты.
Причиной брызг металла также может служить и недостаток газовой защиты.
Вообще расход газа зависит от того как быстро идет сварка и где она происходить. Потому что на улице, где ветер или в помещении со сквозняком, защитный газ сдувает. От этого процесс сварки идет, как уже говорилось нестабильно и результат будет неудовлетворительный.
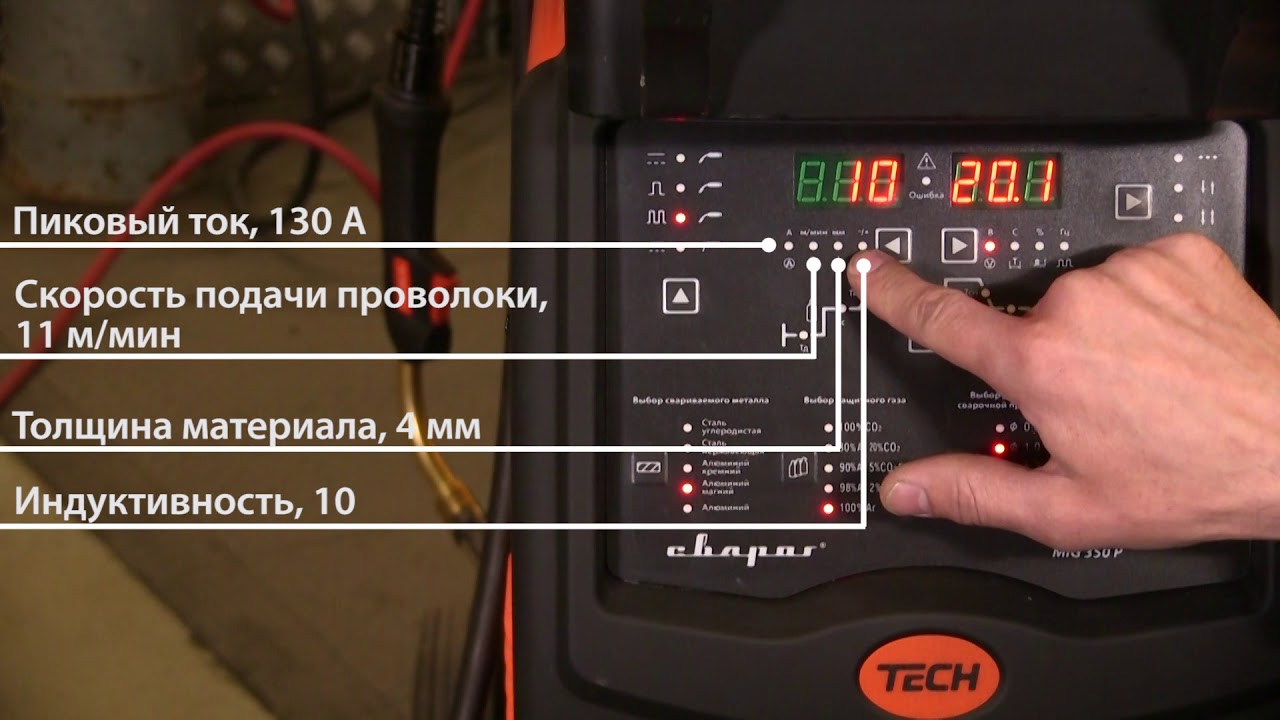
Схема настройки полуавтомата
- Выставляем параметры от заводи или из таблицы с сайта
- Начинаем варить заготовку
- Если перенос металла крупнокапельный, летят брызги, то добавляем скорость подачи и напряжение.
- Если при этом металл прожигается или проволока утыкается в дно ванны — уменьшаем скорость подачи.
- Ищем оптимальный вариант. Как это выглядит, можете посмотреть на видео в конце статьи.
Перед свариванием металлические поверхности необходимо подготовить. С помощью специальных инструментов и веществ, кроки металл зачищают, обезжиривают. Диаметр сварочной проволоки необходимо тщательно подбирать под толщину свариваемых деталей. Марку нужно подбирать исходя из материала, который нужно варить. В противном случае получим брак. Как правило, используют проволоку от 1,0 до 2,4 мм. Кабель массы подключаем к сварочному аппарату.
Марку нужно подбирать исходя из материала, который нужно варить. В противном случае получим брак. Как правило, используют проволоку от 1,0 до 2,4 мм. Кабель массы подключаем к сварочному аппарату.
Индуктивность.
Индуктивность полезная настройка в сварочном полуавтомате. На сварочном полуавтомате при наличии регулировке значений индуктивности ее нужно правильно использовать что бы это улучшало процесс сварки. Она обеспечивает более плавное протекание процесса сварки, за счет управления переносом металла. Настраиваем индуктивность исходя все также из рекомендованных значений.
Надо знать то что индуктивность нужно увеличивать при увеличении силы тока. Потому что на малых токах до 140А перенос металла идет мелкокапельный и увеличение индуктивности лишь нарушить процесс. Шов будет грубый и появится много брызг. В режимах до 140-160 индуктивность должна быть минимальна.
С увеличением тока необходимо добавлять индуктивность для более плавного формирования шва. Вообще наличие регулировки индуктивности у полуавтомата заметно улучшает процесс и уменьшает количество брызг.
Газы. Инертные, активные, смеси.
Чаще всего применяется полуавтомат с газовой защитой в виде инертного (аргон, гелий), активного (СО2) или смесей газов в различных соотношениях. Самые часто используемыми смесями является смесь Ar с СО2 в соотношении 5-15% и 85-95% соответственно.
При использовании данной смеси становиться возможным мелкокапельный и струйный перенос металла. Процесс идет плавно вследствие стабильного горения дуги. Еще одна зачастую использующаяся в промышленности газовая смесь гелия аргона в соотношении 25-30% Ar и 70-75% He. Добавление гелия увеличит температуру на дуге и существенно облегчит сварку толстого металла.
Данная смесь обеспечивает весьма высокие показатели защиты в результате минимум дефектов сварного шва. Для снижения стоимости сварочных работ также используется смесь гелия совместно с аргоном в соотношении один к одному. Данная смесь универсальна для тонких и толстых изделий обеспечивая высокое качество.
Порошковая проволока.

Полуавтоматическую сварку в некоторых случаях ведут без газовой защиты, но с использованием порошковой проволоки. Данные методы редко используются ввиду дороговизны порошковой проволоки, а работа с флюсом ограничивает область применения данного способа в потолочном и вертикальном положении.
Что неприменимо в монтажных условиях. Их очевидный плюс — это возможность варить при ветре так как газовая защита сдувается и это приводит к сварочным дефектам в виде пор, несплавления и кратеров.
Частые ошибки и способы их решения
Громкий «треск» при работе. Отчетливые щелчки указывают на малую скорость подачи припоя. Увеличивайте данный параметр пока звук работы не станет нормальным.
Сильное разбрызгивание. Зачастую разбрызгивание появляется при недостатке изолирующего газа. Проверьте редуктор, при необходимости – увеличьте подачу газа.
Острые вершины или неравномерная ширина валика.
 Обе проблемы связанны с положением и скоростью движения горелки
Обе проблемы связанны с положением и скоростью движения горелкиПомимо настроек сварки обращайте внимание и на собственную технику работ.
Настройка полуавтомата
Переходим непосредственно к вопросу, как настроить сварочный полуавтомат для работы. В рамках этой статьи мы не будем рассказывать про регулировку подачи защитного газа или про заправку присадочной проволоки. Все это вы уже должны были изучить заранее. Мы расскажем именно про подбор силы тока и напряжения. Поскольку две этих характеристики наиболее важны. Наша задача — найти оптимальную «область сварки», как в графике, который мы вам показывали выше.
Подготовительный этап
Возьмите ненужный кусок металла (желательно не очень тонкий, 5 мм подойдет, и не очень большой). Обязательно подготовьте поверхность к сварке. Удалите все загрязнения, в том числе коррозию и краску, если имеется. Зачистите поверхность до блеска с помощью металлической щетки, шлифовальной машинки или наждачки.
Подготовленный металл
Вы будете использовать этот металл в качестве подопытного, и обучаться на нем. Не стоит использовать для подобных целей заготовки или детали, иначе можете их испортить. Берите те куски металла, которые не жалко.
Не стоит использовать для подобных целей заготовки или детали, иначе можете их испортить. Берите те куски металла, которые не жалко.
Поиск оптимальных настроек : 1 этап
Настройка сварочного полуавтомата начинается с регулировки напряжения дуги. Мы рекомендуем установить низкое значение от 15 до 20 Вольт, также установите невысокое значение силы тока (до 100 Ампер).
В процессе работы у вас будет занята лишь одна рука, та, которой вы держите горелку. Поэтому используйте вторую руку для одновременной работы и регулировки параметров. Так вы сможете видеть результат сразу.
Начинает формировать сварной валик, и следим за дугой, а также звуком, одновременно меняя настройки на аппарате. Дуга должна гореть более-менее стабильно и практически не разбрызгиваться, а звук должен быть чистым и приятным уху
На данном этапе не обращайте внимание на форму валика и на глубину проплавления
Сейчас вам важно понять, при каких настройках дуга ведет себя наиболее правильно.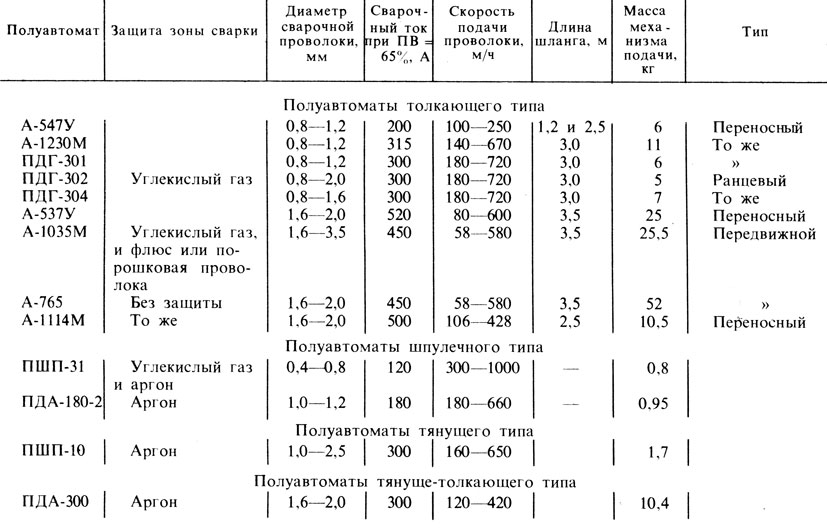
Изменяйте настройки не резко, а буквально на одно-два значения.
Поиск оптимальных настроек : 2 этап
Далее наступает самый кропотливый этап настройки. Вы нашли начальную точку работы дуги у сварочного аппарата, эти параметры обязательно нужно записать или сфотографировать. Теперь вам нужно уменьшить силу тока, не меняя напряжения. Постепенно понижайте ток и следите, когда вы дойдете до точки, при которой дуга горит на грани, но при этом еще устойчива. Запишите эти настройки. После этого нужно наоборот увеличивать силу тока не трогая ручку напряжения, и искать ту грань, когда дуга горит более-менее стабильно. Эти значения тоже запишите.
На данном этапе у вас должны быть записаны/сфотографированы три типа настроек: напряжение 15-20 Вольт + сила тока меньше 100 Ампер, напряжение 15-20 Вольт + минимально допустимая сила тока, напряжение 15-20 Вольт + максимально допустимая сила тока.
Теперь вам нужно понизить изначальное напряжение (напоминаем, что это 15-20 Вольт) на пол вольта и снова искать, при каких значения минимальной и максимальной силы тока дуга будет гореть стабильно. Запишите эти настройки. Повторяйте этот процесс уменьшения напряжения на пол вольта и поиска оптимальных знаний силы тока до тех пор, пока аппарат не перестанет варить. Все настройки фиксируйте.
Запишите эти настройки. Повторяйте этот процесс уменьшения напряжения на пол вольта и поиска оптимальных знаний силы тока до тех пор, пока аппарат не перестанет варить. Все настройки фиксируйте.
На данном этапе вы уже должны знать минимальное напряжение + минимальную/максимальную силу тока, при котором аппарат может варить. Теперь верните ваши первоначальные настройки (15-20 Вольт + сила тока до 100 Ампер), и повторите все описанное в абзаце выше, только не понижая напряжение дуги, а увеличивая его на пол вольта.
Постепенно при увеличении напряжения вы найдете ту точку, при которой сварка станет невозможна. Результаты зафиксируйте.
Итог
Теперь у вас есть все настройки. Вы знаете, каковы оптимальные значения напряжения и силы тока при минимальных и максимальных настройках. Для удобства начертите график, похожий на тот, что мы уже указывали выше, со своими настройками. И в следующий раз уже при сварке деталей настраивайте аппарат по этой области.
Дополнительные параметры
Помимо простейших устройств на рынке присутствуют и более продвинутые модели с расширенным функционалом. Давайте рассмотрим их возможности и для чего нужны дополнительные настройки.
Давайте рассмотрим их возможности и для чего нужны дополнительные настройки.
Индуктивность (настройка дуги)
Самая популярная функция, которая активно внедряется даже в сварки бюджетного класса – настройка индуктивности. Параметр позволяет управлять жесткостью дуги и изменять характеристики сварного шва. Так, при минимальной индуктивности заметно снижается температура дуги и глубина проплавления, шов получается более выпуклый. Подобная настройка помогает сваривать тонкие детали, а также металлы, чувствительные к перегреву. При максимальной индуктивности вырастает температура плавления, ванна получается более жидкой, а глубина проплавления – максимальной. Валик такого шва ровный, без выпуклостей. Данный режим используется для проплавления толстого металла, работы в угловых соединениях.
Зная как реагирует дуга на изменение индуктивности сварщик может самостоятельно управлять глубиной провара и температурой ванны, для улучшения качества работ и создания более надежных ответственных соединений.
Высокая/низкая скорость
Переключатель, который маркируется как High/Low, в большинстве моделей отвечает за более точную настройку скорости подачи проволоки. Мы уже знаем, что каждый полуавтомат содержит подобный регулятор, но если ваше устройство может работать с проволокой 0.6 и 1.4 мм граничные отметки будут сильно отличаться. Именно поэтому при работе с тонким материалом тумблер устанавливается в положение High и проволока в общем подается быстрей, а для толстого припоя подходит положение Low.
Настройка скорости подачи проволоки
- Настройка скорости подачи проволоки должна производиться каждый раз при смене напряжения или смене проволоки на проволоку с другим диаметром.
 Дорогие сварочные аппараты могут иметь автоматическую настройку скорости подачи проволоки. В них скорость увеличивается автоматически при увеличении напряжения.
Дорогие сварочные аппараты могут иметь автоматическую настройку скорости подачи проволоки. В них скорость увеличивается автоматически при увеличении напряжения. - Сначала настраивайте напряжение, а потом под него подстраивайте скорость подачи проволоки. То есть, скорость подачи проволоки должна быть настроена под скорость, с которой она будет плавиться.
- Регулятор скорости подачи проволоки также служит другой цели – регулирует силу тока. Напряжение и сила тока взаимосвязаны и, в некоторой степени, базируются на размере проволоки и её скорости. В полуавтомате установленное напряжение остаётся неизменным, но сила тока немного меняется в зависимости от скорости подачи проволоки и вылета электрода (проволоки). Таким образом, чем быстрее подача проволоки к месту сварки, тем больше силы тока и выше температура сварки, но для конкретного, установленного типа напряжения это лишь небольшой диапазон изменения силы тока.

- Проволока вне процесса сварки (без электрической дуги) движется быстрее. Когда образуется дуга, скорость проволоки снижается.
- Как узнать, что настройки подачи проволоки правильные? Для этого нужно попробовать сваривать. Если скорость слишком высокая для вашей настройки напряжения, то проволока будет сгибаться, при касании с металлом, не успевая расплавиться, и будет много брызг. Если скорость слишком медленная для вашей настройки напряжения, то проволока будет сгорать до того, как коснётся металла, и будет забиваться наконечник. Таким образом, при неправильной настройке скорости подачи проволоки, сварка вообще не получится. Этот параметр нужно настраивать экспериментальным путём. Важно выставить правильное напряжение для конкретной толщины свариваемого металла и пробовать варить, а скорость подачи проволоки регулировать в процессе.
Почему именно полуавтомат?
Полуавтоматическая сварка в среде защитного газа для начинающего или неопытного сварщика имеет свои достоинства:
- Проволока-электрод подаётся самим аппаратом, не нужно следить за длиной электрода, легче выдерживать оптимальное расстояние для ровной дуги.
 Кроме того, скорость подачи регулируется, что даёт возможность любому настроить её удобным для себя образом.
Кроме того, скорость подачи регулируется, что даёт возможность любому настроить её удобным для себя образом. - Полуавтомат позволяет относительно просто работать с тонким металлом, что для мастерских по кузовному ремонту авто, тем более при невысокой квалификации сварщика, делает его практически незаменимым.
- Можно производить достаточно длинные швы без остановки процесса для замены электрода. Начинающему это позволит не прерывать удачный шов до его завершения.
- Простота обучения процессу сварки.
Список преимуществ полуавтоматов для каждого свой, он может состоять из нескольких десятков позиций. Начинающему будет достаточно перечисленных выше моментов, для того чтобы начинать учёбу именно на этом виде сварочного аппарата.
Основные этапы настройки
Влияние режимов сварки на форму шва.
Вначале подберите силу сварочного тока, учитывая толщину металла, который вы будете варить. Обязательно хорошо изучите инструкцию или руководство по эксплуатации полуавтомата, потому что в них прилагаются таблицы, в которых вы найдете соответствия этих двух величин. Учитывайте, что с низким сварочным током аппарат будет варить плохо. У некоторых моделей вы можете встретить показатели напряжения вместо показателей силы тока. Особых различий между ними нет, потому что выбор настройки вы будете осуществлять точно так же: выставляйте тем сильнее напряжение, чем больше предполагается толщина свариваемого металла.
Далее, следуя указаниям инструкции и таблицы (ни в коем случае не на глаз), настройте нужную скорость подачи сварочной проволоки. Ее можно отрегулировать, используя сменные шестерни, которые прилагаются к полуавтомату. Существуют модели и со специальными коробками скоростей.
Классификация полуавтоматов.
Теперь можете приступать к настройке величины тока и напряжения. Это делается с помощью регулировочных устройств. Источники питания могут быть разными: сварочный трансформатор либо машина постоянного тока. Обязательно проверьте ваши настройки на пробных изделиях (опытной наплавке), при необходимости корректируя режим сварки до наиболее оптимального. Доказательством того, что у вас все получилось правильно, послужит расплавленный флюс (в необходимом количестве), нормальное формирование валика, устойчивая сварная дуга. Тогда можно будет пробовать работать и с основным материалом.
Это делается с помощью регулировочных устройств. Источники питания могут быть разными: сварочный трансформатор либо машина постоянного тока. Обязательно проверьте ваши настройки на пробных изделиях (опытной наплавке), при необходимости корректируя режим сварки до наиболее оптимального. Доказательством того, что у вас все получилось правильно, послужит расплавленный флюс (в необходимом количестве), нормальное формирование валика, устойчивая сварная дуга. Тогда можно будет пробовать работать и с основным материалом.
Что касается проволоки, то ее настройка достаточно проста. Ее поступление по специальному шлангу в мундштук или из него регулируется положением переключателя (рычага), который вы сможете найти на аппаратном ящике. При перемещении переключателя в позицию «Вперед», вы обеспечите поступление проволоки в сторону держателя к месту сварки. Соответственно, если установить положение рычага на «Назад», то будет осуществляться подача проволоки в сторону катушки. Просто выберите и настройте нужный вам режим.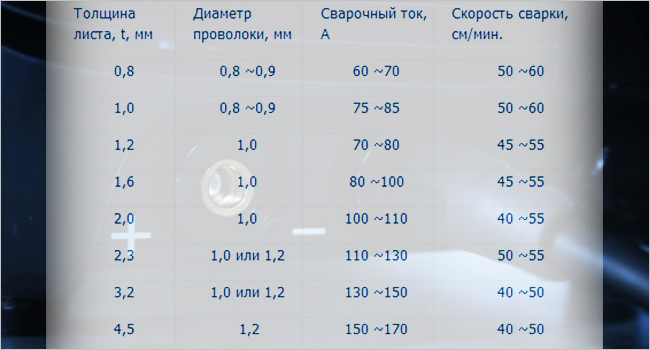
Для того чтобы начать работу, выставляйте рычаг на положение «Вперед». Когда воронка наполнится флюсом, устанавливайте держатель так, чтобы наконечник мундштука располагался в зоне сварки. Теперь нужно будет открыть заслонку флюсовой воронки и нажать кнопку «Пуск», сделав одновременно легкое движение (чиркнув) держателем по месту сварки. В результате ваших действий должна загореться дуга, и начаться сам сварочный процесс.
Возможности оборудования
Для качественной настройки сварочного полуавтомата требуется понимание характеристик сварки, необходимо также разобраться с особенностями полуавтомата.
Сварочные полуавтоматы позволяют работать практически с любыми металлами и их сплавами. Они могут сваривать цветные и черные металлы, низкоуглеродистую и легированную сталь, алюминий и материалы с покрытиями, способны сваривать тонкие металлы толщиной до 0,5 мм, могут варить даже оцинкованную сталь без повреждения покрытия.
Это достигается за счет того, что в область сварки может подаваться флюс, порошковая проволока или защитный газ, а также сварочная проволока, причем подача происходит автоматически, все остальное делается как в ручной дуговой сварке.
Сварочные полуавтоматы выпускаются разных классов, но все они состоят из:
- блока управления;
- источника питания;
- механизма подачи сварочной проволоки с катушкой;
- сварочной горелки;
- силовых кабелей.
Механизм подачи проволоки состоит из электродвигателя, редуктора и подающих или тянущих роликов.
формулы для расчета, подбор режима и материалов
Учитывая особенности конструкции, порой сложно разобраться, как правильно варить сварочным полуавтоматом. Это обусловлено тем, что механизмом предусмотрен узел автоматической подачи проволоки. Качество соединительного шва зависит от умения работать с таким оборудованием, что особенно важно во время сварки тонкого металла.- Область применения и принцип работы
- Разбираем все плюсы и минусы
- Этапы самостоятельной настройки
- Сварочные работы и требования к ним
Актуальность
Первое, на что обязательно стоит обратить внимание, если решили использовать этот метод работы – это квалификация мастера. Новичку будет сложно разобраться в настройках, грамотно выбрать материалы.
Новичку будет сложно разобраться в настройках, грамотно выбрать материалы.
Опыт работы играет важную роль, и его не нужно недооценивать. Профессионалы особенно любят повторять насколько важно потратить не один десяток лет на самообучение, подружиться с книгами, изучить стандарты и, конечно, практиковаться.
Без этого сложно добиться успеха и качества. Сложно не согласиться с этим, но давайте не будем ставить крест на молодых специалистах, ведь все мы с чего-то начинали.
Именно для желающих обучиться всем тонкостям этой работы, правильного расчета режима сварки полуавтоматом в среде защитных газов и была написана эта статья.
Внимательно изучите теорию и побольше применяйте на практике – вот и весь секрет. Здесь собраны не только знания специалистов, но и информация из справочников и профессиональной литературы.
Основные параметры
Первый этап работы – это настроить режимы для сварки полуавтоматом в среде защитных газов. Для этого разберемся в основных составляющих полуавтомата.
Пройдемся по основным режимам, изучив которые вы без труда правильно настроите полуавтоматическую сварку, и не допустите досадных ошибок.
Начинаем с диаметра проволоки. Его размер может колебаться в промежутках от 0.5 до 3 миллиметров. Чаще всего размер проволоки выбирают в зависимости от размера материала, с которым вы будете работать.
Но, независимо от этого, у каждой толщины есть присущие ей особенности. К примеру, если вы хотите достичь более стойкое горение дуги и меньшее разбрызгивание металла, профессионалы рекомендуют работать с более тонкой проволокой.
Немаловажно учесть при процессе с толстым материалом – напряжение потребуется гораздо сильнее.
Обратите внимание – чтобы работать с низколегированной сталью обязательно использовать проволоку, в которой содержится марганец и кремний. Проволока должна быть с раскислителями. Тоже относится и к низкоуглеродистой стали.
К сожалению, частой ошибкой начинающих является как раз недостаточное внимание к фирме, которая изготавливает данный материал, а также металлам, которые входят в ее состав.
Все же стоит отметить, что сталь в среде защитного газа чаще всего легированная, или же высоколегированная. Выход в такой ситуации простой – нужно взять проволоку, которая сделана из того же материала, с которым вы работаете.
Это очень важно, ведь в случае ошибки шов будет непрочным, и это безусловно повлияет на весь результат работы.
Подробно о необходимости настройки механизма
Основной для пользователя вопрос, когда планируется приобрести сварочный полуавтомат: как им правильно пользоваться? Важно знать, что помимо корректной эксплуатации такого оборудования во время выполнения сварочных работ есть еще один нюанс – необходимость его правильной настройки. Если неправильно установить значения основных параметров, то худший сценарий в таком случае – возгорание аппарата. В лучшем случае следует ожидать поломки отдельных деталей или узлов.
Смотрим видео, дельные советы по настройки:
В первую очередь до начала работы устройство необходимо заземлить. Затем настраиваются необходимые параметры: устанавливается сила тока, в соответствии с чем определяется напряжение дуги, а также достаточная для конкретного типа работ скорость подачи проволоки. Но как пользователю правильно настроить сварочный полуавтомат?
Затем настраиваются необходимые параметры: устанавливается сила тока, в соответствии с чем определяется напряжение дуги, а также достаточная для конкретного типа работ скорость подачи проволоки. Но как пользователю правильно настроить сварочный полуавтомат?
Все эти значения подбираются, исходя из того, какой материал предполагается варить, а также какой толщины детали будут обрабатываться. Для выбора режима сварки используется соответствующая литература.
Этапы настроек
Предварительная подготовка к работе сводится к следующим действиям:
- С учетом того, какой материал планируется варить, выставляется сила тока. А значение данного параметра вычисляется с использованием таблиц из сопроводительной документации агрегата или с помощью литературы о сварке.
- Устанавливается требуемая скорость подачи проволоки. Здесь имеются свои особенности. Например, если конструкцией предусмотрено ступенчатое регулирование данного параметра, то обычно для этого используются шестерни или коробка передач.
 Однако существенный минус такого варианта заключается в том, что не всегда легко подобрать наиболее подходящий режим работы. А при плавной регулировке проволоки не возникнет вопроса, как безошибочно настроить полуавтомат сварочный, так как в этом случае легче установить нужный уровень интенсивности продвижения проволоки.
Однако существенный минус такого варианта заключается в том, что не всегда легко подобрать наиболее подходящий режим работы. А при плавной регулировке проволоки не возникнет вопроса, как безошибочно настроить полуавтомат сварочный, так как в этом случае легче установить нужный уровень интенсивности продвижения проволоки. - Обычно в таких агрегатах предусмотрены переключатели режимов, с их помощью можно настроить направление движения проволоки (вперед или назад).
По окончании всех настроек желательно проверить их корректность на черновом образце. Если качество сварного шва хорошее, то можно браться за основной материал.
Особенности сварочных работ
После подключения к сетевому напряжению включается агрегат нажатием на кнопку «ВКЛ». Но вводить устройство в работу следует только после того, как были надеты средства защиты (спецодежда и маска со светофильтром). Затем подается проволока к горелке. При этом необходимо оставить выступающий участок (порядка 3 мм). Остальное необходимо удалить.
Остальное необходимо удалить.
Смотрим видео, подробно обьясняем правило сварочных работ:
Работа с электродом определяется расположением механизма подачи проволоки относительно горелки. Существует несколько вариантов: толкающего, тянущего и совмещенного типа. После поджига электрической дуги горелка подносится к участку сварки. Случается, на конце электрода образуются комки. В этом случае рекомендуется ускорить процесс подачи проволоки.
Требования, предъявляемые к сварочным агрегатам
Вопрос, как работает инверторный сварочный полуавтомат, решается уже по факту его приобретения. Но перед этим на этапе выбора следует учесть ряд требований, которые предъявляются к такому оборудованию:
- Компактность и мобильность, чтобы дополнительно упростить работы оператору;
- Длительная эксплуатация без перегрева механизма и без ущерба для одного из основных узлов такого устройства – механизма подачи проволоки;
- Удобство работы с горелкой и ее быстрая замена;
- По возможности быстрая замена и сварочной проволоки;
- Беспроблемная настройка оборудования;
- Отсутствие рывков при подаче проволоки;
- Устойчивость к низким температурам.

Как видно, работа с полуавтоматом требует внимательности и «твердой руки». Однако немаловажным является и тот факт, что без соответствия параметров агрегата роду условиям работы будет проблематично добиться высокого качества сварного соединения. Поэтому рекомендуется перед началом работы изучить все особенности функционирования такого оборудования, чтобы иметь возможность безошибочно его настроить и применять по назначению в дальнейшем.
Таблицы расчета
С опытом вы обязательно наработаете и сразу подберете необходимые настройки сварки полуавтоматом в среде защитных газов. Метода проб и ошибок не избежать новичкам, однако облегчить труд вначале помогут специально созданные для этого таблицы.
Комбинируйте эти теоретические знания со своим опытом и экспериментами – и вы точно достигнете больших успехов.
Таблица No1. Рекомендации по настройке при сварке низкоуглеродистой или низколегированной стали при формировке стыкового шва в среде защитного газа в нижнем положении током обратной полярности (например углекислого газа, и его смеси с кислородом или аргоном).
Таблица No2. Рекомендации по настройке для работы с поворотно-стыковыми соединениями с использованием углекислого газа, и его смеси с кислородом или аргоном, ток обратной полярности.
Таблица No3. Рекомендации по настройке при создании нахлесточного шва, с использованием углекислого газа, и его смеси с кислородом или аргоном, ток обратной полярности.
Таблица No4. Рекомендации при работе с углеродной сталью, в вертикальном пространственном положении, с использованием углекислого газа, и его смеси с кислородом или аргоном, ток обратной полярности.
Таблица No5. Рекомендации по настройке сварки полуавтоматом в среде защитных газов при создании горизонтального соединения с использованием углекислого газа, ток обратной полярности.
Таблица No6. Рекомендации по настройке при работе с потолочными швами с использованием углекислого газа, ток обратной полярности.
Таблица No7. Рекомендации при работе методом «точка».
Самый простой способ рассчитать режим сварки полуавтоматом в среде защитных газов — воспользоваться таблицами
Сварка полуавтоматом
Аппарат для сварки полуавтоматическим методом представляет собой устройство, в котором роль электрода выполняет проволока, подающаяся на место сварки автоматическим способом. При сварке полуавтоматом необходимо выставлять две скорости. Обе устанавливает сварщик. Первая из них — это скорость, с которой подается проволока. Правильный выбор обеспечит стабильное горение сварочной дуги.
При сварке полуавтоматом необходимо выставлять две скорости. Обе устанавливает сварщик. Первая из них — это скорость, с которой подается проволока. Правильный выбор обеспечит стабильное горение сварочной дуги.
Вторая — скорость сварки зависит от скорости, с которой перемещается горелка. Толстостенные соединения сваривают на высокой скорости с формированием узких швов. При высокой скорости необходимо следить, чтобы при выходе из зоны защиты газом не происходило окисления конца проволоки и поверхности металла. Так же, как и при ручной дуговой сварке, силу тока и скорость подачи электрода, в данном случае проволоки, сварщик должен выставить сам, руководствуясь своим опытом и квалификацией. Отталкиваться приходится в частности от типа сплавляемых металлов.
С помощью сварочного полуавтомата можно соединить две металлические детали быстро и качественно. Таким аппаратом имеется возможность сваривать металлы различной ширины. По сравнению с ручной сваркой полуавтомат имеет значительные преимущества.
Перед началом процесса необходимо рассчитать основные характеристики — ток, напряжение дуги и скорость сварки. Последний параметр можно рассчитать, зная выбранные силу тока и напряжение, поскольку скорость сварки полуавтоматом находится в зависимости от них.
Ток и напряжение, в свою очередь, выбирают в соответствии с толщиной металла. Получается, что скорость сварки полуавтоматом находится в зависимости от толщины металла.
Сначала по формуле рассчитывается сила тока. Ее вычисляют в зависимости от диаметра электрода и плотности тока. Зная вычисленную силу тока и диаметр электрода по формуле можно определить значение напряжения сварочной дуги. После этого можно выбрать оптимальную скорость сварки.
Предварительный расчет скорости подачи проволоки, скорости перемещения и напряжения
Перейти к содержимомуЦех хотел бы сократить время разработки новых сварных швов MIG. Есть ли способ предварительно рассчитать скорость подачи проволоки, скорость перемещения и напряжение, чтобы приблизить их до того, как они коснутся первого сварного шва?
Да, можно рассчитать начальную скорость подачи проволоки и скорость перемещения. Это очень частый вопрос от производителей сварки сплошной проволокой или порошковой проволокой. Большинство профессионалов в области сварки знают скорость подачи проволоки (WFS), когда процесс идет хорошо, основываясь на их опыте, или могут быстро получить WFS с помощью процедур, рекомендованных производителем.
Это очень частый вопрос от производителей сварки сплошной проволокой или порошковой проволокой. Большинство профессионалов в области сварки знают скорость подачи проволоки (WFS), когда процесс идет хорошо, основываясь на их опыте, или могут быстро получить WFS с помощью процедур, рекомендованных производителем.
Однако определение скорости перемещения валика сварного шва определенного размера становится итеративным и трудоемким процессом. Понимая несколько концепций и выполняя некоторые математические вычисления с помощью нескольких простых формул, мы можем определить, по крайней мере, хорошую отправную точку для процедуры сварки, которая обеспечивает желаемый сварной шов.
СКОРОСТЬ НАПЛАВКИ
Важно помнить, что скорость наплавки прямо пропорциональна скорости, с которой проволока определенного диаметра выходит из сварочной горелки во время сварки. Скорость напыления не имеет ничего общего ни с тем, как быстро движется пистолет, ни с настройкой напряжения на машине. Скорость наплавки — это просто мера того, сколько фунтов проволоки выходит из сварочной горелки за определенный промежуток времени, обычно измеряется в фунтах в час.
Скорость наплавки — это просто мера того, сколько фунтов проволоки выходит из сварочной горелки за определенный промежуток времени, обычно измеряется в фунтах в час.
Если скорость подачи проволоки увеличивается, скорость наплавки увеличивается. Мы также понимаем, что если мы сохраним скорость подачи проволоки и перейдем на проволоку большего диаметра, скорость наплавки также увеличится. Вооружившись этим пониманием, расчет скорости наплавки становится очень мощным упражнением, которое дает вам число, которое можно использовать для расчета ключевых параметров сварки. Рассмотрим формулу и пример:
Расчет скорости наплавки
Скорость наплавки (фунт/ч) = 13,1 × (диаметр проволоки) 2 × (Скорость подачи проволоки) × (Эффективность)
— Диаметр проволоки в дюймах (дюймах)
— Скорость подачи проволоки в дюймах в минуту (дюйм/мин)
— Эффективность (1,0 для сплошной проволоки , 0,85 для порошковой проволоки)
— Расчет только для стали : Диаметр проволоки = 0,045 дюйма (1,2 мм), сплошная проволока, WFS = 300 дюймов/мин0011 Расчет скорости перемещения с учетом скорости наплавки
Зная скорость наплавки, мы можем рассчитать скорость перемещения в дюймах в минуту (дюйм/мин) для конкретного сварного шва.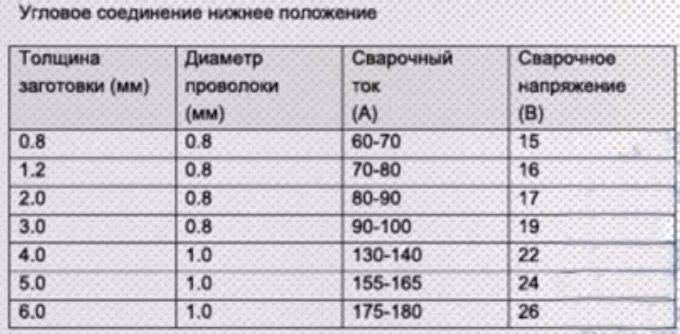 Допустим, мы хотим сделать стальной угловой шов 3/8 дюйма (предположим, что армирование 10 процентов или 0,4125 дюйма), используя сплошную проволоку 0,045 дюйма при 300 дюймов в минуту, вес металла шва на фут можно рассчитать, умножив плотность стали ( 0,283 фунта/дюйм 3 ) по объему металла сварного шва на фут следующим образом:
Допустим, мы хотим сделать стальной угловой шов 3/8 дюйма (предположим, что армирование 10 процентов или 0,4125 дюйма), используя сплошную проволоку 0,045 дюйма при 300 дюймов в минуту, вес металла шва на фут можно рассчитать, умножив плотность стали ( 0,283 фунта/дюйм 3 ) по объему металла сварного шва на фут следующим образом:
Вес сварного шва на фут Расчет
Объем металла шва/фут = 1/2 × ширина × высота × 12 дюймов = 1/2 × 0,4125 дюйма × 0,4125 дюйма × 12 дюймов = 1,02 дюйма 3
Вес металла шва/фут 3/8 в угловом шве = (0,283 фунта/дюйм 3 ) × (1,02 дюйма 3 ) = 0,2887 фунта/фут
сварного шва будет 5,52 дюйма в минуту, 11,03 дюйма в минуту для двухпроходного углового шва или 16,55 дюйма в минуту для трехпроходного сварного шва.
Расчет скорости движения
Скорость перемещения = (скорость наплавки) × (количество проходов)/5 × (вес металла сварного шва на фут {фунт/фут}) =
Скорость перемещения = {7,96 x 1} / {5 x 0,2887} = 5,52 дюйма в минуту
РАСЧЕТ СКОРОСТИ ПОДАЧИ ПРОВОЛОКИ С КОЭФФИЦИЕНТОМ НАПЛАВКИ
Предположим, требуется выполнить угловые сварные швы со скоростью 12 фунтов/ч, используя сварочную проволоку 0,045 дюйма. Мы можем рассчитать WFS, используя приведенные ниже формулы и Вес сварочной проволоки на фут в Таблице 1 .
Мы можем рассчитать WFS, используя приведенные ниже формулы и Вес сварочной проволоки на фут в Таблице 1 .
Расчет скорости подачи проволоки
Скорость подачи проволоки = (скорость наплавки)/5 × (вес проволоки на фут {фунт/фут}) = (12)/5 × (0,0054) = 444,4 дюйма в минуту
Конечно, скорость подачи для одно- проход 3/8 углового шва при скорости наплавки 12 фунтов/ч будет равен 8,31 дюйма в минуту, как рассчитано ниже:
Скорость перемещения = (скорость наплавки) × (количество проходов)/5 × (вес металла шва {фунт/фут }) = (12) × (1)/5 × (0,2887) = 8,31 дюйма в минуту
ПРОЩЕ
Коэффициент преобразования Бартона (см. В приведенном ниже примере используется коэффициент пересчета для расчета скорости перемещения при 5,57 дюйма в минуту для того же углового сварного шва диаметром 3/8 дюйма с использованием сплошной проволоки диаметром 0,045 дюйма.
Скорость перемещения = 7,96 × 0,7 = 5,57 дюймов в минуту (0,2887)
Вес металла шва на фут можно рассчитать для любого типа соединения путем вычисления объема и умножения на плотность металла шва (например, 0,283 фунта/дюйм 3 для стали). Однако значения, показанные в таблицах с 3 по 6 , устраняют необходимость в расчетах. Эти значения взяты из Таблицы 12-1 в Справочнике по процедурам дуговой сварки компании Lincoln Electric Co. и показывают вес металла сварного шва на фут для нескольких распространенных типов соединений, сваренных со сталью. В следующих примерах расчетов используется Таблицы с 3 по 6 .
Однако значения, показанные в таблицах с 3 по 6 , устраняют необходимость в расчетах. Эти значения взяты из Таблицы 12-1 в Справочнике по процедурам дуговой сварки компании Lincoln Electric Co. и показывают вес металла сварного шва на фут для нескольких распространенных типов соединений, сваренных со сталью. В следующих примерах расчетов используется Таблицы с 3 по 6 .
ОБРАЗЕЦ РАСЧЕТА № 1
Сварной шов с V-образной канавкой 1/2 дюйма с включенным углом 90 градусов и усилением 1/8 дюйма с использованием сплошной проволоки 0,052 дюйма, 90% Ar/10% CO 2 защитный газ. Производитель рекомендует WFS при 325 дюймов в минуту и 30 вольт.
Скорость наплавки (фунт/ч) = 13,1 × (0,052) 2 × (325) × (1,0) = 11,51 фунт/ч × (0,849 + 0,199) = 13,18 дюймов в минуту
ОБРАЗЕЦ РАСЧЕТА № 2
3/8 дюйма пластины квадратного сечения, привариваемого встык к основе, с зазором 3/16 дюйма и усилением 1/8 дюйма с использованием порошковой проволоки 1/16 дюйма, 75%Ar/25%CO 2 защитный газ.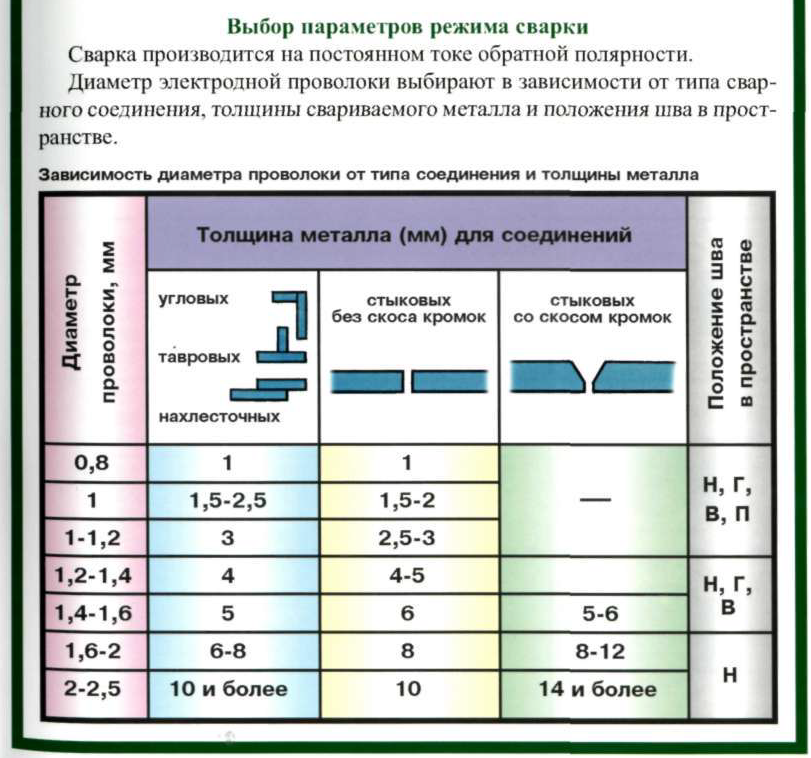 Наш процесс отлично работает с WFS при 285 дюймов в минуту и 26 вольт.
Наш процесс отлично работает с WFS при 285 дюймов в минуту и 26 вольт.
Скорость наплавки (фунт/час) = 13,1 × (1/16 дюйма) 2 × (285) × (0,85) = 12,39 фунта/час (1)/5 × (0,239 + 0,053) = 8,49 дюймов в минуту
ПРИМЕР РАСЧЕТА № 3
Какой должна быть скорость подачи проволоки, если я хочу выполнить толстый угловой шов толщиной 1/4 дюйма со скоростью перемещения 20 дюймов в минуту, используя сплошную проволоку диаметром 0,045 дюйма и защитный газ 90% Ar/10% CO 2 ?
Изменив приведенный выше расчет скорости перемещения для определения скорости наплавки, мы получим:
Скорость наплавки = 5 × скорость перемещения × (вес металла сварного шва {фунт/фут})/(количество проходов) = 5 × 20 дюймов в минуту × (0,165)/1 = 16,5 фунта/час
Изменив вычисление скорости наплавки выше, чтобы найти скорость подачи проволоки, мы получим:
Скорость подачи проволоки = скорость наплавки/13,1 × (диаметр проволоки) 2 × (эффективность) = 16,5/13,1 × (0,045 дюйма) 2 × (1) = 622 дюймов в минуту
ОБЗОР 9 0013 Использование математика и эти простые формулы могут сократить время разработки сварных швов и улучшить документацию перед WPS. Эти расчеты помогут вам приблизиться, но, возможно, придется внести некоторые коррективы, чтобы получить желаемый сварной шов. Наличие хорошей отправной точки для разработки процедуры сварки сократит время и уменьшит количество догадок в цеху.
Эти расчеты помогут вам приблизиться, но, возможно, придется внести некоторые коррективы, чтобы получить желаемый сварной шов. Наличие хорошей отправной точки для разработки процедуры сварки сократит время и уменьшит количество догадок в цеху.
Подпишитесь, чтобы узнавать о последних новостях в области производства.
e8101 — Lincoln Electric — Каталоги в формате PDF | Техническая документация
Добавить в избранное
{{requestButtons}}
Выдержки из каталога
ПОЛУАВТОМАТИЧЕСКИЕ ПОДАЧИ ПРОВОЛОКИ Номер продукта Полные технические характеристики см. на обороте Переносные промышленные механизмы подачи проволоки Механизмы подачи проволоки серии LN-25 PRO просты, надежны и просты в обслуживании. Являетесь ли вы металлургом, сварщиком трубопроводов или сварщиком на строительной площадке, судостроительном предприятии или в цехе по изготовлению металлоконструкций, у нас есть подходящая полуавтоматическая проволока ► Система привода проволоки Maxtrac® — сверхмощная система привода проволоки из литого алюминия обеспечивает надежную подачу и ► двойной Диапазон скорости подачи проволоки — обеспечивает большую точность при низких скоростях подачи проволоки. ► Переключатель блокировки триггера — обеспечивает комфорт оператора при сварке длинных швов. ► Сменный и огнестойкий корпус Прочный и прочный корпус можно заменить менее чем за пять минут. Для защиты от влаги и коррозии. Входная мощность Выходная мощность Ток/рабочий цикл Диапазон диаметров проволоки Диапазон скоростей подачи проволоки Вес зависит от модели ЧТО ВКЛЮЧЕНО СТАНДАРТНЫЙ/ДОПОЛНИТЕЛЬНЫЙ КРУТЯЩИЙ МОМЕНТ/ДВОЙНАЯ МОЩНОСТЬ Внутренний контактор Расходомер Датчик дуги Провод и зажим. Все, что входит в стандартную модель, за исключением расходомера. Также включает: ► 141b. Адаптер катушки Innershield® (K435) ► Приводные ролики с порошковой проволокой 5/64 дюйма (2,0 мм) и комплект направляющих ► Переменный диапазон производительности, установленный на заводе на Низкий (50–400 дюймов в минуту) Включает в себя все, что входит в стандартную модель, за исключением расходомера. Также включает: ► Приводные ролики с порошковой проволокой 5/64 дюйма (2,0 мм) и комплект направляющих ► Переменный диапазон WFS, установленный на заводе на Высокий (50–700 дюймов в минуту) (1) Возможность STP только с кабелем управления модели K2614-6 Dual Power Публикация системы тросового привода E8.
► Переключатель блокировки триггера — обеспечивает комфорт оператора при сварке длинных швов. ► Сменный и огнестойкий корпус Прочный и прочный корпус можно заменить менее чем за пять минут. Для защиты от влаги и коррозии. Входная мощность Выходная мощность Ток/рабочий цикл Диапазон диаметров проволоки Диапазон скоростей подачи проволоки Вес зависит от модели ЧТО ВКЛЮЧЕНО СТАНДАРТНЫЙ/ДОПОЛНИТЕЛЬНЫЙ КРУТЯЩИЙ МОМЕНТ/ДВОЙНАЯ МОЩНОСТЬ Внутренний контактор Расходомер Датчик дуги Провод и зажим. Все, что входит в стандартную модель, за исключением расходомера. Также включает: ► 141b. Адаптер катушки Innershield® (K435) ► Приводные ролики с порошковой проволокой 5/64 дюйма (2,0 мм) и комплект направляющих ► Переменный диапазон производительности, установленный на заводе на Низкий (50–400 дюймов в минуту) Включает в себя все, что входит в стандартную модель, за исключением расходомера. Также включает: ► Приводные ролики с порошковой проволокой 5/64 дюйма (2,0 мм) и комплект направляющих ► Переменный диапазон WFS, установленный на заводе на Высокий (50–700 дюймов в минуту) (1) Возможность STP только с кабелем управления модели K2614-6 Dual Power Публикация системы тросового привода E8. 101 I Дата выпуска 03/11 © Lincoln Global, Inc. Все права защищены. THE LINCOLN ELECTRIC COMPANY 22801 St. Clair Avenue • Cleveland, OH • 44117-1199 • США
101 I Дата выпуска 03/11 © Lincoln Global, Inc. Все права защищены. THE LINCOLN ELECTRIC COMPANY 22801 St. Clair Avenue • Cleveland, OH • 44117-1199 • США
ВЫБЕРИТЕ ПОДХОДЯЩУЮ МОДЕЛЬ ДЛЯ ВАШЕГО ПРИМЕНЕНИЯ Сверхкрутящий момент Двойная мощность Система подачи проволоки Maxtrac® Двойной диапазон скорости подачи проволоки Переключатель CC/CV Переключатель блокировки триггера Сменный, огнестойкий корпус Защита от коррозии Расходомер Диаметр Сварка проволоки STT® Ready С дистанционным управлением Возможности управления Скорость подачи НЕОБХОДИМЫЕ ОПЦИИ MAXTRAC® ПРИВОДНОЙ РОЛИК И НАПРАВЛЯЮЩИЕ ДЛЯ ПРОВОЛОКИ
2. Ручка скорости подачи проволоки 3. Двухдиапазонный переключатель скорости 5. Датчик работы 7. Светодиодный индикатор полярности сварки 9. Шарик расходомера 10. Клапан расходомера 1. Дисплей скорости подачи проволоки/силы тока 2. Светодиодный индикатор скорости подачи проволоки 4. Ручка скорости подачи проволоки 6. Соединение рабочего зажима 10. Ручка дистанционного управления напряжением 12. Шарик расходомера 13. Клапан расходомера 15 14-контактный вход кабеля управления ПРИМЕЧАНИЕ: В режиме дуги ручка напряжения не управляет напряжением. Должен регулироваться на источнике питания. Дисплей скорости подачи проволоки/ силы тока Светодиод скорости подачи проволоки Ручка скорости подачи проволоки Рабочий зажим Соединение Дисплей напряжения РЕКОМЕНДУЕМЫЕ ИСТОЧНИКИ ПИТАНИЯ…
Шарик расходомера 13. Клапан расходомера 15 14-контактный вход кабеля управления ПРИМЕЧАНИЕ: В режиме дуги ручка напряжения не управляет напряжением. Должен регулироваться на источнике питания. Дисплей скорости подачи проволоки/ силы тока Светодиод скорости подачи проволоки Ручка скорости подачи проволоки Рабочий зажим Соединение Дисплей напряжения РЕКОМЕНДУЕМЫЕ ИСТОЧНИКИ ПИТАНИЯ…
ПЛАСТИНА ПОДАЧИ ПИСТОЛЕТА ПРИЕМНЫЕ ВТУЛКИ Приемная втулка Приемная втулка Приемная втулка Приемная втулка Распылители с Tweco® #2, #3 и пистолеты с Tweco® #5 Magnum® с соединениями Fast-Mate™. Работает с одинарными и двойными процедурными пистолетами. РЕКОМЕНДУЕМЫЕ ПРИНАДЛЕЖНОСТИ Сварочные горелки в среде защитного газа с воздушным охлаждением и рабочим циклом 60 %, 350 А. Полуавтоматические горелки Сварочные горелки Magnum® PRO Curve™. Объедините нашу классическую изогнутую рукоятку с нашими контактными наконечниками Copper Plus™ и многочасовой сваркой Magnum® с менее частой заменой наконечников и расходных частей пистолета. Источники питания Позволяет подключать механизм подачи проволоки к…
Источники питания Позволяет подключать механизм подачи проволоки к…
Все каталоги и технические брошюры Lincoln Electric
- Power Wave® C300
4 страницы
- DOWNFLEX® 200-M И 400-MS/A
3 страницы
- СВАРОЧНЫЕ ПЕРЧАТКИ
13 страниц
- Сварочные маски VIKING СЕРИИ 3350 с автоматическим затемнением
4 страницы
- PIPEFAB™
12 страниц
- СТОЛ И ВЕРСАЛ DOWNFLEX® 100-NF
2 страницы
- Сварочные кабины и системы сварочных камер
3 страницы
- РАСХОДНЫЕ МАТЕРИАЛЫ
644 страницы
- РАСХОДНЫЕ МАТЕРИАЛЫ METRODE
420 страниц
- UNE NOUVELLE РАЗМЕР: FEUILLARD
24 страницы
- LINC TORCH TIG TORCHES
16 страниц
- КОНТРОЛЬ СВАРОЧНОГО ДЫМА
3 страницы
- POWER WAVE® R450
2 страницы
- VIKING™ серии 1740
2 страницы
- СВЕРХПРОЧНЫЕ ПЕРЧАТКИ ДЛЯ СВАРКИ MIG
2 страницы
- У ДЫМА НЕТ ШАНСОВ
2 страницы
- Блоки управления и головки NA-3S и NA-4
4 страницы
- ТРУБНЫЙ ЗАВОД Промышленность
2 страницы
- УСТРОЙСТВА ПОДАЧИ ПРОВОЛОКИ LN-25 PRO
6 страниц
- FLEXTEC® 350X
2 страницы
- Самозащитные полуавтоматические пистолеты Magnum® Classic
2 страницы
- Precision TIG 275/375
8 страниц
- КОНТРОЛЬ СВАРОЧНОГО ДЫМА
4 страницы
- КОНТРОЛЬ СВАРОЧНОГО ДЫМА
2 страницы
- СВАРОЧНЫЕ ШЛЕМЫ VIKING™ AUTO DARKENING
8 страниц
- Mobiflex® 100
2 страницы
- MOBIFLEX
3 страницы
- RP6™
2 страницы
- Пистолеты Magnum® PRO AL Push-Pull
2 страницы
- МНОГОПРОЦЕССНЫЕ СВАРОЧНЫЕ АППАРАТЫ FLEXTEC FLEXTEC 350X, 500, 500 P, 650
12 страниц
- MC09-27 Решения для автоматизированной сварки для любой отрасли
12 страниц
- Проволока MIG
2 страницы
- СРАВНИТЕЛЬНАЯ ТАБЛИЦА НАПЛАВКИ
4 страницы
- ПРОЦЕСС Z
6 Стр.

- Решения для сварки и резки 2015 Каталог
224 страницы
- ОБОРУДОВАНИЕ ДЛЯ СВАРКИ И РЕЗКИ
140 страниц
- Vantage® 500
8 страниц
- Vantage® 400
8 страниц
- Vantage® 300 EPA
8 страниц
- Classic® 300 HE EPA
6 страниц
- Ranger® 305 LPG
6 страниц
- Ranger® 250 GXT
6 страниц
- Рейнджер® 225
6 страниц
- Двигатель Outback® 185
4 страницы
- Outback® 145
4 страницы
- Bulldog® 5500
4 страницы
- Стойки инверторов
2 страницы
- Power Wave® S700
8 страниц
- Power Wave® 455M
8 страниц
- Power Wave® S500
4 страницы
- Power Wave® STT®
4 страницы
- Power Wave® S350
4 страницы
- Power Wave® C300
4 страницы
- Расширенный модуль Power Wave
4 страницы
- Флекстек? 650 с многопроцессорным сварочным аппаратом VRD
4 страницы
- Idealarc® DC600
2 страницы
- Idealarc® DC400
2 страницы
- Флекстек? 450
4 страницы
- Многофункциональный сварочный аппарат Invertec® V350 PRO
4 страницы
- ТРЕКЕР ДУГИ
2 страницы
- Аппарат для сварки MIG Idealarc® CV400
2 страницы
- Аппарат для сварки MIG Idealarc® CV305
2 страницы
- POWER MIG® 350MP MIG
4 страницы
- Сварочный аппарат POWER MIG® 256 MIG
4 страницы
- Сварочный аппарат POWER MIG® 216 MIG
4 страницы
- Аппарат для сварки TIG Invertec® V160-T
2 страницы
- Сварочный аппарат Idealarc® R3R-500
2 страницы
- Сварочный аппарат Idealarc® R3R-400
2 страницы
- Idealarc 250
2 страницы
- V275-S
2 страницы
- AC/DC 225/125
2 страницы
- AC225
2 страницы
- Сварочный аппарат Invertec® V155-S
4 страницы
- Портативный вытяжной вентилятор Miniflex
4 Страницы
- VIKING 2450D DIGITAL
1 стр.

- Серия VIKING 3350
2 страницы
- Беспроводная педаль
1 страниц
- S500
4 страницы
- Power Wave S350
4 страницы
- POWER MIG 350MP
4 страницы
- 84 СЕРИИ
4 страницы
- Гибкая подача ? 74 HT
4 страницы
- Air Vantage® 650
8 страниц
- ПРИНАДЛЕЖНОСТИ ДЛЯ СВАРКИ
719 страниц
- Полуавтоматические пистолеты Magnum
8 страниц
- ЗАМЕНА ФИЛЬТРА® ДЛЯ ВЫТЯЖКИ СВАРОЧНОГО ДЫМА
4 страницы
- X-TRACTOR® 1GC
4 страницы
- Mobiflex®-100NF
2 страницы
- MINIFLEX ® ПОРТАТИВНЫЙ АССОРТИМЕНТ
4 страницы
- Верстак Downflex ® Dual Pur Pose и экстракционный стол
4 страницы
- Invertec® STT® II
6 страниц
- Multi-WeldTM350
6 страниц
- Idealarc® R3R-400 и 500
2 страницы
- POWER MIG® 256
4 страницы
- SP-180T
2 страницы
- POWER MIG® 180C
2 страницы
- SP-140T
2 страницы
- POWER MIG® 140C
2 страницы
- Precision TIG® 375
6 страниц
- Precision TIG® 275
6 страниц
- Invertec® V311-T AC/DC
8 страниц
- Precision TIG® 225
6 страниц
- Invertec® V205-T DC
4 страницы
- Invertec® V205-T AC/DC
4 страницы
- Прямоугольная волна TIG 175
2 страницы
- Invertec® V160-T
2 страницы
- Idealarc® 250
2 страницы
- e2161
2 страницы
- e2100
2 страницы
- e260
2 страницы
- e9502
4 страницы
- e9181
24 страницы
- K210-2/e910
4 страницы
- e8200
4 страницы
- K316L-1/e890
2 страницы
- K1560-2/e452
6 страниц
- K3038-1/e1213
2 страницы
- K2647-4/e1203
6 страниц
- Пушпульный пистолет Cougar
2 страницы
- К2618-1/е342
6 страниц
- K2535-1/e337
6 страниц
- K2808-2/e11300
4 страницы
- e11500
2 страницы
- K2807-1/e11200
4 страницы
- e11100
4 страницы
- e12150
12 страниц
- Ranger 250 GXT
6 страниц
- SP-180T
4 страницы
- SP-180T
4 страницы
- X-Tractor 1GC
4 страницы
- Pipeliner 200D (Kubota)
4 страницы
- Miniflex
4 страницы
- Самозащитные горелки для дуговой сварки Magnum
2 страницы
- Power Wave AC/DC 1000 SD
24 страницы
- Механизм подачи проволоки 25 м Информация о продукте
12 страниц
- Invertec V350-PRO
4 страницы
- Invertec V155-S
4 страницы
- Сварочные аппараты с приводом от двигателя (с дизельными двигателями) Ranger® 305 D
8 страниц
- Работает на бензиновых двигателях Power Arc® 5500
4 страницы
- Многопроцессорные сварочные аппараты с технологией Waveform Control Technology™ (устройство подачи проволоки продается отдельно) Power Wave® 355M
8 страниц
- Многопроцессорные сварочные аппараты (податчик проволоки продается отдельно) Invertec® V350-PRO
8 страниц
- Сварочные аппараты MIG — встроенный источник питания и механизм подачи проволоки Power MIG 350MP
8 страниц
- Обзор сварочных аппаратов MIG SP-140T
4 страницы
- Краткий обзор аппаратов для сварки TIG Invertec® V310-T AC/DC
2 страницы
- Краткий обзор аппаратов для сварки TIG Precision TIG® 225
8 страниц
- Краткий обзор аппаратов для сварки электродов Idealarc® R3R-500
2 страницы
- Краткий обзор сварочных аппаратов AC-225C
2 страницы
Архивные каталоги
- Air Vantage® 650
8 Стр.
