
Самодельная точечная сварка – необходимая вещь в домашней мастерской
Главная » Этапы строительства » Строительство дома » Бытовые сети » Электричество
Автор admin На чтение 4 мин Просмотров 103 Опубликовано
Любой строительство состоит из большого количества различных технологических процессов, каждый из которых сильно отличается от других. Но есть в строительной сфере процесс, который не вписывается в общую специфику строительства, как такового. Это сварочные работы. И хотя сегодня сварка – это неотъемлемая часть стройки, все равно для ее производства необходимы специальное оборудование, инструменты и специалисты.
Содержание
- Виды сварочных работ
- Достоинства и недостатки
- Схема работы
- Выводы
Виды сварочных работ
Точечная сваркаНеобходимо сразу же отметить, что существует несколько видов сварочных работ, который сильно отличаются друг от друга чисто технологическими подходами с использованием различных средств.
- Металлических листов толщиною до одного миллиметра;
- Проволоки диаметров не более четырех миллиметров.
В настоящее время большое количество загородных застройщиков при строительстве дач и домов стали использовать сварочные аппараты, предназначенные именно для точечной сварки. Самое главное, что данный вид аппаратов в настоящее время не дефицит, поэтому его приобретение – это всего лишь очередной поход в специализированный магазин.
Хотя сегодня можно отметить, что в торговле можно приобрести несколько видов сварочных аппаратов, предназначенных для данного вида сварки. Все зависит от их мощности, а значит, будет воздействовать и на толщину свариваемых изделий.
Как и любой технологический процесс, точечная сварка имеет свои плюсы и минусы. Если говорить о плюсах, то необходимо отметить, что точечная сварка создает достаточно прочное сварное соединение. К тому же в плеяде сварочных процессов это самый экономичный процесс. А вот минус всего лишь один – это незащищенность шва и полное отсутствие его герметичности.
Если говорить о плюсах, то необходимо отметить, что точечная сварка создает достаточно прочное сварное соединение. К тому же в плеяде сварочных процессов это самый экономичный процесс. А вот минус всего лишь один – это незащищенность шва и полное отсутствие его герметичности.
Спрос на данный вид сварки быстро поднимается в гору, отсюда и большое количество предложений, как сварочных аппаратов, так и аппаратов, которые продаются в разобранном виде, относящиеся к категории самодельных. Самодельная точечная сварка – это сварка, которая собирается в домашних условиях, но из деталей заводского выпуска. Хотя необходимо отдать должное современным Кулибиным, которые постоянно усовершенствуют конструкцию аппаратов, достигая невероятных характеристик и различных функциональных показателей.
Схема работы
Схема самого аппарата очень простая и основана на создании необходимого импульса, который и сваривает два металла. Основа аппарата – это трансформатор, который через вторичную обмотку подключен к электроду, установленному на пистолете. Пистолет – это рабочий орган, где размещен и электрод, и кнопка включения сварочного процесса.
Пистолет – это рабочий орган, где размещен и электрод, и кнопка включения сварочного процесса.
https://www.youtube.com/watch?v=8pNgKfbmbCI
Второй конец обмотки подсоединяется к свариваемому металлу. Для работы точечной сварки необходим электрический ток напряжением 220 вольт. Поэтому для домашнего агрегата в его конструкцию вставлен выпрямитель. Чтобы получить импульс, необходим конденсатор, который аккумулирует энергию, и второй трансформатор, который подает ток на второй электрод. Так между электродами происходит сварочный процесс.
Эта схема достаточно простая, поэтому собрать аппарат точечной сварки в домашних условиях не представляет большого труда. Многие народные умельцы увеличивают мощность аппарата, устанавливая в его конструкцию трансформатор большей мощности и увеличивая емкость конденсатора. Часто можно увидеть аппараты с различными функциональными доработками. К примеру, реле времени, которое контролирует время зарядки конденсатора.
Некоторые несведущие в сварочном деле обыватели могут задать вопрос, а где же используется данный вид сварочных работ? То есть, для каких работ он необходим? Очень часто этот вид сварки используют дизайнеры, которые занимаются работами, связанными с созданием тех или иных элементов. К примеру, создание электрического светильника в металлическом обрамлении или изготовление статуэтки. И таких работ достаточно много.
К примеру, создание электрического светильника в металлическом обрамлении или изготовление статуэтки. И таких работ достаточно много.
Народные умельцы, так называемые «самоделки», всегда найдут применение аппарату точечной сварки. К примеру, можно сваривать электрические провода, тем самым создавая более надежное соединение, которое не окислиться или не оборвется. Тем более для того, чтобы использовать его по назначению необязательно иметь большой опыт работы или какие-нибудь навыки. Аппарат работает просто.
Выводы
Необходимо так же отметить, что аппарат точечной сварки – это малогабаритное устройство, которая имеет малый вес и легко переносится на любые расстояния, главное чтобы кабель был длинным. Необходимо так же отметить, что точечная сварка прекрасно сваривает и листы из нержавеющей стали. Поэтому иметь такой аппарат в домашней мастерской, где мужчина постоянно чем-то занимается, простая необходимость.
Вообще сварка – это необходимая вещь в доме, здесь очень важно правильно использовать ее, то есть по назначению.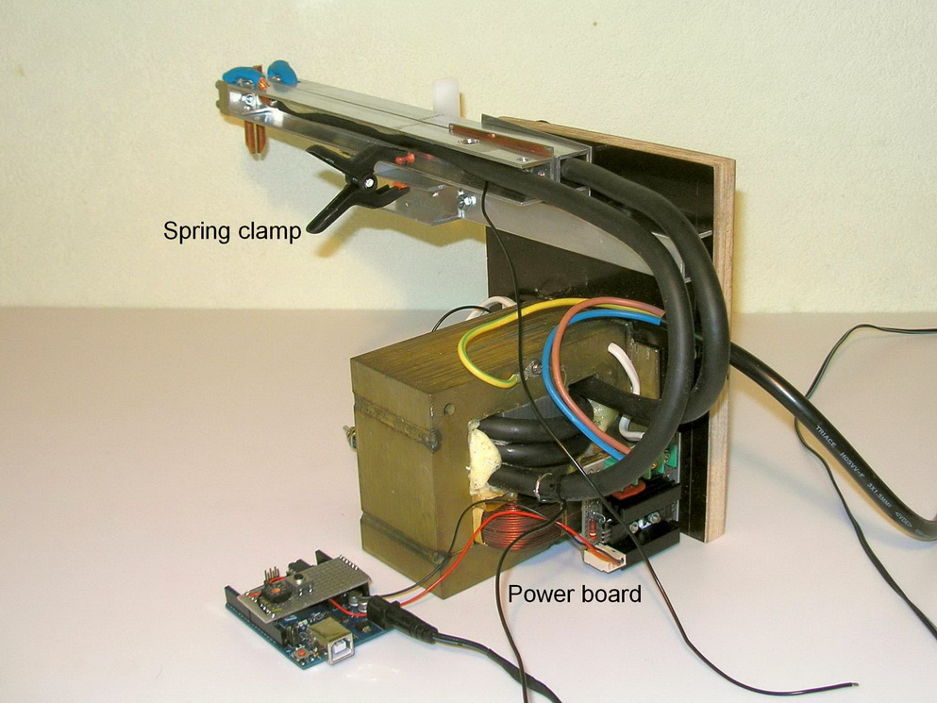 Не стоит экспериментировать, если вы ничего не смыслите в электротехнике, доставьте такое удовольствие специалистам.
Не стоит экспериментировать, если вы ничего не смыслите в электротехнике, доставьте такое удовольствие специалистам.
особенности, преимущества и недостатки технологии
Контактная точечная сварка позволяет быстро сварить металл в определённых точках. Многие мастера отдают предпочтение именно данному виду благодаря его практичности, простоте и высокой точности. Точечная сварка позволяет быстро и беспроблемно сварить даже толстые материалы.
Содержание
- 1 Особенности
- 2 Суть процесса
- 3 Технологические особенности
- 4 Этапы процесса
- 4.1 Подготовительный
- 4.2 Сварка деталей
- 5 Распространенные дефекты
- 6 Преимущества и недостатки
- 7 Режимы выполнения сварочных работ и применяемые электроды
- 8 Аппарат для точечной сварки
- 9 Итоги
Особенности
Точечная сварка — одна из разновидностей контактной и отличается от неё тем, что соединение выполняется всего одним касанием и движением. Сварная точка имеет достаточно небольшие размеры, может использоваться для соединения даже небольших элементов. Выполнение точечной сварки возможно не только в промышленных условиях, но также и в домашних.
Сварная точка имеет достаточно небольшие размеры, может использоваться для соединения даже небольших элементов. Выполнение точечной сварки возможно не только в промышленных условиях, но также и в домашних.
Данный вид сварочных работ используется при выполнении разнообразных задач в быту и в промышленности с 1877 года. Уже почти полтора века данный вид сварочных работ популярен при выполнении разнообразных задач в различных отраслях. Важно изучить технологические особенности процедуры, так как именно от соблюдения всех требований зависит надежность стыка, а также безопасность.
Суть процесса
Контактная сварка, к которой относится и точечная разновидность, выполняется путем нагрева металла током, проходящим через него. Ток поступает от электродов и воздействует на конкретную точку благодаря небольшой деформации поверхности под воздействием зажимов. Благодаря своей простоте сварочные работы точечным способом используются в промышленности гораздо чаще, чем аналогичные разновидности контактной сварки.
Возможность применения точечной сварки практически не ограничена. Особенности самого процесса позволяют снизить себестоимость изготовления конечной детали.
Варка точечным способом происходит при определенных параметрах:
- времени воздействия в течение 0,2-2 секунд;
- невысоком сетевом напряжении — 2-5В;
- высоком токе при выполнении сварки — более 1000А;
- сжимающей силе в месте сварки до нескольких сотен кг.
Надежность и точность варки зависит от многих параметров. В первую очередь на качество крепления влияет площадь поверхности, на которой будут производиться сварочные работы. Вторым фактором, который существенно влияет на качество шва, являются параметры сварочного тока и длительность выполнения работ. Если свариваются достаточно тонкие материалы, то необходимо одно усилие, а в случае сварочных работ на толстом материале потребуются совершенно иные усилия.
Технологические особенности
Технология достаточно проста для понимания. При сварочных работах необходимо соединить детали, которые в дальнейшем будут свариваться, при помощи надежных механизмов, отличающихся устойчивостью к электрическому току. Очень важно правильное закрепление, чтобы элементы не съезжали.
При сварочных работах необходимо соединить детали, которые в дальнейшем будут свариваться, при помощи надежных механизмов, отличающихся устойчивостью к электрическому току. Очень важно правильное закрепление, чтобы элементы не съезжали.
Далее с двух сторон к заготовке подводится ток при помощи электродов. В местах, где происходит контакт, образовывается высокая температура, при которой металл плавится. При хорошей точечной сварке образуется ядро, которое может составлять от нескольких миллиметров до пары сантиметров в зависимости от толщины самого материала.
Металл низкого качества может соединяться без образования сварочного ядра, но такой шов считают некачественным и может впоследствии разойтись. Низкокачественная сталь, которая используется при сварочных работах, позволяет начинающему мастеру хорошо набить руку. Спустя буквально пару десятков швов мастер может хорошо набить руку и выполнять дальнейшие сварочные работы высокой точности.
Этапы процесса
Процесс соединения свариваемых элементов достаточно простой.
Подготовительный
Подготовительный этап состоит из трех основных действий:
- Подготовки поверхности к варке. Кромки обязательно должны быть зачищены для хорошего сцепления поверхностей. С поверхности металла необходимо удалить остатки лакокрасочных покрытий или разнообразных пятен от масла. После очищения поверхности металла необходимо зафиксировать при помощи тисков либо струбцин в нужном положении для последующей варки.
- Организации рабочего места. Пространство должно быть подготовлено согласно нормам, так как от этого зависит безопасность самого мастера. На рабочих плоскостях не должно быть различных посторонних инструментов или предметов.
- Соблюдении требований к форме мастера. Сварщик обязательно должен быть одет в специальный костюм и сварочную маску, которая защитит глаза от искр и яркого света.
Сварка деталей
Далее происходит непосредственно варка детали. Для выполнения сварочных работ элемент должен быть зафиксирован между электродами, затем на них подается ток. Как только появилось ядро ток необходимо снять, а деталь плотно сжать между собой. В процессе варки создаётся надёжная точка, которая в дальнейшем застывает и образовывается ядро. Таким образом происходит точечная сварка высокого качества.
Как только появилось ядро ток необходимо снять, а деталь плотно сжать между собой. В процессе варки создаётся надёжная точка, которая в дальнейшем застывает и образовывается ядро. Таким образом происходит точечная сварка высокого качества.
Если мастер понимает саму суть сварочных работ, то он может легко выполнить поставленную задачу. Очень важно соблюдать следующий принцип крепления деталей — после образования импульсом расплавленного металла необходимо несколько секунд подержать изделие под давлением для того, чтобы ядро успело застыть и скрепиться.
На каждый миллиметр общей толщины детали потребуется от 3 до 5 киловатт мощности. В отдельных случаях необходимы установки с показателями мощностью до 400 кВт. В зависимости от настроек и характеристик аппарата 1 мм толщины металла сваривается в среднем за 0,1-1 мм, что важно при сварке толстых деталей.
Распространенные дефекты
Как и при выполнении любых работ могут возникнуть различные дефекты сварки точечным способом. Для того чтобы не возникали различные дефекты, требуется знать их и обращать дополнительное внимание на место возможного его появления. К самым распространённым дефектам относят:
Для того чтобы не возникали различные дефекты, требуется знать их и обращать дополнительное внимание на место возможного его появления. К самым распространённым дефектам относят:
- Непровар поверхности частично либо полностью. Чаще всего непроваривание происходит по причине низкокачественных электродов, невысокой силы тока либо чрезмерным сжатием. Чаще всего дефект виден при осмотре, при помощи спец приборов можно понять насколько некачественный шов. Также при помощи прибора можно определить наличие непроваренных мест даже в визуально нормальном шве.
- Трещины. Это достаточно распространенные дефекты, которые появляются из-за использования высокого тока либо неочищенных деталей.
- Разрывы у кромок. Данный дефект является не очень распространённым, но также может встречаться. При расчёте, где будет сварочная точка, необходимо учитывать расстояние, которого хватит для создания качественного шва. На материалах различной толщины это расстояние будет разным.
- Внутренний выплеск.
 Такой дефект не всегда можно заметить сразу же после завершения варки. Дефект образовывается из-за того, что жидкий материал при варке выходит за пределы ядра, из-за чего между деталями появляется зазор. Главной причиной, по которой возникает такой дефект, является подача длительного импульса на большом токе, что приводит к чрезмерному расплавлению ядра. Если это вызвано тем, что аппарат совершенно новый, то стоит попробовать выполнить несколько точек на ином материале для наладки инструмента.
Такой дефект не всегда можно заметить сразу же после завершения варки. Дефект образовывается из-за того, что жидкий материал при варке выходит за пределы ядра, из-за чего между деталями появляется зазор. Главной причиной, по которой возникает такой дефект, является подача длительного импульса на большом токе, что приводит к чрезмерному расплавлению ядра. Если это вызвано тем, что аппарат совершенно новый, то стоит попробовать выполнить несколько точек на ином материале для наладки инструмента. - Наружные выплески. Достаточно очевидный дефект, который появляется по причине плохого зажатия металлических частей. Из-за отсутствия момента ковки отсутствует возможность соединить заготовки и расплавленная масса появляется снаружи металлического элемента.
- Появление вмятин. Чрезмерное сжатие заготовки либо использование электродов небольшого диаметра приводит к появлению вмятин. Также из-за этих факторов может увеличиваться зона плавки, что приводит к возникновению дефектов на готовом шве.
- Прожиг. Это самый распространённый дефект. Причин появления данного дефекта может быть несколько, но чаще всего прожиг появляется по причине загрязненных поверхностей свариваемых частей либо кончика проводника.
Преимущества и недостатки
К плюсам сварки данным способом можно отнести:
- достаточно «чистый» способ варки;
- не нужно использовать дополнительные составляющие в виде газов флюсов и другого;
- отсутствие разнообразных отходов и шлаков;
- так как сварка происходит без использования газа, то не выделяются вредные вещества и сварщик более защищен в этом вопросе;
- сварка точечным способом имеет высокий КПД;
- при необходимости выполнения большого количества работ возможно использование различных автоматизированных агрегатов;
- высокое качество стыков за очень короткий промежуток времени.
При соблюдении всех норм и стандартов при выполнении точечной сварки можно получить шов высокого качества, который будет предельно аккуратен и надежен.
Недостатки точечной сварки:
- сложно реализуемое скрепление при сварке разных металлов;
- при превышении подачи импульса возможно разбрызгивание металла;
- сложности конструкции при варке нескольких точек одновременно;
- усложнение конструкции электродов и их использования при многоточечной сварке.
Режимы выполнения сварочных работ и применяемые электроды
Основными режимами выполнения сварки является жесткий и мягкий. При выполнении сварочных работ жестким способом выполняется существенное давление на электрод. В среднем этот показатель равен 3-8 килограмм на каждый квадратный миллиметр. Также при жёсткой сварке используется ток с высокими показателями плотности — 120-300А на квадратный миллиметр. При варке жестким способом ток обычно подается в течение очень короткого времени, которое составляет 0,1-1,5 секунды. Данный режим обеспечивает высокую производительность и скорость, но имеет отдельные недостатки:
- требует использования исключительно мощных сварочных аппаратов;
- на электросети оказываются высокие нагрузки;
- при выполнении сварочных работ используется повышенная мощность.
Жёсткий способ варки отлично подходят для соединения высоколегированных сталей, элементов с различной толщиной, медных листов с алюминием.
Мягкий режим сваривания происходит дольше, но поверхность нагревается более плавно. Точечная сварка мягким способом длится в течение 0,5-3 секунд. Мягкая технология особо востребована для сварки металлов, которые склонны к закалке.
На качество сварных швов напрямую влияет качество электродов. Среди наиболее распространенных электродов выступают медные, которые имеют наиболее благоприятные характеристики для соединения стальных элементов. При сварке точечным способом в домашних условиях необходимо учитывать, что качество шва напрямую зависит от сечения электрода. Обязательно учитывать, что самая тонкая часть электрода должна быть в 2-3 раза меньше, чем диаметр ядра.
Аппарат для точечной сварки
Существуют разнообразные приборы для сварки точечным способом, но все сварочные аппараты имеют схожую конструкцию. Независимо от того, для чего предназначен прибор, основные конструктивные элементы будут практически одинаковыми.
Независимо от того, для чего предназначен прибор, основные конструктивные элементы будут практически одинаковыми.
В простом приборе может отсутствовать регулятор силы. В таком случае мастер самостоятельно регулирует силу сжатия и длительность воздействия на металл. Очень важно контролировать в процессе состояние электродов.
Многие мастера используют самодельную точечную сварку, которая изготавливается всего за 20-30 минут. Благодаря несложной конструкции аппарат можно сделать самостоятельно.
Основной частью самодельного аппарата является трансформатор. Чаще всего умельцы используют трансформатор от микроволновки. Тип трансформатора не столь важен, главное — мощность. Оптимальным параметром является показатель 0,9-1 кВт. От трансформатора потребуется только магнитопровод и первичная обмотка, поэтому все лишние детали могут выбиваться либо выковыриваться любыми подручными способами.
Вторичную обмотку потребуется сделать самостоятельно. Для этого берётся медный провод большей толщины, диаметр которого составляет не менее 1 см. После переделки аппарат может выдавать до 1000А, что позволит качественно сварить не толстые металлические листы. Для увеличения мощности агрегата можно объединить несколько однотипных трансформаторов в один.
После переделки аппарат может выдавать до 1000А, что позволит качественно сварить не толстые металлические листы. Для увеличения мощности агрегата можно объединить несколько однотипных трансформаторов в один.
Итоги
Точечная сварка — отличный способ соединить металлические детали различной толщины. Даже если нет под рукой профессионального аппарата, то легко изготовить самодельный. Немного усилий и деталей от микроволновой печки, и практичный агрегат будет готов.
Используемая литература и источники:
- Поведение водорода при сварке плавлением / В.В. Фролов. — Москва
- Технология и оборудование газопламенной обработки металлов / Г.Л. Петров, Н.Г. Буров, В.Р. Абрамович. — М.: Машиностроение
- Статья на Википедии
My Diy Spot Welder — Электроника ESK8 — Форум производителей электрических скейтбордов
MorrisHsu
#1
Мощный аппарат для точечной сварки своими руками Используйте трансформатор 600 Вт. Он может точечной сварки 0,2/0,3 никелевой ленты
6 лайков
13 августа 2018 г., 5:35
#2
подробнее, пожалуйста.
вы в электротехнике?
МоррисХсу
#3
Мне уже приходилось сталкиваться с похожей работой.
Это внутренняя деталь.
1 Нравится
13 августа 2018 г., 5:47
#4
это трансформатор из микроволновки?
МоррисХсу
#5
Да, верно.
4 лайков
13 августа 2018 г., 6:03
сколько бы вы взяли, чтобы построить еще один?
1 Нравится
never4getf150forums
#7
да… мне тоже нужен такой…
Скунс
#8
Групповая покупка… лол
1 Нравится
Скунс
#9
Я соглашусь на хороший тред с практическими рекомендациями
4 лайков
MorrisHsu
#10
Вы говорите о трансформаторе или точечной сварке?
Аппарат для точечной сварки стоит 228 долларов США :((
Я ищу полосу для точечной сварки 0,2 никель, но это слишком дорого…
1 Нравится
МоррисХсу
#11
Я из Тайваня, поэтому стоимость доставки рассчитывается.
Скунс
#12
Выглядит очень красиво. Похоже на серийное производство, а не на самоделку. Хорошая работа.
МоррисХсу
№13
Снял видео точечной сварки.
18650 точечная сварка 0,2 полоса никеля
2 лайков
МоррисХсу
№14
LOL… Более прочный, чем предыдущие аппараты для точечной сварки
Zentaria
№15
Можете ли вы показать наконечник, где вы касаетесь никеля? Я тоже строю один, и мне может понадобиться вдохновение!
стратос
№16
Я построил что-то похожее, и до сих пор оно работало довольно хорошо для моих 3 батарей https://www.aliexpress.com/store/product/NY-D04-40A-100A-Digital-Display-Spot-Welding-Machine-Controller -Time-Panel-Board/2980008_3290
not the exact link but something like that should work.
вот тот, который я использовал https://www.aliexpress.com/item/smd-fuse-2A-2012/32807721916.html?spm=2114.10010108.1000013.3.426b3402R8DrM3&gps-id=pcDetailBottomMoreThisSeller&scm=1097.
MorrisHsu# 17
Посмотрите, с какими проблемами вы столкнулись. Меня сейчас нет дома.
МоррисХсу
# 18
Да, я использую этот. Я не знаю разницы, поэтому выбираю тот, что дешевле.
itsmikeholland
братан 228 долларов — НЕ плохая цена. Это может значительно сэкономить деньги людей, которые делают свои собственные аккумуляторы!
луна
#20
Отлично, я думаю, я мог бы построить один, я уже сделал автомобильный аккумулятор, но мне это не очень нравится…
У вас есть список запчастей? Думаю можно заказать основную электронику с таобао для ускорения доставки
Корпус очень красиво выглядит, сами делали?
следующая страница →
Мини-интеллектуальный мини-сварочный аппарат для точечной сварки OLED с автоматическим и ручным переключением Lithi — FLIPSKY
Введение продукта
В настоящее время литиевые батареи широко используются в электронных продуктах, аккумуляторных батареях, самолетах, электромобилях, балансировочных транспортных средствах модели, модели кораблей, электронные инструменты и так далее. Из-за разнообразия форм и объемов аккумуляторов, а также ограничений по режиму питания традиционному сварочному аппарату не хватает гибкости. FS-SW1 питается от батареи, OLED-дисплей может отображать предупреждения о высоком и низком напряжении. Использование новой технологии точечной сварки и интеллектуальное переключение автоматического или ручного режима работы для удовлетворения различных потребностей. Это гибкий и эффективный сварочный инструмент.
Из-за разнообразия форм и объемов аккумуляторов, а также ограничений по режиму питания традиционному сварочному аппарату не хватает гибкости. FS-SW1 питается от батареи, OLED-дисплей может отображать предупреждения о высоком и низком напряжении. Использование новой технологии точечной сварки и интеллектуальное переключение автоматического или ручного режима работы для удовлетворения различных потребностей. Это гибкий и эффективный сварочный инструмент.
Технические параметры
1. Входное напряжение: 10-14V
2. Толщина сварки: 0,1-0,3 мм
3. Задержка триггера: 0,5-3S
4. Переключение экрана: 180 °
5. Время импульса:: Импульс:: Импульс:::: импульс::: Опульс:: 1-100 мс (по умолчанию), 1-500 мс (настройка)
6. Короткий импульс: 0-100%
7. Рабочая модель: Автоматический/Ручной
Рабочая модель: Автоматический/Ручной
8. Предупреждение о напряжении: Низкое напряжение/Высокое напряжение
9. Интерфейс источника питания: XT90
10. Рекомендуемый аккумулятор: литиевый аккумулятор (3S, 5000 мАч, минимум 60°C), автомобильный аккумулятор (12 В, 400–800 CCA)
Советы по безопасности
1. Два электрода и выводы для пайки не должны соприкасаться друг с другом во избежание короткого замыкания.
2. Обратите внимание на правильную проводку. Обратитесь к руководству для конкретного метода подключения.
3. При первом использовании установите длительность сварочного импульса на 2 мс и проверьте результат сварки. В соответствии с реальной ситуацией сварки, шаг за шагом устанавливайте соответствующую длительность сварочного импульса, чтобы получить качественную сварку.
4.