
Моменты затяжки болтов головки автомобиля МАН F2000, F90
Демонтаж головки цилиндра автомобиля МАН F2000 (F90)
- Слить охлаждающую жидкость и собрать в чистой и достаточно большой емкости.
- Демонтировать напорные трубопроводы с топливной форсунки и ТНВД.
- Демонтировать трубопровод для слива масла топлива.
- Демонтировать впускной коллектор.
- Демонтировать выпускной коллектор.
- Демонтировать крышку головки цилиндра.
Указание: На двигателях автомобиля МАН F2000 с наддувом масло через маслосепараторный клапан может попадать во впускной коллектор и стекать на головки цилиндров. Это, как правило, не является причиной для замены уплотнения головки цилиндра. В таких случаях следует подтянуть винты коллектора, по необходимости заменить уплотнения коллектора.
- Отвернуть регулировочные винты клапана назад. Отвинтить стойку оси коромысла. Вытащить штанги толкателя, проверить на перекос и износ в шаровых опорах.

- Ослабить и вывернуть болты головки цилиндра в последовательности, обратной процессу затяжки.

Болт головки цилиндра под форсункой ТНВД (1) может быть вывернут или специальным ключом или после демонтажа форсунки при помощи торцевого ключа.
- Снимите головку блока цилиндров и положите таким образом, чтобы не повредить выступающий конец топливной форсунки (1). Снимите прокладку головки блока цилиндров.
Проверьте головку блока цилиндров на отсутствие трещин.
Примечание: В случае двигателей автомобиля МАН с электронным регулированием впрыска топлива головка цилиндровдля первого цилиндра оснащена игольчатым датчиком перемещения (2).
Перед монтажом
На старых двигателях man:
Для фиксации головок цилиндров в головную поверхность картера вставлены по две фиксаторные гильзы.
Для того, чтобы при забивании гильз предотвратить возможные повреждения (трещины), необходимо следить за правильным положенном шлица гильзы.
Шлиц (стрелки) фиксаторной гильзы должен находиться под углом примерно 90˚ к воображаемой соединительной линии между обеими фиксаторными гильзами головки.
С 1-го квартала 1978 года шлицевые фиксаторные гильзы (1) не используются.
Монтируются гильзы с буртиком (2).
Эти гильзы больше не нуждаются в настройке.
- Почистить резьбовые отверстия в картере и продуть. Почистить уплотнительные поверхности на головке цилиндра и картере.
При повторно обнаруженных негерметичностях
- проверить выступ гильз цилиндра.
- при помощи лекальной линейки проверить уплотнительные поверхности картера и головки цилиндра на ровность или перекос.
Головки блока цилиндров с нарушением плоскостности могут быть прошлифованы до 1 мм на плоскошлифовальном станке.
Перед этим необходимо измерить выступ топливных форсунок с тем, чтобы после шлифования головки блока снова можно было правильно выставить форсунки путём использования уплотнительных колец соответствующей толщины.
При шлифовке уплотнительных поверхностей следует учесть достаточную глубину микронеровности.
Для этого следует обязательно соблюдать указания по монтажу, смотрите раздел «Технические характеристики»
Соблюдать правильную компоновку, гильза цилиндра — уплотнение головки цилиндра
При обновлении уплотнений головки цилиндра на двигателях автомобилей ман D 25.. с толстостенными втулками (внешний диаметр гильз цилиндра как на двигателях D 28..) следует обязательно следить за тем, чтобы использовались уплотнения головки цилиндра двигателей D 28..
Если на двигателях D 25.. с толстостенными втулками используются такие же уплотнения, как на двигателях со стандартными втулками, при затягивании болтов головки цилиндра может произойти обрыв буртика втулки и вырывание фланцы камеры сгорания из уплотнения.
Монтаж головки цилиндра автомобиля MAN
- Уложить «всухую» новое уплотнение головки цилиндра с учетом перфорации. Установить головку цилиндра.

Внимание! Старые прокладки, которые уже устанавливались, не ставить! Устанавливать только новые прокладки!
Указание: Для того, чтобы предотвратить возможный перекос между головками цилиндров и коллекторами, рекомендуется действовать следующим образом:
- Установить уплотнения головки цилиндра и головку цилиндра.
- Смазать болты головки цилиндра по резьбе моторным маслом.
- Смазать опору головки болта монтажной пастой «Optimoly White Т».
- Ввернуть болты на несколько витков.
- Смонтировать калибровочную линейку с отшлифованной поверхностью на стороне выхлопа отработанных газов.
- Момент предварительной затяжки 20 Нм.
- Подтянуть болты головки цилиндра согласно предписанию.
- Отвинтить калибровочную линейку.
- Подтянуть впускной и выпускной коллекторы с предписанным предварительным моментом.
Схема затяжки болтов головки цилиндра автомобиля man
- Затянуть болт головки цилиндра (6) под форсункой ТНВД при помощи специального ключа.
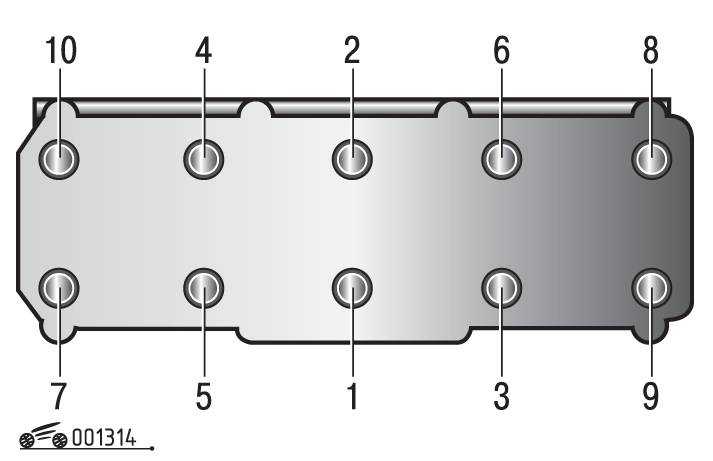
1. Сторона впуска; 2. Сторона выхлопа отработанных газов.
Подтягивание и последующее затягивание болтов головки цилиндра man смотрите в раздело «Технические характеристики».
Для лучшего уплотнения от протечки масла под давлением вместо уплотнений головок цилиндров с фланцевым уплотнением (1) имеются уплотнения с кольцом Viton (2).
Последние варианты уплотнений можно найти в перечне запчастей.
- Вставить штанги толкателей, при этом следить за тем, чтобы каждая штанга толкателя попадала в упор толкатели клапана.
- Установить стойку оси коромысла.
- Слегка подтянуть крепежные винты, и выправить ось коромысла по клапанам.
- Подтянуть крепежные винты с предписанным крутящим моментом
уплотнения с кольцом Viton (2)
- Отрегулировать зазор клапанов.
- Установить крышку головки цилиндра с новым уплотнением «всухую»
- Затянуть крепежные винты с предписанным крутящим моментом.
- Смонтировать трубопровод для слива масла топлива.
- Смонтировать напорные трубопроводы на форсунках и ТНВД, затянуть специальным ключом [4] до предписанного значения.
- Смонтировать выпускной коллектор.
- Смонтировать впускной коллектор.
- Смонтировать трубопровод системы жидкостного охлаждения, залить охлаждающую жидкость.
- Прокачать топливную систему.
- Подтянуть болты головки цилиндра.
Указание: Па двигателях автомобилей ман с системой EDC (электронное регулирование дизеля) для деаэрации (прокачки) топливной системы всегда должно быть включено зажигание.
Проверка головки цилиндра на трещины
В зависимости от условий эксплуатации на различных этапах пробега автомобилей ман могут возникать трещины перемычки клапана (1).
В основном эти трещины не имеют большого значении. В основном они продолжаются только до глубины канавки для кольца седла клапана и не приводят к негерметичности.
При принятии решения о дальнейшей эксплуатации головки цилиндра с трещинами перемычки клапана, проводится проверка по следующим критериям:
- Если в перемычке появляется микроскопическая трещина, головка может эксплуатироваться дальше без дополнительной проверки, даже если трещина проходит от кольца седла впускного клапана до кольца седла выпускного клапана.
- Если появляется раскрытая трещина с незначительным прогибом перемычки в сторону цилиндра, необходимо демонтировать выпускной клапан, и проверить кольцо седла выпускного клапана на трещины.
Трещины в кольце седла также показываются в секторе перемычки.
Если трещины на кольцо седла клапана отсутствуют или есть только одна трещина, головка может эксплуатировали дальше.
Если имеются две или более трещины кольца седла клапана, головку следует заменить.
3. Если на перемычке клапана имеются несколько расположенных рядом или частично пересекающихся трещин, то по причине опасности сколов головку следует заменить без учета присутствия или отсутствии трещин кольца седла клапана.
Если трещина перемычки клапана снова видна под кольцами седла клапана — в впускном или выпускном канале, головку цилиндра следует заменить.
Если на основании головки цилиндра имеются трещины, которые проходят между форсуночным отверстием и седлом впускного или выпускного клапана, головку цилиндра также следует заменить.
Затягивание / подтягивание болтов головки цилиндров автомобилей МАН
Уплотняющее действие прокладки головки цилиндра в основном зависит от того, действительно ли будет достигнуто и сохраниться необходимое преднапряжение болтов головки цилиндра.
При затягивании болтов головки цилиндра следует использовать градуированные динамометрические ключи. При окончательной затяжке торсионными ключами предписанный момент затяжки должен удерживаться не менее 5 секунд. При использовании «защелкивающихся» динамометрических ключей болты или гайки следует затягивать медленно, так как иначе установленный момент затяжки, но передается полностью на винт или гайку.
При затягивании и подтягивании болтов или гаек головки цилиндра следует действовать следующим образом:
учитывать оснастку болта, угол повороты или крутящий момент.
Затягивание болтов головки цилиндра автомобиля МАН
«Затягивание» представляет собой первоначальное затягивание смонтированных и еще не затянутых болтов после ремонта — например, замены прокладки головки.
Болты головки цилиндра затягиваются при холодном двигателе автомобиля МАН, картер должен быть чуть теплым или холодным.
- Перед установкой болтов головки цилиндра их следует смазать по резьбе — не в резьбовом отверстии — и на опоре головки болта. При крепеже гайками следует смазать резьбу резьбового стержня и опорную поверхность гайки.
Применение MoS2 содержащих масел или присадок не допускается!
При несмазанных болтах или гайках значительная часть момента затяжки преобразуется я трение и не способствует преднапряжению болтов.
Исключение: На двигателях типового ряда D 25. . и D 28.. с болтами с затяжкой по углу поворота опорная поверхность головок болтов покрывается монтажной пастой Optimol White Т номер 09.16012.0117, резьба болта смазывается аналогично другим болтам.
. и D 28.. с болтами с затяжкой по углу поворота опорная поверхность головок болтов покрывается монтажной пастой Optimol White Т номер 09.16012.0117, резьба болта смазывается аналогично другим болтам.
- Слегка приложить болты или гайки головки цилиндра для фиксации головок цилиндров.
- Выправить отдельные головки цилиндров путем установки калибровочной линейки или впускного/выпускного коллектора.
- Поступенчато затянуть в правильной последовательности с предписанным крутящим моментом или углом поворота.
Внимание! При слишком сильном предварительном затягивании отдельных болтов или гаек готовка цилиндраперетягивается. При дальнейшем, соответствующем предписаниям затягиваем перетяжка не устраняется!
- После затягивания болтов головки отрегулировать зазор клапанов.
Подтягивание болтов головки цилиндра автомобиля МАН
«Подтягивание» представляет собой подтягивание уже смонтированных и уже затянутых болтов при первой службе техобслуживания или после профилактического ремонта при пробеге 1 000 км и 20 000 по 30 000 км.
Болты головки цилиндра подтягиваются при холодном двигателе, картер должен быть чуть теплым или холодным.
При подтягивании винтов с затяжкой по крутящему моменту
- ослабить по одному винту или гайке в предписанной последовательности,
- смазать опорную поверхность винта или гайки,
- затянуть с предписанным крутящим моментом окончательной затяжки.
После подтягивания проверить зазор клапанов.
При подтягивании болтов головки цилиндра с затяжкой по углу поворота автомобиля МАН
- ослабить болты, подтянуть на предписанный угол поворота в необходимой последовательности.
Подтягивание болтов головки цилиндра на новых автомобилях МАН или новых и обменных двигателях
Новые двигатели автомобилей МАН серии D 25../ D 28.. больше не поставляются с болтами с затяжкой по крутящему моменту, а только с болтами с затяжкой по углу поворота.
На заводе болты с затяжкой по углу поворота подтягиваются первый раз.
При этом на двигателе автомобиля МАН размещается специальная наклейка.
Болты с затяжкой по крутящему моменту
Двигатели, которые оснащаются на заводе болтами с затяжкой по крутящему моменту; обозначаются на одной из крышек головки цилиндра соответствующей наклейкой.
Подтягивание этих болтов головки цилиндра не допускается.
Затягивание болтов головки цилиндра после ремонта
Метод затяжки по крутящему моменту по схеме затягивания 1
- Предварительная затяжка 10 Нм
- Предварительная затяжка 50 Нм
- Предварительная затяжка 100 Нм
- Окончательная затяжка 220 Нм
- Отрегулировать зазор клапанов.
Схема затягивания 1 Сторона впуска / форсунка ТНВД
Сторона выпуска
Подтягивание болтов с затяжкой по крутящему моменту
Боты с затяжкой по крутящему моменту подтягиваются один раз при холодном двигателе. (холодный = картер чуть теплый или холодный)
Подтягивание по схеме I
— не ранее одночасовой поездки под нагрузкой
— не позднее пробега 1000 км
- В предписанной последовательности ослабить по одному болту или гайке
- Смазать опорную поверхность болта или гайки маслом
- Затянуть с предписанным крутящим моментом окончательной затяжки
- Проверить зазор клапанов
Внимание! Болты с затяжкой по крутящему моменту перед подтягиванием ослабляются.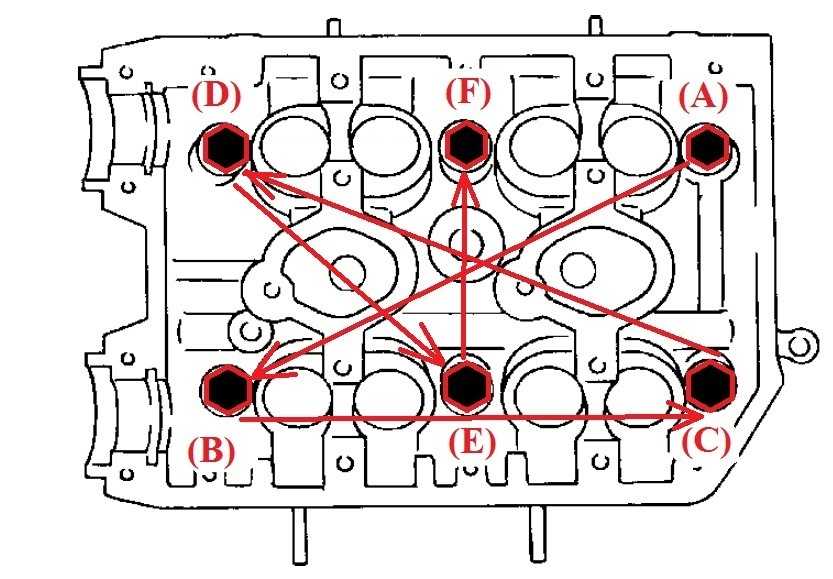 Болты с затяжкой по углу поворота перед подтягиванием не ослабляются.
Болты с затяжкой по углу поворота перед подтягиванием не ослабляются.
Указание: Рядные двигатели автомобилей МАН D 25.. с продольным картером и поперечным картером I изготовлялись с «короткими» болтами с затяжкой по крутящему моменту.
Рядные двигатели с поперечным картером II изготовлялись с «длинными» болтами с затяжкой по крутящему моменту, за исключением указанных на странице 3 номеров двигателей.
На всех рядных двигателях серии D 25../ D 28.. болты головки цилиндра (с затяжкой по крутящему моменту), детали MAN № 51.90020.0216; .0217; .0218 были заменены болтами с затяжкой по углу поворота, детали MAN № 51.90020.0266; .0269: .0270.
Двигатели типов D 2866 К. Т и L — оснащались этими болтами с самого начала производства серии.
Болты с затяжкой по углу поворота
Начиная с номеров двигателей для:
рядных двигателей без наддува D 25.. /D 28.. (со свободным впуском)
с двигателя № ххх4750001 хххх
рядных двигателей с наддувом D 25. ./D 28.. (турбодвигатели)
./D 28.. (турбодвигатели)
с двигателя № ххх4729001хххх,
все двигатели серии D 25../D 28.. изготавливались с болтами с затяжкой по углу поворота Подтягивание болтов головки цилиндра на новых и обменных двигателях
Схема затягивания 2 Сторона впуска форсунки ТНВД
Сторона выпуска
Первое подтягивание:
Болты с затяжкой по углу поворота первый раз подтягиваются на заводе после обкатки и обозначаются на одной из крышек головок цилиндров наклейкой 51.97801.0211.
Второе подтягивание:
При первой службе техобслуживания U 2 (согласно контрольному перечню SD 333)
20 000 по 30 000 км.
или F 2 (согласно контрольному перечню SD 334)
20 000 по 45 000 км,
болты с затяжкой по углу оборота подтягиваются второй раз согласно приведенной рядом схеме.
- Из исходного состоянии дотянуть болты на 90˚ (1/4 оборота).
Предварительное ослабление болтов не допускается!
Подтягивать только четыре обозначенных болта! Температура двигателя не имеет значения.
Болты с затяжкой по углу поворота
Затягивание болтов головки цилиндра после ремонта
- Перед установкой болтов головки цилиндра их следует смазать по резьбе (не в резьбовом отверстии) моторным маслом.
- Покрыть опорную поверхность головки болта монтажной пастой «Optimoly White Т»
Применение MoS2 — содержащих масел или присадок не допускается!
Метод затяжки по углу поворота по схеме затягивания 1
- Предварительная затяжка 10 Нм
- Предварительная затяжка 80 Нм
- Предварительная затяжка 150 Нм
- Предварительная затяжка 90˚
- Окончательная затяжка 90˚
Отрегулировать зазор клапанов.
Подтягивание болтов головки цилиндра
Болты с затяжкой по углу поворота подтягиваются два раза.
Двигатель может быть как холодным, так и разогретым.
Обратить внимание на различие схем затяжки при первом и втором подтягивании!
Первое подтягивание:
- Подтянуть по схеме 1
- нс ранее одночасовой поездки под нагрузкой
- не позднее пробега 1000 км
- Из исходного состояния дотянуть винты на 90˚ (1/4 оборота).

- Предварительное ослабление винтов не допускается!
- Температура двигателя не имеет значения.
- Проверить зазор клапанов.
После первого подтягивания болтов головки цилиндра наклеить на одну из крышек клапанов соответствующую наклейку.
Удалить наклейку с перечеркнутым динамометрическим ключом — если имеется.
Второе подтягивание:
При первой службе техобслуживания
U 2 (согласно контрольному перечню SD 333).
20 000 по 30 000 км
или F 2 (согласно контрольному перячню SD 334)
20 000 по 45 000 км
болты с затяжкой по углу поворота подтягиваются второй раз согласно приведенной на предыдущей странице схеме 2.
- Из исходного состояния дотянуть болты на 90˚ (1/4 оборота).
- Предварительное ослабление болтов не допускается!
- Подтягивать только четыре обозначенных болта!
- Температура двигателя не имеет значения.
- После второго подтягивания болтов головки цилиндра следует удалить наклейку .
 0211 и наклеить вместо этого наклейку 51.97801.0212.
0211 и наклеить вместо этого наклейку 51.97801.0212.
Специальный инструмент для затягивания болтов головки цилиндра автомобилей МАН F2000
Для затягивания и подтягивания болтов головок цилиндров используется специальный ключ.
С данным специальным ключом болты головки цилиндра становятся доступными без демонтажа форсунок и коромысел.
Повторное использование болтов головки цилиндра
Болты с затяжкой по крутящему моменту могут быть использованы повторно, если на них не обнаружено механических повреждений.
Болты с затяжкой по углу поворота .0268; .0269; .0270 осознанно подвергаются перегрузке за предел текучести при затягивании и получают при каждом затягивании сохраняющееся наращивание. Поэтому эти болты могут применяться повторно только в том случае, когда не превышается размер «L max» см. следующую страницу.
Кроме того, болты должны отличаться безукоризненной поверхностью, что означает закрытое фосфатирование, отсутствие пятен ржавчины.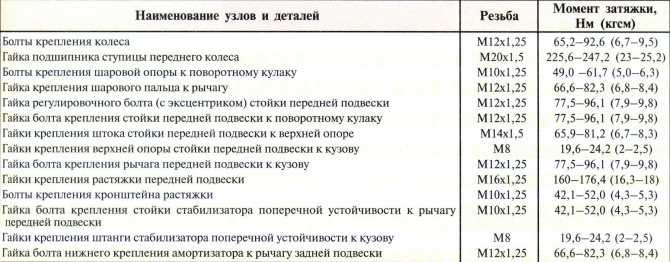 Начинающие покрывайся коррозией, поврежденные или растянутые свыше максимального предела болты должны немедленно, например ударами молотка по резьбе, делаться непригодными к дальнейшему применению и утилизироваться.
Начинающие покрывайся коррозией, поврежденные или растянутые свыше максимального предела болты должны немедленно, например ударами молотка по резьбе, делаться непригодными к дальнейшему применению и утилизироваться.
Болты с затяжкой по углу поворота в смонтированном положении распознаются по символу угла поворота (А) на головке болта.
Использовавшиеся в переходный период болты с затяжкой по углу поворота .0234; .0235; .0236 с максимальным размером «L», который больше на 1 мм, могут быть израсходованы в ассортименте.
Обзор болтов головки цилиндра
Проверка давления сжатия (компрессии) автомобилей МАН F2000
- Проверить зазор клапанов автомобиля ман F2000, по необходимости отрегулировать.
- Разогреть двигатель, чтобы температура охлаждающей жидкости достигла примерно 60 — 80˚ C˚.
- Демонтировать форсунки ТНВД.
- Начиная с 1-го цилиндра:
- Вложить новое уплотнительное кольцо, и вставить муфту устройства контроля компрессии давления [38], затянуть перекидную гайку специальным ключом [4].

- Навинтить устройство контроля компрессии давления с удлинителем на муфту.
- Вставить контрольный лист в самописец компрессии давления.
- Стартером прокручивать двигатель до тех пор, пока стрелка самописца компрессии давления не достигнет предела амплитуды.
ВНИМАНИЕ!: Аккумуляторные батареи должны быть полностью заряжены.
Подключить самописец компрессионного давления к следующему цилиндру, проверить все цилиндры, как описано выше.
Демонтировать устройство контроля компрессионного давления.
Обработать контактные места корпуса форсунки средством «Never Seeze» для автомобилей ман
Смонтировать корпус форсунки с форсункой и новыми уплотнительными кольцами.
Подключить напорные и маслосливные трубопроводы.
Указание: При смонтированном напорном трубопроводе перекидная гайка может быть подтянута ключом в виде разрезанной накидной головки.
Головка блока цилиндров (2.
 0 л, G4GC)
0 л, G4GC)1. Блок цилиндров 2. Прокладка головки блока цилиндров 3. Головка блока цилиндров в сборе 4. Болт крепления головки блока 5. Прокладка 6. Крышка головки блока
1. Регулятор зазора в клапанах [MLA] 2. Верхняя опора пружины 3. Пружина клапана 4. Маслосъемный колпачок 5. Нижняя опора пружины Б. Клапан 7. Звездочка приводной цепи 8. Распредвал впускных клапанов 9. Шестерня привода распределительного вала 10. Контрольный клапан давления масла (OCV) 11. Шайба 12. Фильтр контрольного клапана [OCV] 13. Распредвал выпускных клапанов 14. Фазовращатель в сборе [CVVT] 15. Крышка подшипника опоры распредвала 16. Приводная цепь 17. Автоматический натяжитель цепи 18. Сухари клапана
• СНЯТИЕ
УКАЗАНИЕ:
Для предотвращения повреждений лакокрасочного покрытия, на крылья кузова необходимо положить специальные чехлы.
Головку блока цилиндров необходимо снимать с холодного двигателя, для предотвращения ее повреждения. При снятии металлической прокладки, необходимо быть осторожным, чтобы не упустить прокладку. Также необходимо быть осторожным, чтобы не повредить поверхность разъема головки блока с блоком.
Также необходимо быть осторожным, чтобы не повредить поверхность разъема головки блока с блоком.
Нанести специальные метки на все провода, чтобы исключить неправильное подключение при сборке.
Перед снятием головки блока цилиндров, проверить техническое состояние приводного ремня ГРМ.
Провернуть шкив коленчатого вала, чтобы установить поршень первого цилиндра в положение ВМТ на ходе сжатия.
1. Отсоединить отрицательную клемму (А) от аккумуляторной батареи. Затем снять аккумуляторную батарею в сборе (В).
2. Снять крышку двигателя.
3. Снять верхнюю крышку бампера [А] и воздушный дефлектор [В]
4. Снять крышку радиатора.
5. Отвернуть пробку сливного отверстия радиатора (А), слить охлаждающую жидкость.
7. Отпустить хомуты и отсоединить верхний [А] и нижний (В) шланги радиатора, как показано на рисунке. |
6. Снять впускной воздуховод и воздушный фильтр в сборе. Для этого:
• Отсоединить разъемы модуля управления питанием [РСМ] (А).
• Снять хомуты, затем снять воздуховод (В) и воздушный фильтр в сборе [С].
9. Отсоединить разъемы электропроводки двигателя и зажимы проводов от головки блока цилиндров, в последовательности:
• Разъемконтрольногоклапана давления масла OCV (А).
• Разъем датчика температуры масла OTS (В).
• Разъем датчика температуры охлаждающей жидкости двигателя ЕСТ [С].
• Разъем катушки зажигания (D).
• Разъем датчика положения дроссельной заслонки TPS (А).
• Разъем регулятора холостого хода ISA [В].
• Датчик положения распределительного вала СМР (С).
• Разъемы четырех форсунок.
• Разъем датчика детонации (D).
• Разъемконтрольногоклапана вентиляции PCSV (Е).
8. Отсоединить шланги отопителя (А).
• Отсоединить разъем переднего подогреваемого датчика избытка воздуха (лямбдазонда).
10. Отсоединить подводящий топливный патрубок (А) от топливоподающей линии, атакже отсоединить шланг вакуумного усилителя тормозов (В).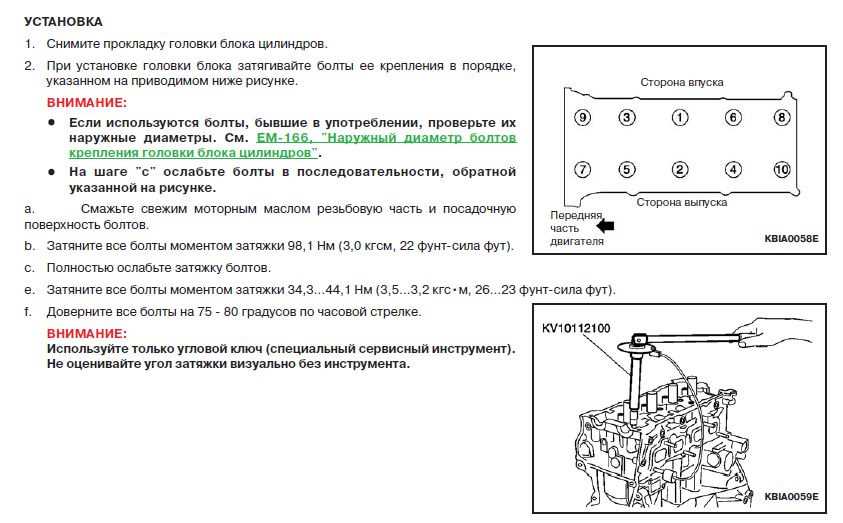
11. Снять крышку головки блока цилиндров. Для этого:
• Отсоединить высоковольтные провода от свечей зажигания.
ПРЕДОСТЕРЕЖЕНИЕ:
При отсоединении проводов, не тянуть непосредственно за провод, это может повредить разъему.
• Отсоединить от крышки головки блока цилиндров шланг вентиляции картерных газов (PCV) (А) и вентиляционный шланг (В).
• Отсоединить трос педали акселератора (С) и трос автоматического круиз-контроля (D) от крышки головки блока цилиндров.
12. Снять ремень привода ГРМ.
13. Снять выпускной коллектор (см. Глава 6 «Система выпуска и впуска»),
14. Снять впускной коллектор (см. Глава 6 «Система выпуска и впуска»).
15. Снять шестерню привода распределительного вала.
16. Снять автоматический натяжитель (А) цепи привода второго распредвала, как показано на рисунке.
17. Отвернуть болты крепления и снять крышки подшипников распределительных валов (А), затем извлечь распределительные валы (В).
18. Извлечь контрольный клапан давления масла OCV (А), как показано на рисунке.
Извлечь контрольный клапан давления масла OCV (А), как показано на рисунке.
19. Извлечь фильтр контрольного клапана давления масла [А).
20. Отвернуть болты крепления головки блока цилиндров, затем снять головку блока в сборе.
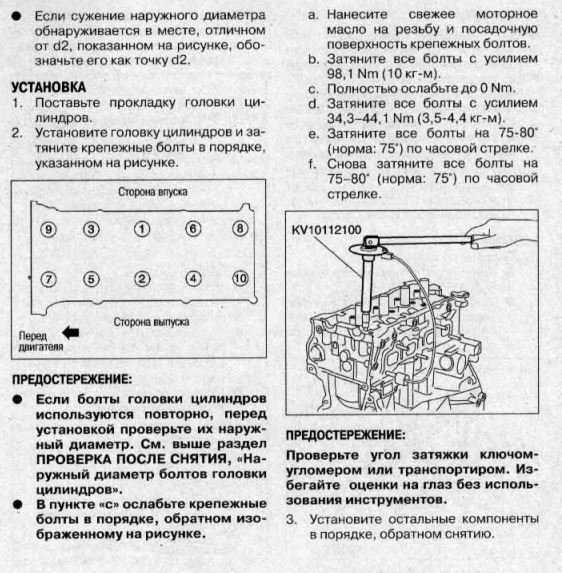
• Используя 8 мм и 10 мм торцовый ключ, отвернуть болты крепления головки блока цилиндров, в несколько подходов, в последовательности, указанной на рисунке. Извлечь болты крепления в сборе с шайбами.
ПРЕДОСТЕРЕЖЕНИЕ:
При отворачивании болтов крепления в ненадлежащей последовательности, возможно повреждение головки блока цилиндров.
• Снять головку блока цилиндров с направляющих штифтов блока. Положить головку блока цилиндров на деревянный брус.
ПРЕДОСТЕРЕЖЕНИЕ:
Быть осторожным, чтобы не повредить поверхности контакта блока и головки блока цилиндров.
1.Используя специальное приспособление [09221-3F100A], выпрессовать направляющую втулка клапана, по направлению вниз.
2. Развернуть отверстие в головке блока цилиндров под следующий ремонтный размер направляющей втулки клапана (смотри таблицу «Основные технические характеристики»),
3. Используя специальное приспособление(09221-ЗР100А/В),запрессовать новую направляющую втулку клапана. Направляющую втулку необходимо запрессовывать с верхней части головки блока. Быть внимательным, так как направляющие втулки впускных и выпускных клапанов имеют различную длину.
Используя специальное приспособление(09221-ЗР100А/В),запрессовать новую направляющую втулку клапана. Направляющую втулку необходимо запрессовывать с верхней части головки блока. Быть внимательным, так как направляющие втулки впускных и выпускных клапанов имеют различную длину.
Изменение размера, мм | Метка | Размер, мм |
0.05 | 5 | 11.0511.068 |
0.25 | 25 | 11.2511.268 |
0.50 | 50 | 11.5011.518 |
УКАЗАНИЕ:
Длина направляющих втулок клапана: 46 мм (впускная), 54.5 мм (выпускная). |
4. После запрессовки направляющих втулок в головку блока цилиндров, установить в них клапана и проверить между ними зазор.
5. После замены направляющих втулок, убедиться в том, что клапаны сидят должным образом.
• УСТАНОВКА
УКАЗАНИЕ:
Перед сборкой, промыть все поверхности головки и блока цилиндров.
Всегда использовать новую
прокладку головки блока цилиндров и выпускного коллектора.
Прокладка головки блока цилиндров металлическая, запрещается ее изгибать или перекручивать.
Перед установкой головки блока цилиндров, провернуть коленчатый вал, чтобы установить поршень первого цилиндра в положение ВМТ на ходе сжатия.
1. Установить на блок цилиндров прокладку головки блока [А].
4. Установить фильтр контрольного клапана давления масла [OCV], Затянуть моментом затяжки 40.2 -50.00 Н-м.
ПРЕДОСТЕРЕЖЕНИЕ:
Быть внимательным, чтобы установить прокладку должным образом.
2. Установить головку блока цилиндров на блок.
3. Установить болты крепления головки блока цилиндров:
• Нанести тонкий слой моторного масла на резьбовую часть и под головку каждого болта крепления головки блока цилиндров.
• Используя торцовый ключ, затянуть болты крепления головки блока в несколько подходов, в последовательности указанной на рисунке. Момент затяжки болтов крепления: 22.6-26.5 Н-м + (60° ~ 65°] + (60° ~ 65°) [М10] и 27.5-31.4 Н-м + [60° — 65°] + (60° — 65°] (М12).
Момент затяжки болтов крепления: 22.6-26.5 Н-м + (60° ~ 65°] + (60° ~ 65°) [М10] и 27.5-31.4 Н-м + [60° — 65°] + (60° — 65°] (М12).
УКАЗАНИЕ:
Всегда использовать новую прокладку фильтра OCV. Перед установкой, промыть фильтр.
5.Установить контрольный клапан давления масла OCV. Затянуть моментом затяжки 9.8 — 11.8 Н-м.
УКАЗАНИЕ:
Если во время проведения работ, контрольный клапан давления OCV был упущен, то дальнейшее его использование запрещено.
Перед установкой, промыть контрольный клапан. При установке контрольного клапана, не удерживать его за втулку.
После установки контрольного клапана OCV, не перемещать двигатель удерживая его за клапан.
В. Установить распределительные валы.
• Установить приводную цепь распредвала так, чтобы нанесенные на нее метки, совпадали с метками на звездочках валов, как показано на рисунке.
• Установить в головку блока цилиндров распределительные валы [А], затем установить крышки подшипников (В). Затянуть болты крепления крышек моментом затяжки 13.7 — 14.7 Н-м.
Затянуть болты крепления крышек моментом затяжки 13.7 — 14.7 Н-м.
• Установить автоматический натяжитель цепи [А]. Затянуть болты крепления моментом затяжки 7.8 — 9.8 Н-м.
• Извлечь стопорный палец автоматического натяжителя цепи [В].
7. Проверить и при необходимости, отрегулировать зазор в клапанах.
8.Используяспециальноеприспособление [09221-21000], установить уплотнительную манжету распределительного вала.
9. Установить шестерню привода распределительного вала.
10. Установить ремень привода ГРМ (см. выше].
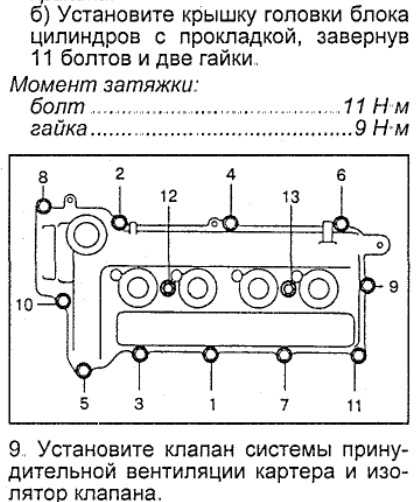
11. Установить крышку головки блока цилиндров.
УКАЗАНИЕ:
Перед установкой прокладки, необходимо тщательно промыть и прочистить выборку в крышке головки блока цилиндров.
Убедиться в том, что прокладка крышки, установлена должным образом.
• Нанести герметик на поверхность прокладки крышки головки блока, как показано на рисунке.
УКАЗАНИЕ:
Использовать герметик LOCTITE No. 5999.
Перед нанесением герметика на прокладку, убедиться в том, что ее поверхность не загрязнена и сухая.
После установки крышки головки блока цилиндров и затягивания болтов крепления, выждать не менее 30 минут перед заливанием моторного масла.
• Установитькрышкуголовки блока цилиндров [А], затем завернуть 12 болтов крепления [В]. Затянуть болты крепления в несколько подходов с моментом затяжки 7.8 — 9.8 Н м.
• Установить прокладку (А) в выборку крышки головки блока цилиндров (В).
• Подсоединить трос педали акселератора и трос автоматического круиз-контроля к головке блока цилиндров.
• Подсоединить к крышке головки блока шланг системы принудительной вентиляции картерных газов и вентиляционный шланг.
• Подсоединить высоковольтные провода к свечам зажигания.
12. Установить впускной коллектор в сборе.
13. Установить выпускной коллектор в сборе.
14. Подсоединить топливоподающий шланг [А].
15. Подсоединить к головке блока цилиндров и к впускному коллектору жгут электропроводки двигателя и зажимы проводов. Подсоединять в следующей последовательности:
• Разъем переднего подогреваемого кислородного датчика.
• Разъем датчика детонации (D).
• Разъемы форсуноксистемы питания.
• Разъем датчика положения распределительного вала СМР [С).
• Разъем клапана вентиляции картерных газов PCSV [Е].
• Разъем регулятора холостого хода ISA [В].
• Разъем датчика положения дроссельной заслонки TPS [А].
• Подсоединить разъем катушки зажигания [D).
• Разъем датчика температуры охлаждающей жидкости двигателя ЕСТ (С).
• Разъем датчика температуры моторного масла (В).
• Разъемконтрольногоклапана давления масла OCV (А).
16. Подсоединить шланги отопителя (А), затянуть хомуты крепления.
17. Подсоединить верхний и нижний шланги радиатора.
18. Установить воздуховод и воздушный фильтр в сборе.
19. Установить крышку двигателя.
20. Подсоединить отрицательную клемму к аккумуляторной батарее.
21. Заполнить систему охлаждения охлаждающей жидкостью.
22. Запустить двигатель и проверить на наличие утечек.
23. Проверитьуровень охлаждающей жидкости и уровень моторного масла. При необходимости, долить до требуемого уровня.
Проверитьуровень охлаждающей жидкости и уровень моторного масла. При необходимости, долить до требуемого уровня.
затянут! Информация о моментах затяжки болтов Yamaha — блог SIM Yamaha
Советы по обслуживанию подвесных двигателей Yamaha
Как правило, существует два способа обеспечения затяжки крепежных изделий (винтов, болтов и гаек):
- Использование «упругих свойств» материала крепежного изделия для поддержания зажимного усилия
- Механическая фиксация застежки
«Упругие свойства»? Это не то, о чем все перестают думать. Эластичность – это способность материала деформироваться (растягиваться) и возвращаться к своей первоначальной форме. Металл, подобно резиновой ленте, будет растягиваться под натяжением и возвращаться к своей первоначальной форме, когда натяжение будет снято. В отличие от резиновой ленты, металл можно растянуть лишь на очень небольшую величину, но при этом он сможет вернуться к своей первоначальной форме. Растяните металл слишком сильно, и он останется постоянно растянутым… или даже сломается.
Крепежные винты, гайки и болты, затянутые с определенным крутящим моментом, будут растягиваться, чтобы обеспечить натяжение, необходимое для удержания крепежа в натянутом состоянии. Применение недостаточного крутящего момента не приведет к достаточному растяжению крепежной детали, чтобы создать натяжение, необходимое для сохранения герметичности. Применение слишком большого крутящего момента приведет к чрезмерному растяжению застежки, выходя за пределы ее эластичности, что также приведет к недостаточному натяжению, чтобы удерживать застежку в натянутом состоянии. Чрезмерное растяжение также ослабляет застежку и может в конечном итоге привести к ее поломке. Правильный крутящий момент определяется размером и материалом крепежа и закрепляемых компонентов.
Крепежи с механической фиксацией со стопорными шайбами, стопорными гайками с нейлоновыми вставками, корончатыми гайками со шплинтами или резьбовыми фиксаторами обычно используются, когда крутящий момент, необходимый для достаточного растяжения крепежа, может привести к слишком большому зажимному давлению на компоненты. Механическая блокировка также используется, когда для обеспечения безопасности требуется дополнительная защита и когда вибрация и другие факторы могут ослабить крепежные детали даже при правильном растяжении.
Механическая блокировка также используется, когда для обеспечения безопасности требуется дополнительная защита и когда вибрация и другие факторы могут ослабить крепежные детали даже при правильном растяжении.
Yamaha обычно не использует стопорные шайбы или жидкости для фиксации резьбы для крепления большинства крепежных деталей. Чтобы крепеж оставался должным образом затянутым, в соответствующих руководствах по техническому обслуживанию приводятся значения момента затяжки. Спецификации крутящего момента определяются размером и прочностью каждого крепежного элемента и составными материалами, которые закрепляются крепежными элементами. Текущие руководства по техническому обслуживанию содержат информационные таблицы с указанием крутящего момента в Разделе 1.
Спецификации также приведены в каждом разделе руководства для конкретных процедур обслуживания. Если характеристики крутящего момента не указаны для конкретной процедуры, в Разделе 1 также приводится таблица «общий момент затяжки». все резьбы крепежа (включая ответные резьбы). В некоторых случаях в руководствах по обслуживанию может быть указано, что на крепежные детали следует наносить масло, резьбовой герметик или фиксатор резьбы.
все резьбы крепежа (включая ответные резьбы). В некоторых случаях в руководствах по обслуживанию может быть указано, что на крепежные детали следует наносить масло, резьбовой герметик или фиксатор резьбы.
• Частично затяните все крепления.
• Затяжка в соответствии со спецификацией с помощью динамометрического ключа. Схема затяжки может быть указана в руководстве, если задействовано несколько креплений.
• Для некоторых крепежных деталей (головка блока цилиндров, коленчатый вал, шатун и картер) может потребоваться пошаговая затяжка, пока не будет достигнут окончательный крутящий момент. В более новых четырехтактных моделях Yamaha указаны процедуры затяжки для некоторых применений, которые ранее не использовались в более старых моделях для аналогичных применений. Процедуры «угол затяжки» стали предпочтительным методом достижения желаемого растяжения болтов, используемых в узлах с высокими нагрузками, таких как головки цилиндров, маховики, коленчатые валы и шатуны.
Зачем вращать под углом? Даже правильно откалиброванный динамометрический ключ может быть введен в заблуждение и давать вводящую в заблуждение информацию о достижении надлежащего крутящего момента при затяжке крепежных деталей с высоким крутящим моментом. Чистота резьбы, масло или отсутствие масла на резьбе или удлинители гнезд могут привести к недостаточному или чрезмерному растяжению крепежных изделий. Применение начального низкого значения крутящего момента с последующим поворотом крепежа на дополнительную величину, обычно на 90˚ или 180˚, позволит более точно растянуть крепеж до расчетного предела.
Чистота резьбы, масло или отсутствие масла на резьбе или удлинители гнезд могут привести к недостаточному или чрезмерному растяжению крепежных изделий. Применение начального низкого значения крутящего момента с последующим поворотом крепежа на дополнительную величину, обычно на 90˚ или 180˚, позволит более точно растянуть крепеж до расчетного предела.
Почему некоторые застежки требуют замены после одного использования? В процедурах обслуживания иногда указывается, что нельзя повторно использовать или измерять крепежные детали перед их повторным использованием. Болты маховика 4,2 л V6 и V8 являются примерами крепежных деталей, требующих замены в случае их снятия. Угловые болты, используемые в приложениях с высокими нагрузками, могут растянуться за пределы своего предела упругости при повторном использовании. Болты головки блока цилиндров F70LA, 4,2 л V6 и V8, а также болты картера 4,2 л также имеют крутящий момент к углу, но длина этих болтов позволяет измерить, чтобы определить, находятся ли они в допустимых пределах для повторного использования.
По мере растяжения болта диаметр материала между головкой болта и зацепляемой резьбой уменьшается, как показано на следующем рисунке. Процедуры в руководствах по обслуживанию F70LA, 4.2L и V8, как показано ниже, подробно определяют конкретные точки измерения: точка (b), где диаметр болта уменьшится из-за растяжения, по сравнению с точкой (a), где первоначальный диаметр не изменится. Разница между двумя диаметрами определяет возможность повторного использования болта; разница меньше указанного максимума допустима, разница больше указанного максимума должна быть заменена. Процедура измерения менее точна при применении к более коротким болтам, таким как болты маховика 4,2-литровых двигателей V6 и V8. Правило «не использовать повторно» гарантирует, что их предел эластичности не будет превышен.
Portions of this article are reprinted from Yamaha On Board Magazine with full permission от Yamaha Motor Corp USA
Некоторые из этих комментариев и предложений исходят от SIM Yamaha и не отражают и не предназначены для представления какой-либо позиции Yamaha Motor Corp USA. SIM Yamaha свободно предлагает этот совет, основанный на нашем многолетнем опыте продажи подвесных двигателей Yamaha, запасных частей и обслуживания подвесных двигателей Yamaha. Наша цель — предоставить вам информацию, необходимую для надлежащего обслуживания вашего подвесного двигателя Yamaha .
SIM Yamaha свободно предлагает этот совет, основанный на нашем многолетнем опыте продажи подвесных двигателей Yamaha, запасных частей и обслуживания подвесных двигателей Yamaha. Наша цель — предоставить вам информацию, необходимую для надлежащего обслуживания вашего подвесного двигателя Yamaha .
10 советов по затяжке – UnderhoodService
Установка прокладок является одним из наиболее важных аспектов ремонта двигателя. Прокладки обеспечивают уплотнение между сопрягаемыми поверхностями, предотвращая утечку масла, охлаждающей жидкости, вакуума и давления. Пока все прокладки установлены правильно, все должно быть в порядке, и двигатель не должен течь. Но, как известно каждому специалисту по ремонту или техническому специалисту, даже небольшая утечка может создать дорогостоящую гарантийную проблему для вас и вашего клиента.
При установке прокладок хорошее уплотнение зависит от правильной нагрузки и крутящего момента. Это особенно важно для прокладок головок из-за высоких давлений, которые они должны выдерживать при работающем двигателе.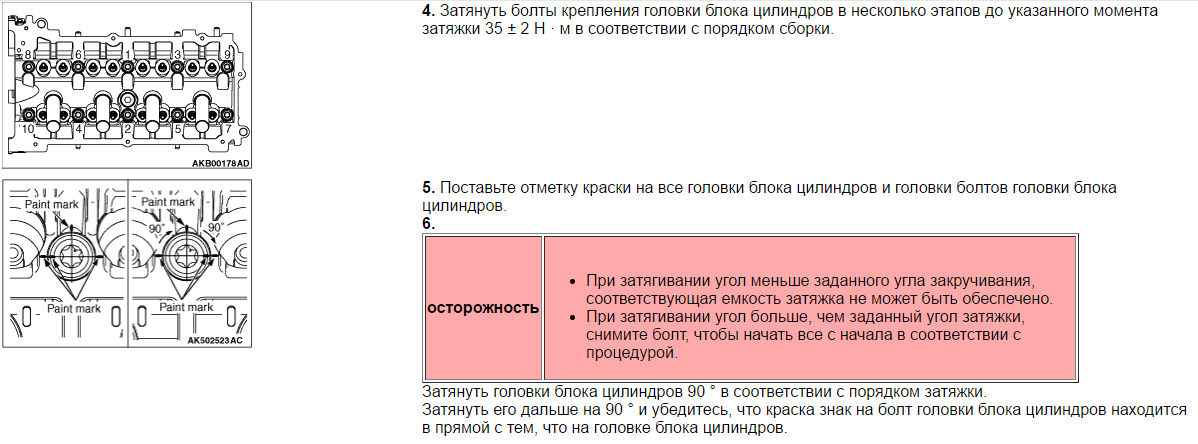
Величина крутящего момента, прилагаемого к каждому болту с головкой, а также порядок, в котором болты затягиваются, определяют, как усилие зажима распределяется по поверхности прокладки. Если одна часть прокладки находится под большим прижимным усилием, а другая нет, это может привести к протечке прокладки в слабо зажатой точке. Таким образом, все болты головки должны быть затянуты в определенной последовательности и затянуты до указанного значения, чтобы обеспечить наилучшее уплотнение.
При использовании прокладок поддона и крышки чрезмерная затяжка может повредить прокладку, что приведет к ее проскальзыванию или расколу. У многих прокладок есть втулки, которые контролируют степень раздавливания, а у других есть металлические или пластиковые держатели, которые обеспечивают дополнительную поддержку и усиление. Для крепления этих типов прокладок рекомендуется использовать динамометрический ключ, чтобы убедиться, что они зажаты с нужной нагрузкой.
Соблюдение следующих 10 советов поможет уменьшить проблемы с прокладками, вызванные неправильной затяжкой:
1. Убедитесь, что все болты головки находятся в идеальном состоянии с чистой и неповрежденной резьбой. Грязная или поврежденная резьба может давать ложные показания крутящего момента, а также снижать усилие зажима болта на целых 50 %! Проволочной щеткой почистите резьбу всех болтов, внимательно осмотрите каждый и замените те, которые имеют надрезы, деформированы или изношены.
Убедитесь, что все болты головки находятся в идеальном состоянии с чистой и неповрежденной резьбой. Грязная или поврежденная резьба может давать ложные показания крутящего момента, а также снижать усилие зажима болта на целых 50 %! Проволочной щеткой почистите резьбу всех болтов, внимательно осмотрите каждый и замените те, которые имеют надрезы, деформированы или изношены.
2. Грязная или деформированная резьба отверстий в блоке цилиндров может уменьшить усилие зажима так же, как грязная или поврежденная резьба на болтах. Пропустите донный метчик в каждое отверстие под болт в блоке. Вершины отверстий также должны быть скошены, чтобы самые верхние нити не выходили за поверхность настила при затягивании болтов. Наконец, очистите все отверстия, чтобы удалить мусор.
3. Для болтов с головками, которые ввинчиваются в глухие отверстия, слегка смажьте резьбу болтов, а также нижнюю сторону головок болтов моторным маслом. Для болтов с головкой, которые входят в кожух охлаждающей жидкости, покройте резьбу гибким герметиком. Отсутствие покрытия на резьбе может привести к просачиванию охлаждающей жидкости через болт.
Отсутствие покрытия на резьбе может привести к просачиванию охлаждающей жидкости через болт.
4. Сегодня во многих двигателях используются болты с регулировкой момента затяжки (TTY), которые слегка растягиваются при установке. Это обеспечивает более равномерную нагрузку на головку и позволяет болтам лучше удерживать крутящий момент для улучшения уплотнения прокладки головки.
Когда болты установлены, они сначала затягиваются с определенным крутящим моментом, а затем затягиваются на дополнительную величину, измеряемую в градусах вращения. Это окончательное скручивание растягивает болты до предела их текучести и создает упругое зажимное усилие, обеспечивающее более равномерную нагрузку на головку и прокладку.
Поскольку болты с головкой TTY слегка растягиваются (всего на несколько тысячных дюйма), некоторые автопроизводители утверждают, что их нельзя использовать повторно после снятия головки блока цилиндров. Повторное использование болтов TTY приведет к их дальнейшему растяжению, что увеличивает риск поломки.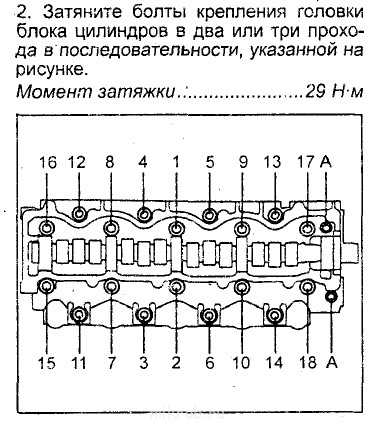 Растянутый болт также не будет выдерживать такой же крутящий момент, как раньше, что может привести к потере зажимного усилия, что приведет к протечке прокладки головки. Лучшей страховкой может быть замена всех болтов TTY при восстановлении и повторной установке головки цилиндров с новыми болтами.
Растянутый болт также не будет выдерживать такой же крутящий момент, как раньше, что может привести к потере зажимного усилия, что приведет к протечке прокладки головки. Лучшей страховкой может быть замена всех болтов TTY при восстановлении и повторной установке головки цилиндров с новыми болтами.
5. Проверьте длину болтов. Убедитесь, что у вас есть болты правильной длины для применения и для каждого отверстия (некоторые отверстия требуют более длинных или более коротких болтов, чем другие). Болты также следует измерить или сравнить друг с другом, чтобы проверить их на растяжение. Любой растянутый болт необходимо заменить, потому что (1) он может быть опасно слабым; (2) он не будет правильно удерживать крутящий момент; и (3) он может опускаться вниз при установке в глухое отверстие.
6. При установке болтов в алюминиевых головках цилиндров под головки болтов необходимо использовать шайбы из закаленной стали, чтобы предотвратить истирание мягкого алюминия и помочь распределить нагрузку. Убедитесь, что шайбы расположены закругленной или скошенной стороной вверх и что под шайбами нет мусора или заусенцев.
Убедитесь, что шайбы расположены закругленной или скошенной стороной вверх и что под шайбами нет мусора или заусенцев.
7. Замена поверхности головки блока цилиндров уменьшает ее общую высоту, поэтому обязательно проверьте длину болтов, чтобы убедиться, что они не упираются в глухие отверстия. Если болт доходит до дна, он будет прикладывать небольшое усилие зажима к головке, что может привести к протечке прокладки.
Если головка фрезерована и один или несколько болтов головки находятся в опасной близости от нижней точки, проблему можно устранить, установив шайбы из закаленной стали под болты, чтобы поднять их вверх, используя более толстую прокладку головки, или установка стальной или медной прокладки под прокладку головки блока цилиндров для восстановления правильной высоты головки и степени сжатия.
8. Перед установкой прокладки головки всегда проверяйте указанную последовательность затяжки и рекомендуемые значения крутящего момента для болтов головки блока цилиндров. Не угадывайте.
Не угадывайте.
9. Используйте точный динамометрический ключ для затягивания болтов с головкой стандартного типа в три-пять последовательных шагов, следуя рекомендуемой последовательности и спецификациям момента затяжки для применения. Постепенное затягивание болтов создает равномерное прижимное усилие на прокладке и уменьшает деформацию головки. Рекомендуется дважды проверить окончательные показания крутящего момента на каждом головном болте, чтобы убедиться, что ни один из них не был упущен, и что болты нормально сохраняют крутящий момент. Если болт не достигает нормального крутящего момента или не держит показания, это означает проблемы. Либо болт растягивается, либо резьба вырывается из блока.
Для болтов с головкой TTY следует использовать «индикатор крутящего момента к углу» в сочетании с динамометрическим ключом для обеспечения надлежащей нагрузки на болт. После того, как болты головки затянуты до указанного значения, использование углового инструмента для точного измерения дополнительных градусов вращения устраняет догадки и обеспечивает более стабильные результаты.