
Какой расход углекислоты при сварке полуавтоматом?
Сейчас и на маленьких, и на крупных производствах можно все чаще встретить баллоны с защитным газом. Использование защитного газа при сварке улучшает качество сварного соединения, ускоряет работу и не позволяет кислороду проникать в сварочную зону. Кроме того, баллон с газом стоит недорого и специально для домашней сварки производители выпускают компактные баллоны, которые легко помещаются в багажник машины.
Если вы домашний сварщик, то просто приобретаете компактный баллон в магазине и пользуетесь, не беспокоясь о расходе. Если газ закончится, то можно быстро докупить еще один баллон. А что делать, если вы сварщик на производстве и к вам предъявляют довольно жесткие требования по расходу газа? Как подобрать объем так, чтобы газа точно хватило на весь сварочный процесс? В этой статье мы постарались кратко рассказать вам, как вычислить оптимальный расход углекислоты при сварке полуавтоматом.
Содержание статьи
От чего зависит расход
Для начала разберемся, от чего вообще зависит расход газа или расход сварочной смеси из нескольких газов. Прежде всего, вы должны учесть металл, с которым будете работать, диаметр присадочной проволоки и силу сварочного тока. От сочетания трех этих компонентов как раз и складывается расход.

Далее мы дадим несколько рекомендаций, какой должен быть расход газа при полуавтоматической сварке, учитывая диаметр присадочной проволоки и силу сварочного тока. Учтите, что это довольно усредненные значения, от них можно отступать.
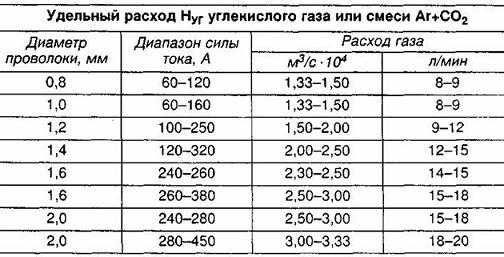
Итак, если вы используете проволоку диаметром от 0,8 до 1 миллиметра и установили силу тока от 60 до 160 Ампер, то средний расход должен быть около 8 литров в минуту.
Если вы используете проволоку диаметром 1,2 миллиметра и установили силу тока от 100 до 250 Ампер, то средний расход должен быть около 9-12 литров в минуту.
Если вы используете проволоку диаметром 1,4 миллиметра и установили силу тока от 120 до 320 Ампер, то средний расход должен быть около 12-15 литров в минуту.
Если вы используете проволоку диаметром 1,6 миллиметра и установили силу тока от 240 до 380 Ампер, то средний расход должен быть около 15-18 литров в минуту.
Если вы используете проволоку диаметром 2 миллиметра и установили силу тока от 280 до 450 Ампер, то средний расход должен быть около 18-20 литров в минуту.
Это средний расход газа при сварке полуавтоматом. Ведь помимо прямых факторов увеличения расхода (таких как диаметр проволоки и толщина металла), есть еще и косвенные. К примеру, если вы варите на улице или просто не в закрытом боксе, то расход может существенно увеличиться, ведь газ будет быстро улетучиваться. Особенно расход неприятно удивит вас, если на улице дует ветер.
Также важно качество самого газа и то, насколько хорошо он взаимодействует с металлом. Ведь если на производство поставляют некачественный разбавленный газ, вы просто не сможете сохранить показатели расхода в норме. Перерасход будет в любом случае.
Расход защитного газа
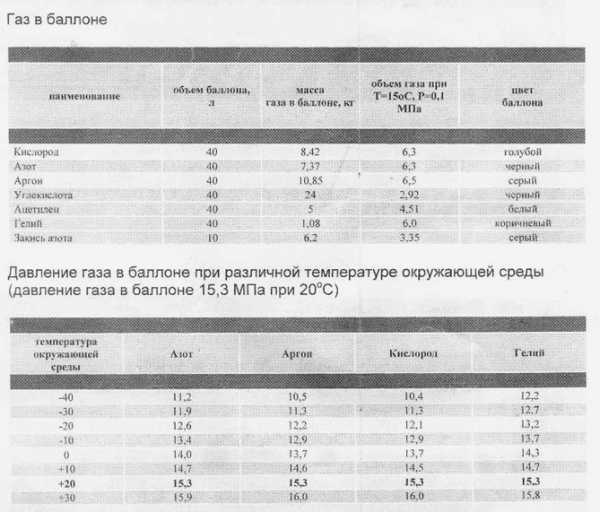
Теперь давайте более подробно разберемся с темой расхода газа на конкретном примере. В качестве примера возьмем стандартный газовый баллон 40 л, который есть на большинстве предприятий. Один такой баллон содержит около 24 килограмм чистой углекислоты, при испарении она образует до 12 тысяч кубических дециметров газовой фазы. Этой информации нам уже достаточно, чтобы примерно понимать расход.
Допустим, вы используете присадочную проволоку диаметром 1 миллиметр и установили почти минимальную силу тока. Скажем, 100 Ампер. Судя по справочной литературе, при таком режиме сварки нам хватит одного 40 литрового баллона ровно на сутки, то есть 24 часа. Но вы, естественно, не сидите на работе днями, поэтому поделим это на 6 часов работы. Получим 10 литров газа.
Также можно рассчитать расход исходя из того, сколько килограмм металла мы наплавили. Мы знаем, что на 1 килограмм наплавки мы должны тратить около 1,1 килограмм углекислоты и 1,30 килограмм присадочной проволоки. Зная эти данные несложно рассчитать, сколько газа и проволоки вы потратите. Подскажем: если вы потратили около 1,2 килограмм присадочной проволоки, значит расход газа составил около 1 килограмма.
Теперь, когда мы знаем эти значения, можно посчитать, сколько вообще металла удастся наплавить при использовании 40 литрового баллона с газом. Ответ: 29 килограмм металла. Конечно, это всегда приблизительные цифры, но наша практика доказала, что обычно расход как раз и варьируется в этих пределах. Новичкам рекомендуем использовать таблицу, приведенную ниже.

Экономия газа
Выше мы говорили, что расход газа также влияет от косвенных факторов, на которые сварщик практически не может повлиять. Но он все же может при возможности минимизировать действие этих факторов, тем самым сэкономив газ.
Самое простое, что можно сделать — производить сварку в закрытом цеху с хорошей вентиляцией. Не должно быть сквозняков и ветра. Также лучше к работе привлекать квалифицированных опытных сварщиков, которые выполняют работу быстро и четко. Ведь у новичков в любом случае расход газа будет гораздо выше.

Многие начинающие сварщики интересуются, можно ли еще какими-то методами сократить расход со2 при полуавтоматической сварке? Например, просто подавать меньше газа в сварочную зону. Наш ответ: нет. Умышленно уменьшив количество используемого газа вы ухудшите качество шва, поскольку в сварочную зону будет попадать кислород.
Но у этой проблемы все же есть решение. Опытные мастера советуют применять в своей работе многокомпонентные газовые смеси, благодаря им расход уменьшается, при этом качество сварки остается на достойном уровне. Но будьте готовы к тому, что стоимость многокомпонентных смесей куда выше, чем у стандартного газа. Так что убедитесь, что использование таких смесей экономически выгодно.
Вместо заключения
Опытные мастера зачастую даже измеряют расход во время работ, поскольку точно знают, сколько расходуют углекислоты. Чтобы новичку получить подобные навыки нужно посвятить сварке полуавтоматом огромное количество времени. Но не стоит об этом беспокоиться, ведь даже если вы редко сталкиваетесь со сваркой в среде защитного газа всегда можно посмотреть нормативные документы. Выпишите себе основные тезисы из этой статьи (а лучше запомните), чтобы потом применить их на практике.
Желаем удачи в работе!
svarkaed.ru
Расход углекислоты при сварке полуавтоматом: формула расчета, таблица, видео
Использовать защитный газ входе проведения сварочных работ — значит обеспечивать улучшение качества сваренных соединений, ускорять рабочий процесс и давать кислороду возможность попадать внутрь сварочной зоны.
Помимо этого, стоимость такого газового баллона отличается доступностью. С его помощью обеспечивается домашняя сварка. Поэтому возникает потребность выпускать разновидности компактных баллонов, легко транспортируемых внутри автомобильного багажника. Все больше потребителей интересует вопрос о расходе углекислоты в процессе сварке полуавтоматом.

Домашнему сварщику не приходится задаваться таким вопросом, так как он просто покупает такой баллон компактных размеров в магазине и не беспокоится, какой его. В случае использования одного баллона можно воспользоваться вторым. Но иногда в производственных условиях к сварщикам выдвигаются требования относительно расхода газа при сварке полуавтоматом. В такой ситуации важно знать правила вычисления оптимального расхода углекислоты, когда приходится использовать полуавтомат.
Что влияет на показатели расхода
Прежде чем определить, какой расход углекислоты при сварке полуавтоматом, важно разобраться, что влияет на такой расход. В первую очередь учитывается характеристика металла, который используется для работы. Также важны показатели, какая в диаметре присадочная проволока и какой силы сварочный ток. Именно сочетание таких компонентов и влияет на показатели расхода углекислоты в процессе сварки.
Усредненные показатели
Показатели, сколько газа расходуется, могут быть следующими:
| Диаметр проволоки (см) | Сила тока (Ампер) | Средние показатели расхода (литров в минуту) |
| 0,8 — 1 | 60 — 160 | 8 |
| 1,2 | 100 — 250 | 9 — 12 |
| 1,4 | 120 — 320 | 12 — 15 |
| 1,6 | 240 — 130 | 15 — 18 |
| 2 см | 280 — 450 | 18 — 20 |
Измерение расхода защитного газа
Чем измеряют расход защитного газа при сварке? Для ответа на этот вопрос можно взять конкретный пример на емкости стандартного баллона объемом в 40 л. Такие баллоны используются на большинстве современных предприятий.
В одном таком баллоне чистая углекислота содержится в количестве примерно 24 кг. В процессе испарения происходит её преобразование в 12 000 ДЦ. газовой фазы. Для примерного понимания расхода это вполне исчерпывающий ответ.
Причины расхода защитного газа
В процессе выполнения сварочных работ можно выделить несколько основных показателей, влияющих на то, сколько сварочной смеси расходуется:
- какой силы ток;
- проволоку какого диаметра используют;
- какой толщины будет металл, который сваривают.
Найти показатели этих значений можно у многих производителей, если изучить паспортные данные о конкретно взятом сварочном газе. Это позволит в значительной степени упростить процесс выполнения расчетов.
К примеру, показатели среднего значения, сколько смеси аргона используется в процессе сварочных работ, выполняемых методом TIG, составляют 6 литров в минуту при использовании силы тока в 100 А. Если силу тока увеличивают до показателей в 300 А, то и нормы потребления будут расти до 10 литров в минуту.
Соблюдение такой тенденции происходит и в случае с методом MIG — если диаметр проволоки увеличить с 1 до 1,6 мм, это приведет тому, что количество потребляемого газа вырастет от 9 до 18 литров за минуту.
Также важную роль играет тот факт, какие условия созданы для проведения сварочных работ.
Влияние условий
Показатели расход газа при сварке полуавтоматом в смеси зависят от того, какие условия обеспечены для проведения работ по сварке. Это может быть открытое пространство. Если вокруг сквозняки, то возможно увеличение расхода. Так как оптимальные факторы защитного плана работают только при условии, что защитный слой имеется в большом количестве. В такой ситуации заправку баллона можно будет производить чаще.
Формула расчета
Показатели расхода для сварочной смеси при сварке с полуавтоматом можно выполнить с помощью следующей формулы:
- P = Py * T;
- Py — показатели удельного расхода газа, о которых заявил производитель;
- T — количество основного времени, необходимое, чтобы сварить один проход.
В приведенной ниже таблице указаны нормы потребления газа, на которые оказывают влияние такие показатели: какая в диаметре проволока и какие средние показатели имеет силы тока.

Так как 40-литровый баллон содержит сварочную смесь в количестве 6 000 литров, нетрудно произвести вычисления, сколько времени можно пользоваться одним резервуаром, если процесс сварки происходит непрерывно.
К примеру, расход CO2 при полуавтоматической сварке, когда используется проволока 1 мм в диаметре, составляет от 10 до 11 часов при условии, что процесс происходит непрерывно.
Показатели таких расчетов довольно грубые, ведь здесь не учитывают, сколько газа потребляется при выполнении подготовительных и финишных операций за один проход. Это поможет в определении приблизительной картины. Если потребуются более точные показания, для их проведения может потребоваться расходомер.
Советы по сокращению расхода
Расход защитного газа при полуавтоматической сварке можно сократить. В этом помогут следующие советы.
Уровень сварочных работ зависит от того, насколько качественным и надежным будет шов. Для этих целей и понадобится использование защитного газа. Поэтому в занижении расхода сварочной смеси искусственным путем нет никакого смысла. Иначе это может вызвать ситуацию, когда образуются поры и возникнут побочные эффекты другого плана.
Для экономии очень важным является качество газовой смеси. Например, если постоянно использовать состав «Микспро 3212», в котором много разных компонентов, можно сократить потребление как минимум вдвое. В сравнении с ситуацией, когда используется бинарный защитный газ. Его основа состоит из аргоновой и углекислотной смесей. Применение смеси «Микспро» приводит к тому, что получается наиболее качественный шов.
Интересное видео
osvarka.com
Расход углекислого газа — Мир Сварки
Нередко при продаже сварочного полуавтомата менеджеры сталкиваются с вопросом о расходе углекислоты. Основываясь на опыте одного из наших менеджеров, мы ответим на этот вопрос.
Для того, чтобы получить данные о расходе, возьмем в расчет следующую ситуацию: клиент варит проволокой 0,8мм, небольшие толщины и в небольшом объеме.
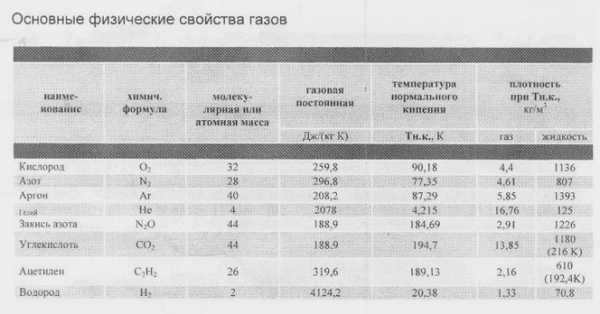
В стандартный черный баллон емкостью 40 л заливают 25 кг жидкой углекислоты, которая обычно хранится при давлении 60 атмосфер. В результате испарения 1 кг жидкой углекислоты при нормальных условиях образуется примерно 509 л газа.
Жидкий диоксид углерода (углекислота) представляет собой бесцветную жидкость без запаха.
Расход углекислого газа определяется по формуле
G =qt ,
где t— основное время сварки. Основное время — это время на непосредственное выполнение сварочной операции.
q — удельный расход СО2 в л/мин.
Удельный расход СО2 зависит от диаметра проволоки и силы сварочного тока и определяется по таблице.
|
Диаметр, мм |
0,8 |
1,0 |
1,2 |
1,6 |
2 |
2 |
|
Сила сварочного тока, А |
60—120 |
60—160 |
100—250 |
200—250 |
240—280 |
280—400 |
|
Удельный расход СО2, л/мин |
8—9 |
8—9 |
9—12 |
14—15 |
15—18 |
18—20 |
После вычисления объема СО2 в литрах обычно переводят это значение в массу, учитывая, что при испарении 1 кг углекислоты образуется 509 л газа. Необходимо также указать требуемое количество баллонов СО2, зная, что в одном баллоне содержится 25 кг углекислоты.
Определяем время сварки Т1б, на которое хватит одного баллона при сварке проволокой 0,8 мм:
Т1б = 25 кг (кол-во углекислоты в баллоне)*509 л/9 л/мин (расход газа при сварке)=12725 л (литров газа получаемого из одного баллона)/ 9 л/мин = 1414 мин сварки ≈ 24 часа сварки.
24 часа – это время непосредственной сварки, т. е. по сути, это то время которое сварщик держит включенной кнопку на горелке (пренебрегаем продувкой после сварки при отпускании кнопки).
mir-svarki.ru
На сколько хватает баллона углекислоты при сварке
Одним из наиболее популярных защитных газов, используемых в процессе сварки, является СО2. Обычно, сварщики еще до начала работ стараются узнать, на сколько хватает баллона углекислоты и от каких показателей зависит ее потребление. Некоторые справочные материалы и реальный опыт позволяют с необходимой точностью определить данный параметр.
От чего зависит расход углекислоты
Как и в случае с другими защитными газами, чтобы определить, на сколько хватает баллонов углекислоты, необходимо знать толщину обрабатываемого металла, диаметр проволоки и силу тока. Это основные параметры, влияющие на потребление газа.
Ниже приведены усредненные значения расхода СО2, в зависимости от диаметра проволоки и тока:
- 0,8-1,0 мм (60-160 А) – 8-9 л/мин;
- 1,2 мм (100-250 А) – 9-12 л/мин;
- 1,4 мм (120-320 А) – 12-15 л/мин;
- 1,6 мм (240-380 А) – 15-18 л/мин;
- 2,0 мм (280-450 А) – 18-20 л/мин.

Расход зависит от диаметра проволоки, силы тока и скорости
На показатели расхода большое влияние оказывают внешние факторы. На открытом воздухе потребуется больше защитного газа для обеспечения нормальных условий сварки, особенно, если работа ведется в ветреную погоду. Поэтому, в закрытом помещении одного баллона хватает на больший срок.
Не менее важную роль играет качество смеси и ее соответствие для работы с конкретным металлом. Больше об этом читайте в статье: сварочная смесь или углекислота – выбираем защитный газ для сварки.
На сколько хватает баллонов углекислоты разного объема
Как известно, стандартный 40-литровый баллон содержит 24 кг СО2, который при испарении образует около 12 000 дм³ газовой фазы. Учитывая приведенные выше данные, можно определить, на сколько хватает баллона углекислоты при непрерывном рабочем процессе.

Вот обычный 40 литровый баллон, заполненный углекислотой
Так, например, при использовании 1-миллиметровой проволоки и средней силе тока в 100 А, 40 литров газа хватит приблизительно на 24 часа. Соответственно, баллона объемом 10 л должно хватить на 6 часов непрерывной эксплуатации.
Согласно справочным материалам, на 1 кг наплавленного металла расходуется 1,1 кг СО2 и 1,35 кг сварочной проволоки. Благодаря этим данным определяется следующая пропорция: СО2/проволока = 1:1,2 кг. То есть, на 1,2 кг проволочного материала приходится 1 кг углекислоты в жидкой фазе.
Опираясь на полученный коэффициент, можно легко посчитать потребление: 24 кг углекислого газа (емкость 40 литров) хватит на 29 кг сварочного металла. Как показывает практика, данные расчеты в большинстве случаев соответствуют действительности.
Можно ли уменьшить расход?
Как отмечалось выше, во время рабочего процесса большое значение имеют внешние факторы. Поэтому желательно минимизировать их негативное влияние. Для этого достаточно соорудить закрытое помещение, защищенное от ветра и сквозняков. Не стоит забывать и о безопасности работы сварщика, обеспечив помещению хорошую вентиляцию.

В закрытом помещении заполненного баллона хватит на большее количество времени
Специальное сокращение расхода обычно не приводит к желаемому результату, поскольку, в таком случае, уменьшаются защитные функции, и качество сварочных швов становится хуже. Для сокращения потребления можно использовать многокомпонентную газовую смесь, например «Микспро 3212», которая, кроме того, обеспечит значительный рост качественных показателей сварки. Однако, цена у подобной смеси будет выше, чем у обычного углекислого газа. Поэтому, окончательный выбор необходимо делать, опираясь на технические требования и бюджет.
Компания «Промтехгаз» — качественный газ для сварки
Если вас действительно интересует, на сколько хватает баллонов углекислоты, и вы не хотите платить за воздух, тогда необходимо обращаться только к проверенным и надежным поставщикам. Много полезной информации по данному вопросу можно найти в статье: углекислота: где заправить – вопрос не праздный.
Компания «Промтехгаз» занимается не только заправкой баллонов техническими газами от лучших российских поставщиков, но и сама является их производителем. Поэтому, в качестве заправленной газовой смеси можно не сомневаться, поскольку все процессы выполняются в соответствии с установленными стандартами, правилами и нормами. По прочим техническим газам вы найдете статьи в соответствующем разделе блога.
xn--80affkvlgiu5a.xn--p1ai
Расход углекислоты при сварке | ГИП & ГАП
 При газовой сварке в закрытом помещении одного баллона углекислоты хватает на больший срок. Вы это знали?
При газовой сварке в закрытом помещении одного баллона углекислоты хватает на больший срок. Вы это знали?На сколько хватает баллона СО2 во время сварочных работ? Этот вопрос волнует сварщиков. А вы можете на него ответить? Если нет, то вам будет интересна практическая статья Александра Рогова, опубликованная на сайте компании «Промтехгаз» (классном сайте, кстати говоря). Не могу не поделиться этой своей находкой, потому ниже – перепост.
От чего зависит расход углекислоты
Как и в случае с другими защитными газами, чтобы определить, на сколько хватает баллонов углекислоты, необходимо знать толщину обрабатываемого металла, диаметр проволоки и силу тока. Это основные параметры, влияющие на потребление газа.
Ниже приведены усредненные значения расхода СО2,
- 0,8-1,0 мм (60-160 А) – 8-9 л/мин;
- 1,2 мм (100-250 А) – 9-12 л/мин;
- 1,4 мм (120-320 А) – 12-15 л/мин;
- 1,6 мм (240-380 А) – 15-18 л/мин;
- 2,0 мм (280-450 А) – 18-20 л/мин.
На показатели расхода большое влияние оказывают внешние факторы. На открытом воздухе потребуется больше защитного газа для обеспечения нормальных условий сварки, особенно, если работа ведется в ветреную погоду. Поэтому, в закрытом помещении одного баллона хватает на больший срок.
На сколько хватает баллонов углекислоты разного объема
Как известно, стандартный 40-литровый баллон содержит 24 кг СО2, который при испарении образует около 12 000 дм³ газовой фазы. Учитывая приведенные выше данные, можно определить, на сколько хватает баллона углекислоты при непрерывном рабочем процессе.
Не менее важную роль играет качество смеси и ее соответствие для работы с конкретным металлом. Так, например, при использовании 1-миллиметровой проволоки и средней силе тока в 100 А, 40 литров газа хватит приблизительно на 24 часа. Соответственно, баллона объемом 10 л должно хватить на 6 часов непрерывной эксплуатации.
Согласно справочным материалам, на 1 кг наплавленного металла расходуется 1,1 кг СО2 и 1,35 кг сварочной проволоки. Благодаря этим данным определяется следующая пропорция: СО2/ проволока = 1:1,2 кг. То есть, на 1,2 кг проволочного материала приходится 1 кг углекислоты в жидкой фазе.
Опираясь на полученный коэффициент, можно легко посчитать потребление: 24 кг углекислого газа (емкость 40 л) хватит на 29 кг сварочного металла. Как показывает практика, данные расчеты в большинстве случаев соответствуют действительности.
Можно ли уменьшить расход?
Как отмечалось выше, во время рабочего процесса большое значение имеют внешние факторы. Поэтому желательно минимизировать их негативное влияние. Для этого достаточно соорудить закрытое помещение, защищенное от ветра и сквозняков. Не стоит забывать и о безопасности работы сварщика, обеспечив помещению хорошую вентиляцию.
Специальное сокращение расхода обычно не приводит к желаемому результату, поскольку, в таком случае, уменьшаются защитные функции, и качество сварочных швов становится хуже. Для сокращения потребления можно использовать многокомпонентную газовую смесь, например «Микспро 3212», которая, кроме того, обеспечит значительный рост качественных показателей сварки. Однако, цена у подобной смеси будет выше, чем у обычного углекислого газа. Поэтому, окончательный выбор необходимо делать, опираясь на технические требования и бюджет.
Если вас действительно интересует, на сколько хватает баллонов углекислоты, и вы не хотите платить за воздух, тогда необходимо обращаться только к проверенным и надежным поставщикам.
gipgap.ru
Расход углекислоты при сварке полуавтоматом
Техника полуавтоматической сварки в среде углекислого газа
 Для ремонта кузовных деталей автомобиля, работ с тонколистовой сталью применяется полуавтоматическая сварка в среде углекислого газа. Благодаря автоматизации процесса, ровный шов может получиться даже у начинающего сварщика.При выполнении работ, обрабатываемая поверхность нагревается меньше, в результате наблюдается только незначительная деформация или коробление детали.
Для ремонта кузовных деталей автомобиля, работ с тонколистовой сталью применяется полуавтоматическая сварка в среде углекислого газа. Благодаря автоматизации процесса, ровный шов может получиться даже у начинающего сварщика.При выполнении работ, обрабатываемая поверхность нагревается меньше, в результате наблюдается только незначительная деформация или коробление детали.Где используется сварка углекислотой
Заверение о том, что сварочные полуавтоматы для сварки в среде углекислого газа применяются исключительно для ремонта кузовов автомобилей неверное. Сварка с использованием углекислоты, также применяется в следующих отраслях:- Изготовление стальных конструкций с большим количеством сварных швов на 1 п.м.
- Машиностроение.
- Изготовление приборов.
- Ремонт и производство кованых конструкций: решеток, перил, ворот, ограждений и т.д.
Техника сварки в углекислом газе
Выполнение сварочных работ и технология полуавтоматической сварки в среде углекислого газа достаточно простая, по сути, от мастера требуется выдержать необходимый вылет проволоки и перемещать горелку автомата с одинаковой скоростью.В результате получается равномерный шов без наплывов, обеспечивается достаточный провар стали и механическая прочность получаемого соединения.
Во время выполнения работ от мастера требуется соблюдение следующих рекомендаций:- Перед началом сварки следует убедиться в том, что защитный газ выходит из горелки. Рабочее давление углекислоты при сварке полуавтоматом 0, 02 кПа. Но этот показатель не является абсолютным, наличие сквозняка, ветра, несколько увеличивает расход материала. Соответственно давление для создания нормального шва будет увеличиваться.
- Угол горелки должен находиться в пределах 65-75°. Шов необходимо вести справа налево, так лучше просматриваются свариваемые кромки.
- Сила тока. Режимы сварки в углекислом газе регулируются методом изменения скорости подачи проволоки и напряжения дуги.
Какое давление углекислоты при сварке
ГОСТ на полуавтоматическую сварку в углекислом газе регулируется руководящим документом 26-17-051-85. Согласно документу, стандартного баллона, наполненного СО², достаточно чтобы обеспечить 15-20 часов беспрерывной работы. Для увеличения производительности обязательно используют осушитель влаги.Подача углекислоты может быть изменена в большую сторону при наличии сквозняков, ветра и других негативных факторов. Решающее значение при выборе подходящего рабочего режима играет качество получаемого шва.Сущность сварки в среде углекислого газа сводится к тому, что СО² обеспечивает защиту обрабатываемой поверхности от перегрева. Как правило, качество шва напрямую зависит от расхода углекислоты при сварке полуавтоматом. При этом от мастера требуется обеспечить оптимальные затраты между использованием газа и расходом сварочной проволоки.Для определения оптимальной нормы расхода углекислоты при сварке полуавтоматом, опытные сварщики используют следующий метод. Выставляют давление приблизительно, так, чтобы получался идеальный шов, после этого снижают подачу газа и напряжение, пока сварочное соединение не станет пузыриться и шипеть. Возвращаются к успешной последней настройке.
Расход углекислоты для сварочного полуавтомата
Хотя нормы расхода углекислоты зависят от многих факторов, в среднем для полуавтомата предусмотрены следующие затраты расходных материалов:- Скорость подачи проволоки — зависит от ширины расходного материала, составляет, от 35-250 мм/сек.
- Расход газа — определяется качеством флюса и погодными условиями. Может варьироваться от 3 до 60 л/мин.
- Затраты на подготовительные работы составляют около 10% от общего расхода СО².
- Удельный расход газа, необходимый для прохождения шва.
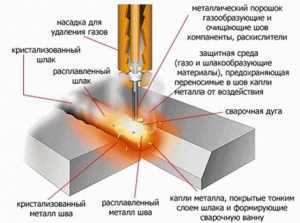
Существует возможность обойтись без использования защитного газа. Вместо СО² применяют порошковую проволоку. При нагревании проволока, покрытая порошком, выделяет газ, который и защищает обрабатываемую поверхность от перегрева.
В комплект оборудования для полуавтоматической сварки в углекислом газе входит:- Выпрямитель — может быть трансформаторного или инверторного типа. Первый оптимально подходит для толстой проволоки, второй обеспечивает равномерную подачу напряжения и стабильную дугу сварки.
- Подающий механизм — имеет ограничения по толщине проволоки. При выборе следует учитывать, что не каждый флюс можно будет использовать при выполнении сварочных работ.
- Держатель со шлангами.
Какое давление углекислоты при сварке
ГОСТ на полуавтоматическую сварку в углекислом газе регулируется руководящим документом 26-17-051-85. Согласно документу, стандартного баллона, наполненного СО², достаточно чтобы обеспечить 15-20 часов беспрерывной работы. Для увеличения производительности обязательно используют осушитель влаги.Подача углекислоты может быть изменена в большую сторону при наличии сквозняков, ветра и других негативных факторов. Решающее значение при выборе подходящего рабочего режима играет качество получаемого шва.Сущность сварки в среде углекислого газа сводится к тому, что СО² обеспечивает защиту обрабатываемой поверхности от перегрева. Как правило, качество шва напрямую зависит от расхода углекислоты при сварке полуавтоматом. При этом от мастера требуется обеспечить оптимальные затраты между использованием газа и расходом сварочной проволоки.Для определения оптимальной нормы расхода углекислоты при сварке полуавтоматом, опытные сварщики используют следующий метод. Выставляют давление приблизительно, так, чтобы получался идеальный шов, после этого снижают подачу газа и напряжение, пока сварочное соединение не станет пузыриться и шипеть. Возвращаются к успешной последней настройке.
Расход углекислоты для сварочного полуавтомата
Хотя нормы расхода углекислоты зависят от многих факторов, в среднем для полуавтомата предусмотрены следующие затраты расходных материалов:- Скорость подачи проволоки — зависит от ширины расходного материала, составляет, от 35-250 мм/сек.
- Расход газа — определяется качеством флюса и погодными условиями. Может варьироваться от 3 до 60 л/мин.
- Затраты на подготовительные работы составляют около 10% от общего расхода СО².
- Удельный расход газа, необходимый для прохождения шва.
Существует возможность обойтись без использования защитного газа. Вместо СО² применяют порошковую проволоку. При нагревании проволока, покрытая порошком, выделяет газ, который и защищает обрабатываемую поверхность от перегрева.
В комплект оборудования для полуавтоматической сварки в углекислом газе входит:- Выпрямитель — может быть трансформаторного или инверторного типа. Первый оптимально подходит для толстой проволоки, второй обеспечивает равномерную подачу напряжения и стабильную дугу сварки.
- Подающий механизм — имеет ограничения по толщине проволоки. При выборе следует учитывать, что не каждый флюс можно будет использовать при выполнении сварочных работ.
- Держатель со шлангами.
stroy-plys.ru
Расход газа на сварку. Расчёт защитного газа
В этой статье рассмотрим расход электродов и газов, рекомендуемые нормы расхода и как подсчитать расход самостоятельно. Рассмотрим и некоторые особенности вычисления расхода материалов при сварочных работах, по каким причинам расход может увеличится. Приведем в нашей статье и пару формул, как можно самостоятельно рассчитать рекомендуемый расход сварочных материалов.
Расчет расхода электродов для сварки
samsvar.ru
Какой расход углекислоты при сварке полуавтоматом

В итоге подобрал кое какую инфу и хочу ею с вами поделиться.
А поделиться я хочу информацией про то какой выбрать баллон под углекислоту для полуавтомата в гараж.
И так. Если вы не занимаетесь профессионально ремонтом авто. То есть у вас не СТО а вы просто по тиху ремонтируете в своём гараже своё авто (ну может эпизодически авто друзей) То на мой взгляд идеальным вариантом болона под углекислоту для полуавтомата будет следующий баллон:
20-ти литровый углекислотный баллон (ГОСТ 949-73)

40-ка литровый баллон большой и тяжелый. Его даже просто переместить по гаражу одному проблематично. Возить на заправку такой баллон тоже геморно. И тд.
Давайте сравним размеры и вес этих двух баллонов.
Начнём с 40-ка литрового:
Емкость — 40л.
Рабочее давление — 14,7 МПа (150 кгс/см2)
Диаметр цилиндрической части — 219 мм.
Длина корпуса баллона — 1370 мм. (без башмака ещё накинете сантиметров 5-8)
Вес баллона — 58,5 кг.
К этому весу надо прибавить ещё: Вес газа 40-литровый баллон — 12 куб. м / 24 кг жидкого газа. плюс башмак — 5,2 кг и вентиль – 0,5 кг.
И того: около 88 кг!
Теперь 20-ти литровый баллон:
Рабочее давление — 14,7 МПа (150 кгс/см2)
Диаметр цилиндрической части — 219 мм.
Длина корпуса баллона — 740 мм (+башмак)
Вес баллона — 32,3 кг.
К этому весу надо прибавить ещё: Вес газа 20-литровый баллон — 6 куб. м / 12 кг жидкого газа. плюс башмак — 5,2 кг и вентиль – 0,5 кг.
И того: около 50 кг
Исходя из вышеприведенных данных. лично я считаю что 20-ти литровик будет оптимальный вариант для наших маленьких гаражей.
Удобнее перемешать одному. Удобнее возить на заправку. От этого меньше нервов. а меньше нервов приятнее и быстрее работается.
Также помимо баллона понадобиться регулятор газа. Газовый редуктор.
Сей прибор нуден для понижения давления газа который выходит из баллона и для регулировки его подачи в ваш сварочный полуавтомат.
Для углекислоты — Редуктор УР 6-6


По поводу расхода газа и проволоки.
И так на сколько же хватит газа и проволоки при сварке полуавтоматом с кассетой проволоки 0,8 мм весом 5 кг и баллона с углекислотой объемом 20 литров?
Сварочная проволока СВ-08 диаметром 0,8 мм весит 3,950 кг 1 километр, значит на кассете 5 кг примерно 1200 метров проволоки. Если средняя скорость подачи для такой проволоки 4 метра в минуту, то кассета уйдет за 300 минут. Углекислоты в 20-литровом баллоне 6 кубометров или 6000 литров. Если в среднем расход газа на продувку 10 литров в минуту, то 20-литрового баллона должно хватить 600 минут или на 2 бабины проволоки 0,8 весом 5 кг.
Так что думаю что с 20-литровиком можно переварить не одну тачку. :))
На момент написания данной статьи
Ну вот как-то так народ. Надеюсь данная информация кому то может быть полезна.
Содержание:
В настоящее время сварочный процесс получил свое заслуженное почетное место, так как без металлических конструкций, которые создаются благодаря сварке, нашу жизнь тяжело представить. Автомобили, здания и даже кровати, и стулья, которые созданы из металла — все это произведено с помощью сварки. Сварочные работы смогли существенно облегчить производство множество сложных механизмов и массивных деталей, а автоматизация производства и вовсе создала максимально эффективные условия для развития сварочного производства. Но в данной статье мы будем говорить не о преимуществах и недостатках различных сварочных приборов, а скорее обсудим актуальную проблему, а именно расчёт расхода защитного газа при сварке. Множество сварщиков имеют свои формулы, для того чтобы определить расход газа на сварку, но большинство из них неточны, а неточности, как известно, могут сильно отразиться на производстве в целом. В данной статье предоставим вам основные формулы для расчётов и постараемся максимально объяснить трудно воспринимаемые данные.
Общие характеристики защитных газов при сварке.
Особенность сварки в среде защитного газа заключается в том, что сварочная дуга горит в среде защитных газов, которые оттесняют окружающий воздух от свариваемой детали, защищая расплавленный металл от контакта с кислородом и азотом.
На сегодняшний день широко используется сварка именно в среде углекислого газа, а также в смеси аргона с углекислым газом. Данные защитные газы применяются для производства изделий из высокоуглеродистых, конструкционных и легированных сталей и в большинстве случаев для работы с перлитной, теплоустойчивой и высоколегированой сталью.
Аргон является весьма эффективным защитным газом, так как по своей природе он инертный и препятствует попаданию в шов расплавленного металла окисляющих газов, таких как кислород и азот.
Важное качество сварки в защитной среде из углекислого газа – это быстрое выгорание всех газов, которые имеют сходство с кислородом. Окисление происходит при контакте с углекислым газом, но также и при дислокации защитного газа под действием высоких температур.
Расчёт расхода защитных газов при сварке.
Существует множество методов расчёта используемого при сварке защитного газа, но необходимо учитывать вид производства – серийное, массовое, единичное, а также номенклатуры. При производстве металлоконструкций на мелкосерийном производстве для составления сертификаций на материалы можно воспользоваться следующей формулой, которая, напомним, применима лишь к мелкосерийному производству:
В данном уравнении Nп представляется собой норму расхода проволоки на изделие, определяемое в килограммах, а Rг – это коэффициент, который учитывает затраты защитного газа на один килограмм проволоки. Для обобщающих отчётов под величиной данного коэффициента можно использовать значение 1.15. Но при производстве на предприятиях опытных образцов или выставочных серий изделий нормативы расхода материалов на сварку рекомендуем применять с коэффициентов не более 1.3.
Можно применять метод расчёта защитного газа под величиной Нг в кубометрах и литрах на один метр шва, и данная формула применима в основном для многосерийного производства однотипных конструкций и деталей, либо же для малого производства. Формула представляет собой:
В данном случае Нг представляет собой условное обозначение удельного расхода защитного газа, которое приведено в таблице ниже. Величина Т – это основное время, которое необходимо для сваривания определённого прохода, измеряется в секундах или минутах. Ндг – это дополнительное количество расхода защитного газа, который был затрачен на подготовительные, финишные операции прохода. N – это количество проходов, которое может равняться любому числу.
Чтобы определить расчёт расхода углекислого газа на сварку в килограммах, важно учитывать, что при испарении 1 килограмма жидкой углекислоты выделяется около 509 литров углекислого газа. Дополнительный расчет расхода защитного газа при сварке в литрах или кубических метрах производится по следующей формуле:
Здесь Тпз представляет собой условное обозначение времени, затраченного на выполнение заключительных – подготовительных операций (продувка горелки до сварки, настройку сварочного аппарата, обдув места сварки по окончанию работ), измеряется в секундах, минутах. Последний метод расчёта для определения, какой расход газа на сварку является наиболее точным и экономичным. Для того чтобы проконтролировать расход газа в баллоны рекомендуем ставить расходомеры и редуктора.
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
kalina-2.ru