как увеличить мощность, установить компрессор, инструкции с фото и видео
Тюнинг мотора ВАЗ 2106 — занятие увлекательное, но одновременно и дорогостоящее. В зависимости от преследуемых целей и финансовых возможностей, двигатель можно доработать под конкретные цели начиная от простого увеличения объёма без кардинальных изменений конструкции агрегата и заканчивая установкой турбины.
Тюнинг двигателя ВАЗ 2106
ВАЗовскую «шестёрку» начали выпускать ещё в далёком 1976 году. Эта модель давно устарела как по внешнему виду, так и по техническим характеристикам. Однако и по сегодняшний день остаётся немало приверженцев эксплуатации таких автомобилей. Некоторые владельцы стараются сохранить машину в первоначальном виде, другие — оснащают её современными узлами и механизмами. Один из первостепенных агрегатов, который подвергается тюнингу, является двигатель. Именно на его доработках остановимся более подробно.
Расточка блока цилиндров
Мотор ВАЗ 2106 не выделяется своей мощностью, ведь она составляет от 64 до 75 л.
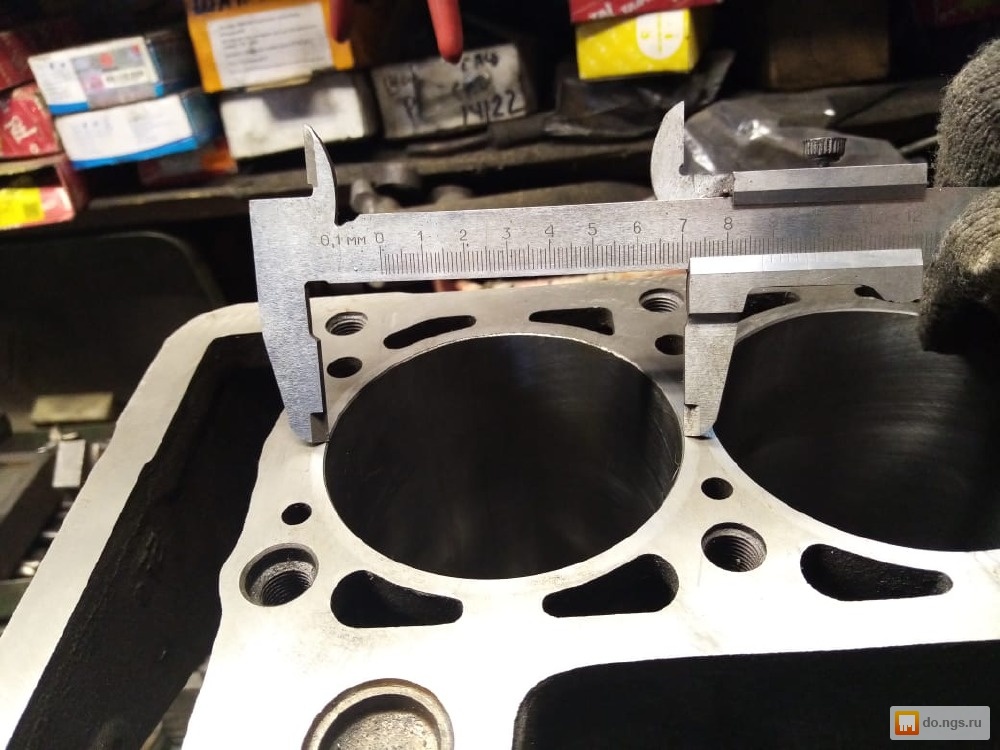
Блок двигателя ВАЗ 2106 имеет диаметр цилиндров 79 мм
Любители экстрима могут увеличить цилиндры до 84 мм на свой страх и риск, потому что сколько пройдёт такой мотор, никому не известно.
Процесс расточки осуществляется на специальном оборудовании (расточном станке), хотя находятся умельцы, которые проводят эту процедуру практически в гаражных условиях, при этом точность остаётся сомнительной.
Блок цилиндров растачивают на специальном оборудовании
По окончании процедуры в блок вставляются поршни, которые по своим характеристикам соответствуют новым размерам цилиндров. В целом расточка блока состоит из таких основных этапов:
- Демонтаж мотора с автомобиля.
- Полная разборка силового агрегата.
- Расточка блока цилиндров согласно желаемым параметрам.
- Сборка механизма с заменой поршней.
- Установка мотора на авто.
Видео: как растачивают блок цилиндров
Замена коленвала
На двигателе ВАЗовской «шестёрки» стоит коленвал ВАЗ 2103 с ходом поршня 80 мм. Помимо увеличения диаметра цилиндров, можно увеличить ход поршня, тем самым форсировав мотор. Для рассматриваемых целей мотор оснащается коленвалом ВАЗ 21213 с ходом поршня 84 мм. Таким образом удастся поднять объём до 1,65 л (1646 куб. см.). К тому же такой коленчатый вал имеет восемь противовесов вместо четырёх, что положительно отражается на динамических характеристиках.
Таким образом удастся поднять объём до 1,65 л (1646 куб. см.). К тому же такой коленчатый вал имеет восемь противовесов вместо четырёх, что положительно отражается на динамических характеристиках.
Установка коленвала от ВАЗ 21213 на «шестёрку» позволяет увеличить ход поршня и повысить мощность мотора
Читайте больше об установке и ремонте коленвала: https://bumper.guru/klassicheskie-modeli-vaz/dvigatel/kolenval-vaz-2106.html
Доработка системы впуска и выпуска
Модернизацию головки блока цилиндров и коллекторов при желании может выполнить каждый, кто владеет «шестёркой» или другой классической моделью «Жигулей». Основная преследуемая цель — увеличение мощности. Достигается она путём снижения сопротивления при подаче топливно-воздушной смеси на впуске, т. е. удалением шероховатостей. Для проведения процедуры ГБЦ необходимо демонтировать с автомобиля и разобрать. После этого узел рекомендуется помыть. Для этих целей можно использовать современные средства или обычный керосин, солярку.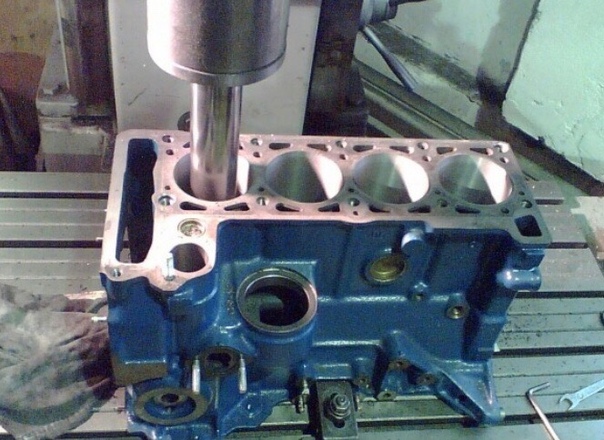
- дрель с возможностью регулировать обороты;
- сверло;
- гибкая штанга;
- шарошки;
- шкурки разной зернистости;
- ветошь;
- штангенциркуль;
- выпускной клапан и набор шайб для расточки более 32 мм;
- графитная смазка;
- тиски.
Впускной коллектор
Процедуру доработки впускного тракта лучше начинать с коллектора, по которому после будут растачиваться каналы в ГБЦ. Работу выполняем следующим образом:
- Зажимаем коллектор в тисках, на сверло или подходящую насадку наматываем тряпку, а сверху неё — наждачку зернистостью 60–80 внахлёст.
Для удобства работы коллектор устанавливаем в тиски
- Зажимаем сверло с наждачкой в дрель и вставляем в канал коллектора.
Сверло или другое подходящее приспособление обматываем наждачкой, помещаем в коллектор и растачиваем
- Проточив первые 5 см, замеряем диаметр выпускным клапаном.

Замер диаметра канала при помощи выпускного клапана
- Поскольку каналы коллектора выполнены с изгибом, для проточки необходимо использовать гибкую штангу либо топливный шланг, в который вставляем сверло или подходящее приспособление с наждачкой.
Для проточки каналов в местах изгибов можно использовать топливный шланг
- Обрабатываем коллектор со стороны установки карбюратора. После наждачки зернистостью 80 используем бумагу на 100 и проходим все каналы снова. Коллектор со стороны установки карбюратора также обрабатываем шарошками или наждачкой
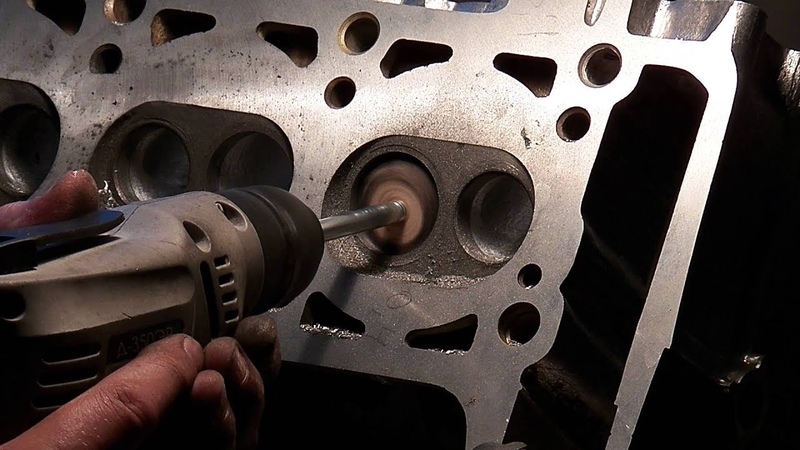
Доработка ГБЦ
Помимо впускного коллектора необходимо доработать каналы в самой головке блока, поскольку между коллектором и ГБЦ присутствует ступенька, препятствующая свободному прохождению топливно-воздушной смеси в цилиндры. На классических головках этот переход может достигать 3 мм. Доработка головки сводится к следующим действиям:
- Чтобы определить, где нужно снять часть металла, наносим смазку или пластилин на плоскость головки в местах прилегания коллектора.
 После этого будет чётко видно, где и сколько нужно сточить.
После этого будет чётко видно, где и сколько нужно сточить.После разметки каналов ГБЦ при помощи пластилина или смазки приступаем к удалению лишнего материала
- Сперва обрабатываем немного, чтобы вошёл клапан. Затем продвигаемся глубже и стачиваем направляющую втулку.
- После прохождения всех каналов полируем их со стороны сёдел клапанов. Эту процедуру выполняем аккуратно, чтобы не поцарапать сами сёдла. Для этих целей удобно использовать шарошку, зажатую в дрель. Кроме этого, нужно сделать так, чтобы к седлу канал немного расширялся.
Каналы полируем со стороны сёдел клапанов, делая их слегка на конус
- По окончании обработки должно получиться так, чтобы в канал свободно проходил клапан.
Подробнее о диагностике и ремонте ГБЦ: https://bumper.guru/klassicheskie-modeli-vaz/grm/poryadok-zatyazhki-golovki-bloka-cilindrov-vaz-2106.html
Помимо расточки каналов, ГБЦ можно доработать путём установки тюнингованного распредвала. Наиболее часто автовладельцы устанавливают вал от ВАЗ 21213, реже — спортивные элементы по типу «Эстонец» и ему подобные.
Наиболее часто автовладельцы устанавливают вал от ВАЗ 21213, реже — спортивные элементы по типу «Эстонец» и ему подобные.
Чтобы изменить фазы газораспределения на ВАЗ 2106 и улучшить работу мотора, устанавливают распредвал от ВАЗ 21213
Замена штатного распределительного вала даёт возможность изменить фазы газораспределения. В результате цилиндры мотора лучше наполняются горючей смесью, а также очищаются от отработавших газов, что повышает мощность силового агрегата. Распредвал меняется таким же образом, как и при обычном ремонте, т. е. каких-то специальных приспособлений не потребуется.
Видео: доработка ГБЦ и впускного коллектора
Выпускной коллектор
Суть доработки коллектора выпуска та же, что и на впуске. Разница заключается лишь в том, что канал нужно точить не более чем на 31 мм. Многие не уделяют выпускному коллектору внимание, поскольку он выполнен из чугуна и плохо поддаётся обработке, но это всё же возможно. Стоит учитывать, что канал коллектора должен быть чуть больше по диаметру, чем в головке. В самой ГБЦ шлифовку выполняем описанным выше способом, а втулки рекомендуется сточить на конус.
Многие не уделяют выпускному коллектору внимание, поскольку он выполнен из чугуна и плохо поддаётся обработке, но это всё же возможно. Стоит учитывать, что канал коллектора должен быть чуть больше по диаметру, чем в головке. В самой ГБЦ шлифовку выполняем описанным выше способом, а втулки рекомендуется сточить на конус.
Выпускной коллектор дорабатывают таким же образом, как и впускной
Система зажигания
При серьёзном подходе к доработке силового агрегата не обходится без установки бесконтактной системы зажигания (БСЗ) вместо традиционной контактной. БСЗ имеет ряд неоспоримых преимуществ:
- более мощная искра;
- точное размыкание цепи искрообразования;
- высокая надёжность и долговечность.
Оснащение ВАЗ 2106 бесконтактным зажиганием делает работу двигателя более стабильной, исключает необходимость периодической регулировки постоянно подгорающих контактов, поскольку в БСЗ их попросту нет. Вместо контактной группы используется датчик Холла.
- трамблёр;
- свечи зажигания;
- высоковольтные провода;
- катушка зажигания;
- коммутатор;
- проводка.
Комплект бесконтактного зажигания состоит из таких основных элементов, как трамблёр, катушка, провода, свечи и коммутатор
Узнайте больше о бесконтактной системе зажигания ВАЗ 2106: https://bumper.guru/klassicheskie-modeli-vaz/elektrooborudovanie/zazhiganie/elektronnoe-zazhiganie-na-vaz-2106.html
Последовательность действий по замене контактной системы зажигания на БСЗ такова:
- Демонтируем старые свечные провода и крышку распределителя зажигания. Устанавливаем путём вращения стартера бегунок трамблёра перпендикулярно оси автомобиля, чтобы он указывал на первый цилиндр двигателя.

Перед снятием старого распределителя бегунок устанавливаем в определённое положение
- На блоке двигателя в месте установки трамблёра ставим метку маркером, чтобы при установке нового распределителя хотя бы приблизительно выставить необходимый угол опережения зажигания.
Чтобы зажигание на новом распределителе было проще выставить, делаем метки на блоке
- Снимаем распределитель и меняем его на новый из комплекта, устанавливая бегунок в нужное положение, а сам трамблёр — по меткам на блоке.
Меняем старый трамблёр на новый, устанавливая бегунок в нужное положение
- Откручиваем гайки крепления проводки на катушке зажигания, а также крепление самой катушки, после чего заменяем деталь на новую.
Катушки зажигания меняем местами
- Монтируем коммутатор, например, возле левой фары. Клемму с чёрным проводом из пучка проводки подсоединяем на массу, а разъём вставляем в сам коммутатор.
Коммутатор устанавливаем возле левой фары
- Ответную часть проводки вставляем в трамблёр.

- Оставшиеся два провода подсоединяем к катушке. К контактам новой катушки также подключаются провода, которые были сняты со старого элемента. В результате должно получиться так, что на контакте «Б» будут зелёный и синий с полоской, а на контакте «К» — коричневый и сиреневый провода.
Провода к катушке подключаем согласно инструкции
- Меняем свечи зажигания.
- Устанавливаем крышку распределителя и подключаем новые провода согласно номерам цилиндров.
После установки БСЗ потребуется подкорректировать зажигание во время движения автомобиля.
Карбюратор
На ВАЗ 2106 наиболее часто использовался карбюратор «Озон». В качестве доработки силового агрегата многие автовладельцы оснащают его иным устройством — ДААЗ-21053 («Солекс»). Этот узел отличается экономичностью и обеспечивает лучшую динамику автомобиля. Для того чтобы мотор развивал максимальную мощность, вместо одного карбюратора иногда устанавливают два. Таким образом, удаётся добиться более равномерной подачи смеси из топлива и воздуха в цилиндры, что сказывается на увеличении крутящего момента и повышении мощности силовой установки.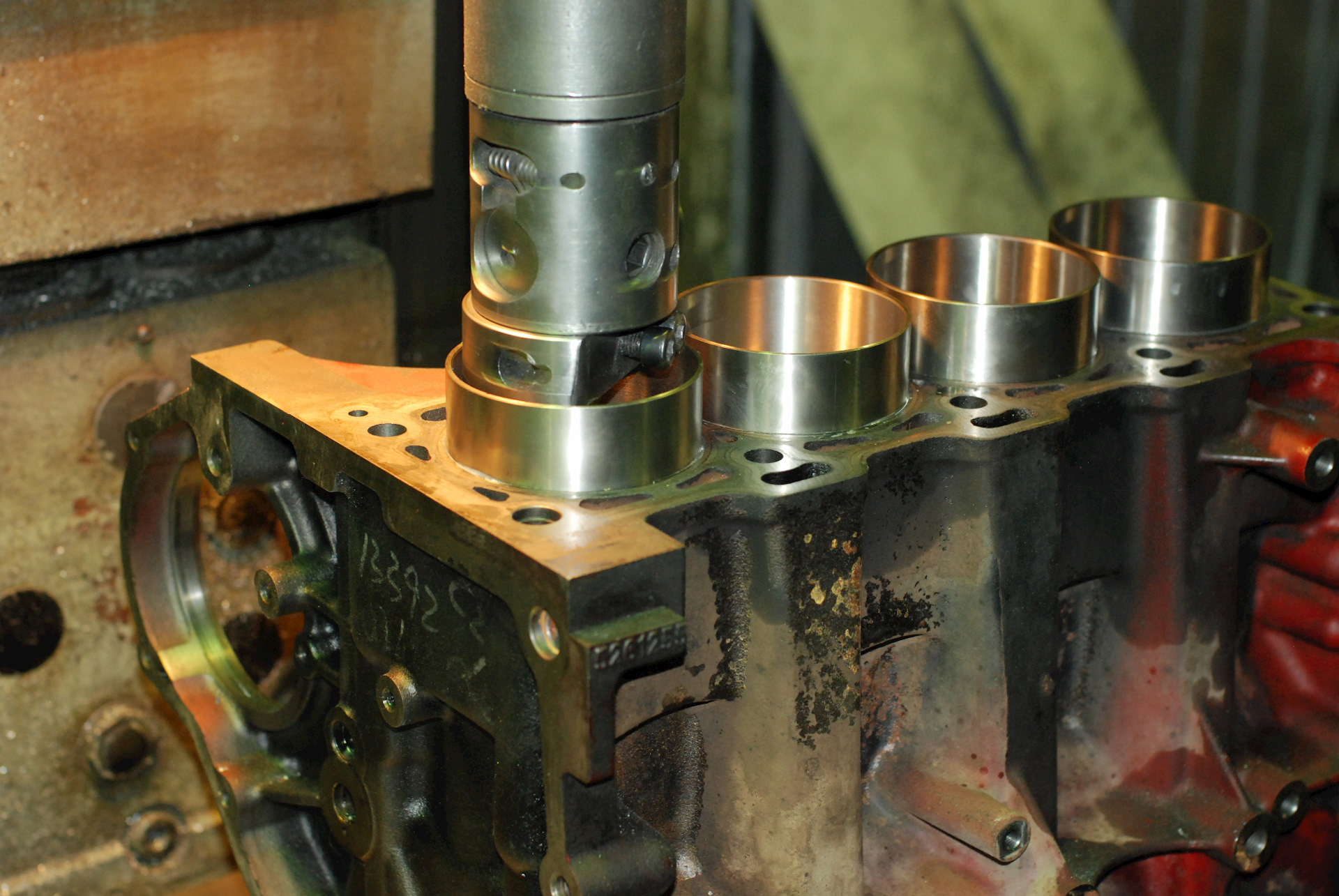 Основными элементами и узлами для такого переоборудования являются:
Основными элементами и узлами для такого переоборудования являются:
- два карбюратора «Солекс» или «Озон»;
- пара впускных коллекторов от «Оки»;
- шланги, тройники, элементы управления дроссельными заслонками.
Установка на ВАЗ 2106 двух карбюраторов обеспечивает лучшую динамику автомобиля
Вся работа сводится к демонтажу штатного впускного коллектора и установке двух новых, при этом последние подгоняют, чтобы они плотно прилегали к головке блока. Доработка коллекторов заключается в удалении выступающих частей при помощи шарошки. После этого монтируют карбюраторы и выполняют одинаковую регулировку, т. е. выкручивают регулировочные винты на одно и то же количество оборотов. Для одновременного открытия заслонок в обоих карбюраторах изготавливают кронштейн, который будет соединяться с педалью акселератора.
Компрессор или турбина на «шестёрку»
Увеличить мощность двигателя можно путём установки компрессора или турбины, но для начала нужно разобраться, что для этого потребуется. Прежде всего, нужно понять, что на карбюраторный мотор в силу его конструктивных особенностей турбину установить можно, но довольно проблематично. Нюансы заключаются как в больших материальных, так и временных затратах. Наиболее важными моментами, над которыми придётся задуматься при оснащении автомобиля турбиной, являются:
Прежде всего, нужно понять, что на карбюраторный мотор в силу его конструктивных особенностей турбину установить можно, но довольно проблематично. Нюансы заключаются как в больших материальных, так и временных затратах. Наиболее важными моментами, над которыми придётся задуматься при оснащении автомобиля турбиной, являются:
- Обязательная установка интеркуллера. Эта деталь представляет своего рода радиатор, только в нём охлаждается воздух. Поскольку турбина создаёт высокое давление и воздух нагревается, его необходимо охлаждать для получения эффекта от установки. Если интеркуллер не использовать, эффект будет, но гораздо меньше.
При оснащении машины турбиной потребуется также установка интеркуллера
- Оснащение карбюраторного мотора турбиной — мероприятие опасное. По опыту автовладельцев, которые занимаются подобными доработками, выпускной коллектор может «бабахнуть», что и капот отлетит. Поскольку на инжекторном моторе впуск имеет иной принцип, то турбина для этого двигателя является более предпочтительным вариантом, хоть и дорогостоящим.

- Исходя из второго пункта, вытекает третий — потребуется переделка двигателя в инжекторный или установка такового.
Установка на автомобиль турбонагнетателя требует больших финансовых вложений
Если вы не настолько заядлый автогонщик, то стоит смотреть в сторону компрессора, который имеет следующие отличия от турбины:
- Не развивает высокое давление.
- Нет необходимости в установке интеркуллера.
- Можно оснастить ВАЗовский карбюраторный мотор.
Для оснащения ВАЗ 2106 рассматриваемым узлом потребуется компрессор-кит — комплект, в который входит всё необходимое для переоборудования мотора (патрубки, крепёжные элементы, нагнетатель и др.).
Комплект компрессора для «классики» состоит из нагнетателя и необходимых комплектующих для установки
Устанавливается изделие согласно инструкции производителя.
Видео: установка компрессора на примере «пятёрки»
16-клапанный двигатель на ВАЗ 2106
Один из вариантов тюнинга «шестёрки» — замена 8-клапанного двигателя на 16-клапанный, например, от ВАЗ 2112. Однако весь процесс не заканчивается на банальной замене моторов. Предстоит довольно серьёзная, кропотливая и недешёвая работа. Основными этапами такого рода доработок являются:
Однако весь процесс не заканчивается на банальной замене моторов. Предстоит довольно серьёзная, кропотливая и недешёвая работа. Основными этапами такого рода доработок являются:
- Для 16-клапанного двигателя устанавливаем инжекторную систему питания.
- Подгоняем крепление на подушках двигателя (используются классические опоры).
- На маховике меняем венец, для чего сбиваем старый, а на его место насаживаем деталь от ВАЗ 2101 с предварительным нагревом. Затем со стороны двигателя на маховике стачиваем буртик (придётся обратиться к токарю). Это необходимо для того, чтобы стартер стал на своё место. По окончании работ с маховиком выполняем его балансировку.
Маховик дорабатываем путём установки венца от ВАЗ 2101
- На коленвал 16-клапанного мотора врезаем подшипник от коленчатого вала ВАЗ 2101, поскольку этот элемент является опорой для первичного вала КПП. Без замены подшипник довольно быстро выйдет из строя.
На коленчатом валу необходимо заменить подшипник на «копеечный»
- Поддон также подвергаем доработке: заминаем рёбра жёсткости с правой стороны, чтобы двигатель не упирался в балку.

Поддон нуждается в подгонке, чтобы он не упирался в балку
- Подгоняем моторный щит под новый блок при помощи молотка и кувалды.
Моторный щит необходимо подрихтовать, чтобы новый двигатель становился нормально и не упирался в кузов
- Сцепление устанавливаем от ВАЗ 2112 через переходник с выжимным подшипником от «десятки». Вилка с рабочим цилиндром сцепления остаются родные.
- Систему охлаждения устанавливаем на своё усмотрение, поскольку её всё равно нужно видоизменять. Радиатор можно поставить, например, от ВАЗ 2110 с подбором соответствующих патрубков от ВАЗ 2121 и 2108, термостат — от «копейки».
При установке 16-клапанного мотора придётся установить иную конструкцию системы охлаждения
- По системе выпуска переделываем штатный выпускной коллектор либо изготавливаем выпуск с нуля.
- Устанавливаем навеску, подключаем проводку.
После установки двигателя монтируем навеску и подключаем проводку
Из перечисленных пунктов по установке 16-клапанного агрегата можно понять и предварительно оценить свои возможности как в финансовом, так и в техническом плане. При отсутствии необходимых комплектующих и знаний придётся обращаться за посторонней помощью и «вливать» в такой вид хобби дополнительные средства.
При отсутствии необходимых комплектующих и знаний придётся обращаться за посторонней помощью и «вливать» в такой вид хобби дополнительные средства.
Видео: установка 16-клапанного мотора на «классику»
Двигатель «шестёрки» хорошо поддаётся форсированию, причём необязательно быть специалистом с большим опытом для увеличения объёма агрегата. Постепенно совершенствуя свою машину, в итоге можно получить довольно «бодрый» автомобиль, который позволит чувствовать себя увереннее на дороге.
| Работы по блоку цилиндров | Цена | ||
|---|---|---|---|
| Расточка и хонингование | ВАЗ 2101 -2112 | 3500 | |
| ГАЗ 406, ГАЗ-405, ГАЗ-409 | 3500 | ||
| иномарка, в том числе через ремонт | (за цилиндр) | 1250 | |
| иномарка (алюсил) | (за цилиндр) | 6500 | |
| мото | (за цилиндр) | 2000 | |
| Дохонинговка (восстановление сетки хона) | 50% | ||
| Гильзовка и хонингование блока цилиндров (со стоимостью гильзы) | ВАЗ, Таврия, «Ока» | 2500 | |
| ГАЗ 406, ГАЗ-405, ГАЗ-409 | 2500 | ||
| УАЗ (в 100мм) | 4500 | ||
| иномарка (чугун) гильза чугун | (за цилиндр) | 5000 | |
| иномарка (алюминий} гильза чугун | (за цилиндр) | 5000 | |
| иномарка V-образный (чугун) гильза чугун | (за цилиндр) | 6000 | |
| иномарка V-образный (алюминий) гильза чугун | (за цилиндр) | 6000 | |
Гильзовка cummins Газель 4 цилиндра (под ключ) | за блок | 16000 | |
| Ра6ота по 1 цилиндру или съем более 1 мм | +20% | ||
| Дополнительные у слуги по блоку цилиндров | |||
| Замена вкладышей ВПМН | ВАЗ 2101 -2107/ ГАЗ 406 (без стоимости материала) | 1000/2000 | |
| Иномарка | (за опору) | 1500 | |
| Перепрессовка поршней | ВАЗ, ОКА | (за единицу) | 250 |
| Иномарка | (за единицу) | 600 | |
| Шлифовка ВПМН в ремонтный размер | ВАЗ 2101-2107 | 600 | |
| в ремонтный размер | ГАЗ-406 | 1200 | |
| Шлифовка коленвалов | |||
| Шлифовка коленвала | Отечественные | 3500 | |
| ГАЗ | 3500 | ||
| «Ока» | 1750 | ||
| иномарка (3 -4 цилиндра) | 5300 | ||
| иномарка (5-6 цилиндров) | 7300 | ||
| иномарка (8 цилиндров) | 8ЗОО | ||
| Шлифовка только (шатунных или коренных) шеек | -40% | ||
| Шлифовка коленвала с сохранением галтелей | +50% | ||
| Шлифовка коленвала с узкими шейками (менее 20 мм) | +50% | ||
| Дополнительные у слуги по коленвалу | |||
| Полировка коленвала | отечественные | (за вал) | 1000 |
| иномарка | (за шейку) | 200 | |
| Рихтовка коленвала | отечественного | 600 | |
| прогиб до 0,4 мм | иномарка | 1300 | |
| прогиб более 0,4 мм (без гарантии) | иномарка | 1300 | |
| Обработка поверхности под упорные полукольца | 1200 | ||
| Снятие и установка заглушек, чистка каналов | ВАЗ, ГАЗ | 1000 | |
| Балансировка коленвалов в сборе | ВАЗ | 1ВОО | |
| ГАЗ | 1300 | ||
| Иномарка | 2300 | ||
| Восстановление маслосгонной накатки | ГАЗ | 700 | |
| иномарка | 1000 | ||
| Работа по ГБЦ | |||
| Головки блока цилиндров | ВАЗ, Москвич, ГАЗ, Таврия, Ока | (за деталь) | 1000 500 |
| ВАЗ, Москвич, ГАЗ, Таврия, Ока (шлифовка) | (за деталь) | 1000 | |
| иномарка (фрезеровка) | (за цилиндр) | 500 | |
| иномарка (шлифовка) | (за цилиндр) | 500 | |
| не параллельные плоскости | 650 | ||
| Блока цилиндров | отечественные / Ока | (за деталь) | 1500/800 |
| иномарка | (за цилиндр) | 750 | |
ВАЗ 2101-21033. Таврия Таврия | (за деталь) | ||
| Ока | (за деталь) | ||
| ГА3-402, АЗЛК | (за деталь) | ||
| ГАЗ-406, ВАЗ 2112 | (за деталь) | ||
| Сборка ГБЦ, регулировка зазоров | ВАЗ 2108-21083 | (за деталь) | 2500 |
| Рассухарить клапана | ВАЗ, ГАЗ-402, ГАЗ-406, АЗЛК, Ока, Таврил | (за единицу) | 50 |
| Иномарка, Мото | (за единицу) | 50 | |
| Засухарить клапана | ВАЗ, ГАЗ-402, ГАЗ-406, АЗЛК, Ока, Таврил | (за единицу) | 50 |
| Иномарка, Мото | (за единицу) | 50 | |
| Замена маслосъемных колпачков | ВАЗ, ГАЗ-402, ГАЗ-406, АЗЛК, Ока, Таврил | (за единицу) | 100 |
| Иномарка, Мото | (за единицу) | 100 | |
| Замена направляющих втулок клапанов | В АЗ 21 01-21083, Ока, Таврил | (за единицу) | 100 |
| ВАЗ 2112; ГАЗ-402, ГАЗ-406, АЗЛК | (за единицу) | 100 | |
| Иномарка и Мото (в том числе разворачивание отверстий под ремонтные клапана) | (за единицу) | 250 | |
| Правка седел | ВАЗ. ГАЗ-406, Ока, Таврия ГАЗ-406, Ока, Таврия | (за единицу) | 100 |
| ГАЗ 402, АЗЛК | (за единицу) | 100 | |
| Иномарка, Мото | (за единицу) | 250 | |
| Работа по одному клапану | (за единицу) | + 50% | |
| Правка рабочей фаски старого клапана, чистка | ВАЗ. ГАЗ-402, ГАЗ-406, АЗЛК, Ока, Таврил | (за единицу) | 200 |
| Иномарка. Мото | (за единицу) | 200 | |
| Притирка клапана | ВАЗ, ГАЗ-402, ГА3-406, АЗЛК, Ока, Таврил | (за единицу) | 100 |
| Иномарка и Мото. Правка старого клапана перед притиркой обязательна!!! | (за единицу) | 100 | |
| Замена седла с изготовлением седла | Отечественные автомобили | (за единицу) | 1500 |
| Иномарка, Мото | (за единицу) | 2000 | |
| Замер клапанного механизма (Отечественные автомобили) | (за единицу) | 50 | |
| Замер клапанного механизма (Иномарка) | 75 | ||
| Расточка постели коленвала | |||
| Отечественные автомобили | (за единицу) | 6000 | |
| Иномарки | (за единицу) | 3000 | |
| Ремонт постели распредвала | |||
| ГА3-402 мотор | (за цилиндр) | 7000 | |
| Иномарка | (за единицу) | 3000 | |
| Длина вала более 600 мм | +25% | ||
| Ремонт шатунов | |||
| Ремонт НГШ | Иномарка | (за шатун) | 2500 |
| Ремонт ВГШ (без стоимости материалов) | Иномарка | (за шатун) | 2500 |
| Работа по одному шатуну | +20% | ||
| Опрессовка | |||
| Блок цилиндров | Отечественные автомобили | (за блок) | 2000 |
| Иномарки, в том числе V-образные | (за цилиндр) | 900 | |
| Головка блока цилиндров | Отечественные автомобили | (за головку) | 1000 |
| Иномарки / не параллельные плоскости | (за цилиндр) | 500/650 | |
Что такое расточка блока цилиндров и для чего она необходима?
Во время работы двигателя, несмотря на кажущуюся легкость работы, он и все его детали, такие как цилиндры, поршни, коленвал, распредвал и клапана, испытывают невероятные нагрузки. Особенно тяжелые нагрузки двигатель получает во время работы в сложных условиях (высокая температура воздуха, большой груз, движение под горку).
Особенно тяжелые нагрузки двигатель получает во время работы в сложных условиях (высокая температура воздуха, большой груз, движение под горку).
Поршни двигателя трутся о стенки цилиндров, из-за чего происходит постоянный износ деталей. Следует отметить тот факт, что износ не всегда равномерный, в итоге цилиндр постепенно теряет первоначальную форму. Визуально этого не видно, однако технические изменения, а также изменения производительности — сложно не заметить. Чтобы подтвердить или опровергнуть предположение о деформации цилиндров или поршней необходимы специальные измерительные приборы.
Многие ошибочно полагают, что поршень движется по идеально ровной траектории, однако на самом деле это не так. От степени отклонения от этой траектории зависит степень износа цилиндров и поршней. Нарушение траектории движения поршней происходит по нескольким причинам, одной из главных является проблема так называемой соосности, а также неперпендикулярности положения сопряженных деталей. Кроме того, преждевременный износ поршней и цилиндров происходит из-за через чур больших допусков в размерах, за счет чего поршень имеет возможность двигаться не только по оси цилиндра, но и с отклонением по горизонтали. Все это в итоге приводит к неравномерному износу цилиндра, он теряет форму, а его профиль из идеально круглого превращается в эллипсовидный.
Все это в итоге приводит к неравномерному износу цилиндра, он теряет форму, а его профиль из идеально круглого превращается в эллипсовидный.
Кроме износа, который меняет форму цилиндров, на них воздействует высокая температура и продукты сгорания, способные разрушать стенки цилиндра или отлагаться нагаром на его поверхности и на поверхности поршней. Не стоит думать, что замена поршня решит проблему, и, что с новым все будет в порядке. Нет, к сожалению, этого не произойдет. Дело в том, что новый поршень имеет идеальную геометрию, в то время как геометрия цилиндра уже нарушена, поэтому замена поршня не решит проблему. Как вы уже, наверное, догадались, для того чтобы исправить ситуацию необходимо убрать «эллипс» в цилиндрах, делается это при помощи процедуры, которая называется – расточка блока цилиндров.
Что такое расточка блока цилиндров и для чего она нужна?
Цилиндры растачивают в случае их износа, как вы уже знаете далеко не все цилиндры изнашиваются равномерно. Чтобы установить степень износа цилиндра специалисты используют специальную систему оценки, которая сводится к двум размерным параметрам цилиндра.
Чтобы установить степень износа цилиндра специалисты используют специальную систему оценки, которая сводится к двум размерным параметрам цилиндра.
- Изменение первоначальных размеров на 0,05 мм в верхней мертвой точке, верхнего поршневого кольца, а не самого поршня.
- Изменение размера на 0,03 мм в точке контакта юбки поршня и стенки цилиндра.
То есть, в случае изменения параметров до таких величин — делаем вывод о необходимости немедленного ремонта. Хуже этой ситуации может быть разве что возникновение дефекта в виде ступеньки в верхней части цилиндра, именно по вине этой ступеньки разбиваются поршневые кольца, и посадочные места под поршневые кольца. Все это сопровождается весьма ощутимыми ударами, а сам мотор начинает работать с сильной вибрацией. Возникшая эллипсность не позволяет поршневым кольцам как следует прилегать к стенкам цилиндра. Такое явление чревато другой неприятностью, из-за неплотного прилегания выхлопные газы «попрут» из цилиндра в картер, нарушится компрессия в двигателе и возникнет эффект, который называют в народе «двигатель жрет масло». В итоге кольца от постоянных ударов просто развалятся на мелкие части, которые окончательно поцарапают стенки цилиндра, в итоге уже никакая расточка и никакой капремонт не спасет этот двигатель.
В итоге кольца от постоянных ударов просто развалятся на мелкие части, которые окончательно поцарапают стенки цилиндра, в итоге уже никакая расточка и никакой капремонт не спасет этот двигатель.
Расточка блока цилиндров позволяет восстановить геометрию цилиндров, а также нормальное положение сопряженных деталей по отношению друг к другу. Добиться лишь правильной геометрии цилиндра недостаточно, для того чтобы восстановить правильную соосность и оптимальное расположение всех деталей относительно поверхности, цилиндры как и раньше будут разбиваться в процессе работы двигателя. Избыточное трение и напряжение, возникающее при отсутствии соосности, будет разрушать другие зависимые узлы, которые относятся к поршневой группе. Возникнут дополнительные нагрузки на все движущиеся элементы, которые участвуют в процессе работы двигателя, возможны изгибы, трещины, деформация.
Как растачивается блок цилиндров?
Расточка двигателя или восстановление необходимого зазора между поршнями и стенками цилиндра сложная операция, однако не настолько как может показаться на первый взгляд. Зазор образуется сам собой, после того как выполняется проточка на вертикально-расточном станке, качество работы и правильность расточки напрямую зависят от оборудования и мастерства того, кто выполняет эту работу. С технологической точки зрения это не сложная операция.
Зазор образуется сам собой, после того как выполняется проточка на вертикально-расточном станке, качество работы и правильность расточки напрямую зависят от оборудования и мастерства того, кто выполняет эту работу. С технологической точки зрения это не сложная операция.Другое дело — восстановление правильной формы цилиндра, это более сложная операция. Это объясняется тем, что выработка внутренней части цилиндра может произойти где угодно. Перед расточкой выполняется ряд измерений с использованием микрометрических стрелочных приборов. С их помощью мастер делает заключение о необходимых работах, сложности и целесообразности протачивания цилиндра(ов).
Посредством расточки двигателя убирается не только «эллипс», но и конусность цилиндров. Нормой считается значение не превышающее 0,01 мм. по всей длине цилиндра. Выполнение такого рода операций требует высокой точности, что предусматривает использование исключительно специальных высокоточных расточных станков, у которых точность составляет чуть меньше 0,01 мм. Не меньше требований во время проточки предъявляют к чистоте рабочих поверхностей, чем чище поверхность будет обработана во время расточки, тем меньше потребуется времени на притирку новых деталей друг к другу. Недостаток чистоты приведет к возникновению проблем с преждевременным износом поршневых колец, увеличению расхода топлива и масла. Кроме того, из-за увеличения трения, в сущности при обкатке двигателя после капремонта и расточки блока, в масле образуется большая концентрация металлической пыли и стружки, которая также крайне вредна и нежелательна.
Не меньше требований во время проточки предъявляют к чистоте рабочих поверхностей, чем чище поверхность будет обработана во время расточки, тем меньше потребуется времени на притирку новых деталей друг к другу. Недостаток чистоты приведет к возникновению проблем с преждевременным износом поршневых колец, увеличению расхода топлива и масла. Кроме того, из-за увеличения трения, в сущности при обкатке двигателя после капремонта и расточки блока, в масле образуется большая концентрация металлической пыли и стружки, которая также крайне вредна и нежелательна.
Расточка блока цилиндров видео:
https://vaz-remont.ru/  что это дает, какие нужны инструменты и пошаговая инструкция как расточить в домашних условиях (фото и видео)
ГБЦ является основным узлом автомобильного двигателя и как любой другой агрегат нуждается в периодическом обслуживании.
Одним из этапов ТО является расточка блока цилиндров.
Содержание
[ Раскрыть]
[ Скрыть]
Зачем растачивать блок цилиндров?
Расточка блока представляет собой специальный процесс, посредством которого можно восстановить геометрию цилиндров двигателя машины.
Растачивать блок цилиндров необходимо по ряду причин:
- Благодаря выполнению этой процедуры восстанавливается естественное положение сопряженных компонентов силового агрегата относительно друг друга.
- Для возобновления оптимальной сносности и правильного расположения компонентов относительно поверхности одной только геометрии цилиндра недостаточно. Последние будут так же разбиваться при функционировании силового агрегата.
- В результате повышенного трения и напряжения, которое появляется при недостатке сносности, прочие зависимые узлы продолжат разрушаться. Это приведет к образованию дополнительных нагрузок на все движущиеся детали ДВС, участвующие в работе агрегата.
 В итоге на устройствах образуются трещины и изгибы, агрегат будет деформирован.
В итоге на устройствах образуются трещины и изгибы, агрегат будет деформирован. - Также процедура расточки или хонингования часто выполняется для увеличения параметра мощности мотора. Хотя стенки цилиндров ДВС изготовляются из высокопрочной стали, этот материал имеет свойство износа при функционировании поршней. Форма цилиндров в итоге становится более овальной, чем круглой, что приводит к прилеганию колец поршней.
- В результате из-за детонации горючей смеси отработанные газы поступают в картер двигателя вместе со смесью. Это приводит к снижению общего параметра мощности ДВС и силовой агрегат начинает потреблять моторную жидкость.
Интервал проведения расточки
Тот факт, что в последнее время процедура расточки выполняется реже, чем 30 лет назад, состоит в высоких технологиях. В то время было проблематично найти качественное масло или антифриз для двигателя. Поэтому процедура капитального ремонта агрегата и расточки могла выполняться уже через 50-60 тысяч км пробега.
Сегодня, благодаря использованию присадок и добавок в жидкостях различными производителями износ агрегата может произойти через 200 тысяч км пробега. Сама процедура хонингования с целью тюнинга либо ремонта выполняется на специальных станках, где устройства стачиваются. Затем на силовой агрегат монтируются новые поршни, обладающие большим размером, что позволяет увеличить ресурс эксплуатации ДВС.
Артем Крупин подробно рассказал о целях, которые преследует распил каналов головки БЦ мотора.
Инструкция по расточке блока цилиндров
В домашних условиях сделать расточку на классике или другом автомобиле с двигателем 8 или 16 клапанов проблематично. Для этого потребуется много времени, поскольку процесс требует высокой точности.
Инструменты
Чтобы расточить блок цилиндров своими руками, потребуется:
- Расточный станок.
 Позволить себе такое оборудование может не каждое СТО, соответственно, покупать его для собственных нужд нецелесообразно с финансовой точки зрения. Можно взять станок в аренду.
Позволить себе такое оборудование может не каждое СТО, соответственно, покупать его для собственных нужд нецелесообразно с финансовой точки зрения. Можно взять станок в аренду. - Наждачная бумага. Потребуется наждачка разной плотности, от мелкозернистой до более крупной.
- Шарошки.
- Дрель.
- Слесарный инструмент — комплект отверток, гаечных ключей и т. д.
- Патрубок. Размер шланга должен быть меньше по сравнению с расточенным каналом.
- Штангенциркуль.
Процесс расточки
Расточку нельзя выполнить на машине, поэтому силовой агрегат надо демонтировать.
Процедура расточки блока цилиндров состоит из нескольких этапов:
- Производится слив расходных материалов из силового агрегата. Под днищем машины надо найти сливную пробку, под нее подставляется старая емкость, в которую будет происходить слив рабочей жидкости. Откручивается пробка слива моторного масла, причем придется подождать не менее 30 минут, чтобы вещество полностью вышло.
 Аналогично выполняется слив хладагента из охладительной системы мотора.
Аналогично выполняется слив хладагента из охладительной системы мотора. - После слива жидкостей производится разбор силового агрегата. Потребителю надо демонтировать свечи зажигания, отключить все провода и патрубки от мотора. Производится отсоединение контактов от датчиков, снимаются крепления мотора, при необходимости под двигатель подставляются упоры. Процедура объемная, на нее потребуется время. После разбора основных узлов выполняется демонтаж самого блока.
- Следующим этапом будет установка ГБЦ на станину станка, который будет использоваться для расточки. Правильная фиксация по уровню дает лучший результат, поэтому головку надо оптимально зафиксировать.
- Если процедура ремонта выполняется из-за овализации каналов, то перед выполнением задачи производится замер всех измерений посредством использования микрометрических устройств. Это делается для определения степени износа. После замеров можно понять, с какой стороны и сколько мм стали надо снимать.
- Затем начинаются ремонтные работы по расточке.
 Выполнить их правильно самостоятельно невозможно, в частности если процедура выполняется автовладельцем впервые. У мастера должна быть квалификация. В случае когда станок не в состоянии выдержать необходимый размер, добиться оптимального результата будет проблематично. Это может в целом отразиться на работе ГБЦ мотора.
Выполнить их правильно самостоятельно невозможно, в частности если процедура выполняется автовладельцем впервые. У мастера должна быть квалификация. В случае когда станок не в состоянии выдержать необходимый размер, добиться оптимального результата будет проблематично. Это может в целом отразиться на работе ГБЦ мотора. - Если процедура расточки выполнена, то производится хонингование внутренних поверхностей цилиндров.
- Следующий этап — проверка выполненных действий. Производятся замеры с помощью измерительных приборов, диаметр отверстий должен быть идентичным. Выполняется сборка силового агрегата в обратной последовательности, двигатель устанавливается на машину. Производится заправка мотора расходными веществами.
Хонингование блока цилиндров
Отдельно следует рассказать об особенностях хонингования ГБЦ:
- Процедура выполняется в два этапа. На первом используется инструмент для шлифовки рабочих поверхностей, обладающий крупнозернистым абразивом.
 Этот этап представляет собой черновую обработку поверхности, при котором удаляется дефектный слой металла. Надо добиться выравнивания цилиндрических гильз и их оптимальной формы, избавиться от крупных шероховатостей. Для выполнения задачи используются алмазные хонбруски, изготовленные на медной основе.
Этот этап представляет собой черновую обработку поверхности, при котором удаляется дефектный слой металла. Надо добиться выравнивания цилиндрических гильз и их оптимальной формы, избавиться от крупных шероховатостей. Для выполнения задачи используются алмазные хонбруски, изготовленные на медной основе. - Процедура чернового хонингования выполняется с обработкой поверхностей смазочно-охлаждающими расходными материалами. Это делается для того, чтобы полностью убрать из поверхности, куда наносится хон, остатки абразива, а также механические частицы.
- Затем производится финишная шлифовка, для чего потребуется мелкий абразив. Он позволит произвести задачу с повышенной точностью. Чтобы гладкость гильз цилиндров была высокой, можно дополнительно обработать поверхность абразивной пастой.
- Следующим этапом будет выполнение дополнительного кварцевания. Эта процедура не предназначена для расточки, она выполняется с целью прочистки поверхности от следов абразивов и его остатков.
 Если ГБЦ выполнена из чугуна, то кварцевание обеспечит возможность открытия графитовых зерен. В случае с чугунными агрегатами это дает возможность удалить трение и снизить механические потери, а также предотвратить быстрый износ ДВС. Кварцевание выполняется с использованием специальных щеток, в основе которых используются нейлоновые нити и кристаллы.
Если ГБЦ выполнена из чугуна, то кварцевание обеспечит возможность открытия графитовых зерен. В случае с чугунными агрегатами это дает возможность удалить трение и снизить механические потери, а также предотвратить быстрый износ ДВС. Кварцевание выполняется с использованием специальных щеток, в основе которых используются нейлоновые нити и кристаллы. - Когда последний этап хонингования завершен, выполняется промывка силового агрегата от остатков металлической стружки и пыли.
SashaDalkevich рассказал о выполнении хонинговки цилиндров ДВС и ошибках, которые нельзя допускать.
Шлифовка головки
Для выполнения шлифовки потребуется:
- точильный камень или отрезной диск;
- металлическая линейка;
- набор щупов.
Процедура выполняется в несколько этапов:
- С помощью линейки и щупов и линейки выполняется диагностика степени неровности.
 Сама линейка устанавливается на ребре поверхности головки, после чего пропускается нужный щуп и производится замер неровности и зазора. Эти действия позволят определить дефект и нужную степень шлифовки. Наибольшая величина искривления поверхности будет в месте, где прогорает прокладка ГБЦ.
Сама линейка устанавливается на ребре поверхности головки, после чего пропускается нужный щуп и производится замер неровности и зазора. Эти действия позволят определить дефект и нужную степень шлифовки. Наибольшая величина искривления поверхности будет в месте, где прогорает прокладка ГБЦ. - Затем надо определить возможные трещины на поверхности. Поверхность головки обрабатывается слоем медленно сохнущей краски, которая спустя определенное время убирается. Это позволит определить дефекты, а при их отсутствии выполняется шлифовка. Однако, определить трещины можно только сверху. Для диагностики дефектов внутри самого блока потребуется специализированное приспособление, с помощью которого выполняется нагрев ГБЦ. Если головка имеет дефекты, то на ее поверхности покажутся пузырьки, это обусловлено наличием давления.
- Производится демонтаж устройства с двигателя. Для выполнения шлифовки потребуется отрезной диск либо точильный камень. При выполнении задачи следует протереть клапаны и произвести замену их сальников (это рекомендуется сделать сразу).
 Протирка позволит увеличить мощность силового агрегата. Новые клапаны устанавливать необязательно, если состояние старых элементов оценится как высокое.
Протирка позволит увеличить мощность силового агрегата. Новые клапаны устанавливать необязательно, если состояние старых элементов оценится как высокое. - Производится очистка поверхности ГБЦ от остатков прокладки, для этого применяется канцелярский или обычный нож.
- Диск устанавливается на ГБЦ, он проводится несколько раз по поверхности. Можно использовать точильный камень, но эта процедура выполняется дольше. При шлифовке обязательно надо узнать максимально возможную величину глубины, иначе может возрасти степень сжатия и поменяется межцентровое расстояние. При выполнении шлифовки движения по поверхности ГБЦ будут плавными, желательно, чтобы они были в виде нуля или восьмерки. Обработка поверхности выполняется до момента, пока с нее не будут удалены все неровности.
- В конечном итоге владелец машины должен добиться максимально зеркальной поверхности ГБЦ, что позволит обеспечить оптимальное уплотнение. После шлифовки ГБЦ устанавливается на место.
Перед выполнением шлифовки ознакомьтесь с техническим руководством к машине, в нем производитель может указать максимально возможную глубину шлифовки.
Каналом KV Avtoservis представлен процесс самостоятельной шлифовки ГБЦ автомобиля в условиях гаража.
Зачем растачивать каналы в ГБЦ?
Процедура расточки каналов выполняется с целью повышения параметра мощности силового агрегата на повышенных оборотах. При необходимости проведения тюнинга процедура выполняется так же, только владельцу машины надо выбрать величину стачивания цилиндров. В данном случае необходимости удалить овальные формы на ГБЦ нет. После расточки и монтажа поршней больших габаритов можно достичь увеличения параметра мощности.
Чем больше будет размер поршня, тем больше горючей смеси может попасть в мотор. Соответственно, чем больше горючего сгорит при функционировании ДВС, тем большей будет величина давления при возгорании смеси. Это становится причиной повышения параметра мощности.
Процесс растачивания каналов головки
Для выполнения задачи по расточке каналов потребуется шаровой фрез. Диаметр фрезы должен соответствовать необходимому размеру расточки. Это может быть 29, 31 либо 32 мм. Перед созданием геометрии каналов учтите, что в итоге она должна соответствовать геометрии обработанных коллекторов. Для соблюдения этого условия важно состыковать трубопровод с головкой и в соответствии с полученными следами задать нужную геометрию методом расточки. Чтобы добиться отчетливой метки применяется пластилин либо солидол, этими веществами выполняется обработка торцевой части головки.
Диаметр фрезы должен соответствовать необходимому размеру расточки. Это может быть 29, 31 либо 32 мм. Перед созданием геометрии каналов учтите, что в итоге она должна соответствовать геометрии обработанных коллекторов. Для соблюдения этого условия важно состыковать трубопровод с головкой и в соответствии с полученными следами задать нужную геометрию методом расточки. Чтобы добиться отчетливой метки применяется пластилин либо солидол, этими веществами выполняется обработка торцевой части головки.
Процедура расточки каналов выполняется до достижения таких диаметров:
- размер впускного канала головки должен составить 3,1-3,2 см;
- диаметр выпускного канала будет 2,9 см.
Процесс растачивания состоит из следующих шагов:
- Производится доработка головки. Увеличивается размер, а также геометрия, если требуется. Методом замеров выполняется определение необходимого диаметра закруглений.
- Выполняется модернизация клапанных седел. С этих компонентов удаляются острые кромки, поскольку при открытии клапанов из-за них образуется высокое сопротивление.

- Производится совмещение отверстий со стороны впускного коллектора с каналами головки. С помощью фрезы надо расточить отверстие до втулки. Если останутся несостыковки, это станет причиной торможения горючей смеси.
- Выполняется растачивание со стороны камеры сгорания. Надо удостовериться в том, что седла для новых клапанов вмонтированы.
- Производится растачивание геометрии посредством шарошек, для этого применяются элементы разных размеров.
- Завершающим этапом будет шлифование каналов. Процедура выполняется до момента, пока поверхность каналов не будет максимально зеркальной.
Видео
Простой, но менее эффективный и точный метод шлифования ГБЦ и самого блока представлен пользователем kosmos101980.
Загрузка …Цены на ремонт двигателя отечественных легковых автомобилей в Москве
Головка блока цилиндров (ГБЦ)
Мойка предварительная (технологическая)
ГБЦ
220
Мойка повторная (технологическая) перед сборкой
ГБЦ
160
Опрессовка ГБЦ
ГБЦ
1000
Опрессовка ГБЦ (повторная)
ГБЦ
500
Работы стандартного комплекса по ГБЦ
Разборка клапана (рассухаривание)
клапан
30
Дефектация направляющих втулок и клапанов
клапан
21
Чистка клапана
клапан
25
Правка седла и шлифовка фаски клапана (с проверкой на вакуум)
седло-клапан
202
Замена маслосъёмного колпачка
клапан
25
Сборка клапана (засухаривание)
клапан
30
Замена направляющей втулки клапана
втулка
100
Замена направляющей втулки клапана (с изготовлением)
втулка
672
Шлифовка фаски клапана
клапан
40
Шлифовка торца клапана
клапан
40
Правка седла клапана
седло
188
Замена седла клапана
седло
880
Ремонт ГБЦ (разборка/сборка, замена втулок, замена МСК, правка сёдел, шлифовка клапанов) ВАЗ (8 кл. )
)
ГБЦ
3410
Ремонт ГБЦ (разборка/сборка, замена втулок, замена МСК, правка сёдел, шлифовка клапанов) ВАЗ, ГАЗ (16 кл.)
ГБЦ
6820
Ремонт ГБЦ (замена втулок, правка сёдел, шлифовка клапанов) ВАЗ (8 кл.)
ГБЦ
2530
Ремонт ГБЦ (замена втулок, правка сёдел, шлифовка клапанов) ВАЗ, ГАЗ (16 кл.)
ГБЦ
5005
Ремонт распредвалов и постелей
Ремонт постели в ГБЦ ВАЗ (8 кл.)
ось
4620
Ремонт постели в ГБЦ ГАЗ (406), ВАЗ (16 кл.)
две оси
9240
Правка распредвала
вал
294
Наварка и шлифовка шеек вала
шейка
от 840
Полировка распредвала
вал
240
Ремонт резьб
Изготовление футорки свечной
футорка
330
Изготовление футорки простой
футорка
264
Ремонт свечного отверстия футоркой
отверстие
330
Изготовление ремонтной шпильки
шпилька
396
Ремонт резьбового отверстия
отверстие
330
Сварка
Заварка технических заглушек в ГБЦ ВАЗ
ГБЦ
1320
Подварка поверхности
от
от 720
Сварка
от
от 720
Фрезерные работы
Обработка плоскости ГБЦ
ГБЦ
1000
Шарошка каналов
канал
1056
Блок цилиндров (БЦ)
Мойка предварительная (технологическая)
БЦ
330
Опрессовка
БЦ
1200
Очистка масляных каналов с заменой заглушек
БЦ
2277
Сборка «шорт-блока»
цилиндр
1764
Гильзовка
Установка «сухой» гильзы (с хонингованием, без стоимости гильзы) — ВАЗ
БЦ
4840
Установка «сухой» гильзы (с хонингованием, без стоимости гильзы) — ГАЗ
БЦ
6589
Установка «сухой» гильзы (с хонингованием, без стоимости гильзы) — УАЗ
БЦ
9130
Изготовление гильзы
гильза
1200
Замена втулок, ремонт постелей
Ремонт постели коленвала в БЦ ВАЗ, ГАЗ (двигатель 406)
БЦ
2990
Ремонт постели коленвала в БЦ АЗЛК, ГАЗ (двигатель 402)
БЦ
3960
Замена втулок вала привода маслонасоса ВАЗ (без стоимости втулок)
вал
600
Замена втулок промежуточного вала ГАЗ (двигатель 406) (с доработкой, без стоимости втулок)
вал
1650
Ремонт постели промежуточного вала ГАЗ (двигатель 406)
БЦ
4400
Восстановление упорных поверхностей в БЦ
цилиндр
3220
Изготовление ремонтного полукольца
полукольцо
1200
Расточка и хонингование
Расточка и хонингование цилиндров
цилиндр
450
Расточка и хонингование цилиндров ВАЗ (включая плато-хонингование) (в рем. размер)
размер)
БЦ
1800
Расточка и хонингование цилиндров ВАЗ (включая плато-хонингование) (в друг. размер)
БЦ
2250
Расточка и хонингование цилиндров ГАЗ, дв.406 (включая плато-хонингование) (в рем. размер)
БЦ
2400
Расточка и хонингование цилиндров ГАЗ, дв.406 (включая плато-хонингование) (в друг. размер)
БЦ
2400
Расточка и хонингование цилиндров УАЗ, диаметр 100мм (включая плато-хонингование) (в рем. размер)
БЦ
2400
Фрезерные работы
Обработка плоскости БЦ
БЦ
1200
Коленчатый вал (КВ)
Демонтаж шестерни
вал
100
Шлифовка шеек коленчатого вала
вал
1600
Полировка шеек коленчатого вала
вал
300
Дефектоскопия с подшлифовкой шейки «как чисто»
вал
720
Правка коленчатого вала
вал
420
Шатуны, поршни
Перепрессовка поршней (ВАЗ) с проверкой геометрии стержня шатуна
шатун
192
Хонингование поршня под палец
поршень
90
Хонингование поршня под палец УАЗ
поршень
252
Хонингование шатуна под палец
шатун
90
Восстановление НГШ
шатун
420
Компания Механика. Расточка блока цилиндров
Расточка блока цилиндров
Расточка блока цилиндров – операция перед хонингованием
(фото: расточка блока цилиндров)
Когда необходим капитальный ремонт двигателя
Итак, расточка блока цилиндров. Эта операция входит в технологическую цепочку капитального ремонта двигателя.
А когда он требуется – капитальный ремонт? О тревожных симптомах мы писали в статье «Хонингование – операция финишная и… самостоятельная». Но следуя логике изложения, напомним о них.
Итак, снижение мощности, падение компрессии, увеличение расхода масла, характерный запах и цвет отработавших газов – все это признаки износа цилиндропоршневой группы. И самое правильное для водителя – прервать эксплуатацию и обратиться к профессиональным ремонтникам, например, в фирму «Механика».
А дальше – квалифицированная диагностика состояния цилиндров, поскольку простая замена поршневых колец, которую предложат на многих сервисах, вряд ли поможет. Нет, нужны замеры, замеры и еще раз замеры!
Нет, нужны замеры, замеры и еще раз замеры!
Снять металл
В зависимости от их результата специалисты «Механики» предложат три варианта:
- только хонингование как основную и одновременно финишную операцию;
- расточка цилиндров в ремонтный размер с последующим финишным хонингованием;
- гильзовка с финишным хонингованием, если последний ремонтный размер уже выбран предыдущей расточкой.
Вариант №2, т.е. расточка в ремонтный размер с финишным хонингованием, является самым распространенным.
(фото: финишное хонингование)
Суть операции в следующем. Вертикальный шпиндель расточного станка с закрепленным резцом вращается и опускается вглубь цилиндра. Резец снимает лишний металл с зеркала, устраняет эллипсность, конусность и ступеньку выработки вблизи верхней мертвой точки поршня (ВМТ).
Важно, что резец, в отличие от хона, закреплен в шпинделе жестко. И если хон при обработке «плавает», волей-неволей повторяя конфигурацию внутренней поверхности цилиндра, то резец совершает рабочий ход строго по вертикали.
Именно этот фактор позволяет выставить инструмент таким образом, чтобы убрать эллипсность, а точнее, яйцеобразную форму изношенного цилиндра. И тем самым восстановить его геометрию – разумеется, уже в ремонтном размере. Кстати, одним только хоном убрать эллипс можно, а вот более причудливые бочкообразные износы – нет.
Казалось бы, операция расточки проста. На деле эта «простота» требует точного оборудования и высочайшей квалификации исполнителя. Об этом далее.
Расточка блока цилиндров в цифрах
Сколько металла снимается при расточке? Правильнее поставить вопрос так: сколько ремонтных размеров существует в современных моторах? Как правило, их два: 0,5 мм и 1 мм от номинала. Встречаются и исключения – 0,25 мм, например. Но это редко.
В компании «Механика» нам рассказали любопытные случаи. Не так давно были популярны пяти- и шестицилиндровые моторы Volvo. И производитель выпускал для них ремонтные поршни 0,2 и 0,4 мм.
Первый размер был никому не нужен – ну прямо как Неуловимый Джо. Почему? А потому что при износе 0,2 мм все продолжали благополучно ездить. А на размер 0,4 мм выходили редко, приезжая на ремонт, как правило, с износом более 0,5 мм. Но ремонтных поршней под этот износ у Volvo не было, поэтому двигатели приходилось гильзовать. Так что опыт у «Механики», прямо скажем, разнообразный.
Почему? А потому что при износе 0,2 мм все продолжали благополучно ездить. А на размер 0,4 мм выходили редко, приезжая на ремонт, как правило, с износом более 0,5 мм. Но ремонтных поршней под этот износ у Volvo не было, поэтому двигатели приходилось гильзовать. Так что опыт у «Механики», прямо скажем, разнообразный.
(фото: расточка цилиндров)
База под расточку: плоскость
В металлообработке едва ли не самое главное – базирование детали. Это важно и в токарном, и во фрезерном деле, и, конечно же, в специальных операциях по ремонту двигателя. Правильно выбранная база – это гарантия соосности, перпендикулярности и параллельности различных элементов детали при обработке. В нашем случае это обеспечение перпендикулярности осей цилиндров и коленчатого вала.
Рядные блоки, как правило, предварительно базируют по плоскости масляного поддона картера. Важно, чтобы эта поверхность была хорошо очищена, остатки прокладки здесь недопустимы.
После установки блока смотрят: а как расположена плоскость головки блока цилиндров (ГБЦ)? Дело в том, что она не всегда параллельна плоскости поддона картера. С помощью щупов и индикатора «выставляется горизонт» плоскости ГБЦ, то есть ее положение в продольном и поперечном направлениях.
С помощью щупов и индикатора «выставляется горизонт» плоскости ГБЦ, то есть ее положение в продольном и поперечном направлениях.
Далее блок фиксируется специальными зажимами, мастер с помощью центроискателя выставляет резец на необходимую величину съема и запускает станок.
Если производится ремонт 0,5 мм (от номинала или от первого ремонтного размера), то расточка проводится за один проход. Если по каким-то причинам выполняется ремонт «через размер», то делается два прохода инструмента.
Подача резца автоматическая, и на обработку четырех цилиндров уходит порядка часа.
База под расточку: скалка
Бывает, что привозят рядные блоки, которые уже однажды ремонтировали – когда-то, где-то, у кого-то. И базировали их просто по плоскости масляного поддона, не обеспечивая перпендикулярности осей цилиндров и коленчатого вала.
В этом случае для качественного ремонта требуется базировать блок по постелям коленчатого вала. Да клиент и сам часто просит: сделайте по постелям. Особенно если понимает суть вопроса, являясь, например, спортсменом-гонщиком.
Особенно если понимает суть вопроса, являясь, например, спортсменом-гонщиком.
В этом случае для базирования используется скалка – шлифованный металлический стержень, установленный на призмы.
Скалка имитирует коренные шейки коленчатого вала. Выставлять блок в продольном направлении не требуется – только в поперечном, что и делается с помощью индикатора. Далее проводится расточка, гарантирующая перпендикулярность осей цилиндров и «колена».
Но заметьте – до сих пор мы говорили о рядных моторах. А блоки V-образные? Сразу скажем, что их базируют только по постелям коленвала на скалке –иначе сделать это невозможно.
После расточки блока в той же базе (на скалке!) обрабатывают плоскости ГБЦ. Тем самым обеспечивают параллельность этих плоскостей оси коленчатого вала. Кстати, об этом рассказывает руководитель «Механики» Дмитрий Николаевич Даньшов в ролике https://www.youtube.com/watch?v=MJY1PgZfnBA Советуем посмотреть.
Не оставим без внимания и оппозитные двигатели Subaru. Как растачивают их? А вот как: попарно. Сначала один полублок, потом другой.
Как растачивают их? А вот как: попарно. Сначала один полублок, потом другой.
И в заключение этого раздела подчеркнем особо: при расточке обязательно оставляется припуск на хонингование. Эта финишная операция выполняется всегда!
Преимущества «Механики»
Почему с ремонтом блока (и не только блока) стоит обращаться в компанию «Механика»? Основные аргументы приведены в уже упоминавшейся статье «Хонингование – операция финишная и… самостоятельная» – с ними легко ознакомиться. Мы же сделаем несколько добавлений.
Нельзя не упомянуть тщательность подготовки блока к ремонту. Его скрупулезно очищают и отмывают на специальном оборудовании под давлением. А после завершения операций удаляют технологическую грязь и прочищают масляные каналы – в том числе и ультразвуковым способом.
Станочный парк «Механики» разнообразен, здесь работают и станки советского производства, о чем руководство говорит с гордостью. Во-первых, поговорка «советское – значит отличное» родилась не на пустом месте. Во-вторых, фирма сама выпускает и модернизирует оборудование, отдельные его узлы и инструмент – здесь умеют и это. Поэтому станки живут долго и служат безотказно.
Во-вторых, фирма сама выпускает и модернизирует оборудование, отдельные его узлы и инструмент – здесь умеют и это. Поэтому станки живут долго и служат безотказно.
(фото: производственные цеха Механики)
И заканчивая этот рассказ, вернемся к базированию блока и скалкам. Кроме станков, компания «Механика» производит и специальные приспособления для работы с V-образными блоками. Оно обеспечивает точное базирование блоков на скалке и применяется при обработке плоскостей, гильзовке, расточке и хонинговании. Такую оснастку можно приобрести.
Производство оборудования – тоже аргумент в пользу фирмы, подчеркивающий уровень ее профессионализма.
Автор: Юрий Буцкий, к.т.н.
Hyundai Accent: Проверка — блок цилиндров. Порядок ремонта — блок цилиндров
Если пластигейдж показывает, что зазор равен
все еще неверно, попробуйте следующий подшипник большего или меньшего размера. (См.
к таблице выбора коренных подшипников коленчатого вала в этой Группе).
Еще раз проверьте масляный зазор.
Если правильный зазор не может быть полученный с помощью подходящего большего или меньшего подшипники, замените коленчатый вал и начните заново. |
Если знаки не поддаются расшифровке, потому что скопления грязи и пыли, не трите их металлической щеткой или скребком. Очищайте их только растворителем. или моющее средство. |
Цилиндрический блок место метки отверстия на коренной шейке
Буквы проштампованы на боковой поверхности
блока в качестве отметки размера каждого из 5 основных журналов
отверстия.
Используйте их и проштампованные цифры или буквы на кривошипе (отметки для размера главной шейки), чтобы выбрать правильный подшипники.
Дискриминация отверстия шейки коленчатого вала блока цилиндров
| Марка | Цилиндрический блок
отверстие шейки коленчатого вала внутренний диаметр |
| А | 52.000 ~ 52,006 мм (2,0472 ~ 2,0475 дюйма) |
| В | 52,006 ~ 52,012 мм (2,0475 ~ 2,0477 дюйма) |
| С | 52,012 ~ 52,018 мм (2,0477 ~ 2,0479 дюйма) |
Расположение метки на коренной шейке коленчатого вала
Дискриминация коренной шейки коленчатого вала
| Марка | Коленчатый вал
основная шейка внешний диаметр |
| 1 | 47. 960 ~ 47,954 мм (1,8882 ~ 1,8879 дюйма) 960 ~ 47,954 мм (1,8882 ~ 1,8879 дюйма) |
| 2 | 47,954 ~ 47,948 мм (1,8879 ~ 1,8877 дюйма) |
| 3 | 47,948 ~ 47,942 мм (1,8877 ~ 1,8875 дюйма) |
Расположение цвета коренных подшипников коленчатого вала
Дискриминация коренных подшипников коленчатого вала
| Марка | Цвет | Коленчатый вал
толщина коренного подшипника |
Нет. 1, 2, 3,
4, 5 1, 2, 3,
4, 5 | ||
| А | Синий | 2,026 ~ 2,029 мм (0,0798 ~ 0,0799 дюйма) |
| В | Черный | 2,023 ~ 2,026 мм (0,0796 ~ 0,0798 дюйма) |
| С | Нет | 2.020 ~ 2,023 мм (0,0795 ~ 0,0796 дюйма) |
| D | Зеленый | 2,017 ~ 2,020 мм (0,0794 ~ 0,0795 дюйма) |
| E | Красный | 2,014 ~ 2,017 мм (0,0793 ~ 0,0794 дюйма) |
БЛОК ЦИЛИНДРОВ
9 — 90 3. | Ä | |
 ДВИГАТЕЛЬ 0L
ДВИГАТЕЛЬ 0LРис.10 Крышка коренного подшипника коленчатого вала
Рис.11 Проверка осевого люфта коленчатого вала | Рис.12 Установка заднего сальника коленчатого вала |
(3) Нанесите тонкий слой моторного масла по всей окружности кромки сальника.
(4) Установите узел уплотнения на блок цилиндров и затяните болты с моментом 12 Н · м (104 дюйма.фунты)
ПЕРЕДНИЙ МАСЛЯНЫЙ НАСОС И САЛЬНИК КОЛЕНВАЛА
(1) Установите прокладку масляного насоса и корпус масляного насоса (рис. 1 и 14).
ВНИМАНИЕ: Установите болты в зависимости от длины в местах, показанных на (Рис. 14).
(2) Используя приспособление для установки переднего сальника коленчатого вала, специальный инструмент MB998306 установите сальник в масляный насос (рис. 15).
15).
Осмотрите блок цилиндров на предмет царапин, трещин, ржавчины или коррозии и при необходимости отремонтируйте или замените.
Ä | 3.ДВИГАТЕЛЬ 0L 9-91 | |
² Стандартное значение: 0,05 мм (0,002 дюйма) ² Предел обслуживания 0,1 мм (0,003 дюйма)
ВНИМАНИЕ: Допускается максимум 0,2 мм (0,008 дюйма). Это совокупный общий размер снятия припуска с головки блока цилиндров (если есть) и верхней поверхности блока.
Рис.13 Нанесите герметик на корпус масляного уплотнения
Рис.14 Масляный насос
Рис.15 Переднее масляное уплотнение коленчатого вала
(2) Очистите блок цилиндров и проверьте верхнюю поверхность на предмет деформации с помощью линейки и толщиномера (рис.16).
(3) Верхняя поверхность должна быть плоской в пределах:
Рис. 16 Проверка искажений
16 Проверка искажений
РАСТОЧНЫЙ ЦИЛИНДР
Осмотрите стенку цилиндра на предмет истирания, задиров и измерьте внутреннее отверстие цилиндра на некруглость или конусность. В случае неисправности расточить цилиндр на увеличенный размер. Измерьте в точках, показанных на (Рис. 17).
Доступны четыре поршня увеличенного размера 0,25 мм (0,010 дюйма) 0,50 мм (0,020 дюйма) 0,75 мм (0,030 дюйма) и 1,0 мм (0,039 дюйма). Определите размер поршня увеличенного размера на основе наибольшего диаметра цилиндра.
Рис.17 Измерение диаметра цилиндра
(1) Отверстие до указанного зазора между наружным диаметром поршня. и цилиндр. Точка измерения наружного диаметра поршня. показан на (рис. 18).
(2) На основании измеренного внешнего диаметра поршня рассчитайте чистовой размер расточки. Размер расточки соответствует внешнему диаметру поршня. плюс от 0,03 до 0,05 мм (от 0,0012 до 0,002 дюйма)
Диаметр отверстия блока цилиндров — это … Что такое отверстие блока цилиндров?
Диаметр цилиндра (двигатель) — Диаметр цилиндра — это диаметр цилиндров поршневого двигателя. Объем двигателя рассчитывается следующим образом: Термин «канал» также может применяться к внутреннему диаметру цилиндра локомотива. См. Также Ход (двигатель) Степень сжатия Присоединение головки блока цилиндров…… Википедия
Объем двигателя рассчитывается следующим образом: Термин «канал» также может применяться к внутреннему диаметру цилиндра локомотива. См. Также Ход (двигатель) Степень сжатия Присоединение головки блока цилиндров…… Википедия
Головка блока цилиндров — A 302 / 5.0L Головка блока цилиндров Ford В двигателе внутреннего сгорания головка блока цилиндров (часто неофициально сокращенно называется просто головка) находится над цилиндрами в верхней части блока цилиндров. Он закрывается в верхней части цилиндра, образуя сгорание…… Wikipedia
цилиндр — [1] Круглая камера или отверстие в блоке цилиндров, в котором находятся поршни и где происходит сгорание.Также называется канал ствола или ствол. [2] Любое трубчатое устройство. [3] Устройство, которое преобразует энергию жидкости в линейную механическую силу и движение…… Словарь автомобильных терминов
Отверстие для головки цилиндров — относится к процессу модификации впускных и выпускных отверстий двигателя внутреннего сгорания для улучшения качества и количества воздушного потока. Головки цилиндров в том виде, в каком они изготовлены, обычно не оптимальны из-за конструкции и изготовления…… Wikipedia
Головки цилиндров в том виде, в каком они изготовлены, обычно не оптимальны из-за конструкции и изготовления…… Wikipedia
Цилиндр (двигатель) — Изображение цилиндра двигателя с разрезом поршня, шатуна, клапанов и свечи зажигания.Цилиндр — это центральная рабочая часть поршневого двигателя или насоса, пространство, в котором перемещается поршень. Несколько цилиндров…… Википедия
Двигатель Chevrolet small block — Двигатель Chevrolet Small Block V8 Производитель: General Motors Производство: 1955–2003 Преемники: двигатель GM LT, двигатель GM LS Тип: малый блок V8 265 Produ… Wikipedia
Двигатель Chevrolet Big-Block — Большой блок Chevrolet представляет собой серию двигателей V8 большого объема, которые были разработаны в США в 1950-х и 1960-х годах.По мере того как американские автомобили после Второй мировой войны росли в размерах и весе, двигатели их двигателей должны были сохранить…… Wikipedia
отверстие поршня — Диаметр отверстия в блоке цилиндров, в котором поршень перемещается вперед и назад между верхней мертвой точкой (ВМТ) и нижней мертвой точкой (НМТ)… Словарь автомобильных терминов
Двигатель Chevrolet Small-Block — Введение Малый блок V8 Chevrolet — известный автомобильный двигатель.