
Сварка полуавтоматом для начинающих. Видео
Как сваривать толстый металл
При сваривании деталей, толщина которых превышает 4 миллиметра, необходимо, кроме очищения кромок от загрязнений, лакокрасочных материалов, ржавчины, осуществлять снятие фаски. Процедура снятия фаски подробно описана в соответствующем ГОСТе.
Для того чтобы надежно соединить толстые детали, необходимо не просто перемещать дугу продольно соединяемым кромкам, а еще и осуществлять колебательные движения горелкой. Обыкновенно горелку перемещают зигзагообразно либо возвратно-поступательно. Ширина захода расплавленного металла соединения на поверхность заготовки должна равняться толщине детали.
Прежде чем начать сваривание, необходимо установить промежуток между соединяемыми заготовками. Без промежутка материал не проварится, шов будет поверхностным и непрочным.
Сварка тонкого и толстого металла
Характер сварочных работ полуавтоматом зависит от вида свариваемого изделия.
Соединение тонкого металла в зависимости от вида изделия, производится двумя способами:
- Обычный листовой металл может быть сварен любыми методами.

- Заклепочный тонкий металл следует соединять внахлест и проваривать через подготовленные заранее отверстия в верхнем листе.
Электрическая схема полуавтомата.
Сваривая тонкие металлические изделия нужно не забывать такие тонкости:
силу тока, напряжение и скорость выхода проволоки необходимо отрегулировать в меньшую сторону;
запрещается задерживать электрическую дугу на одном месте, поскольку эту может повлечь за собой прожег изделия или наплыв сварочного валика;
тонкий заклепочный металл важно сваривать, начиная с центра нижней заготовки, дабы избежать залития подготовленных отверстий.
Если сварной шов не обязательно должен быть герметичным, можно выполнить точечные сварочные работы с промежутком от 1 до 5 сантиметров.
Толстый металл с толщиной стенок более 4 миллиметров соединяется при помощи снятия фасок со свариваемых поверхностей. Подобная подготовка позволяет получить ровный шов и качественно проварить заготовки.
Выполнение сварочных работ с толстыми металлами следует проводить с использованием небольших колебательных движений горелки.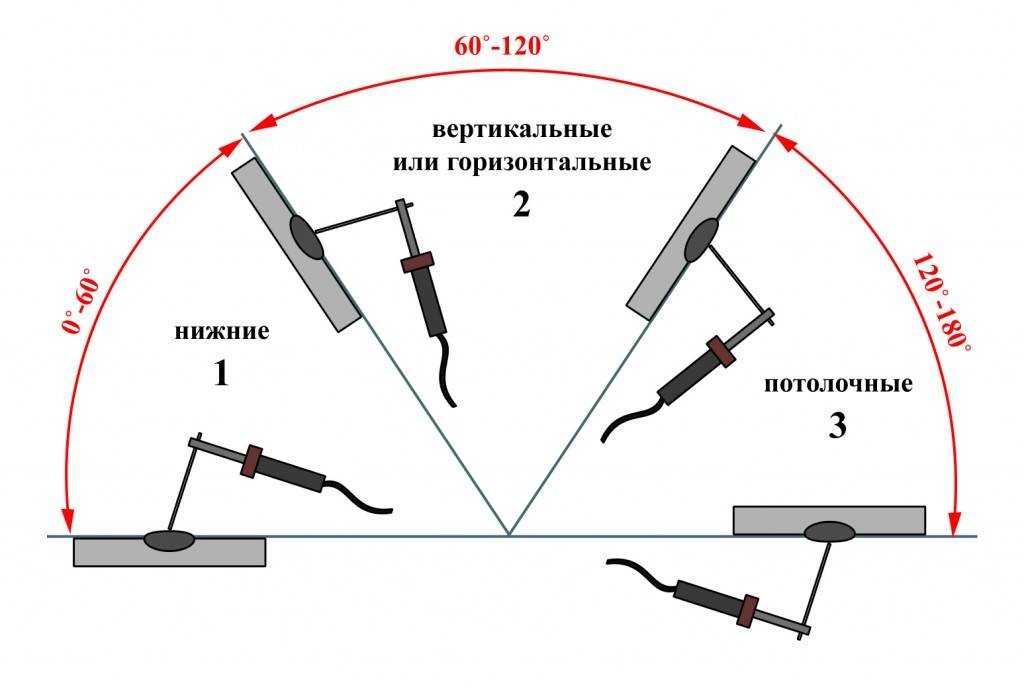 Таблица режимов сварки, идущая к каждому полуавтомату, содержит обширные сведения о оптимальных параметрах для сварки толстых металлических изделий.
Таблица режимов сварки, идущая к каждому полуавтомату, содержит обширные сведения о оптимальных параметрах для сварки толстых металлических изделий.
Основные правила соединения толстых металлических изделий:
- зазор между деталями должен составлять не более 2 миллиметров;
- ширина сварного шва должны быть равна толщине заготовки;
- выбор сварочных материалов следует проводить в зависимости от соединяемых металлов.
Сварочные работы рекомендуется выполнять на улице или в хорошо вентилируемом помещении.
Применение
Работа сварочным полуавтоматом не составит труда, если правильно выполнить все подготовительные работы. Далее мы расскажем, как подключить полуавтомат к газовому баллону и выбрать режим сварки.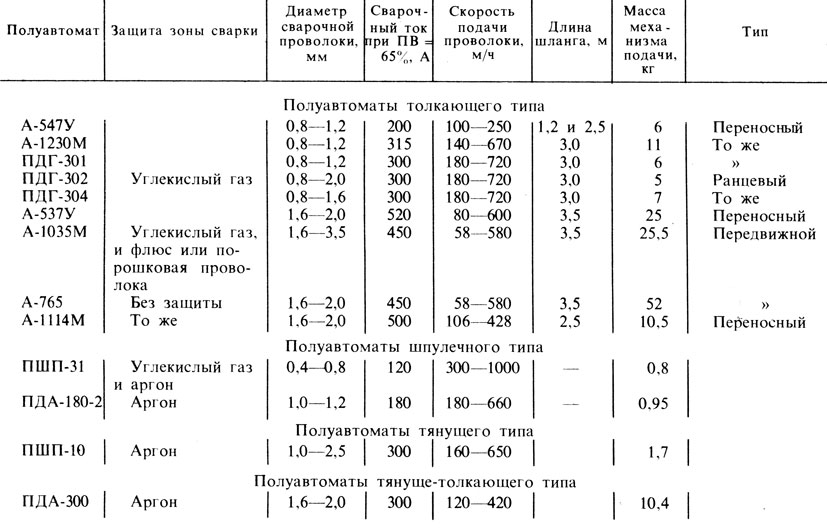
Перед началом сварки полуавтоматом необходимо провести полную регулировку всем компонентов подающего механизма. Отрегулируйте натяжение электродной проволоки, это можно сделать с помощью гайки на оси катушки с проволокой. Затем найдите прижимной ролик в подающем механизме и отрегулируйте его усилие. Наконец отрегулируйте расход сварочного газа. Для этого установите на баллон газовый редуктор.
Не забудьте установить силу сварочного тока. Мы рекомендуем задать небольшое значение силы тока и постепенно увеличивать ее в ходе работ. Так вы сможете избежать прожогов и непроваров. Чтобы подобрать оптимальную силу тока для вашей детали воспользуйтесь специальными таблицами. Их легко найти в интернете.
Газ и проволока
Как вы теперь уже знаете, полуавтоматы работают в паре с газовым баллоном. Газовый баллон соединяется с полуавтоматом с помощью специального шланга. Газ подается в сварочную зону и защищает металл от окисления, тем самым улучшая качество швов. В качестве защитного газа можно использовать аргон, углекислоту, гелий, водород и азот. А также смеси из этих газов.
А также смеси из этих газов.
Помимо газа используется металлическая проволока, выступающая в роли электрода. Проволока может быть плавящейся и неплавящейся. В первом случае проволока участвует в образовании шва, смешиваясь с основным металлом. Во втором случае проволока лишь проводить ток к сварочной зоне и плавит металл. Также существует порошковая проволока. Она представляет собой полую трубку, внутри которой находится флюс. При сварке внешняя металлическая оболочка плавится, высвобождая пары флюса, которые по своим свойствам похожи на защитный газ. По этой причине при сварке порошковой проволокой газ можно не использовать.
Но учтите, что порошковая проволока не способна в полной мере заменить защитный газ. Получаемые швы будут худшего качества, поскольку порошковая проволока просто не обладает теми же свойствами, что и газ. Данный тип проволоки используют для сварки в труднодоступных местах. Например, на высоте. Если у вас есть возможность транспортировки сварочного баллона, то лучше выбрать сварку с применением газа.
Дополнительные параметры
Помимо простейших устройств на рынке присутствуют и более продвинутые модели с расширенным функционалом. Давайте рассмотрим их возможности и для чего нужны дополнительные настройки.
Индуктивность (настройка дуги)
Самая популярная функция, которая активно внедряется даже в сварки бюджетного класса – настройка индуктивности. Параметр позволяет управлять жесткостью дуги и изменять характеристики сварного шва. Так, при минимальной индуктивности заметно снижается температура дуги и глубина проплавления, шов получается более выпуклый. Подобная настройка помогает сваривать тонкие детали, а также металлы, чувствительные к перегреву. При максимальной индуктивности вырастает температура плавления, ванна получается более жидкой, а глубина проплавления – максимальной. Валик такого шва ровный, без выпуклостей. Данный режим используется для проплавления толстого металла, работы в угловых соединениях.
Зная как реагирует дуга на изменение индуктивности сварщик может самостоятельно управлять глубиной провара и температурой ванны, для улучшения качества работ и создания более надежных ответственных соединений.
Высокая/низкая скорость
Переключатель, который маркируется как High/Low, в большинстве моделей отвечает за более точную настройку скорости подачи проволоки. Мы уже знаем, что каждый полуавтомат содержит подобный регулятор, но если ваше устройство может работать с проволокой 0.6 и 1.4 мм граничные отметки будут сильно отличаться. Именно поэтому при работе с тонким материалом тумблер устанавливается в положение High и проволока в общем подается быстрей, а для толстого припоя подходит положение Low.
Обратите внимание! Сейчас на рынке представлены сотни товаров от десятков различных производителей, поэтому чтобы наверняка разобраться, какой функционал есть у данной модели, за что отвечает тот или иной регулятор и выключатель следует внимательно изучить инструкцию по эксплуатации
Принцип работы полуавтомата
Сварочные полуавтоматы в большинстве своём являются простым оборудованием. Основные его части – регулируемый источник постоянного тока, который и обеспечивает подачу сварочного напряжения, а также специальный механизм, предназначенный для подачи сварочной проволоки в зону сварочной дуги, причём подача выполняется с регулируемой скоростью.
Дуга имеет надёжную защиту, благодаря потоку газа, создаваемого горелкой, куда он попадает от баллона с тем самым газом. Настройка скорости подачи электрода и напряжения сварки происходит одновременно.
Как уже было сказано, сварочная проволока должна подаваться в зону дуги со строго определённой скоростью. Только в этом случае процесс сварки будет протекать стабильно. В противном случае при малейшем перерыве в подаче проволоки дуга обрывается, и это ведёт не только к снижению качества сварочного шва, но и к другим более серьёзным последствиям, к которым стоит отнести, в первую очередь, прожог шва, оплавление наконечника электрода и прочие отказы и дефекты.
Для качественной подачи необходимо перед работой проверить ведущие ролики. Необходимо, чтобы подающий ролик имел V-образную канавку, размер которой должен совпадать с размером проволоки, а также, чтобы эта канавка была в хорошем состоянии, то есть не была изношена.
Зачастую, когда люди сталкиваются с плохой подачей, они увеличивают усилие на зажим ведущих роликов, что может лишь ещё больше ухудшить подачу, поскольку проволока может деформироваться. Кроме того, можно испортить направляющий канал горелки всё по той же причине.
Кроме того, можно испортить направляющий канал горелки всё по той же причине.
Во время работы сварочная проволока проходит через горелку посредством направляющего канала, который с течением времени имеет тенденцию к загрязнению и износу. Вследствие чего сопротивление подачи электрода увеличивается, вплоть до полной остановки проволоки.
Такого допускать не следует, лучше вовремя заметить эти изменения и заменить направляющий канал на новый, устанавливая который нужно быть очень внимательным, поскольку при несоответствии его длины, внешнего и внутренних диаметров могут возникнуть серьёзные проблемы подачи. Другими словами, весь смысл замены теряется, и нормальная сварка по-прежнему невозможна.
Для того, чтобы снизить загрязнение проволоки, а также преждевременный износ направляющего канала, лучше выбирать полуавтомат с закрытым механизмом подачи. Такой подход к подаче проволоки заметно лучше защищает её от пыли, влаги, окисления и т.д.
Теперь пару слов о контактном наконечнике горелки, через который собственно сварочный ток и подаётся к электроду (сварочной проволоке). Понятное дело, что для качественной сварки проволока должна иметь качественный и надёжный контакт с этим наконечником. Необходимо следить за степенью износа этой части сварочного полуавтомата, чтобы своевременно заменить.
Понятное дело, что для качественной сварки проволока должна иметь качественный и надёжный контакт с этим наконечником. Необходимо следить за степенью износа этой части сварочного полуавтомата, чтобы своевременно заменить.
Все эти, казалось бы, мелочи имеют огромное значение для качественной сварки, выполняемой при помощи полуавтомата. Хорошее состояние оборудование – залог успеха, а плохой за ним уход – первый и самый верный шаг к появлению всевозможных неисправностей.
Принцип работы полуавтомата
Сварочные полуавтоматы в большинстве своём являются простым оборудованием. Основные его части – регулируемый источник постоянного тока, который и обеспечивает подачу сварочного напряжения, а также специальный механизм, предназначенный для подачи сварочной проволоки в зону сварочной дуги, причём подача выполняется с регулируемой скоростью.
Дуга имеет надёжную защиту, благодаря потоку газа, создаваемого горелкой, куда он попадает от баллона с тем самым газом. Настройка скорости подачи электрода и напряжения сварки происходит одновременно.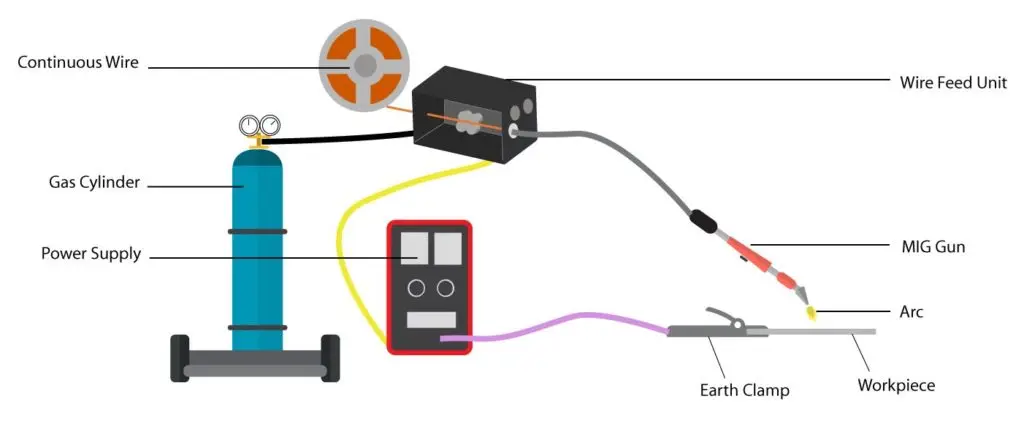
Как уже было сказано, сварочная проволока должна подаваться в зону дуги со строго определённой скоростью. Только в этом случае процесс сварки будет протекать стабильно. В противном случае при малейшем перерыве в подаче проволоки дуга обрывается, и это ведёт не только к снижению качества сварочного шва, но и к другим более серьёзным последствиям, к которым стоит отнести, в первую очередь, прожог шва, оплавление наконечника электрода и прочие отказы и дефекты.
Для качественной подачи необходимо перед работой проверить ведущие ролики. Необходимо, чтобы подающий ролик имел V-образную канавку, размер которой должен совпадать с размером проволоки, а также, чтобы эта канавка была в хорошем состоянии, то есть не была изношена.
Зачастую, когда люди сталкиваются с плохой подачей, они увеличивают усилие на зажим ведущих роликов, что может лишь ещё больше ухудшить подачу, поскольку проволока может деформироваться. Кроме того, можно испортить направляющий канал горелки всё по той же причине.
Во время работы сварочная проволока проходит через горелку посредством направляющего канала, который с течением времени имеет тенденцию к загрязнению и износу. Вследствие чего сопротивление подачи электрода увеличивается, вплоть до полной остановки проволоки.
Такого допускать не следует, лучше вовремя заметить эти изменения и заменить направляющий канал на новый, устанавливая который нужно быть очень внимательным, поскольку при несоответствии его длины, внешнего и внутренних диаметров могут возникнуть серьёзные проблемы подачи. Другими словами, весь смысл замены теряется, и нормальная сварка по-прежнему невозможна.
Для того, чтобы снизить загрязнение проволоки, а также преждевременный износ направляющего канала, лучше выбирать полуавтомат с закрытым механизмом подачи. Такой подход к подаче проволоки заметно лучше защищает её от пыли, влаги, окисления и т.д.
Теперь пару слов о контактном наконечнике горелки, через который собственно сварочный ток и подаётся к электроду (сварочной проволоке). Понятное дело, что для качественной сварки проволока должна иметь качественный и надёжный контакт с этим наконечником. Необходимо следить за степенью износа этой части сварочного полуавтомата, чтобы своевременно заменить.
Понятное дело, что для качественной сварки проволока должна иметь качественный и надёжный контакт с этим наконечником. Необходимо следить за степенью износа этой части сварочного полуавтомата, чтобы своевременно заменить.
Все эти, казалось бы, мелочи имеют огромное значение для качественной сварки, выполняемой при помощи полуавтомата. Хорошее состояние оборудование – залог успеха, а плохой за ним уход – первый и самый верный шаг к появлению всевозможных неисправностей.
Омедненное изделие
Омедненная сварочная проволока для полуавтомата отлично подходит для работы с низкоуглеродистыми и малолегированными сталями в атмосфере инертных газов. Обладает высокой коррозионной стойкостью и позволяет получить крепкий и долговечный шов. Применяют омедненную проволоку и для наплавки. Она обладает доступной ценой и постоянным химическим составом.
Омедненная проволока для сварки полуавтоматом
Недостатком омедненной проволоки является испарение меди в процессе сварки, что существенно ухудшает условия труда и требует применения изолирующих масок с принудительной подачей чистого воздуха для дыхания.
Правильная техника сварки с помощью полуавтомата
Техника варения сварочным полуавтоматом крайне важна для получения качественных соединений, которые не утратят первоначальных эксплуатационных параметров со временем. Она отличается от технологии выполнения электродуговой ручной сварки.
Существенно и различие автоматически функционирующих приборов от полуавтоматических агрегатов. Рассмотрим основные техники сварных работ полуавтоматом.
Особенности сварных работ в среде защитного газа
При выполнении сварочных работ с использованием полуавтоматического оборудования может применяться газ. Это позволяет снизить процесс окисления металлической детали, подвергаемой сварке, и повысить прочностные характеристики созданного соединения.
Газ для сварочного полуавтомата можно применить разный, но чаще остальных используют: углекислый газ, гелий. Объяснить такую тенденцию можно их доступностью и низким расходованием при выполнении сварных работ.
Технология сваривания позволит понять, как пользоваться сварочным аппаратом при работе с газами.
Сварка в среде защитного газа.
Их существует несколько видов:
- Непрерывное сваривание подразумевает ведение горелкой или электродом от начала и до конца шва. Такая техника требует большого мастерства.
- Точечная сварка предполагает соединение металлических деталей путем организации множества сварных точек, а не при помощи сплошной дорожки.
- Сварное соединение коротким замыканием осуществляется, в большинстве ситуаций, для тонколистового металла путем его расплавления за счет подачи импульсов от короткого замыкания, образуемого в аппарате. После замыкания расплавленный металл образует каплю, которая и соединяет две детали.
Многие мастера выбирают режим переменного тока при выполнении сварки полуавтоматом с углекислым газом. В начале работы оборудование следует настроить, исходя из типа рабочего металла и его толщины. Режим сварки определит расход газа, а вот проволока расходуется, в среднем, по 4 см за секунду.
После настройки оборудования и подготовки деталей можно начать соединение поверхностей с помощью полуавтомата. Включите подачу газа, возбудите электрическую дугу, коснувшись проволокой рабочей детали. Нажатие на кнопку Пуск на корпусе агрегата запускает механическую подачу электрода.
Включите подачу газа, возбудите электрическую дугу, коснувшись проволокой рабочей детали. Нажатие на кнопку Пуск на корпусе агрегата запускает механическую подачу электрода.
Качество швов определит соблюдение важных нюансов при работе:
- держите и ведите проволоку строго прямо, но не вплотную к заготовке, чтобы сохранить хороший обзор сварной ванны;
- соблюдайте нужный интервал между кромками свариваемых деталей при работе;
- согласно данной технологии толщина изделия до 1 см требует зазора не более 1 мм, а толщина изделия более 1 см требует зазора в размере 10% от данной величины.
Технология работы с алюминием
Сварка полуавтомат позволяет варить разного рода металлы, и в том числе алюминий.
Схема сварки металла горелкой.
Но при работе с таким металлом важно соблюдать особые правила, поскольку процесс характеризуется особенными свойствами:
- Поверхность алюминия покрыта тонким слоем амальгамы с температурой плавления намного выше, нежели у самого металла.
 Поэтому потребуется применить инертный газ – аргон.
Поэтому потребуется применить инертный газ – аргон. - Алюминий быстро поддается плавлению, поэтому течет. Чтобы избежать негативных последствий при работе сварочным полуавтоматом, примените подложка.
- Сама сварка осуществляется плавящимися электродами при постоянном токе обратной полярности. То есть, на деталь фиксируется отрицательный заряд, а на горелке – положительный.
Описанные приемы выполнения сварки алюминия позволят добиться качественного плавления заготовки и быстрого разрушение верхнего слоя, что в итоге обеспечит сварщику возможность создать надежные сварные швы.
Сварка с проволокой
Сварочный аппарат
Для понимания специфики работы таким методом, стоит выяснить основные характеристики флюса. Это порошок, который помещен в середину сварного электрода.
Он плавится при воздействии высокой температуры и выделяет облако газа, надежно защищающее сварную ванну от риска окислиться. При этом инертный газ из баллона не расходуется.
Специалисты не рекомендуют использовать полуавтомат вместе с самозащитными электродами, если работать приходится со слишком тонкими листами или среднеуглеродистой сталью. Иначе могут появиться дефекты в виде горячих трещин.
Иначе могут появиться дефекты в виде горячих трещин.
А чтобы повысить температуру сварной электрической дуги для максимально оперативного расплавления порошка внутри сварного электрода, стоит применить обратную полярность.
Правила работы с полуавтоматом
Перечислим ряд требований, а точнее правил, которыми не стоит пренебрегать при применении сварочного автомата:
- Перед началом работы сварочным полуавтоматом следует внимательно изучить инструкцию по этого эксплуатации;
- при сварке нужно следить за строгой полярностью – «плюс» должен быть на горелке, а «минус» — на свариваемой детали;
- во избежание неприятных ситуаций, связанных с человеческими повреждениями, не следует при заправке проволоки в горелку направлять её сопло на себя или других людей. Тут нужно быть очень внимательным, ведь проволока своим концом может проткнуть вам ладонь или другую часть тела;
- категорически запрещается во время работы перемещать полуавтомат, потянув его за горелку или кабель, для этого существуют ручки;
- чтобы не повредить глаза и другие части лица работать сварочным полуавтоматом следует только в специальной защитной маске, имеющей светофильтр, маркировка которого должна соответствовать диапазону тока, используемого в сварке, а для дополнительной защиты следует использовать очки со стеклянными линзами, поскольку стекло не пропускает ультрафиолет;
- для долгой и безотказной работы устройства необходимо два раза в год прочищать все его внутренности от грязи и пыли;
- если в процессе внешнего осмотра прибора были обнаружены повреждения в кабеле или рукаве горелки, их нужно тут же устранить при помощи изоляционной ленты или термоусадочной трубки, а изношенные части и вовсе лучше заменить на новые;
- форма канавки должна чётко соответствовать материалу электрода: V-образная гладкая применяется для сплошной стальной проволоки, V–образная с насечками – для порошковой проволоки, U-образная – для сплавов и мягких металлов;
- во время работы запрещено прикасаться к токоведущим частям сварочного полуавтомата, а также работать со снятыми его крышками;
- помещение, в котором выполняется сварка, должно хорошо проветриваться, поскольку аэрозоли, выделяющиеся во время работы, чрезвычайно вредны;
- следует строго соблюдать правила пожарной безопасности;
- нельзя забывать о том, что во время сварки сварочный шов нагревается до очень высоких температур, поэтому строго запрещается прикасаться к этим местам;
- не секрет, что полуавтомат, как и всякий сварочный аппарат, является источником электромагнитного излучения, которое чрезвычайно вредно влияет на здоровье человека.
 Не все люди могут работать в таких условиях, поэтому предварительно нужно пройти медицинский осмотр;
Не все люди могут работать в таких условиях, поэтому предварительно нужно пройти медицинский осмотр; - категорически запрещено сваривать сосуды и трубопроводы вместе с жидкостями, а также сосуды, в которых прежде хранились горючие и легковоспламеняющиеся жидкости;
- не стоит перенагружать полуавтомат, работайте только в условиях, предусмотренных в инструкции по эксплуатации, поскольку это, во-первых, опасно для здоровья работающего, а, во-вторых, сокращает ресурс работы самого полуавтомата;
- поскольку человек является носителем статического электричества, прикасаться к элементам электронной платы строго запрещается, в этом случае возможен их пробой;
- крышка ниши механизма подачи во время работы должна быть плотно и надёжно закрыта, дабы не стать источником травматизма оператора;
- сварка не должна выполняться в непрерывном режиме, нужно чередовать её с регламентируемыми перерывами, продолжительность которых и интервалы между ними должны быть выбраны в соответствии с рекомендациями производителей;
- во время работы сварочным полуавтоматом строго запрещено переключать ступени трансформатора, установленного на источнике сварочного тока;
- все работы по сварке следует выполнять только в специально предназначенной для этого одежде, кроме того, одежда должна быть полностью сухой, дабы защитить себя от возможного поражения электрическим током;
- расход защитного газа, который может быть аргоном, гелием, углекислым газом или их смесями, должен быть рассчитан оптимально, поскольку он в зоне дуги образует защитную среду, кроме того, газ должен быть выбран в соответствии с типом свариваемого материала, а также его толщиной.
 Баллон должен быть закреплён горизонтально и достаточно надёжно.
Баллон должен быть закреплён горизонтально и достаточно надёжно.
Сварочный полуавтомат: принцип работы
Для того чтобы при использовании сварочного полуавтомата не «убить» устройство. А также не получить травму самому следует знать о правилах техники безопасности и принципе работы аппарата.
Сварочный полуавтомат состоит из:
- корпуса, в котором находится мощный трансформатор;
- шланга для подачи тока и газа к горелке;
- кабелей для подключения к «массе» и электрической сети;
- механизма подачи проволоки.
Принцип работы полуавтоматического аппарата следующий:
- Сварочный ток подаётся на горелку одновременно с защитным газом.
- В качестве электрода в горелке используется сварочная проволока, которая подаётся в автоматическом режиме с помощью специального механизма.
- Между свариваемым изделием и проволокой образуется электрическая дуга, которая расплавляет металл в среде защитного газа, что позволяет получить качественный шов без окислов.
Основные правила техники безопасности при работе со сварочным полуавтоматом следующие:
- корпус сварочного аппарата должен заземлён;
- запрещается использовать устройство даже при незначительных механических повреждениях или любых других неисправностях;
- при значительных перерывах в работе следует обязательно отключать устройство от электрической сети и выключать подачу защитного газа;
- не проводить работы рядом со легковоспламеняющимися и взрывоопасными веществами;
- во время работы использовать защитную маску и перчатки.
Cварочный полуавтомат
Сварочный полуавтомат предназначен для выполнения дуговой сварка с помощью плавящегося электрода (в полуавтоматах в качестве электрода используется алюминиевая или стальная проволока) в защитной среде. Он имеет в своём составе механизм, подающий в автоматическом режиме сварочную проволоку в рабочую зону (к точке сварки). Сварщик вручную перемещает электрод с требуемой скоростью и осуществляет сварку.
Описываемый технологический процесс имеет целый ряд «плюсов»:
- при такой организации процесса сварки возрастает производительность труда;
- значительно улучшается качество сварочного шва;
- увеличивается защищённость шва от ржавчины и т. п.
Кроме того, стало возможным производить ювелирную сварку очень тонких металлов.
Влияние величины скорости на конфигурацию шва
С увеличением величины скорости сварки происходит уменьшение ширины шва. Глубина провара сначала имеет тенденцию увеличиваться, а потом начинается ее снижение.
Компенсация осуществляется увеличением значения силы тока. При высоком значении скорости сварки возможно образование подрезов свариваемого шва, причем с обеих сторон. Это объясняется прогревом, недостаточным для получения качественного шва.
При большой толщине металла имеет смысл сваривать его неширокими швами, обеспечив при этом высокую скорость. Медленная сварка может способствовать появлению в металле дефектов в виде пор.
Сварка полуавтоматом для начинающих: как работает, техника, теория
Классификация полуавтоматов
Разделение полуавтоматических приборов для сварки осуществляется по различным признакам.
Тип прибора
Это в основном относится к корпусу прибора. Если все составные части находятся в одном корпусе, то это будет однокорпусной вид. В двухкорпусных моделях в одном блоке находится сварочная горелка, механизм подачи проволоки, пульт управления. Во втором блоке расположен источник тока, имеющий аппаратуру для регулирования пуска.
Вид проволоки
В полуавтомате могут применяться два вида проволоки: алюминиевая или стальная. Имеются универсальные приборы, обеспечивающие работу с любым из этих видов.
Защита шва
Происходит тремя способами: слоем флюса, в защитных газах, с помощью порошковой проволоки. Наиболее распространенным способом является использование защитных газов. Нюансом служит то, что порошковую проволоку можно также использовать в газовой среде.
Характер перемещения
Для серийного производства используются стационарные аппараты. В быту и для проведения выездных работ более удобными будут переносные полуавтоматы. Передвижные приборы перемещаются на шасси с колесами.
Подключение к электросети
Однофазные полуавтоматы, имеющие небольшую мощность, можно включать в обычную розетку. Трехфазные требуют наличия специальных разъемов.
Подача проволоки
При толкающем типе привод подталкивает проволоку в сварочную горелку. В конструкции с тянущим типом привод располагается в ручке горелки и вытягивает проволоку с катушки, на которую она намотана. К гибриду относится тянуще-толкающий вид.
Возможные неисправности
Данный аппарат по отзывам потребителей имеет ряд недостатков, которые достаточно часто встречаются. Их можно подразделить на три группы:
- Проблемы с монтажом. Распространенной проблемой является перемена местами регуляторов силы тока и подачи проволоки. Для начинающих сварщиков определить это не под силу и значительно осложняет работу с аппаратом. Также часто электронные платы в аппарате не защищены лакировкой, что приводит к их быстрому выходу из строя. Данные неисправности не являются тотальными, но встречаются достаточно часто;
- Некачественная инструкция.
 Описание многих важных моментов очень поверхностно, что приводит к неверной эксплуатации аппарата. В наибольшей степени это относится к узлу, который отвечает за подачу проволоки;
Описание многих важных моментов очень поверхностно, что приводит к неверной эксплуатации аппарата. В наибольшей степени это относится к узлу, который отвечает за подачу проволоки; - Неверная эксплуатация. Аппарат требует особых условий хранения – в чистом и сухом помещении. Несоблюдение этого чревато поломками. Также важно регулярно обслуживать агрегат, к примеру, осуществлять подтяжку силовых контактов.
Таким образом, недостатки Ресанты могут быть выявлены при грамотной и внимательной покупке при детальном осмотре аппарата, или предотвращены благодаря верной эксплуатации и соблюдении правил хранения и пользования.
Устройство полуавтомата
Чтобы лучше понять, как сваривать полуавтоматом, необходимо изучить его устройство.
Сварка для начинающих: Полное руководство
Сварщики несут ответственность за ремонт конструкций в любых сложных условиях, будь то под водой или в открытом космосе.
Независимо от того, являетесь ли вы сварщиком-самоучкой или заинтересованы в карьере сварщика, вы можете начать работу с этого исчерпывающего руководства по сварке.
Что такое сварка?
Сварка представляет собой простой процесс соединения двух кусков металла с расплавленным материалом. Как бы просто это ни звучало, это влечет за собой использование различных методов сварки.
Как бы просто это ни звучало, это влечет за собой использование различных методов сварки.
Наиболее распространенным классом сварки является дуговая сварка. Дуговая сварка является самой простой формой сварки, и с нее должны начинать все новички.
Поскольку дуговая сварка является отдельной категорией, она охватывает ряд методов сварки, таких как сварка электродом, сварка металлом в среде инертного газа и сварка вольфрамовым электродом в среде инертного газа. Эти способы сварки удобны и широко используются в промышленности.
Вот подробное описание этих методов сварки.
Сварка электродом
Сварка электродом также называется дуговой сваркой защищенным металлом или SMAW. Это один из старейших и широко используемых методов сварки из-за его простоты. В отличие от сварки TIG и MIG, при которой используются газовые баллоны, на нее не влияет ветер. Это делает его популярным выбором для сварки на открытом воздухе.
Основы сварки электродом
Сварщики выполняют электродуговую сварку, создавая электрическую дугу между заготовкой и металлическим электродом. Электрический ток, проходящий через электрод, расплавляет его, так что на заготовке образуется сварочная ванна. Электрод имеет плавящееся флюсовое покрытие, защищающее сварочную ванну от коррозии и загрязнения из окружающей среды. Это похоже на то, как защитный газ защищает сварной шов при сварке TIG и MIG.
Электрический ток, проходящий через электрод, расплавляет его, так что на заготовке образуется сварочная ванна. Электрод имеет плавящееся флюсовое покрытие, защищающее сварочную ванну от коррозии и загрязнения из окружающей среды. Это похоже на то, как защитный газ защищает сварной шов при сварке TIG и MIG.
Флюс плавится, образуя слой шлака поверх сварного шва. Этот защитный слой следует снять после остывания сварного шва.
Преимущества сварки электродом
Ниже перечислены основные преимущества сварки электродом.
- Этот метод сварки является портативным. Сварку стержнем можно выполнять на относительно толстых металлических участках. Оборудование не особенно тяжелое; следовательно, его можно легко транспортировать в разные места. Нет необходимости в механизме подачи проволоки или любом другом дополнительном оборудовании, таком как газовый баллон.
- Сварка электродом является одним из наиболее подходящих вариантов для сварки на открытом воздухе.
 Сварка газом невозможна на открытом воздухе, особенно при сильном ветре.
Сварка газом невозможна на открытом воздухе, особенно при сильном ветре. - Несмотря на то, что научиться этому легче, чем сварке TIG, освоение сварки электродами требует определенного уровня практики.
- Сварку электродом можно выполнять, даже если поверхность не идеально чистая. Это можно сделать на металлических поверхностях, имеющих ржавчину или прокатную окалину.
Недостатки
- Сварка электродом
- требует более высокого уровня навыков по сравнению со сваркой MIG , поскольку электрод должен находиться на определенном расстоянии от заготовки во время ее плавления.
- При сварке электродом образуется много шлака и брызг, что может затруднить процесс.
- Возможно снижение эффективности из-за необходимости очистки от шлака.
- Сварной шов не такой надежный и качественный, как сварка TIG.
Оборудование для обеспечения безопасности
Перед сваркой помните, что самое главное — это ваша личная безопасность. Этому следует отдать более высокий приоритет, чем чему-либо другому.
Этому следует отдать более высокий приоритет, чем чему-либо другому.
Для любого сварочного оборудования, которое вы развернули, вы всегда должны обращаться к руководству пользователя перед его использованием. Полностью соблюдайте инструкции по технике безопасности, предоставленные производителем оборудования.
Вы должны иметь под рукой подходящее защитное оборудование для защиты от ультрафиолетовых лучей, тепла и искр, образующихся при дуговом разряде. Обязательно защитите свое тело одеждой с длинными рукавами из огнестойкого материала. Наденьте защитные очки и шлем для защиты глаз и головы.
При сварке электродами флюс выделяет тяжелые пары. Следовательно, в любом месте, где вы выполняете сварочные работы, должна быть обеспечена достаточная вентиляция. Если вы выполняете сварку на открытом воздухе, вам не нужно слишком беспокоиться о вентиляции.
Но в закрытых помещениях надлежащая вентиляция является важной мерой безопасности. Вы должны развернуть вытяжку, чтобы она вытягивала пары из окружающей среды.
Сварочное оборудование
Если вы новичок, вы можете использовать универсальный сварочный аппарат. Это позволит вам попрактиковаться в различных методах сварки, таких как дуговая сварка, TIG и MIG. Вы также можете купить специальный сварочный аппарат, который будет намного экономичнее.
Зажим заземления
Заземляющий зажим также доступен со сварочным аппаратом. Вы должны подключить зажим заземления к сварочному аппарату и зажать его на свариваемом металлическом участке.
Удаление шлака
Сварка электродами покроет заготовку шлаком, который необходимо удалить, когда свариваемая часть достаточно остынет. Вы можете отколоть затвердевший шлак с помощью шлаковой крошки и молотка.
Для получения более качественной поверхности можно очистить сварную часть, где был снят шлак, проволочной щеткой.
Выбор подходящего электрода
На рынке представлено множество электродов для стержневой сварки. Вы должны выбрать наиболее подходящий электрод в соответствии с потребностями вашего проекта. Некоторые из наиболее часто используемых сварочных электродов включают 7018, 7024, 7014, 6013, 6012, 6011 и 6010.
Некоторые из наиболее часто используемых сварочных электродов включают 7018, 7024, 7014, 6013, 6012, 6011 и 6010.
Если вы свариваете мягкую сталь, вы можете использовать любой стержневой электрод E70 или E60. Модель 6013 — прекрасный вариант для начинающих, хотя модель 7018 чрезвычайно популярна из-за прочности при сварке.
Чтобы понять, какой сварочный электрод вам нужен, вы должны знать, что означают 4 цифры.
Первые 2 цифры указывают наименьшую прочность на растяжение. Например, электрод, который начинается с цифры 60, означает, что его прочность на растяжение составляет 60 000 фунтов на квадратный дюйм. Это число должно соответствовать прочностным характеристикам основного материала.
Цифра 3 rd указывает позиции, для которых можно использовать сварочный электрод. Номер один означает, что электрод можно использовать в любом положении. Цифра 2 означает, что электрод следует использовать только в горизонтальном положении.
Цифра 4 th указывает ток, который можно использовать для электрода, а также покрытие электрода. Вот расшифровка цифр. За цифрами следует тип покрытия. В скобках указан вид сварочного тока.
Вот расшифровка цифр. За цифрами следует тип покрытия. В скобках указан вид сварочного тока.
0 – целлюлоза натрия (дцеп)
1 – целлюлоза калия (дцен, дцеп, ац)
2 – двуокись титана натрия (дцен, ац)
3 – двуокись титана калия (дцен, ац)
4 – порошок железа титания (dcen, dcep, ac)
5 – натрий низководородный (dcep)
6 – калий маловодородный (dcep, ac)
7 – порошок железа оксид железа (dcep, ac)
8 – порошок железа низководородный (dcen, dcep, ac)
Устройство для сварки электродом
Настройка сварочного аппарата представляет собой довольно простую задачу, так как само оборудование довольно простое по сравнению с другими типами сварочных аппаратов. Имейте в виду, что на настройки полярности влияет тип электрода, который вы используете для проекта. Всегда дважды проверяйте, задействованы ли DC+/DC-/AC.
Для практики вы можете начать с 6013 электродов, используя дцен на стальной пластине толщиной около 3/16 дюйма.
Нанесение первого сварного шва
После того, как вы настроили сварочный аппарат в соответствии с руководством пользователя, пора начинать сварку. Дважды проверьте, чтобы убедиться, что все настройки верны. Как только это будет сделано, вы можете разместить несколько кусков металлолома толщиной 3/16 дюйма, чтобы создать стыковой сварной шов.
Поскольку сварка стержнем требует определенных навыков, настоятельно рекомендуется сначала попрактиковаться на стальном ломе, а затем перейти к сварочным работам. Продолжайте практиковаться, пока не освоитесь и не почувствуете уверенность в сварке электродом.
Поджигание электрода для создания дуги часто является самой сложной частью процесса. Вы можете освоить этот шаг с большим количеством практики. В остальном процесс сварки достаточно прост.
Сварка МИГ
Сварка МИГ также известна как дуговая сварка металлическим газом или GMAW. Сам МиГ расшифровывается как металлический инертный газ.
Сварка MIG очень популярна, потому что это самая простая процедура сварки для начинающих. Он хорошо подходит для сварки автозапчастей и ремонта дома. Сварка MIG часто используется для соединения низколегированных сталей.
Он хорошо подходит для сварки автозапчастей и ремонта дома. Сварка MIG часто используется для соединения низколегированных сталей.
При сварке MIG дуга создается между проволочным электродом и металлической заготовкой. Это постепенно расплавляет проволочный электрод, который используется для создания сварного соединения.
Вы можете легко и точно подавать проволочный электрод с помощью электродного пистолета, который соединен со сварочным аппаратом MIG. Кроме того, горелка MIG подает контролируемое количество защитного газа для защиты сварочной ванны от загрязнения.
Преимущества сварки MIG
Производительность
Одним из самых больших преимуществ сварки MIG, помимо простоты использования, является высокая производительность и низкие затраты на очистку. Вы экономите много времени, так как вам не нужно заменять электроды или удалять шлак. Таким образом, сварка MIG имеет значительно более высокую производительность, чем сварка электродом.
Низкая стоимость
Вы можете приобрести надежный сварочный аппарат MIG менее чем за 500 долларов. Хорошим выбором является сварочный аппарат Hobart 500559 MIG. Затем вы должны потратить небольшую сумму на газ и проволочный электрод, чтобы начать сварку MIG. Благодаря упомянутой выше повышенной производительности затраты на сварку будут дополнительно снижены. Это идеально подходит для малого бизнеса.
Хорошим выбором является сварочный аппарат Hobart 500559 MIG. Затем вы должны потратить небольшую сумму на газ и проволочный электрод, чтобы начать сварку MIG. Благодаря упомянутой выше повышенной производительности затраты на сварку будут дополнительно снижены. Это идеально подходит для малого бизнеса.
Простота в освоении и установке
Любой человек может сразу научиться сварке с помощью этой техники. В результате сварка MIG является лучшим выбором для любителей и домашних сварщиков. Вы можете настроить сварочный аппарат MIG за несколько минут и приступить к работе.
High Quality
В методе сварки MIG используется защитный газ для защиты сварочной ванны от загрязнения окружающей средой. Конечным результатом является надежный и чистый сварной шов. Вам не нужно откалывать затвердевший шлак. Сварка также очень точная, так как вы можете использовать обе руки для управления сварочной горелкой MIG. Вы также можете изменить скорость подачи, регулируя напряжение, что делает этот процесс очень универсальным и гибким.
Проволока для сварки MIG
Проволока для сварки MIG должна правильно вставляться в сварочный аппарат, чтобы аппарат мог подавать ее через сварочный пистолет в соединение.
Размеры проволоки
Ваш сварочный аппарат может иметь рулон порошковой проволоки. Для сварки MIG вам понадобится более толстая проволока для соединения более толстых металлических секций.
Для наилучшего качества сварки следует использовать самую тонкую проволоку. Вот несколько рекомендаций по выбору сварочной проволоки.
Проволока диаметром 0,23 дюйма подходит только для небольших сварочных аппаратов MIG и сварки тонких металлических листов калибром от 16 до 24 калибра.
Проволока 0,3 дюйма – сварочные аппараты MIG часто поставляются с проволокой такой толщины. Эта проволока подходит для сварки листов толщиной до 1/8 дюйма.
Проволока 0,35 дюйма — этот провод подходит для начинающих. Он подходит для сварки металлических профилей толщиной до ¼ дюйма.
0,45-дюймовая проволока — это часто лучший выбор для промышленной сварки, поскольку проволоки такой толщины достаточно для металлических профилей толщиной более ¼ дюйма.
Сварочный газ
Для MIG требуется защитный газ для защиты расплавленного сварного шва от коррозии, пока он горячий. Вот краткое руководство о важных характеристиках защитных газов и о том, как их выбирать для своих проектов.
Пористость
Пористость просто относится к отверстиям, которые образуются в сварном шве. Вы хотели бы избежать этого дефекта, так как отверстия ослабляют сварной шов, делая его ненадежным.
Довольно часто именно газы в атмосфере приводят к пористости. Поэтому защитный газ используется для защиты сварного шва от неблагоприятного воздействия атмосферы. Если защитный газ не используется, то сварной шов будет реагировать с азотом и кислородом из атмосферы, что сделает его пористым.
Если вы используете сварочную проволоку с флюсовой сердцевиной, вам не о чем беспокоиться, так как сердцевина выделяет защитные газы, защищающие сварочную ванну.
Лучше всего обеспечить оптимальный поток защитного газа из баллона, чтобы обеспечить прочный и надежный сварной шов без пористости. Выпуск слишком большого количества газа не является хорошей идеей, так как это может снизить температуру расплавленного сварного шва. Вы должны найти баланс между достаточным потоком газа и высокой температурой.
Выпуск слишком большого количества газа не является хорошей идеей, так как это может снизить температуру расплавленного сварного шва. Вы должны найти баланс между достаточным потоком газа и высокой температурой.
Хороший способ обеспечить это — держать руку на расстоянии 3 дюймов от наконечника сопла. Увеличьте подачу газа. Идеальный поток газа – это когда вы только начинаете ощущать поток газа на руке.
Типы защитных газов
Ниже приведены наиболее часто используемые смеси защитных газов.
Чистый аргон
Не используйте чистый аргон для сварки стали. Этот газ подходит для цветных металлов, например, алюминия. Аргон характеризуется низким значением теплопроводности. Это приведет к более узкой бусине. Хотя вы обнаружите хорошее проплавление в середине сварного шва, его может быть недостаточно в других областях сварного шва. Следовательно, он не эффективен для стали.
Углекислый газ
Углекислый газ является прекрасным выбором, поскольку он намного дешевле аргона. Таким образом, сварщики MIG предпочитают его.
Таким образом, сварщики MIG предпочитают его.
Однако у двуокиси углерода есть одна серьезная проблема. Образующаяся дуга может быть довольно широкой и менее стабильной. Это приведет к большому количеству брызг.
Смесь аргона
Подходящая смесь двуокиси углерода и аргона позволяет получить сварной шов высочайшего качества. Свойства дуги находятся где-то между чистым углекислым газом и чистым аргоном. Дуга имеет правильную ширину, хорошее проплавление и минимальное разбрызгивание.
Методы сварки MIG
Ниже приведены наиболее распространенные движения, используемые для сварки MIG.
Переднее/проталкивание
Проталкивание сварного шва в переднем положении является наиболее распространенным методом сварки MIG. Чтобы достичь оптимального положения для сварки MIG, вы должны расположить сварочную горелку под углом 10 градусов. Электрод должен быть обращен в том направлении, в котором вы собираетесь сваривать. Вы можете дополнительно уменьшить угол, чтобы изменить форму сварного шва.
После того, как сварочная горелка окажется в правильном положении, нажмите на спусковой крючок и медленно перемещайте горелку MIG. Сдвиньте сопло вперед в направлении сварки.
Наотмашь/Вытягивание
В этом положении вы перемещаете сварочный пистолет к себе, используя положение наотмашь. Используйте тот же угол, который описан выше. Этот метод обеспечивает более высокое проникновение, чем когда вы проталкиваете электрод.
Сварка ВИГ
ВИГ сварка вольфрамовым электродом в среде инертного газа. В этом процессе сварки вы будете использовать вольфрамовый электрод для создания дуги, которая нагревает металл до точки плавления. Защитный газ направляется в сварочную ванну, чтобы защитить ее от атмосферы. Сварка TIG известна тем, что обеспечивает высочайшее качество сварных швов.
Поскольку сварка ВИГ требует, чтобы оператор держал горелку ВИГ в одной руке, а присадочный материал подавал другой рукой, это наиболее сложный для освоения процесс сварки, поскольку требуется высокая ловкость рук и одновременное использование обеих рук.
Сварка TIG выполняется с помощью вольфрамовых электродов, которые являются неплавящимися и очень стабильными. Может потребоваться наполнительный материал, который подается вручную. Защитный газ защищает как сварочную ванну, так и электрод от коррозии. Сварка TIG обеспечивает точные сварные швы и может использоваться для самого широкого спектра металлов.
TIG — очень универсальный метод сварки, поскольку он подходит для широкого спектра металлов, таких как нержавеющая сталь, сталь, никелевые сплавы, алюминий, хромомолибден, медь, магний, бронза, латунь и золото.
Так как он не зависит от флюсового материала, отсутствует опасность коррозии из-за захвата флюса. Шлак не образуется. Это исключает послесварочную очистку. Кроме того, в этом процессе не образуются искры или опасные пары, что делает его более безопасной альтернативой сварке MIG и дуговой сварке.
Поскольку при сварке ВИГ получаются чистые и высококачественные сварные швы, она больше всего подходит для применений, где важен внешний вид. Разбрызгивания не происходит, так как требуется относительно небольшое количество наполнителя.
Благодаря желаемым термическим свойствам вольфрама можно поддерживать дугу, температура которой может достигать 11 000 градусов по Фаренгейту. Отличная теплопроводность и высокая температура плавления предотвращают плавление вольфрама. Вольфрам также имеет гораздо более высокую прочность на растяжение по сравнению со сталью.
Техника сварки ВИГ
Сварка ВИГ осуществляется в 2-х режимах: автоматическом и полуавтоматическом. В полуавтоматическом режиме оператор сварки настраивает расход газа и параметры тока. Затем оператор управляет присадочным стержнем и вольфрамовым электродом.
В автоматическом режиме оператор настраивает расход газа, длину дуги, положение присадочного стержня и скорость перемещения. Затем они наблюдают за ходом операции и вмешиваются только в случае необходимости.
Сварка TIG может выполняться как с источниками переменного, так и постоянного тока с током в диапазоне от 15 до 350 ампер.
Как выполнять сварку ВИГ
Для выполнения сварки ВИГ оператор должен сначала включить подачу газа из баллона. Этот поток газа можно регулировать с помощью клапана, расположенного на горелке TIG. Горелку следует держать над зоной сварки, не касаясь ее. Оператор должен нажать на педаль, чтобы между вольфрамовым электродом и заготовкой возникла дуга. Это расплавляет присадочный материал, который затем создает сварочную ванну на заготовке. Сварное соединение образуется, когда сварочная ванна затвердевает после охлаждения.
Однако, несмотря на все преимущества и высокое качество сварных швов, сварка ВИГ является гораздо более медленным процессом, чем сварка электродом и сварка МИГ. Поэтому он используется там, где высокое качество сварных швов имеет первостепенное значение, несмотря на низкую скорость этого процесса.
Оборудование для сварки TIG
Оборудование для сварки TIG часто дороже, чем сварка электродом и сварка MIG. Вы можете приобрести Everlast PowerTIG менее чем за 1000 долларов.
Резак
Доступны горелки различных размеров с разной мощностью тока. В корпусе горелки находятся электрод и газовые сопла.
Система водяного охлаждения
Сильные токи могут привести к повышению температуры. Система водяного охлаждения предотвращает перегрев горелки. Эта система охлаждения намного эффективнее воздушного охлаждения, но требует дополнительного обслуживания.
Подавление постоянного тока
Образование оксидов на поверхности является причиной для беспокойства при сварке TIG магниевых и алюминиевых сплавов. При сварке алюминия дуга возникает между разнородными металлами (вольфрамом и алюминием), что означает, что переменный ток может быть преобразован в постоянный. Подавитель постоянного тока предотвращает это нежелательное преобразование.
Вольфрамовый электрод
Вольфрам имеет очень высокую температуру плавления, около 3000 градусов Цельсия, что делает его очень подходящим для электродов TIG. Он также обладает большой электропроводностью и теплопроводностью. Для увеличения срока службы электрода и повышения стабильности дуги от 1 до 2 процентов циркония и тория смешивают с вольфрамом. На диаметр электрода также влияет полярность тока.
Газовые сопла
Эти сопла изготовлены из термостойкого керамического материала, устойчивого к высоким температурам сварки. Доступны различные формы сопла для всех видов сварочных работ.
Газовая линза
Эта функция минимизирует турбулентность газового потока. Турбулентный поток газа может не дать наилучших результатов. Следовательно, газовая линза используется для плавного потока газа, который защищает сварочную ванну.
Запуск с нуля по сравнению с запуском с высокой частоты
Функция «запуск с высокой частоты» доступна на более продвинутых аппаратах для сварки TIG. Благодаря этой функции нет необходимости ударять по электроду заготовкой, чтобы создать дугу. Высокочастотный пуск позволяет создать сварочную дугу, даже когда электрод находится на расстоянии одного дюйма от заготовки. Это значительно упрощает сварку, потому что удар электродом для создания дуги довольно сложен.
После возникновения дуги ток и напряжение возвращаются к нормальным рабочим параметрам. Эта автоматическая регулировка напряжения и тока предотвращает перегорание вольфрамового электрода.
Советы по сварке вольфрамовым электродом в среде инертного газа
Начинающие сварщики должны начать с практики на металлоломе, так как сварка вольфрамовым электродом в инертном газе выполняет множество функций, таких как подача присадочного металла, правильное удерживание горелки и управление педалью.
Фонарик следует держать под углом около 75 градусов. Убедитесь, что вы поддерживаете расстояние от ¼ дюйма до 1/8 дюйма между электродом и заготовкой.
Теперь, когда вы знакомы со сваркой, почему бы не начать эту увлекательную и полезную работу? Это хорошо оплачиваемая техническая профессия, не требующая высшего образования. Кроме того, перспективы радужны, поскольку спрос на сварщиков в будущем будет расти.
Как пользоваться сварочным аппаратом MIG
Фото: istockphoto.com
Сварка MIG чрезвычайно популярна как среди новичков, так и среди профессионалов. Несомненно, это самый простой способ изучения четырех основных типов сварки, и с его помощью можно получать чистые и прочные сварные швы из самых разных металлов. MIG, что означает «металлический инертный газ» и также известна как дуговая сварка металлическим газом (GMAW), часто путают со сваркой TIG, хотя на самом деле они совершенно разные.
Эта статья поможет новичкам сделать свои первые шаги в сварке MIG, исследуя различные типы сварочных аппаратов MIG, рассматривая вопросы безопасности при сварке и объясняя, как использовать сварочный аппарат MIG для любого количества различных проектов DIY.
Важные детали аппарата для сварки MIGФото: amazon.com
Хотя существует несколько различных типов аппаратов для сварки MIG, все они имеют одни и те же четыре или пять ключевых компонентов.
- Блок питания : Это основной блок, в котором находятся все органы управления сварочным аппаратом MIG. Он преобразует входную мощность (обычно от бытовой розетки или генератора) в напряжение, необходимое для сварки металла разной толщины, и задает скорость подачи сварочной проволоки.
- Сварочный пистолет (горелка ): это портативное устройство, создающее электрическую дугу для запуска процесса сварки. Он подает как газ для защиты сварного шва, так и проволоку, которая плавит металл, а также создает сварной шов.
- Зажим заземления : Для создания сварочной дуги требуется электрическая цепь. Частью этой цепи является земля или заземление. Заземляющий зажим крепится либо к свариваемому металлу, либо к подходящему металлическому верстаку.
- Сварочная проволока (без изображения) : В процессе сварки MIG ток подается по расходуемой металлической проволоке, которая технически является электродом. Это создает сварочную дугу, которая плавит металл, а также действует как наполнитель между двумя соединяемыми частями.

- Подача газа (без изображения) : При сварке MIG используется газ для создания защитного экрана вокруг сварного шва. Это предотвращает попадание примесей, которые в противном случае могли бы вызвать слабость. Сварочный газ MIG обычно подается из баллона, размер которого может варьироваться от 20 до 300 кубических футов (куб. футов). Для безгазовой сварки MIG не нужна бутылка, хотя, как мы увидим чуть позже в этой статье, термин «безгазовая» немного вводит в заблуждение.
Несмотря на то, что производительность одного и другого аппаратов для сварки проволокой MIG может значительно различаться, основное различие заключается в том, является ли аппарат газовым, безгазовым или и тем, и другим.
Реклама
1. ГазФото: amazon.com
Газовая сварка MIG требует отдельной подачи баллонного газа для создания защитного экрана. Он проходит через сварочный пистолет через соединительный шланг. Скорость потока регулируется регулятором на верхней части флакона.
Хотя газовый баллон может быть немного неудобным, газовая сварка MIG более универсальна, чем безгазовая. Его можно использовать для сварки мягкой стали, нержавеющей стали и алюминия. Однако газовую MIG нельзя использовать на открытом воздухе, так как защитный газ будет выдуваться.
Наша рекомендация: YesWelder 250A Aluminium MIG Welder на Amazon за 499,99 долларов США
Этот аппарат YesWelder 3-в-1 совместим практически с любой задачей сварки своими руками и обеспечивает производительность и универсальность при конкурентоспособная цена.
Фото: amazon.com
Безгазовая сварка MIG, также называемая дуговой сваркой с флюсом (FCAW) или просто сварка с флюсом, использует самозащитную проволоку. Другими словами, подаваемый в сварной шов электрод соединяется с плавящимся в дуге флюсом и образует собственную газовую защиту. Он не совсем безгазовый, но ему не нужен отдельный источник питания. В результате его легче настроить, чем газовую сварку MIG, поэтому его часто рекомендуют новичкам.
Возможность создания собственного экрана позволяет использовать безгазовую сварку MIG на открытом воздухе. Однако, хотя можно найти проволоку с флюсовым сердечником для нержавеющей стали и алюминия, этот процесс, как правило, приводит к неаккуратным, некачественным сварным швам и не рекомендуется. В результате безгазовая сварка MIG обычно используется только для сварки низкоуглеродистой стали.
Наша рекомендация: Сварочный аппарат с флюсовой сердцевиной Forney Easy Weld 140 FC-i в The Home Depot за 248,70 долл. -использование и надежное введение в безгазовую сварку MIG.
3. Газовая и безгазовая сваркаФото: amazon.com
Комбинации газовой и безгазовой сварки MIG призваны предложить лучшее из обоих миров, и большинство из них делают это очень успешно. Они легко переключаются с одного типа сварки MIG на другой, редко идя на компромисс с точки зрения производительности.
Реклама
Они могут быть дорогими, но это лучшие сварочные аппараты MIG на рынке для тех, кто ищет адаптируемость.
Наша рекомендация: Hobart Handler 210MVP MIG Welder на Amazon за 1149,99 долларов США
Hobart — один из ведущих мировых брендов сварочного оборудования, и эта модель предлагает профессиональные характеристики и универсальность.
Фото: istockphoto.com
Учитывая температуру и яркость при сварке металлов, всегда существует вероятность получения травмы. Тем не менее, несколько простых мер предосторожности обеспечат максимальную безопасность сварщика.
- Всегда носите средства индивидуальной защиты (СИЗ) и одежду, включая комбинезон или фартук, высококачественную сварочную маску и соответствующие перчатки сварщика.
- Убедитесь, что вы разбираетесь в своем оборудовании, особенно в том, как быстро выключить сварочный аппарат в случае аварии.
- Очистите зону от любых легковоспламеняющихся материалов.
- Обеспечьте достаточную вентиляцию рабочей зоны. Сварочный дым может вызывать сонливость.
- При сварке в домашних условиях не допускайте детей и домашних животных к месту, где вы работаете.
- Для справки: Управление по охране труда и здоровья (OSHA) выпускает ряд рекомендаций по технике безопасности. Хотя они предназначены для коммерческих организаций, они актуальны для всех сварщиков.
Сварка MIG упрощается благодаря тому, что сварочная проволока подается автоматически со скоростью, заданной пользователем. Однако не вся сварочная проволока одинакова.
Проволока для газовой MIG не содержит флюса, необходимого для безгазовой сварки. И наоборот, проволока с флюсовой сердцевиной (безгазовая) не может использоваться в аппаратах для газовой сварки MIG. Для различных типов сварных швов (мягкая сталь, нержавеющая сталь и алюминий) также требуются специальные проволоки, а диаметр проволоки изменяется в соответствии с толщиной материала.
Важно понимать вышеизложенное для получения качественных сварных швов. К счастью, информацию легко получить от поставщиков оборудования и расходных материалов.
Соотношение защитного газаНаиболее распространенным газом, используемым для сварки MIG, является аргон (A). Это инертный газ, поэтому он не содержит примесей, которые могут ослабить сварные швы.
Реклама
Хотя иногда поставляется 100-процентный аргон, обычно он смешивается с двуокисью углерода (CO2) в соотношении 75 процентов A к 25 процентам CO2. Углекислый газ считается полуинертным, дешевле аргона и улучшает провар. Однако отделка может быть менее ровной. По данным Vern Lewis Welding Supply, это соотношение может составлять около 90 процентов от продаж сварочного газа продавца.
Гелий иногда добавляют к аргону и двуокиси углерода для создания так называемых «тримиксов». Они часто используются при работе с нержавеющей сталью. Конкретные соотношения меняются в зависимости от материала и процесса сварки, поэтому для получения дополнительной информации обратитесь к поставщику газа.
Фото: istockphoto.com
По возможности всегда полезно иметь профессиональную инструкцию при обучении сварке. Если местные занятия недоступны, отличной альтернативой могут стать онлайн-курсы по сварке.
Ниже приводится краткий обзор двух основных методов сварки MIG.
ШАГ 1: Решите, хотите ли вы толкать или тянуть.Существует два основных метода сварки MIG: тянуть сварной шов к себе или отталкивать его. С газовым MIG вы можете сделать и то, и другое. С безгазовым МИГом можно только тянуть, потому что толкание пробивает щит.
Тянуть стало проще и быстрее. Сварной шов не такой аккуратный, но может проникать глубже, поэтому он обычно обеспечивает более прочный сварной шов в толстом металле. Сварной шов с проталкиванием обычно выглядит более аккуратным, более последовательным и требует меньше усилий для последующей шлифовки, если требуется гладкая поверхность.
Для стали можно использовать любой метод. Алюминий следует проталкивать с использованием газа MIG. Сварка алюминия более подвержена загрязнению, и этот метод обеспечивает хорошую газовую защиту.
ШАГ 2: Настройте сварочный аппарат MIG.Необходимо установить правильное напряжение для толщины свариваемого металла и скорости подачи проволоки. Таблицы с соответствующей информацией всегда предоставляются, часто постоянно закрепленные на самой машине. В некоторых случаях это полуавтоматический процесс, когда вам нужно только установить определенные параметры, а сварщик сделает все остальное.
Реклама
Необходимо включить газ и установить правильный расход. Прикрепите зажим заземления к заготовке или сварочному столу, если он у вас есть.
ШАГ 3: Наденьте СИЗ и p проведите проверку безопасности . Все, что вы делаете сейчас, должно выполняться с установленным защитным снаряжением. Наденьте свой сварочный шлем и убедитесь, что он работает правильно. Наденьте перчатки. Сварочные перчатки поначалу могут показаться неуклюжими, но защита, которую они обеспечивают, очень важна.
Выполните проверки безопасности, упомянутые выше в разделе «Советы по безопасности при сварке MIG».
ШАГ 4: Нарисуйте дугу и наложите бусину.Потренироваться на куске чистого металлолома, пока вы привыкаете к сварке. Вместо того, чтобы пытаться сварить два куска металла вместе, просто сконцентрируйтесь на поджигании дуги и создании линии металла (называемой валиком) на поверхности.
Зажигание дуги и начало сварки обычно осуществляется путем царапания проволочного электрода по металлической поверхности, вызывая появление искры. Представьте, как бы вы чиркнули спичкой о спичечный коробок. После того, как дуга зажглась, слегка оттяните пистолет. Сварка не происходит при контакте электрода (проволоки) с металлом. Вместо этого он должен находиться на расстоянии около ⅛ дюйма от металлической поверхности.
Некоторые машины создают дугу постукиванием, но это более сложная техника. Иногда это может привести к «замерзанию», когда проволока прилипает к металлу, а не создает сварочную ванну. Начинающим рекомендуется скретчинг.
Если вы уверены, что можете зажечь дугу и контролировать валик, вы готовы к сварке. Будь то вытягивание или толкание, пистолет следует держать под углом от 15 до 20 градусов. Сосредоточьтесь на расплавленном металле (сварочной ванне), работая как можно плавнее.
Реклама
Если двигаться слишком медленно, в металле могут образоваться дыры. Слишком быстрое движение приводит к тому, что сварной шов не сформирован должным образом, а это означает, что у него будут слабые места. Будьте терпеливы к себе, когда учитесь плести бусину. Чтобы сделать это правильно, требуется немного практики.
ШАГ 5: Очистите готовый сварной шов. Подождите, пока шов остынет. Не поддавайтесь искушению окунуть металл в воду или полить его водой; это может привести к трещинам и искажениям. После того, как он полностью остынет, объем необходимой очистки металла зависит от того, будет ли виден сварной шов.
Несколько минут работы проволочной щеткой может быть достаточно. В тех случаях, когда металл будет окрашиваться, часто будет необходимо отшлифовать лишний валик, чтобы получить гладкую поверхность.
Фото: istockphoto.com
Распространенные ошибки при сварке MIG и как их избежатьСамая распространенная ошибка при сварке MIG — недостаточная подготовка. Понятно, что люди хотят начать сварку как можно скорее, но спешка с выполнением работы часто приводит к тому, что сварные швы не получаются.
- При сварке всегда надевайте все средства защиты глаз и тела.
- По возможности начинайте с небольших проектов, прежде чем браться за крупные проекты.
- Убедитесь, что соединяемые материалы чистые и на них нет краски, ржавчины, жира или других загрязнений.
- Инвестируйте в качественное оборудование и материалы.
- Если есть сомнения, проконсультируйтесь. Пройти курс сварки всегда хорошая идея. Поставщики оборудования и расходных материалов, как правило, также рады помочь.
Всегда следуйте рекомендациям производителя по уходу и техническому обслуживанию сварочного оборудования MIG. Вообще говоря, это покрывает следующее:
- Содержите его в чистоте. Сварочные цеха могут довольно быстро стать грязными. По окончании сварки протрите сварочный аппарат и храните его вдали от пыли и грязи или, по крайней мере, храните под крышкой. Держите сварочный пистолет подальше от пола.
- Выпустите защитный газ, выключив подачу газа и нажав на спусковой крючок пистолета, пока регулятор не достигнет нуля. Это продлевает срок службы шлангов, клапанов и других деталей. Отрежьте и утилизируйте любой провод, который проходит через него.
- Регулярно проверяйте шланг и фитинги на наличие повреждений. Немедленно замените их при обнаружении утечек.
- Убедитесь, что электрические соединения надежны, а кабели не повреждены и не изношены.
Сварка — это увлекательное хобби, которое предполагает развитие навыков, которые могут быть как полезными, так и творческими.