
Сварка полуавтоматом для начинающих | Как правильно варить полуавтоматом
Создание металлических конструкций либо иное производство изделий из металла невозможно без сварочных работ. Одним из самых распространенных методов является сварка металлоконструкций полуавтоматом. Он востребован при соединении разных металлических заготовок: черных и цветных, толстых и листовых. В сварке полуавтоматическими аппаратами применяются современные технологии склейки металлов, которые положительно влияют на качество шва. Наибольшее распространение технология получила в производстве или кузовном ремонте автомобилей и другой техники.
СОДЕРЖАНИЕ
- Что такое полуавтоматическая сварка
- Технология сварки полуавтоматом
- Сварка полуавтоматом с газом
- Сваривание полуавтоматом без защитной среды
- Настройка сварочного полуавтомата
- Виды сварочных швов при сварке полуавтоматом
- Вертикальный шов
- Горизонтальный шов
- Сварка тонкого металла полуавтоматом
- Сварка толстого металла полуавтоматом
- Полуавтоматическая сварка проволокой
- Присадочные проволоки
- Подготовка к процессу сварки
- После выполнения работ
- Техника безопасности
Что такое полуавтоматическая сварка
Перед началом практических занятий по освоению технологии работы с полуавтоматическими станциями следует детально изучить теорию. Оборудование состоит из таких основных узлов:
Оборудование состоит из таких основных узлов:
- основной блок, через который подается присадочная проволока и питание;
- горелка с расположенной внутри нее проволокой;
- сварочный рукав;
- система снабжения защитным газом;
- проводящий питание наконечник.
На больших предприятиях нередко применяются стационарные полуавтоматические установки для сварки деталей на сборочных линиях. Такое оборудование обеспечивает хорошее качество сварного соединения, равномерное распределение наплава по всей длине шва, высокую скорость выполнения работ и малое энергопотребление. В зависимости от принципа работа полуавтоматические модели делятся на несколько групп:
- для сваривания кромок в защитной среде;
- выполнение работ с использованием флюса;
- сваривание с порошковой проволокой;
- универсальные автоматические устройства.
Все без исключения установки отлично справляются с задачами соединения заготовок из цветных или черных металлов. В зависимости от типа подачи присадочной проволоки полуавтоматы бывают:
В зависимости от типа подачи присадочной проволоки полуавтоматы бывают:
- стационарными. Корпус установлен на специальную консоль либо иное основание и жестко закреплен;
- переносные. Устройство имеет сравнительно небольшие габариты и вес. Может без особых усилий перемещаться одним человеком;
- передвижные. Агрегат монтируется на тележке и передвигается в пределах одного помещения – как правило, цеха или сборочного участка.
Существует и классификация оборудования в зависимости от типа подающих роликов: тянущие, толкающие или толкающе-тянущие.
Технология сварки полуавтоматом
Сварка полуавтоматом с газом
При помощи полуавтомата можно сваривать детали из оцинкованного или поржавевшего металла. При соединении трудносвариваемых частей в качестве присадки применяется алюминиевая или медная проволока. Это дает возможность получить прочный с равномерным распределением наплава шов.
Когда планируется сваривать материалы в защитной среде или с применением флюса, предварительно выполняются подготовительные работы:
- при помощи растворителя поверхность стыков обезжиривается и очищается от механических включений;
- проверяется работа газового оборудования;
- проваривается небольшой участок стыка. В этот момент корректируются основные настройки;
- выполняется тонкий подбор напряжения и силы тока.
Самым простым вариантом применения полуавтомата считается работа в защитной среде. Используется любой инертный газ, который имеется в наличии: аргон, гелий, углекислый газ или азот. Техника сваривания от выбора газа не зависит и остается неизменной. Наиболее часто востребована углекислота, обладающая хорошими защитными свойствами и сравнительно невысокой стоимостью.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Преимущества использования полуавтоматов для сваривания в защитной среде:
- остается неизменным внешний вид конструкции;
- обрабатываются даже самые труднодоступные участки изделия;
- на выходе получается тонкий и достаточно прочный сварной шов;
- минимум отходов;
- все работы выполняются быстро.
Насколько качественно будет сформирован шов зависит от трех основных факторов: соблюдения интервала между свариваемыми поверхностями, метода ведения проволоки вдоль соединения, соблюдения технологии и норм выполнения сварочных работ.
Читайте также: Какой газ используется для сварки полуавтоматом
Сваривание полуавтоматом без защитной среды
Выполнение работ без использования защитныхгазов является альтернативой, позволяющей избежать образования окислов и все время контролировать ход выполнения работ. Но это не означает, что процесс выполняется без защитной среды. В такой ситуации применяются флюсовые (порошковые) проволоки. В процессе плавления присадочного материала сгорает порошок, в результате чего образуется газовая среда, обеспечивающая создание качественного соединения. Принято различать несколько этапов сваривания заготовок с использованием безгазовой полуавтоматической сварки:
В процессе плавления присадочного материала сгорает порошок, в результате чего образуется газовая среда, обеспечивающая создание качественного соединения. Принято различать несколько этапов сваривания заготовок с использованием безгазовой полуавтоматической сварки:
- подбор оптимальной сварочной проволоки с флюсом;
- настройка подачи присадочного материала;
- закладывается флюс внутрь воронки;
- открывается защитная заслонка, чтобы флюс мог попасть в зону сваривания;
- запускается полуавтомат;
- образуется электрическая дуга;
- начало сварочных работ.
Необходимо подчеркнуть, что при помощи полуавтоматом можно соединять заготовки из разных материалов, в том числе и алюминия с нестандартными характеристиками. В качестве защитного газа при соединении алюминия используется аргон. Он необходим для того, чтобы при плавлении металла на его поверхности не образовалась новая оксидная пленка.
Читайте также: Как варить полуавтоматом без газа
Настройка сварочного полуавтомата
Тонкая настройка сварочного полуавтомата является обязательным условием для получения качественного сварного соединения. Перед началом эксплуатации оборудования сварщик должен выбрать:
Перед началом эксплуатации оборудования сварщик должен выбрать:
- скорость подачи присадочного материала;
- силу тока;
- оптимальное давление инертного газа.
Установки для автоматической сварки поставляются в комплекте с документацией, где содержится в том числе и информация по регулировке основных параметров сварки. Ориентируясь на данные таблиц, опытный сварщик сможет безошибочно выбрать наиболее подходящие для работы с тем или иным материалом параметры.
Насколько хорошо настроен агрегат можно проверить на ненужных кусках металла. Если шов получается ровным, гладким, без потеков и прерывания – значит настройки выбраны правильно. Оптимальное давление защитного газа должно варьироваться в диапазоне 1-2 атмосферы.
Для подготовки полуавтоматической сварки к работе следует:
- Подобрать проволоку наиболее подходящего размера. Большая часть востребованных расходных материалов имеет диаметр от 3 до 6 мм. Для сварки полуавтоматом в большинстве случаев выбирается проволока диаметром 4 мм.
- Протянуть присадку до горелки, чтобы она вышла и отрегулировать степень ее прижатия.
- Подготовить к применению защитный газ. Наиболее часто используется аргон или углекислота. Первый обеспечивает стабильность электродуги и сводит к минимуму образование брызг. А второй выгодно отличается невысокой стоимостью и прекрасно подходит для работы со стальными заготовками.
- К аппаратуре подключается газовый баллон.
При настройке аппаратуры нужно следовать установившимся правилам. Их соблюдение станет залогом получения качественного и ровного шва. Прежде всего, нужно добиться равномерного и стабильного горения электрической дуги. Важно тщательно очистить стыки от шлака, жира, краски и прочих загрязнений. Не менее значимым условием является оптимальная скорость подачи проволоки. Все параметры настройки можно найти в сопроводительной литературе, которая идет вместе с установкой. Заводские параметры не стоит воспринимать как догму. Они могут служить базисом, от которого сварщик оттолкнется в поиске наиболее подходящего варианта.
Дело в том, что каждый раз установки могут сильно отличаться в зависимости от:
- выбранного режима работы;
- качество энергоснабжения;
- различия в составе свариваемого металла;
- температура воздуха;
- состав и диаметр присадочного материала;
- пространственное расположение стыка;
- вид и состав защитной среды.
Наиболее часто при настройке сварочного полуавтомата сварщики допускают ошибки, которые можно определить по таким симптомам:
- Посторонние звуки, которые напоминают громкий сухой треск. Такие симптомы возникают в том случае, когда присадочная проволока подается медленно. Достаточно просто увеличить скорость подачи проволоки, чтобы полностью исправить ситуацию.
- При выполнении работы наблюдается обильное разбрызгивание. Такое возможно в случаях, когда инертного газа подается слишком мало. Чтобы устранить проблему необходимо проверить редуктор – часто проблема заключается в его неисправности.
 Иногда достаточно просто увеличить поток газа.
Иногда достаточно просто увеличить поток газа.
- Плохое проваривание металла и как следствие – невысокое качество шва. Скорее всего, неверно выбрана индуктивность и напряжение.
- Валик получается неодинаковой толщины. Дефект образуется из-за того, что скорость движения горелки выбрана неправильно.
Читайте также: Как настроить сварочный полуавтомат
Виды сварочных швов при сварке полуавтоматом
Манипулируя настройками полуавтоматической сварки, специалист может получать самые разные типа швов. По своему виду они разделяются на несколько видов: тавровые, стыковые, угловые, нахлестовые. Есть несколько видов соединений, которые отличаются своим пространственным положением: нижние, потолочные, горизонтальные и вертикальные.
Формирование потолочного шва делится на два этапа:
- Проваривание основания. Коренной шов формируется, как правило, трехмиллиметровыми электродами с небольшой силой тока.

- Финальное формирование шва.
Второй этап может быть выполнен разными способами:
- Соединение заготовок посредством наложения коротких прерывистых швов или методом точечной сварки. При таком подходя вероятность того, что капли расплавленного металла будут падать на сварщика минимальна. Такая технология подразумевает дополнительное проваривание заготовок в начале и конце стыка.
- Выполнение работы с минимальной дугой. Особенность метода состоит в том, что шов очень быстро остывает: сразу после прерывания дуги.
Нижнее соединение – основной способ соединения металлов, который составляет основу промышленного производства сварных конструкций. Оно может выполняться как ручной дуговой, так и полуавтоматической сваркой. Такие швы характеризуются высокой механической прочностью, которая обеспечивается за счет равномерного распределения расплава.
При угловых соединениях режимы полуавтоматической сварки могут быть самыми разными. Расположение заготовок тоже вариативно:
Расположение заготовок тоже вариативно:
- Соединяемые поверхности размещены перпендикулярно. При подобном размещении проваривается только внутренний стык. В случаях, когда свариваются трубки, то требуется концентрическое выполнение шва по окружности.
- Угол между соединяемыми поверхностями составляет меньше 60 градусов. Это идеальный вариант расположения: детали отлично провариваются со всех сторон.
При соединении труб или листового металла применяется стыковой шов. При таком варианте проварка может быть: односторонней, односторонней с обработкой, двухсторонней. Одностороння сварка приемлема, если толщина заготовок не превышает 4-х миллиметров. С более толстыми кромками желательно обрабатывать стык с двух сторон.
При односторонней сварке особое внимание следует уделять предварительной подготовке металла. Основательная разделка кромок является важным предусловием формирования качественного шва при полуавтоматической сварке в защитной среде. Разделывается кромка при помощи напильника или болгарки. Во время обработки инструмент держится так, чтобы угол на краю заготовки составлял примерно 45 градусов.
Во время обработки инструмент держится так, чтобы угол на краю заготовки составлял примерно 45 градусов.
Соединение заготовок внахлест выбирается, когда нужно обеспечить высокое сопротивления шва на разрыв. Чтобы предотвратить скопление влаги, нужно положить швы по обе стороны соединяемых поверхностей. Тавровое соединение отлично подходит для соединения основания металлической конструкции.
Вертикальный шов
Технология формирования вертикального шва при помощи полуавтомата отличается несколькими особенностями:
- Расплав должен остывать намного быстрее, нежели при горизонтальной сварке. Это необходимо для того, чтобы расплавленные капли не стекали на пол. Размер капель можно уменьшить, минимизировав размер сварочной дуги.
- Вертикальная сварка выполняется по направлению снизу-вверх. В таком случае удается положить ровный шов, без наплывов и неровностей.
Чтобы добиться хорошего результата при вертикальном сваривании заготовок по направлению сверху-вниз, следует придерживаться нескольких основных правил. Первое – применять исключительно короткую дугу, чтобы уменьшить разбрызгивание и минимизировать объем расплава. Второе – в начале сварки электрод должен располагаться строго перпендикулярно по отношению к рабочей поверхности. Третье – дальше электрод ставится под острым углом. Но не стоит ожидать идеального результата. Как показывает практика швы обладают весьма скудными характеристиками. Прибегать к такому методу сваривания рекомендуется только в крайних случаях.
Первое – применять исключительно короткую дугу, чтобы уменьшить разбрызгивание и минимизировать объем расплава. Второе – в начале сварки электрод должен располагаться строго перпендикулярно по отношению к рабочей поверхности. Третье – дальше электрод ставится под острым углом. Но не стоит ожидать идеального результата. Как показывает практика швы обладают весьма скудными характеристиками. Прибегать к такому методу сваривания рекомендуется только в крайних случаях.
Существуют несколько основных техник формирования вертикального шва полуавтоматической сваркой:
- Треугольник. Метод используется в случаях, когда соединяются заготовки с толщиной кромок до двух миллиметров. Его суть заключается в том, что передвижение снизу-вверх заставляет жидкий метал наплывать на уже застывший. Он довольно быстро застывает, не стекая на пол или на оператора. Шлак в этом случае перемещается под определенным углом, образуя некоторое подобие треугольника.
- Елочка. Техника используется для сваривания стыков 2-3 мм в глубину.
 Передвижение электрода начинается у одной из кромок. Металл плавится по всей толщине, а дуга постепенно перемещается вглубь стыка.
Передвижение электрода начинается у одной из кромок. Металл плавится по всей толщине, а дуга постепенно перемещается вглубь стыка. - Лестница. Оптимальный способ соединить две заготовки, между которыми большой зазор. Электрод перемещается от одной кромки к противоположной зигзагообразно.
Горизонтальный шов
Полуавтоматическая сварка дает возможность выполнить горизонтальные швы самого высокого качества вне зависимости от направления движения. Для получения высококачественного шва нужно учесть некоторые особенности:
- нужно уравновесить силу тяжести капель расплавленного металла и силу горения электродуги;
- важно выбрать оптимальную скорость перемещения электрода вдоль стыка;
- чтобы контролировать расплав, следует выполнять сварочные работы непрерывно.
В некоторых случаях завершить шов одним проходом не удается. Тогда можно прибегнуть к технике, включающей периодическое гашение дуги. Можно использовать разные сварные рисунки на заготовках с кромками до 4 мм. Во всем остальном качество шва будет зависеть от опыта и мастерства сварщика.
Во всем остальном качество шва будет зависеть от опыта и мастерства сварщика.
Сварной горизонтальный шов создается за четыре этапа:
- Формирование корневого валика. Он выполняется короткой электрической дугой. Электрод по отношению к рабочей поверхности держится под углом 80 градусов. Первичный валик формируется, как правило, на максимальной силе тока.
- Наложение вторичного валика. Перед началом процесса устанавливается средняя сила тока. Выполняется валик за один проход электродом максимально большого диаметра. При формировании валика применяется технология углом вперед.
- Создание третьего валика. В зависимости от ранее полученных результатов для формирования валика третьего используется один из двух способов. Площадь вторичного валика большая – третий ложится по центру. Когда размеры вторичного соответствуют норме, то выполнение третьего этапа совершается в два подхода.
- Проверка качества работы.
Сварочные дефекты чаще всего образуются в верхней части шва. Поэтому следует внимательно следить за качеством работ на этом этапе.
Поэтому следует внимательно следить за качеством работ на этом этапе.
Сварка тонкого металла полуавтоматом
В зависимости от типа металла сваривание может выполняться одним из двух способов:
- Обычные листовые заготовки свариваются любым способом.
- Тонкий заклепочный материал следует соединять внахлест. Проваривается через отверстия, которые в верхнем листе были предварительно подготовленные.
При выполнении работ нужно обращать особое внимание на некоторые нюансы:
- скорость подачи проволоки, напряжение и сила тока снижаются до минимально допустимых параметров;
- не допускается задержка электрической дуги в одном месте. Это может вызвать прожег заготовки или наплыв валика;
- заклепочный материал желательно начать сваривать от центра нижней заготовки. В противном случае можно залить ранее подготовленные отверстия.
В случаях, когда герметичность не является обязательным условием, можно прибегнуть к точечному соединению. Расстояние между местами сварки может составлять от 1 до 5 сантиметров.
Расстояние между местами сварки может составлять от 1 до 5 сантиметров.
Сварка толстого металла полуавтоматом
Металл, имеющий толщину стенок более 4-х миллиметров, требует предварительной подготовки: снимаются фаски с обеих кромок. Это позволяет сформировать ровный и в то же время очень прочный шов.
При работе с толстыми заготовками следует выполнять горелкой колебательные движения, чтобы прогревалась большая площадь кромок. Производитель к сварочным полуавтоматам прилагает документацию, где содержится полезная справочная информация. Среди прочих данных есть и таблицы с рекомендованными параметрами для сваривания заготовок из толстого металла.
Основные правила выполнения работ:
- зазор между кромками не должен превышать двух миллиметров;
- ширина сварного шва должна соответствовать толщине металла;
- выбирая расходные материалы, следует учитывать рекомендации производителя оборудования.
Если специалисту поставлена задача максимально хорошо проварить заготовку с толщиной свыше пяти миллиметров, то работу нужно выполнить в несколько подходов. Первым делом проваривается центр стыка. После этого деталь проваривается сверху и снизу. Сваривать заготовки желательно на открытой площадке или же в просторном хорошо вентилируемом помещении.
Первым делом проваривается центр стыка. После этого деталь проваривается сверху и снизу. Сваривать заготовки желательно на открытой площадке или же в просторном хорошо вентилируемом помещении.
Полуавтоматическая сварка проволокой
Присадочные проволоки
При соединении металлов полуавтоматом с использованием присадочной проволоки необходимо учесть некоторые нюансы:
- требуется соответствие по химическому составу между присадочным и свариваемым материалом;
- проволока должна быть от проверенного производителя, то есть, качественной и сертифицированной;
- должны быть соблюдены сроки и условия хранения присадки.
Так сложилось, что на производстве и в домашних условиях чаще всего нужно варить сталь или марганец. Именно для этих целей наиболее востребована проволока, которая поставляется для сварочных работ.
Для работы с черными металлами используются такие виды материала:
- Св-08ГС. Применяется для легированной или низкоуглеродистой стали;
- Св-08Г2с.
 Предназначена для работы с высокоуглеродистой сталью.
Предназначена для работы с высокоуглеродистой сталью.
Очень часто для выполнения конструкций из черного металла применяется порошковая проволока. Материал выгоден тем, что дает возможность работать без подачи защитного газа в область сваривания. Не нужно тащить на объект баллон с инертным газом. Это важно, когда необходима скорость выполнения работ в сочетании с мобильностью: требуется быстро побывать на нескольких объектах.
Материал представляет собой трубку, изготовленную из низкоуглеродистой стали, полость которой наполнена специальным порошкообразным составом. Металл плавится, в результате чего освобождается порошок. В результате его горения создается газовое облако, которое и защищает рабочую зону от атмосферного воздуха. В подавляющем большинстве случаев в состав порошка включены металлическая пыль и рутил.
Для соединения нержавеющей стали применяется проволока Св.-06Х19Н9Т, Св.-01Х19Н9 или Св.-04Х18Н9. Эти материалы обеспечивают высокую прочность сварного шва. Для алюминиевых заготовок предназначена проволока СВ-АК5. Ее характерная особенность – оригинальный цвет шва.
Для алюминиевых заготовок предназначена проволока СВ-АК5. Ее характерная особенность – оригинальный цвет шва.
Подготовка к процессу сварки
Требуется предварительная подготовка перед началом сварочных работ. Она состоит из четырех этапов:
- Создаются на кромках скосы или фаски.
- Поверхность очищается от загрязнений.
- Зона сваривания обрабатывается едким веществом, которое будет препятствовать быстрому образованию тугоплавкой пленки из оксида алюминия.
- Тефлоновый канал обрабатывается с целью уменьшения трения присадочной проволоки о его стенки.
Начинающий сварщик должен усвоить, что в любой ситуации перед началом работ помимо перечисленных нужно выполнить и такие манипуляции:
- убрать с рабочего места ненужные на данный момент инструменты и другие предметы;
- дать максимальный приток освещение на рабочее место;
- разложить по местам необходимые для работы инструменты и вспомогательное оборудование;
- проверить целостность кабеля и готовность к работе удлинителей.

После этого можно приступать к подготовке оборудования. Порядок выполнения манипуляций:
- аккуратно разложить сварочный рукав;
- проверить состояние сопла горелки;
- подсоединить газовый баллон;
- на столе закрепить соединяемые детали. Если работы выполняются непосредственно на конструкции, то обеспечить неподвижность свариваемых поверхностей доступными способами;
- надеть спецовку и прочую амуницию сварщика;
- дать питание на полуавтомат;
- поднести горелку к стыку.
После выполнения работ
После выполнения работы необходимо:
- перекрыть подачу проволоки и инертного газа;
- отключить аппарат от источника питания;
- позволить шву остыть;
- внимательно осмотреть его и при обнаружении дефектов повторить сварку.
Полуавтомат дает возможность использовать разные типы присадочной проволоки.
Важно по максимуму применять доступные средства защиты. Полная экипировка состоит из таких функциональных компонентов:
Полная экипировка состоит из таких функциональных компонентов:
- Защита глаз. В идеале при выполнении сварочных работ использовать специальную маску. Допускается также одевать защитные очки или применять щиток.
- Защита органов дыхания. Есть специальные фильтрующие маски, которые пригодятся в условиях плохой вентиляции или отсутствии таковой.
- Защита от брызг. Избежать ожогов помогает специальный костюм, выполненный из жаропрочного материала.
Техника безопасности
Чтобы избежать травм следует соблюдать простые правила техники безопасности:
- При выполнении работы следует постоянно находиться на деревянных подмостках.
- Для освещения рабочего места использовать свет от источников питания в 12 вольт.
- На высоте страховаться в обязательном порядке. Размер страховой бечёвки должен быть не менее двух метров.
- Сварочные работы в закрытых помещениях выполнять только при наличии эффективной вытяжки.
 В случаях, когда вентиляция невозможна, сварщик должен использовать шланговый противогаз. При малой задымленности допускается работа в респираторе.
В случаях, когда вентиляция невозможна, сварщик должен использовать шланговый противогаз. При малой задымленности допускается работа в респираторе. - Строго запрещено брать свариваемые детали голыми руками.
- На открытых площадках запрещена работа при выпадении осадков.
Заключение
Большинство профессиональных сварщиков хорошо знают особенности работы с полуавтоматическим оборудованием. Этому обучают в учебных заведениях, на курсах. Или же можно просто открыть инструкцию производителя и ознакомиться с основными аспектами. Современные технологии упростили сварочные полуавтоматы и теперь они стали доступны для любителей. Оборудование отлично зарекомендовала себя в быту и малом бизнесе.
Техника сварки полуавтоматом и инвертором
Для получения неразъемного соединения однородных (металлы) или разных по качеству (керамика, металл) деталей применяют сварку. За счет плавления материалов удается получить устойчивый к нагрузкам, недеформируемый и прочный рабочий шов между элементами. В бытовых условиях безопаснее и надежнее для начинающих применять электродуговую сварку, используя специальный сварочный аппарат (инвертор, полуавтомат). Задача оператора не просто соединить два элемента, а создать красивый, прочный, надежный и неразъемный рабочий шов. А для этого должна быть изучена техника сварки полуавтоматом и инвертором различных по толщине материалов.
За счет плавления материалов удается получить устойчивый к нагрузкам, недеформируемый и прочный рабочий шов между элементами. В бытовых условиях безопаснее и надежнее для начинающих применять электродуговую сварку, используя специальный сварочный аппарат (инвертор, полуавтомат). Задача оператора не просто соединить два элемента, а создать красивый, прочный, надежный и неразъемный рабочий шов. А для этого должна быть изучена техника сварки полуавтоматом и инвертором различных по толщине материалов.
Расходным материалом при работе с первым видом оборудования будет проволока (тонкостенные детали), со вторым — электроды (сваривание толстых деталей). Нужно освоить:
- Принципы подбора расходных материалов: диаметр, длина.
- Способы поджига дуги.
- Виды сварных швов, их назначение и характеристики.
- Работу с дугой.
Наглядно с процессом дуговой сварки поможет ознакомиться видео.
Содержание страницы
- 1 Определение характеристик электрической дуги
- 2 Возбуждение дуги: правила и способы поджига
- 3 Положение стержня при оформлении различных видов швов
- 4 Особенности перемещения дуги при выполнении дуговой сварки
- 5 Коротко о схемах сварки и видах соединительных швов
Определение характеристик электрической дуги
Одно из основных условий получения качественного и надежного рабочего шва — корректный подбор длины дуги и диаметра расходного элемента. Поэтому для начинающих сварщиков важно запомнить следующее правило: габариты дуги должны быть равны 0,5-1,1 от параметров электрода (2.5, 3.25, 4, 5 мм) или проволоки (до 2-2,25 мм). Правила техники сварки полуавтоматом и инвертором гласят, что оператор обязательно должен поддерживать в ходе процесса заданную (корректную) длину электросварочной дуги. Если отступить от правила, то последствия будут следующими:
Поэтому для начинающих сварщиков важно запомнить следующее правило: габариты дуги должны быть равны 0,5-1,1 от параметров электрода (2.5, 3.25, 4, 5 мм) или проволоки (до 2-2,25 мм). Правила техники сварки полуавтоматом и инвертором гласят, что оператор обязательно должен поддерживать в ходе процесса заданную (корректную) длину электросварочной дуги. Если отступить от правила, то последствия будут следующими:
- окисление оплавленного металла — длинная дуга;
- прерывание дуги — короткая;
- деформация рабочего шва — длинная;
- припай расходного элемента к деталям — короткая дуга;
- азотирование оплавленного материала — длинная;
- повышенная пористость структуры рабочего шва — длинная;
- разбрызгивание оплавленного материала — длинная.
Если сваривать детали, не поддерживая постоянной величину дуги, то процесс дуговой сварки нарушается: неустойчивое, неравномерное горение, некорректная глубина провара, пожароопасность процедуры и т. д. Рабочий шов будет иметь неправильную форму и однородную структуру, размеры. Чтобы облегчить процесс, для начинающих производители расходных материалов (только при работе с электродами большого диаметра) в паспорте указывают желательную величину дуги.
Возбуждение дуги: правила и способы поджига
Если ранее оператором не рассматривалась техника электродуговой сварки с помощью инвертора или полуавтомата, тогда процесс лучше начинать изучать с самых азов — с поджига или возбуждения дуги. Сложности связаны с прикипанием основания стержней к поверхности соединяемых материалов. Поэтому новичкам нужно запомнить главное правило сварки инвертором: при поджиге прикосновение электрода к деталям должно быть кратковременным. Чтобы возбудить дугу используют один из методов поджига:
- слегка (секундная задержка) прикоснуться стержнем к поверхности детали и быстро разделить объекты. Надо отвести электрод на расстояние не менее 4 мм.
- боковое протягивание стержня по поверхности детали и отвод электрода.
 Расстояние разделения объектов — 4-4,5 мм.
Расстояние разделения объектов — 4-4,5 мм.
Если секундная задержка не удалась, стержень обязательно прикипит к детали. Отрывать его нужно, применяя вращение. Поворачивая расходный элемент в сторону, резким движением срывают его. На видео показано, как правильно выполнить возбуждение сварочной электрической дуги.
Положение стержня при оформлении различных видов швов
Соединения принято делить на стыковочные, потолочные, угловые, горизонтальные, нахлестные, вертикальные, тавровые и прочие. Характеристики пространства между деталями определяют количество проходов, за которые удастся положить ровный и качественный шов. Меленькие и короткие соединения выполняют одним проходов, длинные — несколькими. Накладывать шов можно непрерывно либо точечно.
Выбранная техника сварки определит прочность, устойчивость к нагрузкам и надежность места соединения деталей. Но прежде чем выбрать схему работы, необходимо определиться с положением стержня. Его определяют:
- пространственное положение места соединения;
- толщина свариваемого металла;
- марка металла;
- диаметр расходного элемента;
- характеристики покрытия электрода.

Корректный выбор положение стержня определяет прочность и внешние данные места соединения, а техника сварки швов в различных положениях будет следующей:
- «От себя», или «вперед углом». Стержень при работе наклонен на 30-600. Инструмент продвигается вперед. Такую технологию применяют при соединении вертикальных, потолочных и горизонтальных стыков. Также применяется эта техника для сварки труб — электросваркой удобно соединять неповоротные стыки.
- Под прямым углом. Способ подходит для сваривания труднодоступных стыков, хотя его считают универсальным (можно сваривать места с любым пространственным расположением). Положение стержня под 900 усложняет процесс.
- «На себя», или «назад углом». Стержень при работе наклонен на 30-600. Инструмент продвигается по направлению к оператору. Эта техника сварки электродом подходит для угловых, коротких, стыковых мест соединения.
Правильно подобранное положение инструмента гарантирует и удобство выполнения запайки стыка, и позволяет следить за корректным проплавлением материала. Последний факт обеспечивает качественное формирование и прочность рабочего соединения. Правильная техника сварки инвертором — проплавление материалов на незначительную глубину, отсутствие брызг, равномерный захват кромок стыка, равномерное распределение расплава. Каким должен получиться соединительный сварочный шов можно увидеть видео для начинающих сварщиков.
Последний факт обеспечивает качественное формирование и прочность рабочего соединения. Правильная техника сварки инвертором — проплавление материалов на незначительную глубину, отсутствие брызг, равномерный захват кромок стыка, равномерное распределение расплава. Каким должен получиться соединительный сварочный шов можно увидеть видео для начинающих сварщиков.
Особенности перемещения дуги при выполнении дуговой сварки
Корректное движение сварной электрической дугой обеспечивает качество и надежность соединительного шва. Описываемая техника дуговой сварки предполагает перемещение дуги в следующих направлениях:
- Поступательном — вдоль оси расходного элемента. Служить для поддержания заданной длины дуги. Правило: продвижение электрода должно согласовываться с укорочением стержня.
- Продольном — вдоль оси рабочего шва. Используется для формирования сварочного ниточного валика. Толщина его напрямую будет зависеть от скорости движение стержня и его габаритов (валик толще на 3 мм диаметра расходного элемента).
 Валик образует первичную спайку.
Валик образует первичную спайку. - Поперечном — поперек соединительного шва. Концом стержень совершают колебательные движения. Характеристики соединяемых материалов, расположение стыка и его размер, требования к рабочему шву и другие параметры определяют размах поперечных движений. Движения завершают формирование сварочного соединения. Его ширина будет колебаться в пределах 1,5-5 диаметров используемого стержня.
Чтобы стала понятной эта техника сварки инвертором для начинающих, уточним: все три движения стержнем постепенно накладываются друг на друга, формируя прочное и неразъемное соединение материалов. Поступательно-колебательные движения концом стержня могут иметь различную фигурную траекторию (классических вариантов 11). Каждый из них подходит (удобен) для определенного вида шва. Но вариант фигурного перемещения стрежня подбирают не только по пространственному положению стыка, но и по прочностным характеристикам будущего шва. Для начинающих сварщиков важно запомнить, что перемещение электрической дуги должно быть таким, чтобы края привариваемых объектов расплавлялись с образованием достаточного объема наплавленного металла. Чрезмерный оплав — неаккуратный стык, недостаточный — слабый шов.
При работе с длинными или сложными стыковочными объектами придется выполнять замену стержня. Процедура следующая:
- процесс прервать;
- сменить расходный элемент;
- сбить шлак с остывшего шва;
- возбудить электрическую дугу — поджиг делают на расстоянии 12-13 мм от воронки, которая появилась в конце шва;
- подвести стержень к воронке;
- сформировать сплав из нового и старого стержня;
- завершить перемещение расходного элемента.
Перемещения дуги, которые использует техника сварки инвертором, на видео для начинающих проиллюстрированы детально.
Коротко о схемах сварки и видах соединительных швов
Схема заполнения места соединения деталей будет определять эксплуатационные и прочностные характеристики сварного шва. Поэтому любая техника сварки, в частности дуговой сварки, классифицирует последние по длине и сложности. Различают:
Поэтому любая техника сварки, в частности дуговой сварки, классифицирует последние по длине и сложности. Различают:
- Короткие стыки (до 300 мм). Заваривание выполняют в один проход — от начала до конца.
- Стыки средней длины (от 300 до 1000 мм). Процесс начинают от середины стыка и ведут к краям. Может использоваться и обратноступенчатый метод — место соединение условно разбивается на несколько равных промежутков, каждый из которых заваривается последовательно в одном направлении.
- Длинные стыки (свыше 1000 мм). Заваривание шва проводится обратноступенчатым методом (самые короткие), каскадом, горкой, блоками (способы вразброс).
На видео продемонстрировано корректное сваривание стыков несколькими видами швов. После его формирования, важно правильно заварить кратер. Нельзя резко обрывать конец шва. Нужно постепенно удлинять дугу, завершив движения стержнем. Процесс сварки заканчивает с ее обрывом. Закрепить теоретический материал поможет видео.
Как варить полуавтоматом без газа: правила которые следует соблюдать
Содержание
У многих начинающих сварщиков возникает много вопросов по сварке полуавтоматом. Особенно если дело касается того, как варить полуавтоматом без газа. Что, защитный газ СО2 или гелий не нужен? Действительно, такой способ сварки существует, и применяется некоторыми сварщиками.
Существует много способов сварки и у каждого есть свои плюсы и минусы. Тут главное понять то, что под каждую работу следует не только подбирать оборудование, но и материалы.
Например, у полуавтоматической сварки сплошной проволокой есть недостаток. Защитный газ, который используется при работе, на открытом воздухе будет не эффективно защищать расплавленный металл шва. Это приведёт к появлению дефектов в сварном шве.
К счастью, есть способ, который позволяет обойти эту проблему, не используя защитный газ. Поэтому ниже вы узнаете, как варить полуавтоматом без газа и что для этого нужно.
Для выполнения таких работ потребуется порошковая проволока. Такая проволока представляет собой трубку наполненную специальным флюсом. При сгорании этот флюс образует защитное облако. Это облако защищает сварной шов от воздействия окружающей среды. Поэтому о том как варить проволокой без газа, я расскажу немного ниже. О том как выбрать порошковую проволоку уже рассказывалось в этой статье.
Прежде чем начать варить проволокой без газа нужно сделать следующее:
- Подготовить поверхность изделия к сварке;
- Выбрать проволоку и установить её в подающий механизм;
- Настроить режимы сварки: силу тока, скорость подачи проволоки;
- Установить правильную полярность.
А теперь подробно поговорим о том, как варить проволокой без газа.
Для начала нужно зачистить поверхность изделия от загрязнений. Если это масляные пятна, то с помощью уайт-спирита нужно их удалить. Ржавчину предстоит удалять металлической щёткой. Если необходимо можно применить УШМ.
Если это масляные пятна, то с помощью уайт-спирита нужно их удалить. Ржавчину предстоит удалять металлической щёткой. Если необходимо можно применить УШМ.
После того как проволока выбрана, её нужно установить её в подающий механизм полуавтомата. Так как она поставляется в бобинах, сделать это очень просто. Установите бобину в полуавтомат. Далее нужно размотать свободный конец проволоки и продеть его через направляющие ролики.
Заранее позаботьтесь о том, чтобы диаметр проволоки и размер канавки в роликах совпадали. Если это не так, то ролики нужно заменить.
После того как проволока продета в ролики, её нужно поджать. Поджимать проволоку нужно плотно, но не сильно. При сильном поджатии проволока может деформироваться. Если поджать слабо, то проволока не будет захватываться роликами, а значит подаваться в зону сварки не будет.
После этого нужно прогнать проволоку по каналу горелки полуавтомата. Для этого нажмите на кнопку и отпустите её после того, как проволока вылезет через токоподводящий наконечник. Чтобы проволока прошла легче, токоподводящий наконечник можно снять.
Чтобы проволока прошла легче, токоподводящий наконечник можно снять.
Следующим этапом нужно выставить режимы сварки. Сила тока должна выставляться в зависимости от толщины свариваемого металла. Тут ещё многое зависит от типа свариваемого металла. Поэтому рекомендуемые режимы сварки можно прочесть на упаковке от катушки с проволокой. Если упаковка отсутствует, тогда режимы можно узнать из таблицы, которая наклеена на внутренней поверхности крышки инвертора.
Сварка порошковой проволокой должна производится на прямой полярности. Это значит то, что к «плюсу» подсоединяется изделие, а к «минусу» — сама горелка. Можно подсоединится и обратно, но это ухудшит качество проплавления металла.
Прежде чем приступить к варке, для начала нужно выполнить пробную сварку на куске заготовки. При необходимости откорректировать режимы. Когда всё работает верно, можно приступать непосредственно к самой сварке.
Варить проволокой без газа также просто, как в среде защитного газа. Перед тем как зажечь дугу, горелку следует слегка наклонить вперёд. Дуга зажигается нажатием на кнопку, которая расположена на горелке. Она же приводит в движение бобину с проволокой.
Дуга зажигается нажатием на кнопку, которая расположена на горелке. Она же приводит в движение бобину с проволокой.
Вести горелку нужно вдоль свариваемого участка. Движения должны быть плавными, без рывков. Сварной шов должен формироваться ровными валиками. При быстрой скорости сварки, валики становятся растянутыми, а проплавление шва будет неполным.
Можно в процессе сварки производить колебательные движения горелкой. Таким образом можно увеличить площадь наплавляемого шва. Такие движения могут быть как круговыми, так и «ёлочкой».
Для выполнения сварки многопроходных швов проволокой без газа, каждый шов необходимо зачищать. Для этого перед выполнением следующего прохода, шов очищается от брызг и шлака металлической щёткой.
Можно ли варить полуавтоматом без газа
Одной из особенностью полуавтоматической сварки MIG является то, что она способна обеспечить превосходное качество сварки. Ею легко варить и она имеет очень высокую производительность. Однако у полуавтоматической сварки MIG есть один недостаток – её нужен защитный газ.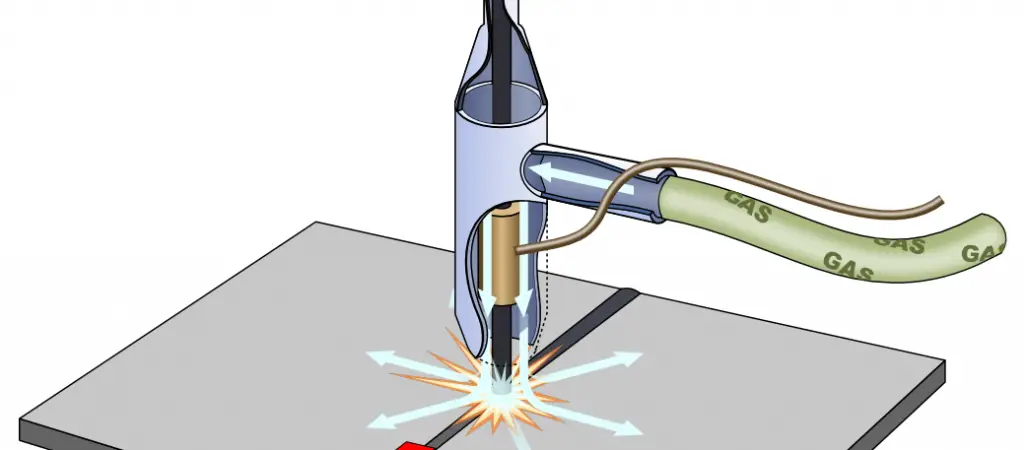 Тем самым её мобильность ухудшается, а работать на открытом воздухе становится невозможно. Поэтому у многих сварщиков возникает один вопрос: можно ли варит полуавтоматом без газа. Что для этого нужно?
Тем самым её мобильность ухудшается, а работать на открытом воздухе становится невозможно. Поэтому у многих сварщиков возникает один вопрос: можно ли варит полуавтоматом без газа. Что для этого нужно?
Однозначно ответ один: можно варить полуавтоматом без газа, но для этого нужна порошковая проволока. Состав флюса, который содержится в проволоке, позволяет выполнять сварочные работы без защитного газа. Для этого достаточно приобрести такую проволоку и сварочный полуавтомат готов к работе.
Единственное что может остановит сварщика выполнять работы полуавтоматом без газа – это высокая стоимость порошковой проволоки. Проволока сплошного сечения в несколько раз дешевле стоит, чем порошковая.
Ещё стоит не забывать то, что качество сварного шва выполненного порошковой проволокой будет гораздо хуже, чем проволокой сплошного сечения. Поэтому можно варить полуавтоматом без газа, но нужно быть готовым к некоторым «неудобствам».
Преимущества и недостатки сварки полуавтоматом без газа
К преимуществам сварки полуавтоматом без газа можно отнести следующее:
- Большая производительность из-за полуавтоматического способа подачи проволоки;
- Мобильность сварочного оборудования.
 Не нужно перемещать газовый баллон;
Не нужно перемещать газовый баллон; - Нет растрат на фитинги, манометры, редуктора и газовые рукава;
- Возможно выполнять сварку на открытом воздухе.
К недостаткам сварки полуавтоматом без газа можно отнести следующее:
- Низкое качество сварочного шва. По сравнению с использованием защитных газов, шов получается намного хуже.
- Часто проволока переламывается из-за своей хрупкость.
- Большое разбрызгивание металла. Полуавтоматическая сварка и так «славится» большим разбрызгиванием. При использовании такой проволоки, разбрызгивание становится ещё больше.
- Образование шлака на поверхности шва. Перед каждым новым проходом, шов нужно очищать.
- Высокая стоимость порошковой проволоки.
Технология сварки полуавтоматом с газом и проволокой © Геостарт
Рубрика: Инструменты и оборудование
Сваривание деталей поистине можно назвать искусством, а сварщики, которые посвятили себя этой профессии, очень ценятся как в домашнем сваривании, так и в промышленности. Людей, умеющих зажечь сварочную дугу, много, но профессионалов, способных положить качественный шов и при этом выдержать технологию, нужно поискать. А ещё тяжелее найти специалиста, умеющего варить полуавтоматом: только такой сваркой можно добиться максимально качественного результата.
Таким аппаратом возможно сварить любые металлы с разной толщиной. Поэтому чаще всего полуавтоматическую и автоматическую сварки можно встретить в промышленности . Если сравнивать этот тип сваривания с обычной электродуговой сваркой, то коэффициент полезного действия автоматов намного выше. Сварка полуавтоматом для начинающих включает в себя изучение теоретического и практического аспектов, а они очень тесно связаны друг с другом.
Полуавтоматическая сварка и её разновидности
Прежде чем варить полуавтоматом, нужно детально изучить его устройство и возможности. Само устройство выполнено в виде механического прибора, где расположена проволока, которая выполняет функцию электрода, а также имеется механизм для её подачи в автоматическом режиме.
Скорость выдвижения проволоки и силу тока возможно отрегулировать на корпусе аппарата, всё зависит от температуры плавки того или иного металла, а также скорости перемещения горелки по свариваемой поверхности. На рынке представлено множество аппаратов подобного типа, но сам процесс можно разделить на две разновидности. Оба типа объединяет одно свойство — это способность защиты металла во время сварочного процесса:
- Сварка под флюсовым слоем. Флюс — это вещество в виде порошка, которое находится в стержне электрода. Его химические свойства позволяют защитить процесс от окисления.
- Сварочный процесс, в котором сваривание происходит под защитой инертных газов.
Если различать автоматы по потреблению тока, то они бывают как одно-, так и трёхфазные. Первые способны работать от обычной розетки с сетью в 220 В, но иногда аппарату не хватает мощности из-за частых перепадов электроэнергии, что может привести к нестабильной дуге и понизить качество шва. Трехфазный агрегат отличается более стабильной работой и высокими показателями качества, но может возникнуть проблема с его подключением. Несмотря на то, что эти аппараты имеют различие, но их комплектация одинаковая:
Трехфазный агрегат отличается более стабильной работой и высокими показателями качества, но может возникнуть проблема с его подключением. Несмотря на то, что эти аппараты имеют различие, но их комплектация одинаковая:
- Энергоисточник.
- Механизм подачи электрода (проволоки).
- Держатель.
- Кабель с клипсой.
- Блок управления.
- Газовый баллон.
- Шланг для подачи газа.
Технология сварки
Рассмотрим подробно варианты сваривания при помощи полуавтомата. Процесс соединения металлов автоматом бывает двух видов — сварка внутри защитного газа, а также с помощью проволоки с порошком (флюса).
Процесс сваривания в середине защитного газа
Для полуавтомата применяется несколько разновидностей газа , но чаще используют углекислоту, гелий или аргон. Углекислота и гелий имеют небольшой расход, и к тому же являются самыми доступными для приобретения. Основное предназначение газа — защита свариваемого металла от окисления, что влияет на прочностные качества шва. В случае использования углекислого газа поверхности, которые будут соединяться швом, необходимо тщательно зачистить от ржавчины, пыли и краски. Рекомендуется использовать для этого щётку по металлу в сочетании с наждачной бумагой.
Основное предназначение газа — защита свариваемого металла от окисления, что влияет на прочностные качества шва. В случае использования углекислого газа поверхности, которые будут соединяться швом, необходимо тщательно зачистить от ржавчины, пыли и краски. Рекомендуется использовать для этого щётку по металлу в сочетании с наждачной бумагой.
Три вида сваривания полуавтоматом:
- Без отрыва от тела металла . Шов непрерывным слоем наносится от начала до намеченного конца.
- Точечная сварка . Детали соединяются сварочными точками, через заданные промежутки, по всей длине свариваемой поверхности.
- Сварка коротким замыканием . В основном такой тип сваривания автоматический, а применяют его к тонкому листовому металлу. Процесс происходит от электрических импульсов, которые генерирует аппарат. Замыкание плавит металл и превращает его в каплю, которая соединяет детали между собой.

Полуавтоматная сварка с применением углекислоты чаще всего проходит в режиме переменного тока. Приступая к работе, необходимо произвести настройку полуавтомата для сварки. Параметры регулируются в зависимости от типа металла. От текущих настроек аппарата зависит расход применяемого газа. В отличие от углекислоты, проволоки уходит неизменно — средний расход 4 см в секунду. С точными настройками и расходом материала можно ознакомиться в паспорте аппарата, где по ГОСТу указаны нормы для каждой из разновидностей металла.
Оборудование настроено и готово к работе, детали зачищены, теперь можно приступать непосредственно к сварочному процессу. Первое, что необходимо сделать — открутить вентиль подачи газа, лишь после этого зажигать дугу. Коснитесь проволокой металла и запустите процесс. Проволока автоматически подаётся при каждом нажатии на кнопку «Пуск». От чего зависит качество провара? Важно проволоку держать перпендикулярно к заготовке, но при этом не закрывать обзорность заливаемой ванночки-шва.
Необходимо выдержать нужный зазор между деталями, которые подвергаются свариванию. По технологии это выглядит следующим образом: при толщине детали до 10 мм зазор не должен превышать миллиметр, но если свариваемые тела толще одного сантиметра, то зазор будет составлять 10% от их толщины. Хорошо сваривать детали в лежачем положении и на прокладке из железа, которая размещена снизу вплотную к основному металлу.
Как сваривать алюминий
Полуавтомат предназначен в том числе и для сваривания алюминия. Но в этом процессе есть нюансы, в силу того, что такой метал имеет свои особенности. На поверхности алюминия есть тонкий слой амальгамы. Её температура плавки более 2 тыс.˚C, в то время, когда основное тело расплавляется уже при 650˚C. Поэтому в качестве инертного газа в этом случае выступает аргон.
В случае сваривания алюминия для работы применяется специальная подложка — это предотвращает его растекание. На сварочный процесс воздействует постоянный ток обратной полярности — на деталь крепится катод, а горелка играет роль анода. Такой приём улучшает качество плавления детали, а также быстро разрушает амальгаму. Хотя слой оксида можно снять, просто зачистив кромки деталей мелким абразивом.
Такой приём улучшает качество плавления детали, а также быстро разрушает амальгаму. Хотя слой оксида можно снять, просто зачистив кромки деталей мелким абразивом.
Сваривание без использования инертного газа
Отличительной чертой такого сварочного процесса является то, что работы можно делать как с использованием газа, так и производить сварку полуавтоматом без газа, обычной проволокой. Популярным способом сваривания деталей является шов, покрытый флюсом. Но чаще этот метод используется в промышленных условиях, так как флюс — материал недешёвый.
Под воздействием высокой температуры плавления, порошок создаёт облако из газа, которое обеспечивает защитой сварочную ванну от окисления. А кран на баллоне с инертным газом в это время перекрыт. Основное преимущество порошковой проволоки заключается в возможности провести сварочный процесс даже при сильном ветре. А в случае с подачей газа из баллона ветер будет помехой.
Но есть случаи, когда не рекомендуется применение порошковой проволоки: тонкий листовой металл и среднеуглеродистая сталь. Есть опасность появления дефектов, которые могут проявиться в виде горячих трещин. Для повышения температуры сварочной дуги и качественной плавки флюса нужно применить уже известный приём с обратной полярностью — катод на деталь, анодом выступит держатель с проволокой.
Есть опасность появления дефектов, которые могут проявиться в виде горячих трещин. Для повышения температуры сварочной дуги и качественной плавки флюса нужно применить уже известный приём с обратной полярностью — катод на деталь, анодом выступит держатель с проволокой.
Базовые правила сварочного процесса
Если ваша цель стать настоящим профессионалом, необходимо изучить все вопросы на тему — как правильно варить полуавтоматом и такой важный фактор, как правила техники безопасности, а в будущем применять приобретённые знания и передавать их потомкам этой профессии. Никогда не пренебрегайте правилами ТБ при работе с высокими температурами и электричеством. Важным моментом является защита глаз и открытых участков тела, поэтому обеспечьте себя маской и плотной одеждой, которые защитят вас от ожогов.
Как новичкам, так и опытным сварщикам рекомендуется сделать первый пробный шов на скрытом участке, а лучше на черновой детали, таким образом, настройки полуавтомата будут более точными. При первом использовании аппарата обязательно прочитайте инструкцию и применяйте полученную информацию в работе. Старайтесь избегать перегрузок сварочного полуавтомата — это продлит его срок службы.
При первом использовании аппарата обязательно прочитайте инструкцию и применяйте полученную информацию в работе. Старайтесь избегать перегрузок сварочного полуавтомата — это продлит его срок службы.
Неважно какая сварка, автомат или полуавтомат, необходимо получить теоретические и практические знания по работе с ними. Хоть обучение — это длительный процесс, требующий терпения и концентрации, но разобравшись во всем, сварочный процесс будет казаться лёгкой прогулкой. Некоторые новички задаются вопросом — чем отличается автоматическая сварка от полуавтомата? Ответ:
- Сварка автоматом — это автоматический процесс, который применяется в основном на производстве и не требует непосредственного участия человека.
- Сваривание полуавтоматом — процесс, в котором проволока (электрод) подаётся механизировано, а зажигание дуги и перемещение держателя по телу детали осуществляется человеком.
автор Колесов Тигран |
Сварка полуавтоматом в среде углекислого газа для начинающих.
 Как варить полуавтоматом с углекислотой
Как варить полуавтоматом с углекислотойАвтор Мастер М На чтение 12 мин Просмотров 44 Опубликовано
Содержание
- Технология сварки полуавтоматом для новичков: первый опыт
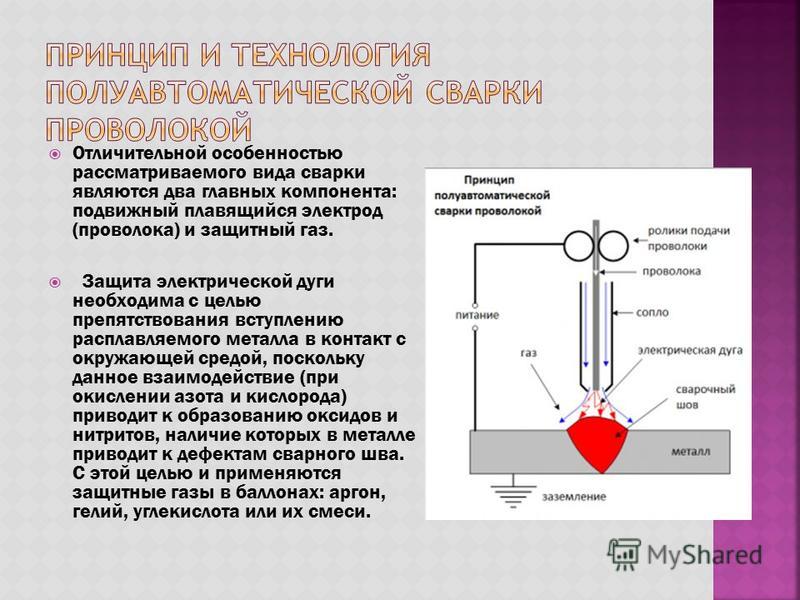
- Сварочный полуавтомат: принцип работы
- Сварка полуавтоматом: первый опыт
- Баллон с редуктором
- Защитная маска
- Описание процесса
- Какие материалы следует использовать в работе
- Сила тока и напряжение
- Особенности и режимы данного вида соединений
- Характеристика углекислотной сварки
- Технология сварки СО2
- Технология процесса
- Преимущества
Используя защитный газ при полуавтоматической сварке, можно сваривать алюминиевые детали таким способом. Сварка алюминия — сложный процесс даже для опытных сварщиков, а для начинающих сварщиков он может быть еще сложнее.
Технология сварки полуавтоматом для новичков: первый опыт
Сварка металла может осуществляться с помощью лазерного луча, пламени факела или существа, но одним из самых простых и компактных вариантов устройства для выполнения этого вида работ является полуавтомат.
Таким образом, чтобы обеспечить максимально возможную гладкость металла шва и защитить его от окисления, сварку металлов лучше всего выполнять в защитном газе.
Для новичков ручная полуавтоматическая сварка представляет сложность только в первые несколько минут. Чтобы процесс обучения проходил как можно быстрее, следует заранее изучить основные правила обращения с такими устройствами.
Сварочный полуавтомат: принцип работы
Чтобы не загубить аппарат при использовании полуавтоматического сварочного аппарата. Вы также должны быть ознакомлены с инструкциями по технике безопасности и правилами эксплуатации машины, чтобы избежать травм.
Сварочный полуавтомат состоит из
- корпуса, в котором находится мощный трансформатор;
- шланга для подачи тока и газа к горелке;
- кабелей для подключения к «массе» и электрической сети;
- механизма подачи проволоки.
Полуавтоматическая сварка также требует приобретения шпули со специальной сварочной проволокой и баллона с углекислым газом.

Сварочный полуавтомат начинается с
- Сварочный ток подаётся на горелку одновременно с защитным газом.
- В качестве электрода в горелке используется сварочная проволока, которая подаётся в автоматическом режиме с помощью специального механизма.
- Между свариваемым изделием и проволокой образуется электрическая дуга, которая расплавляет металл в среде защитного газа, что позволяет получить качественный шов без окислов.
Основными правилами безопасности при работе со сварочными полуавтоматами являются
- корпус сварочного аппарата должен заземлён;
- запрещается использовать устройство даже при незначительных механических повреждениях или любых других неисправностях;
- при значительных перерывах в работе следует обязательно отключать устройство от электрической сети и выключать подачу защитного газа;
- не проводить работы рядом со легковоспламеняющимися и взрывоопасными веществами;
- во время работы использовать защитную маску и перчатки.

После понимания основных принципов работы сварочных полуавтоматов можно приступать к практической работе.
Сварка полуавтоматом: первый опыт
Для приобретения практического опыта рекомендуется начать с небольшого количества металлолома, прежде чем приступать к самым сложным задачам, требующим высокого уровня подготовки.
К практической работе нужно быть готовым.
Первое, что необходимо сделать, это отрегулировать электрослизь. Правильно отрегулированная интенсивность мощности позволяет получить идеально прямые сварные швы без трещин.
Перед началом работы важно ознакомиться с руководством по эксплуатации, так как этот параметр зависит от толщины свариваемого металла. Здесь должна быть указана мощность — рекомендуемый ток для толщины свариваемого аксессуара.
Вы также должны выбрать правильный источник питания провода, который управляется механизмом.
Оптимальный диаметр проволоки для сварки составляет 0,8 мм, но для очень тонких металлов электрод может быть отрегулирован до 0,6 мм, позволяя металлу уменьшаться по мере уменьшения электрода без амортизации ARC.
По возможности рекомендуется приобретать итальянскую проволоку для сварки в полуавтоматах. Соответствующая импортная продукция отличается высоким качеством, но имеет многократную стоимость.
Несмотря на высокую стоимость, такие электроды подходят для начинающих. Это объясняется тем, что так легче добиться желаемого результата даже при небольшом опыте работы с электроскопическими аппаратами или его отсутствии.
Баллон с редуктором
Защитный газ используется для защиты точки кислородной сварки. Самый дешевый способ использования защитного газа — купить баллон с углекислым газом и редуктором давления.
Контроль давления газа должен быть установлен с редуктором давления. Для контроля давления подачи газа, достаточного для сварки металла защитного газа на уровне около 0,2 бар, необходимо установить редуктор давления и манометр.
Защитная маска
Чтобы защитить зрение, выполняйте сварку только полуавтоматическими сварочными аппаратами в защитной маске. Хамелеоны. Современные изделия имеют специальную конструкцию, позволяющую регулировать защитный механизм таким образом, чтобы адекватная защита обеспечивалась только при сгорании лука.
Хамелеоны. Современные изделия имеют специальную конструкцию, позволяющую регулировать защитный механизм таким образом, чтобы адекватная защита обеспечивалась только при сгорании лука.
Когда плазменное пламя гаснет, стекло маски становится достаточно прозрачным, чтобы продолжать работу без необходимости снимать защитное устройство. Такие сварочные маски особенно полезны для новичков. В старых моделях защитное стекло было настолько закрыто, что процесс сварки становился очень неудобным из-за плохой видимости сварного шва после устранения ARC.
Особенностью полуавтоматической сварки является автоматическая подача присадочного материала — сварочной проволоки. В следующих разделах объясняется, как правильно сваривать полуавтоматы в углекислом газе и почему использование защитного газа улучшает качество сварного шва.
Описание процесса
Сварочные полуавтоматы предназначены для соединения металлических конструкций в промышленном производстве. Основная цель — обеспечить непрерывную подачу проволоки в зону активного носа и позволить оператору перемещать пламя вдоль стыка заготовки. Скорость подачи проволоки регулируется вручную.
Основная цель — обеспечить непрерывную подачу проволоки в зону активного носа и позволить оператору перемещать пламя вдоль стыка заготовки. Скорость подачи проволоки регулируется вручную.
В зависимости от степени защиты зоны сварки от воздействия окружающей среды различают аппараты с полуавтоматическими двигателями с проточным сердечником, газовым сердечником и специальной проточной проволокой. В первом случае поток включается в провод и редко используется в самодельных устройствах из-за своей высокой стоимости. Газовая сварка является наиболее распространенной, и использование проволоки с проточным сердечником обычно сочетается с использованием газовой защиты.
Это оборудование используется в промышленности для сварки конструкций с тонкими стенками. кузова автомобилей, а сварка полуавтоматами — чистая и малозаметная.
Какие материалы следует использовать в работе
Расходные электроды представляют собой проволоку диаметром в диапазоне 0,5-3,0 мм и напрямую зависят от толщины свариваемой конструкции. Чем меньше диаметр, тем больше свариваемая деталь, тем больше сила тока. Это примерно 100 ампер на каждый дополнительный миллиметр.
Чем меньше диаметр, тем больше свариваемая деталь, тем больше сила тока. Это примерно 100 ампер на каждый дополнительный миллиметр.
Защитный газ в баллоне используется в чистом или смешанном виде — в зависимости от процесса сварки и типа свариваемого металла. Медленка чаще всего используется в промышленности в чистом виде, так как занимает первое место по стоимости.
Сила тока и напряжение
Поставляемая мощность зависит от КПД, а регулировка тока основана на размере диаметра используемой электродной проволоки с учетом толщины детали. Чем выше сила тока, тем глубже провар. Скорость проволоки оказывает значительное влияние на общий процесс сварки.
Напряжение напрямую связано с током и может быть отрегулировано путем изменения холостого хода источника питания. При увеличении напряжения ухудшается газовая защита, а целостность и однородность сварного шва снижается, так как увеличивается дисперсия металла. Глубина сварки также уменьшается, и практика показывает, что в полуавтоматических процессах обработки деталей используются более высокие и более низкие напряжения.
Для серийного производства используются стационарные двигатели. Портативные полуавтоматические агрегаты более удобны для работы дома и в полевых условиях. Переносные устройства перемещаются на колесную раму.
Особенности и режимы данного вида соединений
Полуавтоматическая сварка в углекислом газе идеально подходит для начинающих. Главной особенностью этого метода является использование непрерывного реверсивного тока. Это позволяет поддерживать лук. С другой стороны, использование немедленной полярности увеличивает риск потери дуги и отрицательно сказывается на качестве сварного шва.
Работая с обратной полярностью, можно избежать повреждения электрода. Если металл поверхностный, предпочтительнее использовать прямую полярность, тогда выход в 1,5-2 раза выше.
Функция сварки, определяемая настройками машины, зависит от ряда факторов. Рассмотрите таблицу с возможными настройками в зависимости от толщины свариваемого металла.
Данные таблицы показывают, что напряжение дуги напрямую зависит от диаметра проволоки и толщины металла. По мере увеличения сварочного тока глубина проплавления увеличивается. Это необходимо при работе с более толстыми металлами. Источник питания электродной проволоки должен быть отрегулирован в зависимости от пламени дуги, чтобы не потерять качество сварного шва.
По мере увеличения сварочного тока глубина проплавления увеличивается. Это необходимо при работе с более толстыми металлами. Источник питания электродной проволоки должен быть отрегулирован в зависимости от пламени дуги, чтобы не потерять качество сварного шва.
Характеристика углекислотной сварки
Диоксид углерода не имеет вкуса, запаха и цвета. В умеренных количествах он не опасен для здоровья и жизни и не взрывоопасен. Его плотность составляет 1,98 кг/м3. Это означает, что он намного тяжелее воздуха (плотность 1,2 кг/м3).
Он продается в 10-, 20- или 40-литровых железных контейнерах с жидкостью и давлением. Перед сваркой баллон необходимо подержать некоторое время в вертикальном положении, чтобы влага из него вытекла. Затем газ направляется в зону сварки. Контроллер с регулятором управляет давлением и расходом газа.
Важно: Перед покупкой газового баллона необходимо убедиться, что его можно переопределить.
Сварка в углекислом газе может выполняться на различных типах сварочного оборудования.
- Выпрямитель это такой полуавтомат для сварки, внутри которого ток преобразуется из переменного в постоянный. Они применяются для любых видов дуговой сварки полуавтоматом с применением разных электродов и для соединения различных металлов, кроме алюминия.
2.Инвертор является источником энергии для сварочной дуги. Это машина, способная создавать и поддерживать лук путем преобразования электроэнергии от 220 В в непрерывный ток. Более подробную информацию о работе и преимуществах инверторов можно найти здесь.
Технология сварки СО2
Когда все готово и настроено на полуавтоматическую сварку с использованием газа, можно начинать. Металлические детали, подлежащие сварке, должны быть сначала подготовлены. Подготовка — это ключ к хорошей сварке. Чтобы обеспечить идеальное соединение, деталь должна быть очищена от масла, загрязнений и остатков краски. Это можно сделать с помощью металлической щетки или наждачной бумаги. Затем части размещаются в местах, где они будут соединяться. Первое соединение лучше всего выполнить при низкой мощности, чтобы посмотреть, как работает изделие. При подаче высоких токов существует риск растрескивания и деформации детали.
Первое соединение лучше всего выполнить при низкой мощности, чтобы посмотреть, как работает изделие. При подаче высоких токов существует риск растрескивания и деформации детали.
Полуавтоматическая газовая сварка может быть выполнена с использованием следующих технологий
- углом вперед (справа налево) используется для тонколистового металла;
- углом назад (слева направо) обеспечивает глубокий провар, но шов при этом не будет широким.
По окончании сварки не прерывайте подачу газа немедленно из-за риска окисления. Сначала отключается питание проводов, затем электроснабжение, затем газоснабжение. Именно в этот период сварка предотвращает кристаллизацию. После завершения работы необходимо удалить шлак из сварного шва.
Этот метод называется сваркой Tig. Это означает, что он работает с помощью защитного газового электрода для соединения металла. Электрод может быть вольфрамовым или графитовым.
В целом, сварка с помощью полуавтоматических сварочных аппаратов CO2 имеет множество преимуществ. Производительность повышается, навыки совершенствуются, а результаты сварки всегда удовлетворительны.
Для новичков поначалу проблемой может стать чрезмерное потребление газа, но этот недостаток компенсируется относительно низкой ценой, а с опытом, когда принципы метода будут освоены, проблема полностью исчезнет.
Немного терпения, опыт сварки, полуавтомат, углекислый газ — все необходимые ингредиенты, и вы готовы покорить этот метод.
Эксперименты и обучение различным методам работы, работа руками вместо того, чтобы полагаться на табличные данные, так как профессиональный опыт действительно приобретается, этот опыт очень важен, если вы хотите стать профессиональным электроскопистом.
Обратитесь за советом к профессиональным сварщикам. Не забывайте о безопасности. Удачи!
В этой статье для начинающих вы узнали, как сварить полуавтоматом углекислотный клей.
Чтобы закрепить полученную информацию, рекомендуется сразу же приступить к практическим занятиям и проверить таким образом аксессуары. Видеоуроки помогут вам быстрее освоить сварочный полуавтомат в домашних условиях.
Перед началом сварки полуавтоматическим сварочным аппаратом необходимо подготовиться. Они начинаются с настройки сварочного полуавтомата. Для этого выберите правильные значения мощности и установите их на машине.
Мощность провода и расход газа настраиваются, регулируются с помощью клапана на редукторе давления в баллоне. Правильность настройки можно проверить с помощью небольшого кусочка металла. Если регулировка выполнена правильно, должен получиться плотный и равномерный сварной шов.
Затем настраивается оптимальная подача газа. Если он недостаточно высок, будут генерироваться сварочные ресурсы. Потолка нет, но если он будет слишком высоким, газ будет чрезмерно мигрировать в атмосферу, увеличивая расходы. Если качество сварного шва неудовлетворительное, необходимо внести коррективы.
Далее необходимо убедиться, что в баллоне находится достаточное количество газа для создания рабочего давления. Рабочее давление — это давление, которое позволяет надежно защитить лодку в рабочей зоне. Затем необходимо определить полярность.
После выбора полярности его необходимо подключить к соответствующей клемме. Непосредственная полярность достигается путем подключения сварочного кабеля к положительному полюсу. Обратная полярность используется для очень точных работ.
Технология процесса
Особенностью полуавтоматической сварки является то, что вместо электродов используется проволока, а процесс осуществляется под газовой защитой. Техника сварки полуавтоматами заключается в поддержании постоянной температуры. Если нагрев недостаточен, края не расплавятся должным образом и не будут хорошо смешиваться с наполнителем. При значительном повышении температуры металл начинает кипеть и испаряться.
Существует два типа полуавтоматических методов сварки. Первый заключается в непрерывной сварке от начала до конца. Второй включает в себя сварку сцены. Точки сварки располагаются через равные промежутки времени.
Второй включает в себя сварку сцены. Точки сварки располагаются через равные промежутки времени.
Техника сварки зависит от толщины металлической детали, типа соединения и ее положения в пространстве. Тонкие детали легче сваривать полуавтоматами, если они установлены вертикально. Если металлическая часть меньше 4 мм, обрезать края не нужно. Толстые детали лучше всего соединять соляром или аргоном. Убедитесь, что ось резака не отклонена от вертикали.
При сварке углов и Т-образных соединений с помощью сварочного полуавтомата детали должны быть расположены в форме лодочки. Тонкие петлевые соединения выполняются за один проход с использованием медных или стальных накладок. Компоненты толщиной более 1,5 мм можно сваривать на весу, создавая много проходов.
Правила сварки для полуавтоматической сварки:.
- Сварку следует осуществлять таким образом, чтобы сварочная ванна была видна исполнителю. Это возможно, когда проволоку держат прямо или под маленьким углом.
- Зазор между свариваемыми элементами при их толщине 1 см должен быть не менее 1 мм.
 Затем его рассчитывают, исходя из формулы — 10% от их толщины. Во время всего процесса сварки зазор должен быть постоянным.
Затем его рассчитывают, исходя из формулы — 10% от их толщины. Во время всего процесса сварки зазор должен быть постоянным. - Если применяется подкладка, то ее помещают снизу на свариваемые детали, обеспечивая плотность.
- Необходимо контролировать значение тока и величину дуги. Это уменьшит разбрызгивание раскаленного металла.
- Тонкую проволоку следует вести вдоль шва. При большом диаметре желательно совершать колебательные движения, которые способствуют разогреву кромок.
Настройки зависят от конкретной модели машины. Перед началом работы внимательно прочитайте инструкцию по эксплуатации.
Сварка в целом, и полуавтоматическая сварка в частности, является сложной техникой, требующей терпения. Не пытайтесь сразу ставить рекорды. Техника сварки полуавтоматом для начинающих должна сначала отрабатываться на простых деталях.
Преимущества
Преимущества полуавтоматической сварки: процесс сварки более эффективен и занимает меньше времени.
- легкость применения;
- высокая производительность;
- возможность сваривания во всех пространственных положениях;
- деформации шва являются минимальными;
- возможность сварки тонких соединений;
- небольшая чувствительность по отношению к загрязнениям и ржавчине;
- цинковые покрытия не повреждаются при сварке с медной проволокой;
- получение шва высокого качества.

Недостатком является то, что газовая защита выходит вместе с током. Относительная простота управления делает полуавтоматическую сварку возможной даже для новичков.
Как варить полуавтоматом — видео, особенности
Полуавтоматическая сварка (MIG), это своеобразная эволюция ручной электродуговой сварки (MMA). Даже, несмотря на доступность MMA инверторов, для бытового использования лучше применять MIG сварку. Но, чтобы полностью оценить ее преимущества, нужно знать, как варить полуавтоматом. На самом деле, в этом нет ничего сложного.
Сварка полуавтоматом
Для сварки металла полуавтоматом, применяется специальная проволока и защитный газ. Газ подается на горелку через сварочный рукав вместе с проволокой, защищая сварочную ванну от воздействия внешней среды.
Электродная проволока выпускается в бобинах. Ее толщина:
- 0,6 мм;
- 0,8 мм;
- 1 мм;
- 1,2 мм.
Для металлов тоньше 4-х мм применятся проволока 0,6-0,8 мм, толще – 1-1,2 мм.
Защитный газ – углекислота или смесь CO2 с аргоном. Чистый углекислый газ дешевле – но шов получается хуже и от сварки получается больше брызг, чем при использовании смеси с аргоном.
Особенности сварки полуавтоматом:
- автоматическая подача сварочной проволоки – повышает скорость и качество сварки;
- варит тонкий металл – толщина заготовок начинается от 0,5 мм;
- универсальность – полуавтоматический аппарат варит сталь, нержавейку, чугун и цветные металлы;
- на готовом сварочном соединении нет шлака;
- во время сварки практически нет дыма.
С другой стороны, полуавтомат громоздкий за счет баллона с газом. Кроме того, на сильном ветру варить в газовой среде не получится – ветер будет выдувать углекислоту из под горелки.
Газосварка – универсальное решение
Трудно найти отрасль, где бы ни использовалась газосварка – способ прочного соединения металлов друг с другом в стадии расплава пламенем особых температур. Ведь ацетилен горит при 3 200-3 400 градусах.
Технология газовой сварки простая. Этот способ может заменить электродуговую, но газовую – нет. Но все же первая приоритетна на тонких металлах. Дуга же их просто расплавит, как в мартене, а не скрепит.
Что нужно знать о сварке полуавтоматом
Прежде чем варить, нужно учесть тонкости работы сварочного аппарата.
Как правильно варить полуавтоматом:
- плюсовая клемма подключается к горелке, минусовая к заготовке;
- для каждого вида металла применяется специальная проволока. Например, для алюминия – алюминиевая, для нержавейки – нержавеющая и т.д.;
- сила тока и скорость подачи проволоки это взаимно связанные настройки. Чем больше ток – тем больше скорость и наоборот;
- используемый на горелке токосъемный наконечник, должен соответствовать диаметру проволоки. Эта деталь относится к расходным материалам, поэтому требует периодической замены;
- от настройки механизма подающего проволоку, зависит качество шва;
- шланг, подающий проволоку, должен быть жестким – иначе он может перегнуться и подача проволоки застопорится;
- металл тоньше 1 мм лучше сваривать точками, если не нужно получить герметичный шов.
 Так заготовка не перегреется и не прогорит;
Так заготовка не перегреется и не прогорит; - если напряжение сети, ниже номинального, например 190, а не 220 вольт – лучше применять проволоку меньшего диаметра. Например, вместо 0,8 взять 0,6 – аппарату справится с ней гораздо легче, и шов получится качественным.
- для сварки полуавтоматом без газа применяется специальная проволока, при этом плюсовая клемма подключается к заготовке.
При сварке в нижнем положении, горелка держится под углом примерно 60 градусов по отношению к заготовке. Расстояние до заготовки 5-15 мм. Горелка ведется от себя – «углом вперед».
Перед началом работы нужно откусить кончик проволоки, торчащий из горелки. На нем образуется шарик, который плохо проводит электричество – горелку будет тяжелее разжечь.
Нужно периодически чистить наконечник и сопло горелки от брызг. Если этого не делать подача проволоки станет прерывистой. Поэтому применяются специальные силиконовые аэрозоли, которые защищают поверхности от налипания – нужно брызнуть им внутрь горелки.
Общие правила сварки
Как и в любом деле, у сварки полуавтоматом, есть база, которую обязан знать сварщик.
- при сварке деталей толщиной более 3-х мм, между ними делается зазор 1-2 мм. Это нужно для полного проплавления металла. Если зазора не будет – шов получится поверхностным;
- от нагрева металл тянет, чтобы обеспечить равномерность зазора, делаются прихватки сверху и снизу заготовки. Если длина провара большая – число прихваток увеличивается;
- нужно следить за равномерным наплавлением шва на обе заготовки.
Это простые правила, которые нужно помнить.
Соединение нержавейки с черной сталью
Сварку таких материалов ведут при постоянном токе. Положение проволоки – строго перпендикулярное к рабочей зоне.
В составе проволоки из нержавейки должны содержаться марганец, а также никель, например, марки ESAB OK, Autrod. Специальная переходная проволока наплавляет буферный слой, который и соединяет детали.
Приваривая сталь Ст40 к нержавейке, можно использовать проволоку 08Г2С. Это упрочняет шов двух разнородных металлов после остывания. Самое главное в процессе – это, чтобы нержавейка не стала сильно текучей, а черный металл не остался твердым. Шов делается как можно шире и максимально глубоким.
Это упрочняет шов двух разнородных металлов после остывания. Самое главное в процессе – это, чтобы нержавейка не стала сильно текучей, а черный металл не остался твердым. Шов делается как можно шире и максимально глубоким.
Настройка сварочного аппарата
От правильности настройки полуавтомата зависит качество сварочного шва. Что нужно настроить:
- Силу тока.
- Скорость подачи проволоки.
- Давление газа.
В комплекте есть инструкция, в которой указаны рекомендуемые настройки для разных видов швов и пространственных положений. Их нужно воспринимать как ориентир, т.к. не существует такого эталона, который можно было бы применять на всех аппаратах. Поэтому настройки индивидуальны. Задача – получить ровное горение дуги, глубокий провар и красивый сварочный шов.
Поскольку проволока поступает в горелку вместе с углекислотой, нужно выставить давление газа. Оно делается в пределах 1-2 атмосфер.
Для настройки полуавтомата подойдут ненужные куски металла, с такой же толщиной, как и основные заготовки. Начинающий мастер не сможет сразу выставить оптимальные настройки аппарата, поэтому эксперименты нужно проводить на металле, который не жалко выкинуть. Нормальный шов – гладкий и равномерный, без прерываний и резких наплывов. Разобраться в настройках полуавтомата помогут уроки на видео в статье.
Начинающий мастер не сможет сразу выставить оптимальные настройки аппарата, поэтому эксперименты нужно проводить на металле, который не жалко выкинуть. Нормальный шов – гладкий и равномерный, без прерываний и резких наплывов. Разобраться в настройках полуавтомата помогут уроки на видео в статье.
Виды сварочных швов
Разные типы сварочных швов отличаются настройками. Тип сварочного шва различается по виду соединения и пространственному положению заготовок.
По пространственному положению:
- горизонтальный;
- вертикальный;
- потолочный;
- нижний.
По типу соединения:
- в стык;
- тавровое;
- в нахлест;
- угловое.
Самые простые соединения заготовок – сварка внахлест и встык в нижнем положении.
Вертикальный шов
Чтобы полноценно пользоваться сваркой, нужно знать, как варить вертикальный шов полуавтоматом. Направление вертикального шва зависит от толщины заготовок:
- Толщина заготовок до 3-х мм – направление сверху вниз.

- Толщина более 3-х мм – направление снизу вверх.
Горелка находится под углом 45 градусов к заготовке. Как правило, требуется уменьшать сварочный ток и скорость подачи проволоки по сравнению со сваркой аналогичных заготовок в нижнем положении.
Для получения качественного шва, от сварщика требуется выдерживать 3 вещи:
- Равномерную скорость движения горелки.
- Расстояние от горелки до заготовки.
- Правильный угол.
Важно не перегревать свариваемый металл, чтобы он не стекал вниз. Остальное сделает сварочный полуавтомат.
Достоинства и недостатки
Несомненные преимущества сварки нержавейки полуавтоматом:
- Высокая производительность сочетана с качественным соединением;
- незначительное выделение дыма, что сохраняет здоровье и окружающую среду;
- небольшое разбрызгивание металла, вследствие автоматической подачи проволоки;
- универсальность – можно сваривать различные по толщине заготовки, а также разнородные металлы.

Один существенный недостаток – громоздкий газовый баллон. Это дополнительные затраты на его приобретение и неудобное перемещение.
Распространение метода стало возможным с развитием технологий и автоматизации процессов. Применяется в основном в промышленности для крупномасштабного производства. Работа со сварочным полуавтоматом, хотя требует определенных знаний и умений, все же остается одним из популярных видов обработки металлов. Подробнее о том как работать сварочным полуавтоматом можете в нашей статье.
Сварка тонкого металла
В сваривании деталей толщиной до 1 мм, нет ничего тяжелого. Даже наоборот, варить тонколистовой металл сварочным полуавтоматом не сложнее чем толстый.
Тонколистовой металл сваривается двумя способами:
- обычный – любые типы соединений;
- заклепочный – заготовки ложатся внахлест и варятся через заранее сделанные отверстия в верхнем листе.
Есть несколько правил такой сварки:
- сила тока и скорость подачи проволоки уменьшается;
- нельзя задерживать горелку на одном месте – получится либо наплыв сварочного валика, либо прожег заготовки;
- при заклепочном методе – сварка начинается с центра нижней заготовки.
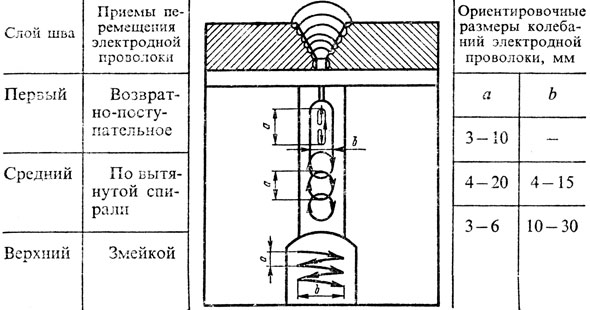 Если начать варить с краев верхней – металл просто зальет отверстие, т.е. хорошо заварить не получится
Если начать варить с краев верхней – металл просто зальет отверстие, т.е. хорошо заварить не получится
Если не требуется получить герметичное соединение – не нужно варить сплошным швом. Для тонких деталей, достаточно точек с промежутком 1-5 см. Процесс сварки, можно посмотреть на видео к статье.
Сварка толстых металлов
При сварке заготовок тоще 4 мм, с кромок снимаются фаски. Это делается для получения глубокого провара. Горелка ведется не по прямой линии, а с небольшими колебательными движениями. Например, зигзагообразные, спиральные, вперед-назад и т.д. Так шов получится глубже и шире.
Правила:
- между деталями делается зазор 1-2 мм;
- ширина сварочного шва должна равняться толщине заготовки (примерно), например, если варятся 2 детали, толщиной по 6 мм, шов должен зайти на каждую их них по 3 мм;
Если толщина заготовок более 5 мм, может потребоваться варить в несколько проходов. Первый шов делается по центру, второй и третий – сверху и снизу первого шва.
На практике, понять, как работать полуавтоматом не сложно. Получить приемлемые результаты можно уже на первый день обучения. Главное – не бояться экспериментировать и помнить, что настройки полуавтомата индивидуальны для каждого сварщика.
Видео описание
Как научиться варить газосваркой, ацетиленом.
Внимание! Кислород в баллонах всегда МАСЛООПАСЕН! Поэтому погрузка и разгрузка резервуаров в рукавицах, пропитанных маслом, категорически запрещена. Также нельзя пользоваться промасленной ветошью для протирки баллонов с O2 – это приведёт к взрыву со всеми вытекающими последствиями!
Как создается давление
1 – генератор; 2 – кислоррод; 3 – редуктор; 4 – шланг; 5 – горелка; 6 – присадочный пруток; 7 – заготовка Источник mechanicinfo.ru
Давайте подробнее разберемся, как работает сварка ацетиленом и кислородом при помощи принципиальной схемы, которую вы видите на верхнем изображении. Кислород привозят на производство в стальных баллонах, выкрашенных в синий цвет, где он содержится под давлением до 150 атмосфер или 1,52 МПа (как кто привык).
 Эти резервуары заправляют на специальных заводах, которые есть по всей стране. Такая доставка, как правило, осуществляется не напрямую, например, на материальный железнодорожный склад (МЧ) с завода приходит вагон с баллонами. Оттуда его разбирают ЖД организации типа ТЧ, ВЧД, НГЧ, ШЧ, ПЧ, ЭЧ, то есть предприятия, ответственные за движение поездов. Карбид, кстати, получают по такой же схеме, поэтому крупным предприятиям/компаниям намного проще справляться с обеспечением.
Эти резервуары заправляют на специальных заводах, которые есть по всей стране. Такая доставка, как правило, осуществляется не напрямую, например, на материальный железнодорожный склад (МЧ) с завода приходит вагон с баллонами. Оттуда его разбирают ЖД организации типа ТЧ, ВЧД, НГЧ, ШЧ, ПЧ, ЭЧ, то есть предприятия, ответственные за движение поездов. Карбид, кстати, получают по такой же схеме, поэтому крупным предприятиям/компаниям намного проще справляться с обеспечением.Для подключения ацетиленовой сварки на баллон с кислородом сварщик устанавливает редуктор, который понижает давление со 150 на 3-10 атмосфер и дальше газ направляется к горелке. По другому шлангу в это время к горелке движется ацетилен.
Примечание: для сварки ацетиленом C2h3 не всегда вырабатывают непосредственно на рабочем месте в генераторе из воды и карбида кальция. В некоторых ситуациях газ заказывают на заводе, и он поступает по назначению в баллонах белого цвета.
Орбитальная сварка против.
 Ручная сварка: сравнение преимуществ и недостатков
Ручная сварка: сравнение преимуществ и недостатковСварка, с которой знакомо большинство людей, — это ручная дуговая сварка, при которой качество сварного шва полностью зависит от навыков и опыта человека, перемещающего металл. Ручная сварка подвержена несоответствиям из-за усталости, невнимательности и рассеянности, которые изменяют свойства сварного шва. Во многих приложениях эти несоответствия не настолько значительны, чтобы иметь значение. Но в трубах, которые подают топливо для ракетных двигателей, доставляют углеводороды на нефтеперерабатывающие заводы и снабжают силовые турбины паром высокого давления, несоответствия сварных швов могут привести к катастрофическим последствиям.
Орбитальная сварка разработана специально для устранения этих типов несоответствий из чувствительных сварных швов труб и насосно-компрессорных труб путем переключения скорости, степени заполнения и рисунка сварного шва на машину, которая не отвлекается и не устает. Поэтому неудивительно, что сравнение орбитальной сварки и ручной сварки показывает, что автоматическая орбитальная сварка надежно обеспечивает более стабильный и точный сварной шов.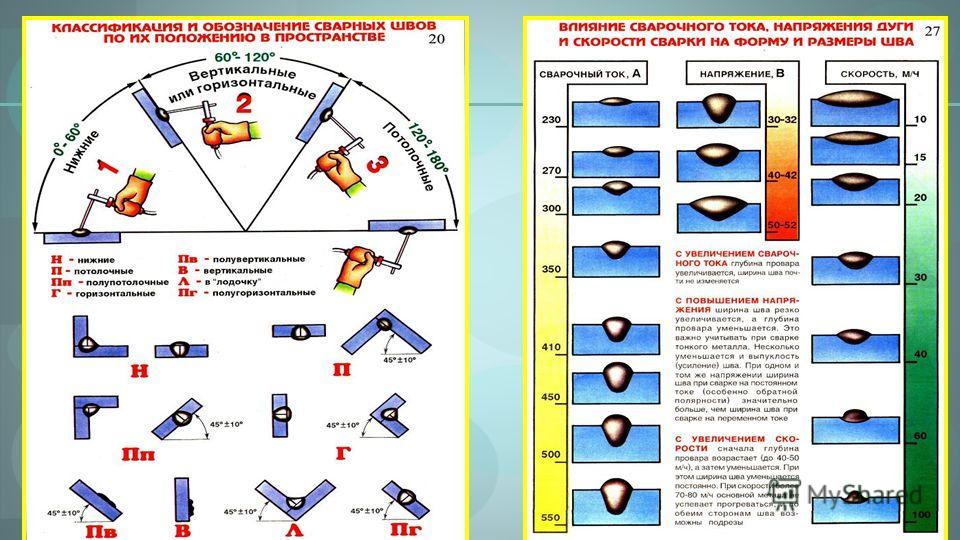 По мере того, как технические допуски для многих отраслей промышленности, использующих трубы и трубопроводы, становятся все более строгими, точность и сниженный процент отбраковки, обеспечиваемые орбитальной сваркой, делают ее более рентабельной, чем когда-либо.
По мере того, как технические допуски для многих отраслей промышленности, использующих трубы и трубопроводы, становятся все более строгими, точность и сниженный процент отбраковки, обеспечиваемые орбитальной сваркой, делают ее более рентабельной, чем когда-либо.
Процессы ручной сварки существуют дольше, чем многие думают. Люди сваривали металл давлением — по сути, сбивали вместе два куска металла до тех пор, пока они не сплавлялись, — задолго до того, как появилась письменность. Однако сварка, распознаваемая современными глазами как таковая, появилась только в начале двадцатого века.
В настоящее время наиболее распространенными процессами ручной дуговой сварки являются:
- Дуговая сварка в среде защитного металла (SMAW): Чаще называемая сваркой стержнем, SMAW использует расходуемый электрод из сплава, покрытый флюсом (стержень). Когда зажигается дуга, стержень вплавляется в сварной шов, а флюс связывается с загрязнителями и всплывает на поверхность, образуя шлак, который удаляется с поверхности сварного шва.

- Дуговая сварка металлическим газом (GMAW) : Этот процесс сварки, также называемый инертным газом или MIG, использует непрерывно подаваемую проволоку в качестве электрода. Инертный защитный газ, обычно аргон, углекислый газ или их смесь, окружает расплавленный металл и предотвращает попадание загрязняющих веществ в сварной шов.
- Дуговая сварка с флюсовой сердцевиной (FCAW): FCAW — это еще один тип дуговой сварки, в котором в качестве электрода используется непрерывно подаваемая проволока. В этом методе обычно используется проволока с сердечником из флюса, который защищает и удаляет загрязнения из сварного шва вместо защитного газа. Однако существует процесс FCAW, в котором используется защитный газ, называемый Outershield. Для более ответственных сварных швов с использованием процесса FCAW будет использоваться решение Outershield для улучшения качества сварки при сохранении высокой скорости наплавки, связанной с FCAW.
- Дуговая сварка под флюсом (SAW): В этой более старой форме сварки в качестве электрода используется непрерывно подаваемая проволока, и сварной шов по существу покрывается флюсом, наносимым сварочной головкой по мере сварки.
 SAW перестал использоваться как ручной процесс и обычно используется как автоматизированный процесс.
SAW перестал использоваться как ручной процесс и обычно используется как автоматизированный процесс. - Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW): В этом сварочном процессе, также обычно называемом сваркой вольфрамовым электродом в среде инертного газа (TIG), используется неплавящийся вольфрамовый электрод. Электрод и создаваемый им шов защищены инертным газом, в то время как вольфрамовый электрод используется для создания узкой дуги, которую можно направить на заготовку с высокой степенью контроля. Сварка GTAW является наиболее точным и чистым процессом ручной дуговой сварки, но также и одним из самых сложных в освоении.
- Плазменно-дуговая сварка (PAW): Сварку PAW можно рассматривать как более сложный тип сварки GTAW, в котором также используется неплавящийся вольфрамовый электрод. Он использует два типа газа: один генерирует плазму, а другой защищает сварной шов. Сварка PAW обычно автоматизирована; ручной PAW является недавней разработкой.

Независимо от типа процесса сварки концепция каждого из этих типов остается одинаковой. Сварщик зажигает дугу, нагревает металл и направляет его в свариваемое соединение. Однако дьявол кроется в деталях, и сварщика, который думает, что обширный опыт работы с SMAW готовит его к GTAW, ждет грубое пробуждение. Свойства дуги, то, как наносится металл, а также то, как загрязняющие вещества удерживаются или удаляются в каждом процессе, сильно различаются. Эти различия помогают определить качество и точность окончательного сварного шва.
Орбитальная сварка против. Ручная сварка: как орбитальная сварка упрощает выполнение высококачественных сварных швов В SMAW и FCAW флюс не только защищает сварной шов, но также может удалять некоторые проникающие загрязняющие вещества из сварного шва, что делает эти сварочные процессы щадящими. Их можно легко использовать в отдаленных местах с небольшим укрытием от окружающей среды. Защита сварного шва на основе флюса также дает сварщику больше возможностей для подхода к сварке. Угол подхода и скорость движения имеют меньшее значение, когда вы не можете потерять или обогнать защитный газ. Плата за этот прощающий характер заключается в том, что свойства полученного сварного шва могут быть непостоянными, когда сварщик меняет положение или скорость движения или теряет устойчивость, пытаясь добраться до недоступного соединения. Процесс SAW также может создавать проблемы с поддержанием правильного покрытия флюсом при сварке вне положения.
Угол подхода и скорость движения имеют меньшее значение, когда вы не можете потерять или обогнать защитный газ. Плата за этот прощающий характер заключается в том, что свойства полученного сварного шва могут быть непостоянными, когда сварщик меняет положение или скорость движения или теряет устойчивость, пытаясь добраться до недоступного соединения. Процесс SAW также может создавать проблемы с поддержанием правильного покрытия флюсом при сварке вне положения.
Сварные швы, полученные с помощью процессов сварки в среде защитного газа, более однородны, чем те, которые основаны на использовании флюса. Сварщик должен придерживаться более жестких параметров, чтобы иметь возможность зажигать и поддерживать дугу. В результате получается более механически прочный сварной шов, который может быть выполнен только квалифицированным и опытным сварщиком. Самое большое преимущество орбитальной сварки по сравнению с ручной дуговой сваркой заключается в том, что эти навыки переносятся в автоматизированную систему, чтобы сделать высококачественную, стабильную сварку простой и легко воспроизводимой.
В приведенной ниже таблице сравниваются ручная и автоматизированная орбитальная сварка труб GTAW:
| Ручная сварка GTAW | Орбитальная сварка GTAW |
| Поддерживает сварку плавлением (автогенную). | |
| Присадочный материал представляет собой стержень, ритмично погружаемый сварщиком в сварочную ванну. | Присадочный материал непрерывно подается с катушки с проволокой с заданной скоростью. |
| Сварка обычно выполняется на четверть трубы за раз, поскольку сварщик меняет положение, чтобы иметь возможность охватить всю окружность трубы. | Сварка выполняется непрерывно с постоянной скоростью по мере того, как сварочная головка перемещается по трубе. |
Переплетения и другие узоры зависят от выполнения сварщиком и могут быть нарушены из-за усталости и способности сварщика удерживать себя во время сварки. | Схемы сварки запрограммированы в источнике питания и автоматически выполняются машиной без проблем, связанных с усталостью или дискомфортом. |
| При последующих проходах для заполнения сварного шва может потребоваться использование системы подачи проволоки для своевременного заполнения шва. | Поскольку при орбитальной сварке GTAW уже используется непрерывная подача, последующие проходы могут продолжаться с использованием процесса GTAW. |
| Эффективность сварки ограничена наличием квалифицированных сварщиков. | Идентичные сварные швы могут выполняться одновременно с использованием нескольких орбитальных сварочных аппаратов. |
| Несоответствие сварных швов или профилей может быть компенсировано на лету благодаря возможностям сварщика. | Стабильное сварное соединение и подготовка, необходимые для получения стабильных результатов сварки, если только система не оснащена «умной» технологией, которая позволяет ей адаптироваться к отклонениям в соединении. |
Большинство процессов ручной дуговой сварки были воспроизведены в автоматизированной форме, чтобы обеспечить согласованный процесс сварки, на который можно положиться при соблюдении стандартов качества и сроков выполнения проекта. Менеджеры проектов, рассматривающие орбитальную сварку, должны ответить на два вопроса: нужны ли для работы такие уровни производительности и стабильности, которые может обеспечить только орбитальная сварка, и какой тип орбитальной сварки необходим.
Выбор процесса орбитальной сваркиПожалуй, лучший совет, который можно дать при сравнении орбитальной сварки и ручной сварки, заключается в том, что точная работа требует орбитальной сварки. И если проект настолько чувствителен к вариациям, что требует орбитальной сварки, то следует использовать наиболее точный и надежный тип орбитальной сварки. Для большинства применений это означает орбитальную сварку в среде защитного газа.
Никакой другой процесс сварки не сочетает в себе прочность, постоянство и точное управление дугой, как GTAW. Орбитальная GTAW позволяет использовать точную степень контроля и регулярное формирование валика этого процесса для сварки широкого спектра соединений и соединений. Если проект трубы или трубопровода требует точности, он требует орбитальной сварки GTAW.
Орбитальная GTAW позволяет использовать точную степень контроля и регулярное формирование валика этого процесса для сварки широкого спектра соединений и соединений. Если проект трубы или трубопровода требует точности, он требует орбитальной сварки GTAW.
Компания Arc Machines, Inc. специализируется исключительно на орбитальном сварочном оборудовании GTAW, которое обеспечивает непревзойденный контроль над процессом сварки. По вопросам продукции обращайтесь по телефону [email protected] . По вопросам обслуживания обращайтесь по телефону [email protected] . Arc Machines приветствует возможность обсудить ваши конкретные потребности. Свяжитесь с нами для организации встречи.
Меры предосторожности при дуговой сварке | Afrox Welding Cutting Safety
При сварке, как и в большинстве других работ, возникают определенные опасности. Сварка безопасна при соблюдении мер предосторожности.
Сварка безопасна при соблюдении мер предосторожности.
Приведенная ниже информация по технике безопасности является лишь кратким изложением более полной информации по технике безопасности. Пожалуйста, прочтите и соблюдайте все стандарты безопасности.
Купить в Интернете
МЕРЫ ПРЕДОСТОРОЖНОСТИ ПРИ ДУГОВОЙ СВАРКЕ
Дуговая сварка может быть опасной, поэтому вам необходимо защитить себя и других от возможных серьезных травм или смерти.
- Не допускайте детей
- Пользователи кардиостимуляторов, сначала проконсультируйтесь с врачом
- Все работы по установке, эксплуатации, техническому обслуживанию и ремонту должны выполняться только квалифицированным персоналом
Защита от поражения электрическим током
Прикосновение к электрическим частям, находящимся под напряжением, может привести к смертельному поражению электрическим током или серьезным ожогам. Электрод и рабочая цепь находятся под напряжением, когда выход включен.
Электрод и рабочая цепь находятся под напряжением, когда выход включен.
Цепь входного питания и внутренние цепи машины также находятся под напряжением, когда питание включено. При полуавтоматической или автоматической сварке проволокой проволока, проволочный барабан, корпус приводного ролика и все металлические детали, соприкасающиеся со сварочной проволокой, находятся под напряжением. Неправильно установленное или неправильно заземленное оборудование представляет опасность. Следовательно:
- Не прикасайтесь к токоведущим частям.
- Носите сухие изолирующие перчатки без отверстий и защитную одежду.
- Защитите себя от работы и земли с помощью сухой изоляции
- Отключите входное питание или остановите двигатель перед установкой или
- Надлежащим образом установите и заземлите данное оборудование в соответствии с руководством пользователя, а также национальными и местными нормами.
- При выполнении входных соединений сначала подсоедините надлежащий заземляющий провод.

- Выключайте все оборудование, когда оно не используется.
- Не используйте изношенные, поврежденные, недостаточного размера или плохо сращенные кабели.
- Не оборачивайте кабели вокруг тела.
- Заземлите заготовку на надежное электрическое заземление.
- Не прикасайтесь к электроду, если он соприкасается с изделием или землей.
- Используйте только исправное оборудование. Немедленно отремонтируйте или замените поврежденные детали.
- При работе над уровнем пола надевайте страховочный пояс.
- Держите все панели и крышки на своих местах.
Купить в Интернете
Дуговые лучи могут обжечь глаза и кожу, а шум может навсегда повредить слух. Всегда защищайте себя и себя:
- Используйте утвержденные беруши или наушники, если уровень шума высок.
- Носите сварочную маску с фильтром соответствующего оттенка (см.
 ANSI Z49.1, указанный в Стандартах безопасности), чтобы защитить лицо и глаза во время сварки или наблюдения.
ANSI Z49.1, указанный в Стандартах безопасности), чтобы защитить лицо и глаза во время сварки или наблюдения. - Носите сертифицированные защитные очки. Рекомендуются боковые щиты.
- Используйте защитные экраны или барьеры для защиты окружающих от вспышки и яркого света; предупредите других, чтобы они не смотрели на дугу.
Дымы и газы могут быть опасны для вашего здоровья. Убедитесь, что вы:
- Держите голову подальше от дыма.
- Не вдыхайте пары.
- Если внутри, проветрите помещение и/или используйте вытяжку на дуге для удаления сварочного дыма и газов.
Сварка может привести к возгоранию или взрыву, убедитесь, что вы:
- Защитите себя и других от летящих искр и горячего металла.
- Не выполняйте сварку там, где летящие искры могут поразить горючий материал.

- Удалите все легковоспламеняющиеся вещества в пределах 10 м от сварочной дуги. Если это невозможно, плотно закройте их разрешенными крышками.
Искры и горячий металл могут привести к травме. Выкрашивание и шлифовка вызывают летящий металл. Когда сварные швы остывают, они могут отбрасывать шлак. Всегда следите за тем, чтобы вы:
- Носили утвержденный щиток для лица или защитные очки. Рекомендуются боковые щиты.
- Носите надлежащие средства защиты тела для защиты кожи.
Баллоны могут взорваться при повреждении . Всегда следите за тем, чтобы:
- Держите баллоны вдали от сварки или других электрических цепей.
- Никогда не допускайте касания сварочным электродом какого-либо цилиндра.
- Установите и закрепите цилиндры в вертикальном положении, прикрепив их цепью к стационарной опоре или стойке для баллонов оборудования, чтобы предотвратить падение или опрокидывание.

Движущиеся части могут стать причиной травм . Всегда следите за тем, чтобы:
- Держитесь подальше от мест защемления, таких как приводные ролики.
- Держите все двери, панели, кожухи и ограждения закрытыми и надежно закрепленными.
Магнитные поля от сильных токов могут повлиять на работу кардиостимулятора. Владельцам кардиостимуляторов следует держаться подальше от оборудования для дуговой сварки.
Советы новичкам по правильной сварке проволокой
Сварка металлов в среде инертного газа (МИГ) — один из самых известных и популярных методов соединения деталей. Технология не сложная даже для новичка, главное правильно подобрать расходный материал и придерживаться инструкции при настройке и эксплуатации сварочного полуавтомата. Также возможно пройти онлайн-обучение, после которого новичок сможет изучить все нюансы работы.
Полуавтоматическая сварка металла значительно облегчает работу оператора, проволока подается автоматически, остальные процессы выполняет мастер.
Итак, как правильно выполнять сварку полуавтоматом? Как настроить установку для сварочных работ, и какие способы полуавтоматической сварки существуют? Читайте в нашей статье.
Содержание
- Что нужно для сварки MIG
- Как настроить аппарат для сварки MIG
- Как сварить MIG
- Как выбрать аппарат для сварки MIG
- Как сварить MIG: разные виды сварки
- Вертикальная сварка
- Сварка тонкого металла
- Сварка толстого металла
Что нужно для сварки MIG
9 Полуавтоматическая сварка газовой и медной, алюминиевой проволокой, толщина которой зависит от сорта металла.
Существует три основных вида сварки с использованием полуавтомата. Они классифицируются по использованию расходных материалов:
- в среде инертного газа;
- с использованием защитного газа;
- С использованием порошковой проволоки.

Полуавтоматическая сварка в среде инертного газа – это сварка MIG/MAG, которая выполняется металлической проволокой. Скорость автоматической подачи проволоки должна быть установлена в зависимости от силы тока. Лучшим способом выполнения сварки в среде инертного газа является аргон, обеспечивающий надежность, прочность, долговечность сварного шва.
Углекислый газ, смесь аргона и гелия используются в качестве защитного газа. Принцип работы сварочного полуавтомата достаточно прост: проволока подается с определенной скоростью, при этом в само устройство поступает газ через специальное отверстие (сопло). За счет углекислого газа легко обрабатывается тонкий металл, толщина которого не превышает 0,2 дюйма, а также более толстый металл. Аргон с гелием применяется для сварки толстого низколегированного металла, алюминия, отлично подходит для сварки чугуна.
Как настроить сварочный аппарат МИГ
Прежде чем приступить к работе на сварочном полуавтомате, желательно пройти теоретическое обучение. Многие люди также спрашивают, как настроить аппарат для сварки металла.
Многие люди также спрашивают, как настроить аппарат для сварки металла.
Настройка происходит в несколько этапов:
- Регулировка силы сварочного тока, и регулировка давления газа, подача которого зависит от толщины обрабатываемого металла. Убедиться, что эти два значения соответствуют норме, очень легко — в инструкции к каждому устройству есть пункты, содержащие всю необходимую информацию. Стоит отметить, что не стоит выбирать слишком низкое давление, это может привести к медленной работе машины и ухудшению качества сварки.
- Настройка подачи проволоки. Также это зависит от силы тока и толщины свариваемого металла. Чем толще металл и выше сила тока, тем выше должна быть скорость подачи проволоки. В инструкции к каждому полуавтомату также есть таблица с установкой ориентировочных режимов.
- Регулировка силы и напряжения тока. Эти два параметра зависят от мощности машины.
- Выбор режимов для каждого типа металла. На пробном образце необходимо подобрать режимы, при необходимости скорректировать полярность и силу тока.
 Если аппарат настроить правильно, с учетом всех нюансов, вы получите стабильную, сварочную дугу. В инструкции есть таблица режимов сварки полуавтоматом, которая поможет новичку в подготовке аппарата к работе.
Если аппарат настроить правильно, с учетом всех нюансов, вы получите стабильную, сварочную дугу. В инструкции есть таблица режимов сварки полуавтоматом, которая поможет новичку в подготовке аппарата к работе.
Как сваривать MIG
После настройки аппарата, выбора силы тока, скорости подачи проволочного электрода сварщик может приступать к работе.
Сначала нужно отрегулировать держатель мундштука, кончик которого должен находиться в зоне сварки. Нажав на спусковой крючок, наконечник следует зачистить в области, где будет происходить процесс сварки. Необходимо сделать два действия, нажать на курок и одновременно сжать металлическую заготовку.
Сварщик выполняет весь процесс, кроме подачи проволоки, и он должен внимательно следить за скоростью жала, которое должно находиться в правильном положении и под правильным наклоном.
Как выбрать сварочный аппарат МИГ
Прежде чем выбрать сварочный аппарат, необходимо проверить параметры электросети, а затем выбрать аппарат, ориентируясь на силу тока. Также необходимо определиться, для каких целей вы покупаете станок и какие металлы нужно будет сваривать.
Кроме того, вы можете посмотреть различные обучающие видео, которые помогут вам научиться пользоваться полуавтоматом, изучить основы полуавтоматической сварки. Также необходимую информацию можно найти в Интернете, на YouTube-канале, на специальных сайтах, где размещена инструкция по эксплуатации сварочного аппарата.
Поскольку в интернет-магазинах представлено большое разнообразие сварочных полуавтоматов, для правильного и быстрого выбора можно ориентироваться на топовые модели.
Как выполнять сварку MIG: различные виды сварки
Различные типы сварных швов отличаются своими настройками. Вид сварного шва различают по типу соединения и пространственному положению заготовок.
По пространственному положению:
- горизонтальный;
- вертикальный;
- потолок;
- дно.
По типу соединения:
- стыковое соединение;
- Тройник;
- внахлест;
- угловой.
Простейшие соединения заготовок — внахлест и встык в нижнем положении.
Вертикальный шов
Чтобы в полной мере использовать сварку, необходимо знать, как сварить вертикальный шов полуавтоматом. Направление вертикального шва зависит от толщины заготовок:
- Заготовки толщиной до 0,1 дюйма – направление сверху вниз.
- Толщина более 0,1 дюйма – направление снизу вверх.
- Резак расположен под углом 45 градусов к заготовке. Как правило, нужно уменьшить сварочный ток и скорость подачи проволоки по сравнению со сваркой аналогичных заготовок в нижнем положении.
Чтобы получить качественный шов, сварщик должен соблюдать три условия:
- Равномерная скорость горелки.

- Расстояние от резака до заготовки.
- Правильный угол.
Важно не перегревать свариваемый металл, чтобы он не стекал. Все остальное сделает сварочный полуавтомат.
Сварка тонкого металла
В сварке деталей толщиной до 1 мм нет ничего сложного. Наоборот, сварить тонкий листовой металл сварочным полуавтоматом не сложнее, чем толстый.
Тонколистовой металл сваривают двумя способами:
- обычный – все виды соединений;
- клепаные – заготовки укладываются внахлест и привариваются через предварительно проделанные в верхнем листе отверстия.
Для такой сварки есть несколько правил:
- сила тока и скорость подачи проволоки снижены;
- не держите горелку на одном месте – получите либо сварочный шов, либо прожжете заготовку;
- метод клепки – сварка начинается от центра нижней заготовки. Если начать сварку с краев верхней заготовки – металл просто заполнит отверстие, т.е. плохо сварится
- Если вы не хотите делать герметичное соединение, сплошной шов сваривать не нужно.
 Для тонких деталей достаточно точек с зазором 0,4-2,0 дюйма.
Для тонких деталей достаточно точек с зазором 0,4-2,0 дюйма.
Сварка толстых металлов
При сварке заготовок тоньше 0,16 дюйма кромки скошены. Это делается для получения глубокого проникновения. Факел ведут не прямолинейно, а небольшими колебательными движениями. Например, зигзаг, спираль, вперед-назад и т. д. Так шов получится глубже и шире.
Правила:
- Между деталями делается зазор 0,4-0,8 дюйма;
- Ширина шва должна быть равна толщине заготовки (примерно), например, если сваривать две детали толщиной 6 мм, то шов должен заходить на каждую из них на 0,1 дюйма
- Если толщина заготовок более 0,2 дюйма, может потребоваться сварка в несколько проходов. Первый шов делают по центру, второй и третий – вверху и внизу первого шва.
На практике понять, как работать с полуавтоматом, несложно. Получить приемлемые результаты можно уже в первый день тренировок. Главное не бояться экспериментировать и помнить, что настройки полуавтомата индивидуальны для каждого сварщика.
100 основных правил сварки, которые можно и нельзя делать
Умение работать с металлом — это захватывающий и вдохновляющий опыт. Как сварщик, вы сможете превращать одни из самых прочных материалов в продукт, полезный для других. Этот навык используется в автомобилестроении, строительстве дорог, строительстве зданий и производстве оружейных систем и транспортных средств. Вот список из 100 правил, которые можно и нельзя делать при работе с любым сварочным аппаратом MIG, сварочным аппаратом TIG и плазменным резаком.
Что нужно делать при работе со сварочными аппаратами
- Проверьте и еще раз проверьте рабочее место на наличие легковоспламеняющихся материалов. Убедитесь, что в полу нет отверстий или окон с трещинами, через которые могут пройти искры.
- Удалите легковоспламеняющиеся жидкости и газы из зоны. Все, что нужно, это маленькая искра, чтобы вызвать огромный взрыв.
- Уберите все горючие материалы на безопасное расстояние.
 Все горючие материалы должны быть не ближе 20 футов к вашему проекту.
Все горючие материалы должны быть не ближе 20 футов к вашему проекту. - Вымойте пол перед началом. Пыль и мусор на полу могут служить источником топлива для любых искр, которые случайно попадут туда.
- Накройте все горючие материалы, которые нельзя перемещать. Если вы не можете убрать их все с рабочего места, накройте их негорючими материалами, такими как металлическая пленка или асбестовая завеса.
- Накройте и смочите горючий пол. Если само напольное покрытие является горючим, накройте его металлической пленкой или асбестовыми материалами.
- соблюдайте все надлежащие процедуры при работе с материалами, содержащими или содержащими легковоспламеняющиеся жидкости. Это включает изоляцию, гашение, продувку и инвертирование. Непосредственно перед сваркой MIG проверьте материалы, чтобы убедиться в отсутствии воспламеняющихся паров. Подумайте о том, чтобы наполнить привариваемый контейнер/бак водой на несколько дюймов от рабочей зоны в качестве дополнительной меры предосторожности.

- Защита шлангов. Держите шланги на безопасном расстоянии от любого оборудования.
- Закрепите все цилиндры. Перевозите их только с установленными крышками.
- Убедитесь, что все электрическое оборудование правильно установлено. Соблюдайте все рекомендуемые пределы нагрузки цепи с рекомендуемой защитой цепи.
- Перед использованием размотайте все шланги. Шланги вашего оборудования должны быть размотаны и находиться на безопасном расстоянии от процесса.
- Защита сварочных проводов. Накройте или подвесьте провода, чтобы предотвратить их повреждение.
- Храните кислород и ацетилен в разных местах. Разделяйте газы на расстоянии не менее 20 футов или пятифутовым брандмауэром с получасовым номиналом.
- При необходимости установите пожарную вахту. Если вы сомневаетесь, всегда ошибайтесь в сторону осторожности.
- Убедитесь, что огнетушитель легко доступен. Последнее, что вы хотите делать в случае пожара, — это карабкаться в поисках чего-нибудь, чтобы потушить его.
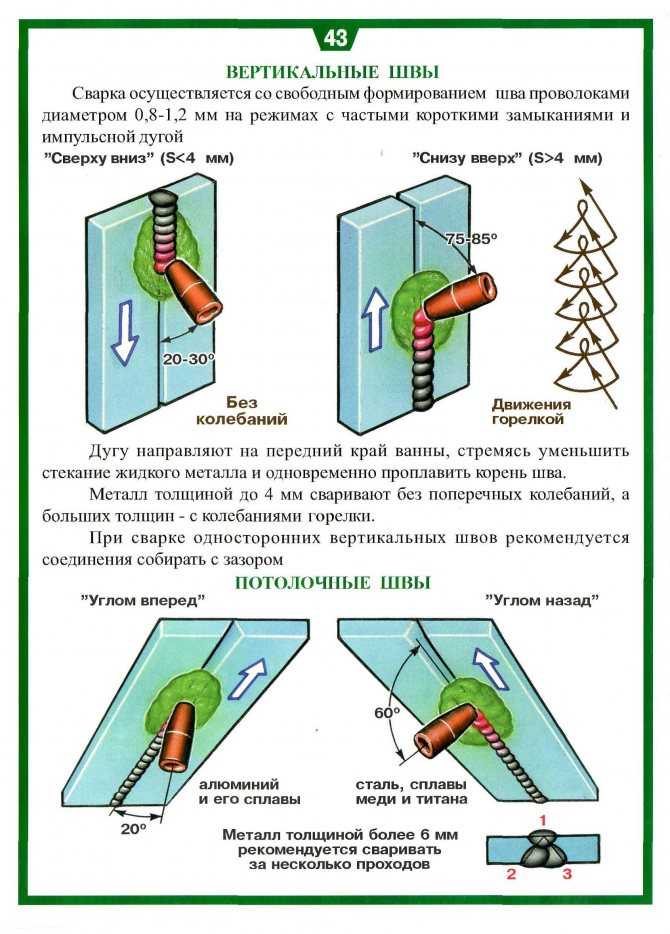
- Убедитесь, что между вами и другими сварщиками достаточно места. Вы не хотите быть на пути искр от другого оператора.
- Дважды проверьте все соединения на вашей установке. Перед началом работы все соединения и фитинги должны быть плотно затянуты.
- Осматривайте все свое оборудование перед каждым использованием. Этот шаг имеет решающее значение, чтобы гарантировать, что вы не начнете использовать буровую установку, которая неправильно настроена.
- Храните все газовые баллоны в вертикальном положении. Конец клапана должен быть обращен вверх, а не вбок или к полу.
- Носите защитные очки. Травмы глаз составляют примерно 25 процентов всех травм, связанных со сваркой и плазменной резкой, и, по сути, являются наиболее распространенными среди сварщиков. Особому риску подвергаются те, кто производит промышленное/коммерческое оборудование, компьютерные материалы и готовые металлические изделия. Всегда носите защитные очки или защитные очки с боковой защитой, соответствующие стандарту ANSI Z87.
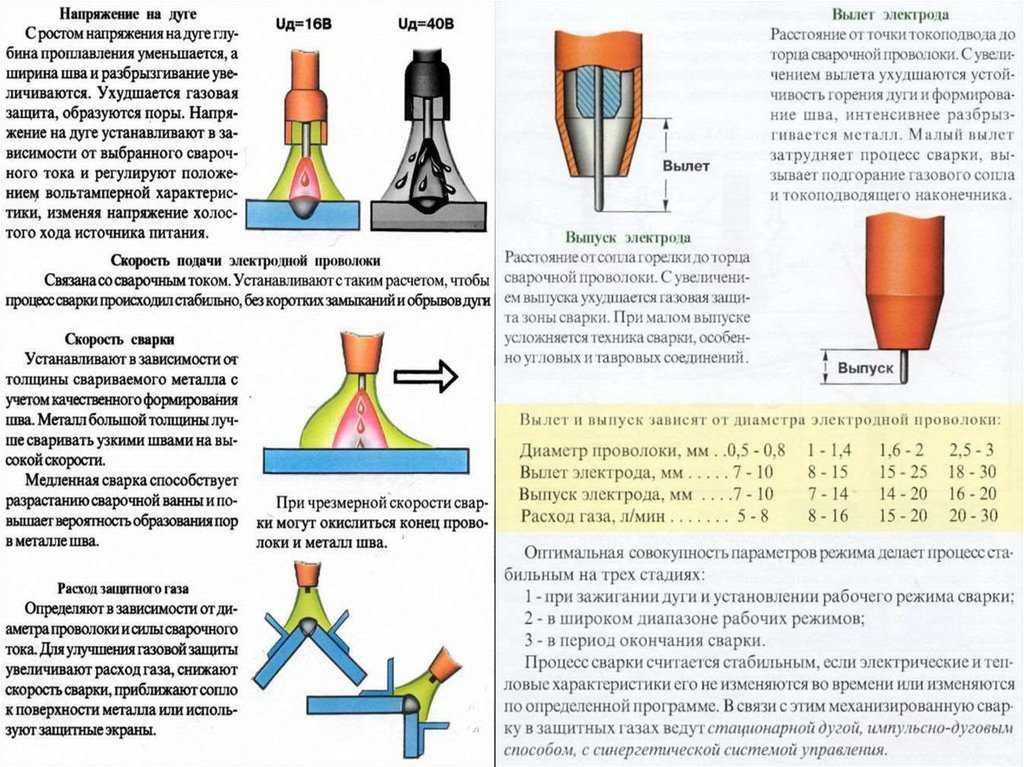 1, под шлемом.
1, под шлемом. - Найдите лучший зажим заземления, какой сможете найти. Хороший заземляющий зажим будет иметь медные контактные точки на губках, а также шунт.
- Используйте хороший спрей от брызг. Если вы работаете в месте, где соблюдаются нормы и правила, вам, вероятно, потребуется приобрести утвержденный спрей против брызг. Однако, если вы сварщик-любитель или являетесь независимым подрядчиком в своем собственном бизнесе, вы можете обойтись кулинарным спреем PAM, который менее опасен для здоровья и обходится дешевле.
- Держите запасной вкладыш под рукой. Замените направляющий канал до того, как он достигнет точки, в которой проволока не может пройти должным образом.
- Используйте правильные цепи тока и предохранители, когда вы подключаете свою установку. Убедитесь, что проводка достаточна для безопасного прохождения тока.
- Используйте достаточный расход защитного газа. Средняя скорость потока составляет около 20 кубических футов в час.
 Однако, поскольку все расходомеры будут иметь разную калибровку, вам может понадобиться больше или меньше.
Однако, поскольку все расходомеры будут иметь разную калибровку, вам может понадобиться больше или меньше. - Убедитесь, что у вас правильная вентиляция. Невыполнение этого требования может убить вас.
- Носите одежду с длинными рукавами. Не рекомендуются короткие рукава.
- Наденьте респиратор. Его ношение не делает вас слабаком. Респираторы защитят вас от вредных газов, которые используются в процессе сварки TIG.
- Чаще практикуйтесь. Проведите тесты на металлоломе, чтобы убедиться, что ваши настройки и техника дадут вам желаемые результаты.
- Сварочный шов с обратным шагом для предотвращения деформации тонколистового металла. Сварите несколько дюймов в начале, середине и конце и повторяйте, пока весь шов не будет сварен. Этот метод может помочь предотвратить чрезмерное коробление при попытке сварки непрерывного длинного шва.
- Убедитесь, что ваш риг воспроизводит правильные звуки. При плазменной резке на коротком замыкании говорят «слышишь, как жарится сало».
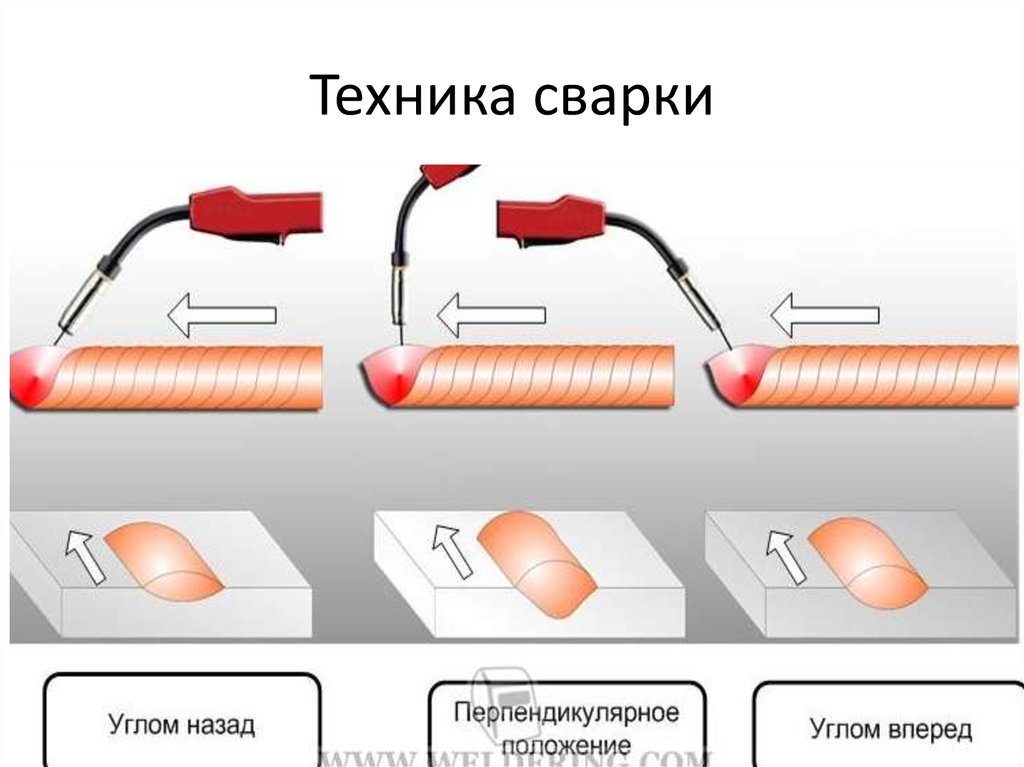 Стремитесь к более плавному звуку, если это возможно. При сварке алюминия методом MIG лучше слышать гудящий звук, а не треск и треск.
Стремитесь к более плавному звуку, если это возможно. При сварке алюминия методом MIG лучше слышать гудящий звук, а не треск и треск. - Убедитесь, что ваши свариваемые поверхности чистые. Грязь, ржавчина, масло и жир влияют на качество сварного шва.
- Следите за своими перчатками. Они могут быть дорогими, поэтому, когда они становятся жесткими и неподатливыми, относитесь к ним как к паре охотничьих ботинок со смазкой для обуви и феном.
- Наденьте тонкую перчатку на руку, подающую наполнительный стержень. Некоторые сварщики рекомендуют использовать перчатки механиков или перчатки TIG из козьей кожи.
- Используйте вольфрам самого маленького размера, чтобы выполнить задачу. Использование электрода слишком большого размера может привести к неравномерному горению дуги и загрязнению сварного шва. Наихудший сценарий приведет к дуговому разряду внутри чашки и сбоку от вольфрама, что приведет к разрушению тонких краев и возможной потере дорогостоящих деталей.

- При работе в качестве сварочного аппарата TIG с алюминием используйте умеренное количество газа в горелке. В отличие от стали, которая очень хорошо удерживает тепло, алюминий отводит тепло от сварочной ванны быстрее, чем вы можете его поддерживать.
- Рассмотрите возможность использования для защиты газов, отличных от аргона. Хотя аргон на сегодняшний день является наиболее распространенным и универсальным защитным газом, используемым при сварке TIG, в определенных обстоятельствах вы получите лучшие результаты при использовании смеси гелия и аргона.
- Использование Смесь гелия и аргона в пропорции 50/50 для толстых сплавов алюминия и магния.
- Используйте соотношение гелия и аргона 3:1 для толстых алюминиевых отливок. Соотношение гелия и аргона 3:1 быстро образует лужу и обеспечивает более чистый сварной шов, чем 100-процентный аргон.
- Убедитесь, что в любом проекте есть вентиляционное отверстие, которое в конце будет герметичным. Если вы этого не сделаете, воздух внутри нагреется и выдует ваш защитный газ.
 В некоторых случаях он может лопнуть в конце сварного шва и испортить вашу работу.
В некоторых случаях он может лопнуть в конце сварного шва и испортить вашу работу. - Перед началом убедитесь в надежном заземлении. Поражение электрическим током может привести к серьезной травме или смерти.
- Не держите двумя оголенными проводами обеими руками. По проводам и оператору может пройти электрический ток, что может привести к смертельному поражению электрическим током.
- Не забывайте держать руки подальше от электрода и металлических частей электрода кожей или одеждой.
- Изолируйте себя от рабочей зоны и земли.
- Всегда надевайте сухие перчатки в хорошем состоянии.
- Держите сухую изоляцию между вашим телом, объектом и землей.
- Используйте промышленную систему вентиляции при использовании сварочного аппарата в помещении для коммерческих целей. Для любителей убедитесь, что у вас есть достаточная вентиляция с открытыми окнами и вентиляторами.
- По возможности используйте вытяжной колпак. Вытяжные колпаки удаляют газы, если они образуются в рабочей зоне, чтобы ограничить их воздействие.

- Носите надлежащие СИЗ (средства индивидуальной защиты). Это защитит от ожогов и воздействия дуговых лучей.
- Избегайте закатанных рукавов или манжет брюк при работе сварщиком TIG. Искры или горячий металл могут попасть в складки и прожечь материал на кожу.
- Носите хорошие наушники. Это может сохранить ваш слух при работе в шумной среде и предотвратит попадание мусора в слуховой проход.
Запрещено использовать сварочный аппарат
- Не перегружайте электрическую цепь при использовании сварочного аппарата MIG. Это может создать опасность возгорания.
- Не работайте в закрытых помещениях. Вы можете убить себя от вдыхания опасных газов.
- Не работайте со сварочным аппаратом без достаточной защиты глаз. Хотя большинство травм глаз носят временный характер, вы можете навсегда ослепнуть.
- Не используйте дешевые зажимы заземления, если этого можно избежать. Использование дешевых зажимов увеличит время запуска и не обеспечит хорошего заземления.

- В коммерческих целях не используйте ничего, кроме одобренного спрея для защиты от брызг.
- Не эксплуатируйте буровую установку с забитым хвостовиком. Работа с засоренной направляющей может привести к плохой подаче проволоки, застреванию птиц и ожогу спины.
- Не носите одежду с короткими рукавами или манжетами во время сварки. Вы можете получить ожоги от искр или горячего металла.
- Не допускайте контакта рук с острыми краями при открытии банок с электродами.
- Не работайте в зоне с горючими материалами.
- Не работайте в местах, где искры могут вылетать из трещин в стенах или окнах и контактировать с горючими материалами снаружи.
- Не работайте с легковоспламеняющимися жидкостями или газами в зоне действия. Одна искра может вызвать огромный взрыв.
- Не начинайте проект, если пол грязный. Пыль и мусор являются отличной средой для разжигания огня.
- Не сваривайте контейнер, который содержал или в настоящее время содержит легковоспламеняющиеся материалы, без соблюдения надлежащих процедур очистки.

- Не обращайте внимания на расположение шлангов. Держите их на безопасном расстоянии от любого оборудования и всех источников тепла.
- Не используйте спиральные шланги. Блокировка может привести к разрыву шлангов и травмам.
- Не перевозите баллоны без крышек.
- Не храните баллоны боком или вверх дном. Клапаны с крышками всегда должны быть обращены вертикально.
- Не превышайте пределы нагрузки для электрических цепей. Все электрооборудование должно быть установлено в соответствии со спецификациями производителя.
- Не допускайте контакта проводов со сварочной поверхностью. Держите их закрытыми или подвешенными, чтобы предотвратить повреждение.
- Не храните баллоны с кислородом и ацетиленом в одном месте. Разделяйте их на расстоянии не менее 20 футов.
- Не начинайте работу без огнетушителя. Ваш успех в предотвращении распространения огня зависит от того, как быстро вы сможете его потушить.
- Не сокращайте путь.
 Ярлыки вызывают длительные (и, возможно, опасные) задержки.
Ярлыки вызывают длительные (и, возможно, опасные) задержки. - Не работайте в непосредственной близости от других сварщиков. Между вами и другими людьми должно быть достаточно места, чтобы предотвратить травмы.
- Не приступайте к работе, пока не перепроверите все соединения и муфты. О любых ослабленных соединениях следует позаботиться перед началом работы.
- Не используйте сварочный аппарат TIG, не убедившись сначала, что все настроено правильно.
- Не используйте установку, рассчитанную на силу тока выше той, на которую рассчитана ваша схема и предохранитель.
- Не экономьте на деталях для вашего сварочного аппарата. Покупайте качественные запчасти и аксессуары у надежных продавцов.
- Не используйте сварочный аппарат без респиратора. Вдыхание газов, образующихся в процессе сварки, может нанести вред вашему здоровью.
- Не пытайтесь использовать сварочный аппарат без надлежащего обучения. Если вы не знаете, что делаете, вы можете навредить себе и другим.
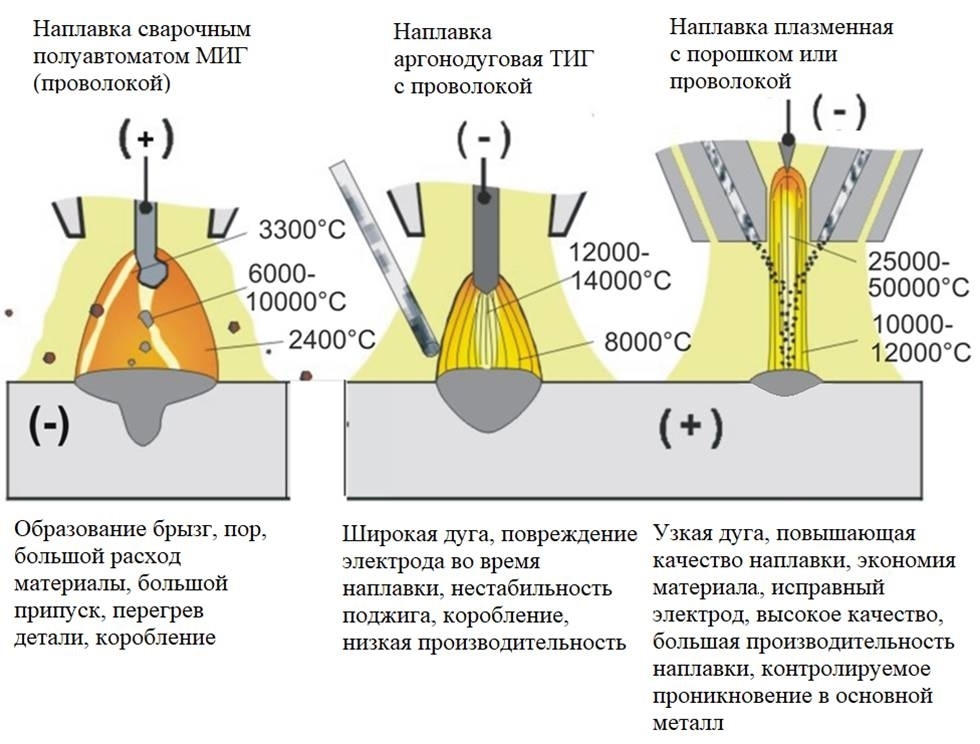
- Не продолжайте эксплуатировать установку, если она звучит неправильно. Оба метода сварки MIG и TIG издают характерные звуки при работе с разными металлами.
- Не надевайте порванные или жесткие сварочные перчатки. Держите их эластичными с помощью смазки для ботинок.
- Не надевайте перчатки механика на руки, подающие наполнительный стержень. Их может быть трудно снять, если они станут слишком горячими для ношения.
- Не используйте вольфрам большего размера, чем необходимо для выполнения работы. Использование слишком больших электродов приведет к загрязнению сварного шва и может привести к неравномерному возникновению дуги.
- Не используйте чрезмерное количество защитного газа. Каждый тип металла имеет свою норму расхода факельного газа.
- Не используйте нерекомендуемую газовую смесь. Это может вызвать серьезные проблемы.
- Не сваривайте объект, который будет герметичным в конце, не оставляя небольшого вентиляционного отверстия.
 В противном случае вы можете столкнуться с потерей защитного газа или сгоревшим сварным швом.
В противном случае вы можете столкнуться с потерей защитного газа или сгоревшим сварным швом. - Не работайте на буровой установке без безопасного заземления. Поражение электрическим током может привести к травме или смерти.
- Не держите двумя оголенными проводами в каждой руке при использовании сварочного аппарата TIG. Это может привести к тому, что ваше тело станет проводником тока между проводами.
- Во избежание ожогов не допускайте контакта электрода с кожей или одеждой.
- Не надевайте мокрые перчатки или перчатки, которые изнашиваются или рвутся.
- Не используйте сварочный аппарат на мокрой изоляции.
- Не выполняйте сварку без достаточной защиты органов слуха. Это поможет предотвратить повреждение от шумной окружающей среды, а также предотвратит попадание мусора в ушной канал.
- Не выполняйте сварочные работы без использования утвержденных СИЗ. Это подвергает вас повышенному риску ожогов и травм.
- Не используйте 100-процентный аргон для сварки толстых алюминиевых отливок.
 Если вы это сделаете, ваш сварной шов может быть поврежден.
Если вы это сделаете, ваш сварной шов может быть поврежден. - Не используйте сварочный аппарат без рекомендованных защитных газов. Всегда следуйте рекомендациям производителя.
- Не сваривайте, если вы в чем-то не уверены. Вы не хотите укоренять плохие привычки в своем уме.
- Не сваривайте весь длинный шов на тонком металлическом листе. Это может привести к деформации изделия.
- Не используйте расход защитного газа выше или ниже требуемого для вашего проекта.
- Не заваривайте контейнер, в котором ранее находились легковоспламеняющиеся жидкости, не наполнив его водой на пару дюймов ниже проектного места.
— Руководство AHSS
Дуговая сварка
- Дуговая сварка металлическим газом: Введение
- Процедуры и свойства GMAW
Дуговая сварка металлическим газом: введение
Дуговая сварка металлическим электродом в среде защитного газа (GMAW) (рис. 1), обычно называемая сленговым названием «MIG» (сварка металлов в среде инертного газа), использует неизолированную проволоку, непрерывно подаваемую через сопло, которое подает надлежащий поток защитного газа для защиты расплавленный и горячий металл по мере его охлаждения. Поскольку проволока подается автоматически системой подачи проволоки, GMAW является одним из процессов дуговой сварки, который считается полуавтоматическим. Устройство подачи проволоки проталкивает электрод через сварочную горелку, где он вступает в электрический контакт с контактной трубкой, которая подает электроэнергию от источника питания и по кабелю к электроду. Этот процесс требует гораздо меньших навыков сварки, чем дуговая сварка в защитном металле (SMAW) или дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) [ССЫЛКА НА РАЗДЕЛ], и обеспечивает более высокую скорость наплавки.
1), обычно называемая сленговым названием «MIG» (сварка металлов в среде инертного газа), использует неизолированную проволоку, непрерывно подаваемую через сопло, которое подает надлежащий поток защитного газа для защиты расплавленный и горячий металл по мере его охлаждения. Поскольку проволока подается автоматически системой подачи проволоки, GMAW является одним из процессов дуговой сварки, который считается полуавтоматическим. Устройство подачи проволоки проталкивает электрод через сварочную горелку, где он вступает в электрический контакт с контактной трубкой, которая подает электроэнергию от источника питания и по кабелю к электроду. Этот процесс требует гораздо меньших навыков сварки, чем дуговая сварка в защитном металле (SMAW) или дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) [ССЫЛКА НА РАЗДЕЛ], и обеспечивает более высокую скорость наплавки.
Рис. 1: GMAW
Основными компонентами оборудования являются сварочная горелка и кабель в сборе, блок подачи электрода, блок питания и источник защитного газа. Эта установка включает в себя систему водяного охлаждения сварочной горелки, которая обычно необходима при сварке с высокими рабочими циклами и высоким током.
Эта установка включает в себя систему водяного охлаждения сварочной горелки, которая обычно необходима при сварке с высокими рабочими циклами и высоким током.
GMAW стал коммерчески доступен в конце 1940-х годов, предлагая значительное улучшение скорости наплавки и повышение эффективности сварки. Скорость осаждения намного выше, чем для SMAW и GTAW, и этот процесс легко адаптируется к роботизированным приложениям. Из-за высокой скорости сварки и способности адаптироваться к автоматизации он широко используется производителями автомобилей и тяжелого оборудования, а также для широкого спектра сварки конструкций и конструкций, сварки труб и сосудов под давлением, а также плакирования. Он чрезвычайно гибкий и может использоваться для сварки практически всех металлов. По сравнению с SMAW, оборудование GMAW немного дороже из-за дополнительного механизма подачи проволоки, более сложной горелки и необходимости использования защитного газа , , но в целом все еще относительно недорого.
GMAW является «саморегулирующимся», что означает способность машины постоянно поддерживать постоянную длину дуги. Обычно это достигается с помощью источника питания постоянного напряжения, хотя некоторые современные машины теперь способны обеспечивать саморегулирование другими способами. Благодаря этой функции саморегулирования процесс идеально подходит для механизированных и роботизированных приложений.
На рис. 2 представлена важная терминология GMAW. Особое значение имеет удлинение электрода. Как показано, удлинение электрода относится к длине присадочной проволоки между дугой и концом контактного наконечника. Причина важности удлинения электрода заключается в том, что чем длиннее удлинение электрода, тем больше резистивное сопротивление (известное как I 2 Р) нагрев, который будет происходить в проводе. Резистивный нагрев возникает из-за того, что стальная проволока не является хорошим проводником электричества. Этот эффект может стать значительным при больших токах и/или длинных удлинениях и может привести к тому, что больше энергии от источника питания будет расходоваться на нагрев и плавление проволоки, а меньше — на генерирование дугового нагрева. В результате значительный резистивный нагрев может привести к более широкому профилю сварного шва с меньшим проникновением или глубиной проплавления. Дистанция отступа также является важным фактором. Чрезмерное расстояние отрицательно повлияет на способность защитного газа защищать сварной шов. Слишком маленькое расстояние может привести к чрезмерному скоплению брызг на сопле и контактном наконечнике. Различные газы используются для защиты в процессе GMAW. Наиболее распространенные из них включают аргон (Ar), гелий (He) и углекислый газ (CO 2 ) и их комбинации. На рис. 3 показано влияние защитного газа на профиль сварного шва.
Рисунок 2: Общая терминология GMAW
Рисунок 3: Влияние защитного газа на профиль сварного шва
AWS A5.18 — это спецификация присадочного металла из углеродистой стали для сварки SMAW, включающая присадочный металл как для GMAW, так и для GTAW. Типичный электрод показан на рис. 4. «E» относится к электроду, а «R» относится к стержню, что означает, что присадочный металл может использоваться либо в качестве электрода GMAW, по которому протекает ток, либо в качестве отдельного присадочного металла в электроде. форму стержня, который можно использовать для процесса GTAW. «S» отличает этот присадочный металл как твердый (по сравнению с обозначением «T», которое относится к трубчатому электроду GCAW, или «C» для композитного электрода), число, буква или комбинация цифр / букв, которые следуют за S, относятся к различная информация о присадочном металле, такая как состав, рекомендуемый защитный газ и/или полярность.
Рис. 4: Типичный электрод AWS A5.18.
Таким образом, процесс GMAW предлагает следующие преимущества и ограничения:
- Преимущества:
- Более высокая скорость осаждения, чем SMAW и GTAW
- Более высокая эффективность производства по сравнению с SMAW и GTAW, поскольку электрод или присадочная проволока не нуждаются в постоянной замене
- Поскольку флюс не используется, требуется минимальная послесварочная очистка и исключается возможность включения шлака
- Требует меньше навыков сварщика, чем ручные процессы
- Легко автоматизируемый
- Может сваривать большинство коммерческих сплавов
- Глубокое проникновение с режимом распыления
- В зависимости от режима переноса металла возможна сварка во всех положениях
- Ограничения:
- Оборудование более дорогое и менее портативное, чем оборудование SMAW
- Факел тяжелый и громоздкий, поэтому совместный доступ может быть проблемой
- Различные режимы переноса металла усложняют и ограничивают
- Чувствителен к сквознякам
Процедуры и свойства GMAW
Несмотря на повышенное содержание легирующих элементов, используемое для Q&P 980, нет повышенного типа или количества дефектов сварки по сравнению со сварными швами низкоуглеродистой стали с использованием дуговой сварки в газовой среде (GMAW). На рис. 5 представлен профиль микротвердости сварного соединения GMAW толщиной 1,6 мм Q&P 980. И сварной шов, и ЗТВ имеют напряжение менее 500 HV, и в ЗТВ нет явных размягченных зон. Б-4
Рисунок 5: Профиль микротвердости сварного соединения GMAW толщиной 1,6 мм DP 980. Б-4
GMAW был использован на трех сталях, исследованных в различных условиях. Слева обозначено расположение ЗТ, а посередине — ЗТВ. На рисунках показаны различные степени затвердевания и размягчения ЗТВ в зависимости от марки материала и других условий. Самая высокая твердость наблюдается в ближней ЗТВ, а самая мягкая – в дальней ЗТВ. DP 980 [ССЫЛКА НА МАТЕРИАЛ В МЕТАЛЛУРГИИ] показывает наибольшую степень упрочнения и размягчения ЗТВ. Состояние с номинально высоким коэффициентом теплопередачи является комбинацией низкого тепловложения и теплоотвода. Графики показывают, что CR, как правило, оказывает наибольшее влияние на стали DP, а на сталь TRIP влияние несколько меньше. Предварительная деформация оказывает наибольшее влияние на основной металл TRIP (BM), увеличивая твердость BM примерно на 25%. Твердость самого мягкого участка ЗТВ TRIP 780 также увеличивается при предварительной деформации, хотя степень размягчения (около 20%) существенно не изменяется. Предварительное напряжение увеличило твердость DP 780 BM всего примерно на 10%. Предварительная деформация не повлияла на пиковую твердость ЗТВ для обоих материалов. Постобжиг не оказал существенного влияния на профили твердости в ЗТВ материала DP 780 или материала TRIP 780, независимо от условий предварительной деформации (рис. 6–8).
Рис. 6: Профили твердости сварных швов внахлестку DP 780, TRIP 780 и DP 980, выполненных с номинально высоким CR, без предварительной деформации или последующей термообработки. Р-7
Рис. 7: Профили твердости сварных швов DP 780 и TRIP 780
, выполненных как с предварительной деформацией, так и без нее для условий высокого CR. E-1
Рис. 8: Профили твердости сварных швов DP 780 и TRIP 780, выполненных
с обжигом и без него как для предварительно деформированного, так и для недеформированного листа
для номинально высокого состояния CR. E-1
Результаты статического растяжения соединения внахлестку
TRIP 780 для различных условий присадочного металла и CR показаны на рис. 9. Результаты выражены с точки зрения эффективности соединения и деформации при пиковой нагрузке. Данные показывают, что совместная эффективность находится в диапазоне от примерно 50% до примерно 98%. Деформации при пиковой нагрузке варьировались от менее 3% до почти 8%. Разрушение происходило либо в дальней ЗТВ, либо на границе сплавления шва. Прочность присадочного металла не оказала заметного влияния на свойства при растяжении. Рисунок 9показывает результаты испытаний на статическое растяжение стыковых соединений TRIP 780. Все сварные швы разрушились в размягченной области дальней ЗТВ с эффективностью соединения более 89%. В среднем сварные швы, выполненные с использованием более высокого CR, испытывали более высокие напряжения во время нагрузки, чем швы, выполненные с более низким CR. Как и в случае сварки внахлестку, прочность присадочного металла, по-видимому, не влияла на статические свойства растяжения. Аббревиатуры высокого и низкого «CR» указывают на высокий и низкий CR, используемые для каждого сварного шва.
Рисунок 9: Результаты испытаний на статическое растяжение нахлесточных и стыковых соединений TRIP 780. E-1
Результаты испытаний на статическое растяжение стыковых сварных швов DP 780 показаны на рис. 10. Все сварные швы разрушились в размягченной области дальней ЗТВ. Как показано, сварные швы с высоким CR имели эффективность соединения более 90%. Сварные швы с высоким CR также имеют несколько большие деформации при пиковой нагрузке.
Рисунок 10: Результаты испытаний на статическое растяжение стыковых соединений DP 780. E-1
На рис. 11 (слева) показаны результаты динамического растяжения соединения внахлестку TRIP 780 для различных условий присадочного металла и CR. UTS варьировался от 372 до 867 МПа (от 54 до 126 тысяч фунтов на квадратный дюйм), а деформация при пиковой нагрузке варьировалась от менее 1% до более 5%. Соединения внахлестку с высоким CR имели меньшую прочность и деформацию при пиковых нагрузках. Эти сварные швы разрушились вдоль линии сплавления, предположительно из-за пористости, присутствующей в корне. Все сварные швы с низким ТК внахлестку, выполненные проволокой ЭР70С-6, разрушились в дальней ЗТВ нижнего листа. Из нахлесточных соединений с низким CR, выполненных проволокой ER100S-G, два образца на динамическое растяжение разрушились в размягченной области дальней ЗТВ и один разрушился по линии сплавления верхнего листа без наличия пористости в корне шва. Анализ рисунка 11 (слева) показывает, что прочность присадочного металла не оказала заметного влияния на результаты испытаний на динамическое растяжение. На рис. 11 (справа) показаны результаты испытаний на динамическое растяжение стыковых соединений TRIP 780. Все провалилось в размягченной области дальней ЗТВ. UTS стыковых соединений колебался от 840 до 89.6 МПа (от 122 до 130 тысяч фунтов на квадратный дюйм), а деформация при пиковой нагрузке обычно составляла от 3 до 4%. На рисунке показано, что ни прочность присадочного металла, ни состояние CR не оказали заметного влияния на результаты испытаний на динамическое растяжение стыковых соединений.
Рисунок 11: Результаты испытаний на динамическое растяжение соединений внахлестку и встык TRIP 780. E-1
Результаты испытаний на динамическое растяжение стыковых соединений DP 780 показаны на рис. 12. Все они были разрушены в размягченной области дальней ЗТВ. UTS колебался от 841 до 910 МПа (от 122 до 132 тысяч фунтов на квадратный дюйм), а деформация при пиковой нагрузке колебалась от 2,25% до менее 4,0%. Следует отметить, что аналогичные УТС были получены для стыковых соединений DP 780 и TRIP 780. В среднем стыковые соединения TRIP 780 имели несколько более высокую деформацию при пиковой нагрузке. Ни прочность присадочного металла, ни условия CR не оказывают заметного влияния на динамические свойства при растяжении.
Рисунок 12: Результаты испытаний на динамическое растяжение стыковых соединений DP 780. E-1
Наверх
- Дуговая сварка металлическим газом: введение
- Процедуры и свойства GMAW
Дуговая сварка
- Основы и принципы дуговой сварки
- Экранирование
- Дуговая сварка Сварные соединения и типы
- Скорость подачи электрода
- Скорость сварки
- Безопасность дуговой сварки
- Процедуры дуговой сварки
Основы и принципы дуговой сварки
Этот раздел служит введением во все процессы дуговой сварки. Рассмотрены общие черты, важные понятия и терминология этого семейства процессов, а более подробные сведения о процессах представлены в разделах, посвященных конкретным процессам.
Дуговая сварка относится к семейству процессов, которые основаны на сильном нагреве электрической дуги для получения сварного шва. Они могут полагаться или не полагаться на дополнительный присадочный металл для создания сварного шва. Хотя дуговая сварка обычно считается «низкотехнологичной», она по-прежнему очень популярна, в первую очередь из-за низкой стоимости оборудования и высокой гибкости. Некоторые из ключевых открытий, которые привели к современной дуговой сварке, включают открытие электрической дуги в 1820-х годах (Дэвис), первый патент на сварку с использованием угольного электрода в 1886 году и первый электрод с покрытием в 1900 (Кьельберг).
Наиболее распространенные сегодня процессы дуговой сварки показаны на рис. 1. Аббревиатуры относятся к терминологии Американского общества сварщиков (AWS) A-11 , которая выглядит следующим образом:
- EGW – Сварка электростекла
- FCAW – дуговая сварка порошковой проволокой
- GMAW – Дуговая сварка металлическим газом
- GTAW – Дуговая сварка вольфрамовым электродом в среде защитного газа
- PAW – плазменно-дуговая сварка
- SAW – дуговая сварка под флюсом
- SMAW – Дуговая сварка в защитном металле
- SW – Дуговая сварка шпилек
Рисунок 1: Общие процессы дуговой сварки.
В то время как инженер-сварщик всегда должен использовать надлежащую терминологию AWS во время официальных коммуникаций, в действительности использование сленговой терминологии для процессов SMAW, GMAW и GTAW очень распространено. Таким образом, там, где это уместно, «сленговая» терминология выделена курсивом.
При всех процессах дуговой сварки зажигание дуги в основном замыкает (или замыкает) электрическую цепь, состоящую из заземляющего и рабочего кабелей, сварочной горелки, свариваемого изделия или деталей и вторичной обмотки сварочного источника питания. Напряжения, обеспечиваемые источником питания, обычно составляют 60 или 80 В. Такие напряжения достаточно высоки для образования и поддержания дуги, но достаточно низки, чтобы свести к минимуму риск поражения электрическим током. После зажигания дуги фактическое напряжение дуги обычно находится в диапазоне от 10 до 35 В. Постоянный ток (DC) наиболее распространен, но иногда используется переменный ток (AC). Импульсный постоянный ток становится обычным явлением в современных источниках питания для сварки. Электрическая полярность, используемая во время дуговой сварки, очень важна, но она по-разному влияет на разные процессы. Влияние полярности на подводимое тепло особенно важно для GTAW и GMAW, но эффекты противоположны. При GTAW отрицательный электрод постоянного тока (DCEN) выделяет наибольшее количество тепла в деталь и является наиболее распространенной полярностью. Однако при GMAW положительный электрод постоянного тока (DCEP) выделяет наибольшее количество тепла в деталь и используется почти исключительно в этом процессе (рис. 2).
Рисунок 2: DCEP — общий для GMAW.
Подвод тепла во время дуговой сварки в первую очередь зависит от скорости перемещения сварного шва и силы тока на основе следующего уравнения:
Хотя напряжение, по-видимому, играет заметную роль в уравнении тепловложения, это параметр, который выбирается в первую очередь для создания наиболее стабильной дуги, а не для воздействия на тепловложение.
AWS несколько различается в зависимости от процесса. Типичным примером является система классификации электродов SMAW «EXXXX», где «E» означает электрод, две цифры после E обозначают минимальную прочность на растяжение наплавленного металла в тысячах фунтов на квадратный дюйм (ksi) (будет третья цифра). цифра, если прочность составляет 100 тысяч фунтов на квадратный дюйм или выше), третья буква «X» предоставляет информацию о том, в каких положениях сварки можно использовать этот электрод, а последняя «X» предоставляет информацию о типе покрытия. Схемы классификации электродов и присадочных металлов будут более подробно рассмотрены в последующих главах, посвященных каждому из процессов дуговой сварки.
Экранирование
Когда металлы нагреваются до высоких температур, приближающихся к их температуре плавления или превышающих их, скорость диффузии увеличивается, и металлы становятся очень восприимчивыми к загрязнению из атмосферы. Элементами, которые могут быть наиболее разрушительными, являются кислород, азот и водород, и загрязнение этими элементами может привести к образованию охрупчивающих фаз (таких как оксиды и нитриды) и пористости. Чтобы избежать этого загрязнения, металл необходимо экранировать, когда он затвердевает и начинает остывать. Все процессы дуговой сварки основаны либо на газе, либо на флюсе, либо на их комбинации для защиты. Экранирование этих процессов является их основным отличием друг от друга.
Такие процессы, как GMAW, GTAW и PAW, основаны исключительно на газовой защите. Защитные газы защищают, очищая восприимчивый металл от атмосферных газов. В процессе GMAW обычно используется аргон (Ar), диоксид углерода (CO 2 ) или смеси Ar и CO 2 . Газ CO 2 дает больше брызг и делает сварку более шероховатой. Он может обеспечить высокую скорость сварки, легко доступен и дешев. Добавление CO 2 или небольших количеств O 2 к Ar может улучшить поток в луже. Выбор защитного газа для GMAW играет важную роль в типе режима переноса расплавленного металла от электрода к сварочной ванне.
Дуговая сварка Сварные соединения и типы
Выбор надлежащего сварного соединения и типа сварного шва является очень важным аспектом дуговой сварки. Соединение относится к тому, как заготовка или свариваемые детали расположены друг относительно друга, а тип сварного шва относится к тому, как сварной шов формируется в соединении. В частности, при дуговой сварке существует множество типов соединений, но только два типа шва: угловой шов и шов с разделкой кромок. Преимущество углового сварного шва в том, что он не требует специальной подготовки шва, поскольку геометрия шва обеспечивает соответствующие характеристики для размещения шва. Сварные швы с разделкой кромок облегчают создание сварных швов с полным проплавлением, которые часто требуются в критических случаях. Выбор сварного шва и типа соединения часто диктуется конструкцией свариваемого компонента, но играет важную роль в свойствах этого соединения. Толщина свариваемых деталей, а также материал и тип используемого процесса сварки также могут влиять на выбор сварного шва или типа соединения. Некоторые очень распространенные соединения и типы сварки при дуговой сварке показаны на рис. 3. Основные положения сварки показаны на рис. 4. Рекомендуется, чтобы все сварные соединения располагались для сварки либо в плоском, либо в горизонтальном положении, когда это возможно. Горизонтальная или вертикальная плоскость плоского и горизонтального стыка может варьироваться максимум до 10 градусов.
Рисунок 3: Типичное соединение дуговой сваркой и типы сварки для автомобильной листовой стали.
Рисунок 4: Основные положения дуговой сварки.
Скорость подачи электрода
При использовании процессов полуавтоматической дуговой сварки, таких как скорость подачи электрода GMAW (или скорость подачи проволоки), определяется как скорость наплавки, так и ток. Более высокие скорости подачи увеличивают наплавку металла шва и увеличивают ток, поскольку скорость плавления на конце проволоки должна увеличиваться по мере увеличения скорости подачи проволоки. В результате в полуавтоматических процессах ток обычно регулируется путем изменения скорости подачи проволоки, поскольку они относительно пропорциональны. Типичная скорость подачи проволоки составляет от 100 до 500 дюймов в минуту (дюйм/мин).
Скорость сварки
Скорость перемещения относится к тому, насколько быстро сварочная дуга движется относительно заготовки. Уравнение тепловложения ясно показывает, что скорость перемещения, как и сила тока, напрямую влияет на количество тепла, поступающего в деталь. Более высокие скорости производят меньше тепла в детали и уменьшают отложения металла сварного шва. Выбор скорости перемещения обычно определяется производительностью с очевидным стремлением сваривать как можно быстрее. Скорость перемещения не зависит от тока и напряжения и может регулироваться сварщиком или механизироваться. Типичная скорость перемещения находится в диапазоне от 5 до 100 дюймов в минуту.
Безопасность дуговой сварки
Существует множество опасностей, связанных с дуговой сваркой, которые представляют серьезную опасность не только для сварщика, но и для персонала, выполняющего любые операции дуговой сварки. В этом разделе представлен очень краткий обзор наиболее распространенных опасностей, о которых следует знать сварщикам. Настоятельно рекомендуется обращаться к документу Z49 Американского национального института стандартов (ANSI) в отношении безопасности при дуговой сварке и других видах сварки и связанных с ними процессов..1, «Безопасность при сварке, резке и родственных процессах».
Ультрафиолетовое излучение дуги может повредить глаза и обжечь кожу так же, как кожа обгорает на солнце. Это требует использования надлежащей защиты для глаз и защитной одежды для защиты любых открытых участков кожи. Персонал, работающий рядом со сварочными аппаратами, должен быть осторожен и не смотреть на открытую дугу без надлежащей защиты. Искры и брызги во время сварки требуют надлежащей защиты глаз для всех, кто находится рядом со сварочными работами. Для сварщика необходимы дополнительные защитные каски. Хотя низкое напряжение, используемое при дуговой сварке, относительно безопасно, необходимо постоянно соблюдать надлежащую электробезопасность, включая заземление деталей и оборудования и избегание сырости.
Сварочный дым может быть опасен для сварщика при вдыхании в течение длительного периода времени, поэтому первостепенное значение имеет надлежащая вентиляция. Защитные газы могут вызвать удушье в закрытых помещениях, например, при сварке в резервуарах. Ar тяжелее воздуха и при отсутствии надлежащей вентиляции вытесняет кислород, заполняя комнату. Гелий легче воздуха, создавая аналогичный риск при потолочной сварке. Баллоны со сжатым защитным газом могут взорваться при неправильном обращении или неправильном обращении, или разряд дуги может ослабить баллон, что приведет к взрыву. Горячий металл всегда представляет опасность при таких процессах сварки плавлением, как дуговая сварка. При выполнении сварочных работ всегда следует исходить из того, что любой кусок металла горячий. Сварочная дуга и связанные с ней брызги горячего металла являются готовыми источниками воспламенения горючих материалов вблизи места сварки. Многие пожары были вызваны небрежными сварщиками, которые не знали о каких-либо горючих материалах. А-11 , Р-6
Процедуры дуговой сварки
Обычная дуговая сварка (например, GMAW, TIG и плазменная) может использоваться для AHSS так же, как и для мягких сталей. Одни и те же защитные газы могут использоваться как для AHSS, так и для мягких сталей. В автомобильной промышленности допуск на расчетный зазор (G) составляет 0–0,5 мм для всех сварных соединений, как показано на рис. 5. Допуск на обрезку кромки (Et) составляет ±0,5 мм, если кромка является частью сварного шва. сварного шва, как показано на рис. 6. Различия в расположении кромки приводят к изменению соосности электродной проволоки со сварным швом, как показано на рис. 6. Несоосность электрода может привести к плохой форме сварного шва, неправильному сплавлению и прожогу. Чтобы контролировать эту переменную, допуск на обрезку в сварном соединении должен поддерживаться на уровне ± 0,5 мм, а электрод должен поддерживать допуск на выравнивание корневого шва ± 0,5 мм.
Рис. 5: Допуск конструкции соединения. А-12
Рис. 6: Допуск на расположение кромок для углового шва в соединении внахлестку. А-12
Проверка набора допусков должна выполняться для всех соединений GMAW. Максимальный расчетный зазор для наихудшего случая, включая совокупность допусков, не должен превышать значений, указанных на рисунке 7. Предпочтительно ориентироваться на наименьший возможный зазор (толщина самого тонкого листа или 1,5 мм, в зависимости от того, что меньше). Области высокого напряжения, определенные CAE-анализом и/или функциональными испытаниями, должны быть проверены на предмет оптимизации сварных швов. На рис. 8 показаны методы, используемые для снижения концентрации напряжений в угловом шве и улучшения характеристик сварного шва. Эти методы включают в себя расположение начала/конца сварки вдали от углов и других областей с высоким напряжением, избегание резких изменений направления линии сварки, когда это возможно, и т. д.
Рис. 7: Максимальный зазор сварки GMAW. А-12
Прерывистые сварные швы, выполненные в правильной последовательности, могут помочь сохранить соединения закрытыми за счет снижения тепловложения, что снижает деформацию. Между тем, прерывистые сварные швы также вводят начало и конец сварки, которые являются концентраторами напряжения. Как и в случае непрерывных швов, начало/конец прерывистой сварки следует размещать вдали от зон высокого напряжения. Прерывистые сварные швы определяются межцентровым расстоянием (т. е. шагом) и длиной сварного шва, как показано на рис. 9..
Рисунок 8: Снижение концентрации напряжений в сварном шве. А-12
Рис. 9: Расстояние между прерывистыми угловыми швами. А-12
Несмотря на повышенное содержание легирующих элементов, используемых для AHSS, нет повышенных дефектов сварки по сравнению с дуговой сваркой мягких сталей. Переход с низкоуглеродистой стали на AHSS также может привести к изменению дугового разряда. Прочность сварных швов для AHSS увеличивается с увеличением прочности основного металла, а иногда и с уменьшением погонной энергии. В зависимости от химического состава AHSS [например, низкоуглеродистые стали и стали DP с высоким содержанием мартенсита и уровнями прочности более 800 МПа] прочность сварного соединения может быть снижена по сравнению с прочностью основного металла из-за небольших мягких зон. в ЗТВ (рис. 10). Для марок CP и TRIP в ЗТВ не возникает мягких зон из-за более высокого содержания легирующих элементов в этих сталях по сравнению с DP и мягкими сталями.
Рис. 10. Зависимость между содержанием мартенсита и снижением истинного предела прочности при растяжении (UTS) (данные, полученные термомеханическим моделированием высокой тепловложения GMAW HAZ. D-1 ).
Присадочная проволока повышенной прочности рекомендуется для сварки сталей из нержавеющей стали с уровнем прочности выше 800 МПа (рис. 11 для одностороннего сварного соединения внахлестку и рис. 12 для стыковых соединений). Следует отметить, что более прочные наполнители являются более дорогими и, что более важно, менее устойчивыми к наличию любых дефектов сварного шва. При сварке AHSS с более низкой прочностью или низкоуглеродистой сталью рекомендуется использовать присадочную проволоку с прочностью 70 тысяч фунтов на квадратный дюйм (482 МПа). Односторонние сварные соединения внахлест обычно используются в автомобильной промышленности. Из-за асимметричной нагрузки и дополнительного изгибающего момента, связанного с этим типом соединения, прочность такого соединения внахлестку ниже, чем у соединения встык.
Рис. 11: Влияние прочности присадочного металла при дуговой сварке DP и мягких сталей. (Предел прочности при растяжении составляет 560 МПа для низкопрочных и 890 МПа для высокопрочных наполнителей. Положение разрушения в ЗТВ для всех случаев, кроме комбинации DP 700/1000 и MS 1200/1400 с низкопрочным наполнителем, где разрушение произошло в металле шва. Прочность на растяжение равна пиковой нагрузке, деленной на площадь поперечного сечения образца C-3 )
Рисунок 12: Влияние прочности присадочного металла при сварке GMAW (встык) на прочность сварного шва для стали MS. (Диапазон прочности на растяжение присадочного металла составляет 510-950 МПа. В-1 )
Дуговая сварка обычно используется в локальных зонах транспортных средств с высокими нагрузками. Как и в случае со всеми GMAW из любой марки стали, необходимо соблюдать осторожность, чтобы контролировать тепловложение и результирующую металлургию сварного шва. Длина сварных швов GMA часто довольно короткая. Снижение прочности некоторых сварных швов AHSS GMA по сравнению с BM можно компенсировать за счет увеличения длины сварного шва.
Регулируя количество и длину (то есть общую площадь соединения) сварных швов, можно повысить усталостную прочность соединения. Усталостная прочность соединения дуговой сваркой, как правило, выше, чем у соединения точечной сваркой (рис. 13).
Рис. 13: Усталостная прочность стали DP 340/600, сваренной GMA, по сравнению с точечной сваркой. Л-2
Наверх
- Основы и принципы дуговой сварки
- Экранирование
- Дуговая сварка Сварные соединения и типы
- Скорость подачи электрода
- Скорость сварки
- Безопасность дуговой сварки
- Процедуры дуговой сварки
ИМ 558, редакция от 21.04.20
ИНДЕКС | ||
| ||
СТРУКТУРНАЯ ПОЛЕВАЯ СВАРКА И ОСМОТР | ||
| ||
| Секция | Наименование | Страница |
я | Возможности и использование | 2 |
II | Процесс сварки и Терминология | 3 |
III | Основы для Инспектор | 8 |
IV | Символы сварки | 8 |
В | Обязанности инспектора | 12 |
ВИ | Спецификации для Сварочные процедуры | 14 |
VII | Дефекты сварки | 16 |
VIII | Неразрушающий Тестирование | 26 |
IX | Сварочное оборудование | 29 |
х | Инспектор Обязанности | 30 |
XI | Структурное поле Сварка | 34 |
XII | Сварка железной дороги Пол палубы моста | 42 |
XIII | Сварка Арматурная сталь | 42 |
XIIII | Квалификация сварщика | 42 |
XV | Сварка стальных свай / соединений Свая | 43 |
XVI | Образец сварного шва Спецификация процедуры (WPS) | 48 |
ПРЕДИСЛОВИЕ
и растущая потребность среди инспекторов, чей общий интерес состоит в том, чтобы действовать как
инспекторов по сварке в дополнение к их другим инспекционным обязанностям. Эти
инспекторы работают под руководством инженеров-строителей-резидентов.
Несмотря на широкое разнообразие в обучении и опыте этих инспекторов,
с каждым годом становится все более очевидным, что непрерывный прогресс становится все более
зависит от технического анализа спецификаций.
С увеличением использования нового высшего прочности сталей еще более важно, чем когда-либо прежде, что лучшая сварка инспекторы должны понимать и обеспечивать соблюдение спецификаций, чтобы минимальные критерии проектирования включены в окончательную структуру.
Поскольку сварка по существу является металлургическим операции, лучше всего, чтобы инспектор понимал несколько основных основы и технологии применения этих знаний для получения сварки. Иллюстрированные процедуры, методы проверки и данные, представленные в это руководство предназначено для полезного изучения инспекторами и укрепления их периодические обращения к различным проблемам сварки.
Все ссылки относятся к American Welding
Спецификации общества AWS D1. 5 или AWS D1.1.
ОПИСАНИЕ
процессы дуговой сварки металлическим электродом и порошковой проволокой.
РАЗДЕЛ I
В данном руководстве описаны обязанности инспектора и ответственность за надлежащий контроль сварных конструкций, изготовленных в полевых условиях. условиях утвержденными сварочными процессами. Он предназначен в качестве информационного источник для контроля методов и сварных швов.
За это отвечает инженер или руководитель, назначенный ими, чтобы следить за тем, чтобы надлежащие методы, изложенные в этом руководстве, понимаются и применяются в соответствующей работе.
Большинство сварочных спецификаций включены в настоящее руководство, но инспектор может найти отдельные случаи где планы будут содержать дополнительные требования к сварке, и в этих случаях планы должны всегда выполняться.
Иногда бывают ошибки в планах,
особенно при использовании сварочных символов. Всякий раз, когда есть причина задать вопрос
конкретного чертежа инспектор должен проконсультироваться со своим инженером и попросить их
проверьте это в Бюро мостов и сооружений в Эймсе.
РАЗДЕЛ II
Сварка – локальное сращивание металла при этом коалесценция производится путем нагревания до подходящих температур с или без применения давления, с применением или без применения присадочный металл. Присадочный металл либо имеет температуру плавления приблизительно такой же, как у основного металла, или имеет температуру плавления ниже, чем у основного металла, но выше 800 F.
Дуговая сварка является одним из наиболее распространенных и
широко известные формы сварки, используемые сегодня. Не удивительно обнаружить, что
большинство наших проблем связано с этим видом сварки, как в полевых условиях, так и в
цех изготовления. Это IM написано с единственной целью проверки
дуговая сварка на стройплощадке.
ТЕРМИНОЛОГИЯ
Воздушно-угольная дуговая резка: Процесс дуговой резки в котором на разделение металлов влияет плавление с помощью тепла дуги и воздушный поток используется для облегчения удаления металла.
Задувание дуги: Отклонение электрической дуги от его нормальное пятно из-за магнитных сил.
Дуговая строжка: Применение дуговой резки, при котором образуется U-образная канавка.
Автоматическая сварка: Сварка с оборудование, которое выполняет всю сварочную операцию без постоянного наблюдение и настройка органов управления оператором.
Ось сварного шва: Линия, проведенная через длина сварного шва.
Основа: Материал (обычно металл), поддерживающий соединение во время сварки для облегчения получения прочного шва в корне.
Задний сварной шов: Сварной шов, наплавленный на задней стороне сварной шов с одной разделкой
Неизолированный электрод: A присадочный металл
электрод без покрытия или покрытия, отличного от того, которое используется для волочения
провод.
Основной металл: Металл, подлежащий сварке или резке.
Скос: Тип подготовки кромок.
Сварной шов: Тип сварного шва, состоящий из одного или нескольких нитки или плетеные бусины, нанесенные на сплошную поверхность.
Стыковое соединение: Соединение между двумя лежащими элементами примерно в одной плоскости.
Фаска: Контур, подготовленный на краю элемента быть сварены.
Кратер: Впадина на конце сварного шва шарик.
Кратерная трещина: Трещина в кратере сварного шва
Глубина проплавления: Расстояние, которое плавление распространяется в основной металл с поверхности, оплавленной при сварке.
Вниз: Позиция сварки, в которой выполняется сварка делается с верхней стороны и ось металла шва горизонтальна.
Электрод: (дуговая сварка металлическим электродом) Присадочный металл в
вид провода или стержня, голого или покрытого, по которому протекает ток
проводится между электрододержателем и дугой.
Поверхность обшивки: Эта поверхность элемент, который находится в контакте с другим элементом, к которому он должен быть присоединен.
Присадочный металл: Металл, добавляемый при выполнении сварного шва.
Флюс: Материал, используемый для предотвращения растворения или облегчают удаление оксидов и других нежелательных веществ.
Дуговая сварка порошковой проволокой: Процесс дуговой сварки в котором расходуемая электродная проволока полая и заполнена флюсом материал. Экранирование может быть только от твердого флюса или от твердого флюса вдоль с дополнительной газовой защитой.
Дуговая сварка металлическим газом: Процесс дуговой сварки
где коалесценция производится путем нагревания электрической дугой между
присадочный (расходуемый) электрод и работа. Экранирование получается из
газ, газовая смесь (которая может содержать инертный газ) этот процесс иногда
получил название Mig Welding.
Газовый карман: Полость сварного шва, образованная захваченным газом
Зона термического влияния: Та часть основной металл, который не был расплавлен, но чьи механические свойства или микроструктуры были изменены сваркой.
Межпроходная температура: В многопроходном шов, самая низкая температура наплавленного металла перед следующим проходом запущен.
Прорез: Пространство, из которого металл был удален процесс резки.
Ручная сварка: Сварка, при которой вся операция сварки выполняется и контролируется вручную.
Надрез Эффект: Резкое изменение контура или сечения,
или дефекта или несовершенства изготовления, которые вызывают высокие локальные
концентрация напряжения и ограничения против пластического действия, тем самым
негативно влияет на поведение конструкции. Такие надрезные эффекты особенно
отрицательно влияет на усталость или ударную вязкость, а также на сопротивление хрупкому разрушению.
Нахлест: Выступ металла шва за пределы соединения в носок сварного шва.
Основной металл: Металл, подлежащий сварке или резке.
Упрочнение: Механическая обработка металлов с помощью удары молотком
Пористость: Газовые карманы или пустоты в металле.
Последующий нагрев: Приложение тепла к сварному шву или сварка сразу после сварки.
Предварительный нагрев: Применение тепла к основному металлу непосредственно перед сваркой
Обратная полярность: Расположение провода дуговой сварки постоянным током, в которых работа является отрицательным полюсом и Электрод – это положительный полюс сварочной дуги.
Корневое отверстие: Разделение между членами на быть соединены, в корне сустава.
Корневая поверхность: Эта часть поверхности канавки
прилегают к корням суставов.
Корень сустава: Часть сустава сваривать там, где элементы ближе всего подходят друг к другу. В поперечном сечении корнем сустава может быть точка, линия или область.
Корень сварного шва: Точка, как показано на поперечном сечении, в которой дно сварного шва пересекает поверхности основного металла.
Вкладка «Отвод»: Пластины с одинаковым соединением подготовка в качестве соединения для сварки и размещения на конце соединения для проведите сварной шов за конец сварного соединения.
Полуавтоматическая дуговая сварка: Дуговая сварка с оборудование, которое контролирует только подачу присадочного металла. Продвижение сварка управляется вручную.
Дуговая сварка металлическим электродом с защитой: Процесс дуговой сварки
где коалесценция производится путем нагревания электрической дугой между покрытыми
металлический электрод и работа. Экранирование получается при разложении
покрытие электрода. Давление не используется, а присадочный металл получают из
электрод.
Размер сварного шва:
A. Канавка Сварка. Проварка шва (глубина снятия фаски плюс проникновение корня при указан)
B. Филе Сварка. Для равнобедренных угловых швов длина наибольшего равнобедренного участка справа треугольник, который может быть вписан в поперечное сечение углового шва
Шлак Включение: Неметаллическое твердое вещество материал, захваченный металлом сварного шва или между металлом сварного шва и основным металлом.
Брызги: Частицы металла, выбрасываемые во время сварки и которые не входят в состав металла сварного шва.
Прямая полярность: Расположение провода дуговой сварки постоянным током, в которых работа положительна, а электрод является отрицательным сварочной дуги.
Стрингерный валик: Тип сварного валика
без заметных поперечных колебаний.
Прихваточный шов: Сварной шов, предназначенный для удержания частей сварного изделия. в правильном выравнивании, пока не будут сделаны окончательные сварные швы.
Трещина под бортом: Трещина в зона термического влияния, не выходящая на поверхность основного металла.
Выточка: Канавка, вплавленная в основной металл прилегают к кромке шва и остаются незаполненными металлом шва.
Наплавленный валик: Тип наплавленного валика, поперечное колебание.
Металл сварного шва: Та часть сварного шва, которая была расплавился во время сварки.
Сварщик: Тот, кто может выполнять ручные или полуавтоматическая сварка.
Сертификат сварщика: Сертификат в написание того, что сварщик выполнил сварные швы, соответствующие установленным стандартам.
Процедура сварки: Подробные методы
и методы, в том числе процедуры сварки швов, связанные с производством
сварки.
Сварщик Квалификация: Демонстрация способность сварщика выполнять сварные швы в соответствии с установленными стандартами.
Последовательность сварки: Порядок изготовления сварные швы в сварном изделии
Сварное изделие: Сборка, составные части которой соединяются сваркой.
Дефект сварки: Отказ любого сварка в соответствии со спецификациями.
Раздел III
Инспектор действует в качестве представителя для для Департамент транспорта штата Айова, и он/она несет ответственность за рассмотрение качество сварки и изготовления по отношению к изложенным технические характеристики. Хотя инспектор должен стремиться к наилучшему качеству, он/она не должен задерживать подрядчика без уважительной причины.
Знания в области сварки
Хотя фактический опыт сварки ценен для
инспектор это не одна из необходимых предметов первой необходимости. Инспектор должен
иметь достаточные знания о сварочном процессе, чтобы знать, что
дефекты наиболее вероятны. Он должен иметь общие знания о
текущие настройки и методы сварки. Он должен быть знаком с
спецификации процедур и знать, как их применять.
Важно, чтобы инспектор имел знание методов испытаний, используемых Департаментом транспорта Айовы, поэтому лучшее понимание того, почему один сварщик может быть квалифицирован для сварки, а другой сварщик нет. Эти знания также позволяют инспектору понять ограничения, которые могут быть наложены на некоторых сварщиков.
РАЗДЕЛ IV
Символы сварки
Символы сварки были сформулированы американским
Welding Society и с тех пор были стандартизированы для всего сварочного
отрасли. Эти символы передают требование, изложенное проектировщиком в
заданной области, чтобы выдержать расчетную нагрузку напряжения, которая будет применена. это
поэтому важно, чтобы инспектор полностью понял их значение, и
применять его правильно во все времена.
Таблица наиболее часто используемых символов был подготовлен для этого IM.
РАЗДЕЛ V
Обязанности инспектора
Основная функция инспектора – проверка работы подрядчика на соответствие требованиям технические характеристики. Если подрядчик должен запросить консультацию по изменениям или модификации в любом случае инспектор должен сотрудничать всеми возможными способами получить эту информацию от соответствующих органов. Однако при изменении или модификации утверждаются, это всегда должно быть с определенным пониманием что подрядчик несет полную ответственность за качество конечного товар.
Инспектор должен поддерживать связь с
деятельность персонала подрядной организации. Как правило, подрядчик не
умышленное игнорирование условий контракта. Однако могут возникать ошибки
из-за невнимательности работника или неосведомленности со стороны
подрядчик. Хотя исправление любых ошибок остается ответственностью
подрядчик, инспектор должен убедиться, что эти ошибки доведены до
оперативное внимание подрядчика. Раннее исправление ошибки часто может
производить удовлетворительный продукт.
Обязанности инспектора будут соответствовать общим заголовки ниже:
1. Интерпретация планов и спецификаций
2. Проверка сварщика и процедуры
3. Проверка письменных инструкций по сварке
4. Производство Сварочные чеки
5. Хранение Записи и отчетность
Инспектор должен ознакомиться с
детали конструкции, относящиеся к сварке. Часто примечания к планам
объяснить деталь сварки или метод предписанной сварки. Это также необходимо
знать любые специальные положения или предложения, которые могут быть указаны в
конкретный контрактный документ. Эти специальные положения или предложения часто носят
сварочная документация, которая потребует специальной обработки, необходимой для
получить удовлетворительный шов.
Инспектор не должен брать на себя ответственность об отклонениях до тех пор, пока на это не будет получено специальное разрешение. Много неизвестных напряжений могут возникнуть, когда происходят изменения или отклонения, которые могут повлиять на структуру неблагоприятно.
Проверка сварщика и процедуры
Спецификации, применимые к изготовлению
сварные работы требуют квалификации сварщика. Процедура квалификации этих
сварщики указаны в AWS и Стандартных спецификациях. Это
обязанность инспектора проверить, что каждый сварщик, который работает в соответствии с этими
спецификации были должным образом квалифицированы в соответствии с этими спецификациями.
Инспектор должен проверить данные испытаний и результаты испытаний. Таким образом, один
очень важная обязанность инспектора — следить за тем, чтобы сварщик работал только
в квалификационных пределах. Полевые сварщики получают квалификацию в течение трех лет,
переаттестация необходима для поддержания квалификации сварщика. Другими ограничивающими переменными, которые должны быть проверены инспектором, являются типы сварных швов,
канавка или галтель, положение для сварки и толщина соединения для
быть сварены.
Одной из спецификаций сварных конструкций является требования предписанной процедуры сварки. Эти процедуры сварки предписано для типа используемого соединения, а также для сорта и толщины основной металл, используемый для работы. Эти процедуры необходимы для производить сварные соединения с приемлемыми механическими свойствами в соответствии с спецификации.
Перед началом любой сварки инспектор следует убедиться в том, что процедуры сварки установлены. Для большинства Часть процедур, необходимых для сварки в полевых условиях, изложена в настоящем Руководстве. Эти инструкции включают необходимые процедуры сварки для различных типов необходимо выполнить сварку. Однако арматурные стержни в этом не рассматриваются. руководство.
В обязанности инспектора также входит отметить наличие
изменения в процедуре сварки превышают ограничения, установленные в AWS. Когда
необходима модифицированная процедура, инспектор должен быть уверен, что она не используется
в конструкции до ее окончательной приемки отделом строительства и материалов.
бюро и конструкторское бюро.
После прохождения процедуры квалификации принято или утверждено, оно будет оставаться утвержденным до тех пор, пока не произойдет одно из существенных переменные были изменены. Эти переменные и их пределы можно найти в АМС.
Проверка письменных процедур сварки
Сварка некоторых изделий стала настолько рутинной что они стали известны как предварительно квалифицированные суставы. Эти суставы имеют базовая конструкция, и их сварка требует очень мало письменная процедура. Инспектор найдет список этих предварительно квалифицированных соединений в книге АВС.
Хотя некоторые из этих
основных основ соединения, а для небольших площадей сварки одно и то же соединение может быть
используется в мосту, который будет простираться на всю длину конструкции. Чем больше длина любого сустава задействована в процедуре, тем больше она становится
обязательное требование, и его принятие должно быть обязанностью тех,
люди, более знакомые с проблемами сварки. Инспектор по сварке должен
никогда не брать на себя обязательство принять процедуру сварки, но
должен быть достаточно знаком с ним, чтобы применять его в рамках AWS
Характеристики.
Отбор проб для производственных испытаний
Не очень часто спецификация требует производственных опытных образцов полевой сварки, но бывает и такое поэтому инспектор должен иметь представление о том, что ожидается при принятии этих образцы. В спецификации будет указано, должны ли быть проведены производственные испытания. неразрушающие испытания. Также будет указано, какой тип неразрушающего контроля предстоит выполнить.
При проведении неразрушающего контроля
обычно это будет в форме рентгенографического контроля. Номер или
частота рентгенограмм, которые необходимо сделать, будет включена в спецификацию
документ. Однако, когда инспектору требуется выборочная радиографическая проверка
может потребоваться для принятия решения о том, когда следует проводить радиографический контроль.
быть сделано. Эти испытания могут быть сделаны случайно или в соответствии с установленным
заказ. В любом случае подрядчик и государство определенно обеспокоены
о новых сварщиках и весьма желателен ранний рентгенографический контроль,
с последующим менее частым осмотром после того, как сварщик доказал свою
последовательная способность.
Дополнительный неразрушающий контроль может быть методом магнитопорошковой дефектоскопии, трепанации, ультразвуковой, красильной пенетрант, металлургическая экспертиза, механические испытания на разрушение пробега от вкладок или других подробных исследований.
Записи и отчеты
Любая работа, выполняемая в полевых условиях, требующая проверки
или тесты также потребуют записи. Однако, требуется или нет, инспектор
должны вести хороший учет своей работы. Это может быть в виде набора
примечания или настолько подробно, насколько этого требует инженер-строитель.
В обязанности инспектора также входит проверка всех записи для детальной точности, в соответствии с контрактными документами, и чтобы они были доступны при необходимости. Любые записи, которые могут потребовать подпись подрядчика должна быть подготовлена подрядчиком, а не инспектор.
РАЗДЕЛ VI
Технические требования к процедурам сварки
На конечный результат влияет множество факторов.
любые сварочные работы. Из-за сложности желательно и необходимо
что жизненно важные части, связанные со сваркой соединения, должным образом
подробно, чтобы обеспечить четкое понимание предполагаемого сварного шва для всех заинтересованных сторон.
Как правило, процедуры сварки должны быть подтверждены либо
квалификационные тесты или достаточное предварительное использование и опыт, чтобы гарантировать
надежность. Единственной целью процедур сварки является описание
детали, которые необходимо соблюдать при сварке конкретных материалов или типов
соединение.
Описание и детали
Подробная информация о процедуре сварки Спецификация при написании должна соответствовать контракту спецификациям и в рамках надлежащей сварочной практики. Они должны быть достаточно подробно, включая последовательность сварки, чтобы гарантировать сварные швы, которые удовлетворят спецификации контракта.
Ниже приведен список деталей, которые обычно указывается в спецификации процедуры сварки для экранированного дуговой металлургический процесс. Другие процессы сварки могут иметь некоторые изменения в спецификации. разной степени, и при использовании в полевых условиях ссылка на AWS будет наиболее обязательно понадобится.
Присадочный металл — Если иное не указано в
контрактные электроды должны быть Э-7016, Э-7018.
Основной металл — ASTM A709, класс 36, или 50, или 50 Вт конструкционная сталь, стальная труба ASTM A-252, бесшовная конструкционная сталь ASTM A500 трубка или трубка из конструкционной стали A501
Тип тока — переменный ток, обратный ток постоянного тока (электрод положительный) или постоянный ток (электрод отрицательный).
Конструкция соединения — одинарный скос (с подложкой) двойной фаски, квадратные стыковые швы или угловые швы, а также толщина основного металла.
Квалификация сварщика — Квалификация сварщика тесты, проводимые аккредитованным центром тестирования AWS.
Подготовка основного металла Для материалов до При толщине 4 дюйма допускается максимальное значение шероховатости поверхности 1000 дюймов.
Проект сварки швов — Детали, которые
влияют на качество сварки с точки зрения требований спецификации. Эти детали
помогают определить надежность сварных швов и влияют на структурные свойства
готового соединения.
Положение сварки — например, плоское, горизонтальное, вертикально или над головой
Температура предварительного нагрева — Если не указано иное указанная в контрактных документах, температура предварительного подогрева должна быть указано в Кодексе сварки мостов AWS. (См. IM 560, дополнение к этому Я).
Межпроходная температура — равна минимальной температура предварительного нагрева в любое время. Максимальная температура не критична при условии тепловложение при сварке не является чрезмерным. Однако, если термообработанные стали используются, максимальная температура указана в коде AWS или контракте документы.
Доп. Сведения
Некоторые дополнительные сведения, которые могут отсутствовать упомянутые в спецификации процедуры сварки, но все же имеют неблагоприятные последствия на сварном соединении резюмируются в следующих параграфах.
Неизбирательное использование наклепа не должно
разрешенный. Упрочнение может быть очень вредным для сварного шва, если оно не используется должным образом.
Однако инспектору не следует путать использование отбойного молотка с
проплавка сварного шва. Отбойные молотки необходимы для очистки шлака от
сварка. Определение наклепа в соответствии с Кодексом AWS:
механическая обработка металлов с применением ударных ударов или ударов молотком.
Чрезмерное тепловложение во время сварки также может быть
вредно для сварного шва. Поэтому контролируемая подача тепла является обязательным условием для хорошего
сварка. Трещины могут возникнуть в результате сварочных процессов, связанных с большими затратами тепла. В
В процессе дуговой сварки погонная энергия снижается за счет уменьшения силы тока или за счет
увеличение скорости движения при сохранении того же текущего уровня. Этот
Затем объяснение показывает нам, что стрингерная бусина намного превосходит
метод плетения, при котором скорость движения вперед резко снижается, а
текущий уровень остается постоянным.
Если сварной шов не полностью удовлетворительный после завершения, локальные секции, возможно, придется удалить для ремонта. Это должно быть осуществляется одним или комбинацией следующих одобренных процессов; шлифовка, или воздушно-дуговая строжка. Это те же методы, которые разрешены при приготовлении сустав впервые. Ремонтный шов должен быть выполнен тем же способом. и процедуры, как первоначальный сварной шов.
Неразрушающий контроль монтажных сварных швов не производится, если это не требуется в спецификациях проекта или по указанию инженер. Визуальный осмотр сварных швов – это, как правило, все, что требуется для сделать инспектор.
Послетермическая обработка сварных швов конструкций
иногда выполняется термической обработкой процесса отжига, чтобы
развивать требуемые механические свойства или надежность по мере необходимости. Пока
это не относится к обычным сварочным работам в полевых условиях, бывают случаи, когда
это было призвано. Когда необходима посттермическая обработка, она должна быть частью
спецификации процедуры, и инспектор должен будет убедиться,
температура находится в пределах, указанных при использовании температуры
палочки.
Спецификации процедуры сварки обычно предусмотренных в договорных документах, а затем установленных подрядчиком. Процедуры, имеющие одинаковые базовые принципы, считаются прошла предварительную квалификацию AWS.
Раздел VII
Дефекты сваркиДефекты сварки могут быть классифицированы в три. группы:
1. Чертеж или изменения размеров
2. Структурные несплошности в сварном шве
3. Физические или химические свойства сварного шва
размерные дефекты зависят от соблюдения указанных размеров для
размер и форма сварных швов и готовые размеры изделия.
Отклонение от размеров в любом отношении следует рассматривать как размерное
дефекты и должны быть устранены до окончательной приемки сварного соединения. быть сделано. Дефекты такого рода могут быть далее подразделены следующим образом:
А. Неверно Подготовка шва:
Стандартная сварка процедуры требуют надлежащих размеров швов и подготовки каждого шва в зависимости от толщины свариваемого материала. Провал требование инспектором этих критериев может привести к значительному усилению тенденции производить дефекты сварки, перечисленные в структурных неоднородностях в пределах сварка. Поэтому очень важно, чтобы все препараты для суставов были одинаковыми. как показано в спецификациях (см. рис. 1).
B. Неверно Профили сварки и размеры:
Профиль
готовый сварной шов может оказать значительное влияние на его характеристики под нагрузкой.
Профиль одного слоя многопроходного сварного шва может влиять на следующий.
тем, что это может привести к шлаковым включениям или неполному сплавлению между
пропуски. Требования по этим дефектам есть в AWS по статье
под названием «Профили сварных швов», и инспектор должен иметь хорошие рабочие знания
из них. Несоблюдение этих требований является дефектом сварки.
Допустимые допуски и исправления для этих различных дефектов также будут
можно найти в AASHTO/AWS D1.5, Глава 3 Мастерство.
Перекрытие — это условие, который имеет тенденцию производить зазубрины, которые опасны из-за результирующего концентрированное напряжение под нагрузкой. Сварка считается бракованной, потому что эффективный размер скругления уменьшается. Инспектору тоже очень тяжело чтобы быть уверенным в истинном размере скругления, так как истинный размер регулируется вписать равнобедренный прямоугольный треугольник внутрь поперечного сечения углового шва. Нахлест обычно возникает из-за неправильной техники сварки или неправильной сварки. электрические условия. Инспектор должен искать условия перекрытия в основном на голени угловых швов, но иногда его можно встретить на последнем проходе или усиливающем проходе сварных швов с разделкой кромок (см. рис. 2).
Излишняя выпуклость, например, перекрытие,
склонен к образованию зазубрин. То, что было сказано о перекрытии, справедливо и в отношении
чрезмерная выпуклость. Излишняя выпуклость вредна и в случае
промежуточный проход в многослойном разделочном шве из-за шлаковых включений или
неполное сплавление может произойти на следующем проходе, если не будут приняты корректирующие меры.
взято (см. рис. 3).
Избыточная вогнутость обычно связана с угловые швы. Фактическая прочность таких сварных швов меньше, чем у стандартных размер сварного шва, так как его толщина шва меньше нормальной при измерении длина филейной ножки. Это состояние обычно вызвано чрезмерной сваркой. тока или длины дуги.
Чрезмерное усиление сварного шва также нежелательно, так как имеет тенденцию к увеличению жесткости секции и образованию зазубрин которые помогают создать нежелательные концентрации напряжения (см. рис. 4).
C. Неверно Окончательные размеры:
Все сварные детали
изготавливается в соответствии с размерами плана. Инспектор и сварщик должны знать
того, какую усадку можно ожидать в каждом сварном соединении и какую коробление
произойдет в суставе.
Если инспектор визуализирует сварку простой буквы V на простой пластине и знает, что Сварочное тепло вызывает усадку при каждом проходе, тогда они также могут визуализировать концы пластины загибаются. Эти термоусадочные напряжения будут иметь тенденцию к производить растрескивание.
На сварные швы которые предназначены для предотвращения усадки и коробления или сварных швов, которые ограничены по мануалам устройств очевидно, что хотя усадка все же должна происходить, это ограничивается и, таким образом, создает усадочные напряжения, которые будут иметь тенденцию производить растрескивание.
инспектор должен просмотреть чертежи, чтобы определить, какие размеры являются критическими
а затем обсудите размеры сварного шва и допуски со сварщиком, чтобы он/она
посвятит основные усилия этим критическим областям (см. рис. 5).
могут возникать различного рода дефекты. Эти дефекты можно классифицировать как структурные неоднородности и состоят из пористости, шлаковых включений, отсутствия сплавление, трещины и т. д. Эта терминология используется здесь для обозначения прерывания прочность самого металла сварного шва, а не изменение металлографического структура металла, такая как слоистость, корки и т. д.
Пористость – это газовые карманы или пустоты в сварном шве металл, не содержащий твердых материалов, таких как шлак. Он формируется как в результате газов, вытесняемых из металла шва во время затвердевания сварного шва. Пористость обычно классифицируют по различным группам следующим образом: рассеянная, кластерные и линейные.
Рассеянная пористость по всему шву металла, а пустоты могут различаться по размеру от микроскопических до чуть более 1/8 дюйма. (См. рис. 6).
Кластерная пористость встречается группами и обычно может быть
связанные с изменением условий сварки (см. рис. 7).
Линейная пористость наблюдается по всей длине сварной шов и пустоты находятся на одной линии относительно оси сварного шва. Этот Тип пористости обычно возникает в корневом проходе и обычно может быть прослежен до неадекватная подготовка сустава (см. рисунок 8).
Причины большинства типов пористости могут быть контролируется путем предотвращения использования чрезмерных токов и чрезмерной длины дуги, удаление ржавчины перед сваркой и правильная подготовка соединения.
Шлаковые включения захваченные неметаллические
твердые частицы в металле сварного шва или вблизи него и различаются по размеру и местоположению. Шлак в расплавленном состоянии
металл сварного шва поднимется на поверхность, если его не сдержит другая сила. Когда
сварка любым из процессов дуговой сварки шлаком или газом может образовываться или принудительно
под поверхностью расплавленного металла за счет перемешивания электрического
дуга. Шлак также может течь перед дугой и, таким образом, вызывать осаждение металла.
над ним.
Шлак может также образовываться на корневом проходе V-образного шва если корневое отверстие слишком маленькое, чтобы позволить дуге нагреть дно довести до достаточно высокой температуры, чтобы шлак всплыл на поверхность (См. рис. 9). Сварщик может создать подобные условия, имея подрез или чрезмерная выпуклость в сварном шве, или использование слишком большого электрод в корневом проходе. Этот тип шлаковых включений имеет удлиненную форму. обычно значительного размера и, таким образом, прочность сустава снижается значительно.
Когда шлак вдавливается в расплавленный металл или образуется в результате химической реакции, его внешний вид такой же, как пористость на рентгенографическая пленка. Шлак этого типа чаще всего встречается при потолочной сварке.
Инспектор должен понимать, что большая часть шлака может
быть предотвращены сварщиком, использующим передовые методы сварки, такие как: надлежащее
подготовка разделки перед наплавкой каждого валика. Будьте осторожны, чтобы
правильные контуры, выходящие за пределы спецификации, и использование предварительного нагрева для
замедляют затвердевание металла шва.
При выполнении многопроходных швов шлак из центр прохода легко удаляется, но края, как правило, труднее. Эта область шлака часто упоминается как шлак соединительной линии. В большинстве случаев этот шлак может быть переплавлен и всплыть на поверхность при следующем проходе, но может остаются и проявляются на рентгенограмме в виде удлиненного шлака на линии скрепления. Инспектор по сварке должен руководствоваться здравым смыслом в отношении этой части проверки в видно, что сварщик хорошо удаляет шлак между проходами, но что небольшое количество шлака, оставшееся на линии склеивания, должно отрабатываться во время следующий сварочный проход.
Если сварщик плохо выполняет работу по удалению шлака и
поверх него накладывается другой сварочный проход, шлак будет стремиться прервать сварку. предотвращается дуга и плавление металла шва, а также переплавление
старый шлак. Инспектор обнаружит результат этого в виде рассыпанного шлака.
включения.
Неполное слияние – еще один структурный разрыв о чем должен знать инспектор. Неполное слияние иногда называют как отсутствие слияния. На самом деле это лучше всего описать как разрушение металла сварного шва. сплавляться с основным металлом или другим металлом сварного шва и может произойти в любом месте в сварка. Причина отсутствия сплавления связана с невозможностью поднять температуры основного металла до точки плавления или невозможности растворения флюс, оксиды или другие инородные материалы на поверхности металла, подлежащего сварной. Лучший осмотр на предмет неполного сплавления — это проверка поверхностей. подлежащие сварке, не содержат нежелательных материалов (см. рис. 10).
Термин «подрезание» используется в основном для описания
уменьшение толщины основного металла на линии, где последний валик сварного шва
металл сплавляется с поверхностью или у основания сварного шва. Это может произойти на обоих
сварка пазов и угловых швов, но чаще всего встречается на вертикальной ножке
горизонтальная галтель или верхняя сторона или горизонтальный паз. Подрезка обоих
Типы обычно связаны с техникой, используемой сварщиком, хотя магнитные
Дуга дуги также может быть фактором. Подрезку можно обнаружить визуально
осмотр и допуск на него установлен в АРМ по ст.
Профили сварки (см. рис. 11).
Трещины в сварных соединениях в результате локального напряжения
который в какой-то момент превысил предел прочности материала.
Известно, что материалы, обладающие хорошей пластичностью при однократном напряжении,
разрушаться с небольшой деформацией под действием разнонаправленной системы напряжений. В качестве
обсуждалось ранее, несросшаяся область корня может привести к трещинам. Любой
твердый или хрупкий материал более подвержен растрескиванию, чем пластичный
один, поэтому важно, чтобы инспектор удостоверился в правильности и
электроды должным образом обслуживаются. Способность металла шва оставаться
неповрежденными во время операции сварки благодаря составу и структуре
металл шва. Как только трещина началась, она будет продолжаться через дополнительные
слоев металла шва в том виде, в каком он был наплавлен, если только он не был отремонтирован перед дополнительным
слои сделаны.
Известными причинами появления трещин являются: неправильное использование и манипуляции с электродами, неправильные электрические условия, скорость перемещения и отсутствие предварительного прогрева.
Различные типы трещин: поперечные, продольный, кратерный и основной металл. Первые три типа обычно видны трещины, которые легко найти. Трещины в основном металле гораздо сложнее и для их обнаружения могут потребоваться методы испытаний. Как следует из названия, трещины в основном металле и иногда под валиком сварного шва (см. рис. 12).
Трещины кратера мелкие и обычно имеют форму звезды
и найден в самом кратере сварки. Они начинаются в центре кратера и
растянуться до конца. Кратерные трещины не наносят вреда металлу шва, если
они ремонтируются. Однако они могут быть отправными точками для продольного сварного шва.
трещины при отсутствии ремонта.
Различные типы неровностей поверхности могут возникают во время сварки. Эти неровности могут отличаться от реальных отверстий в сварка с шероховатостью поверхности металла или чрезмерным разбрызгиванием. Улучшение эти условия обычно достигаются путем изменения электрических условий. Это важно устранить причину этих нарушений, потому что они могут вызвать улавливание шлака. При высококачественной сварке небезопасно предполагать, что эти неровности будут плавиться во время размещения следующего валика сварного шва. Хороший практика сварки диктует их удаление шлифованием или долблением.
Чем однороднее поверхность сварного шва, тем
лучше привлекательность для глаз. Хорошая сварка, которая плохо закончена, не должна
оправдано, кроме как в необычных условиях, даже если честность работы
не подлежит сомнению. Такие необычные условия вызвали бы сильное магнитное возмущение.
в месте сварки. Иногда сваи забиваются слишком близко к земле
для сращивания, и сварщик должен наклониться или лечь, чтобы сделать
сращивание.
Физические и химические свойства сварных соединений
Физические и иногда химические свойства требуется для всего металла сварного шва. Свойства зависят от задействованы технические характеристики. Любое отклонение от этих спецификаций должно быть одобрение инженера. Кодекс сварки мостов AWS D1.5 определяет Тип электрода, который необходимо использовать для сварки.
Присадочный металл (электроды) должен быть выбран из Кодекса сварки мостов AWS D1.5, как указано в таблицах 4.1 и 4.2.
Сертификат соответствия от производителя, если выбранный присадочный металл (электрод) не перечислены в Кодексе сварки мостов AWS D1.5.
Необходимо предоставить сертификат соответствия
вместе с процедурой сварки для приемки и утверждения.
Сертификаты на все присадочные металлы (электроды) должно содержать заявление о том, что сталь соответствует требованиям IM 107, Группа 2, Покупайте Америку.
Различные методы тестирования доступны для инспектор по сварке в производственном цеху, но выездному инспектору по сварке лучше всего проверка должна производиться путем визуального осмотра и в лучшем случае нескольких аксессуаров, таких как как мерки или линейка. Следующая таблица была создана для проверки руководство. Поскольку радиографический контроль монтажной сварки редко указывается, замещением выездного инспектора является периодическое тщательное соблюдение техника.
ИСПЫТАНИЯ ДЛЯ СВАРНЫХ СОЕДИНЕНИЙ | |
Дефект | Методы испытаний |
| |
ДЕФЕКТЫ РАЗМЕРОВ | |
Деформация | Визуальный осмотр с надлежащим механическим датчики |
Неправильная подготовка шва | Визуальный осмотр — Сравнение с образец изготовления |
Неправильный размер сварного шва | Визуальный осмотр с надлежащим механическим датчики |
Неправильный профиль сварки | Визуальный осмотр с надлежащим механическим датчики |
Неверные окончательные размеры | Визуальный осмотр с надлежащим механическим датчики |
| |
СТРУКТУРНЫЕ НАРУШЕНИЯ | |
Пористость | Радиографический – магнитопорошковый – ультразвуковой |
Шлаковые включения | Радиографический – магнитопорошковый – ультразвуковой |
Неполный сплав | Радиографический – магнитопорошковый – ультразвуковой |
Недостаточное проникновение в сустав | Радиографический – магнитопорошковый – ультразвуковой |
Подрез | Визуальный осмотр |
Трещины | Визуальный осмотр — Рентгенографический — Магнитный частица |
Поверхность | Визуальный осмотр — Сравнение с образец изготовления |
|
|
РАЗДЕЛ VIII
НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ
Целью неразрушающего контроля является
обнаруживать несплошности сварных швов в сварных изделиях без ущерба для полезности
материал. Наблюдается растущий рост использования и типов тестирования.
доступна инспектору. В настоящее время приняты методы контроля сварных швов.
визуальные, магнитопорошковые, проникающие жидкости, рентгенографические, ультразвуковые,
вихретоковый и течеискательский методы контроля.
При любых обстоятельствах один из этих методов может более подходит для этой цели, чем любой другой.
Неразрушающий контроль в большинстве случаев стоит дорого. что оператор оборудования должен быть тщательно обучен и ознакомлен с теорией и применением оборудования. Поэтому мосты и Бюро конструкций пытается устранить любую сварку на месте в критических зонах, поскольку насколько это возможно и, таким образом, полагается на визуальный осмотр для большинства его полевая сварка.
Визуальный контроль
Визуальный контроль сварных
первого порядка важности, даже если радиографические или другие неразрушающие методы
испытаний уточняется. Это самая важная часть контроля качества. визуальный
инспекция также является наиболее информативной в отношении общего соответствия
сварки по спецификациям. Это наиболее широко используемый из всех
метод осмотра.
Визуальный осмотр можно разделить на четыре названия: навыки инспекции, инспекция перед сваркой, инспекция при сварке и контроль после сварки .
Навыки инспекции
Выездные инспекторы должны выработать определенный процедура, обеспечивающая адекватный охват различных этапов сварки. Они должны быть знакомы со спецификациями сварки, качеством изготовления и всеми этапами сварка.
Перед сваркой
Детали, которые необходимо проверить перед начало сварки:
1. Материал Сварной
2. Сварщик Квалификационный аттестат
3. Сварочное оборудование и электроды
4. Правильный скос и гладкость подготовки кромок
5. Раскрытие корня
6. Зазор Подложка или кольцо
7. Общее выравнивание и подгонка
8. Процедура сварки
Во время сварки
Детали, которые необходимо проверить во время сварки:
1. Предварительный подогрев и межпроходная температура
2. Очистка, Вырубка, шлифовка или строжка
3. Структурные Разрывы
4. Последующий нагрев Температура Если указано
После сварки
Детали для проверки после сварки:
1. Размерный Точность сварки
2. Соответствие Требования к чертежам
3. Приемлемость сварных швов по внешнему виду
4. Наличие незаполненных кратеров, подрезов, трещин, перекрытий
5. Последующий нагрев Температура Если указано
Неразрушающий контроль стали, сваренной в полевых условиях Свая
Инженеру может потребоваться неразрушающий контроль
(НК) сварной стальной сваи.
Персонал, выполняющий неразрушающий контроль, должен иметь квалификацию в соответствие требованиям Американского общества сварщиков (AWS) D1.1.
Двадцать пять процентов сварного шва сваи будут испытываться на одной свае из 10 свай, но не менее двух свай в каждой Фонд.
Критерии приемки должны соответствовать AWS D1.1 для циклически нагруженных нетрубчатых соединений.
Заказчик несет ответственность на первоначальные транспортные расходы агентства по НК и на описанные испытания выше. Подрядчик берет на себя все расходы, связанные с дополнительные испытания и ремонт или замена сварного шва.
Если на основании по оценке агентства по неразрушающему контролю / инженеров, вся длина сварного шва сваи должна будут испытаны, и для каждого сварного шва будут испытаны два дополнительных сварных шва свай. соединение, признанное неприемлемым.
Все сварные швы, испытанные неразрушающим контролем, которые не соответствуют
требования кода AWS должны быть отремонтированы или заменены инженерами
осмотрительность.
После ремонта любых сварных швов и/или заменены, должны быть проведены дополнительные неразрушающие испытания, чтобы убедиться, что ремонт удовлетворительный. Это испытание должно включать всю ремонтную зону плюс не менее 2 дюйма с каждой стороны ремонтируемого участка.
Резюме
Визуальный осмотр имеет неоценимое метод проверки, но делать выводы следует с осторожностью. инспектор не должен расценивать хороший внешний вид поверхности сам по себе как высокий уровень сварного шва. качества, а основывать суждение на доказательствах, полученных в результате наблюдений, сделанных до и во время сварки, а также хороший внешний вид сварного шва.
Калибры и образцы изготовления также полезны
инспектору, и он должен ознакомиться с их использованием. Датчики
можно легко сделать из тонкого листа металла или картона, если это необходимо.
На рис. 13 приведены основные размеры, необходимые для простых датчиков.
Раздел IX
Сварная оборудованиеБольшинство полевых шваров. то есть они находятся на грузовике и могут перемещаться. Сварочный аппарат обычно генератор с приводом от бензинового двигателя и подает постоянный ток, который может реверсировать путем замены проводов. Сварочный аппарат должен иметь калибр или некоторые средства определения выходной силы тока вместе с некоторым методом увеличение или уменьшение силы тока по желанию. Провода должны быть в порядке состояние с незатертыми соединениями на обоих концах.
Электроды хорошего качества обязательны. Производители сварки
производить электроды хорошего качества, соответствующие требованиям к испытаниям AWS Code;
однако это не гарантирует их хорошего качества при доставке на работу
сайт. Сварщик должен выбросить все поврежденные электроды. При использовании низкого содержания водорода
электроды, он должен поставить их из неповрежденных герметичных
контейнеры и имеют печь для поддержания их сухости.
Инструменты для очистки сварщика должны состоять из отбойный молоток и проволочная щетка. Можно заменить холодным зубилом и молотком. для отбойного молотка.
Резак также должен быть доступен для резка, скашивание и подгонка стыков монтажных сварных швов при необходимости. А шлифовальная машина также необходима для зачистки грубых резов и удаления плохой сварной шов. Немногие сварщики настолько хорошо владеют горелкой, что шлифовка невозможна. необходимый.
Сварщик должен знать быть сварены. Перед сваркой инспектор должен проверить эти знания на соответствие информацию, предоставленную инженеру-строителю-резиденту, и сделать уверены, что он соответствует требованиям, изложенным в этих инструкциях.
Все сварщики несут ответственность за чтобы доказать, что у них есть действующая карта сертификации сварщиков AWS или действующий сертификат IA Аттестат сварщика DOT, если выдан до 18 апреля 2017 г.
по Фаренгейту Температурные палочки Tempil доступны в следующих вариантах: | |||
6 или приращения | 100 или -350 или | 50 или приращения | 650 или -900 или |
2 или -13 или приращения | 350 или -500 или | Прибл. | 900 или -1050 или |
5 или приращения | 500 или -650 или | 50 или приращения | 1050 или -2500 или |
Раздел x
Инспектор обязанностиВ разделе V обязанности инспектора. были описаны в общих чертах, но детальный осмотр не был прописан. В В разделе VII был приведен подробный список пунктов в качестве контрольного списка для инспектор. Теперь инспектор может ознакомиться с требуется проверка и быть в состоянии следовать инструкциям в этом IM с чувство ответственности.
Консультация сварщика одна
ответственность, о которой инспектор должен позаботиться, как только станет известно, кто
сварщик будет. Если посещение сварщика до его прихода на
Возможна работа, это даже лучше, чем обсуждение после их приезда.
После проверки их сертификата, класса и полярности электрода
следует обсудить вместе с надлежащим предварительным подогревом и межпроходной температурой.
Проконсультируйтесь с ними относительно необходимости надлежащей подготовки и подгонки суставов. Дайте
их первое совместное особое внимание, так что осторожность будет использоваться на протяжении всего
работа.
Описание различных типов свай и сварка четко определена на страницах с 43 по 46 настоящего Руководства. Инспектор, который следует процедурам, изложенным в инструкциях, сможет выполнять инспекционные обязанности с большой осторожностью. См. Приложение A.
Приварка шпилек должна соответствовать AWS Code D1.5,
Раздел 7. Можно использовать только шипы с сертифицированным основанием шипа. Те, что в настоящее время
перечислены в IM 453.10, Приложение А. Любой другой бренд должен представить свои
квалификационные тесты в Департаменте транспорта, строительства и
Бюро материалов в Эймсе для утверждения.
Сертификация шипов производителя и Потребуются заверенные отчеты об испытаниях, которые должны соответствовать Кодексу AWS. D1.5, пункт 7.3.3. Протоколы испытаний изготовителя должны быть датированы (были сделано) не более чем за шесть месяцев до поставки шпилек.
Только оборудование для приварки шпилек с автоматическим таймером (сварочный пистолет для шпилек), должен использоваться для приварки шпилек на проектах в Айове. Нет другие способы сварки допускаются и не могут быть приняты.
Операторы приварки шпилек не должны иметь сертифицированные сварщики, но должны иметь квалификацию.
Автоматическая приварка шпилек по времени
Оборудование (шиповые пистолеты) должно быть подключено к подходящему источнику постоянного тока.
мощность отрицательного электрода (DCEN). Сварочное напряжение, текущее время и горелка
настройки должны быть основаны на прошлой практике, рекомендациях производителей и оборудования
производителя или обоих.
Во время работы шиповочный пистолет следует держать неподвижно до тех пор, пока металл шва не затвердеет.
Если необходимо использовать два или более сварочных пистолета работающие от одного и того же источника питания, они должны быть сблокированы таким образом, чтобы только один пушка может работать одновременно и так, чтобы источник питания полностью восстановился после выполнение одного сварного шва до начала другого.
Квалификация оператора: должны быть установлены два
приваривается на пробной основе к испытательной стальной пластине, аналогичной указанному элементу
по толщине и свойствам (тип и класс). Все испытательные шпильки должны быть приварены
в том же положении, что и требуется. Дав шпилькам остыть, привариваем
шпильки должны быть осмотрены визуально на 360 градусов (требования) и затем согнуты
на угол 30° от их первоначальной оси, застряв молотком или
изгиб с помощью трубы. Если в зоне пробного сварного шва не происходит разрушения
любой из шпилек, сварщик будет квалифицирован и ему будет разрешено начать шпильку
сварка реальных балок и предшествующие тестовые процедуры гибки
должны быть повторены.
Если в зоне сварки любой необходимо исправить процедуры и приварить еще две шпильки к другому тестовая пластина. При выходе из строя любой из двух вторых шпилек необходимо выполнить дополнительную сварку. продолжаются на отдельных испытательных пластинах, пока не будут приварены две последовательные шпильки и признан удовлетворительным.
При приемке двух шипов подряд Затем инспектор должен задокументировать тест в своем файле с именем оператора и дату проверки. После квалификации оператора завершены и процесс приварки шпилек начался, первые две шпильки должны пройти тест на вспышку 360 и согнуть две шпильки на 30. Квалификация каждого оператора должны быть задокументированы в начале каждого проекта. Сварка шпилек тестирование и оценка должны проводиться в начале каждого производства день приварки шпилек.
Сварка не должна производиться при температуре
основного металла ниже 0F или когда поверхность
мокрый или подвергшийся воздействию дождя или падающего снега. Когда температура ниже 32F один дополнительный
шпильки в каждых 100 приваренных шпильках должны быть испытаны (см. примечание 1) в дополнение к
первые два тестируются для каждого производственного дня.
Примечание 1: Испытание должно состоять из изгибание шпилек после того, как они остынут до угла примерно 30 от исходной оси, ударив молотком по шпилькам на головке.
Основание стойки не должно быть окрашено, оцинковано, ни кадированием перед приваркой шпилек.
Шпильки не должны иметь ржавчины, ржавых ямок, накипь, масло, влага и/или любые другие вредные вещества, которые могут неблагоприятно влияют на процесс сварки.
Места, к которым должны быть приварены шпильки
не должно быть накипи, ржавчины, влаги и любых других вредных материалов для
степени, необходимой для получения удовлетворительных сварных швов. Эти участки можно очищать
шлифовка, чистка проволочной щеткой и/или масштабирование.
Дуговые экраны или наконечники должны быть сухими. Любые дуговые экраны с признаками поверхностной влаги от росы или дождя должны быть сушить в духовке при 250 F в течение двух часов перед использованием.
Расстояние между продольными и поперечными срезами шпилек соединители (тип B см. примечание № 2) относительно друг друга и краев балки или фланцы балки могут отличаться не более чем на 1,0 дюйм от положения, показанного на рис. рисунки. Расстояние между шпильками должно быть не менее 1,0 дюйма, а расстояние от края основания шпильки до края полки должно быть не менее чем 1 дюйм.
После приварки шпилек к мосту
необходимо провести визуальный осмотр и осветить каждую шпильку.
удар молотком. Любая шпилька, не имеющая полного торцевого сварного шва (360
галтель), любая шпилька, которая не издает звенящий звук от легкого молотка
удар, следует ударить молотком и отогнуть на 15 от правильной оси
монтаже, так и в случае дефекта сварного шва. Шпилька должна быть согнута 15
в направлении, которое поместит этот дефектный участок сварного шва в
площадь наибольшего напряжения шпилек, которые трескаются либо в сварном шве, либо в хвостовике,
подлежит замене.
Примечание. Зона наибольшего натяжения шпильки область в направлении, противоположном дефектной области.
Примечание 2: Приварка шпилек должна выполняются в соответствии с рекомендациями производителей (требования к сварке, температура поверхности, подготовка поверхности, шиповочный пистолет, источник питания, шпилька диаметр, подъем и погружение горелки, общая длина сварочного кабеля, сила тока и квалификации сварщиков).
Если 10 % шипов установлены на любой мост
элемент требует изгиба, сварка должна быть приостановлена до необходимого
изменения закреплены для получения удовлетворительных шпилек на последующих элементах.
Если того требуют условия, инспектор может потребовать загнуть дополнительные шпильки.
Примечание 3: Существует два типа шпилек Тип А Шпильки имеют меньшую прочность и предназначены для общего использования и запрещены для передачи сдвига в композитной конструкции. Выше силовые шпильки типа B используются в качестве основного компонента конструкции композитной балки. Только шпильки типа B имеют минимальный указанный предел текучести, необходимый для правильного производительность в процессе эксплуатации.
После сварки дуговые экраны (феррулы) должны быть отколотых от шпилек для заделки в бетон, а также от всех других шпильки.
Примечание 4: Угловой шов
профили, показанные на рис. 3.3 кода AWS D1.5, не применяются к флэш-памяти
автоматическая синхронизация приварки шпилек. Выброшенный металл вокруг основания шпильки
обозначается как flash в соответствии с Приложением V настоящего Кодекса. это не
угловой шов, такой как при обычной дуговой сварке. Изгнанный
металл, излишек которого к сварному шву необходим для прочности, не вреден
а, наоборот, необходимо обеспечить хороший сварной шов. Сдерживание
этот избыток расплавленного металла вокруг приваренной шпильки у наконечника (дуговой защиты)
способствует надежному сплавлению всего поперечного сечения основания шипа.
Заусенец приварки шпилек может иметь непровар на своей вертикальной стороне и перекрываться на своей
горизонтальная ножка, и она может иметь случайные небольшие усадочные трещины или другие
несплошности, которые обычно образуются в верхней части сварочного грата с существенной
радиальная или продольная ориентация, или и то, и другое, по отношению к оси шпильки. Такой
несрастание, на вертикальной ножке заусенца и небольшие усадочные трещины
приемлемый.
СВАРКА ДЛЯ ОПОРЫ Опалубочных балок и рельсов отделочных станков
Если иное не разрешено инженером, любая сварка к верхнему фланцу стальных элементов для поддержки балок опалубки пола и рельсы чистовой машины не допускаются.
ОПИСАНИЕ
Элементы для полевой сварки с использованием экранированного металла процессы дуговой и порошковой сварки
МАТЕРИАЛЫ
Электроды для дуговой сварки в защитных газах
(SMAW) должны соответствовать требованиям последней редакции ANSI/AWS. A5.1, Спецификация электродов для дуговой сварки с покрытием из малоуглеродистой стали или
ANSI/AWS A5.5, Спецификации для дуговой сварки низколегированной стали с покрытием
Электроды .
Электроды для дуговой сварки порошковой проволокой (FCAW) должны соответствовать требованиям последней редакции ANSI/AWS A5.20, Спецификация для электродов из углеродистой стали для дуговой сварки порошковой проволокой, или ANSI/AWS A5.29, Спецификация для электродов из низколегированной стали для дуговой сварки порошковой проволокой .
Электроды для процессов SMAW и FCAW должны быть
выбран из Кодекса сварки мостов AWS D1.5. Электроды Сертификат
Соответствие должно включать заявление производителя о том, что
электроды выплавляются и производятся в США. Для большинства конструкционных сталей
конструкции применимы нормы сварки AASHTO/AWS D1.5, 9.3104 Мостовая сварка
Код , или ANSI D1.1, Код сварки конструкционной стали . Тесты должны быть
проводится на электродах одного класса, типоразмера и марки и производства
того же процесса и из тех же материалов, что и электроды.
Результаты испытаний электродов должны представляться каждые 12 месяцев для обновления.
В таблице 1 представлены классы электродов требуется. Используйте электрод с типом тока, с полярностью и в позиции, разрешенные AWS A5.1 и A5.5 для SMAW. АМС А5.20 и А5.29Спецификации относятся к FCAW. Разрешение должно быть получено для использования электродов на сталь, не указанная в таблице 1.
ТАБЛИЦА 1 | |||
Классификация электродов Разрешено | |||
Тип стали (стандарты ASTM) | Электрод Спецификация | Присадочный металл Требования | |
А36 А572,
гр. А588 А242 А709, гр. 36 или S | AWS A5.1 или A5.5
| СМАВ
| Э7016 Э7018 Э7028 |
AWS A5.20 или A5.29 | FCAW | E7XT-1 E7XT-5 E7XT-6 E7XT-8 | |
Выветривание
А588 А242 А709, гр. 50 Вт
| АВС А5.5 | СМАВ | Э8018-В Э8016-С3 E8018-C3 Э8016-С1 Э8018-С1 Э8016-С2 Э8018-С2 |
АВС . | FCAW | E8XT1-W E8XTX-ноль E8XTX-Ni2 E8XTX-Ni3 | |
А709, гр. HPS 70 Вт | АВС А5.5 | СМАВ | Э9018-М-ХБР |
ПРИМЕЧАНИЕ : Низководородный электроды, применимые к основному металлу с более низкой прочностью, могут использоваться в соединениях с участием неблагородных металлов с различным пределом текучести или прочностью.
используйте электроды, отвечающие требованиям к диффузионному водороду для критическая сварка в AASHTO/AWS D1.5.
ОБОРУДОВАНИЕ
Подрядчик должен предоставить следующее
оборудование: Печи для сушки и хранения электродов, способные поддерживать требуемый
температуры, указанные в Кодексе AWS D1. 5, Раздел 4, вместе с термометрами
для проверки и контроля температуры печи, оборудования для предварительного нагрева,
может поддерживать весь стык при указанной температуре или выше, одобрить
оборудование для проверки температур предварительного подогрева и межпроходного
идет сварка, сварочное оборудование соответствует требованиям
утвержденная спецификация процедуры сварки (WPS) и способная выполнять
стабильный качественный шов.
КОНСТРУКЦИЯ
КВАЛИФИКАЦИЯ ПРОЦЕДУРЫ: Надлежащая классификация и размер электрода, длина дуги, напряжение и сила тока для толщина материала, тип разделки, положение сварки и др. обстоятельства работы должны быть использованы.
Для сварки основных элементов требуется WPS для FCAW пройти квалификацию в соответствии с AASHTO/AWS D1.5 перед любой сваркой в полевых условиях на проект.
Сварщики должны пройти квалификацию в аккредитованном AWS
испытательный комплекс. Сварщики должны быть ограничены и ограничены сварными швами только с
процессе и на должностях, для которых они квалифицированы.
СЕРТИФИКАЦИЯ ПОЛЕВОЙ СВАРКИ: Перед выполнением любых сварки конструкционной стали, сварщик должен пройти квалификацию AWS Code D1.5. испытание разделочных швов. Для испытательных пластин следует использовать ASTM A36. Одобренный электроды, соответствующие требованиям AWS Code D1.5 и утвержденным WPS должны использоваться. Два образца изгиба должны быть подготовлены, испытаны и проверены на каждой тестовой пластины. Сварщик должен пройти аккредитованное тестирование AWS. предприятием (или IA DOT, если карточка аттестации сварщика была выдана до 18 апреля 2017 г.). Рентгенологическое обследование сварщика и сварщика вместо испытания на изгиб могут быть изготовлены пластины для квалификационных испытаний. Рентгенография процедура и результаты испытаний должны соответствовать Кодексу AWS D1.5, разделы 5.26. и 5.27.
Квалификация полевых сварщиков здесь
указанный будет считаться остающимся в силе с конца месяца
в котором проходили испытания, сроком на три года. Переквалификация может
требоваться в любое время, когда есть конкретная причина, чтобы допросить сварщиков
способность делать качественные сварные швы.
Сварщик также должен продемонстрировать Инженеру доскональное знание необходимых сварочных процедур вместе с умение и желание им следовать и делать сварные швы добротными и хорошими внешность.
Для SMAW сварщик, сертифицированный по EXX18 электроды сертифицированы для сварки всеми утвержденными электродами SMAW до E90XX для соединения металлов с максимальным заданным пределом текучести 65 тысяч фунтов на квадратный дюйм.
СВАРНАЯ СТАЛЬНАЯ КОРПУСНАЯ ТРУБА
1. Для использования только трубы отвечающие требованиям ASTM A 139 / A 139 M Grade B, ASTM A 252 Grade 2 или ASTM A 53 Grade B. Обсадная труба может быть сварной или бесшовной. толщина стены должны быть такими, как указано в контрактном документе.
2. Соединения
а. Стыки должны соответствовать
с Американским обществом сварщиков AWS D1.1.
б. Сварка должна быть завершена сварные швы с проплавлением на 360 (если иное не указано в контрактном документе) в комплекте окружность трубы.
в. Сварные швы должны соответствовать требованиям ИМ 558
д. Сварщики должны быть квалифицирован в соответствии с минимумом IM 560 требования сертифицированы для 3G и 4G.
СВАРКА СТАЛЬНЫХ КОНСТРУКЦИЙ
1. СОСТОЯНИЕ ЭЛЕКТРОДОВ
a. СМАВ. Электроды с
покрытия с низким содержанием водорода в соответствии с AWS A5.1 должны быть высушены в соответствии с
с письменными инструкциями производителя по сушке или сушке не менее двух
часов между 450F
и 500Ф. Для электродов с низководородным покрытием, соответствующим AWS A5.5,
сушить не менее одного часа при температуре от 700F до 800F или как указано
производитель электродов. При использовании электродов из только что вскрытого неповрежденного
герметичная тара, сушка не требуется. Сразу после сушки
или извлекая из герметически закрытого контейнера, храните электроды в печах при
при температуре не менее 250F. Допустимое время между удалением
электродом из печи для хранения или герметически закрытой емкости и использованием
электрод приведен в табл. 2.
ТАБЛИЦА 2 | |
Электрод SMAW Пределы воздействия | |
Тип электрода | Время воздействия (часы) |
Е70 | 4 |
Е80 | 1 |
Е90 | 1 |
Если электроды
помещают обратно в печь для выдержки до истечения времени, указанного в Таблице 2,
оставьте их не менее чем на четыре часа при температуре 250F перед повторным использованием. Не сушите электроды больше
чем один раз. Не используйте электрод с флюсом, который намок, треснул или
в противном случае поврежден.
б. FCAW: защищать или хранить Катушки сварочной проволоки извлечены из оригинальной упаковки, чтобы сохранить их характеристики или сварочные свойства без изменений. Не используйте катушки или части катушки ржавые.
в. СПЕЦИАЛЬНЫЕ ПРИМЕНЕНИЯ: Для критических применений, связанных с разрушением, или при сварке стали, не указанной в таблице 1, сухие электроды в соответствии со спецификациями производителей и AASHTO/AWS D1.5.
2. ЭКОЛОГИЧЕСКАЯ УСЛОВИЯ: Не производить сварку при температуре воздуха ниже 0F; когда поверхности мокрые или подвержены воздействию дождя, снега или ветра; или когда операторы подвержены неблагоприятным условиям. Должны быть предусмотрены ветрозащитные экраны для защиты сварочные работы при скорости ветра более 5 м/с.
3. СБОРКА
& FITUP: Концы свариваемых элементов должны быть подготовлены в соответствии с
указанная деталь сварного соединения.
Детали, которые нужно соединить угловыми швами должны быть максимально плотно соприкасаются, а не разделены более чем на 3/16 дюйма. Если расстояние составляет 1/16 дюйма или более, увеличьте катет углового шва на величину отрыва. Держите разделение между сопрягаемыми поверхностями соединений внахлестку и стыковых соединений с посадкой на подложку полосы толщиной не более 1/16 дюйма
4. ПРЕДВАРИТЕЛЬНЫЙ НАГРЕВ:
Предварительный подогрев перед сваркой разделочных и угловых швов (включая прихватку)
до температур, указанных в Таблице 3. Сохраняйте температуру предварительного нагрева и межпроходную температуру.
достаточно высока, чтобы предотвратить появление трещин. Температуры предварительного нагрева, показанные в таблице 3,
минимальные значения, а для сварных швов с высокой жесткостью может потребоваться более высокий предварительный подогрев. Когда
основной металл ниже требуемой температуры, предварительно подогрейте его, чтобы детали
свариваемые не холоднее указанной температуры в пределах трех дюймов
точки сварки.
Измерение предварительного нагрева температура на стороне, противоположной которой прикладывается тепло в точках примерно в трех дюймах от сустава.
По возможности полностью сварить соединение, прежде чем дать ему остыть ниже указанной температуры. Всегда Нанесите достаточно сварного шва, чтобы предотвратить растрескивание, прежде чем дать соединению остыть. Не надо позвольте предварительному подогреву и температурам между проходами превысить 400F для толщины до 1 дюйм и 450F для большей толщины.
ТАБЛИЦА 3 | |
Минимальная температура предварительного нагрева и межпроходная температура | |
Для сварки электродами с низким содержанием водорода | |
Самая толстая часть в месте сварки | Температура |
Меньше чем в | 70Ф |
1/2 дюйма до 1 1/2 дюйма включительно | 150Ф |
Более 1 1/2 дюйма | Согласно AASHTO/AWS D 1. |
Предварительный подогрев и промежуточный проход температуры для большей толщины листа при соединении сталей различных следует использовать толщину. Если основной металл влажный, предварительно нагрейте его до 200F перед приступаем к сварке.
СВАРОЧНАЯ ПРАКТИКА
Утвержденная процедура контроля усадки и деформации должны использоваться. Сварка в соответствии с требованиями контракта или монтажных чертежей. Не надо изменить расположение или размер сварных швов без согласования. Не делайте временным сварные швы для транспортировки, монтажа или других целей на основных элементах, за исключением показаны на планах или утверждены Инженером. Используйте одобренный метод, чтобы отметить каждый разделочный шов для идентификации сварщика, который выполнял работу.
По возможности используйте технику стрингера
для разделочных швов. В вертикальных проходах продвигайтесь вверх, используя шаг назад
последовательность.
Начало и окончание разделки швов на концах стык на удлинителях. Сделайте подготовку кромки и толщину расширения стержни такие же, как у свариваемого элемента, но протяженностью не менее двух в. за пределы сустава. После завершения сварки и охлаждения снимите удлинитель. стержни с помощью резака или дуговой воздушной строжки, и отшлифуйте края до гладкости. Если при шлифовке выявляются дефекты, зачищаются, заполняются наплавленным металлом и отшлифовать их до однородности. Отшлифуйте так, чтобы шлифовальные метки были параллельны длины и избегайте чрезмерного шлифования основного металла. Очистите и закрепите прихватку тщательно сваривается с окончательным сварным швом. Удалите дефектные, треснувшие или сломанные гвозди сварные швы.
Выдолбить, сколоть или иным образом удалить корень
первоначальный сварной шов с прочным металлом для всех сварных швов с разделкой кромок, кроме изготовленных
с помощью подкладки перед началом сварки на второй стороне. Тщательно очистите заднюю сторону перед размещением резервного прохода. Для разделочных швов
со стальной подложкой, тщательно сплавить металл сварного шва с подложкой и
используйте подложку, непрерывную по всей длине сварного шва. Сделать
непрерывная длина подложки за счет сварки более коротких секций вместе только под
следующие условия:
Все Соединения в подложке должны быть сварными швами с полным проплавлением (CJP) с разделкой кромок. выполнен с теми же средствами контроля, что и аналогичные сварные швы CJP с разделкой кромок в конструкции.
Радиографический или ультразвуковой контроль должен использоваться для обеспечения надежности сварного шва.
Все сварка и испытание подложки должны быть завершены до того, как подложка будет использована сделать структурный сварной шов.
РАЗМЕР ЭЛЕКТРОДА И ТОЛЩИНА СЛОЯ
1. SMAW
a. РАЗМЕР ЭЛЕКТРОДА: Используйте электрод следующего максимального размера:
1/4 дюймов для всех швов, выполненных в плоском положении, кроме корневых швов
1/4 дюймов для горизонтальных угловых швов
1/4
дюймов для корневых проходов угловых швов, выполненных в плоском положении, и разделки кромок
сварные швы, выполненные в плоском положении с подложкой и с корневым отверстием 1/4 дюйма. или более
5/32 д. для сварных швов, выполненных низководородными электродами в вертикальном и потолочном позиции
3/16 дюймов для всех остальных сварных швов
b. РАЗМЕР СВАРКИ & ТОЛЩИНА СЛОЯ: Корневой шов должен быть достаточно большим, чтобы предотвратить растрескивание. Делать слои, следующие за корневым швом в угловых швах, и все слои в разделке сварные швы следующей максимальной толщины:
1/4 дюймов для корневых проходов разделочных швов
1/8 дюймов для последующих слоев швов, выполненных в плоском положении
3/16 д. для последующих слоев швов, выполненных в вертикальном, потолочном и горизонтальные положения
Выполнение угловых швов проходов не более:
3/8 дюймов в горизонтальном положении
5/16 дюймов в горизонтальном или верхнем положениях
1/2 дюймов в вертикальном положении
2. FCAW
a. РАЗМЕР ЭЛЕКТРОДА: Используйте электроды следующих максимальных размеров:
5/32 дюймов для плоского и горизонтального положения
3/32 дюймов для вертикального положения
5/62 дюймов для верхней позиции
б. РАЗМЕР СВАРКИ & ТОЛЩИНА СЛОЯ: Слои шва, кроме корневого и поверхностного слоев, сделать не толще чем 1/4 дюйма. Когда отверстие в корне шва с разделкой кромок составляет 1/2 дюйма или шире, используйте метод многопроходного расщепленного слоя. Используйте технику разделения слоев, чтобы сделать все многопроходные швы, когда ширина слоя превышает 5/8 дюйма.
Убедитесь, что каждый проход полностью проплавлен с смежный основной металл и металл сварного шва, а также отсутствие нахлеста, чрезмерного пористость или подрезка.
Не используйте FCAW с внешней газовой защитой в
сквозняк или ветер. Обеспечьте одобренное укрытие из материала и формы, чтобы уменьшить ветер
скорость вблизи места сварки до максимум 5 миль в час.
Сделать проходы углового шва не больше чем:
1/2 дюймов в горизонтальном положении
3/8 в. в горизонтальном или над головой положениях; и
5/16 д. в вертикальном положении.
КАЧЕСТВО СВАРКИ
Качество сварки и испытания должны соответствовать с чертежами, спецификациями и специальными положениями, если применимо.
ИСПРАВЛЕНИЯ
Если сварка неудовлетворительна или указывает низкое качество изготовления, Инженер потребует корректирующих мер и одобрит последующие исправления.
Используйте дуговую строжку, когда необходимо удалить часть сварного шва или основного металла. Не используйте кислородную строжку. Зарезные соединения или вырезание дефектных сварных швов с помощью воздушно-дуговой строжки сварщиком, имеющим квалификацию стыки балок и балок.
Если исправления требуют внесения дополнительных
свариваемый металл, наклоните стороны свариваемой зоны достаточно, чтобы обеспечить
нанесение нового металла.
Исправьте дефектные или некачественные сварные швы либо путем удаление и замена всего сварного шва или следующим образом:
a. ИЗЛИШНИЙ ВЫПУКЛОСТЬ: Уменьшите размер путем шлифовки лишнего металла шва, оставив гладкий профиль.
б. УСАДКА ТРЕЩИНЫ, ТРЕЩИНЫ В ОСНОВНОМ МЕТАЛЛЕ, КРАТЕРЫ И ИЗБЫТОЧНАЯ ПОРИСТОСТЬ: Удалить дефектные участки основного металла и металла сварного шва довести до исправного металла и заменить дополнительный прочный металл шва.
в. ПОДРЕЗ, НЕДОСТАТОЧНЫЙ РАЗМЕР И ИЗБЫТОЧНАЯ ВОГНУТОСТЬ: Очистите и нанесите дополнительный металл сварного шва.
д. ПЕРЕКРЫТИЕ И НЕПОЛНОЕ СПЛАВЛЕНИЕ: Удалите и замените дефектный участок сварного шва.
e. ШЛАК ВКЛЮЧЕНИЯ: Удалите части сварного шва, содержащие шлак, и замените их добротный металл сварного шва.
ф. УДАЛЕНИЕ
ОСНОВНОГО МЕТАЛЛА ВО ВРЕМЯ СВАРКИ: Очистите и придайте полный размер, нанеся дополнительную
сваривать металл с использованием стрингерных валиков.
Если для исправления требуется наплавка дополнительного шва металл, используйте электрод меньшего размера, чем тот, который использовался для первоначального сварного шва. Чистый поверхности перед повторной сваркой.
Полностью удалить сварные швы с трещинами и отремонтировать. Если длина трещины меньше половины длины шва, удалить металл шва на длину трещины плюс два дюйма за каждый конец трещины, и ремонт.
Если работа выполняется после изготовления дефектной сварной шов сделал сварной шов недоступным или вызвал новые условия, делающие исправление опасного или неэффективного недостатка, восстановление исходного условий путем удаления сварных швов, элементов или и того, и другого перед выполнением необходимых исправления; в противном случае компенсируйте недостаток, выполнив доп. работа по пересмотренному и утвержденному проекту.
Разрезать и заново сварить неправильно установленную или
несоосные детали.
Выпрямление элементов, деформированных сварка с использованием механических средств или тщательно контролируемое применение ограниченное количество локализованного тепла. Не допускайте, чтобы отапливаемые помещения превышали 1200F, так как измеряется цветными карандашами с индикацией температуры или другими утвержденными методами для стали. предел текучести до 65 000 тысяч фунтов на квадратный дюйм. Не допускайте, чтобы отапливаемые помещения превышали 1100F в течение стали повышенной прочности. Держите детали, подлежащие термической правке, практически свободными. напряжения от внешних сил, за исключением случаев, когда механические средства используются с применение тепла. Перед выпрямлением отправьте процедуру выпрямления Инженер на согласование.
РАЗДЕЛ XII
Железнодорожные мосты, соединяющие автомобильные дороги,
разработан со стальным настилом, который покрывает мост и сваривается вместе в
поле. Особые положения, сопровождающие сдачу в аренду железнодорожного моста
обычно указывают, что процедура сварки должна быть представлена для полевой сварки
Палуба.
Процедура сварки стального настила должна охватывать не только конструкцию сварного шва, но и последовательность сварки. Эта процедура сварки должна быть одобрена Строительным и бюро материалов перед сваркой.
Поскольку настилы стальных железнодорожных мостов различаются по длина, ширина и тип используемой стали довольно трудно иметь стандартная процедура сварки и последовательность их выполнения. В принципе, все требования, необходимые для квалификации процедуры и последовательности, находятся в AWS в разделах 2, 3 и 5. Выездной инспектор должен понимать процедура и последовательность, чтобы он мог помочь сварщику в следующем необходимые шаги.
Стальные мостовые настилы включают продольные и
поперечные разделочные швы выполняются в плоском положении и обычно на пластинах из
1/2 дюйма толщиной. Поскольку сварка в обоих направлениях является многонаправленной
Система стресса может быть встроена в процедуру, а последовательность не соблюдена должным образом.
РАЗДЕЛ XIII
Сварка арматурной стали
Сварка деформированной арматурной стали не допускается без согласования с инженером по конструкционным материалам. сварка или прихватка деформированной арматурной стали наносит ущерб механические свойства прутка, если только не применяется специальная процедура сварки с в соответствии с содержание углерода и марганца в слитке. Любой полевой инспектор, обнаруживший приварки на деформированных арматурных стержнях следует уведомить об этом вышестоящее начальство, либо с их разрешения, обратитесь к инженеру по конструкционным материалам.
При сварке деформированной арматурной стали
разрешено, это является частью спецификаций или находится в месте, где
напряжения в стали нулевые или минимальные.
Прихватка арматурной стали. См. статью 2407.03 E, 2 Стандартных спецификаций.
РАЗДЕЛ XIIII
аккредитованный испытательный центр AWS.
РАЗДЕЛ XV
Сварная стальная свая, стыковая свая и сварная свая Пункты
Спецификация 2408.03 требует, чтобы сварные швы соответствуют нормам сварки конструкций ANSI/AWS D1.1 Американской ассоциации сварщиков. Общество.
A. Сварка в полевых условиях
Сварщики в полевых условиях должны быть
сертифицирован аккредитованным испытательным центром AWS. Карточка сертификации AWS (или
действующая карточка сертификации сварщика IA DOT, если она выдана до 18 апреля 2017 г.)
выданные с указанием типов сварных швов, которые они могут выполнять.
Инспекторы должны попросить предъявить удостоверение сварщика и отметить: (1) сертификат
номер, (2) дата проверки и (3) квалифицированные позиции в журнале свайных работ. Квалификация хороша в течение трех лет.
Сварка и ремонт должно быть выполнено в соответствии со спецификациями процедуры сварки (WPS).
Только экранированная металлическая дуга Сварка (SMAW) и/или дуговая сварка порошковой проволокой (FCAW) должна быть разрешена для сварка стальных свай. Присадочный металл должен соответствовать требованиям спецификаций AWS. Для SMAW должны использоваться электроды с низким содержанием водорода.
Электроды сварочные должны быть сухими и защищены от влаги и сырости во время хранения и/или использовать.
Свариваемые поверхности а поверхности, прилегающие к сварному шву, зачистить болгаркой или проволокой. щеткой и должны быть сухими и свободными от окалины, шлака, ржавчины, влаги, жира и любых другие посторонние материалы, которые могут помешать правильной сварке.
Сварные швы должны быть
охлаждают воздухом не менее 15 минут ПЕРЕД погружением в землю.
Закалка (в воду) не допускается.
B. Шелл Свая
Изготовленная свая-оболочка Union Metal требует, чтобы соединения выполнялись угловой сваркой. Угловой шов должен быть равны по размеру толщине стенки раковины. Расширение сваи должно быть вставленный в кучу, должен быть выдвинут минимум на 6 дюймов. Для сращивания сваи, изготовленной компанией Armco, в качестве показано на Рисунке А, Приложение А этого IM.
С. Труба Сваи
Трубная свая может быть расширен с использованием рисунка A, или B, или C (приложение A этого IM) в зависимости от стены толщина и положение ворса в момент сращивания.
D. Сталь Двутавровые сваи
Спецификации требуют
что удлинение стальных двутавровых свай в полевых условиях должно выполняться только одобренной сваркой
процедуры, связанные с использованием опорных пластин. Стальные двутавровые сваи расширены
стыковое соединение, требующее разделки кромок с одним скосом при сварке в горизонтальном положении
положение (рисунок Б, приложение А к настоящему ИМ) и сварной шов с V-образным пазом в плоской
положение (рисунок C, приложения A и B к настоящему IM). Опорная пластина должна быть
толщиной не менее 1/4 дюйма, 1 1/2
дюймов шириной и необходимой длины, чтобы расширить всю ширину стенки и фланцев. ПРИМЕЧАНИЕ : Из-за толщины фланца HP14 x 117 сварщики
квалификация требуется и должна быть завершена в соответствии с AWS D1.5 на 1.0
лист, как указано в главе 5, квалификация для неограниченной толщины Рисунок 5.17
и 5.18.
Если опорная плита используется толщина более 3/8 дюйма, приварите опорная пластина по всему периметру с угловым сварным швом. Опорная пластина толщиной от 1/4 до 3/8 дюйма могут быть прихвачены сваркой на месте. Опорные пластины должны быть согнуты или отшлифованы, чтобы плотно прилегать к фланцам, стенке и имеют скошенные углы для установки между фланцами и сеть. Требуемое корневое отверстие составляет 1/4 дюйма с допуском плюс 1/4 дюйма. дюйм и минус 1/16 дюйма.
Верх стопки
вытянутый должен быть обрезан под прямым углом с плоскими концами; нижний конец
выступ, как полки, так и стенка, должны быть скошены под углом 45°, как показано на рис. Рисунок B, Приложения A и B к данному IM. Угол паза в плоском положении
должен быть обрезан под углом 45°, как показано на Рисунке C, Приложение A.
допуск на угловой шов с разделкой кромок равен 5. Прикорневая поверхность сварных
Цифры B и C должны быть не более 1/16 дюйма. При сварке двутавровых свай
полотно должно быть сварено в первую очередь.
E. Поверхность Шероховатость
Шлифовка будет требуется на всех соединениях, вырезанных вручную кислородом, для достижения правильных углов и гладкость поверхности. Шероховатость поверхностей кислородного реза не должна быть больше 1000 микродюймов по сравнению со шкалой шероховатости поверхности. Инспектор следует время от времени выборочно проверять подготовку шва на предмет шероховатости, прежде чем сварка.
F. Свая Выравнивание
Секции свай, подлежащие
соединенные стыковыми швами, должны быть тщательно выровнены. Должен ли конец стопки
выдвигаться изгибаться от забивки, изогнутая часть сваи должна быть срезана
выключенный. При выравнивании свай под сварку стенки должны быть приведены в
сначала выравнивание. Если есть небольшие отклонения в размерах из-за
при изготовлении удлинение сваи должно быть центрировано таким образом, чтобы эксцентриситет
фланцы сведены к минимуму.
Г. Сварщик Сертификация
Сварщики, имеющие квалификацию работают над проектами DOT Айовы, квалифицированы на 3/8-дюймовых пластинах. Максимум толщина листов, которые могут быть сварены с одной стороны в соответствии с нашей обычной сертификацией составляет 3/4 дюйма. Если необходимо сваривать материал толще 3/4 дюйма, например, HP 14 x 117, потребуются квалификационные испытания на 1-дюймовых пластинах.
H. Сварка Требования к электродам и предварительному подогреву
Требования о процедурах сварки электродами и температурах предварительного нагрева для различные типы стальных свай:
1. Сварка должна быть
выполняется с использованием того же процесса (SMAW или FCAW), который использовался для квалификации.
2. Если оператор имеет квалификацию по сварке стали ASTM A-36, тот же оператор имеет квалификацию для сварка стали, отвечающая требованиям ASTM A 572 Grade 50 (H-образная свая, ASTM A 328 (шпунтовая свая) и ASTM A 252 (трубная свая) класса 2 или 3.
3. Квалифицированный сварщик для ручной дуговой сварки металлическим электродом электродом Э7018 можно также сваривать с электродами E7016. Для сварки стальных свай предпочтительны E7018 и E7016.
Идентификационный электрод номера следующие:
Под обозначением 70 следует понимать серию 70, если только легированная сталь большей прочности подлежат сварке.
третья цифра указывает разрешенное положение. Если цифра 1, то электрод можно использовать для сварки в любом положении. Если 2, то только вниз положение можно использовать.
четвертая цифра указывает на химический состав покрытия электрода. цифра
6 указывает на калий с низким содержанием водорода, а 8 — на порошок железа с низким содержанием водорода.
Подогрев основания металла означает, что поверхности свариваемых деталей в пределах 3 дюймов (75 мм) по бокам и перед сваркой, должны быть на уровне или выше следующего заданная температура:
1. Для стали A572 Сваи класса 50 (двутавровые), сталь A328 (шпунт) и трубные сваи A252 класса 2 или 3 толщиной менее 1/2 дюйма, при сварке электродами с низким содержанием водорода Требование к температуре предварительного нагрева должно быть 70F. Для толщины 1/2 дюйма и более Требование к температуре предварительного нагрева составляет 150F.
Сварка при температура окружающей среды ниже 0F не допускается. В ненастную или ветреную погоду должно быть обеспечено соответствующее экранирование, позволяющее проводить сварку обычным способом. Если основной металл влажный, предварительно нагрейте его до 200F перед началом сварки.
Все электроды с
низководородные покрытия следует приобретать в герметически закрытых емкостях или
должны быть высушены в течение по крайней мере двух часов между 450F и 500F перед использованием. Сразу после сушки или извлечения из герметически закрытых емкостей электроды
должны храниться в печах хранения по крайней мере 250F. Электроды, не используемые в
через четыре часа после извлечения из сушильной или складской печи необходимо повторно высушить
перед использованием. Для обычной полевой сварки свай электроды должны быть
приобретаются в небольших упаковках, позволяющих использовать в течение установленного срока,
если не предусмотрено хранение при температуре 250F.
Электроды, разрешены для дуговой сварки порошковой проволокой:
E70T-1, E70T-5, E70T-6 и E70T-8
I. Острия сваи привариваются к H-образные стальные сваи
Сваи из двутавровой стали должны соответствовать требованиям настоящего ИР и должны выполняться квалифицированным / аттестованным сварщиком (у поставщиков свай и / или в полевых условиях). Сварка должна соответствовать следующим требования:
- Сертификация/квалификация сварщика (см. IM
468 требований)
- Процедуры сварки
- Качество сварки
- Подготовка швов
- Предварительный нагрев
- Обращение с электродами, их хранение и уход
Исключения:
1. Для ручного щита дуговая сварка металлическим электродом, любой электрод E70 x 8, указанный в утвержденных присадочных металлах можно использовать список.
2. Для дуги с флюсовым сердечником сварки электроды должны соответствовать одному из следующих требований: E71T-8J, E70T-6, E71T-8, E6T8-K6 и/или E71R8-Ni2.
3. Конец свая не требует скоса, если используется предварительно скошенная вершина сваи.
4. Цельная свая точки должны быть прикреплены к свае разделочным швом по всей ширине вдоль снаружи каждого фланца с размером сварного шва в соответствии с таблицей ниже:
ФЛАНЕЦ ТОЛЩИНА | МИНИМАЛЬНЫЙ РАЗМЕР ПАЗОВАЯ СВАРКА | |
л. с. 14 x 117х 102 x 89 х 73 л.с. 12 x 84х 74 х 63 х 53 л.с. 10 x 57х 42 | .805 .705 .615 .505 .685 .610 .515 .435 .565 .420 | 7/16 3/8 3/8 5/16 3/8 3/8 5/16 5/16 5/16 5/16 |
Отрезки стальных свай
Отрезки стальных свай, предназначенные для использования
в проекте должны быть правильно идентифицированы номером плавки, номером проекта и
или какой-либо другой номер(а), чтобы указать проект, из которого он пришел.