
Обратная и прямая полярность при сварке инвертором
Электродуговой способ сварки, в отличие от традиционной газовой, отличается некоторыми особенностями. Одной из самых главных является температура нагрева дуги, которая может достигать 5000С, что значительно превышает температуру плавления какого-либо из существующих металлов. Отчасти этим объясняется большое разнообразие технологий и способов этого вида сварки, позволяющих решить при ее помощи самые различные задачи.Виды сварки
Сварочные аппараты имеют блок выпрямительных диодов. Что создает постоянный ток, это обязательное условие для сварочных полуавтоматических аппаратов, для которых материалом является проволока. Если для аппарата требуются электроды, то это обозначает возможность использования во время работы всех их моделей. А полярность во время сварки – это залог ее качества.
Используя полуавтомат, надо соблюдать полярность подсоединения. Сварка под газовой защитой омедненной проволокой происходит с помощью полярности прямого тока. Фактически это значит:
Фактически это значит:
- на деталь идет плюс;
- на держак идет минус.
Сила тока подается на деталь от проволоки, и она нагревается, в отличие от сварочной проволоки, сильнее. В итоге повышается площадь свариваемого участка. Ему необходим значительный нагрев для образования варочной ванны. Проволока, имеющая меньшее сечение, быстрей плавится и попадает на необходимый участок уже жидкой каплей. Током, который проходит от разных полярностей, увлекается расплавленный материал, получается подходящая ванна для сварки.
Используя полуавтомат без защитной газовой среды, нужно использовать специальную порошковую или флюсовую проволоку. В этом случае изменяется полярность соединения держака и «массы». На «массе» находится минус, а на держаке находится плюс. Температура плавления флюсовой проволоки имеет примерно такое же значение, как и температура плавления металла. Чтобы достичь качественного шва, необходимо, чтобы сгорел флюс. Затем ожидают два таких процесса:
- Появление газообразного облака;
- В среде этого облака и происходит сварка.

Сила тока переходит от минуса к плюсу, и падение жидкой капли металла становится более низким. Именно это обуславливает меньший нагрев металла для сварки. Так как его охлаждение не происходит под защитной газа. Поэтому образование ванны для сварки практически не отличается от сварки в газовой среде. Работа переменным током имеет определенные преимущества. Она не расходится с дугой относительно изначальной оси. А на качество соединения воздействует именно отклонение дуги.
Делая сварку генератором с переменным током, легко заметить: его полярность изменяется циклически. Циклы имеют частоту 50 Герц. Она, повысившись до плюсового напряжения, может снизиться до нуля или упасть до отрицательного уровня. Напряжение меняется с плюса на минус и, наоборот.
Сварка нержавейки и цветных металлов
Во время сварки цветных металлов, в том числе и алюминий, используют специальный вольфрамовый электрод. Причем используют во время инверторной сварки прямую полярность, на электроде находится минус. Этот вид подключения позволяет иметь необходимую температуру в участке нагрева. Это немаловажно для алюминия, потому как сперва нужно преодолеть оксидную пленку, у которой температура плавления значительно больше, в отличие от самого металла.
Этот вид подключения позволяет иметь необходимую температуру в участке нагрева. Это немаловажно для алюминия, потому как сперва нужно преодолеть оксидную пленку, у которой температура плавления значительно больше, в отличие от самого металла.Полярность при сварке напрямую способствует образованию:
- более качественного шва;
- более лучшего проплавления металла, в том числе и из нержавеющей стали;
- более концентрированной узкой электрической дуги.
У процесса также существует и немаловажная экономическая часть. Используя дорогой вольфрамовый электрод меньшего диаметра, попутно добиваются уменьшения газовых затрат. Если же подключить вольфрамовый электрод при сварке в другой полярности, а именно, на держателе – с плюсом, то шов будет не таким глубоким. У данного способа есть свои преимущества. Работая с тонкими пластинами, можно не переживать, что вы прожжете насквозь изделие из нержавейки и цветного металла.
Значительным недостатком является эффект электромагнитного дутья. Образующаяся дуга выходит блуждающей, а шов – не сильно привлекательным и герметичным. Используя переменный ток, необходимо использовать электроды для переменки. Опытные сварщики обычно выбирают постоянный ток. Благодаря ему сварка создает однонаправленный проход электронов. Полярность влияет на качество сварочных работ, в том числе материала из нержавеющей стали.
Образующаяся дуга выходит блуждающей, а шов – не сильно привлекательным и герметичным. Используя переменный ток, необходимо использовать электроды для переменки. Опытные сварщики обычно выбирают постоянный ток. Благодаря ему сварка создает однонаправленный проход электронов. Полярность влияет на качество сварочных работ, в том числе материала из нержавеющей стали.
Сварка прямой полярности
Сварка прямой полярности инвертором получается, если с деталью подключается «плюс» источника тока. Когда подсоединяют электрод, то в этом случае получается обратная полярность. Используя сварочный инвертор, можно самостоятельно установить на нем полярность. Полярность определяет направление передвижения потока электронов. То есть, определяется подсоединением проводов к положительной и отрицательной клеммам. При работе со сваркой обратная полярность обозначает:- на электроде – плюс;
- на «земле» – минус.
Ток переходит от отрицательного контакта к положительному. Именно поэтому электроны переходят на электрод от металла. В результате сильно нагревается окончание электрода. Для классической сварки эффективно используют плюс – на электроде, а минус – на клемме. При прямой полярности сварки предполагается минус – на электроде, плюс – на «земле». Ток перемещается от электрода к изделию. Электрод – холодный, а изделие – горячее. Эта особенность широко используется в особых электродах, которые предназначены для быстрой сварки листов нержавеющей стали.
Именно поэтому электроны переходят на электрод от металла. В результате сильно нагревается окончание электрода. Для классической сварки эффективно используют плюс – на электроде, а минус – на клемме. При прямой полярности сварки предполагается минус – на электроде, плюс – на «земле». Ток перемещается от электрода к изделию. Электрод – холодный, а изделие – горячее. Эта особенность широко используется в особых электродах, которые предназначены для быстрой сварки листов нержавеющей стали.
Важность полярности при сварочных работах
Естественно, что инверторная сварка на переменном токе не зависит, какой установлен зажим трансформатора для соединения изделия и электрода. Но вот постоянным током по сложившейся традиции сваривают несколькими способами. Электрод, подсоединенный к отрицательному полюсу, с прямой полярностью является катодом.В анод, подсоединенное к положительному полюсу, преобразуется изделие. Обратная полярность обозначает, что электрод после подсоединения к положительному полюсу становится анодом. Катод в этом положении – это изделие, подсоединенное к отрицательному полюсу.
Материал изготовления электрода задает параметр дуги между неплавящимися электродами из вольфрама и плавящимися металлическими электродами. Сварочная дуга имеет ряд физических и технологических свойств. От этого практически полностью будет зависеть результат работы дуги. К физическим свойствам относятся:
- кинетические;
- электромагнитные и температурные;
- электрические и световые.
Основные технологические свойства имеют три вида:
- мощность дуги;
- пространственную стойкость;
- саморегулирование.
Промежуток дуги ионизируется во время зажигания дуги, и все время поддерживается при ее горении. В промежутке дуги, как правило, выделяют следующие области:
В промежутке дуги, как правило, выделяют следующие области:
- область разряда дуги;
- анодную;
- катодную.
В области анодов происходит значительное снижение напряжения, вызванное скоплением около электродов заряженных частиц. На поверхности анода и катода начинается появление электродных пятен, которые представляют некий фундамент дугового столба. Через них и прокладывается маршрут тока к сварке.
У сварки есть общий размер дуги, он состоит из суммарных длин 3-х областей. Общее напряжение дуги – это сумма снижений напряжения в каждой части дуги. Зависимость напряжения от размера дуги – это сумма снижения напряжения в прикатодном и прианодном участках. Удельное снижение в дуге напряжения имеет один миллиметр от столба дуги. А основной характеристикой дуги является тепловая мощность нагревательного источника.
Ее эффективность рассчитывается с учетом количества теплоты, вводимой в металл за единицу времен. Тепловая мощность – это часть общей дуговой тепловой мощности, из которой определенная доля тепла уходит непроизводительно:
- на теплоотвод в изделии;
- излучение;
- на прогрев разбрызгивающихся капель.

Технология сварочных работ дугой
Преимущество сварочных работ дугой явны. Сварка отличается по признакам:- по среде, где находится дуговой разряд;
- по типу тока;
- по типу электродов.
Для ремонта кузовов автомобилей широко используется дуговая сварка полуавтоматом в защитной среде газа. Для частного пользования наиболее доступной является дуговая ручная сварка. Она делается плавящимися электродами на переменном или постоянном токах. Это хороший шанс сварить в не заводской обстановке большую часть видов металлов.
Размер между поверхностью основного изделия и дном кратера является глубиной провара или проплавления. Глубина зависит:
- величины сварочного тока;
- от скорости передвижения дуги.
Если размер дуги сварки не больше, чем размер стержня электрода, то эта дуга называется нормальной или короткой. Она гарантирует великолепное качество шва. Дугу, которая имеет большую длину, считают длинной. Очень большое наращивание размера дуги приводит к ухудшению качества сварки. Влияние магнитного поля создает отклонение дуги от заданного направления. Это называется электромагнитным дутьем.
Очень большое наращивание размера дуги приводит к ухудшению качества сварки. Влияние магнитного поля создает отклонение дуги от заданного направления. Это называется электромагнитным дутьем.
Электрод во время процесса передвигается вдоль и поперек сварочного шва в направлении оси, дабы сохранить заданный размер дуги. Ускоренное перемещение электрода приводит к образованию узкого, неровного и неплотного шва. При медленном передвижении есть опасность пережога материала.
Сварочные швы по форме бывают:
- тавровыми;
- нахлесточными;
- стыковыми;
- угловыми.
По длине швы разделяются на сплошные и прерывистые. По пространственному расположению имеют такие разновидности:
- вертикальные;
- потолочные;
- нижние;
- горизонтальные.
Источники питания: трансформатор для сварки, выпрямитель, генератор – при внешнем показателе имеют связь величины нагрузочного тока с напряжением на зажимах выхода. Вольтамперный показатель дуги – это соотношение между напряжением в статическом режиме и током дуги. Внешние показатели сварочных генераторов считаются падающими.
Вольтамперный показатель дуги – это соотношение между напряжением в статическом режиме и током дуги. Внешние показатели сварочных генераторов считаются падающими.
На размеры и форму шва также влияют вид электротока и его полярность. То есть, постоянный ток обратной полярности обеспечивает гораздо большую глубину плавления, чем постоянный ток с прямой полярностью, это объясняется разными количествами тепла, появляющимися на аноде с катодом. От повышения скорости процесса сварки глубина и ширина шва провара снижаются.
Оцените статью: Поделитесь с друзьями!Полярность при сварке предоставляет все возможности качества
Типы сварки
Аппараты для сварки обладают блоком выпрямительных диодов. Это обеспечивает постоянную силу тока, что является непременным условием для сварочных полуавтоматов, материалом для которых служит проволока. Если для аппарата нужны электроды, то это обозначает опцию и возможность применения в процессе работы всех их марок. А полярность при сварке – основа ее качества.
А полярность при сварке – основа ее качества.
Применяя полуавтомат, надо соблюсти полярность подключения. Сварка под защитой газа омедненной проволокой осуществляется при помощи тока прямой полярности. Фактически это означает:
- на держак подается минус;
- на само изделие – плюс.
Сила тока идет на него от проволоки. Изделие нагревается по сравнению со сварочной проволокой сильнее. В результате площадь свариваемого участка увеличивается. Он нуждается в значительном нагреве с целью формирования ванны для сварки. Проволока, которая обладает меньшей площадью, быстро расплавляется. Она попадает в нужное место уже расплавленной каплей. Током, протекающим от минуса к плюсу, увлекается расплавленный материал, образуется подходящая сварочная ванна.
Работая полуавтоматом вне защитной газовой среды, необходимо применять особую флюсовую (порошковую) проволоку. В таком случае меняется полярность подсоединения «массы» и держака. На последнем – плюс, а на «массе» — минус. Температура плавления флюса приблизительно соответствует температуре плавления металла. Чтобы добиться образования качественного шва, нужно, чтоб сгорел флюс. После чего ожидаются два следующих этапа:
На последнем – плюс, а на «массе» — минус. Температура плавления флюса приблизительно соответствует температуре плавления металла. Чтобы добиться образования качественного шва, нужно, чтоб сгорел флюс. После чего ожидаются два следующих этапа:
- Должно появиться газообразное облачко.
- В его среде будет осуществляться процесс сварки.
Сила тока направляется к плюсу от минуса, и падение капли металла оказывается более низким. Как раз это обусловит меньший прогрев металла для сварки. Ведь его охлаждение не производится защитной газовой средой. По этой причине образование сварочной ванны почти не отличается от процесса сварки в среде газа. Сварка переменным током несет с собой свои преимущества. Она не имеет расхождения с дугой относительно первоначальной оси. А на качество шва как раз воздействует отклонение дуги.
Работая с генератором на переменном токе, несложно заметить: полярность его циклически меняется. Циклам присуща частота 50 Гц. Она, поднявшись до плюсового напряжения, может упасть до нуля либо опуститься до отрицательного показателя. Напряжение изменяется от плюса к минусу и наоборот.
Напряжение изменяется от плюса к минусу и наоборот.
Сваривая цветной металл и нержавейку
При сварке цветных металлов, включая алюминий, пользуются особым вольфрамовым электродом. При этом применяют в процессе сварки прямую полярность, минус на электроде. Данный тип подключения дает шанс иметь нужную температуру в зоне нагрева.
Полярность напрямую при сварке способствует получению:
- узкой электрической, более концентрированной дуги;
- более основательного проплавления металла, а также стали из нержавейки;
- более качественного шва.
Есть также у процесса и немаловажная экономическая составляющая. Применяя дорогостоящий электрод из вольфрама меньшего диаметра, можно попутно добиться снижения затрат на газ. Если же подсоединить электрод из вольфрама при сварке в обратной полярности, то есть на держателе – с плюсом, то шов окажется менее глубоким.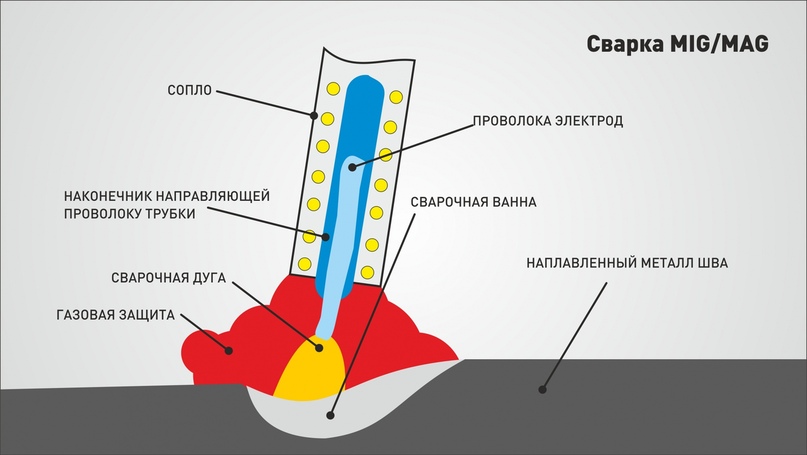 У этого метода имеются свои преимущества. Сваривая тонкие пластины, можно не бояться прожечь насквозь материал из цветного металла и нержавейки.
У этого метода имеются свои преимущества. Сваривая тонкие пластины, можно не бояться прожечь насквозь материал из цветного металла и нержавейки.
Существенным недостатком становится только эффект магнитного дутья. Получающаяся дуга выходит блуждающей, а шов – не очень герметичным и привлекательным. Пользуясь переменным током, нужно применять электроды для переменки. Сварщики, мастера своего дела, применяют постоянный ток. С его помощью сварка образует однонаправленный поток электронов. Полярность обеспечивает качество сварки материала, в том числе нержавейки.
Прямая полярность получается, когда с изделием соединяют «плюс» источника тока. Если соединяют электрод, то тогда налицо обратная полярность. Пользуясь сварочным инвертором, можно самому выбрать на нем полярность. Она определит для сварки направление маршрута для потока электронов. Фактически определяется подключением проводов к отрицательной и положительной клеммам. При сваривании полярность обратная означает:
- на клемме земля – минус;
- на электроде – плюс.

Ток направляется к положительному от отрицательного контакта. По данной причине электроны идут на электрод от металла. В итоге сильно нагревается конец электрода. Для традиционной сварки эффективно применяют минус на клемме, а плюс – на электроде. При сваривании полярность прямая предполагает плюс на клемме земля, минус – на электроде. Ток движется к металлу от электрода. Металл – горячий, а электрод – холодный. Такая особенность нашла применение в особых электродах, предназначенных для ускоренной сварки листов нержавейки.
Особая важность полярности при сварке
Ясно, что сварка на переменном токе не зависит от того, какой выбран зажим трансформатора для присоединения электрода и изделия. А вот постоянным током по давней традиции сваривают одним из двух способов. С прямой полярностью электрод, подключенный к отрицательному полюсу, становится катодом.
В анод превращается изделие, подключенное к положительному полюсу. Обратная полярность означает, что электрод после подключения к положительному полюсу является анодом.
Материал электрода определяет характер дуги между плавящимися электродами из металла и неплавящимися электродами (вольфрамовыми либо угольными). Сварочной дуге присущ ряд как технологических, так и физических свойств. От них почти полностью зависит результат применения при сварке дуги. К свойствам физическим относят:
- световые и электрические;
- температурные и электромагнитные;
- кинетические.
Главные технологические свойства включают три разновидности:
- Саморегулирование.
- Пространственную устойчивость.
- Мощность дуги.
Для поддержки горения дуги надо получить электрически заряженные частицы в пространстве между имеющимися электродами. Эти частицы представляют собой электроны, отрицательные и положительные ионы. Процесс их образования называют ионизацией. Газ, который содержит ионы и электроны, называют ионизированным.
 В дуговом промежутке обычно выделяют такие области:
В дуговом промежутке обычно выделяют такие области:- катодную;
- анодную;
- область дугового разряда (столб дуги).
В анодной области имеет место существенное падение напряжения, которое вызвано скоплением возле электродов заряженных частиц (пространственных зарядов). На поверхности катода и анода происходит образование электродных пятен. Они представляют собой своеобразный фундамент столба дуги. Через них проходит путь тока к сварке. Электронные пятна отличаются яркостью свечения.
Сварка имеет общую длину дуги, которая состоит из суммы длин трех областей. Общее напряжение сварочной дуги образует сумма падений напряжения в каждой из областей дуги. Зависимость напряжения от длины дуги представляет сумму падения напряжения в прианодной и прикатодной областях. Удельное падение в дуге напряжения соотносится с 1 миллиметром столба дуги. А главной характеристикой дуги при сварке считается тепловая мощность источника нагрева.
Ее эффективность определяется количеством теплоты, которое вводится в металл (не исключая нержавейки) за определенную единицу времени и расходуется на его нагрев.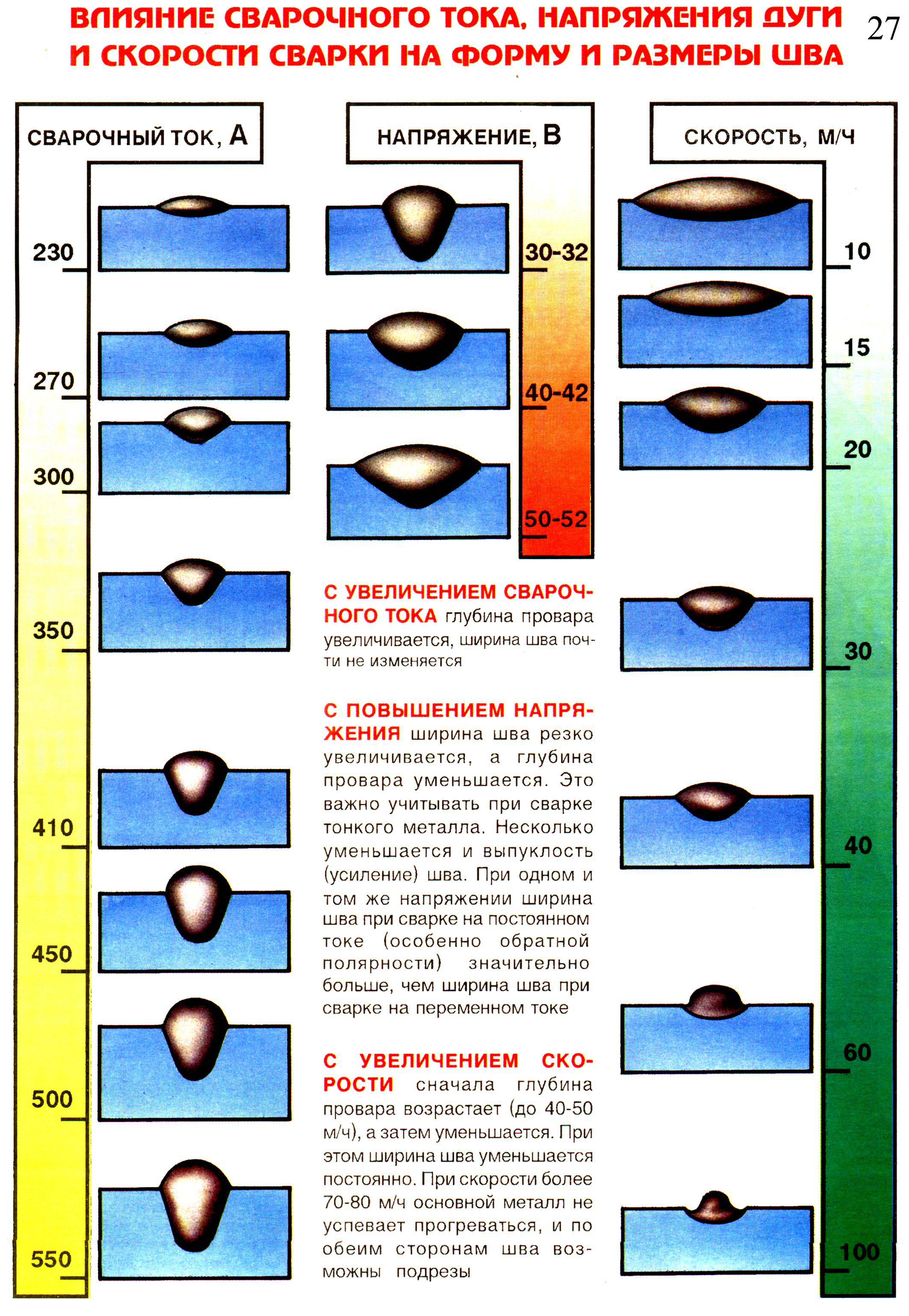 Тепловая мощность – часть совокупной тепловой мощности дуги, из которой небольшая доля теплоты тратится непроизводительно:
Тепловая мощность – часть совокупной тепловой мощности дуги, из которой небольшая доля теплоты тратится непроизводительно:
- на нагрев разбрызгивающихся капель;
- излучение;
- на теплоотвод в металле.
Отношение результативной тепловой мощности источника теплоты к полной является в процессе нагрева коэффициентом полезного действия.
Технология дуговой сварки
Популярность дуговой сварки неоспорима. Она различается по признакам:
- по виду электродов;
- по виду применяемого тока;
- по среде, где имеет место дуговой разряд.
Для ремонта кузовов авто широко применяется дуговая сварка полуавтоматом в газовой защитной среде. Для индивидуального использования самой доступной считается ручная дуговая сварка. Она осуществляется плавящимися электродами на постоянном либо переменном токах. Предоставляет отличный шанс сварить в непроизводственной обстановке большую часть разновидностей сталей, не исключая нержавейки.
Предоставляет отличный шанс сварить в непроизводственной обстановке большую часть разновидностей сталей, не исключая нержавейки.
Расстояние между дном кратера и поверхностью главного металла считается глубиной его проплавления или глубиной провара. Она зависит:
- от скорости перемещения дуги;
- величины тока сварки.
Если длина сварочной дуги не больше, чем диаметр стержня электрода, то дугу называют короткой или нормальной. Она способна гарантировать превосходное качество сварного шва. Дугу, имеющую большую протяженность, считают длинной. Чересчур значительное наращивание длины дуги приводит к снижению качества сварки. Влияние электромагнитного поля приводит к отклонению дуги от намеченного направления. Это явление назвали магнитным дутьем.
Электрод в ходе процесса перемещается поперек и вдоль сварного шва в направлении оси, чтобы сохранить намеченную длину дуги. Ускоренное движение электрода приводит к появлению неплотного, неровного и узкого шва. При замедлении движения появляется опасность пережога металла, в том числе нержавейки. Ширина большого шва не должна превышать 15 миллиметров, ниточного – на два-три миллиметра больше в сравнении с диаметром электрода.
При замедлении движения появляется опасность пережога металла, в том числе нержавейки. Ширина большого шва не должна превышать 15 миллиметров, ниточного – на два-три миллиметра больше в сравнении с диаметром электрода.
- нахлесточными,
- тавровыми,
- угловыми,
- стыковыми.
По протяженности швы делятся на прерывистые и сплошные. По пространственному положению они имеют четыре разновидности:
- Потолочные.
- Вертикальные.
- Горизонтальные.
- Нижние.
Источники питания: генератор, выпрямитель, сварочный трансформатор – при внешней характеристике представляют связь величины тока нагрузки с напряжением на выходных зажимах. Вольтамперная характеристика дуги – это зависимость между током дуги и напряжением в статическом режиме. Внешние характеристики генераторов для сварки считаются падающими.
Длина дуги определяется напряжением. Напряжение будет выше, если сварочная дуга длинней. Равное изменение длины дуги (падение напряжения) означает, что при различной внешней характеристике источника изменение тока при сварке неодинаково. Лучше характеристика – значит, длина сварочной дуги оказывает меньшее влияние на ток для сварки.
Равное изменение длины дуги (падение напряжения) означает, что при различной внешней характеристике источника изменение тока при сварке неодинаково. Лучше характеристика – значит, длина сварочной дуги оказывает меньшее влияние на ток для сварки.
Применение порошковой проволоки для сварки без газа
Ряд требований, предъявляемых к использованию порошковой проволоки для сварки без газа, сводится к правильному манипулированию сварщика электродом. Перемещение электрода должно быть максимально равномерным. Электрод должен передвигаться поступательно при сварке тонких листов металла. Если требуется сваривать толстые листы, то необходимо осуществление поперечных движений. Манипуляции сварщика электродом производятся в зависимости от его усмотрения.
Схема полуавтоматической сварки проволокой без газа.
Какие требования следует выполнять, применяя порошковую проволоку?
Сварщик способен двигать электродом вперед, ставить его в положение перпендикулярно по отношению рабочей поверхности, уводить сварочный элемент назад. Выбор угла наклона производится в интервале от 5 до 20 градусов. Необходимо следить за диаметром сварной ванны, который должен составлять около 30 мм. Вышеизложенные условия требований являются обобщенными.
Выбор угла наклона производится в интервале от 5 до 20 градусов. Необходимо следить за диаметром сварной ванны, который должен составлять около 30 мм. Вышеизложенные условия требований являются обобщенными.
Полярность проволоки при сварке полуавтоматом без газа: без газа (обратная полярность) и с газом (прямая полярность).
Для каждого вида соединений металлических конструкций, например таких, как тавровое или угловое либо другие, предполагается наличие иных требований. В процессе сварочных работ обязательно берут во внимание и вид металла, необходимый в условиях сварки.
без газа (обратная полярность) и с газом (прямая полярность).
Поскольку осуществление ручной сварки с применением покрытых электродов может быть наиболее востребованным, то при создании шва осуществляется не только визуальный контроль, но и подача расплавленной проволоки вместе со специальными защитными материалами на участок сварки.
Все эти качества присущи технологии сварки с использованием порошковой проволоки, не уступающей процессу сварки за счет флюса либо специального газа, который является защитным.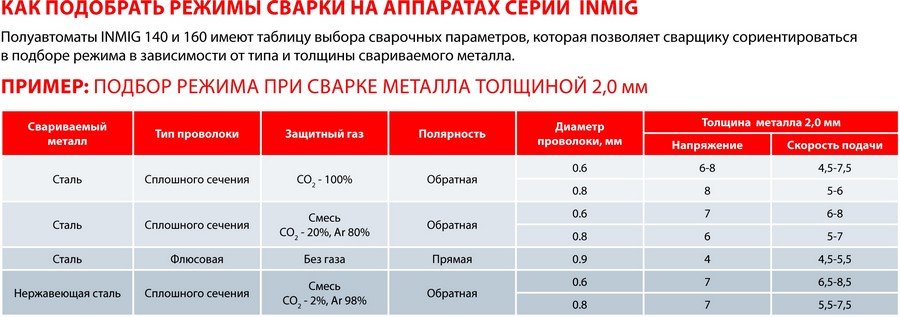
Флюсовая сварка вызывает сложности при наличии преимуществ, связанных с выбором направления использования электродов. Вместе с тем осуществляется сварка за счет инертных газов, что может повлечь выход из-под контроля качества по причине влияния сквозняков либо ветров.
Вернуться к оглавлению
Как применяют порошковую проволоку при сварочных работах без газа?
Проволока для сварки порошкового типа, имеющая электрод, включающий оболочку из металла, содержит сердечник порошковый. Оболочка выполняется с применением холоднокатаной ленты, имеющей особую мягкость.
Различия в составе порошкового сердечника зависят от того, какое предназначение имеет проволока. Здесь можно отметить необходимость применения железного порошка рутилового и флюоритового концентрата, газо- и шлакообразующих присадок, а также защитных. В основном компоненты, которые входят в сердечник, являются диэлектрическими.
Сварка осуществляется таким же способом, как и проведение сварочных работ с помощью электрода. Защитную оболочку из металла следует расплавить за счет сварного тока. Раскаленный металл, а также наличие электрической дуги позволяет расплавить материал сердечника. При выполнении многослойной сварки производят очистку рабочих поверхностей от отложений шлаков предыдущего слоя перед покрытием новым слоем.
Защитную оболочку из металла следует расплавить за счет сварного тока. Раскаленный металл, а также наличие электрической дуги позволяет расплавить материал сердечника. При выполнении многослойной сварки производят очистку рабочих поверхностей от отложений шлаков предыдущего слоя перед покрытием новым слоем.
Схема устройства сварочного полуавтомата.
Производить сварочные работы с применением стандартных электродов не всегда является удобным. Все зависит от того, где расположено место проведения работ. Особенно трудно осуществлять сварку в условиях высоты и открытой местности. Признаки определенного дискомфорта становятся препятствием при формировании качественного соединения. Именно для обеспечения удобных условий в процессе сварки и создания качественного шва осуществлялась разработка расходного материала, который и представляет собой порошковую проволоку. С ее применением может быть выполнена сварка без создания специальных условий и газовой среды.
Данный материал применяют при соединении различных сталей, которые могут быть как низколегированными, так и низкоуглеродистыми. Различается два его вида, которые применяются для простой и особой сварки. Проволока с особым назначением включает разные виды, которые позволяют:
Различается два его вида, которые применяются для простой и особой сварки. Проволока с особым назначением включает разные виды, которые позволяют:
- принудительно сформировать шов;
- осуществлять сварку под водой;
- производить сварку автоматически.
Вернуться к оглавлению
Какую конструкцию имеет проволока стальная порошковая?
Порошковая стальная проволока – это электрод, стальная оболочка которого заполнена набором защитных, деоксидирующих и шлакообразующих присадок. Важный компонент материала – это порошок железный, марка которого определяет уровень его содержания в общем объеме.
Содержание рутила с концентратом флюорита составляет до 60%. Выбор присадок осуществляется с учетом содержания важных веществ в процентах. Характеристики присадок и их область использования должны полностью соответствовать характеристикам электрода для сварки.
Таблица режимов сварки полуавтоматом.
Порошковая проволока может отличаться присутствием компонентов, обеспечивающих стабильность дуги даже без условий газовой среды. Она имеет конструкцию, которую отличает минимальный набор оборудования, а условия ее применения исключают использование редуктора, газовых баллонов и т.д. Если расплавка сердечника из стали происходит достаточно быстро, то это связано с наличием повышенного электрического сопротивления. При этом формирование качественного шва происходит за достаточно небольшой интервал времени.
Она имеет конструкцию, которую отличает минимальный набор оборудования, а условия ее применения исключают использование редуктора, газовых баллонов и т.д. Если расплавка сердечника из стали происходит достаточно быстро, то это связано с наличием повышенного электрического сопротивления. При этом формирование качественного шва происходит за достаточно небольшой интервал времени.
Порошковая проволока имеет преимущества, позволяющие применять ее, не нанося вред глазам, даже в том случае, если они не защищены специальными средствами. Соединение не вызывает разбрызгивания металла, оно получается ровным и качественным. При выполнении сварочных работ необходим тщательный контроль. Производителями рекомендуются определенные режимы сварки, которые очень важно соблюдать.
Вернуться к оглавлению
Как используется газозащитная и самозащитная проволока?
Порошковую проволоку газозащитного типа используют для сварки на автоматах и полуавтоматах. Сварку производят при наличии инертного газа. Среди важных характеристик порошковой газозащитной проволоки выделяют:
Среди важных характеристик порошковой газозащитной проволоки выделяют:
- разбрызгивание в малых количествах;
- невысокую степень пористости;
- легкость при отделении шлаков.
Материал для сварки самозащитного типа применяется для различных работ на открытом участке. Сердечник содержит необходимые защитные элементы. Вместе с тем в процессе проведения сварочных работ пользоваться инертным газом не обязательно.
Удобство сварки за счет порошковой проволоки самозащитного типа сводится к отсутствию необходимости в дополнительном оборудовании. Благодаря этому устройству для сварки придается компактная форма конструкции. Порошковую проволоку реализуют по цене, зависящей от ее размеров, назначения и т.д.
Вернуться к оглавлению
Как правильно проводится сварка порошковой проволокой без газа?
Формы оболочек порошковой проволоки.
Специфика конструкции самозащитной проволоки позволяет вести сварочные работы в положении снизу. Для некоторых случаев сварку проводят вертикально.
Объяснением этому является соответствующий объем ванны для сварки. Какая-либо модель данного материала может быть выбрана согласно ее характеристикам, в соответствии с режимом работы оборудования для сварки.
Важным преимуществом является возможность применения такой проволоки с целью создания шва в конструкции из определенной марки стали.
В целом процесс сварки не связан с образованием шлака в большом количестве, поры при этом полностью отсутствуют.
Порошковая проволока является оптимальным вариантом, позволяющим осуществлять работу на открытом воздухе.
Влияние сквозняков и ветра является незначительным для создания качественного соединения. Вместе с тем параметры создаваемых швов за счет порошковой проволоки уступают качественным характеристикам таких видов сварки, как газовая либо электродная.
Осуществление выбора порошковой проволоки связано с тем, что учитываются не только ее технические характеристики, но и размер диаметра, который должен быть не меньше 2,3 мм. Если изделие имеет меньшее сечение, то оно применяется с целью соединения металлических конструкций с наименьшей толщиной.
Если изделие имеет меньшее сечение, то оно применяется с целью соединения металлических конструкций с наименьшей толщиной.
Для проведения сварочных работ обычно применяют специальный сварочный аппарат, который является шланговым автоматом или полуавтоматом, предусматривающим отсек для мотка с проволокой.
Ее крепление осуществляется с использованием фиксатора в рукоятке, а подача проволоки осуществляется за счет специального шланга. Это позволяет поддерживать стабильную дугу и полностью расплавить содержимое сердечника.
Полуавтомат сварочный DGM PROMIG-252E (220В; MIG/MAG/FLUX; евроразъем; смена полярности)
Подробности
Профессиональный сварочный аппарат для сварки MIG/MAG/FLUX методами сварки, устройство предназначено для работы в автомобильных сервисах, сварки автомобильной стали и проведения ремонтных работ листового металла. Полуавтомат сварочный DGM PROMIG-252E разработан на IGBT — транзисторах высокого качества. MIG горелка быстросъемного типа обеспечивает быструю и удобную смену данного элемента. Легкая и простая настройка параметров сварки, обеспечивается удобными элементами.
Легкая и простая настройка параметров сварки, обеспечивается удобными элементами.
Аппарат работает в двух режимах:
1. MIG — полуавтоматическая сварка проволокой в среде защитного газа.
В нашем интернет магазине вы сможете купить аппарат для полуавтоматической сварки проволокой торговой марки DGM по самой низкой цене в Нижнем Новгороде, мы предлагаем доставку по городу и области, отправку во все регионы России.
Преимущества сварочного аппарата DGM PROMIG-252E:
- Сварочная горелка с евроразъемом в комплекте
- кабель смены полярности для сварки в среде защитных газов или порошковой проволокой FLUX
- максимальный размер катушки с проволокой — 5кг/200мм
- складная ручка для переноски
Комплект поставки сварочного аппарата:
- Сварочный полуавтомат DGM PROMIG-252E;
- Горелка сварочная MIG — 3 метра;
- Клемма заземления — 1,2 метра;
- Щиток сварщика;
- Щетка для удаления шлака;
- Руководство по эксплуатации
Бесплатная Доставкаω,
Оплата при получении товараφ!!!
Полуавтомат сварочный DGM PROMIG-252E вы можете заказать на сайте или по телефонам:
тел: 8(831)596-13-27
сот: 8(958)549-16-26
Отдел ЗапЧастей
сот: 8(903)052-07-07
Пн-вс: 9:00-18:00 звоните
* Компания-производитель оставляет за собой право на изменение комплектации и места производства товара без уведомления дилеров!Указанная информация не является публичной офертой
φ действует в Нижегородской обл.
ω действует в г. Нижним Новгороде и г. Бор
Сварочный профессиональный полуавтомат Корунд ПДГ-203 для сварки постоянным током обратной полярности.
Профессиональный сварочный полуавтомат ПДГ203 «Корунд» предназначен для дуговой сварки металлических конструкций из низкоуглеродистых и низколегированных и коррозионно-стойких сталей сварочной проволокой типа Св-08Г2С-0 в среде СО2, его смесях и в среде аргона.
Сварка осуществляется постоянным током обратной полярности.
Достоинства ПДГ-203 «Корунд»:
— привод подачи проволоки фирмы Tbi с точной регулировкой прижима ролика;
— 7 ступеней сварочного напряжения;
— выпрямительный блок «SCOMES» (Италия) с запасом по мощности (240 А) и пневмоклапан «CAMOZZI» обеспечивают высокую надежность работы полуавтомата;
— мощный силовой трансформатор обеспечивает стабильное горение дуги, в т.ч. на малых токах;
— термозащита обеспечивает отключение схемы при перегреве;
— защита от короткого замыкания;
— тележка на поворотных колёсах с площадкой под баллон.
Область применения:
Мелкосерийное производство металлоконструкций из листа и лёгкого профиля, профессиональный кузовной ремонт, требующий качества с преимущественным использованием проволоки 0,8-1,0 мм.
Технические характеристики полуавтомата ПДГ-203 «Корунд»:
|
Комплект поставки
|
Прямая и обратная полярность сварочных электродов
При проведении сварки с использованием электротока прямой полярности на свариваемый материал через сварочный выпрямитель направляется плюсовой заряд. Кабель, предназначенный для подачи электротока, подключается через плюсовую клемму на сварочном аппарате с металлической деталью, которую необходимо сварить.
Кабель, предназначенный для подачи электротока, подключается через плюсовую клемму на сварочном аппарате с металлической деталью, которую необходимо сварить.
На сварочный электрод посредством электродержателя направляется минусовой заряд, который соответственно соединяется кабелем с клеммой, имеющей отрицательный заряд.
Напомним, что положительный полюс или анод обладает более высокой температурой, чем на отрицательном полюсе или катоде. В следствие этого электроток прямой полярности используется, если нужно:
- разрезать конструкцию из металла;
- сварить толстостенные детали и изделия;
- провести другие работы, для выполнения которых необходимы высокие температуры.
Именно высокая температура является главным критерием и основной особенностью данного вида сварки.
Чтобы провести сварку электротоком обратной полярности, нужно подключить сварочный аппарат и электрод наоборот. То есть материал, который нужно сварить, подключается к минусу, а электрод — к плюсу.
При таком подключении высокая температура поступает на сварочный электрод. Поверхность конструкции нагревается меньше. С помощью такого подхода сокращается риск того, что будет прожжён металл. Поэтому такая «деликатная» сварка необходима для сваривания:
- тонких металлических листов;
- нержавейки;
- легированной стали;
- металлов, которые нельзя перегревать.
Обратная полярность также применяется тогда, когда проводится электродуговая сварка с газовой защитой и под флюсом.
Общими моментами при том и другом типе сварки являются следующие:
- учёт полярности электродов позволяет сделать аккуратный шов и уменьшить разбрызгивание металла, потому что полярность электротока не изменяется на протяжении всей работы;
- анод и катод греются по-разному, что имеет значение при использовании плавящегося электрода, в зависимости от того, какой способ будет выбран, потребуется разное количество наплавляемого металла;
- чтобы не повредить микроразрядами поверхность конструкции в тех местах, где она подсоединяется к кабелю с отрицательным и положительным зарядом, необходимо надёжно зафиксировать металл в прижимной струбцине.

Знание этих особенностей позволяет проводить сварочные работы более качественно, грамотно выбирая сварочные электроды.
Зачем менять полярность при сварке: простым языком
На сегодняшний день сварочные инверторы практически полностью заменили с рынка другие типы сварочных аппаратов, ранее использовавшиеся в ходе сварочных работ: выпрямители тока, генераторы и сварочные трансформаторы. Подобные устройства были достаточно громоздкие, тяжеловесные и проблематичные в транспортировке. Инверторы, в свою очередь, обладают рядом неоспоримых преимуществ таких как минимальный вес устройства, относительно недорогая цена, высокое качество сварки, простота в эксплуатации.
Устройства типа инвертор позволяют не только выполнять сварку масштабах производства, но и решать любые сварочные задачи на бытовом уровне. Работать на сварочном инверторе может не только профессионал своего дела, но даже начинающий, имея небольшой багаж знаний и минимальный опыт в сварочных работах.
Также одним из основных достоинств сварки инвероторным аппаратом можно считать его универсальность: при сварке используются электроды с постоянным электротоком и с током переменным. Обладая довольно широким спектром настроек тока на выходе можно решать различные задачи от сварки металла минимальной толщины до выполнения сложных работ связанных с резкой металла в несколько слоев. Рассмотрим основные виды полярности электрического тока и их применение в решении различных сварочных задач.
Что означает прямая полярность
Для того чтобы добиться качественного шва во время сварки различных сталей, важно знать, какая полярность подходит под материал, который нужно обработать. Общая суть сварки инвертором состоит в том, что у аппарата должны быть гнезда «+» и «-«. В зависимости от того, к какому гнезду будет подключаться масса, а к какому — электрод, и будет зависеть полярность.
Прямая полярность подключается таким образом: к плюсовому гнезду добавляют массу, а к минусовому — электрод.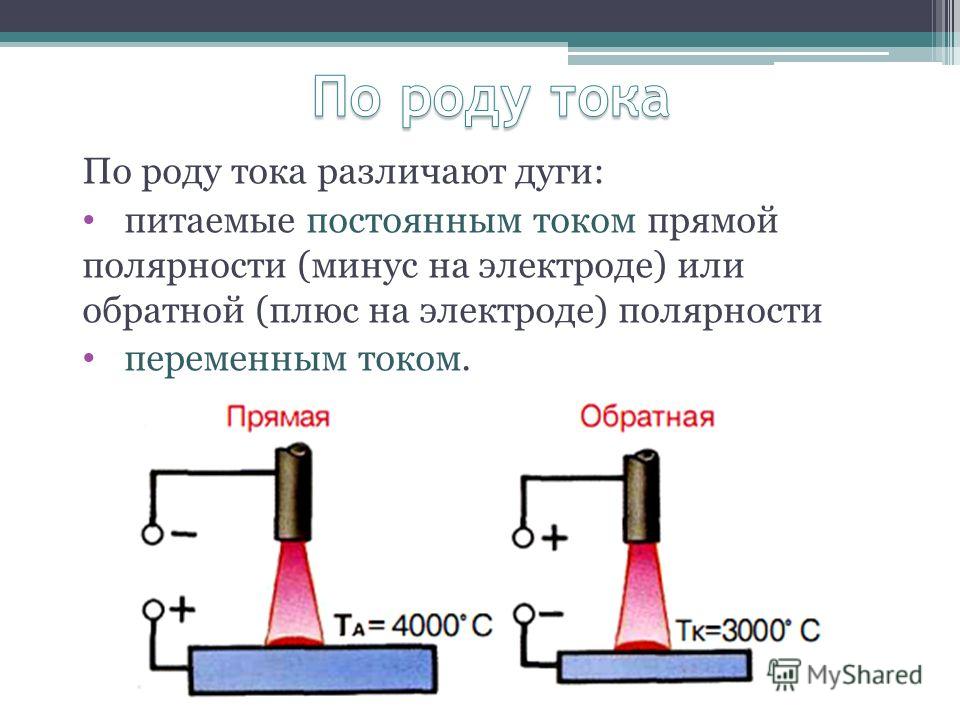 Тут важно знать, что род и полярность тока будет обусловлена существованием анодного и катодного пятна. Во время наличия прямой полярности при сварке анодное пятно, которое является более горячим, будет образовываться на стороне заготовки.
Тут важно знать, что род и полярность тока будет обусловлена существованием анодного и катодного пятна. Во время наличия прямой полярности при сварке анодное пятно, которое является более горячим, будет образовываться на стороне заготовки.
Что означает обратная полярность
При обратной полярности логично, что подключение массы и электрода меняют местами. То есть к плюсовому гнезду подключают электрод, а к минусовому гнезду — массу. Здесь нужно понимать, что при подключении гнезд таким образом анодное пятно также будет образовываться, однако оно появится не на стороне заготовки, а на противоположной от нее, то есть на электроде.
Здесь нужно понимать, что при подключении гнезд таким образом анодное пятно также будет образовываться, однако оно появится не на стороне заготовки, а на противоположной от нее, то есть на электроде.
Важное замечание! Подключение полярности вручную осуществляется лишь при сварке инвертором, то есть при наличии постоянного тока. При осуществлении этого же процесса, но на переменном токе смена полярности осуществляется до сотни раз за секунду самостоятельно. Поэтому способ подключения не имеет значения.
Как можно было заметить, отличие прямой и обратной полярности при сварке инвертором заключается в том, что анодное пятно будет образовываться в разных местах.
Прямая и обратная полярность при сварке
Принцип работы сварки с прямой полярностью подразумевает следующий алгоритм: ток от сварочного инвертора попадает на обрабатываемую деталь под положительным зарядом, в свою очередь клемма аппарата со знаком «плюс» соединяется с поверхностью металла с помощью специального кабеля. Заряд со знаком «минус» подается через электродержатель на электрод, который подключается к минусовой клемме. Это обеспечивает максимальный нагрев обрабатываемой детали при минимальном накаливании электрода. Подобный тип подачи тока рекомендуется для сварки изделий с толстыми краями, скрепление нескольких металлических пластин, а также часто используется профессионалами для резки по металлу.
Полезно знать: Если стоит задача получить идеальный, аккуратный шов без большого количества брызг от обрабатываемого изделия из металла обычно используется применение постоянного тока. Это происходит из-за отсутствия частой смены полярности при сварке. В остальных случаях в основном применяется переменный электроток по причине своей экономности в отличии от тока постоянного.
При сварке обратной полярности инвертором необходимо выполнить противоположные действия. На обрабатываемую поверхность металлической детали подается заряд со знаком «минус» от минусовой клеммы. В свою очередь, на электрод направляется заряд со знаком «плюс» от плюсовой клеммы. При таком подключении максимальные нагрев образуется на электроде, а обрабатываемая поверхность металла нагревается минимально. Такой тип полярности позволяет проводить так называемую «деликатную» сварку, так как в процессе сварки с помощью обратной полярности нивелирует вероятность «прожога» металла, что является наиболее актуальным с тонколистными металлами, сплавами, реагирующими на перегревание, а также с нержавеющей, легированной сталью.
В свою очередь, на электрод направляется заряд со знаком «плюс» от плюсовой клеммы. При таком подключении максимальные нагрев образуется на электроде, а обрабатываемая поверхность металла нагревается минимально. Такой тип полярности позволяет проводить так называемую «деликатную» сварку, так как в процессе сварки с помощью обратной полярности нивелирует вероятность «прожога» металла, что является наиболее актуальным с тонколистными металлами, сплавами, реагирующими на перегревание, а также с нержавеющей, легированной сталью.
Обратите внимание: чтобы предотвратить вероятность прожигания металла в ходе сварки профессионалы в сварочном деле советуют применять прижимную струбцину, которая позволяет крепко фиксировать обрабатываемые листы металла и делать процесс сварки более простым и удобным.
Критерий выбора полярности
При смене подключения специалист меняет место концентрации нагрева, перенося его либо на заготовку, либо на сам электрод. Здесь важно знать, что за нагрев отвечает гнездо с плюсом, а значит, при прямом подключении максимальная температура будет наблюдаться на сварочном шве. При обратном подключении максимальная температура уходит на разогрев расходного элемента. Зная эту особенность, можно самостоятельно выбирать схему подключения, исходя из такого параметра, как толщина материала. Выбор между прямой и обратной полярностью при сварке будет сильно зависеть от толщины металлического изделия. Если этот параметр имеет среднее или высокое значение, то лучше всего прибегнуть к прямой полярности. Это объясняется тем, что сильный нагрев заготовки обеспечит более глубокий шов, что, в свою очередь, повысит и качество сварного шва. Прямая полярность также используется при необходимости отрезать куски металла. И, напротив, при сваривании менее тонких металлических заготовок рекомендуется использовать обратное подключение, так как материал не будет сильно перегреваться, а вот электрод станет плавиться гораздо быстрее.
При обратном подключении максимальная температура уходит на разогрев расходного элемента. Зная эту особенность, можно самостоятельно выбирать схему подключения, исходя из такого параметра, как толщина материала. Выбор между прямой и обратной полярностью при сварке будет сильно зависеть от толщины металлического изделия. Если этот параметр имеет среднее или высокое значение, то лучше всего прибегнуть к прямой полярности. Это объясняется тем, что сильный нагрев заготовки обеспечит более глубокий шов, что, в свою очередь, повысит и качество сварного шва. Прямая полярность также используется при необходимости отрезать куски металла. И, напротив, при сваривании менее тонких металлических заготовок рекомендуется использовать обратное подключение, так как материал не будет сильно перегреваться, а вот электрод станет плавиться гораздо быстрее.
Выбор полярности
Давайте еще немного времени уделим правильному выбору полярности. Помимо самого металла важно учесть и электроды или проволоку, которую вы используете в работе. Выбор прямой или работа на обратной полярности при сварке зависит от типа покрытия. Если вы работаете угольным электродом, то подключение обратным способом нежелательно, поскольку такие стержни быстро разрушаются при перегреве. Если вы используете проволоку, которая не имеет никакого покрытия вовсе, то она без проблем расплавится и при прямой полярности, но при использовании с переменным током она даже не нагреется.
Также на выбор полярности влияет то, какой шов вы хотите сделать, какие у него должны быть размеры и форма. При работе с постоянкой и обратной направленностью швы хорошо проплавлены, сварное соединение узкое и неглубокое, поскольку процесс сварки длится недолго из-за высоких температур.
Тип металла
Прямая и обратная полярность при сварке будет также зависеть от типа металлического изделия, которое необходимо обработать. Важно понимать, что возможность самостоятельно изменять тип подключения сказывается на эффективности работы с разного рода заготовками. В качестве примера можно привести сварку нержавеющей стали или же чугуна. При работе с такими материалами лучше всего использовать обратную полярность, при которой удастся избежать сильного перегрева сырья, что избавит от создания тугоплавкого сварного соединения. А вот, к примеру, для работы с таким типом металла, как алюминий, лучше всего использовать прямую полярность при сварке. Так как при малом нагреве пробиться через оксилы этого сырья будет очень и очень сложно. Чаще всего к каждому материалу имеется рекомендация, в которой прописано, каким типом полярности лучше обрабатывать эту заготовку.
В качестве примера можно привести сварку нержавеющей стали или же чугуна. При работе с такими материалами лучше всего использовать обратную полярность, при которой удастся избежать сильного перегрева сырья, что избавит от создания тугоплавкого сварного соединения. А вот, к примеру, для работы с таким типом металла, как алюминий, лучше всего использовать прямую полярность при сварке. Так как при малом нагреве пробиться через оксилы этого сырья будет очень и очень сложно. Чаще всего к каждому материалу имеется рекомендация, в которой прописано, каким типом полярности лучше обрабатывать эту заготовку.
Чем обусловлен выбор полярности
Изменяя тип подключения, можно сконцентрировать нагрев или на свариваемой детали или на электроде (перемещая анодное пятно). За нагрев отвечает плюсовое гнездо, поэтому при прямом подключении, когда плюс присоединен к металлу наблюдается больший нагрев сварного соединения, а при обратной полярности больше греется электрод.
Рекомендуем! Как заварить глушитель холодной или электросваркой
Благодаря этой особенности мы можем выбирать схему подключения исходя из:
- Толщины металла.
 Если мы свариваем толстые детали или средней толщины, то подойдет прямое подключение, при котором тепло, сконцентрированное на изделии поможет получить более глубокий шов и качественный провар. Также этот вид подключения подходит для отрезания металлов различной толщины. Тонкие металлы лучше всего сваривать при обратной полярности, концентрируя большую часть тепла на электроде. Таким образом деталь не будет поддаваться перегреву, а сам электрод будет плавиться быстрей.
Если мы свариваем толстые детали или средней толщины, то подойдет прямое подключение, при котором тепло, сконцентрированное на изделии поможет получить более глубокий шов и качественный провар. Также этот вид подключения подходит для отрезания металлов различной толщины. Тонкие металлы лучше всего сваривать при обратной полярности, концентрируя большую часть тепла на электроде. Таким образом деталь не будет поддаваться перегреву, а сам электрод будет плавиться быстрей. - Типа металла. Возможность изменять локализацию теплового пятна помогает подобрать наиболее эффективные схемы работы для различных металлов. К примеру, если мы варим нержавеющие стали или чугун, то необходимо обратное подключение, помогающее избежать перегрева сплава и формирования тугоплавких соединений. Для алюминия необходимо прямое подключение иначе пробиться через окислы будет очень сложно. Перед началом работ внимательно изучите рекомендации по настройки аппарата к конкретному сплаву.
- Типа электрода или проволоки.
 Как и металлы, электроды имеют свои особенности температурных режимов, в большей степени связанных с типом флюса. К примеру, для работы с угольными электродами нельзя использовать обратную полярность иначе флюс перегреется и электрод придет в негодность. Чтобы подобрать настройку, подходящую для вашего электрода смотрите на тип проволоки и флюса или воспользуйтесь рекомендациями производителя. Говоря о проволоках для полуавтоматов, то они тоже имеют рекомендации, относительно подключения минуса и плюса аппарата.
Как и металлы, электроды имеют свои особенности температурных режимов, в большей степени связанных с типом флюса. К примеру, для работы с угольными электродами нельзя использовать обратную полярность иначе флюс перегреется и электрод придет в негодность. Чтобы подобрать настройку, подходящую для вашего электрода смотрите на тип проволоки и флюса или воспользуйтесь рекомендациями производителя. Говоря о проволоках для полуавтоматов, то они тоже имеют рекомендации, относительно подключения минуса и плюса аппарата.
Теперь вы знаете, что может повлиять на настройки подключения. Бывают случаи, когда металл требует одних, а электрод совсем других настроек. В таких случаях следует искать компромиссы, подстраивая силу тока и рабочие циклы.
Запомните! Тип подключения не зависит от пространственного положения.
Типы электрода и проволоки
Еще одна очень важная деталь, которую необходимо учитывать при сварке инвертором прямой полярности или же обратной, — это тип электрода, который, так же как и металл, имеет свои характеристики при разных температурных режимах. Чаще всего параметры связаны с типом флюса, используемого в основе расходного материала. Допустим, имеется электрод угольного типа. Использовать обратное подключение для работы с таким элементом нельзя, так как слишком большой нагрев расходника такого типа перегреет флюс и товар придет в полную негодность. Можно использовать лишь сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.
Чаще всего параметры связаны с типом флюса, используемого в основе расходного материала. Допустим, имеется электрод угольного типа. Использовать обратное подключение для работы с таким элементом нельзя, так как слишком большой нагрев расходника такого типа перегреет флюс и товар придет в полную негодность. Можно использовать лишь сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.
Свойства прямой полярности
Вполне очевидно, что имеются свои плюсы при сварке прямой и обратной полярностью. Если говорить о первом типе подключения, то можно выделить следующие пункты:
- полученный сварной шов будет достаточно глубоким, но при этом довольно узким;
- используется при сварке большинства металлических заготовок, толщина которых выше чем 3 мм;
- осуществлять сварку, к примеру, цветной стали можно лишь при наличии вольфрамового электрода, а также при прямом подключении инвертора;
- прямая полярность при сварке металлов также отличается более стабильной дугой, что, в свою очередь, обеспечивает более высокое качество сварного шва;
- при использовании прямого подключения строго запрещается применять электроды, которые подходят для сварки переменным током;
- прямая полярность также отлично зарекомендовала себя в резке металлических заготовок.
Особенности сварки током прямой полярности
Прямая полярность при работе с постоянным током имеет ряд особенностей. Некоторые из них, мы уже перечислили, на остальные стоит обратить особое внимание:
- сварной шов получается глубоким, но достаточно узким.
- подходит для большинства сталей, толщиной от 3-х мм.
- цветные металлы с применением вольфрамового стержня варятся только прямой полярностью.
- характеризуется стабильной дугой и как следствие – более качественным швом.
- запрещено использовать электроды для сварочных аппаратов переменного тока.
- лучше подходит для резки металла.
Рекомендуем! Как варить полуавтоматом без газа
Свойства обратной полярности
Также как прямая полярность при сварке имеет свои сильные и слабые стороны, обратное подключение тоже можно охарактеризовать некоторыми свойствами:
- Если использовать сварку с постоянным током, но сделать обратное подключение, то в результате шов получится не слишком глубоким, но очень широким.
- Наилучшее качество шва достигается лишь при работе с металлами, имеющими малую толщину, если применять обратную полярность для сварки толстого сырья, то качество шва будет слишком неудовлетворительным.
- При сварке на обратном подключении строго запрещается использовать электроды, которые нельзя перегревать.
- Если сила тока значительно уменьшается, то сильно будет ухудшаться и качество шва из-за того, что дуга начнет «скакать».
- Так как обратная полярность чаще всего используется для сварки высоколегированных сталей, то необходимо руководствоваться не только правилами сварки инвертором, а еще и учитывать требования металла к длительности рабочего цикла, а также к процессу остывания металла.
Особенности сварки током обратной полярности
Как и прямая, обратная полярность при сварке инвертором имеет ряд особенностей, зная которые вы сможете избежать ряда ошибок, свойственных новичкам. Стоит выделить такие особенности:
- при сварке постоянным током на обратной полярности шов получается менее глубоким, но более широким
- отлично подходит для сваривания тонких металлов и средней толщины. При работе с толстыми заготовками качество шва резко снижается.
- запрещено работать обратной полярностью с электродами, чувствительными к перегреву.
- при низких токах наблюдается значительное снижение качества сварного шва из-за скачущей дуги.
- помимо обратного подключения, для работы с высоколегированными сталями следует строго придерживаться рекомендаций о рабочем цикле и остывании заготовки.
Смена полярностей
После того как человек детально изучит особенности сварки при прямой полярности, а также при обратной становится довольно просто отвечать на вопрос, зачем же ее менять. Если коротко подвести итоги, то можно сказать следующее:
Использование прямой полярности оправдано в случаях большой толщины металла. Также этот тип подключения оправдывается в том случае, если происходит сварка цветного металла: латунь, медь, алюминий. Наиболее важно обратить свое внимание на работу с алюминием, так как его оксидная пленка имеет огромное значение температуры плавки, которая сильно превышает температуру плавления самого сырья. Другими словами, можно сказать, что прямая полярность при сварке — это грубая обработка и соединение конструкции.
Обратное подключение же, в свою очередь, используется для работы с тонкими сталями. Кроме этого ее применяют при обработке высоколегированной или нержавеющей стали. Эти материалы плохо переносят перегрев, а потому использовать плавку с высокой температурой нельзя. То есть работа на обратном подключении считается более тонкой.
Из этого можно сделать вывод, что ответом на вопрос, зачем менять полярность при сварке электродами, станет то, что от этого зависит качество сварного шва, а также работоспособность самого расходника, так как не все электроды можно подключить обратным способом.
Урок 2 — Общие процессы электродуговой сварки
Урок 2 — Общие процессы электродуговой сварки © АВТОРСКИЕ ПРАВА 1998 УРОК ГРУППЫ ЭСАБ, ИНК. II ПРИЛОЖЕНИЕ УРОК II — ГЛОССАРИЙ УСЛОВИЯ Arc Удар — Отклонение направления сварочной дуги, вызванной магнитными полями в заготовка при сварке прямым Текущий. Прямой Полярность — Условия сварки при электрод подключен к отрицательный терминал и работа связана с положительным клемма источника сварочного тока.Обеспечить регресс Полярность — Условия сварки при электрод подключен к положительный терминал и работа связана с отрицательным клемма источника сварочного тока. Шлак — хрупкая масса, образующаяся над сварным швом на сварных швах с покрытием электроды, порошковые электроды, сварка под флюсом и производство другого шлака сварочные процессы. Сварные швы, выполненные газовой дугой и процессы газовой вольфрамовой дуговой сварки не содержат шлаков.Руководство по эксплуатации Дуговая сварка — Сварка с покрытием электрод, на котором рука оператора регулирует скорость движения и скорость подачи электрода в дугу. Полуавтоматический Сварка — Сварка непрерывным сплошная проволока или электрод с флюсовым сердечником, где подача проволоки скорость, расход защитного газа и напряжение задаются на оборудовании, и оператор ведет руку держали сварочный пистолет вдоль свариваемого стыка. Шлак Включение — Дефект сварного шва, где шлак захватывается металлом сварного шва, прежде чем он сможет всплыть к поверхность.Корень Пройти начальный проход в многопроходном сварном шве, обычно требующий 100% проплавления. Порошковая сварочная проволока, полярность
Порошковая сварочная проволока — Главная | Facebook
Порошковая сварочная проволока.225 лайков · 2 об этом говорят. Мы являемся профессиональным экспортером сварочной проволоки с флюсовой сердцевиной и сварочной проволоки различных типов. AWS A5.20 E70T-5 Введение: E70T-5 — это разновидность порошковой сварочной проволоки в среде защитных газов для низкоуглеродистой стали и сварочных материалов
— MIG и порошковая проволока
> Сварочные материалы
Порошковые сварочные материалы Производитель и поставщики проволоки в Индии -…
Порошковая проволока, специально разработанная для всех позиционных сварок, обеспечивает качество металла сварного шва радиографическим методом с низким содержанием водорода.Это дает высокую скорость наплавки. Стабильная дуга. Низкие потери на разбрызгивание и легкое удаление шлака. Подходит для сварки низкоуглеродистых и низкоуглеродистых сталей.
Китайская высококачественная порошковая сварочная проволока E71t…
Китайская высококачественная порошковая сварочная проволока E71t-1c / 1m, Подробная информация о китайской сварочной проволоке с флюсовым сердечником, проволоке с флюсовым сердечником от высококачественной порошковой сварочной проволоки E71t-1c / 1m — ANHUI ARTS & CRAFTS IMP & EXP CO., LTD.
Сварочная проволока для сварки MIG и сердечником — Grainger Industrial…
Здесь вы также найдете сварочную проволоку с флюсовой сердцевиной (FCAW).Приобретите в Grainger сварочную проволоку для сварки MIG и сердечника с флюсовым сердечником, которая поможет вам выполнить работу правильно. Наши отраслевые эксперты могут помочь вам найти подходящее сварочное оборудование и готовы ответить на ваши вопросы круглосуточно и без выходных.
Порошковая сварочная проволока
Порошковая сварочная проволока (FCAW) используется для сварки конструкций из углеродистой и низколегированной конструкционной стали с пределом прочности на разрыв выше или равным 490 МПа. AWS E71T8-Ni1-J применяется в ситуации, когда высокая пластичность и элементарный никель — это
Основы сварки порошковой экранированной проволокой — Todayz News
Перед началом сварочных работ убедитесь, что все ваше оборудование находится в хорошем качестве и находится в рабочем состоянии. условие для работы.Отрегулируйте натяжение катушки с проволокой и убедитесь, что вы установили полярность для правильной работы электрода. При порошковой сварке мы используем более мягкую проволоку.
Qingdao Tensileweld Welding Consumables Co., Ltd. -…
Qingdao Tensileweld Welding Consumables Co., Ltd., специалисты по производству и экспорту СВАРОЧНЫХ ЭЛЕКТРОДОВ, СВАРОЧНЫХ ПРОВОДОВ и еще 485 продуктов. A…
Дуговая сварка порошковой проволокой — Wikipedia
Дуговая сварка порошковой проволокой (FCAW или FCA) — это полуавтоматический или автоматический процесс дуговой сварки.Для FCAW требуется расходуемый трубчатый электрод с непрерывной подачей, содержащий флюс и постоянное напряжение или, реже, источник постоянного тока для сварки. Порошковая сварочная проволока
| Интернет-магазин — Сварочный магазин
Сварочная проволока для порошковых сварочных аппаратов. Все диаметры. Лучшие бренды. Хобарт, Линкольн Электрик, Синий Демон. Онлайн магазин. Бесплатная доставка при заказе от 75 $. Обслуживание клиентов в связи с COVID-19).
Порошковая проволока (FCAW) -SOREX WELDING CO., LTD.
Так называемая порошковая проволока — это сварочные материалы для высокоэффективной сварки.Этот высокоэффективный сварочный материал может применяться в полуавтоматических или полностью автоматических сварочных местах и широко применяется в стальных конструкциях (фабриках), судостроении (верфях), механическом оборудовании и сосудах высокого давления и в различных отраслях промышленности.
Сварочные стержни и проволока — порошковая проволока
Самозащитная порошковая проволока, предназначенная для однопроходной угловой сварки и сварки внахлест на оцинкованной или углеродистой стали толщиной до 20 калибра без прожога. Безгазовая проволока E71T-GS обычно используется в небольших портативных сварочных аппаратах на 110 В, обеспечивая плавное действие дуги с очень небольшим разбрызгиванием.
China All Position Welding Aws A5.36 Self Shielded Flux…
China All Position Welding Aws A5.36 Самозащитные порошковые сварочные проволоки, Подробная информация о Китайской сварочной проволоке с флюсовой сердцевиной, порошковой проволоке E71t-1c для сварки во всех позициях Aws A5.36 Самозащитные порошковые сварочные проволоки — LEADER WIRE INDUSTRY
Mig Welding — Flux Wire — The Trout Underground
Регулировка скорости подачи проволоки с помощью горелки типа Tweco Работает при стандартном токе 110 В, рабочий цикл 20% при 80 А Автоматическая термическая обработка предохранительный выключатель предотвращает возможность перегрузки. Удобство использования без газа — используется сварочная проволока из порошковой стали. Сварочная проволока толщиной 18 ga.лист
Amazon.uk: порошковая сварочная проволока
Сварочная проволока для безгазовой сварки MIG 0,035 дюйма (0,9 мм) без газовой сварки E71T-GS / E71T-11 £ 27,99 £ 27. 99 БЕСПЛАТНАЯ доставка Dirty Pro Tools Gasless Mig Welding Проволока 0,8 мм 0,45 кг каждая (всего 0,9 кг) 2 кожуха и 5 наконечников горелки Проволока с сердечником 0,8 мм 97
Advanced Welding Supply Company Inc. — GMAW против FCAW
Дуговая сварка порошковой проволокой (FCAW) определяется по Американское сварочное общество, или также называемое порошковым, отличается тем, что оно использует проволоку, которая содержит флюсовый материал в своей сердцевине, который при сгорании под действием тепла дуги выделяет защитные газы и проволока из нержавеющей стали
с порошковым флюсом.
Ознакомьтесь с нашим ассортиментом продукции из проволоки из нержавеющей стали с флюсовой сердцевиной.К ним относятся проволока с флюсовым сердечником E308HT1-1 / 4 из нержавеющей стали, проволока с флюсовым сердечником E317LT1-1 / 4 из нержавеющей стали, порошковая проволока E347T1-1 / 4 из нержавеющей стали…
Порошковая проволока Ресурсы и изделия | WIA
Порошковая проволока Порошковая проволока Анализ пригодности порошковой проволоки для сварки> Внедрение новой сварочной проволоки может обеспечить производительность, повышение качества и многое другое> 0 ошибок при проведении сварочных работ
Дуговая сварка порошковой проволокой ( FCAW) Провода | BOC Gas
Проволока для дуговой сварки под флюсом (FCAW) Проволока для дуговой сварки FCAW (порошковая сварочная проволока) от BOC доступна в широком ассортименте, который подходит для ваших сварочных приложений, включая проволоку с защитным газом и самозащитную проволоку.Купите провода FCAW онлайн в BOC сегодня.
Руководство для начинающих по дуговой сварке порошковой проволокой | …
Электроды для дуговой сварки под флюсом Электроды, или присадочная проволока, используемые в FCAW, полностью отличаются от сварки MIG. Основное отличие заключается в том, что электроды имеют полый центр, заполненный флюсом. Флюс — это то, что защищает зону сварки от воздуха и является основным элементом
Kobelco Welding of America Inc.
Порошковая проволока для углеродистой стали (самозащитная) FAMILIARC TM OW-S50H E70T-7 FAMILIARC TM OW-S50P E71T-8 h26 Порошковая проволока для углеродистой стали FAMILIARC TM MX-A70C6LF E70C-6M Порошковая проволока для низколегированных сталей TRUSTARC TM DW-81B2 TM TM
Порошковая сварка под флюсом (FCAW ) Процесс — основные части,…
Введение Дуговая сварка порошковой проволокой (FCAW) — это полуавтоматический или автоматический процесс дуговой сварки.Для этого требуется трубчатый электрод с непрерывной подачей, содержащий флюс, и источник постоянного тока для сварки. То есть FCAW использует трубчатую проволоку, заполненную флюсом.
Проволока с флюсовым сердечником — Сварка
8 FabCO XL-525 ПРОВОЛОКА С ФЛЮСОВОЙ ЖЕЛЕЗОЙ ПРОВОЛОЧНОЙ ПРОВОЛОКИ FC ПРОЧНЫЙ ПРОВОД С ФЛЮСОВОЙ ЖЕЛЕЗОЙ ВСЕПОЗИЦИОННОЙ СВАРКИ ДЛЯ СВАРКИ СЛАБЫХ И УГЛЕРОДНЫХ СТАЛЕЙ, ОСОБЕННО ПРИ ХОРОШЕМ УДАРЕ, КОТОРЫЙ ВОЗМОЖЕТ ОТКАЗЫВАТЬСЯ.
Оптимизация порошковой сварки с учетом новых…
1/8/2007 · Сварка порошковой проволокой — чрезвычайно эффективный процесс и подходит для многих областей применения, но новое оборудование и технологии могут помочь оптимизировать и разместить больше деталей в ковше в конце день.Добавление двойного питателя, переключение на больший порошковый электрод, использование двух разных электродов или добавление усовершенствованной системы multi-MIG может облегчить вашу жизнь и снизить затраты для вас и ваших порошковых проволок
(газ) — Hobart Brothers Performance…
Паспорт безопасности при сварке Где купить продукты Алюминий-MIG / TIG порошковая проволока (газ) Порошковая проволока (самонаводящаяся) Бесшовная проволока MEGAFIL® для твердосплавной наплавки Проволока с металлическим сердечником (газ) Сплошная проволока Нержавеющие стержневые электроды погружные Доплата за дуговые сплавы (U.S
Проволока для безгазовой сварки с флюсовой сердцевиной E71T GS без газа или…
Дешевая сварочная проволока, купить напрямую у поставщиков из Китая: Проволока для безгазовой сварки E71T-GS без газа или сварочная проволока MIG ER70S-6 0,6 / 0,8 / 0,9 мм 1 кг Материал для сварки стали 2 Характеристики проволоки: MIG Wire ER70S-6, необходим защитный газ: AWS A5.18 ER70S-6 (SG2
Дуговая сварка порошковой проволокой (FCAW) — BLUESHIELD
Сварка в любом положении проволокой с сердечником из флюса во всех положениях работает быстрее и проще, чем проволока с металлическим сердечником, поскольку проволока с металлическим сердечником не требует удаления шлака после сварки.Проволока с металлическим сердечником, как правило, имеет более низкое содержание водорода в металле сварного шва, чем проволока с флюсовым сердечником, и поэтому должна быть менее склонна к растрескиванию при сварке стали, чувствительной к растрескиванию.
FCAW или дуговая сварка порошковой проволокой — изучение основных методов сварки, настроек машины, типов электродов, газов и подготовки стыков для керамической подложки.
Что такое сварка порошковой проволокой?
Дуговая сварка сердечником под флюсом была представлена в 1950-х годах. Технически внедрение этого процесса не было новым.Это был просто электрод нового типа, который можно использовать в сварочном аппарате MIG. Дуговая сварка порошковой проволокой — это процесс, аналогичный сварке MIG. Оба процесса используют непрерывную подачу проволоки и аналогичное оборудование. Источник питания для FCAW и сварочного аппарата MIG — это один и тот же аппарат. Оба они считаются полуавтоматическими процессами и имеют очень высокую производительность.
Разница между сваркой MIG и сваркой FCAW заключается в покрытии шлака. На этом снимке вы можете увидеть, как шлак отслаивается сам по себе.В чем разница между сваркой FCAW и MIG?
Основное различие между дуговой сваркой порошковой проволокой и сваркой MIG заключается в том, как электрод защищен от воздуха.Дуговая сварка порошковой проволокой, как следует из названия, имеет полую проволоку с флюсом в центре, похожую на леденцы под названием «пикси-палочки». Как видно из названия, «Flux Core». Основное различие между сваркой MIG и дуговой сваркой с флюсовым сердечником заключается в том, что FCAW экранирует сердечник из флюса, что позволяет оператору выполнять сварку на открытом воздухе в ветреную погоду. Это как сварочный электрод SMAW, вывернутый наизнанку! Сварка MIG получает защиту от баллона с газом, который имеет серьезные недостатки при сварке на открытом воздухе или на сквозняках.Источник питания
MIG, который можно использовать для сварки проволокой FCAW. Это система подачи проволоки Miller, которая используется для дуговой сварки порошковой проволокой на открытом воздухе в ветреную и дождливую погоду.Сколько времени нужно, чтобы научиться дуговой сварке порошковой проволокой?
Если вы уже знаете, как выполнять сварку методом MIG и можете выполнять сварку прилипанием во всех положениях, все, что вам нужно, — это несколько часов практики, чтобы освоить сварку FCAW. Я практиковался буквально 2 часа и прошел сертификацию по дуговой сварке порошковой проволокой 3G.
Насколько быстрее выполняется дуговая сварка порошковой проволокой?
Дуговая сварка порошковой проволокой — самый производительный из процессов ручной сварки! Если сравнивать сварку MIG с дуговой сваркой с флюсовым сердечником, то можно увидеть огромный разрыв в производстве по количеству сварных швов в час.Сварщик MIG обычно может производить от 5 до 8 фунтов сварного шва в час, по сравнению с сварщиком FCAW, набивающим 25 плюс фунтов сварного шва в час. Кроме того, сварка сердечника флюсом позволяет сваривать пластины размером 1/2 дюйма за один проход с полным проплавлением с обеих сторон. По этой причине дуговая сварка под флюсом в основном используется в судостроительной промышленности. Корабли сделаны из толстого листа и требуют бесконечного количества сварочных работ. Сварка сердечником под флюсом позволяет получать высококачественные сварные швы, быстро и даже в ветреную погоду.Сварка
FCAW использовалась в проекте волнового дефлектора Oasis of the Sea. Мы выполняли сварку так быстро, как могли, круглосуточно, потому что у нас было всего 72 часа на выполнение проекта, а дуговая сварка порошковой проволокой — это то, что мы использовали для большинства сварных швов. Корабль высотой более 25 этажей (253 фута над водой) был самым большим в мире в то время.Что можно сваривать методом FCAW?
Сварка электродами с флюсовым сердечником имеет ряд серьезных недостатков, когда речь идет о свариваемости металлов. До сих пор дуговая сварка порошковой проволокой была усовершенствована для большинства углеродистых сталей, чугуна, сплавов на основе никеля и некоторых нержавеющих сталей.К сожалению, нельзя сваривать большинство цветных экзотических металлов, в том числе алюминий. С другой стороны, для большинства любителей флюсовый сердечник может быть отличным выбором для обычных гаражных работ, потому что при использовании в сварочном аппарате MIG для некоторых электродов не требуется защитный газ. Сварка
FCAW на низкоуглеродистой стали, приваривающая большой зазор в резервуаре для воды. Сварочный шов легко заполнил зазор в 1 дюйм, и это было сделано за полчаса.Как работает дуговая сварка порошковой проволокой?
Дуговая сварка порошковой проволокой, как и сварка MIG, требует трех основных ингредиентов: электричества, присадочного металла и защиты от воздуха.Как и сварка MIG, сварка сердечником под флюсом заключается в непрерывной подаче электрода к стыку. Сначала сварщик нажимает на спусковой крючок, а затем механизм подачи проволоки начинает подавать электрод к стыку, при этом электрод электрически заряжается. Как только электрод попадает в металлическое соединение, возникает короткое замыкание и нагрев электрода до тех пор, пока он не начнет плавиться. Как только электрод начинает плавиться, начинает плавиться и металл, а затем они оба начинают образовывать лужу.Эта лужа одновременно расплавляет сердечник флюса, создавая защиту от воздуха, и в то же время образует шлак, который защищает сварной шов от загрязнения.
В чем разница между самозащитой FCAW и двойной защитой?
Дуговая сварка порошковой проволокой бывает двух видов защиты. Первое отличие заключается в самом электроде, это трубчатая проволока с защитным порошком в центре. Технически это называется «самозащитой» или иногда называется «внутренний экран».Второй — электрод того же типа, но с добавлением другого ингредиента. В дополнение к защите сердечника из флюса используется баллон с газом. Технический термин для этого — «Двойной щит». В случае двойного экранирования у вас есть порошковый флюс в центре электрода и внешний защитный газ, защищающий зону сварного шва.
FCAW Тип напряжения — Полярность сварки — Источник питания
Источник питания для сварки с флюсовой сердцевиной также является источником питания для сварки MIG, это один и тот же аппарат.Это «Источник постоянного напряжения». Источники питания постоянного напряжения поддерживают напряжение на одном уровне или на том же уровне. В отличие от сварочного аппарата TIG или Stick, который поддерживает постоянную силу тока. В сварочном аппарате с флюсовой сердцевиной сила тока изменяется в зависимости от скорости подачи проволоки. Чем быстрее подается проволока, тем больше контакт у электрода, что приводит к увеличению силы тока и тепла.
Используемый тип напряжения — постоянный ток постоянного тока, подобный типу тока, вырабатываемого батареей. Полярность, используемая при промышленной дуговой сварке сердечником из флюса, обычно является положительной (+) электродом постоянного тока.Это означает, что ручка является положительной стороной цепи, или электричество течет от металла к сварочной ручке. Это типично, когда используются электроды большего размера. При сварке электродами меньшего диаметра и листовыми металлами полярность меняется на электрод постоянного тока (-) отрицательный.
Основное различие между сварочными аппаратами FCAW и MIG заключается в том, что источники питания для дуговой сварки с флюсовой сердцевиной доступны с гораздо большей мощностью! По сути, это очень мощные сварщики MIG! Некоторые аппараты для дуговой сварки сердечником с флюсовым сердечником способны работать при очень высокой температуре, более 1000 ампер! Вот где они оставляют сварку MIG в пыли для производства.
ESAB ORIGO 652 Промышленный источник питания для сварки толстого листа. Эти блоки питания свариваются так сильно, что кожаные перчатки начинают скручиваться.Какой защитный газ используется для дуговой сварки порошковой проволокой?
При сварке «самозащитным» электродом защитный газ не требуется. Самозащитные электроды хорошо работают на ветру и прожигают прокатную окалину, ржавчину и все остальное, поэтому защитный газ не требуется.
В случае использования двойной защиты с порошковым электродом выбор защитных газов ограничен.Возможны следующие варианты:
- CO2 — диоксид углерода
- Ar — аргон
- CO2 / Ar — смесь двух
- Ar / Ox (кислород) — смесь двух
Характеристики сварочного шва в среде защитного газа CO2 на двойной защите FCAW
CO2 сам по себе дает самый глубокопроникающий сварной шов, но имеет некоторые недостатки. Механические свойства сварного шва не самые лучшие из-за того, что флюс в проволоке вступает в реакцию с защитным газом.Другими недостатками являются то, что он производит много брызг, а дуга жесткая и не такая стабильная, как могла бы быть.
Характеристики сварки аргоном в защитном газе с двойной защитой FCAW
Аргон сам по себе также может сваривать порошковым электродом, но, как и CO2, он неблагоприятно реагирует с флюсом. И аргон, и углекислый газ могут обеспечить приличный вид сварного шва, если они используются сами по себе. То, как выглядит сварной шов, и его собственное качество — это две разные истории.
Характеристики сварочного шва защитного газа C25 на двойной защите FCAW
Наиболее распространенные газы, используемые для сварки FCAW с двойной защитой, представляют собой смесь двуокиси углерода и аргона или аргона и кислорода.Самым популярным является C25 / 25% двуокиси углерода и 75% аргона. Этот газ создает стабильную дугу, меньше брызг и позволяет распылать металл в большей степени. Я недавно использовал эту смесь, когда проходил сертификацию по дуговой сварке порошковой проволокой 3G. В некоторых других случаях можно использовать смесь аргона и кислорода. Кислород в небольших количествах стабилизирует сварочную дугу и улучшает механические свойства сварного шва.
В конечном счете, при использовании двойного экрана лучше всего прочитать рекомендации производителя электродов или спросить у поставщика газа подходящий газ.
Какие типы электродов можно использовать с FCAW?
Электроды, используемые для порошковой сварки, визуально почти не отличаются от электродов для сварки MIG. Разница в том, что порошковые электроды бывают трубчатыми или полыми с флюсом в центре. Сварочные электроды MIG — цельнометаллические.
Порошковые электроды бывают стандартных размеров. Некоторые из них такого же размера, что и большинство сварочных электродов MIG, но другие сопоставимы с толщиной сварочного электрода.Вот некоторые из наиболее популярных размеров для стандартных промышленных применений:
Как и у большинства электродов, на катушке имеется стандартный классификационный код или код обозначения. Чтобы лучше понять классификации, важно знать некоторые основы о том, где различаются коды классификации.
Довольно распространенным сварочным электродом с флюсовой сердцевиной является «E71T-1» . Как и все электроды, цифры и буквы что-то означают. Идентификационные определения следующие:
Этикетка электрода с сердечником из флюса 71T-1- E — Подставки для электрода.
- 7 — Стенды для минимальной прочности на разрыв. В данном случае это 70 000 фунтов прочности на разрыв на квадратный дюйм сварного шва. Это число рассчитывается путем добавления к нему четырех нулей.
- 1 — Обозначает положение, в котором можно приваривать этот электрод. Имеется только два обозначения: «0» для плоской и горизонтальной сварки, затем «1» для сварки во всех положениях.
- T — Штативы для трубчатого электрода.Когда используется «T», всегда предполагается, что это электрод с флюсовым сердечником.
- 1 — Последнее — обозначение типа экранирующего флюса.
Следует отметить, что все порошковые электроды следует хранить в сухом месте. В противном случае возможно скопление влаги, что приведет к серьезным дефектам сварного шва.
Что вызывает червоточины, следы и пористость в FCAW?
Одной из наиболее распространенных проблем при использовании проволоки для дуговой сварки порошковой проволокой является пористость, червячные отверстия и червячные следы.Причина этих дефектов — неправильное хранение электрода. Электрод собирает влагу внутри проволоки, и когда сварщик начинает сварку, он создает червоточины, пористость и червячные следы. Чтобы исправить это, отрежьте минимум 10 футов от электрода, а затем начните сварку. Чтобы избежать этих проблем, электрод необходимо хранить в сухом месте или во влагонепроницаемом пакете.
Следы червоточин и пористость сварных швов FCAW вызваны влажностью электрода.Типы переноса порошковой сварки
При сварке порошковым электродом используются два типа переноса металла! Типы переноса — Распылительный перенос и Глобальный.Перенос распылением является наиболее часто используемым. Как видно из названия, металл от электрода нагревается до такой степени, что буквально распыляет присадочный металл на стык. Шаровидный перенос нагревает электрод до такой степени, что частицы металла капают с электрода на сварное соединение. Что разделяет два типа передачи, так это настройки напряжения, скорость подачи проволоки и используемые газы, если таковые имеются.
Как подготовить сварное соединение для FCAW?
Подготовка стыков для сердечника из флюса не так критична, как при сварке MIG.FCAW обычно прожигает прокатную окалину и мелкую ржавчину. Во многих случаях, когда металл разрезается горелкой, его можно сваривать как есть, без дополнительной очистки. Для судостроительной отрасли это огромная экономия затрат на рабочую силу. В дополнение к легкой подготовке шва, стыки со скошенной канавкой могут быть уже для металлов ½ дюйма или тоньше, и их можно сваривать за один проход с полным проваром с обеих сторон.
Как сваривать с керамической подкладкой?
Обычно используются в судостроении, многие стыки свариваются с одной стороны с помощью керамической подкладочной ленты.Керамическая подкладочная лента — это открытый корневой шов, который очень легко сделать. Керамическая подкладочная лента похожа на форму для заливки металла, но в этом случае электрод заполняет эту форму. Использование керамической подкладочной ленты обеспечивает полную подготовку шва и превосходное качество сварки. Это, в свою очередь, дает полный контроль над формой и проплавлением обратной стороны сварного шва.
Это керамическая подкладочная лента. Это набор керамических плиток, которые образуют форму сварного шва, и он прикреплен к высокотемпературной алюминиевой ленте, которая наклеивается прямо на сварное соединение.Это передняя часть керамической подкладочной ленты, показывающая форму сварного шва. Белая бумага по бокам снимается, и вы приклеиваете ее к задней части открытого корневого сварного шва. Это обратная сторона керамической подкладочной ленты, прижатая к обратной стороне корневой стороны сварного шва. Все, что вам нужно сделать, это очистить бумагу и прижать ленту на место.После завершения сварки керамическую ленту просто отклеивают и выбрасывают. Хорошая идея использования керамической подкладочной ленты заключается в том, что это похоже на сварку стыкового соединения с открытым корнем, но требует гораздо меньше навыков! На фотографиях ниже я впервые использовал керамическую подкладочную ленту на сварном шве 3G.Уловка использования керамической подкладочной ленты заключается в том, чтобы вдавить в стык как можно больше сварного шва. Нет проблем с чрезмерным проникновением, и в худшем случае размер лужи увеличивается. Это действительно просто, пока держишь дугу в луже!
Так выглядит керамическая подкладочная лента с точки зрения сварщика. Поскольку подкладочная лента не удерживает пластины, сварной шов необходимо закрепить другим способом. Вот керамическая подкладочная лента, отслоившаяся после завершения сварки. Плитки все еще на месте, и вы просто сбиваете их.Корневой провар корня при дуговой сварке порошковой проволокой, оставленный керамической подкладочной лентой.Как настроить станок FCAW?
Это таблица настроек MillerMatic 250 FCAW. В нем дается базовое руководство по настройке сварочного аппарата в зависимости от размера электрода и защитного газа.При настройке аппарата для дуговой сварки порошковой проволокой нет простого ответа! Основы настройки порошковой машины такие же, как и при сварке MIG. На некоторых сварочных аппаратах, таких как Millermatic 250, на внутренней панели есть таблица настроек сварочного аппарата.Изображение слева — это внутренняя панель Millermatic 250, на которой показаны рекомендуемые настройки напряжения и скорости подачи проволоки для диапазона толщины металла. Как показано на рисунке, есть два основных ингредиента: настройки напряжения и скорость подачи проволоки. Настройка напряжения контролирует напряжение, и при их выборе лучше всего использовать электроды, рекомендованные производителем напряжения. При выборе диапазона напряжений его определяют два фактора: размер электрода и толщина металла.После этого вы можете точно настроить параметры до уровня комфорта. Настройка скорости подачи проволоки — это то, что контролирует силу тока и, во многих случаях, тип передачи. Чем быстрее проволока подаётся к стыку, тем больший контакт имеет проволока, а это увеличивает силу тока. В большинстве случаев вы хотите, чтобы звук сварного шва имел быстрое и глубокое потрескивание. Это очень важно при сварке над головой! Верхнее положение требует, чтобы скорость подачи проволоки была достаточно быстрой, чтобы избежать образования шариков. Если на конце электрода начнут формироваться шарики, вы вскоре обнаружите, что сопло наполняется брызгами, и, скорее всего, вы обнаружите, что некоторые из этих брызг обжигают вас!
Это MillerMatic 211, и все, что вам нужно сделать, это повернуть циферблат в соответствии с толщиной металла, и вам не нужно ничего настраивать.Вышеупомянутый станок — это MillerMatic 211, и для новых станков требуется только установить циферблат на нужную толщину металла и поиграть с ними. Новые машины становится очень легко настраивать, но всегда полезно знать, как правильно настроить свою машину.
Как настроить защитный газ для FCAW с двойным экраном?
C25 — наиболее распространенный сварочный газ, используемый для сварки Dual Shield FCAW. Это комбинация 75% аргона и 25% газа двуокиси углерода.Иногда есть третий ингредиент, когда порошковый электрод представляет собой электрод с двойным экраном.Это расход защитного газа. Это зависит от типа используемой проволоки, размера чашки и ветреных условий. В моем сертификате 3G FCAW Welding я использовал около 30 CFH в классе. Но в других случаях при сварке на сквозняке мне приходилось достигать 60 CFH на газе.
Как преобразовать сварочный аппарат MIG на FCAW?
Если используемый сварочный аппарат является сварочным аппаратом MIG; ролики необходимо заменить на нужный размер. В дополнение к правильному размеру роликов, настройки натяжения роликов не должны быть слишком сильными.В противном случае электрод раздавится роликами и вызовет проблемы со сваркой.
Замена роликов на MillerMatic 350P для дуговой сварки порошковой проволокой.При настройке натяжения роликов они должны быть достаточно свободными, чтобы ролики могли легко проскальзывать при остановке проволоки. С другой стороны, натяжение должно быть достаточно сильным, чтобы проволока подавалась к стыку, не нарушая скорость проволоки, обеспечивая стабильную дугу. Не забудьте насадку, насадку и лайнер (при необходимости).
Замена роликов на FCAW.Методы дуговой сварки порошковым электродом
Перед тем, как приступить к сварке порошковым электродом, сначала необходимо узнать обозначение на этикетке. Помните, что у электродов с флюсовым сердечником есть два обозначения положения. Во-первых, это «0», и это ТОЛЬКО для плоской и горизонтальной сварки! Второе обозначение «1» предназначено для сварки во всех положениях! Всегда знайте, для чего предназначен электрод.
FCAW очень похож на сварку MIG, когда дело касается техники сварки! Основное отличие заключается в том, как выглядит лужа, и в том, что сварные швы покрыты флюсом, как при сварке штангой.
Задняя рука против сварки передним ходом
Первое, что нужно учитывать, это то, нужно ли вам выполнять сварку слева или справа. Любая техника может использоваться для любой позиции, и помните, что это всего лишь рекомендации !
Брызги сварочного шва — серьезная проблема при FCAW, и сварщик должен знать, как не мешать сварке. Сопло показывает, насколько большие брызги.Сварка тыльной стороной — это когда ручку сварщика тянут, как ручного сварщика. При сварке сердечником из флюса в плоском и горизонтальном положениях обычно применяется техника обратной руки.Единственный другой раз, когда вы можете захотеть использовать технику тыльной стороны, — это сварка в положении 4G. Причина в том, чтобы избежать брызг на себя. Я попробовал сварить шов с канавкой в верхнем положении, используя технику форхэнда, и быстро обжегся несколькими искрами, попавшими в мою кожу. На изображении выше показаны брызги, полученные соплом при сварке в верхнем положении, это типично и неизбежно. Обратной стороной ручной сварки является то, что сварочную лужу немного труднее увидеть.Также при сварке над головой установка аппарата должна быть безупречной! Если у вас меньше опыта, вы можете обнаружить, что свариваете чудеса из сварного шва, даже не подозревая об этом. Вы обычно сосредотачиваетесь на размере сварочной ванны за кратером, как при ручной сварке. Этот метод обеспечивает очень глубокий, высокий и узкий сварной шов.
Сварка FCAW с использованием стрингера.На этом рисунке выше я сделал сварной шов в положении 4G, хотя техника обратной руки дает высокий сварной шов, они выглядят почти так, как если бы он был сварен в плоском положении.Метод переднего хода — это когда сварочная рукоятка толкается в направлении движения. Этот метод обычно используется для более тонких металлов, в вертикальном направлении вверх и для угловых сварных швов над головой (4F). Метод переда также хорошо работает в плоском или горизонтальном положении. Такой способ передвижения позволяет легко увидеть сварочную лужу. Это позволяет лучше видеть сварной шов, и вероятность отклонения шва маловероятна. Обратной стороной этого метода является то, что разбрызгивание иногда может стать чрезмерным, если угол перемещения неправильный.
Насколько должен выступать электрод FCAW?
Сварка Пористая Дуговая сварка порошковой проволокойПри FCAW удлинение или вылет электрода больше по сравнению со сваркой MIG. Сварка MIG требует, чтобы удлинение электрода было обычно дюйма или меньше; иначе защитный газ не будет работать. При двойном экранировании вылет или меньше действительно во многих ситуациях. При FCAW с самоэкранированным электродом удлинение должно составлять около ¾ дюйма или более, в зависимости от типа и стороны электрода.Во многих случаях дополнительный вылет электрода предварительно нагревает электрод. Это, в свою очередь, помогает высушить флюс внутри проволоки и предотвращает загрязнение сварного шва большей частью влаги, которую флюс мог поглотить при хранении. На рисунке справа показан сварной шов сердечника из флюса, выполненный на металлоломе, с небольшим вылетом и небольшим количеством влаги в проволоке, что приводит к пористости сварного шва.
Когда дело доходит до сварки сердечником из флюса, нет простых ответов. Большинство методов такие же, как и для всех сварочных процессов.Например, завивка сварного шва, выполнение кругов и методы плетения, используемые для более широких сварных швов. Когда дело доходит до выполнения сварных швов с более широким переплетением, это встречается реже. Большинство электродов с сердечником из флюса обычно предназначены для стрингеров. Часто на более широких сварных швах флюс отслаивается сам по себе без сколов. На приведенных ниже рисунках показана часть сварного шва 3G, выполненного с использованием двойной защиты, газа C25 и E71T-1. Достаточно постучать молотком, и флюс упадет на пол!
Вертикальный шов порошковой сваркой снизу вверх с отслаиванием шлака.Вид спереди на отслаивание флюса от электрода E71T-1 Dual Shield FCAW. Все, что потребовалось, — это постукивание молотком и нащупывание флюса на полу.Углы для сварки в разных положениях аналогичны сварке MIG! Что меняется при использовании сварки сердечником флюсом, так это сочетание многих различных факторов, таких как типы электродов, типы флюса, защитный газ (если есть) и толщина свариваемого металла! Все сводится к отработке определенного типа электрода на металле той же толщины с использованием метода проб и ошибок.То, что работает с одним типом электрода и толщиной металла, может не работать с другим. Я лично обнаружил, что потолочная сварка требует идеального угла и точной настройки машины для выполнения работы. Угол наклона составляет около 10 градусов, независимо от того, используется ли метод удара справа или слева. Иначе будет казаться, что хороший сварной шов не получится. Все остальные положения не так важны, когда дело доходит до угла поворота. Как и при любом другом сварочном процессе, лучше всего взять кусок металлолома, похожий на свариваемую деталь, и перед сваркой выполнить быструю тренировку!
Обзор дуговой сварки порошковой проволокой
Реальность дуговой сварки сердечником под флюсом заключается в использовании типичного сварочного аппарата MIG и в основном того же оборудования, за некоторыми небольшими исключениями! Хотя они считаются двумя разными типами сварочных процессов, их разделяют только тип электрода и тип защиты.Изучение и понимание сварки сердечником под флюсом — это обучение использованию другого типа электрода в сварочном аппарате MIG. Это все, что действительно нужно для дуговой сварки сердечником из флюса.
Next Сварка TIG
| AC | Переменный ток. Электричество, которое течет в противоположных направлениях в разное время. Переменный ток переключает направление 60 раз в секунду, или 60 герц, в U.С. |
| переменный ток | AC. Электричество, которое течет в противоположных направлениях в разное время. Переменный ток переключает направление 60 раз в секунду, или 60 герц, в США |
| амперметры | Устройство, измеряющее ток в электрической цепи.Иногда в источники сварочного тока встраивают амперметры. |
| ампер | A. Единица измерения силы тока или силы тока. Амперы еще называют усилителями. |
| дуга | Область, в которой электричество передается от электрода к заготовке. Дуга генерирует тепло, плавящее основные металлы. |
| дуговая дуга | Состояние, возникающее, когда дуга не следует по предполагаемому пути от электрода к заготовке. Удар дуги может стать причиной плохого качества сварных швов. |
| длина дуги | Расстояние, которое электричество должно пройти от кончика электрода до сварочной ванны.Длина дуги может зависеть от напряжения. |
| дуговая сварка | Процесс сварки плавлением, при котором электричество используется для выработки тепла, необходимого для плавления основных и присадочных металлов. Дуговая сварка — это наиболее часто используемый сварочный процесс. |
| атомов | Крошечная частица, из которой состоят все материалы.Атомы — это самые маленькие различимые единицы элемента, которые сохраняют характеристики элемента. |
| недрагоценные металлы | Металл, свариваемый для образования соединения. Характеристики основных металлов могут сильно повлиять на прочность окончательного соединения. |
| бусины | Конечный продукт сварного соединения.Формирование валика зависит от движения электрода. |
| CC | Постоянный ток. Электрическая мощность, в которой ток незначительно изменяется при изменении напряжения. Мощность CC часто используется при дуговой сварке защитным металлом и дуговой сварке вольфрамовым электродом в среде защитного газа. |
| выключатели | Устройство, обнаруживающее избыточный ток, чтобы предотвратить перегрев цепи.Автоматический выключатель часто содержит биметаллическую полосу, которая изгибается и размыкает выключатель для размыкания цепи. |
| контуров | Контролируемый путь, по которому течет электричество. Цепи состоят из источника, пути, нагрузки и элемента управления. |
| сжатый воздух | Воздух, нагнетаемый в небольшое пространство под высоким давлением.Сжатый воздух часто используется для очистки электроники. |
| проводник | Материал, пропускающий электричество. Проводники обычно металлические. |
| постоянный ток | CC. Электрическая мощность, в которой ток незначительно изменяется при изменении напряжения.Сила постоянного тока часто используется при дуговой сварке защитным металлическим электродом и дуговой сварке вольфрамом |
| постоянное напряжение | CV. Электроэнергия, при которой напряжение незначительно изменяется при изменении силы тока. Сила постоянного напряжения часто используется для дуговой сварки металлическим электродом в газе и порошковой проволоки. |
| расходный электрод | Устройство, которое проводит электричество от контактного наконечника сварочного пистолета к дуге и плавится в сварном шве в качестве присадочного металла.Расходные электроды используются в GMAW и FCAW. |
| текущий | I. Количество электричества, протекающего в цепи. Сила тока измеряется в амперах. |
| токовый выход | Максимальный ток, который может обеспечить данный источник питания. Текущий выход помогает определить, сколько тепла может произвести источник энергии. |
| CV | Постоянное напряжение. Электроэнергия, при которой напряжение незначительно изменяется при изменении силы тока. Мощность постоянного тока часто используется для дуговой сварки металлическим электродом в газе и порошковой проволоки. |
| постоянного тока | Постоянный ток. Электричество, которое течет в одном направлении.DC обычно используется для GMAW и FCAW. |
| Отрицательный электрод постоянного тока | DCEN. Ток, который всегда течет в одном непрерывном направлении с прямой полярностью. При отрицательной полярности электрода постоянного тока электричество течет от отрицательного электрода к положительной заготовке. |
| Положительный электрод постоянного тока | DCEP.Ток, который всегда течет в одном непрерывном направлении с обратной полярностью. При положительной полярности электрода постоянного тока электричество течет от отрицательной детали к положительному электроду. |
| DCEN | Отрицательный электрод постоянного тока. Ток, который всегда течет в одном непрерывном направлении с прямой полярностью. При отрицательной полярности электрода постоянного тока электричество течет от отрицательного электрода к положительной заготовке. |
| DCEP | Положительный электрод постоянного тока. Ток, который всегда течет в одном непрерывном направлении с обратной полярностью. При положительной полярности электрода постоянного тока электричество течет от отрицательной детали к положительному электроду. |
| скорость наплавки | Скорость, с которой присадочный металл плавится с электрода в сварочную ванну.Скорость осаждения можно измерять в фунтах в час или в граммах в минуту. |
| постоянный ток | DC. Электричество, которое течет в одном направлении. Постоянный ток обычно используется для GMAW и FCAW. |
| прямо пропорциональный | Отношение, при котором одно число увеличивается или уменьшается с той же скоростью и в том же соотношении, что и другое число.Прямо пропорционально противоположно обратно пропорциональному. |
| рабочий цикл | Количество времени в десятиминутном периоде, в течение которого электрическое устройство может работать без перегрева. Рабочие циклы даны в процентах от десятиминутного периода. |
| электрошок | Поток электричества через тело.Поражение электрическим током может быть смертельным. |
| электрическая коробка | Металлический шкаф в здании, куда поступает энергия от системы распределения электроэнергии и распределяется по всему зданию. Электрический шкаф подключается к каждой цепи и устройству в здании. |
| электрический ожог | Ожог, вызванный прохождением электрического тока через ткань или кость.При обращении с проводкой или электрооборудованием, находящимся в ненадлежащем обслуживании, могут возникнуть электрические ожоги. |
| электричество | Форма энергии, создаваемая движением электронов. Электричество можно преобразовать в свет, тепло или движение. |
| электрод | Устройство, проводящее электричество к дуге при дуговой сварке.Электроды также могут служить присадочным металлом. |
| кабель электрода | Путь, используемый при дуговой сварке для проведения электричества между источником питания и электродом. Кабель электрода должен быть в хорошем состоянии и правильно установлен во избежание травм. |
| электрододержатели | Изолированная ручка, которая крепится к электроду.Электрододержатель должен быть сухим и в хорошем состоянии. |
| электродвижущая сила | Электрическая сила или давление, вызывающее протекание тока в цепи. Электродвижущая сила также называется напряжением. |
| электронов | Отрицательно заряженная частица, вращающаяся вокруг ядра атома.Электроны, протекающие между атомами, создают электричество. |
| энергоэффективный | Имеет выходную мощность, близкую к общей поставленной энергии. Энергоэффективные устройства работают, используя меньшее количество электроэнергии, которая стоит меньше. |
| неисправностей | Опасное электрическое состояние, при котором ток не замыкается должным образом.Электрические неисправности включают короткое замыкание и обрыв цепи. |
| FCAW | Порошковая сварка. Процесс дуговой сварки, в котором используется плавящийся электрод с непрерывной подачей, в основе которого лежит флюс. FCAW — это полуавтоматический или автоматический процесс. |
| присадочный металл | Металл, наплавленный в сварное соединение при сварке плавлением.Присадочный металл увеличивает прочность и массу сварного шва. |
| горизонтальное положение | Положение при сварке, при котором электрод располагается непосредственно над стыком. При сварке в плоском положении поверхность сварного шва располагается горизонтально. |
| дуговая сварка порошковой проволокой | FCAW.Процесс дуговой сварки, в котором используется плавящийся электрод с непрерывной подачей, в основе которого лежит флюс. Дуговая сварка порошковой проволокой — это полуавтоматический или автоматический процесс. |
| формула | Общий факт или принцип, выраженный математически. Формулы представляют известные уравнения с использованием букв, цифр и / или символов. |
| дуговая сварка металлическим электродом в газе | GMAW.Процесс дуговой сварки, при котором неизолированный проволочный электрод и инертный защитный газ подают в сварной шов через сварочную горелку. Газовая дуговая сварка металлическим электродом также называется сваркой MIG или MAG. |
| газовая дуговая сварка вольфрамом | GTAW. Очень точный процесс дуговой сварки с использованием неплавящегося вольфрамового электрода. Сварка вольфрамовым электродом в газе также называется сваркой TIG. |
| GMAW | Дуговая сварка металлическим газом.Процесс дуговой сварки, при котором неизолированный проволочный электрод и инертный защитный газ подают в сварной шов через сварочную горелку. GMAW также называют сваркой MIG или MAG. |
| заземление | Средство обеспечения безопасного альтернативного обратного пути для тока, которое автоматически отключает питание, если неисправность препятствует нормальному течению тока. Заземление защищает электрическую систему и существенно снижает риск поражения электрическим током. |
| заземляющий провод | Провод, обеспечивающий низкоомный путь к земле для токов короткого замыкания. Заземляющие проводники обычно выполняются из чистой меди или покрыты зеленой изоляцией. |
| штырь заземления | Самый длинный металлический штырь обычной электрической вилки.Заземляющий штифт подключается к заземляющему проводу в системе питания при включении в розетку. |
| тепловое искажение | Нежелательное физическое изменение материала из-за чрезмерных изменений температуры. Искажение тепла может быть вызвано чрезмерным током. |
| горячая проволока | Провод, подающий питание на электрическое устройство или нагрузку.Горячий провод обычно покрывается черной изоляцией. |
| неполный сплав | Отсутствие полной интеграции между металлом сварного шва и основным металлом или прилегающими валиками сварного шва. Неполное сплавление может привести к образованию зазоров, что может привести к трещинам и разрушению соединения. |
| изоляция | Материал, препятствующий прохождению электрического тока.При правильном использовании изоляция может предотвратить поражение электрическим током. |
| изоляторы | Материал, препятствующий прохождению электрического тока. Изоляторы бывают резиновыми и пластиковыми. |
| обратно пропорционально | Отношение, при котором одно число либо увеличивается, когда другое число, либо уменьшается при увеличении другого числа.Обратно пропорционально противоположно прямо пропорциональному. |
| инвертор | Энергосберегающий источник сварочного тока. Инверторы меньше традиционных источников питания, но имеют большую электрическую мощность. |
| нагрузка | Устройство в цепи, преобразующее электричество в другую форму энергии, такую как тепло, свет или движение.Нагрузкой в цепи дуговой сварки является дуга. |
| низкоуглеродистая сталь | Углеродистая сталь, содержащая менее 0,30% углерода. Низкоуглеродистая сталь — наиболее часто свариваемый металл. |
| магнитное поле | Область внутри и вокруг проводника под напряжением, в котором существует магнитная сила.Магнитные поля проявляют силы притяжения и отталкивания. |
| отрицательный | Электрический заряд с избытком электронов. Отрицательный заряд обозначается знаком минус (-). |
| нейтральный провод | Провод, по которому питание возвращается к источнику и замыкает цепь.Нейтральный провод обычно покрывается белой изоляцией. |
| нейтронов | Частица, у которой нет заряда. Нейтроны находятся в ядре атома. |
| цветные | Металл, не содержащий железа. Цветные металлы сваривать сложнее, чем черные. |
| Закон Ома | Универсальная истина, описывающая взаимосвязь между напряжением, током и сопротивлением. Закон Ома гласит, что один вольт равен одному усилителю, умноженному на один ом. |
| Ом | Ом. Единица измерения электрического сопротивления. Один Ом равен одному усилителю, разделенному на один вольт. |
| вне позиции | Любое положение при сварке, не классифицированное или не отнесенное к категории. При сварке вне положения часто используются электроды меньшего диаметра, чтобы предотвратить просыпание. |
| верхняя позиция | Положение сварки, в котором выполняется сварка с обратной стороны соединения.Сварка над головой требует дополнительных мер безопасности. |
| путь | Проводник, проводящий электричество в цепи. Путь, используемый для сварки, часто представляет собой медную проволоку. |
| проникновение | Глубина, на которую дуговое тепло может расплавить соединение ниже поверхности основных металлов.Проникновение частично зависит от силы тока. |
| средства индивидуальной защиты | СИЗ. Защитное оборудование, которое рабочие носят или используют для предотвращения травм на рабочем месте. Средства индивидуальной защиты включают сварочные шлемы, длинные перчатки и защитные очки. |
| полярность | Имеет два противоположно заряженных полюса: положительный и отрицательный.Полярность определяет направление, в котором течет ток. |
| полюс | Один конец магнита или оси. Полюса либо отрицательные, либо положительные. |
| пористость | Появление крошечных отверстий на сварном шве из-за захваченных пузырьков газа. Пористость может ослабить сварной шов. |
| положительный | Электрический заряд с недостатком электронов. Положительный заряд обозначается знаком плюс (+). |
| источник питания | Устройство, обеспечивающее электроэнергию, необходимую для выполнения дуговой сварки. Источник питания питается от источника входного напряжения. |
| пропорциональный | Наличие постоянного отношения или отношения. Пропорциональные значения изменяются, чтобы поддерживать то же соотношение. |
| протонов | Положительно заряженная частица. Протоны расположены в ядре атома. |
| реактор | Устройство, используемое в электрической цепи для стабилизации и увеличения электрического тока.Реакторы регулируют ток до уровня, подходящего для дуговой сварки. |
| выпрямитель | Устройство, используемое в электрической цепи для преобразования мощности переменного тока в мощность постоянного тока. Выпрямители позволяют электрическому току течь только в одном направлении. |
| сопротивление | R. Противодействие току электрического тока.Сопротивление измеряется в омах (Ом). |
| дуговая сварка в экранированном металле | SMAW. Процесс дуговой сварки с использованием прутка с флюсовым покрытием. Дуговая сварка защищенным металлом также называется ручной сваркой. |
| короткое замыкание | Состояние, при котором ток проходит по более короткому непредусмотренному пути между двумя проводниками.Короткое замыкание вызывает избыточный ток. |
| шлак | Охлажденный флюс, который образуется поверх сварного шва и должен быть удален. Шлак возникает при сварке с использованием флюса. |
| источник | Устройство, обеспечивающее электрическую мощность цепи.Источником в цепи дуговой сварки является источник питания. |
| брызги | Капли жидкого металла выброшены из процесса сварки. Брызги могут оставлять нежелательные частицы металла на поверхности детали. |
| ожоги термические контактные | Ожог в результате пожара или сильной жары.Ожоги от термического контакта могут быть вызваны неисправным электрооборудованием. |
| резаки | Инструмент, используемый для создания пламени или дуги при сварке. Горелки удерживают электрод для дуговой сварки. |
| трансформатор | Устройство, используемое в электрической цепи для снижения напряжения поступающей электроэнергии.Трансформаторы понижают напряжение до уровня, подходящего для дуговой сварки. |
| скорость движения | Скорость, с которой электрод перемещается по стыку для выполнения сварного шва. Скорость движения определяет размер сварного шва. |
| поездка | Для автоматического размыкания цепи во избежание повреждений и травм.Сработавшие автоматические выключатели указывают на проблемы в электрических цепях. |
| подрез | Канавка, проплавленная в основном металле на носке или корне сварного шва, не заполненная металлом сварного шва. Подрезание концентрирует нагрузку на сварной шов и может ослабить его. |
| испарить | Превратить в газ.Испарение может происходить из-за воздействия тепла. |
| напряжение | E. Электрическая сила или давление, вызывающее протекание тока в цепи. Напряжение также называется электродвижущей силой и измеряется в вольтах. |
| вольтметры | Устройство, измеряющее напряжение в электрической цепи.Иногда в источники сварочного тока встраивают вольтметры. |
| вольт | В. Единица измерения напряжения. Вольт указывают на электродвижущую силу или напряжение. |
| сварочная ванна | Небольшая область расплавленного металла, образующаяся во время сварки. Сварные лужи также называют сварочными ваннами, расплавленными ваннами и расплавленными лужами. |
| сварочный пистолет | Ручной сварочный инструмент, который проводит электричество, направляет электрод и, в некоторых случаях, выпускает защитный газ. Сварочные пистолеты используются в некоторых полуавтоматических сварочных процессах. |
| скорость подачи проволоки | WFS. Скорость подачи проволочного электрода через сварочную горелку.Скорость подачи проволоки измеряется в дюймах в минуту или миллиметрах в минуту. |
| работа | Результат силы, приложенной к объекту, и расстояния, на котором сила приложена. Работа равна силе, умноженной на расстояние. |
| рабочий кабель | Путь, используемый при дуговой сварке для проведения электричества между источником питания и заготовкой.Рабочий кабель должен быть в хорошем состоянии и правильно установлен во избежание травм. |
| заготовка | Свариваемая деталь. Заготовка состоит из основных металлов при сварке. |
полярность сварочной проволоки с флюсовой сердцевиной сингапур
Порошковая проволока с защитным газом (FCAW)
Дуговая сварка порошковой проволокой (FCAW или FCA) — это полуавтоматический или автоматический процесс дуговой сварки.ЭСАБ предлагает несколько вариантов самозащитной порошковой проволоки (FCAW) под Core-Bright
Порошковая проволока из мягкой стали | Продукты | Вашингтон…
Продукция> Порошковая проволока: низкоуглеродистая сталь> E71T-11 Возврат E71T-11 Технические характеристики AWS A5.20 E71T-11 Защитный газ Нет Сварочные позиции Все позиции (H, F, VU, OH) DC — Прямая полярность (отрицательный электрод) Размеры и упаковка
Порошковая проволока из мягкой стали | Продукты | Вашингтон…
Порошковая проволока Э70-Т1 предназначена для одно- и многопроходной сварки вниз (плоской и горизонтальной) толстых листов углеродистой стали.E70T-1 обеспечивает более глубокое проплавление в корне угловых швов. Брызги очень малы, и удаление шлака легко. Установка шлака выполняется достаточно быстро
Порошковая проволока для износостойкой пластины Hardox®
Порошковая проволока для износостойкой пластины Hardox® Дуговая сварка трубчатым электродом с сердечником Технические данные 2018-10-30 В случае несоответствия преимущественную силу имеет английская версия данного документа. Загрузите последнюю версию этого документа на сайте SSAB, Strenx, Hardox
Порошковая проволока — Оптовый продавец сварочной проволоки с флюсовым сердечником…
Найти здесь Порошковая проволока, оптовый торговец сварочной проволокой с сердечником и оптовые дилеры в Индии.Получите контактную информацию и адреса компаний, занимающихся оптовой торговлей, производством и поставкой порошковой проволоки, проволоки с сердечником из сварочного флюса по всей Индии.
Blue Demon E71T-11 X .035 X 10LB Катушка безгазового флюса…
INETUB BA71TGS .030 дюймов на 2-фунтовой катушке из углеродистой стали безгазовая сварочная проволока с флюсовой сердцевиной LINCOLN ELECTRIC CO ED016354 .035 10LB FluxCore
проволока…
Global… 9000 Сегмент рынка порошковой сварочной проволоки…
Мировой рынок порошковой сварочной проволоки оценивается в XX долларов США.X миллионов в 2019 году. Отчет о рынке порошковой сварочной проволоки содержит качественный, а также количественный анализ с точки зрения динамики рынка, сценариев конкуренции, анализа возможностей
Welding Wire — Lake Welding Supplies Inc
E71T-GS .035 2lb Spool Flux Порошковая безгазовая сварка Эта проволока покрыта медью и обернута влагостойкой пластиковой пленкой для предотвращения коррозии. Этот провод покрыт медью и обернут влагостойкой пластиковой пленкой для предотвращения коррозии.E71T-GS — это
FCAW или дуговая сварка порошковой проволокой — Изучите основы сварки…
Дуговая сварка порошковой проволокой, как следует из названия, имеет полую проволоку с флюсом в центре, похожую на леденец под названием «пикси-палочки». как следует из названия, «Flux Core». Основное различие между сваркой MIG и дуговой сваркой с флюсовым сердечником заключается в том, что FCAW экранирует сердечник из флюса, что позволяет оператору выполнять сварку на открытом воздухе в ветреную погоду.
FCAW Дуговая сварка порошковой проволокой 1 Карточки | Quizlet
Начать изучение дуговой сварки порошковой проволокой FCAW 1.Учите словарный запас, термины и многое другое с помощью дидактических карточек, игр и других средств обучения. Что делает проволока для измерения напряжения…
Процесс и технология сварки: газовый металл, флюсовая сердцевина,…
Дуговая сварка порошковой проволокой (FCAW) FCAW — это процесс электродуговой сварки, разработанный для углеродистой, нержавеющей и низколегированной стали стали. В нем используется электрическая дуга для создания коалесценции между непрерывным трубчатым электродом из присадочного металла и основным материалом, и это может происходить как с защитным газом, так и без него.
Washington Alloy Co.
DC — Прямая полярность хорошо работает на ветру Описание Washington Alloy Gasless Wire E71T-GS — это самозащитная порошковая проволока для универсального применения, предназначенная для однопроходной угловой сварки и сварки внахлест на оцинкованной или углеродистой стали толщиной 20 калибра, без прожога.
Вы толкаете или тянете проволоку с флюсовым сердечником? — Сварка для начинающих…
При сварке сердечником под флюсом также используется твердый флюс. Но вместо того, чтобы быть снаружи, как на электроде, флюс содержится внутри полого сердечника.Как и в случае с электродом, флюс внутри проволоки с магнитным сердечником горит и выделяет газ, который защищает лужу от атмосферы.
Washington Alloy Co.
DC — Прямая полярность Описание Washington Alloy E71T-11 представляет собой самозащитную порошковую проволоку общего назначения, предназначенную для всех положений, однопроходных и ограниченных многопроходных сварных швов внахлест, угловых и стыковых швов на мягких сварных швах. или оцинкованный конь толщиной менее дюйма.
Порошковая проволока для дуговой сварки в среде защитного газа «FRONTIARC-711»
2) Порошковая проволока на основе порошковой проволоки для сварки в нерабочем положении с более простым управлением дугой, обладающая выдающимися характеристиками, в основном описанными ниже.1) Высокий сварочный ток (220-250 А) может использоваться при вертикальной сварке снизу вверх, что значительно повышает эффективность 2) Сварка
Lincoln Electric 0,035 дюйма Innershield NR211-MP Flux-Core…
Найдите Lincoln Electric Innershield 0,035 дюйм. NR211 Сварочная проволока с флюсовым кордом 1 фунт ED030584, с низким разбрызгиванием, это универсальная сварочная проволока для сварки во всех положениях легкой стали или тонкого листа толщиной до 5/16 дюйма в Home Depot
— Flux Порошковая проволока (FCAW) — EXCELCORE 71T-1C — AWS…
EXCELCORE 71T-1C — порошковая проволока, которая используется для мягкой стали, 490 МПа и высокопрочной стали.Используйте обратную полярность постоянного тока, глубокое проникновение и хорошая ударная вязкость. Он обладает превосходными технологическими свойствами, меньше дыма, нежной и стабильной дугой, толстой и легко снимаемой сваркой…
voestalpine Böhler Welding — Компания — События — Основные…
Порошковая проволока Basic 6-7 октября 2020 | Читтаделла, Италия Обучение На этом семинаре рассматриваются различные типы порошковой проволоки и их применение в теоретических и практических отчетах. Речь идет о нелегированных типах, а также о высокопрочных.
E71T-11 Сварочная проволока для безгазовой сварки MIG Mild Roll Flux…
— Порошковая (безгазовая) сварочная проволока высшего качества, универсальная, для сварки MIG общего назначения из мягкой стали.-E71T-GS — самозащитная порошковая проволока для сварки внахлестку и угловых швов мягких и среднеупругих сталей, не превышающих 510 МПа.
Дуговая сварка порошковой проволокой — Wikipedia
Дуговая сварка порошковой проволокой (FCAW или FCA) — это полуавтоматический или автоматический процесс дуговой сварки. Для FCAW требуется расходуемый трубчатый электрод с непрерывной подачей, содержащий флюс и постоянное напряжение, или, что реже, источник сварочного тока постоянного тока. An
Определите твердотельную проволоку против проволоки с флюсовым сердечником: Сварка
Сплошная проволока будет несколько гибкой, они должны иметь возможность изгибаться более 90 раз без поломки, порошковая проволока будет иметь тенденцию к разрыву после 1 или 2 изгибов./ u / lolzor21 прибивает остальное. Некоторые порошковые проволоки можно размотать, захватить проволоку двумя парами плоскогубцев и скрутить.
Поставщики сварочных материалов Официальный представитель компании CHOSUN WELDING…
Порошковая проволока> Мягкая & высокопрочная сталь CSF-71T E71T-1C / 1M, E71T1- C1 [M21] A0-CS1-H8 (1) CSF-71T — порошковая проволока на основе диоксида титана, предназначенная для однопроходной и многопроходной сварки во всех положениях с защитой от газа CO2. (2) Он обеспечивает отличного оптового поставщика порошковой проволоки
из Лудхианы.
Он используется для сварки без использования защитного газа на сварочных аппаратах с прямой полярностью и доступен в компактных размерах.Это коррозионно-стойкая проволока высочайшего качества. Кроме того, этим Проводам с порошковым сердечником помогают по ведущим в отрасли ценам.
Zika Порошковая сварочная проволока — 71T1M
Порошковая сварочная проволока: ZIKA-711M — порошковая проволока, предназначенная для работы с газом Ar / CO2. Она доступна для сварки во всех положениях как с одинарной, так и с порошковой проволокой ZIKA-711M, предназначенной для работы с газом Ar / CO2. Она доступна для сварки во всех положениях как с однопроходными, так и с многопроходными сварными швами на слабой высоте и высоте 490 Н / мм2 эластичные стали.
Сварочные стержни и проволока — порошковая проволока
Самозащитная порошковая проволока, предназначенная для однопроходной угловой сварки и сварки внахлест на оцинкованной или углеродистой стали толщиной до 20 калибра без прожога.