
Полуавтоматическая сварка | Сварка и сварщик
Полуавтоматическая сварка, сварка полуавтоматом
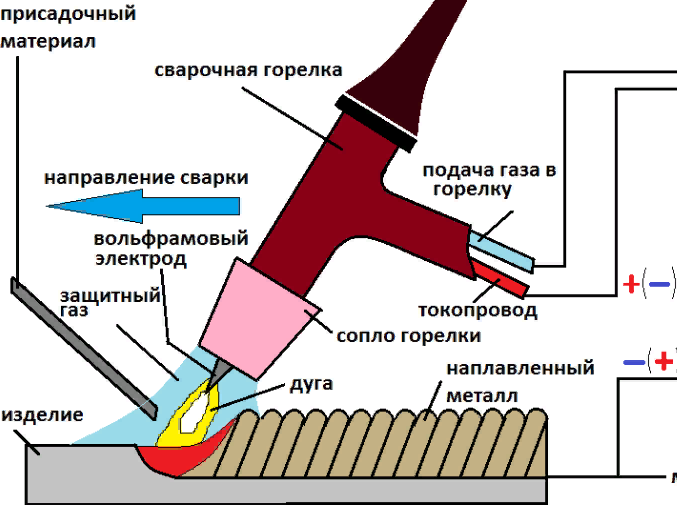
Сварка аргоном осуществляется неплавящимся электродом в среде инертного газа – аргона (TIG, GTAW), от чего и происходит её название. Но для этого можно использовать также и плавящийся металл, т.е. полуавтоматическая сварка (MIG, GMAW). В качестве неплавящегося электрода обычно используют вольфрам.
Другие названия аргонной сварки – «сварка аргоном», «аргоновая сварка», «аргонодуговая сварка».
При сварке плавлением в защитных газах в качестве источника нагрева используется мощная электрическая дуга. В дуге электрическая энергия преобразуется в тепловую, плотность которой достаточна для локального плавления основного металла. В условиях атмосферы (21%О2+78%N2) зона сварки должна надежно защищаться от насыщения металла шва кислородом и азотом воздуха, которые ухудшают его свойства. Защитные газы, подаваемые через сопло, вытесняют воздух и таким образом защищают сварочную ванну и электрод.
MIG сварка — это аббревиатура, состоящая из первых букв полного названия данного способа Metal Inert Gas (Метал Инертный Газ), а расшифровка MAG — Metal Active Gas (Метал Активный Газ). У нас же чаще всего используется название полуавтоматическая сварка или механизированная дуговая сварка плавящимся электродом в среде защитного газа, а в США — GMAW т.е. Gas Metal Arc Welding (Газ Метал Дуговая Сварка).
Но все эти различные названия и аббревиатуры — это по сути электрическая дуговая сварка, при которой сварочная проволока подается автоматически с постоянной скоростью, а сварочная горелка перемещается вдоль шва вручную. При этом дуга, вылет сварочной проволоки, ванна расплавленного металла и ее застывающая часть защищены от воздействия окружающего воздуха защитным газом.
Так как при данном способе сварочная проволока подается автоматически, а горелка перемещается вдоль шва вручную, этот способ сварки еще называется механизированным, а сварочная установка – механизированным аппаратом (сварочным полуавтоматом). Однако сварку в защитных газах можно выполнять также и в автоматическом режиме, когда используются передвижные тележки или передвижные сварочные головки.
Сварка порошковой проволокой может выполняться на том же оборудовании, что и сварка полуавтоматом. Сокращенное наименование этого процесса, принятое за рубежом — FCAW (Flux Cored Arc Welding).
Сваркой называется технологический процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместном действии того и другого.
Для сварки нержавеющих сталей применяют полуавтоматическую сварку плавящимся электродом (MIG, MAG, GMAW) и в данном видео обговариваются следующие вопросы:
Используя специальное сопло для полуавтомата, можно производить сварку точечными швами (электрозаклепками).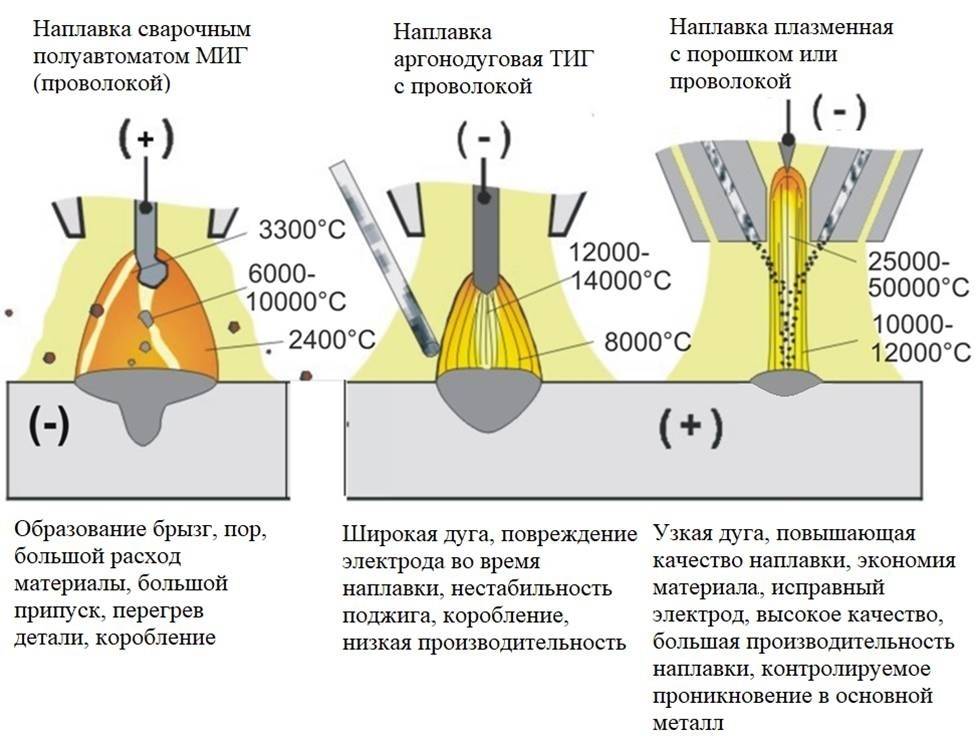 Данное сопло нетрудно изготовить в домашних условиях из старого использованного наконечника для горелки полуавтомата. Видео на английском языке.
Данное сопло нетрудно изготовить в домашних условиях из старого использованного наконечника для горелки полуавтомата. Видео на английском языке.
В видео рассмотрены основы сварки полуавтоматом:
- оборудование для сварки полуавтоматом
- подготовка поверхности перед сваркой
- техника сварки во всех пространственных положениях
Которые будут полезны для начинающего сварщика.
Страницы
- 1
- 2
- следующая ›
- последняя »
Лучший полуавтомат для сварки: устройство и критерии выбора
О чем речь? Выбирая лучший полуавтомат для сварки, следует обращать внимание не только на стоимость и бренд, но и на характеристики оборудования. Особенно это важно для автосервиса, где качество работы определяет успешность всего бизнеса.
На что обратить внимание? При выборе полуавтомата для СТО необходимо оценить его габариты, силу тока, полезное включение и ряд других характеристик.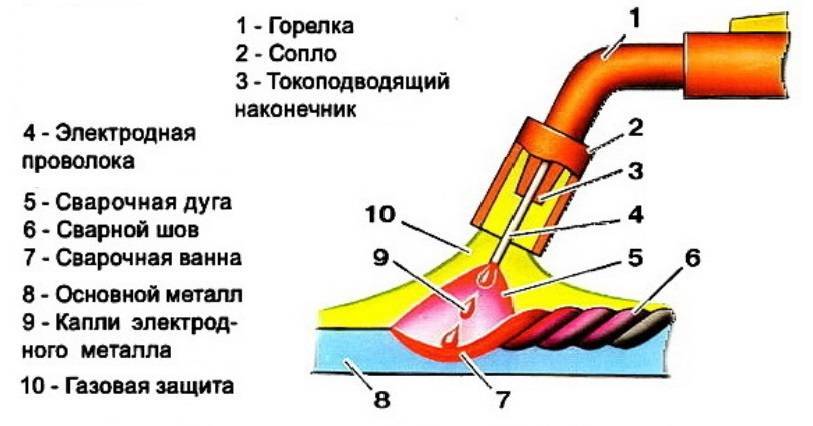 Также не забудьте определиться с типом газа и видами проволоки для работы.
Также не забудьте определиться с типом газа и видами проволоки для работы.
В этой статье:
- Суть полуавтоматической сварки
- Устройство полуавтомата для сварки
- Виды сварочных полуавтоматов
- Преимущества полуавтомата для автосервиса
- Критерии выбора полуавтомата для сварки
- Выбор газа для полуавтомата
- Виды проволоки для сварки полуавтоматом
- Лучшие полуавтоматы для сварки
Суть полуавтоматической сварки
Сварка полуавтоматом или MIG/MAG является одной из разновидностей дуговой сварки. Она отличается высокой производительностью и наибольшей скоростью выполнения работ среди способов ручной сварки. При этом может проводиться даже тем, у кого нет большого опыта, так как важное достоинство данного метода – простота.
Именно с полуавтомата рекомендуют начинать новичкам, поскольку подача присадочного материала автоматизирована, а значит, оператор избавлен от необходимости сам менять электроды в процессе формирования шва. Проволока подается непрерывно и равномерно, сварщик только перемещает горелку.
Проволока подается непрерывно и равномерно, сварщик только перемещает горелку.
Полуавтоматическая сварка создавалась для выполнения работ с алюминиевыми заготовками, но позже претерпела изменения. На данный момент с ее помощью удается соединять разные виды стали, в том числе нержавейку, а также алюминий и его сплавы и другие металлы, что делает подход очень распространенным.
В процессе сварки плавится металл и присадка, а необходимая для зажигания и горения дуги электроэнергия поступает от инвертора.
Полуавтоматическая сварка считается промежуточной технологией между ручной и автоматической, так как предполагает использование механизма для подачи расходника.
Выбирая лучший полуавтомат для сварки, нужно учитывать, что аппараты оснащаются встроенным механизмом подачи проволоки либо данный механизм представляет собой выносной модуль. Он входит в комплект или приобретается отдельно – тогда сварщик выбирает подходящее устройство с учетом собственных пожеланий и задач в процессе работы.
Стоит уточнить разницу между MIG и MAG. Первый подход – это сварка в защитной среде, создаваемой при помощи инертного газа. Тогда как второй предполагает работу с применением активного газа.
Устройство полуавтомата для сварки
Какой лучше полуавтомат для сварки? Важно понимать, что его устройство и элементы мало зависят от назначения и сферы, в которой он будет использоваться. Подобное оборудование включает в себя:
- источник питания, блок управления, панель индикации и устройство для ручной настройки процесса;
- сварочный рукав или кабель-шланг, обеспечивающий поступление присадки к зоне сварки, а также газа и тока, и еще один кабель для подключения к «массе»;
- горелку;
- механизм для автоматической подачи проволоки;
- емкость с инертным/активным газом и соответствующее газовое оборудование.

Также на рынке представлены разнообразные дополнительные устройства, упрощающие дуговую сварку полуавтоматом. К ним относятся размоточные приспособления, оснастка для работы на трубопроводах, стойки для рукавов, защитные экраны и вытяжки для обеспечения безопасности мастера, пр.
Источники питания для сварки полуавтоматом
Большинство полуавтоматов работают от постоянного тока, а значит, питание обеспечивается выпрямителями или инверторами. Выпрямители имеют более доступную цену, но при этом отличаются значительными размерами, наличием ограничений по регулировке тока и проблем, связанных с его пульсациями.
Инверторы стоят дороже, зато не имеют указанных минусов. С их помощью создаются формы и уровни сварочных токов, необходимые для различных режимов и типов металлов и сплавов. Например, они могут обеспечивать переменный ток с балансом полярности, требуемым для работы со сплавами алюминия и магния. Кроме того, данное оборудование имеет автоматическую регулировку индуктивности.
Сварочный рукав для работы с полуавтоматом
Благодаря данному элементу в зону сварки поступает защитный газ, присадка, охлаждающая жидкость и ток. Такой рукав выглядит как гибкий шланг, по центру которого размещен канал подачи проволоки, а вокруг него расположены трубки для защитного газа и (при необходимости) охлаждающей воды. Рядом проходят жилы силового кабеля и провода системы управления. Один конец шланга фиксируется на полуавтомате, а другой крепится к горелке.
Важно выбрать лучший полуавтомат для сварки – требования к сварочным рукавам очень строгие, это объясняет высокую цену на данный элемент оборудования. Также стоимость всего комплекта во многом зависит от длины данного шланга. Нужно учесть, что именно значительная длина кабель-шланга позволяет сваривать заготовки даже в условиях сложного доступа.
Горелка для сварки полуавтоматом
Речь идет о рабочем инструменте сварщика, который непосредственно задействуется в формировании сварного шва. Горелку подключают к сварочному рукаву, выводя в нее сразу все трубки, каналы и провода. Сама горелка состоит из направляющей трубки и рукоятки, на которой находится переключатель режимов сварки. Конец направляющей трубки снабжается рассеивателем газа, соплом и контактным наконечником, сквозь который проходит проволока.
Горелку подключают к сварочному рукаву, выводя в нее сразу все трубки, каналы и провода. Сама горелка состоит из направляющей трубки и рукоятки, на которой находится переключатель режимов сварки. Конец направляющей трубки снабжается рассеивателем газа, соплом и контактным наконечником, сквозь который проходит проволока.
В горелках могут применяться разные подходы к работе с движущейся проволокой, поэтому они могут быть:
- Для толкающих механизмов
- Приводные – имеют в рукоятке двигатель, который тянет проволоку. По своей конструкции и принципу действия привод близок к первому варианту.
- Комбинированные или «тяни-толкай» – используются сразу два механизма: толкающий на основном блоке полуавтомата и тянущий на горелке.
Важно, чтобы используемый контактный наконечник точно соответствовал диаметру присадочной проволоки. С учетом его размера выбирают сопло, которое также должно подходить для конкретного режима сварки.
С учетом его размера выбирают сопло, которое также должно подходить для конкретного режима сварки.
Подача проволоки для сварки полуавтоматом
Данный расходник продается бобинами различного размера и бухтами, может иметь медное покрытие. Нужно заранее решить, какая проволока лучше для сварки полуавтоматом в вашем случае.
Устройство для подачи присадки включает в себя блок установки бобины, механический стабилизатор размотки, роликовый подающий механизм. На ведущих роликах есть канавки, размер которых подбирается под диаметр проволоки. За вращение механизма отвечает электродвигатель – он подчиняется контроллеру полуавтомата. Мастер в ручном режиме регулирует такие параметры, как прижим и натяжение проволоки.
Среди подающих механизмов выделяют две разновидности, которые могут иметь 2 или 4 ролика. В первом случае присутствуют ведущий и прижимной ролик. Вторая модель создана для работы с мягкими и порошковыми проволоками.
Виды сварочных полуавтоматов
Выбирая лучший полуавтомат для сварки, стоит разделить ассортимент на три основные группы с учетом функционала и эксплуатационных характеристик. У каждого типа есть свои плюсы и минусы:
Бытовые полуавтоматы
Подобная техника имеет относительно низкие показатели мощности и производительности. Зато с ее использованием справится любой, а набора функций вполне хватает для выполнения работ в быту. При этом такие полуавтоматы можно назвать лучшими для сварки дома, поскольку они доступны по цене.
Это прекрасный вариант для сваривания подавляющего числа металлов в домашней мастерской, гараже, на даче. Оборудование позволяет изготовить калитку, сварить перекрытие, каркас, пр.
Плюсы подобной техники:
- неприхотлива в работе;
- ремонт не представляет особых сложностей;
- имеет небольшие габариты и массу;
- обладает КПД до 50 %.
Минусы бытовых полуавтоматов:
- низкая производительность при максимальном токе;
- недостаточная по сравнению с другими типами мощность;
- короткий кабель канал.
Полупрофессиональные полуавтоматы
У данного оборудования функционал шире, мощность выше, а количество доступных настроек и установок больше. Благодаря этому специалисты могут изготавливать металлоконструкции, имеющие повышенные эксплуатационные характеристики.
Подобные полуавтоматы для сварки считаются лучшими для использования в частных мастерских, на станциях технического обслуживания и в любых случаях, предполагающих сварку в течение максимум шести часов в день.
Плюсы данных устройств:
- отличаются высококачественной сборкой;
- имеют прекрасную защищенность;
- обладают диапазоном мощности 5–7 кВт;
- отличаются повышенной силой тока;
- могут подключаться к разному входному напряжению;
- имеют коэффициент полезного действия на уровне 60–70 %;
- длина кабеля составляет 2-3 м.

Минусы техники:
- более высокая цена ремонта;
- не всегда возможно снизить силу тока до 20–30 ампер;
- больший вес, чем у бытовых аналогов.
Профессиональные полуавтоматы
При больших габаритах и массе такие устройства имеют широкий функционал. Автоматический узел подачи позволяет использовать присадку разного диаметра, благодаря чему удается сваривать заготовки различной толщины. Профессиональные полуавтоматы подходят для выполнения кузовных работ, соединения тонкостенных деталей, сварки тяжелых несущих элементов конструкций с толстыми стенками.
Плюсы профессионального оборудования:
- имеет высокую мощность;
- обеспечивает регулировку силы тока до 500 А;
- снабжается кабелями разной длины;
- оснащается тележками, позволяющими передвигать тяжелые модели;
- имеет хороший уровень защищенности;
- предполагает КПД порядка 80–100 %;
- холостой ход находится в диапазоне 50–80 вольт.

Минусы устройств:
- высокая цена;
- значительный вес;
- возможность подключения только к трехфазному источнику питания.
Товары из категории
Перейти в каталогПреимущества полуавтомата для автосервиса
Восстановление кузова при ремонте автомобиля обычно выполняется с помощью сварочных работ. Поскольку речь идет о металле, имеющем небольшую толщину, для сварки полуавтоматом выбирают проволоку диаметром до 1 мм, а в большинстве случаев 0,8 мм. Иногда, помимо кузовного ремонта, приходится выполнять починку деталей толщиной до 5 мм.
Все это приводит к тому, что лучшим инверторным полуавтоматом для сварки, позволяющим проводить кузовные работы в гараже, считается оборудование небольшой и средней мощности. Для мастерских и СТО предпочтительнее полупрофессиональная и профессиональная техника.
Полуавтоматы имеют ряд плюсов в сфере проведения кузовных работ:
- позволяют сформировать ровное узкое и при этом надежное соединение;
- дают возможность сваривать вне зависимости от положения деталей;
- упрощают работу специалиста;
- обеспечивают повышенный КПД.
Критерии выбора полуавтомата для сварки
Выбирая лучший полуавтомат для сварки, стоит принимать во внимания основные характеристики аппаратов MIG/MAG:
Максимальная сила тока
Данный показатель может быть в пределах 160–500 А, он определяет предельную толщину металла, которую сможет проплавить агрегат. Далее представлены разные варианты силы тока и сечения заготовок, с которыми они позволяют справляться:
| Сила тока, А | Толщина металла, мм |
| 70–80 | 1,5 |
| 90–110 | 2 |
| 120–140 | 3 |
| 140–160 | 4 |
| 160–200 | 5 |
| 220–300 | 6–10 |
| 330–500 | 12–20 |
Чтобы работать с профильными трубами, листовым железом толщиной не более 2-3 мм, можно выбрать полуавтомат на 160 А. Если есть вероятность, что потребуется небольшой запас, то лучшим вариантом станет инверторный полуавтомат для сварки MIG на 200 А. Для сварки уголков, полос металла сечением 6 мм нужна техника на 250 А. Тогда как для производственных нужд больше подходят аппараты на 300–350 А.
Если есть вероятность, что потребуется небольшой запас, то лучшим вариантом станет инверторный полуавтомат для сварки MIG на 200 А. Для сварки уголков, полос металла сечением 6 мм нужна техника на 250 А. Тогда как для производственных нужд больше подходят аппараты на 300–350 А.
Ток подключения
В продаже можно найти инверторы MIG, работающие от сети 220 В – их включают в бытовые розетки в гараже или во дворе. Главное, чтобы проводка справилась с мощностью приобретенной техники.
У полуавтоматов на 380 В повышенная мощность, им необходимо трехфазное питание, поэтому их обычно выбирают для производств, крупных мастерских. Существуют и универсальные модели, подключаемые к 220 В или к 380 В. Они считаются наиболее подходящей техникой, если планируется использовать оборудование во время стационарной работы и на выезде.
Напряжение на холостом ходу
От данного показателя зависит, насколько легко будет загораться электрическая дуга. Нажатие на кнопку горелки приводит к появлению первичного напряжения на клеммах – именно оно становится причиной появления дуги. Чем первичное напряжение выше, тем лучше. Для выполнения сварочных работ в быту хватит 30–40 В, для автомастерской потребуется уже 70 В, а на производстве задействуют полуавтоматы с показателем 80–90 В.
Нажатие на кнопку горелки приводит к появлению первичного напряжения на клеммах – именно оно становится причиной появления дуги. Чем первичное напряжение выше, тем лучше. Для выполнения сварочных работ в быту хватит 30–40 В, для автомастерской потребуется уже 70 В, а на производстве задействуют полуавтоматы с показателем 80–90 В.
Полезное включение
ПВ (продолжительность включения) определяется в условиях температуры воздуха +40 °C. Для этого на протяжении 10 минут замеряют, как долго агрегат сможет варить до включения защиты от перегрева. Далее полуавтомат получает характеристику: ПВ 30, 40, 60, 80 или 100 %. Иными словами, он способен варить 3, 4, 6, 8, 10 минут из десяти.
Для выполнения комбинированных работ, которые включают в себя сваривание, зачистку, шлифовку, резку металла, вполне подойдет техника с ПВ 40 %. Она будет остывать за то время, что уходит на подготовку. Если осуществляется преимущественно сварочный процесс, а другие операции присутствуют только периодически, лучший полуавтомат для сварки – это MIG с ПВ 80–100 %. Оптимальным показателем техники для бытовых нужд считается ПВ 60 %.
Оптимальным показателем техники для бытовых нужд считается ПВ 60 %.
Длина рукава горелки
Вместе с полуавтоматом идет горелка, подходящая для работы при максимальных силе тока и ПВ. Длина шланг-пакета бывает 2,5/3/4/5 м и определяет маневренность специалиста в процессе сварки. Однако при большой протяженности кабель-канала важно избегать его резких загибов, поскольку подающему механизму труднее толкать расходник.
Если планируется формировать швы только за сварочным столом, рекомендуется отдать предпочтение горелке с коротким рукавом 2,5–3 м. Тогда он не будет мешать в процессе работы, а проволока не застрянет. Чтобы выполнять сварку крупных конструкций, нужна горелка с рукавом 4-5 м – она позволит реже перемещать сам сварочный аппарат.
Другие важные моменты
Чтобы не ошибиться при выборе лучшего полуавтомата для сварки, стоит учитывать такие характеристики:
- Число роликов – их бывает 2 либо 4.
 Верхние ролики называются ведомыми, они призваны прижимать проволоку, а нижние являются ведущими, так как поддерживают и толкают расходник. Благодаря наличию сразу четырех роликов проволока поступает равномерно, без торможения и рывков, что наиболее важно при формировании ответственных швов. Если требуется проводить сварные работы на даче либо при изготовлении неответственных конструкций, хватит и пары роликов.
Верхние ролики называются ведомыми, они призваны прижимать проволоку, а нижние являются ведущими, так как поддерживают и толкают расходник. Благодаря наличию сразу четырех роликов проволока поступает равномерно, без торможения и рывков, что наиболее важно при формировании ответственных швов. Если требуется проводить сварные работы на даче либо при изготовлении неответственных конструкций, хватит и пары роликов. - Принцип регулировки подачи проволоки – может быть ступенчатый и плавный. В первом случае прогон расходника задается по предустановленным скоростям электромотора. Второй позволяет мастеру более точно регулировать подачу под себя. Тогда присадка не будет напрасно гореть в воздухе и портить сварочную ванну.
- Наличие функции «Pulse» – благодаря ей становится возможна сварка на базовом токе с периодическими возникающими импульсами повышенной силы. Сварщик сам настраивает амперы в базовом и импульсном токе, частоту импульса. Данная функция необходима для соединения заготовок алюминия, поскольку импульсный ток отлично справляется с оксидной пленкой, тогда как базовый позволяет сократить тепловложение, снизить степень деформации заготовки.

- Прочие режимы – требуются, если вам время от времени нужно резать металл, делать отверстие в плоскости. Тогда лучшим вариантом станет полуавтомат для сварки, который можно переключить на ММА-сварку. В таком случае устанавливается держатель, отключается газ.
Чтобы иметь возможность формировать аккуратные швы на тонкой нержавейке и иных металлах, рекомендуется отдать предпочтение MIG-аппарату, позволяющему использовать TIG-сварку. На рынке можно найти модели, в которых совмещаются сразу три названных метода.
Выбор газа для полуавтомата
Защитный газ необходим для изоляции сварочной ванны, электрода и дуги от воздействия окружающего воздуха. Какой газ лучше выбрать для сварки полуавтоматом? Здесь определяющими характеристиками являются тип и толщина материала. В соответствии с ними отдают предпочтение инертным или активным газам, а также их сочетаниям. Наиболее распространены СО2 и аргон, который обеспечивает меньшее разбрызгивание горячего металла, позволяет сформировать шов высокого качества.
Для следующих материалов выбирают такие газы:
- Конструкционная сталь — СО2;
- Конструкционная сталь — СО2 + Ar;
- Нержавеющая сталь — СО2 + Ar;
- Легированные низкоуглеродистые стали — СО2 + Ar;
- Алюминий и сплавы на его основе — Ar.
Газ продается в баллонах разного объема – чем объем больше, тем доступнее по цене оказывается один литр. Если вы нечасто используете выбранный вами лучший полуавтомат для сварки, оптимальным вариантом станут мобильные фасовки, рассчитанные на 5–10 л. Но тогда стоит иметь под рукой запас, чтобы работа не встала, когда газ неожиданно закончится.
В процессе сварки защитный газ играет очень важную роль, так как от него зависит возможность качественного проведения работы. Правда, при редкой эксплуатации оборудования стоимость баллона можно отнести к неоправданным затратам.
В таком случае стоит отдать предпочтение специальной флюсовой или порошковой проволокам. Она представляет собой стальную трубку, заполненную флюсом – тот сгорает под действием дуги, формируя облако защитного газа. В подобных обстоятельствах используется ток прямой полярности, то есть на изделие подается плюс, ведь для плавления порошковой проволоки требуется большая мощность.
Она представляет собой стальную трубку, заполненную флюсом – тот сгорает под действием дуги, формируя облако защитного газа. В подобных обстоятельствах используется ток прямой полярности, то есть на изделие подается плюс, ведь для плавления порошковой проволоки требуется большая мощность.
Использование данной проволоки имеет не только преимущества, но недостатки. Например, ее горение сопровождается появлением дыма, который мешает следить за формированием шва. Кроме того, флюсовый расходник не подходит для потолочной сварки.
Виды проволоки для сварки полуавтоматом
В нашей стране маркировка присадки ставится с учетом ГОСТ. Это позволяет сварщикам без труда понимать свойства расходника.
Допустим, Св-08Г2С-О ГОСТ 2246-70 обозначает:
- Св – проволока изготовлена для выполнения сварочных работ;
- 0,8 – в составе 0,08 % углерода;
- Г2 – содержит 2 % марганца;
- С – включает в себя менее 1 % кремния – об этом говорит буква без цифры;
- О – имеет омедненное покрытие.

В конце маркировки ставится ГОСТ, дающий возможность определить, какой стандарт учитывался при производстве конкретной присадки. Далее может быть поставлена дополнительная буква «А», показывающая, что использована очищенная сталь с меньшим содержанием вредных примесей. Две таких буквы являются признаком еще лучшей очистки металла.
Для сварки полуавтоматом предназначена проволока сечением 0,6/0,8/1,0/1,2/1,6/2,0 мм. Определенную толщину выбирают с учетом силы тока, толщины обрабатываемых заготовок. Дело в том, что при токе значительной силы слишком тонкая проволока быстро плавится, не попадая на основной металл, толстая же вызывает избыточное сопротивление, не вплавляется в изделие, а накладывается на него. Вот почему важен грамотный выбор расходников при работе с полуавтоматом.
В соответствии с толщиной проволоки устанавливают ролики подающего механизма и канал в рукаве горелки. Если вы часто варите тонкий, а потом толстый металл, стоит иметь сразу несколько комплектов роликов и каналов.
Проволока для сварочных работ может быть сплошная и полая. Во втором случае она представляет собой трубку, внутри которой находится флюс, защищающий сварочную ванну от контакта с воздухом. Недостатком полой проволоки является ее хрупкость, склонность к перегибам, поэтому ее не допускается сильно прижимать роликом подающего механизма.
Также проволока делится на однородную и с покрытием, обычно из меди, что повышает цену расходника, зато достигается его отличное скольжение в канале, сокращается количество стружки в местах соприкосновения. Покрывающий материал обеспечивает надежный контакт с мундштуком и изделием, позволяя формировать стабильную дугу, и не дает присадке ржаветь в случае слишком долгого хранения. Входя в состав швов, медь повышает их коэффициент растяжения.
Для разных металлов существует свой вид присадочной проволоки:
- Углеродистые типы стали и с низким содержанием легирующих веществ.
 Расходники для работы с ними являются наиболее распространенными и востребованными на производствах и в личных хозяйствах, поскольку из этих металлов изготавливается подавляющее число конструкций: швеллеры, уголки, трубы различного сечения, арматура, пр. Эта проволока будет использоваться, например, чтобы заварить забор, бак или изготовить каркас теплицы с навесом.
Расходники для работы с ними являются наиболее распространенными и востребованными на производствах и в личных хозяйствах, поскольку из этих металлов изготавливается подавляющее число конструкций: швеллеры, уголки, трубы различного сечения, арматура, пр. Эта проволока будет использоваться, например, чтобы заварить забор, бак или изготовить каркас теплицы с навесом. - Медь и ее сплавы. Присадка для работы с этими металлами имеет сплошную структуру, содержит в себе медь и кремний. Применяется для сварки полуавтоматом медных изделий, наплавки под последующую проточку, формируя шов, который имеет тот же состав, что и металл основного изделия.
- Нержавеющая сталь. Для сварки аустенитных сталей выбирают проволоку для нержавейки, включающую в себя такие легирующие компоненты, как хром и никель. Доля добавок зависит от уровня легирования основного металла. Высокая температура дуги вызывает выгорание легирующих элементов из изделия, а их присутствие в расходнике позволяет компенсировать это явление.
 В результате металл сохраняет стойкость к образованию коррозии. Если использовать для соединения деталей из нержавейки обычную проволоку, швы в короткие сроки покроются ржавчиной.
В результате металл сохраняет стойкость к образованию коррозии. Если использовать для соединения деталей из нержавейки обычную проволоку, швы в короткие сроки покроются ржавчиной. - Алюминий и его сплавы, такие как силумин. Их сварка выполняется специальной проволокой, в составе которой присутствует магний. Он активно испаряется из основного металла, позволяя компенсировать потери. Готовый шов не окисляется и по своим характеристикам предельно близок к основному металлу.
Лучшие полуавтоматы для сварки
«NN PULSEMIG 270»
Это инверторный полуавтомат MIG/MAG, способный работать в режиме импульсной сварки. Он позволяет варить алюминиевые сплавы, тонкие листы, не деформируя их, и крупные профили, для которых нужна значительная сила тока.
«NORDBERG WMI181»
Создан для работы с углеродистыми и легированными сталями. Во время MAG-сварки функцию защитных газов выполняют активные газы, такие как CO2 и газовая смесь.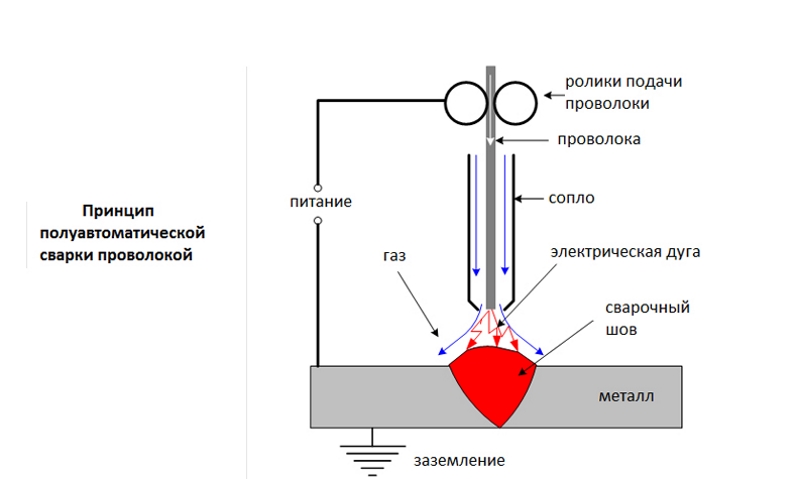 В случае MIG-сварки применяют инертные газы, то есть аргон и гелий. Таким образом удается обезопасить сварную ванну от окисления под действием воздуха, добившись значительно более высокого качества швов.
В случае MIG-сварки применяют инертные газы, то есть аргон и гелий. Таким образом удается обезопасить сварную ванну от окисления под действием воздуха, добившись значительно более высокого качества швов.
«Starmig 180 Dual Synergic»
Это один из лучших профессиональных полуавтоматов для сварки. Он отличается малым весом и размерами, поэтому прекрасно подходит для технического обслуживания, ремонта автомобилей даже в небольших мастерских. С его помощью можно обрабатывать сталь, в том числе нержавеющую, и алюминий.
«BRIMA MIG/ММА-250-1»
Речь идет об инверторном полуавтомате для работы сплошной проволокой в среде защитных газов. Согласно ИСО 4063-90, такая сварка обозначается как «MIG Metal Inert Gas, MAG Metal Active Gas». Оборудование подходит для обработки углеродистых, легированных сталей.
MAG-сварка осуществляется с помощью активных газов, то есть углекислого газа и газовой смеси. Для сварки MIG требуются инертные газы, а именно аргон, гелий, не способные вступать в реакцию с металлом изделия и растворяться в нем. Газ не допускает воздействия окружающей среды на зону сварки и ее окисления. Все это положительно сказывается на качестве швов.
Для сварки MIG требуются инертные газы, а именно аргон, гелий, не способные вступать в реакцию с металлом изделия и растворяться в нем. Газ не допускает воздействия окружающей среды на зону сварки и ее окисления. Все это положительно сказывается на качестве швов.
«BLUEWELD Megamig 400S»
Данное устройство позволяет осуществлять сварку проволокой сплошного сечения в среде защитного газа (MIG/MAG) и MIG-пайку. Этот агрегат относят к лучшим полуавтоматам для сварки, поскольку он дает возможность работать с разнообразными металлами: сталью, нержавейкой, алюминием.
В комплект оборудования входят горелка на 3 м, кабель заземления с зажимом 3 м DX25, ролики для стали/порошковой проволоки 0,6–0,8 мм, 1–1,2 мм и редуктор давления газа.
Выше были названы ключевые правила, касающиеся как выбора расходников, так и настройки и приобретения лучшего полуавтомата для сварки. Вам остается только нарабатывать навыки, оттачивать мастерство, ведь с описанной выше техникой работа будет комфортной и достаточно простой.
Полуавтоматические сварочные горелки
Magnum® PRO Curve™ HDE™ 250 — K4531-1, -2, -3, -4
Рекомендуемая производителем розничная цена
398,56–563,92 долларов США
Полуавтоматическая горелка для сварки MIG Magnum® PRO с рабочим циклом 250A и 100% смешанным газом. Разработан для обеспечения максимальной производительности и комфорта оператора.
Magnum® PRO Curve™ HDE™ 350 — K4532-1, -2, -3, -4
Рекомендуемая производителем розничная цена
453,68–697,48 долларов США
Magnum® PRO Полуавтоматическая сварочная горелка MIG с рабочим циклом 350A 100% смешанный газ. Разработан для обеспечения максимальной производительности и комфорта оператора.
Разработан для обеспечения максимальной производительности и комфорта оператора.
Magnum® PRO Curve™ HDE™ 450 — K4533-1, -2, -3, -4
Рекомендуемая производителем розничная цена
518,34–738,82 долларов США
Полуавтоматическая сварочная горелка MIG Magnum® PRO с рабочим циклом 450A и 100% смешанным газом. Разработан для обеспечения максимальной производительности и комфорта оператора.
Magnum® PRO Curve™ HDE™ 550 — K4534-1, -2, -3, -4
Рекомендуемая производителем розничная цена
575,58–834,22 долларов США
Полуавтоматическая сварочная горелка MIG Magnum® PRO с рабочим циклом 550A и 100% смешанным газом. Разработан для обеспечения максимальной производительности и комфорта оператора.
Разработан для обеспечения максимальной производительности и комфорта оператора.
Ствол Magnum® PRO HDE™ 250 — K4856-1, -2, -3, -4
Рекомендуемая производителем розничная цена
398,62–563,59 долларов США
Полуавтоматическая горелка для сварки MIG Magnum® PRO с рабочим циклом 250A и 100% смешанным газом. Разработан для обеспечения максимальной производительности и комфорта оператора.
Ствол Magnum® PRO HDE™ 350 — K4857-1, -2, -3, -4
Рекомендуемая производителем розничная цена
453,22–696,96 долларов США
Magnum® PRO Полуавтоматическая сварочная горелка MIG с рабочим циклом 350A 100% смешанный газ. Разработан для обеспечения максимальной производительности и комфорта оператора.
Разработан для обеспечения максимальной производительности и комфорта оператора.
Ствол Magnum® PRO HDE™ 450 — K4858-1, -2, -3, -4
Рекомендуемая производителем розничная цена
518,30–738,85 долларов США
Полуавтоматическая горелка для сварки MIG Magnum® PRO с рабочим циклом 250A и 100% смешанным газом. Разработан для обеспечения максимальной производительности и комфорта оператора.
Сварочные горелки Magnum® PRO 400 с водяным охлаждением
Рекомендуемая производителем розничная цена
1170,24 доллара США
Magnum® PRO Полуавтоматическая сварочная горелка MIG с водяным охлаждением, 400 А, 100 % рабочий цикл на смешанном газе. Предназначен для работы в условиях высоких температур.
Предназначен для работы в условиях высоких температур.
Сварочные горелки Magnum® PRO 500 с водяным охлаждением
Рекомендуемая производителем розничная цена
1066,00–1410,86 долларов США
Magnum® PRO Полуавтоматическая сварочная горелка MIG с водяным охлаждением, 500 А, 100% рабочий цикл смешанных газов. Предназначен для работы в условиях высоких температур.
Сварочные горелки Magnum® PRO 500 с водяным охлаждением — удлиненная трубка горелки
Рекомендуемая производителем розничная цена
1303,80 долларов США
Magnum® PRO Полуавтоматическая сварочная горелка MIG с водяным охлаждением, 500 А, 100% рабочий цикл смешанных газов. Предназначен для работы в условиях высоких температур.
Предназначен для работы в условиях высоких температур.
Сварочные горелки Magnum® PRO 500 Barrel с водяным охлаждением
Рекомендуемая производителем розничная цена
1623,92 – 1 877,26 долларов США
Magnum® PRO Полуавтоматическая сварочная горелка MIG с водяным охлаждением, 500 А, 100% рабочий цикл смешанных газов. Предназначен для работы в условиях высоких температур.
Сварочные горелки Magnum® PRO 500 Barrel для двойной процедуры с водяным охлаждением
Рекомендуемая производителем розничная цена
1 673,74–1 935,56 долларов США
Magnum® PRO Полуавтоматическая сварочная горелка MIG с водяным охлаждением, 500 А, 100% рабочий цикл смешанных газов. Предназначен для работы в условиях высоких температур.
Предназначен для работы в условиях высоких температур.
Сварочные пистолеты Magnum® PRO 100L
Рекомендуемая производителем розничная цена
255,46 – 272,42 доллара США
Полуавтоматическая горелка для сварки MIG Magnum® PRO с рабочим циклом 100 A и 100% смешанным газом.
Сварочные горелки Magnum® PRO 175L
Рекомендуемая производителем розничная цена
319,06–339,20 долларов США
Magnum® PRO Полуавтоматическая сварочная горелка MIG с рабочим циклом 175A 100% смешанный газ.
Сварочные пистолеты Magnum® PRO 250L
Рекомендуемая производителем розничная цена
380,54–429,30 долларов США
Полуавтоматическая горелка для сварки MIG Magnum® PRO с рабочим циклом 250A и 100% смешанным газом.
Magnum® PRO Curve 200 — K2950-1,-2, Ready-Pak
Рекомендуемая производителем розничная цена
374,18–576,64 долларов США
Полуавтоматическая сварочная горелка MIG Magnum® PRO с рабочим циклом 60 %, 200 А. Разработан для обеспечения максимальной производительности и комфорта оператора.
Magnum® PRO Curve 300 — K2951-1,-2,-3,-4, готовые пакеты
Рекомендуемая производителем розничная цена
381,60–636,00 долларов США
Полуавтоматическая сварочная горелка MIG Magnum® PRO с рабочим циклом 60 %, 300 А. Разработан для обеспечения максимальной производительности и комфорта оператора.
Двойная процедура Magnum® PRO Curve 300 — K3130-1,-2,-3,-4
Рекомендуемая производителем розничная цена
538,48–683,70 долларов США
Полуавтоматическая сварочная горелка MIG Magnum® PRO с рабочим циклом 60 %, 300 А. Разработан для обеспечения максимальной производительности и комфорта оператора.
Magnum® PRO Curve 300 Dual Schedule — K3092-1,-2,-3,-4
Рекомендуемая производителем розничная цена
458,98–605,26 долларов США
Полуавтоматическая сварочная горелка MIG Magnum® PRO с рабочим циклом 60 %, 300 А. Разработан для обеспечения максимальной производительности и комфорта оператора.
Разработан для обеспечения максимальной производительности и комфорта оператора.
Magnum® PRO Curve 400 — K2952-1,-2,-3,-4, Готов-Пак
Рекомендуемая производителем розничная цена
419,76–636,00 долларов США
Полуавтоматическая сварочная горелка MIG Magnum® PRO с рабочим циклом 400A 60%. Разработан для обеспечения максимальной производительности и комфорта оператора.
Двойная процедура Magnum® PRO Curve 400 — K3098-1,-2,-3,-4
Рекомендуемая производителем розничная цена
674,16–843,76 долларов США
Полуавтоматическая сварочная горелка MIG Magnum® PRO с рабочим циклом 400A 60%. Разработан для обеспечения максимальной производительности и комфорта оператора.
Разработан для обеспечения максимальной производительности и комфорта оператора.
Magnum® PRO Curve 400 Dual Schedule — K3093-1,-2,-3,-4
Рекомендуемая производителем розничная цена
503,50–674,16 долларов США
Полуавтоматическая сварочная горелка MIG Magnum® PRO с рабочим циклом 400A 60%. Разработан для обеспечения максимальной производительности и комфорта оператора.
Magnum® PRO Curve 400 Shortneck — K3055-1,-2,-3,-4
Рекомендуемая производителем розничная цена
419,76–588,30 долларов США
Полуавтоматическая сварочная горелка MIG Magnum® PRO с рабочим циклом 400A 60%.