Что такое TIG, MIG-MAG, MMA сварка и как она расшифровывается?
О чем статья:Что такое MMA сварка: принцип работы и технология
Дословно аббревиатура MMA расшифровывается, как Manual Metal Arc (ручная дуговая сварка плавящимся электродом). В советское время во всех книгах по сварке использовалось простое сокращение РДС.
На самом же деле ручная дуговая сварка является самым доступным и дешевым способом сваривания деталей из стали. Также при использовании определённых электродов MMA сваркой можно варить чугун, нержавейку и даже цветные металлы.
Что такое сварка ММА
Аббревиатура MMA является производной от английского Manual Metal Arc – ручная металлическая дуга. Таким сокращением принято обозначать дуговую ручную сварку. Основа процесса обеспечивается за счет подключения к сети энергоснабжения, с последующей передачей напряжения на в рабочую область. Для этого предусмотрены специальные кабели. Один из них на конце имеет специальный зажим, который крепится к заготовке. Другой проводник укомплектован держателем электродов.
Другой проводник укомплектован держателем электродов.
Во время работы ручной сварки расходуется тепловая энергия электрической дуги, сгенерированной в результате замыкания электрической цепи с одним потребителем. Выработанное тепло передается на заготовки. Его настолько много, что металл не выдерживает и начинает плавиться, образуя так называемую сварную ванночку. После прекращения подачи электричества перестает генерировать электродуга, сварочная ванна отдает скопившееся тепло и, остывая, кристаллизируется. В результате получается сварное соединение.
Наряду с плавлением металла расходуется электрод. Он тоже плавится под воздействием температуры и в виде капель переходит в ванну, образуя с металлом заготовки расплав. Для электрической сварки используются электроды, представляющие собой стальной пруток. Он покрывается специальной обмазкой, которая отличатся по своему составу в зависимости от предназначения электрода.
При горении электрода в ванну попадает не только расплавленный металл, но и элементы обмазки. Поэтому сварной шов отличается от металла по составу. Кроме этого, обмазка при горении выделяет газы, окутывающие рабочую область. Тем самым они предохраняют металлический расплав от быстрого окисления под воздействием атмосферной влаги.
Поэтому сварной шов отличается от металла по составу. Кроме этого, обмазка при горении выделяет газы, окутывающие рабочую область. Тем самым они предохраняют металлический расплав от быстрого окисления под воздействием атмосферной влаги.
Основы процесса сваривания металлов
Прежде всего сварщик определяется с каким током ему предстоит работать в конкретном случае. Сварочные аппараты генерируют переменный или постоянный ток, но многие модели, реализуемые в наши дни, способны функционировать в двух режимах. В случаях, когда отдается предпочтение переменному току, нужно иметь ввиду, что в таких условиях электрическая дуга менее устойчива. В дополнение к этому шов при переменном токе менее качественный, чем при постоянном. При работе с некоторыми металлами или их сплавами альтернативы постоянному току просто нет.
Следующий этап – выбор полярности, которая может быть двух видов:
- прямая. Минус устанавливается на электрод, а положительный заряд поступает на клемму «массы».
 При таком подключении ток от электрода поступает на заготовку, а сам расходник остается холодным. Оптимальный вариант для скоростного сваривания листового металла и в ряде иных случаев. Активно используется в узкоспециализированных областях производства, а также в строительстве;
При таком подключении ток от электрода поступает на заготовку, а сам расходник остается холодным. Оптимальный вариант для скоростного сваривания листового металла и в ряде иных случаев. Активно используется в узкоспециализированных областях производства, а также в строительстве; - обратная. Подключение к сети снабжения осуществляется в противоположном порядке по сравнению с прямым: плюс подается на электрод, а минус – на массу. Ток протекает по направлению от заготовки к электроду. Такой способ подключения считается более распространенным.
Когда полярность определена, а провода подключены, настало время выбрать силу тока. Она зависит от толщины заготовок и подбирается из расчета 30-40А на 1 мм. Нужное значение выставляется регулятором на панели инструментов.
Подошло время разжечь сварочную дугу. Это не всегда простой этап выполнения работ и его результат зависит от большого количества объективных факторов. Каждый сварщик сам подбирает наиболее удобный для себя способ розжига. Хотя их совсем и немного – только два: можно сделать пару-тройку чиркающих прикосновений, а можно получить контакт серией коротких резких ударов.
Хотя их совсем и немного – только два: можно сделать пару-тройку чиркающих прикосновений, а можно получить контакт серией коротких резких ударов.
Подошло время разжечь сварочную дугу. Это не всегда простой этап выполнения работ и его результат зависит от большого количества объективных факторов. Каждый сварщик сам подбирает наиболее удобный для себя способ розжига. Хотя их совсем и немного – только два: можно сделать пару-тройку чиркающих прикосновений, а можно получить контакт серией коротких резких ударов.
Удерживать дугу стабильной несложно. Достаточно соблюдать одинаковое расстояние между крайней частью электрода и рабочей поверхностью. Если расстояние станет большим, то дуга, скорее всего погаснет. А если придвинуть электрод к металлу очень близко, то он прилипнет к заготовке. В этот момент очень важно резко отдернуть расходник от детали, поскольку в противном случае он прикипит и придется срезать болгаркой.
Для образования сварочной ванны следует ненадолго задержать электрод в одном месте. Как показывает практика, достаточно двух-трех оборотов электрода в начальной точке сваривания, чтобы металл начал плавиться. Желательно, чтобы жидкий металл не сильно расходился. И был одинаковым по всей ширине сварного шва. Новичку на первых порах будет сложно добиться хорошего результата. В этих делах очень важна практическая сторона. Однако потраченное на тренировки время позволит в итоге научиться положить сварной шов хорошего и отличного качества.
Как показывает практика, достаточно двух-трех оборотов электрода в начальной точке сваривания, чтобы металл начал плавиться. Желательно, чтобы жидкий металл не сильно расходился. И был одинаковым по всей ширине сварного шва. Новичку на первых порах будет сложно добиться хорошего результата. В этих делах очень важна практическая сторона. Однако потраченное на тренировки время позволит в итоге научиться положить сварной шов хорошего и отличного качества.
В самом начале выполнение сварочных работ кажется уж очень непростым технологическим процессом. На самом деле обучение не займет много времени. На первых порах следует освоить основные приемы, поработав с разными по форме и материалу заготовками. В процессе обучения следует как можно больше экспериментировать силой тока. Это поможет быстрее освоить сварку ММА. Сваривание металлов ручной дуговой сваркой является наиболее распространенным методом. Он востребован в строительстве, производстве, ремонте и в бытовых условиях.
Плюсы и минусы ручной дуговой сварки MMA
Сварочный аппарат стоит покупать только после того, если есть твердое убеждение, что он будет востребован постоянно, а не пополнит число ненужных предметов после одного или нескольких сеансов сварки. Как и любой иной метод сваривания металлов технология ММА имеет свои положительные и отрицательные стороны.
Как и любой иной метод сваривания металлов технология ММА имеет свои положительные и отрицательные стороны.
Положительные моменты MMA:
- можно соединять почти что все виды металлов;
- сварочные работы можно выполнять в любом пространственном положении и даже в условиях ограниченного пространства;
- аппарат допускается использовать при самых разных атмосферных условиях за исключением осадков;
- невысокая стоимость оборудования, что позволяет применять его в быту.
Недостатки аппаратов ММА:
- сравнительно с полуавтоматической установкой он обладает низкой продуктивностью;
- уровень сварочного шва очень сильно зависит от квалификации сварщика;
- технологический процесс является достаточно сложным процессом: возможно залипание электрода, возникают сложности при розжиге дуги;
- электронная обмазка может испариться, что ухудшает условия формирования шва.
Минусы, если вникнуть в суть вопроса, таковыми даже не являются.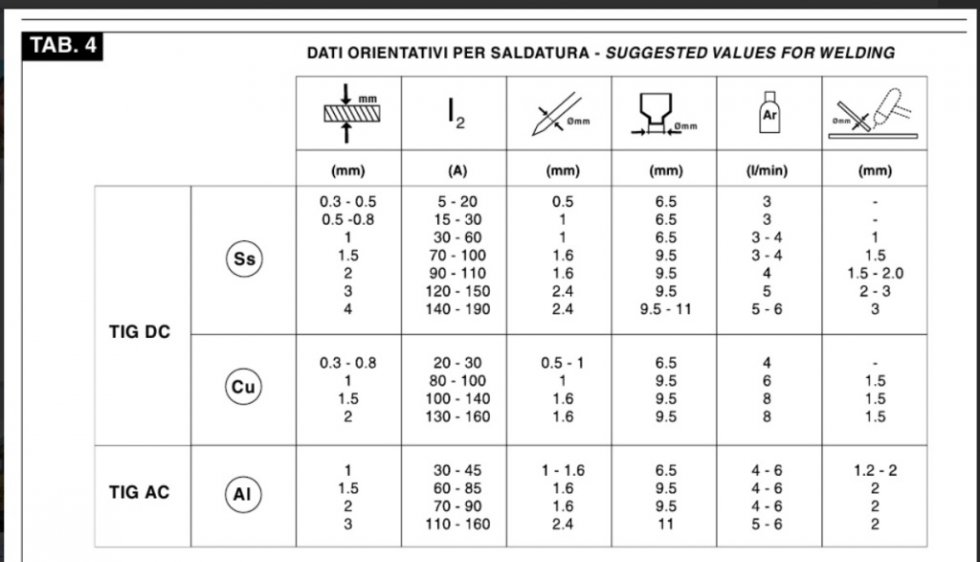 Как минимум, часть из них. К примеру, сравнительно невысокая производительность оборудования. Сварка в большинстве случаев не является основным технологическим процессом, а только вспомогательным. К примеру, в строительстве сварочные работы занимают очень маленькую долю от общего процесса. И даже малопродуктивное оборудование вполне справляется с поставленными задачами. Автоматические или полуавтоматические установки в этом случае были бы избыточными с точки зрения продуктивности.
Как минимум, часть из них. К примеру, сравнительно невысокая производительность оборудования. Сварка в большинстве случаев не является основным технологическим процессом, а только вспомогательным. К примеру, в строительстве сварочные работы занимают очень маленькую долю от общего процесса. И даже малопродуктивное оборудование вполне справляется с поставленными задачами. Автоматические или полуавтоматические установки в этом случае были бы избыточными с точки зрения продуктивности.
Что касается квалификации сварщика, то увы, человеческий фактор имеет первостепенное значение на любо производстве. И это не является недостатком сугубо ручной сварки, но имеет отношения к любому иному технологическому процессу с участием человека. К тому же, ничто не мешает специалистам повышать свою квалификацию. К тому же разработчики и производители прилагают большие усилия, чтобы упростить эксплуатацию сварочных аппаратом. Большинство современных моделей оснащены такими полезными функциями как «антизалипание», «горячий старт» и другими.
На фоне минусов, которые в большинстве случаев не являются основание для отказа от использования ручной дуговой сварки, плюсы являются очень существенными. Являясь по сути универсальным оборудованием, сварки ММА эксплуатируются в разных условиях и областях производства. Сравнительно с полуавтоматами и аргонодуговыми сварками, аппараты доступны по стоимости и неприхотливы в эксплуатации.
MIG/MAG
Схема mig/mag технологии
Вопрос о том, что такое MIG/MAG сварка не должен вводить в заблуждение, несмотря на непривычное обозначение.
Английское сокращение MIG/MAG (МИГ/МАГ) скрывает под собой хорошо знакомую полуавтоматическую сварку электродной проволокой в среде защитного газа.
Вместо стержня в качестве электрода выступает тонкая проволока, которая полуавтоматом подается в зону образования сварочного шва. Это компенсирует процесс расплавления и упрощает задачу исполнителя.
Проволока небольшого диаметра (от 0,8 до 3,0 мм) позволяет получить компактные размеры соединения в несколько миллиметров.
Принципиально MIG от MAG отличается типом защитного газа, который необходим для изоляции от окружающей среды с её высоким содержанием кислорода в воздухе. Окислительные процессы негативно сказываются на структуре путем образования межкристаллитной ржавчины. МИГ сварка предполагает использование инертного газа, которые сам не вступает ни в какие химические реакции, но благодаря сравнительно большому весу стремиться вниз, вытесняя воздух. Образуется локальный микроклимат, который показывает хорошие результаты.
MAG сварка же предполагает взаимодействие между естественной и создаваемой средой, сопровождающееся связыванием кислорода.
Виды сварочного оборудования
Покупка дуговой сварки сопряжена с выбором оптимального варианта оборудования. На решение влияет не столько цена, сколько функциональные возможности и рабочие параметры установки. До того, как перейти к сравнению характеристик, следует определиться с наиболее подходящим видом оборудования. На рынке представлены:
- трансформаторы.
 Полностью механические, с ручным управлением, неприхотливые в использовании и очень надежные аппараты. Основу установки составляет катушка с намотанной проволокой. Она преобразует энергию из сети электроснабжения в сварочный ток. Область использования ограничивается тем, что сваривание возможно только на переменном токе. В большинстве случаев аппараты используются стационарно, поскольку имеют большие габариты и вес;
Полностью механические, с ручным управлением, неприхотливые в использовании и очень надежные аппараты. Основу установки составляет катушка с намотанной проволокой. Она преобразует энергию из сети электроснабжения в сварочный ток. Область использования ограничивается тем, что сваривание возможно только на переменном токе. В большинстве случаев аппараты используются стационарно, поскольку имеют большие габариты и вес; - выпрямители. Оборудование переменный ток преобразует в постоянный. Это дает возможность получить на выходе аккуратный, ровный и прочный шов. Установки имеют приличные габариты, а для работы с ними требуются хотя бы минимальные навыки сварщика;
- инверторы. Современный вариант сварочного оборудования, использование которого максимально упрощено за счет дополнительного функционала. Массивную катушку преобразователя разработчики заменили маленькой электронной платой. Выпрямитель изначально встроен в корпус, благодаря чему на выходе постоянный ток.
 Стабильность выходного напряжения контролируется микропроцессором. Большая часть представленного на рынке оборудования оснащена функциями антизалипания, форсажа сварочной дуги и быстрого розжига. По сравнению с трансформаторными аналогами оборудование имеет в разы меньший вес.
Стабильность выходного напряжения контролируется микропроцессором. Большая часть представленного на рынке оборудования оснащена функциями антизалипания, форсажа сварочной дуги и быстрого розжига. По сравнению с трансформаторными аналогами оборудование имеет в разы меньший вес.
Для бытовых потребностей идеально подходят именно инверторы, обладающие хорошим функционалом и небольшим весом.
Универсальный полуавтомат
Яркий пример универсализации – сварочный аппарат полуавтоматического типа марки Triton MIG MT 250. Данный полуавтомат относится к профессиональному оборудованию и представляет собой малогабаритный инвертор на колесиках, вырабатывающий 250 А в пиковом режиме.
Он обеспечивает высококачественную сварку в режиме MIG, MAG, TIG DС, MMA и может варить стежками по технологии Spot Stitch. Для этого в комплект поставки сварочного аппарата входят горелки для трех видов сварки.
В пиковом режиме продолжительность включения составляет 60 %, при токах до 200 А – 100%. Для легкого и надежного возбуждения электрической дуги предусмотрена функция Arc Force и Lift TIG.
Для легкого и надежного возбуждения электрической дуги предусмотрена функция Arc Force и Lift TIG.
Для подачи присадочной проволоки используется привод на 4 роликах, имеется возможность использования 300 мм катушки.
Специальный разъем позволяет работать аппарату с горелками типа Push-pull и spool gun. Это горелки, которые имеют собственное устройство подачи присадочной проволоки, на нем расположена катушка. Присадочная проволока используется любых марок, в том числе порошковая диаметром до 1,2 мм.
Tig сварка что это такое расшифровка —
Содержание
- Что такое TIG, MIG-MAG, MMA сварка и как она расшифровывается?
- Обратный звонок
- Как расшифровывается TIG, MIG/MAG и MMA сварки?
- Виды сварки
- Ручной вариант сварки
- MIG/MAG
- Преимущества метода
- Выпрямитель или инвертор?
- Oборудование
- С инертным газом
- С неплавящимся стержнем
- Полуавтоматы
- Проволока для присадки
- Полуавтомат-универсал
- Spot/Stitch
- Автомат подачи
- Выводы
- Что такое аргонодуговая сварка TIG
- Что такое TIG сварка
- Принцип работы аргонодуговой сварки
- В чем преимущества TIG сварки
Что такое TIG, MIG-MAG, MMA сварка и как она расшифровывается?
MMA-сварка – это ручное дуговое сваривание штучными электродами с нанесенным на них покрытием. Она используется для сваривания углеродистых, а также нержавеющих сталей. Углеродистые стали свариваются на постоянном и переменном токе, но нержавеющая сталь может свариваться только на постоянном токе. Плюсами данного вида сваривания является возможность сваривания в любом пространственном положении, отсутствие газовых баллонов для сваривания и высокая экономичность сварочного процесса. Среди минусов стоит выделить низкую производительность и необходимость удаления шлака с деталей.
Она используется для сваривания углеродистых, а также нержавеющих сталей. Углеродистые стали свариваются на постоянном и переменном токе, но нержавеющая сталь может свариваться только на постоянном токе. Плюсами данного вида сваривания является возможность сваривания в любом пространственном положении, отсутствие газовых баллонов для сваривания и высокая экономичность сварочного процесса. Среди минусов стоит выделить низкую производительность и необходимость удаления шлака с деталей.
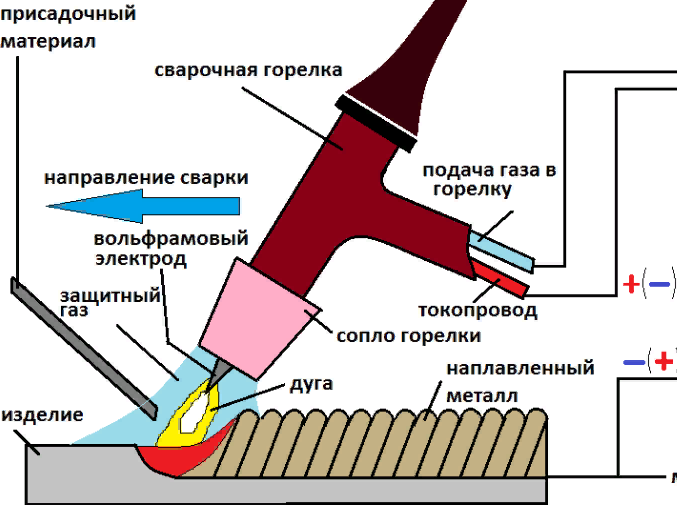
TIG-сваркой является ручное сваривание с использованием не плавящихся вольфрамовых электродов в среде защитного газа аргона. Данный метод сваривания на постоянном токе применяют для стальных деталей, а TIG на переменном – для алюминия и его сплавов. Плюсами TIG-сваривания является отсутствие брызг металла, хорошее управление параметрами дуги, аккуратный сварочный шов и возможность сваривания деталей небольшой толщины. Минусами является наличие баллона для газа, низкая производительность и высокие требования по подбору оператора. Сваривание
Сваривание
MIG-MAG – это полуавтоматическая сварка электродной проволокой в среде инертного газа аргона. В некоторых случаях может применяться углекислый газ. Данный способ сваривания используется для сваривания сталей (в том числе нержавеющих), а также алюминиевых сплавов.
Плюсами MIG-MAG сваривания с газом является высокая производительность, небольшое количество дыма и отсутствие шлака, который требуется убирать со сварочного шва. Минусами является применение газового баллона и ограниченное применение на открытом воздухе. Сваривание порошковой проволокой имеет такие преимущества, как отсутствие газовых баллонов, всегда готово к применению и прекрасно подходит для работ на открытом воздухе. Минусами является высокая стоимость порошковой проволоки и необходимость удаления шлаков с металла шва.
Стоит отметить, что пайка MIG позволяет работать при более низких температурах, чем при сваривании MIG. Это позволяет с меньшей степенью деформировать соединенные части. Материалы соединяются с помощью расплава материала припоя. Пайка MIG нашла широкое применение при кузовном ремонте, потому что цинковое покрытие стали при таком способе соединения металла не повреждается.
Материалы соединяются с помощью расплава материала припоя. Пайка MIG нашла широкое применение при кузовном ремонте, потому что цинковое покрытие стали при таком способе соединения металла не повреждается.
Обратный звонок
Укажите Ваш номер телефона и менеджер перезвонит. Услуга действует только по РФ.
Для стран СНГ обращения принимаются на Viber/Whatsup: +7-925-081-03-33
Источник
Как расшифровывается TIG, MIG/MAG и MMA сварки?
Немногим читателям понятен смысл аббревиатур mig mag mma, применяемых в сварочных работах, но профессиональный сварщик понимает разницу этих методов. Производители оборудования для сварки и сопутствующих материалов четко придерживаются именно этих обозначений, поэтому мы подробно расскажем о каждом.
Виды сварки
С помощью mig mag и mma сварки происходит прочное соединение металлических конструкций, отдельных деталей посредством расплавления кромок и образования единого целого. В результате сварки образуется прочный шов, обладающий высокой прочностью, даже при колебательных нагрузках. Что такое TIG и MMA, а также расшифровку аббревиатур MIG и MAG вы узнаете из следующих разделов.
Что такое TIG и MMA, а также расшифровку аббревиатур MIG и MAG вы узнаете из следующих разделов.
Ручной вариант сварки
MMA сварка что это такое, аббревиатура переводится дословно — дуговая сварка вручную, при этом используется электрод с напыленным или обмазанным флюсом. В качестве источника тока применяют трансформатор или инвертор. При расплавлении покрытие стержня становится жидким и защищает расплавленный металл от окисления воздухом.
После окончания процесса сварки шлак покрывает шовное соединение прочным слоем, который удаляется сварщиком, чтобы визуально проверить качество соединения. Аналогичная сварка производится при подключении постоянного или переменного тока, причем первый вариант использует прямую и обратную полярность. ММА — это наиболее распространенная сварка на любом производстве.
MIG/MAG
Что это такое MIG сварка — полуавтоматический процесс соединения металлов при подаче присадочной проволоки, а защиту выполняет инертный газ. Различие аббревиатур МИГ/МАГ происходит из-за написания на английском или немецком языке. Исполнитель ведет горелку по месту соединения конструкции или заготовок, а тонкая проволока, расплавляясь, образует идеальный по ширине шов.
Различие аббревиатур МИГ/МАГ происходит из-за написания на английском или немецком языке. Исполнитель ведет горелку по месту соединения конструкции или заготовок, а тонкая проволока, расплавляясь, образует идеальный по ширине шов.
MIG сварка — это процесс, построенный на использовании инертного газа, который тяжелее воздуха и обволакивает сварочную ванну, препятствуя окислению расплавленного металла. MAG — использует агрессивные газы, в состав которых входят молекулы кислорода, сварка металлов происходит при соединении создаваемой и естественной среды.
Преимущества метода
Основные достоинства этих прогрессивных методов соединения металлов:
- Простата технологии сварки, доступная начинающим сварщикам.
- Высокое качество шовного соединения и аналогичная производительность, т. к. нет затрат времени на смену электродов.
- Сварка производится во всех пространственных положениях, при низком тепловом вложении, что подходит для соединения тонколистового металла.

- Не надо производить последующую обработку шва.
- Длинные швы выполняются без остановки и повторной активации дуги, что намного упрощает весь процесс.
Именно из-за таких преимуществ МИГ/МАГ применяется на автоматических линиях сборки автомобилей, где используются роботы для сварочных работ.
Выпрямитель или инвертор?
Опытные сварщики для каждодневной работы выбирают инвертор, потому что дополнительные режимы и встроенные функции упрощают технологию, особенно это актуально при соединении деталей и конструкций из алюминия, нержавеющей стали и сложных тугоплавких сплавов. Имеет значение и вес аппарата, возможность подключения к любой электрической сети.
Трансформатор отличается исключительной надежностью в работе и низкой стоимостью, но потребляет гораздо больше электроэнергии. Его масса значительна, поэтому мобильностью он не отличается, да и используют его для простейших видов сварки.
Точная расшифровка аббревиатуры означает вольфрам в инертном газе, в качестве электрода применяется тонкий стержень из аналогичного металла, который затачивается определенным способом. При сварке используют присадочную проволоку, которая, расплавляясь, заполняет углубление между заготовками.
При сварке используют присадочную проволоку, которая, расплавляясь, заполняет углубление между заготовками.
Особое значение имеет конструкция горелки, где неплавящийся электрод расположен в центре, а вокруг него подается защитный газ, состоящий из чистого аргона или его смесей. Эта методика требует основательной подготовки исполнителя и качественного оборудования, нагрев здесь минимальный, поэтому перегрев металла не происходит.
[stextbox для сплавки алюминия и тонкой листовой нержавейки.[/stextbox]
Oборудование
Что это такое MMA TIG MIG вы уже знаете, теперь поговорим об типах аппаратов для каждого вида сварочных работ.
С инертным газом
Газ находится в баллонах со специфической маркировкой, сверху установлен редуктор, регулирующий величину его подачи. При методе МИГ используют инертные газы, которые намного дороже активных аналогов, например, цена углекислого газа в 45 раз меньше аргона, а по сравнению с гелием — стоимость снижается еще в 3,5 раза.
При сварке МАГ в качестве защиты используется углекислый газ или азот, но чтобы не было негативного воздействия на результат, применяют проволоку с добавлением марганца или кремния, т. к. они не дают окислять расплавленный металл.
С неплавящимся стержнем
В странах СНГ метод ТИГ — это аргонодуговая сварка по названию используемого газа для защиты, неплавящийся электрод упрощает весь процесс, а отсутствие посторонних вкраплений позволяет получить высококачественный шов. Импульсный вариант сварочного процесса аналогичен по своим свойствам TIG, только используется непостоянный ток, такой режим встречается в агрегатах МАГ/ТИГ. Его применяют для соединения тонких листов, т. к. нет перегрева и коробления поверхности, а шовное соединение имеет вид чешуи.
Процесс сварки MMA был подробно описан ранее, напомним, что для него характерно образование дуги между плавящимся электродом и заготовкой.
[stextbox после застывания покрывается окалиной от застывшего шлака, которая легко удаляется постукиванием по поверхности молотком. [/stextbox]
[/stextbox]
Полуавтоматы
Практически во всех СТО установлен аппарат для сварки методом МИГ/МАГ, потому что при его применении получается шов высокого качества, не требующий дополнительной обработки. Используют инверторы, т. к. подключаются они к обычной электрической сети, имеют небольшие габариты и массу, а также мобильны.
Источник питания у большинства аппаратов идентичный, поэтому производители наладили выпуск универсального оборудования, которое позволяет работать на разных режимах, только надо сменить горелку.
Проволока для присадки
Методы MIG MAG TIG используют в полуавтоматах специальные установки для непрерывной подачи проволоки, от характеристик которой зависит качество швов. Когда применяется порошковый вид присадка, то защитный газ не нужен.
На производстве применяют такие виды: на основе алюминия, из стали, с частичным или полным омеднением и порошковая проволока. Особое качество и большое распространение получили два последних варианта — гарантируется отсутствие брызг, что повышает качество и скорость сварки.
Полуавтомат-универсал
Аппарат Тритон МИГ — это яркий пример универсальности, он относится к оборудованию для профессионалов. Инвертор компактных габаритов установлен на небольших колесах, вырабатывает ток не более 250 А, обеспечивает нормальную работу во всех существующих режимах, проводит шов по технологии Пятно/Стежок.
В комплектации имеется три варианта горелок, которые легко заменить. При пиковом режиме продолжительность работы составляет 60%, а при 200 А — 100%. Для надежности и легкости активации розжига имеются специальная функция и контактная активация дуги. Оборудование позволяет соединять разные металлы, а также листы с оцинковкой.
Spot/Stitch
В этом режиме оборудование работает таким методом: капля расплавленной проволоки переносится на изделие при отсутствии КРЗ (короткое замыкание), поэтому нет перегрева и коробления поверхности. Аналогичная методика применяется для прочного соединения листов из нержавейки или оцинкованных заготовок. Небольшой нагрев увеличивает продолжительность срока использования аппарата и повышает общую работоспособность.
Небольшой нагрев увеличивает продолжительность срока использования аппарата и повышает общую работоспособность.
Автомат подачи
Устройство постоянной подачи присадочной проволоки осуществляет поступление без проскальзывания и зажёвываний, в инвертор загружается кассета весом от 5 до 15 кг, с диаметром 0,8—1,2 мм. Подробная комплектация автоматической подачи выглядит так:
- Рукав для сварочных работ состоит из гибкого каркасного кабеля, обтянутого многослойной резиной, которая защищает и изолирует силовой провод. Внутри имеется спирального вида канал для непрерывной подачи проволоки и изолированный шланг подачи защитного газа.
- Механизм подачи присадки — осуществляет постоянное движение проволоки по каналу, состоит из электрического двигателя и прижимных роликов, настроенных на определенное усилие.
- Отсек для установки катушки с намотанной проволокой. Располагается рядом с механизмом подачи, причем емкость с присадком располагается вертикально или горизонтально относительно последнего.
 Фиксация происходит зажимом или гайкой.
Фиксация происходит зажимом или гайкой. - Осуществляет регулировку блок управления подачи. Существуют два способа — электронный, с применением реостата или механический, используя сменные шестерни.
На современных моделях имеются цифровые табло, где выставляется точная скорость подачи проволоки, чтобы обеспечить качество формирования шва.
В. П. Игнатенко, образование: колледж, специальность: сварщик 4 разряда, опыт работы с 2000 года: Автоматическая подача проволоки облегчает работу исполнителя и ускоряет производительность, но надо быть внимательным и иметь определенный опыт.
Выводы
Для успешного выполнения сварки разными методами, исполнитель должен обладать теоретическими знаниями и практической подготовкой, чтобы быстро сменить горелку на мощном универсальном оборудовании. Силу тока и регулировку подачи газа узнают из соответствующих таблиц с указанием диаметра присадочной проволоки.
Источник
Что такое аргонодуговая сварка TIG
Что такое TIG сварка: как расшифровывается, технология
Многие почему-то путают аргонодуговую TIG сварку с полуавтоматической сваркой при помощи проволоки. Однако на самом деле это не так, и TIG сварка, также далека от полуавтомата, как и MMA сварка плавящимся электродом.
Однако на самом деле это не так, и TIG сварка, также далека от полуавтомата, как и MMA сварка плавящимся электродом.
На самом деле все просто, и аббревиатура TIG расшифровывается, как — Tungsten Inert Gas. Если в двух словах, то это — аргонодуговая сварка неплавящимся вольфрамовым электродом.
В отличие от MAG и MIG сварки, TIG сварка производится в среде инертного газа, такого как аргон. Главным элементом для сварки выступает вольфрамовый электрод, который изготовлен из очень тугоплавкого металла. Его температура плавления почти 4000°C.
Что такое TIG сварка
При этом наверняка многие начинающие сварщики спросят, а зачем же используется вольфрамовый электрод, если он совсем не плавится при сварке металлов. И здесь как оказывается все просто. Неплавящимся электродом в аргонодуговой сварке формируется сварной шов.
В свою очередь это даёт возможность получения аккуратного и точного соединения, которое недоступно для всех других видов сварки.
Для аргонодуговой сварки в среде защитного газа используется специальная горелка, в сопло которой и устанавливается вольфрамовый электрод.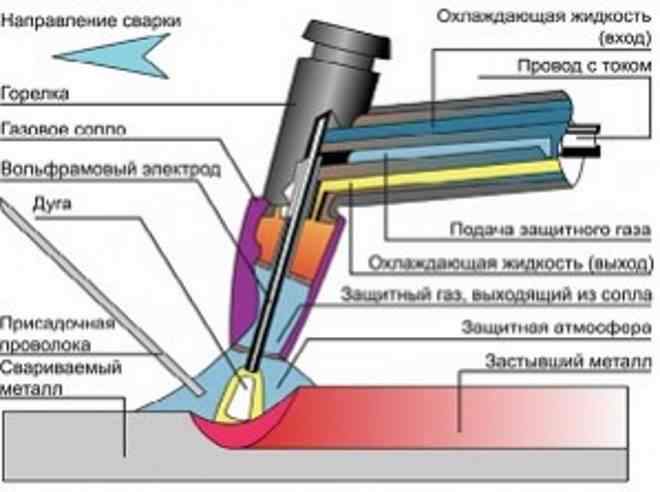 Во время сварки вокруг электрода подаётся инертный газ аргон, который защищает соединение от окружающего воздуха.
Во время сварки вокруг электрода подаётся инертный газ аргон, который защищает соединение от окружающего воздуха.
Если аргон не будет защищать расплавленный металл, это увеличит пористость шва и приведёт к возникновению различного рода дефектов.
Принцип работы аргонодуговой сварки
Аргонодуговая сварка — осуществляется с использованием той же самой дуги, что и в ручной дуговой сварке. Однако в качестве замыкающего элемента катод и анод служит неплавящийся электрод, в данном случае — вольфрамовый.
Следовательно, может возникнуть ещё один вопрос: если электрод неплавящийся, то, что же именно попадает в сварочную ванну? При сварке изделий расположенных вплотную друг к другу, вполне достаточно того металла, который расплавляется с кромок.
Однако если расплавленного металла не хватает, то сварщик использует при аргонодуговой сварке специальную присадочную проволоку.
В чем преимущества TIG сварки
На самом деле преимуществ у аргонодуговой сварки достаточно много:
- Это и незначительная зона нагрева свариваемых деталей, что позволяет избежать серьёзных деформаций, особенно при сваривании заготовок небольшой толщины;
- И более качественный сварной шов без шлака, за счет вытеснения воздуха аргоном, поскольку этот газ тяжелей воздуха;
- И высокая скорость выполнения сварочных работ, ну может чуть ниже, чем у полуавтоматической MIG и MAG сварки;
- Очень красивый сварочный шов, который не требует абсолютно никакой дальнейшей обработки;
- Возможность варить различные металлы.

Именно за счет всех вышеперечисленных преимуществ, аргонодуговая сварка нашла широчайшее применение на сегодняшний день. TIG сварка активно применяется в машиностроении и при изготовлении всевозможных изделий, в том числе и для пищевой, химической, а также нефтеперерабатывающей продукции.
Аккуратный с эстетической стороны сварной шов позволил использовать аргонодуговую сварку для изготовления различных изделий, например, полотенцесушителей и радиаторов отопления. Не обойтись без ТИГ сварки и в автосервисах, а также на заводах по производству автомобилей.
Источник
какой процесс сварки и для чего?
Практически любой материал можно сваривать с использованием обычных сварочных процессов: сварка металлом в среде инертного газа или металла в среде активного газа (MIG/MAG), сварка вольфрамовым электродом в среде инертного газа (TIG) или сварка электродом (ручная дуговая сварка металлическим электродом). Какой процесс использовать, зависит от требований компонента и производственного процесса. Иоганн Даллманнсбёк, преподаватель бизнес-академии сварки Fronius International, объясняет, какой процесс сварки использовать и когда.
Иоганн Даллманнсбёк, преподаватель бизнес-академии сварки Fronius International, объясняет, какой процесс сварки использовать и когда.
MIG/MAG позволяет сократить время сварки. Этот процесс сварки поддается автоматизации, что делает соединение особенно быстрым и ускоряет весь производственный процесс. Электродная сварка и сварка TIG, в частности, не могут поддерживать такие высокие скорости сварки.
Процесс сварки MIG/MAG обеспечивает высокую скорость сварки с хорошим качеством шва и широким набором функций. Высокая скорость может иметь важное значение с точки зрения экономической эффективности, когда необходимо произвести большое количество продукции за короткое время. Но высокие скорости сварки также означают меньшую зону термического влияния на детали. Эта зона создается в районе сварного шва, где подвод тепла в заготовку может снизить качество металла. Тепло может локально упрочнить металл и сделать его хрупким, что приведет к трещинам или изломам и снижению прочности на растяжение. Поэтому важно свести к минимуму количество тепла, подводимого к компоненту. Это особенно важно, если впоследствии на него будут воздействовать динамические, т. е. знакопеременные нагрузки, например, на мостовые балки, вагоны поездов или детали вибрирующей машины.
Поэтому важно свести к минимуму количество тепла, подводимого к компоненту. Это особенно важно, если впоследствии на него будут воздействовать динамические, т. е. знакопеременные нагрузки, например, на мостовые балки, вагоны поездов или детали вибрирующей машины.
Выбор процесса сварки зависит от влияния окружающей среды. Подвергается ли компонент влиянию ветра и погодных условий или его можно сваривать, будучи защищенным от них? Для процессов TIG и MIG/MAG требуется защита от защитного газа, обеспечиваемая отдельно подаваемым газом. Это может быть обеспечено только в закрытых помещениях или путем укрытия компонента таким образом, чтобы подаваемый газ не мог сдуться. При сварке на открытом воздухе лучше использовать ручной метод дуговой сварки металлом. Горящее покрытие образует защитные газы и шлак, предохраняющие расплав от химических реакций с окружающим воздухом.
Для ручной дуговой сварки металлическим электродом не требуется защитный газ, поэтому этот процесс также можно использовать на открытом воздухе. Внешний вид швов
Внешний вид швов При наличии видимых швов очень важен безупречный внешний вид. Часто требуется плавно волнистый внешний вид шва с очень тонкой текстурой. Этого можно достичь только с помощью процесса TIG или с помощью специальных функций процесса MIG/MAG, таких как шовная сварка MIG/MAG или CMT. При ручной дуговой сварке металлом внешний вид шва зависит от типа используемого электрода.
Характерная волнистость шва может быть получена с помощью сварки TIG. Для воспроизведения характерной волнистости шва при сварке MIG/MAG необходимы специальные функции – здесь используется CMT CycleStep от Fronius. Качество шваТам, где чистота шва имеет первостепенное значение, TIG является первым выбором. Сварные швы TIG обладают лучшими механическими свойствами. Швы MIG/MAG также могут быть очень высокого качества.
Однако высококачественные швы TIG требуют высокой чистоты кромок перед сваркой. Они должны быть идеально чистыми, т. е. без ржавчины, масла, смазки и любых других загрязнений, чтобы можно было использовать процесс TIG.
е. без ржавчины, масла, смазки и любых других загрязнений, чтобы можно было использовать процесс TIG.
В дополнение к вышеуказанным требованиям к шву, толщина компонента также играет роль при выборе процесса сварки. Детали толщиной менее одного миллиметра нельзя сваривать электродом, но если деталь толще четырех миллиметров, сварка TIG считается неэкономичной. С другой стороны, процесс MIG/MAG можно использовать для чего угодно, от сверхлегких калибровочных листов до сплошных стальных листов.
Эксперт:
Йоханн Даллманнсбёк — профессиональный сварщик с многолетним опытом сварки. В течение многих лет он также работал экспертом по вводу в эксплуатацию роботизированных сварочных систем по всему миру. Сегодня он преподает в Академии сварочного бизнеса Fronius International в Австрии, где обучает пользователей работе с современным сварочным оборудованием.
Справочник по технологии сварки: Пояснения ко всем техническим терминам можно найти в Fronius Welding Wiki.
redakteur
Fronius Content Creator
FreeMAKER 183 Многофункциональный аппарат для сварки проволокой, электродом и TIG
поиск
€475,00389,34 € без НДС.
| или 3 тарифа от 158,33 € с | информация | |
| или в 3 тарифа от 158,33 € с | информация |
Library_add Подробнее варианты
MPN: 99820056
EAN: 8056326742072
230V
25 ÷ 150 A
MMA — TIG — MIG — MAG
- Описание
- Технические данные
- Гарантия
- Часто задаваемые вопросы
Helvi freeMAKER 183 — Многофункциональный сварочный аппарат для сварки проволокой, электродом и ВИГ
Helvi freeMAKER 183 Wire Welder представляет собой многофункциональный сварочный аппарат , способный выполнять 3 типа сварки: проволока сварка, сварка электродом сварка, сварка TIG . Helvi freeMAKER 183 может также использоваться менее опытными пользователями .
Helvi freeMAKER 183 может также использоваться менее опытными пользователями .
Интуитивно понятный и простой дисплей управления даже для новичков, создание качественных сварных швов за несколько простых шагов . Helvi freeMAKER 183 — это быстрая в использовании и настройка .
Технические характеристики
Helvi freeMAKER 183 имеет источник питания 230 (В) 50/60 Гц и характеризуется диапазоном регулирования от 15 до 150 ампер. Класс изоляции этого сварочного аппарата Wire Welder — тип H со степенью защиты IP22S.
Благодаря компактным размерам 37 x 17 x 26 см этот сварочный аппарат Portable обеспечивает простоту перемещения и транспортировки.
Функциональные характеристики
Этот портативный многофункциональный сварочный аппарат позволяет быстро переходить от одного типа сварки к другому без смены оборудования, а новые пользователи могут легко экспериментировать с новыми типами сварки.
Сварочный аппарат Helvi FreeMaker 183 позволяет работать как на открытом воздухе (с электродом и безгазовой порошковой проволокой), так и в помещении с защитными газами (газовая проволока или TIG).
Helvi freeMAKER 183 также оснащен удобной, простой и интуитивно понятной панелью управления , даже для новичков.
Разница между сваркой MIG, MAG, TIG и MMA.
MMA сварка, сварка покрытым электродом , безусловно, является наиболее распространенным методом сварки в непрофессиональной среде или в процессах, не требующих особых качественных и производительных характеристик. Этот тип сварочного аппарата проще в использовании, даже если он дает менее точные результаты с эстетической точки зрения, чем другие виды сварки, из-за шлака, образующегося при отсутствии защитного газа.
Сварка проволокой (MIG, MAG и TIG) очень производительна, так как благодаря длине проволоки не требует постоянных перерывов на замену и, следовательно, позволяет работать более непрерывно.
Различие между аппаратами для сварки проволокой MIG, MAG и TIG заключается в том, что первые два типа представляют собой типы дуговой сварки в среде защитного газа, тогда как TIG использует стержни в качестве присадочного материала и использует аргон или гелий.
В сварке MIG электрод состоит из металлической проволоки, которая также используется в качестве присадочного материала, а размотка катушки происходит полуавтоматически, в отличие от сварки TIG, где стержни держат оператор вручную.
С другой стороны, при сварке MAG , которая также является полуавтоматической, используется углекислый газ, который в основном используется для сварки обычных сталей. Сварка MIG гарантирует более высокий уровень точности, более точные результаты и предпочтительнее для больших толщин, в то время как MAG дешевле и также позволяет сваривать медь, алюминий и магний.
С другой стороны, сварка TIG является наиболее эстетически красивой и требует более низкого напряжения и, следовательно, меньше поглощает, что делает ее дешевле.
Фактически, сварка TIG имеет так называемую форму монеты из-за круглых форм, которые она производит, и является более стойкой, поэтому обычно используется для видимых элементов и в процессах, требующих точности.
Посмотреть видео
Области применения
- Домашнее и профессиональное использование
Характеристики
- Компактные модели и 9000 5 легких
- 3 режима в 1
- Железо Ø 0,6 ÷ 0,8 мм
- Порошковая проволока Ø 0,9 мм
- Диаметр электрода Ø 1,6 ÷ 3,25 мм
- Интуитивный дисплей
- Простота даже для неопытных
- Сварка проволокой
- Сварка электродом
- Сварка ВИГ
- Однофазная
- Постоянный ток
- Мощность 8 кВА
- Компенсация сетевого напряжения
- Электронное управление
- Охлаждение с принудительной вентиляцией
- Разъем 25 мм²
- Параметры синергетического управления
- Сварка с использованием газа или без газа
- Катушки по 1 кг
- Анимированная проволока
- Подача проволоки ролики
- Оптимальное управление током
- Управление горячим пуском
- Не использовать электрод наклеивание
- Зажигание TIG Lift
Стандартное оборудование
- Длина сварочной горелки MIG 3,0 м
- Кабель заземления.
.jpg) Длина 2.0м. Сечение кабеля 16мм2
Длина 2.0м. Сечение кабеля 16мм2 - Диаметр бухты порошковой проволоки 0,9 мм – 0,5 кг
- Martobrush
Технические характеристики
| Блок питания | 230 В 90 085 | |
| Частота | 50/60 Гц | |
| Рабочий цикл при 40°C MIG/MAG | 150A при 25% • 95A при 60% • 75A при 100% | |
| Рабочий цикл при 40°C MMA | 150A при 25% • 95A при 60% • 7 5А при 100% | |
| Рабочий цикл при 40°C TIG | 150 А при 20 % • 85 А при 60 % • 65 А при 100 % | |
| Железо | 0,6 ÷ 0,8 Ø мм ) | от 0,9 Ø мм |
| Диаметр электрода | 1,6 ÷ 3,25 Ø мм | |
| Тип электрода | 6013 — 7018 — CrNi | Класс изоляции | h |
| Степень защиты | IP22S | |
| Размеры | 37x17x26 см | |
| Вес | 11 кг |
Технические характеристики
| Источник питания | 230 В | |
| Частота | 50/60 Гц | |
| Рабочий цикл при 40°C MIG/MAG | 150A при 25% • 95A при 60% • 75A при 100% | |
| Рабочий цикл при 40°C MMA | 150A при 25% • 95A при 60% • 75A при 1 00% | |
| Рабочий цикл при 40°C TIG | 150 А при 20 % • 85 А при 60 % • 65 А при 100 % | |
| Железо | 0,6 ÷ 0,8 Ø мм ) | от 0,9 Ø мм |
| Диаметр электрода | 1,6 ÷ 3,25 Ø мм | |
| Тип электрода | 6013 — 7018 — CrNi | Класс изоляции | h |
| Степень защиты | IP22S | |
| Размеры | 37x17x26 см | |
| Вес | 11 кг |
INDORS является авторизованным сервисным и ремонтным центром
Наш мастерская способна гарантировать оперативный и профессиональный ремонт: скорость ; вмешательства, компетентность и доступность – наши сильные стороны .
Покупая у Indors, вы также приобретаете душевное спокойствие: наша служба помощи и ремонта гарантирует быстрое и своевременное решение любой проблемы благодаря надежной доступности; запасных частей, ваше оборудование всегда будет работоспособным и доступным в течение нескольких дней по низкой цене. Дополнительная информация
Гарантия ЕС 2 Anni
На все продукты, продаваемые Indors, распространяется юридическая гарантия на 2 года с даты покупки для покупок физическими лицами (12 месяцев для профессиональных пользователей) на предмет несоответствия в соответствии со ст. 128 сл. Законодательный декрет №. 206/2005.
Дополнительная информация
Принадлежности по запросу
€178,00 €5.00 Распродано информация €7,00 Распродано информация €15,00 00 €20,90
€22,00
-5% €23,75
€25,00
-5% Распродано информация €11,50 €73,00 €34,00 Все аксессуары Наша репутация
00 €20,90
€22,00
-5% €23,75
€25,00
-5% Распродано информация €11,50 €73,00 €34,00 Все аксессуары Наша репутация