
Катафорез и катафорезное грунтование автомобиля
Что такое катафорез и зачем он нужен, выясняется после ремонта в СТО или перекраски машины. Ржавление автомобильного кузова – одна из главнейших причин для недовольства владельца авто. Новое покрытие ЛКМ не защищает металл и кузов начинает ржаветь через 1–2 года.
Содержание
- Что такое катафорез
- Когда применяется катафорез для оцинковки кузова автомобиля
- Катафорезное грунтование кузовных деталей
- Катафорез нового кузова
- Капитальный кузовной ремонт методом катафореза
- Плюсы и минусы катафорезного грунтования
- Можно ли красить автомобиль на катафорезный грунт
Что такое катафорез
Катафорез – вариант заводской окраски. Выполняется в специальной камере и гарантирует 100% защиту от ржавчины и других повреждений.
Традиционный способ окрашивания – нанесение ЛКМ кистью или распыление с помощью аппарата, не приносит должных результатов, когда речь идет об автомобилях. Машина подвергается очень высокой нагрузке, даже когда эксплуатируется в щадящих условиях. Чтобы защитить металлические части, применяют методы с использованием электрического тока.
Машина подвергается очень высокой нагрузке, даже когда эксплуатируется в щадящих условиях. Чтобы защитить металлические части, применяют методы с использованием электрического тока.
Самый известный – электрофорез. Это процесс переноса вещества электричеством. Твёрдые мельчайшие частицы ЛКМ притягивает намагниченная поверхность. Краска или грунт наносится исключительно равномерно и покрывает мельчайшие детали рельефа. При этом частицы взаимодействуют друг с другом, образуя непроницаемую и сверхплотную плёнку.
Различают 2 типа обработки – анафорез и катафорез.
Что такое катафорез? Это катодный электрофорез. Частицы краски или грунта заряжаются положительно, а деталь для окраски – кузов, отрицательно, то есть на неё должен подаваться ток. Автомобильный каркас выполняет роль катода и притягивает к себе положительно заряженные частицы.
Катафорез включает следующие этапы.
- Перед обработкой металлическую поверхность очищают от оксидной плёнки.
 Затем детали или весь автомобильный кузов ополаскивают и обезжиривают.
Затем детали или весь автомобильный кузов ополаскивают и обезжиривают. - Подготовка поверхности – зависит от типа материала и ЛКМ для окраски. Все стальные поверхности фосфатируют, иногда комбинируют процесс с травлением – кислотным или нейтральным. Алюминиевые части обрабатывают кислотными или щелочными растворами. Сплавы магния оксидируют. При подготовке учитывают будущие условия эксплуатации. Так, если для окраски будет использована ЛКМ с коррозийной стойкостью к соляному туману более 1000 часов, поверхности перед грунтовкой обрабатывают с помощью цинкофосфатирования с пассивацией.
В последние годы чаще используют технику нейтрального травления. Такая обработка не только делает верхний слой металла однородным, но и удаляет окислы, оставшиеся после лазерной резки заготовок. А чтобы увеличить коррозийную стойкость будущей защиты, применяют щелочную обработку – цинко- и железофосфатирование.
- Погружение в ёмкость для катафореза – окрасочную ванну.
 Это резервуар объёмом, достаточным для погружения в неё автомобиля целиком. Более того, машину в ванну опускают вертикально и во время обработки она должна оставаться в таком положении. Кузов подключают к отрицательной клемме источника тока – постоянного, а анод погружают в ёмкость, чтобы зарядить краску. Эмульсию, пасту и деминерализованную воду загружают в ванну заранее и следят за её однородностью, кислотностью, активностью.
Это резервуар объёмом, достаточным для погружения в неё автомобиля целиком. Более того, машину в ванну опускают вертикально и во время обработки она должна оставаться в таком положении. Кузов подключают к отрицательной клемме источника тока – постоянного, а анод погружают в ёмкость, чтобы зарядить краску. Эмульсию, пасту и деминерализованную воду загружают в ванну заранее и следят за её однородностью, кислотностью, активностью. - Ополаскивание автомобиля – чтобы смыть частицы грунта, выполняется как погружение в другую ёмкость, так и перемещение сквозь туннель с распылителями. Промывка деталей осуществляется по каскадному принципу: по мере ополаскивания применяется все более чистая вода вплоть до ультрафильтрата. Если предполагается покраска высококачественными ЛКМ, то последняя промывка выполняется обессоленной водой.
- Герметизация и нанесение защитного покрытия на нижнюю часть кузова. Грунтовка.
- Сушка в термической камере – при +180–+200 С.
 При такой температуре частицы ЛКМ закрепляются на поверхности и полимеризуются. Предварительно кузов или отдельные элементы обдувают горячим воздухом, чтобы удалить капли жидкости. Отдельные детали прогревать нужно сильнее – днище, крышу. В камере установлены датчики температуры, позволяющие варьировать нагрев на разных участках.
При такой температуре частицы ЛКМ закрепляются на поверхности и полимеризуются. Предварительно кузов или отдельные элементы обдувают горячим воздухом, чтобы удалить капли жидкости. Отдельные детали прогревать нужно сильнее – днище, крышу. В камере установлены датчики температуры, позволяющие варьировать нагрев на разных участках. - Окрашивание выполняется на последнем этапе. Краску подбирают в зависимости от условий эксплуатации автомобиля.
Катафорезное грунтование занимает всего 2–3 минуты. Сила тока составляет от 400 до 700 А при напряжении в 400 В. Толщина защитного слоя – 25–30 мкм. Этого достаточно, чтобы не только защитить от ржавчины, но и обеспечить нечувствительность к мелким повреждениям. Добиться более толстого слоя за счёт длительного пребывания в катафорезной ванне нельзя: покрытие обладает собственными изолирующими свойствами.
Анафорез и катафорез выполняются только в заводских условиях.
СТО не может повторить такую обработку.
Когда применяется катафорез для оцинковки кузова автомобиля
Срок эксплуатации автомобиля заметно увеличивается, если покраску комбинируют с оцинковкой, то есть нанесением на металлические детали слоя цинка. Металл, в отличие от железа, образует очень плотную оксидную плёнку, а не рыхлую ржавчину. Слой не пропускает ни кислород, ни воду, и полностью защищает сталь. Даже при повреждении краски и лака кузов не ржавеет, так как его защищает цинковое покрытие.
Существует 4 способа оцинковки.
- Горячая – термическая. Считается самой надёжной. Автомобиль целиком погружается в ванну с цинкосодержащим раствором, прогревается до 460–500 С. Получают покрытие толщиной от 2 до 15 мкм. Служит оно как минимум 15 лет. Обладает интересным свойством: самовосстанавливается при повреждениях средней тяжести. Горячая оцинковка – процедура дорогая и выполняется только для автомобилей премиум и бизнес класса.
 Защитное покрытие обязательно наносится на обе стороны поверхности. Для этого либо автомобиль погружают в расплав цинкового раствора, либо наносят покрытие еще на этапе раскроя заготовок – кузовных листов.
Защитное покрытие обязательно наносится на обе стороны поверхности. Для этого либо автомобиль погружают в расплав цинкового раствора, либо наносят покрытие еще на этапе раскроя заготовок – кузовных листов. - Гальваническая – вариант электролитической обработки. Машину или отдельные части опускают в резервуар с кислотным раствором цинка. В раствор опускают катод, а саму ёмкость подключают к положительной клемме источника питания. Частицы цинка притягиваются к поверхности и осаждаются, а затем вступают в химическую реакцию. Используется технология как для полной оцинковки, так и для частичной. Применяется для защиты от коррозии бюджетных авто. Гарантийный срок эксплуатации составляет 10–12 лет, но только от сквозной коррозии. После аварии защитные свойства цинкового слоя теряются.
Гальваническая оцинковка нередко применяется локально – для покрытия самых уязвимых деталей. К ним относят арки, днище, пороги. К такому приёму прибегают при выпуске бюджетных машин. Используется гальваническое покрытие даже такими гигантами автопрома как Mercedes и BMW. Однако в немецких моделях недостаточная надёжность компенсируется более толстым слоем лакокрасочного покрытия.
Используется гальваническое покрытие даже такими гигантами автопрома как Mercedes и BMW. Однако в немецких моделях недостаточная надёжность компенсируется более толстым слоем лакокрасочного покрытия.
- Холодная оцинковка – или катафорез. Представляет собой комбинацию катафорезного грунтования и оцинковки. Сначала кузов погружают в ванну, наносят грунт, подключив автомобиль или деталь к отрицательной клемме, а раствор в ёмкости – к положительной. После грунтовки на кузов наносят цинковый порошок – с содержанием последнего не менее 89–93%. Собственно оцинковку осуществляют чисто химическим путём при нанесении сверху анафорезного грунта. Затем авто окрашивают. Холодная оцинковка дешевле, толщина полученного защитного слоя – 10 мкм.
- Цинкрометалл – цинком покрывают заготовки, то есть стальные листы на стадии проката. Затем из них изготавливают автомобиль. Такой вариант предлагают для машин, эксплуатирующийся в сухом теплом климате.
 Для средней полосы России – решение неудачное.
Для средней полосы России – решение неудачное.
Катафорезное цинкование по своим качествам приравнивается к высококлассной окраске. Технология предполагает, что защиту обеспечивает совокупное взаимодействие базы, катафорезного грунта, анафорезного – цинкосодержащего, краски и лака. При нарушении даже верхнего слоя краски защита становится недействительной.
Однако низкая стоимость технологии делает такое решение очень выгодным при выпуске недорогих авто. Поэтому к катафорезной оцинковке прибегают такие известные бренды как УАЗ, ВАЗ, Chery, Great Wall, Hyunda, Renault.
Такой метод можно использовать и при ремонте в небольших мастерских. Оцинковка осуществляется без погружении в ёмкость, а упрощённым методом. Цинкосодержащий раствор наносят на кузов с помощью электрода, который подключают к плюсу источника питания. Обрабатываемую поверхность подключают к минусу.
Увеличивает прочность и стойкость защитного слоя использование не раствора цинка, а порошкового.
Взвесь лучше заполняет щели и изгибы.
Катафорезное грунтование кузовных деталей
Катафорезное локальное грунтование выполняется для деталей и отдельных частей кузова. К такому варианту прибегают в следующих случаях.
Чёрный катафорез – грунтовка отдельных частей без окрашивания. Здесь катафорезный грунт выступает автономным покрытием. Применяется для защиты подкапотного пространства, деталей шасси, рамы, а также некоторых компонентов салона – каркаса, скоб, кронштейнов. Толщина покрытия составляет 25–35 мм, но так как слой краски и лака отсутствует, общие защитные свойства уступают полноценной обработке, но выше, чем при сером катафорезе. В условиях солевого тумана он выдерживает до 800 часов. Однако он позволяет сэкономить при следующих операциях: расход краски в любом случае будет меньше.
Новые кузовные детали обрабатывают катафорезным грунтом сразу после изготовления, до сборки.
Но так как метод заметно дороже, чем покрытие транспортировочным грунтом, к нему прибегают только при производстве оригинальных деталей.
Грунтование на заказ – при ремонте после аварии или перед покраской детали кузова передают на предприятие для катафорезного грунтования. Обработка выполняется по описанной технологии и занимает столько же времени. После покраски эти детали будут обладать такой же защитой, что и до аварии, то есть покрытие прослужит еще не менее 10–15 лет.
Катафорезная грунтовка продлевает срок эксплуатации даже неоригинальных деталей.
Катафорез нового кузова
Катафорезная обработка кузова по мнению производителей заменяет оцинковку. Технология дешевле, более доступная и позволяет варьировать как составы материалов, так и приёмы обработки. Новый кузов грунтуют по вышеописанной схеме, все этапы сохраняются – от предварительной очистки до сушки.
При работе на разных предприятиях используют методы, влияющие на качество готового покрытия.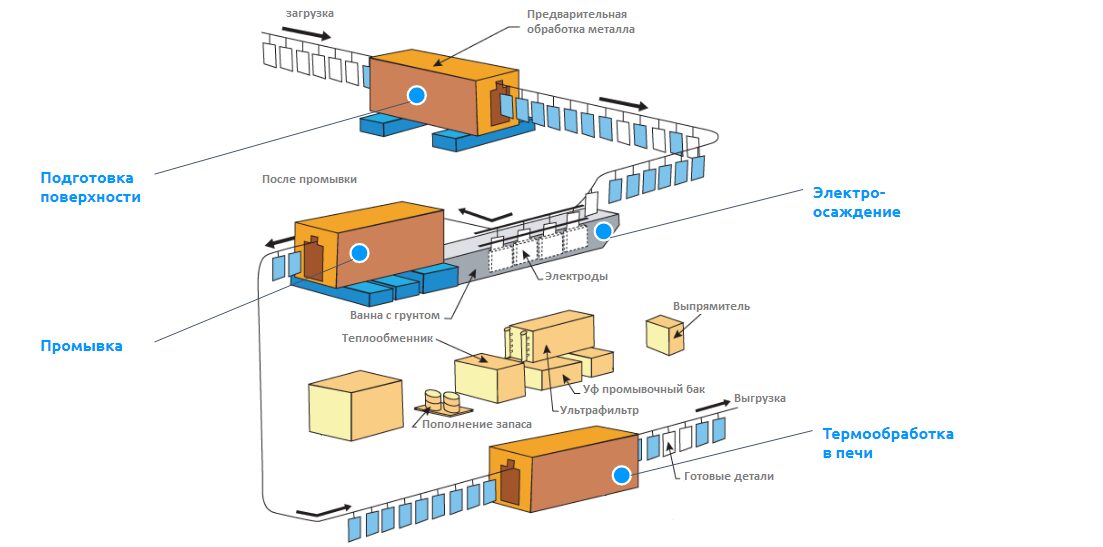
- Катафорезный грунт – состоит из связующего – смола, обычно эпоксидная, пигментной пасты и деминерализованной воды. Связующее органическое и состоит из катионных полимеров. Лучшим вариантом выступают грунты 6 и 8 поколения – безсвинцовые. Они безопасней и обладают высокой проникающей способностью. При меньшей толщине слоя лучше защищают от коррозии и расходуются не так быстро.
- Процесс электроосаждения в ванной контролируется с помощью нескольких систем. В течение 3 минут работы следят за концентрацией компонентов, премешиванием жидкости, кислотностью, температурой и уровнем напряжения ванны. Такое оборудование не доступно для СТО, так что грунтование выполняется только на заводских площадках.
- Для качественной промывки линия обработки должна включать систему ультрафильтрации. Процедура удаляет низкомолекулярные загрязнения, которые неизбежно накапливаются в ванной.
- Катафарезная грунтовка недостаточно хорошо защищает от ультрафиолета. Поэтому кузов обязательно окрашивают жидкой или порошковой ЛКМ.

Внимание! Собственно, транспортёр, который перемещает автомобиль, тоже является системой, подающей энергию. Окрашиваемую деталь подсоединят к источнику тока кабелем или через конвейер.
Капитальный кузовной ремонт методом катафореза
Капитальный ремонт предполагает подготовку под покраску, нее уступающую заводской обработке. Очевидно, что защищать кузов с помощью обычного, а тем более транспортировочного грунта, невыгодно: он быстро приходит в негодность. Необходимо осуществить грунтовку – катафорез или анафорез.
Что такое катафорезное покрытие в этом случае, понятно из перечня операций, выполняемых при ремонте.
- Автомобиль полностью разбирают. Для хорошего результата нужно подвергать катафорезу кузов и съёмные детали – дверцы, капот, по отдельности.
- Удаляют всю краску с машины. Используют химические методы, чтобы предупредить повреждения поверхности. Очищают до металла.
- Удаляют следы коррозии. Очаги ржавчины обрабатывают химическими средствами.
 Для этого кузов и его элементы погружают в ванну с антикоррозийным раствором.
Для этого кузов и его элементы погружают в ванну с антикоррозийным раствором. - Грунтуют автомобиль по описанной технологии. Подключают кузов к электроду, погружают в ванну, а затем повторяют эту же операцию с кузовными деталями.
- После сушки в камере автомобиль готов к новому окрашиванию.
Капитальный ремонт с восстановлением защитного слоя дорог. К нему редко прибегают при починке бюджетных автомобилей.
Плюсы и минусы катафорезного грунтования
Катафорезный грунт обладает несколькими явными преимуществами перед другими способами зашиты:
- обеспечивает толщину слоя на поверхностях от 15 до 30 мкм и на скрытых полостях до 12 мкм;
- обеспечивает толщину слоя на поверхностях от 15 до 30 мкм и на скрытых полостях до 12 мкм;
- продлевает срок эксплуатации деталей и кузова от 6 до 12 лет;
- обладает проникающей способностью и может наносится на элементы сложной конфигурации;
- предупреждает коррозию, как частичную, так и сквозную даже в условиях солевого тумана – в 8 раз эффективней обычной грунтовки;
- защищает разные металлические сплавы: на базе железа, алюминия, с магнием;
- обеспечивает высокую укрывистость кромок, особенно грунт 8 поколения.
 Это гарантирует полную защиту дверных кромок;
Это гарантирует полную защиту дверных кромок; - гарантирует минимальный расход материалов при покрытии, возможность уменьшить толщину слоя краски и лака при одинаковом качестве окраски;
- скрывает мелкие дефекты и неровности металлических поверхностей;
- при сушке при разных температурах обеспечивает одинаково высокую прочность и надёжность – это важно при обработке деталей, сохнущих при более высокой температуре, чем кузов.
Недостатки метода таковы:
- уступает по степени защиты горячей или гальванической оцинковке даже в тех случаях, когда грунтование объединяют с порошковым напылением цинка;
- обработка возможна только в заводских условиях, что не всегда доступно;
- защитный слой не восстанавливается. При повреждении необходимо заново полностью обрабатывать деталь.
Внимание! Катафорез автомобильного кузова обеспечивает качественную защиту от коррозии только при полной обработке последнего. Частичное грунтование – днища, наиболее активных деталей кузова, является маркетинговым ходом.
Можно ли красить автомобиль на катафорезный грунт
Катафорезный грунт защищает машину от ржавчины. Если покрытие целое и не имеет дефектов, снимать его не нужно. Любой другой вариант грунта, кроме заводской же горячей оциновки, имеет куда худшие технические характеристики. Однако перед этим желательно убедиться, что грунт действительно катафорезный.
Признаки следующие:
- покрытие матовое с очень слабым глянцем. Если блеск отсутствует полностью или, наоборот, глянец сильный, это не катафорезный грунт;
- чтобы узнать состав грунтовки, смачивают тряпку растворителем, хотя бы ацетоном, и кладут на деталь. Если через 10 минут покрытие не изменилось и следов на ткани нет – это катафорезный грунт.
Катафорез – вариант электролитического защитного покрытия. Технология предупреждает коррозию в течение 15 лет, но только при полной сохранности слоя. Обработка может продлить срок эксплуатации неоригинальных деталей и даже старых автомобилей. Выполняется катафорезная грунтовка только в заводских условиях.
Выполняется катафорезная грунтовка только в заводских условиях.
краткое описание технологии и ее преимущества. Методы защиты от коррозии
Техники нанесения внешних покрытий представляют наиболее обширную группу способов антикоррозийной защиты металла. Грунтование часто используется в защите автомобильных кузовов, которые подвергаются разного рода воздействиям, способствующим развитию ржавчины. Одним из самых эффективных методов такой защиты является катафорезное покрытие, одновременно сочетающее в себе элементы физической и химической изоляции.
Подготовка технологической оснастки
Технической основой для выполнения процедуры катафорезной обработки выступают ограничители для элементов кузова, среди которых капот, багажник и боковые двери. Все эти части должны быть приоткрыты, чтобы активная смесь свободно заполняла собой полости изнутри, не оставляя зазоров. С точки зрения поточного производства, на линии таким образом экономится раствор для катафорезного покрытия, так как не использованный состав полностью сливается в специальную емкость и применяется в последующих операциях. Функцию каналов для слива обычно выполняют отверстия в днище автомобильного кузова. О том, чтобы они были открыты, следует также позаботиться заранее.
Функцию каналов для слива обычно выполняют отверстия в днище автомобильного кузова. О том, чтобы они были открыты, следует также позаботиться заранее.
Мойка поверхностей кузова
На следующем этапе подготовки выполняется предварительная мойка. Не только с наружных поверхностей, но и с внутренней части кузова следует удалить все инородные частицы от грязи и пыли до продуктов сварочного производства и заводской смазки. На профессиональных линиях для таких целей используют камеры с множеством форсунок, направляющих воду с чистящим раствором. Более простой вариант предполагает использование мини-моек под высоким давлением с подключением компрессорных установок. В любом случае чем качественнее будет первоначальная чистка, тем больше шансов получить стойкое и долговечное защитное покрытие кузова автомобиля с акцентом на формирование антикоррозийного барьера.
Обезжиривание поверхностей
Наличие на поверхностях кузова следов технического масла или другой химии может привести к сохранению открытых участков, которые нередко становятся очагами развития ржавчины после повреждения. Поэтому очень важно проведение операции обезжиривания. Обычно перед нанесением катафорезного покрытия данная задача решается методом опрыскивания. Автомобиль проходит через специальный туннель, где на него также подается вода под высоким давлением, но уже с добавлением специальных химических средств. Практикуется и метод погружения в ванны с растворами для обезжиривания, но этот подход себя оправдывает только в условиях высокопроизводительного автосервиса с большим потоком.
Поэтому очень важно проведение операции обезжиривания. Обычно перед нанесением катафорезного покрытия данная задача решается методом опрыскивания. Автомобиль проходит через специальный туннель, где на него также подается вода под высоким давлением, но уже с добавлением специальных химических средств. Практикуется и метод погружения в ванны с растворами для обезжиривания, но этот подход себя оправдывает только в условиях высокопроизводительного автосервиса с большим потоком.
Чем обезжирить металл?
Итак, какие добавки используют после комплексной промывки перед нанесением катафорезного состава? Простейший и наиболее доступный материал представляют собой щелочные растворы. Это полезно-активные компоненты, которые вместе с усилителями обезжиривания дают неплохой эффект очистки и базовой защиты. При высокой степени концентрации жира придется задействовать специализированные средства. Например, чем обезжирить металл, если зажиренность поверхности превышает 3 г/м2? В данном случае можно использовать специализированную автохимию от компаний Henkel, Chemetall или «ЭКОХИМ», изготовленную на основе твердых и хлорированных частиц поливинилхлорида и акрилонитрилбутадиенстирола. Как показывает практика, ключевым фактором эффективности обезжиривающего раствора будет даже не столько его концентрация, сколько правильно подобранный температурный режим при обработке.
Как показывает практика, ключевым фактором эффективности обезжиривающего раствора будет даже не столько его концентрация, сколько правильно подобранный температурный режим при обработке.
Активация и фосфатирование поверхностей
Переходным этапом между зачисткой целевой поверхности и созданием базы для катафорезного покрытия является фосфатирование. В свою очередь, активация металла выступит подготовительной операцией, которая проводится с целью улучшения кристаллообразования в ванне. Для этого применяют нерастворимые соединения, фосфат марганца и соли титана. Они обеспечивают осаждающий эффект на поверхности, способствуя уплотнению фосфатного слоя.
Активация формирует основу защитного покрытия кузова автомобиля, способствуя повышению адгезии. После фосфатирования производится контроль покрытия, при котором оцениваются такие свойства, как общая кислотность, плотность, масса и т. д. Может анализироваться и состав раствора. Стандартный набор компонентов формируется цинковыми элементами, фторидами и дополнительными модифицирующими присадками, которые подбираются индивидуально.
Что такое катафорезный грунт?
Главный компонент покрытия – это бессвинцовая двухкомпонентная масса, которая может быть представлена в виде пасты или эмульсии. В новейших поколениях такие грунтовки отличаются экологической безопасностью и высокой проникающей способностью. С помощью модификаторов также улучшаются показатели термической стойкости и защищенности от коррозийных процессов. К тому же в процессе эксплуатации улучшается очистка от ржавчины без повреждения основы кузова. Непосредственно при катафорезе используются эмульсии, включающие несколько катионных полимеров. Формируемый слой представляет собой эластичную пленку с блокированным изоцианатом. Также в составе может задействоваться пигментная паста на основе минеральных компонентов, связующие активные вещества и деминерализованная жидкость.
Нанесение грунта
Защитная структура образуется в ванной, в которую предварительно была загружена эмульсия с пастой, включающей необходимые добавки. Средний объем ванной для катафорезного метода защиты от коррозии составляет 100 м3 из расчета на один кузов. Допускается и одновременная обработка нескольких автомобилей. В этом случае используются емкости по 200-300 м3.
Допускается и одновременная обработка нескольких автомобилей. В этом случае используются емкости по 200-300 м3.
К ванне вдоль периметра подключаются диализные ячейки с подводкой металлических катодных стержней. Это важная часть технологии, благодаря которой в принципе обеспечивается электрохимическое воздействие. При подаче напряжения осуществляется заряд катафорезного грунта с последующим формированием защитного слоя толщиной до 25-30 мкм. Что касается параметров заряда, то сила тока должна составлять от 350 до 700 А при среднем напряжении 400 В. По времени операция продолжается 2-3 мин.
Сушка металлических поверхностей
В отличие от других технологий быстрой сушки, в данном случае процесс полимеризации носит и характер мягкого термического воздействия с прожигом. Для этой операции используются специальные печи, позволяющие выполнять несколько этапов сушки. На каждой стадии подключается соответствующий модуль с независимой горелкой (как правило, на газовом топливе), нагревающей воздух до нужной температуры. Тепловые потоки в направлении кузова подают вентиляторные установки. Причем каждый контур термического воздействия содержит фильтры, очищающие воздух от мельчайших частиц, которые могут навредить структуре покрытия. В отношении выбора температурного режима многое зависит от характеристик конкретного металла. Для кузовной автомобильной конструкции защита от коррозии закрепляется в условиях полимеризации при 180-200 °С. Причем для каждой отдельной части температура может варьироваться за счет специальных датчиков. Особый подход обычно применяется для крыши, торпедо и днища.
Тепловые потоки в направлении кузова подают вентиляторные установки. Причем каждый контур термического воздействия содержит фильтры, очищающие воздух от мельчайших частиц, которые могут навредить структуре покрытия. В отношении выбора температурного режима многое зависит от характеристик конкретного металла. Для кузовной автомобильной конструкции защита от коррозии закрепляется в условиях полимеризации при 180-200 °С. Причем для каждой отдельной части температура может варьироваться за счет специальных датчиков. Особый подход обычно применяется для крыши, торпедо и днища.
Преимущества технологии
В числе основных плюсов данной методики называют высокую стойкость грунта к внешним негативным воздействиям, которые и создают условия для образования коррозии. Выполнив на первом же этапе очистку от ржавчины абразивами нужной фракции, в дальнейшем можно забыть о рисках подобного поражения от высокой влажности и солевых воздействий. При этом катафорез используется не только как технологическое защитное покрытие, но и в качестве декоративного, если раствор грунтовки совместить с порошковой краской. Среди других преимуществ этого метода отмечается высокая скорость обработки, равномерность укладки слоя, высокая проникающая способность и уже упомянутая экологическая безопасность.
Среди других преимуществ этого метода отмечается высокая скорость обработки, равномерность укладки слоя, высокая проникающая способность и уже упомянутая экологическая безопасность.
Альтернативные методы антикоррозийной защиты
Ближайшая технология антикоррозийной защиты, которую в принципе можно сопоставить с катафорезом, это анафорез. Она также представляет собой разновидность электролитического окрашивания, но с некоторыми отличиями. В частности, анафорезный метод защиты от коррозии предусматривает отрицательный заряд грунтующего раствора, а целевая поверхность связывается с положительным контуром. С точки зрения качества устройства покрытия, это не имеет принципиального значения, но зато облегчаются организационные процессы в силу исключения обязательного устройства заземления для ванны и подводки диализных клеток. Кроме того, снижаются требования к процедурам осаждения краски и сушки нанесенного покрытия.
Заключение
Техника катафореза отличается сложностью и финансовой затратностью. Качество результата при этом будет гарантироваться только грамотным выполнением каждого этапа обработки. Малейшее нарушение технологии может стать причиной разрушения нанесенного грунта уже в первые месяцы эксплуатации автомобиля. Но в остальных случаях катафорезная обработка металла себя полностью оправдывает как эффективный способ антикоррозийной защиты на многие годы. Секрет формирования положительных технико-эксплуатационных свойств после образования покрытия заключается в сбалансированном сочетании химических компонентов и электрического воздействия на металлическую структуру. Это далеко не инновационный способ, поскольку его принципы давно задействуются при защите трубопроводных сетей от той же коррозии. Но применительно к защите автомобильных кузовов можно говорить о беспрецедентной оптимизации процессов катафореза, хоть и с большими организационными затратами.
Качество результата при этом будет гарантироваться только грамотным выполнением каждого этапа обработки. Малейшее нарушение технологии может стать причиной разрушения нанесенного грунта уже в первые месяцы эксплуатации автомобиля. Но в остальных случаях катафорезная обработка металла себя полностью оправдывает как эффективный способ антикоррозийной защиты на многие годы. Секрет формирования положительных технико-эксплуатационных свойств после образования покрытия заключается в сбалансированном сочетании химических компонентов и электрического воздействия на металлическую структуру. Это далеко не инновационный способ, поскольку его принципы давно задействуются при защите трубопроводных сетей от той же коррозии. Но применительно к защите автомобильных кузовов можно говорить о беспрецедентной оптимизации процессов катафореза, хоть и с большими организационными затратами.
Разница между E-Coat и катафорезным процессом
——
2000
В. Что такое черный электрофорез/катафорез?
Что такое черный электрофорез/катафорез?
Я изучаю этот процесс, чтобы применить его к нашим гоночным велосипедам из стали и алюминиевого сплава.
Я знаю:
- , что это твердое, прочное, окрашиваемое, коррозионностойкое черное покрытие,
- обычно используется в Европе в качестве покрытия для велосипедных рам, глушителей мотоциклов, сейфов, промышленных дверей (среди прочего),
- наносится как на стальные, так и на алюминиевые материалы (среди прочего).
Кто-нибудь знает:
- какой химический состав,
- , если в Северной Америке у него другое название,
- каких-либо источников в Северной Америке?
Дэйв Энтони
— Торонто, Онтарио, Канада
2000
«Электропокрытие: руководство для отделочников»
от Electrocoat Association
из Abe Books
или
Партнерская ссылка
(ваши покупки делают возможным использование Finishing. com)
com)
A. Он называется e-coat и очень популярен в США, Европе, Азии и т. д. Посетите веб-сайт Ассоциации Electrocoat, вы найдете там много информации.
Сара Михаэли
Тель-Авив-Яффо, Израиль
Несколько потоков были объединены; пожалуйста, простите за повторы, хронологические ошибки или кажущееся неуважение к более ранним ответам — их тогда, вероятно, не было 🙂
Катафорезная окраска
2000
В. Я связан с производителем стальной проволоки. Клиент спросил нас о КТЛ, или катафорезной покраске. Можете ли вы рассказать нам что-нибудь об этом процессе — он доступен в США?
Спасибо
Джон Кэри
— Ньюнан, Джорджия, США
2000
A. Катафорезная краска – это известный процесс. В США много пользователей и производителей e-coat. Попробуйте связаться с ассоциацией электронных пальто.
Сара Михаэли
Тель-Авив-Яффо, Израиль
2001
RFQ: УВАЖАЕМЫЙ СЭР/МАДАМ,
МЫ ЯВЛЯЕМСЯ ПОСТАВЩИКОМ СТАЛЬНЫХ АВТОЗАПЧАСТЕЙ В СТАМБУЛЕ. МЫ ИЩЕМ ОБОРУДОВАНИЕ И СИСТЕМУ ДЛЯ КАТАФОРЕЗА/ЭЛЕКТРОННОГО ПОКРЫТИЯ ДЛЯ ДОБАВЛЕНИЯ НА НАШ ЗАВОД. ПОЖАЛУЙСТА, ПОСОВЕТУЙТЕ НАМ О КОМПАНИЯХ, РАБОТАЮЩИХ В ЭТОЙ ОБЛАСТИ. МЫ ОТКРЫТЫ ДЛЯ ЛЮБЫХ ИДЕЕЙ ПО ТЕМЕ.
СПАСИБО ЗА ВАШЕ ВРЕМЯ И УСИЛИЯ.
SERKAN KOC
— Стамбул, Турция
—-
Изд. примечание: Извините, этот запрос предложения устарел, но технические ответы приветствуются. Пожалуйста, не предлагайте публичные бренды/источники (а? почему?)
2002
RFQ: МЫ ХОТИМ СОЗДАТЬ ЗАВОД В БУРСЕ. МЫ ИЩЕМ МАШИНЫ И ПОЛНУЮ СИСТЕМУ ДЛЯ КАТАФОРЕЗА/ЭЛЕКТРОННОГО ПОКРЫТИЯ. СКОЛЬКО ПРИБЛИЗИТЕЛЬНО СТОИТ ИНВЕСТИЦИИ. ПОЖАЛУЙСТА, ПОСОВЕТУЙТЕ НАМ О КОМПАНИЯХ, РАБОТАЮЩИХ В ЭТОЙ ОБЛАСТИ. МЫ ОТКРЫТЫ ДЛЯ ЛЮБЫХ ИДЕЕЙ ПО ТЕМЕ И ПАРТНЕРСТВУ.
МЫ ОТКРЫТЫ ДЛЯ ЛЮБЫХ ИДЕЕЙ ПО ТЕМЕ И ПАРТНЕРСТВУ.
СПАСИБО…
ALPARSLAN ORUC
—-
Изд. примечание: Извините, этот запрос предложения устарел, но технические ответы приветствуются. Пожалуйста, не предлагайте публичные бренды/источники (а? почему?)
2002
В. Уважаемый сэр,
Наша компания является одной из первых организаций в Индии в области окрасочных систем. Я хотел бы знать, можно ли после обработки катофорезом выполнять покраску Liquid Finish ИЛИ можно ли наносить только порошковое покрытие?
Спасибо,
Суреш Кумар
. — Пуна, Индия
2002
A. Катафорезное покрытие является превосходным грунтовочным покрытием, и вам, как компании-первопроходцу в области покраски, это должно быть известно. Он наиболее широко используется для грунтовки всех автомобилей, которые затем подвергаются окраске жидким распылением.
Гурвин Сингх
Мохали, Пенджаб, Индия
2005
Запрос предложений: Мы бразильская компания, которая производит оборудование для отделки поверхностей, и мы хотим расширить наши производственные линии с помощью этих лаков, чтобы удовлетворить наших клиентов.
Спасибо,
Martin Udo Becker
Производитель оборудования для нанесения гальванического покрытия — Каноас, Риу-Гранди-ду-Сул, Бразилия
—-
Ed. примечание: Извините, этот запрос предложения устарел, но технические ответы приветствуются. Пожалуйста, не предлагайте публичные бренды/источники (а? почему?)
2005
Запрос предложений: Мы итальянская компания, наша продукция – системы автоматизации открывания дверей. Мы хотим перенести часть нашего производства в Китай, по этой причине я хочу связаться с китайским поставщиком для процесса катафореза, который будет применяться к металлическим стальным деталям.
С уважением.
Marco Casari
— Болонья, Италия
—-
Изд. примечание: Извините, этот запрос предложения устарел, но технические ответы приветствуются. Пожалуйста, не предлагайте публичные бренды/источники (а? почему?)
2006
В. Есть ли разница между электронным покрытием и катафорезным покрытием?
Кришна Субраманья
— Мелроуз Парк, Иллинойс, США
11 июня 2008 г.
В. Мы требуем, чтобы процесс черного катафореза выполнялся на нашем продукте, который является автозапчастями. Я хотел знать, в чем принципиальная разница между катафорезом и электропокрытием.
Mina Mohnani
Производитель автозапчастей — Раджкот, Гуджарат, Индия
—-
Ed. примечание: Извините, этот запрос предложения устарел, но технические ответы приветствуются. Пожалуйста, не предлагайте публичные бренды/источники (а? почему?)
Пожалуйста, не предлагайте публичные бренды/источники (а? почему?)
Июнь 2008 г.
«Справочник по технологии электроокрашивания»
от W. Machu
из Abe Books
или
Партнерская ссылка
(ваши покупки делают возможным использование Finishing.com)
А. Привет, Мина. На самом деле никакой разницы; это просто семантика. E-coat — это сокращение от электрофоретического покрытия. Катафорезное покрытие представляет собой процесс электрофоретического покрытия, при котором покрываемая деталь является катодной; анофоретическое покрытие — это процесс электрофоретического покрытия, при котором покрываемая деталь является анодной.
С уважением,
Тед Муни, ЧП
Стремление жить Алоха
finish.com — Пайн-Бич, Нью-Джерси
20 февраля 2011 г.
Запрос предложений: Уважаемый господин,
Мы являемся крупным поставщиком для Tata Motors, John Deere и JCB, одобренных порошковым покрытием. Теперь нам требуется процесс системы E-Coating на нашем заводе. Пожалуйста, дайте нам ваше лучшее предложение.
Теперь нам требуется процесс системы E-Coating на нашем заводе. Пожалуйста, дайте нам ваше лучшее предложение.
Спасибо и С уважением,
Sandeep Shinde
Plant Head – Pune, Maharashtra, India
—-
Ed. примечание: Извините, этот запрос предложения устарел, но технические ответы приветствуются. Пожалуйста, не предлагайте публичные бренды/источники (а? почему?)
Несколько потоков были объединены; пожалуйста, простите за повторы, хронологические ошибки или явное неуважение к более ранним ответам — их, вероятно, тогда не было 🙂
Катафорезная краска в сравнении с электрофорезной краской
13 февраля 2013 г.
В. Нам требуется покрытие Zn-Fe толщиной 8 микрон с последующим нанесением катафорезной краски толщиной 10-15 микрон.
Пожалуйста, объясните разницу между гальванопокрытием Zn-Fe, цинковым покрытием, щелочным цинком, кислотным цинком.
Также, пожалуйста, объясните разницу между электрофорезной окраской, катафорезной окраской и анофорезным покрытием.
Ankur Aggarwal
Покупатель — Лудхияна, Пенджаб Индия
13 февраля 2013 г.
А. Привет, Анкур. Это трудная задача, но вот краткое вступление —
Цинк можно наносить на стальные детали, чтобы обеспечить им катодную защиту (т. е. цинк будет защищать сталь, жертвуя собой). Цинковые покрытия можно наносить разными способами: горячее цинкование погружением, гальваническое покрытие, механическое покрытие, покрытие погружением в центрифугу, шерардизацию, газопламенное напыление и т. д. Из этих различных способов гальваническое покрытие обычно является наиболее экономичным и удовлетворительным, когда покрытие имеет толщину 8 микрон. диапазон. Ванна для гальванического цинкования может быть кислотной или щелочной.
Zn-Fe представляет собой покрытие из сплава. Считается, что тщательно спроектированные покрытия из цинкового сплава, такие как Zn-Fe, Zn-Co, Zn-Ni и Sn-Zn, превосходят простое цинкование.
Электрофоретическое окрашивание (также называемое электрофорезным лакированием, электронным покрытием, электропокрытием, электроокрашиванием) представляет собой процесс нанесения органических покрытий (краски) на материал, аналогичный гальванике. Заготовка может быть катодной (в этом случае покрытие можно назвать катафорезным, катодным электроосаждением или КЭО) или анодным (в этом случае процесс можно назвать анафорезным). Я не эксперт в следующем утверждении, но насколько я понимаю, раннее электроосаждение часто производилось с помощью анафорезной краски, но сегодня катафорезная краска воспринимается как более совершенная и гораздо более распространенная в наши дни.
С уважением,
Тед Муни, ЧП
Стремление жить Алоха
Finishing.com — Пайн-Бич, Нью-Джерси
Информация о катафорезе
2 октября 2017 г.
В. Всем привет,
Я немного изучаю процессы электронного покрытия и до сих пор не понимаю, почему все поставщики, которых я могу найти, предоставляют только черный или белый катафорез..jpg)
Я понял, что катафорез — это взвешенные органические частицы краски, которые будут электрически осаждаться на катоде (подложке).
Так это может быть любая краска или должна быть какая-то особенная?
Кроме того, я убедился, что катафорез является хорошим праймером. Так ли это во всех случаях?
Последний вопрос: Можно ли красить катафорезированную подложку спустя долгое время после катафореза, только после обезжиривания?
Спасибо за ответы,
Людовик Дюмон
— Париж, Франция
Октябрь 2017 г.
А. Привет, Людовик. Мы добавили ваш запрос в ветку по этому вопросу, что может прояснить некоторые из ваших вопросов. Предлагаю вам свои книжные знания, но с надеждой, что читатель со значительным реальным опытом меня поправит 🙂
Большинство электрофоретических покрытий в наши дни являются катафорезными, поэтому широко используется аббревиатура CED (катодное электроосаждение). Я не согласен с тем, что все CED-покрытия либо черные, либо белые, но принято наносить белые покрытия, а затем наносить «пост-красители» для получения золотого или других цветов. Доступны эпоксидные, полиэфирные и, возможно, другие покрытия CED.
Я не согласен с тем, что все CED-покрытия либо черные, либо белые, но принято наносить белые покрытия, а затем наносить «пост-красители» для получения золотого или других цветов. Доступны эпоксидные, полиэфирные и, возможно, другие покрытия CED.
(CED-покрытие с золотым красителем; та же деталь, другое освещение)
Обычные краски использовать нельзя, поскольку этот процесс не похож на электростатическое распыление, при котором электричество используется только для притяжения краски; скорее электроны, исходящие от катода, фактически преобразуют ионы краски в другой материал. Одной из прелестей этого процесса является то, что эта преобразованная и нанесенная краска является изолирующей, которая направляет электричество на любую непокрытую область для получения гладкой, однородной отделки с полным покрытием.
CED-покрытия являются очень хорошими грунтовками, потому что они обеспечивают полное покрытие, но некоторые CED-покрытия служат финишной отделкой или основой для полиуретановых прозрачных покрытий. Обычно покрытия называют электрофорезным лаком, когда они служат в качестве окончательной отделки.
Обычно покрытия называют электрофорезным лаком, когда они служат в качестве окончательной отделки.
Вопрос о том, может ли CED-грунтовка храниться в течение длительного времени, а затем требовать только обезжиривания перед нанесением последующих слоев краски или порошкового покрытия, может рассматриваться с несколько неправильной стороны. Проблема в том, что последующие покрытия могут получить полную адгезию только к чистым деталям. Если детали можно содержать в чистоте, это не должно быть проблемой, но вопрос о том, достаточно ли «обезжиривания» для очистки грязных деталей, остается открытым. Удачи.
С уважением,
Тед Муни, ЧП RET
Стремление жить Алоха
finish.com — Пайн-Бич, Нью-Джерси
7 декабря 2017 г.
В. Здравствуйте,
Большое спасибо за все ваши ответы.
У меня будет последний вопрос о катафорезе, немного сложнее:
Может ли процесс катафореза оставить ионы хлорида на поверхности деталей с покрытием?
Я задаю этот вопрос, так как тесты соли, которые мы проводим на наших деталях перед покраской, ненормально высоки.
Может ли это быть из-за ванны (которая должна быть электрически заряжена)?
Еще раз спасибо за ваше время!
Людовик Дюмон [возвращается]
— Париж, Франция
Вопрос, ответ или комментарий в ЭТОЙ теме -или- Начать НОВУЮ тему
Отказ от ответственности: На этих страницах невозможно полностью диагностировать проблему отделки или опасность операции. Вся представленная информация предназначена для общего ознакомления и не является профессиональным мнением или политикой работодателя автора. Интернет в значительной степени анонимен и непроверен; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Если вы ищете продукт или услугу, связанную с отделкой металлов, проверьте следующие каталоги:
О нас/Контакты — Политика конфиденциальности — ©1995-2022 Finishing.com, Пайн-Бич, Нью-Джерси, США
CDC (катафорезное покрытие погружением) представляет собой процесс электрохимического покрытия в форме покрытия погружением. КТЛ, в отличие от порошковой окраски, можно использовать и для сложных деталей, таких как детали кузова автомобиля, проникая в полости и тем самым защищая внутреннюю часть заготовки от коррозии. Затем заготовки могут быть окрашены порошковой краской в любой цвет в соответствии с требованиями заказчика и, таким образом, получить дополнительную защиту от УФ-излучения и оптическое улучшение.
КТЛ, в отличие от порошковой окраски, можно использовать и для сложных деталей, таких как детали кузова автомобиля, проникая в полости и тем самым защищая внутреннюю часть заготовки от коррозии. Затем заготовки могут быть окрашены порошковой краской в любой цвет в соответствии с требованиями заказчика и, таким образом, получить дополнительную защиту от УФ-излучения и оптическое улучшение.
CDC особенно подходит в качестве грунтовки перед окончательным покрытием стали, алюминия и других сплавов металлов. Он обеспечивает очень высокий уровень защиты от коррозии, а также используется в качестве замены для горячего цинкования. Преимущества процесса CDC заключаются в полностью автоматическом и высокоэкономичном покрытии материалов, которое создает равномерный и тонкий слой с исключительной адгезией. Благодаря полному покрытию или, другими словами, сплошной окраске всех деталей, можно избежать появления неокрашенных опорных точек.
CDL предназначен для отраслей, в которых требуется высокая коррозионная стойкость:- Промышленное и машиностроение
- Сельскохозяйственная техника
- Лесная техника
- Производство оборудования
- Грузовые и грузовые автомобили
- Автомобильная промышленность
- Окраска кузова автомобиля
- Горнодобывающая промышленность и строительство тоннелей
В отличие от наших конкурентов, мы можем выполнить CDC грунтовку (защита от коррозии) с последующим порошковым покрытием во все цвета RAL. Этот совмещенный процесс в такой форме уникален для процесса нанесения покрытия
Этот совмещенный процесс в такой форме уникален для процесса нанесения покрытия
В зависимости от пожеланий и требований заказчика обрабатываемые детали либо покрываются только CDC, либо дополнительно покрываются порошковой краской. Так как CDC также служит в качестве грунтовки, вы также можете самостоятельно покрасить поверхность влажной краской, например, при покраске кузова или днища.
Как и при любом методе нанесения покрытий, перед самим процессом окраски необходима предварительная влажная химическая обработка. При одиннадцатизонной предварительной обработке погружением все загрязнения и остатки сначала удаляются с поверхности заготовки. К ним относятся масла для защиты от коррозии, смазки для волочения, остатки сварки и клея от производства заготовок. Высококачественная поверхность может быть достигнута только в том случае, если исходный материал предварительно тщательно очищен.
Во время всего процесса особое внимание следует уделять идеальному взаимодействию всех компонентов, чтобы получить безупречную поверхность для всех металлов, таких как сталь, оцинкованная сталь и алюминий. Система CDL, которая может оптимально обрабатывать все металлы, особенно алюминий, — это большой шаг в будущее.
Система CDL, которая может оптимально обрабатывать все металлы, особенно алюминий, — это большой шаг в будущее.
Таким образом, мы обращаемся к большой группе клиентов и расширяем наш ассортимент деталей в направлении обработки нескольких металлов с гибкими вариантами предварительной обработки.
На площадке в Лебринге максимальный размер обрабатываемых деталей составляет 6000 x 3000 x 2200 мм, а максимальный вес единицы 1500 кг. На площадке Griffen имеется система с максимальным размером обработки Д7200 x В3000 x Ш1500 мм и макс. Вес агрегата 1200 кг.
Мы также изготавливаем специфичные для компонентов товары для упорядочения
Предварительная обработка DIP-Химическая предварительная обработка (11 Зонов)
Химическая предварительная обработка с помощью фосфалирования ZINC
Химическая предварительная обработка с помощью цинка
.0382
Покрытие CDC
ЛАБОРАТОРИЯ ДЛЯ КОНТРОЛЯ ПРОЦЕССА
Служба
От сбора до дальнейшей обработки и упаковки до доставки вашего заказа: забота и безопасность очень важны для нас во всех областях.