
Катафорезное грунтование: катафорезная грунтовка кузовных деталей
- calendar_today 7 июля 2015
- visibility 255 просмотров
- comment 0 комментариев
Покраска автомобиля. Покраска металликом, перламутром. Почему кузовной ремонт недолговечен? Чем отличается покраска автомобиля на заводе от ремонта кузова на СТО? Эта статья пригодится тем, кто, повредив кузов своего автомобиля, раздумывает, как поступить с машиной: продавать ее или ремонтировать?
Здравствуйте, уважаемые читатели блога.
Многие автомобилисты, попав в ДТП, не знают, что делать с поврежденным автомобилем: ремонтировать на дорогой станции (СТО) или найти место, где ремонтируют дешевле? Что выгоднее: красить автомобиль или вообще продать свою поврежденную машину перекупщикам и не заморачиваться с покраской автомобиля?
Я часто встречаю людей, недовольных кузовным ремонтом своего автомобиля. Большинство автомобилистов говорят следующее: отдал большие деньги за покраску (крыла, двери, капота и т.
Когда забирал машину из ремонта, все было замечательно. Краска блестела, следов ремонта не было видно. Но прошел год, и весь ремонт стал виден невооруженным взглядом.
Эти маляры-халтурщики не соблюдают технологию покраски автомобиля, зря им деньги платят, ржавчина из-под шпаклевки лезет…
Кто здесь прав? И есть ли на самом деле вина маляров-жестянщиков в том, что через 2-3 года на месте ремонта появилась ржавчина?
Как ни странно это слышать, но маляры не виноваты. Если через год-два следы ремонта становятся видны, то мастера тут не при чем. Покраска автомобиля после ДТП может вернуть автомобилю только внешний вид, да и то не на долго. Дело в том, что любая станция, даже с самым современным оборудованием и высокопрофессиональными мастерами, не сможет повторить заводскую технологию покраски.
Автомобили красят краской не только для красоты. Основная задача покраски автомобиля — это защита кузова от коррозии. Коррозия — главный враг автомобиля.
В настоящее время заводы, выпускающие автомобили, в большинстве своем применяют оцинкование и катафорез, как основные способы защиты кузовов авто от коррозии. Считается, что надежнее, но значительно дороже (отражается на себестоимости авто) — это оцинкование металла автомобиля.
Оцинковка защищает детали машины от сквозной коррозии в зависимости от толщины покрытия от 15 лет и выше. Оцинковку применяют на таких автомобилях, как Porsche, Audi, Volvo, BMW, Mercedes. Используют оцинковку металла кузова концерны – Toyota, Honda и другие.
Катафорезное покрытие
Более дешевым и менее эффективным способом защиты кузова авто от коррозии является катафорезное покрытие. К примеру, катафорезное покрытие наносится на автомобили ВАЗ.
Но даже относительно дешевая защита кузова, такая как катафорез, имеет сложную технологию. Кратко выглядит это так: для нанесения защитного покрытия, предохраняющего металл кузова от коррозии, автомобиль перед покраской проходит несколько стадий.
Сначала голый металл после сварочных работ очищают от окислительной пленки (металл на воздухе моментально окисляется), затем металл обезжиривают и покрывают фосфатной пленкой. А затем на кузов автомобиля наносят катафорезное покрытие.
Это защитное покрытие можно нанести на металл кузова только в заводских условиях. На СТО таких технологий нет!
Как образуется защита?
Надежная защита металла кузова от коррозии образуется в результате электроосаждения грунта в специальной ванне. На заводе стоит огромная ванна, заполненная разведенным автомобильным грунтом, к которой подключен электрический провод (анод), по которому идет ток со знаком «+».
В эту ванну опускают целиком кузов автомобиля. К кузову машины подключают другой электрический провод (катод), по которому идет электрический ток со знаком «-«. Под воздействием электрического поля происходит внедрение частиц грунта на поверхность металла авто.
Образуется прочная пленка грунта, которая проникает во все поры металла. Грунт как бы въедается в металл и равномерно покрывается по всей поверхности детали автомобиля. Вот эта пленка и является надежной защитой металла кузова от коррозии. И только после этого кузов автомобиля грунтуют под покраску.
Грунт как бы въедается в металл и равномерно покрывается по всей поверхности детали автомобиля. Вот эта пленка и является надежной защитой металла кузова от коррозии. И только после этого кузов автомобиля грунтуют под покраску.
Затем грунт сушат и красят авто в нужный цвет. Представляете, насколько сложный процесс?
Я расписал процесс катафореза так подробно, чтобы вы поняли, что на СТО (там, где ремонтируют и красят автомобили), в принципе, не могут воспроизвести этот сложный электрохимический процесс защиты металла авто от коррозии. А значит, коррозия через какое-то время после кузовного ремонта вылезет наружу.
Как производят ремонт кузовного элемента на СТО?
Возьмем, к примеру, крыло автомобиля. Если повреждения незначительные (не требующие замены крыла на новое крыло), то поврежденное крыло рихтуют, шпаклюют, грунтуют, а затем окрашивают в покрасочной камере. Все!
Никакого катафорезного покрытия. И этот процесс покраски автомобиля у всех ремонтников одинаковый, что в гараже у дяди Жоры, что на суперсовременной СТО.
В том месте, где повреждена заводская катафорезная или цинкованная пленка, обязательно образуется очаг коррозии, который через некоторое время поднимет слой шпаклевки и краски.
Краска начнет лупиться, и коррозия вылезет наружу (жучки, кариес, точки коррозии).
Если мастера на станции предлагают поменять крыло на новое, то так же имейте в виду, что новое крыло не прослужит вам долгое время, даже если дядя Жора его покрасит «как для себя».
Кузовные запчасти, поступающие в продажу, покрывают на заводе простым транспортировочным грунтом, который служит для защиты металла при перевозке, но совсем не защищает от воздействия коррозии.
Покрашенное новое крыло (без заводской обработки) прослужит вам максимум 2 года и сгниет насквозь.
Существуют следующие данные: покрашенное крыло, обработанное катафорезным покрытием (заводским), выдерживает воздействие солевого тумана в камере от 1500 до 2000 часов.
На точно таком же покрашенном крыле, но не имеющем катафорезное покрытие, сквозная коррозия в камере соленого тумана появляется уже через 90 часов. Поэтому любой ремонт кузова будет недолговечным.
Более дорогой ремонт прослужит чуть больше времени (за счет более точного выполнения технологии покраски), чем ремонт у дяди Жоры.
Можно ли нанести катафорезное покрытие на ремонтируемый автомобиль или кузовную запчасть?
Да, можно. К примеру, это можно сделать на заводе в Тольятти (обработать одно крыло или всю машину), но это будет очень дорого. Целиком наносить катафорезную пленку перед покраской автомобиля выгодно только на раритетных автомобиля при их восстановлении.
Какой можно сделать вывод, зная отличия в технологии покраски автомобиля на заводе и СТО?
Если автомобиль пострадал в ДТП, и требуется ремонт кузова, можно выбрать несколько вариантов:
1. Можно продать автомобиль (как есть), ничего не делая с ним. Все равно, как на заводе, вам никто не сделает. И ремонт скоро будет виден. Поэтому, не заморачиваясь на покупку запчастей, поиск хороших мастеров, просто продать свой автомобиль. У вас с удовольствием купят поврежденный автомобиль перекупщики, которые занимаются битыми авто.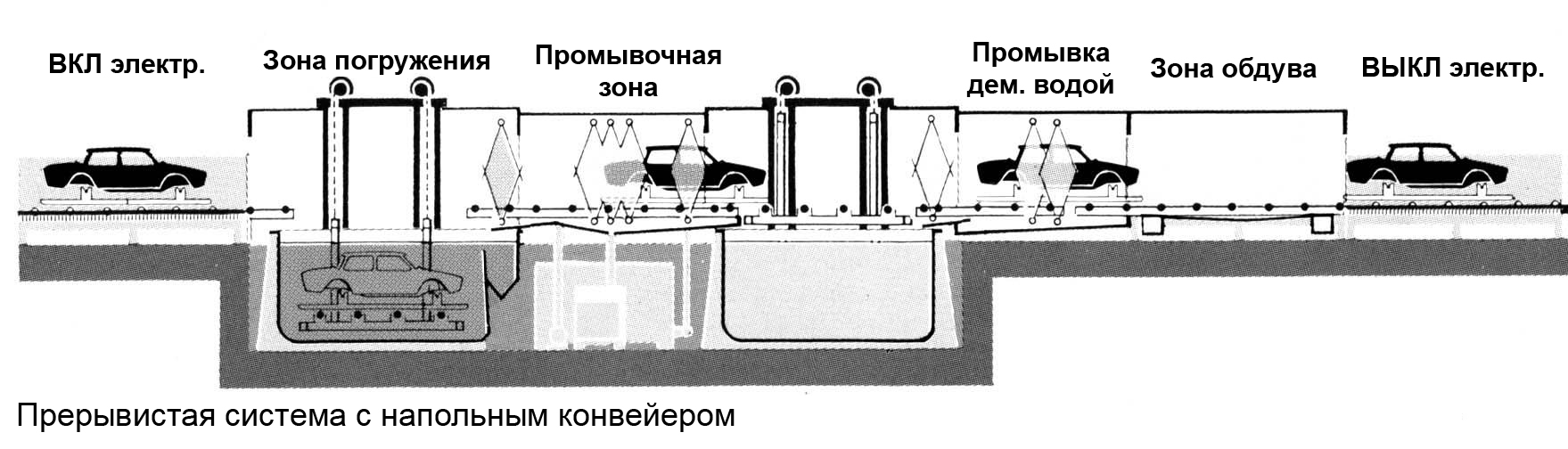
2. Можно найти современную СТО и дорого отремонтировать свой автомобиль, покрасив его в ультрасовременной камере.
Обратите внимание
Потом поездить немного времени на автомобиле и продать до того, как коррозия испортит его внешний вид. Теперь вы знаете, что пройдет 2-3 года, и весь ремонт вылезет наружу.
3. Можно найти дядю Жору, который по отзывам хорошо и недорого занимается покраской автомобиля.
Покрасить автомобиль у него и продать, пока у него есть товарный вид. Или ездить до сквозной коррозии, а затем снова ехать к дяде Жоре и снова красить автомобиль. В любом случае выбирать только вам.
Если вы все-таки решили отремонтировать (покрасить) автомобиль и нашли маляра дядю Жору, то для того, чтобы с вас не взяли лишних денег на несуществующий материал для покраски автомобиля, вам желательно иметь общее представление о технологии покраски автомобиля во время ремонта.
Расскажу кратко
Если вы купили новую запчасть (крыло, дверь и т.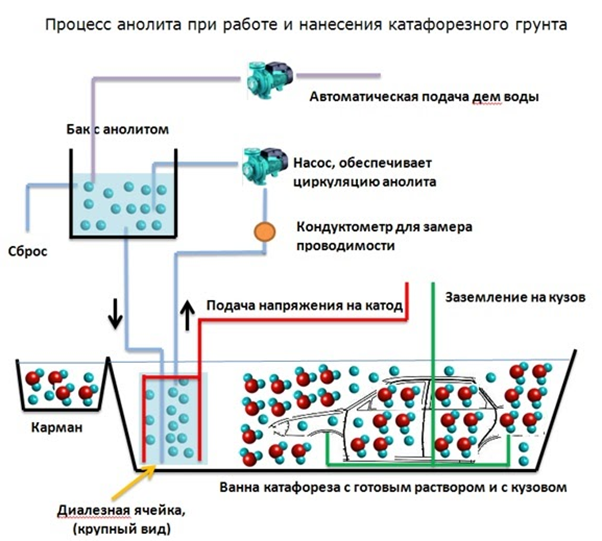
Следы ржавчины обязательно должны тщательно удаляться и обрабатываться преобразователями ржавчины. Проследите, чтобы голый металл обязательно грунтовали. Многие маляры из-за экономии времени и денег, красят прямо на голый металл.
Так делать нельзя. Грунт наносить обязательно! Он служит, как защита металла и как связующее звено между поверхностью автомобиля и краской.
Если покрасить крыло краской прямо на металл без грунта, то оно поржавеет через пару месяцев, или краска отлетит с крыла.
Автомобильные грунты бывают разного типа: антикоррозийные, двухкомпонентные, нитрогрунт, акриловый грунт и т.д.
Чаще всего мастер сам выбирает тот грунт, с которым он привык работать или который необходим для данной кузовной детали. После грунтовки деталей мастера приступают к самой покраске автомобиля.
И здесь цена за покраску автомобиля может значительно различаться в зависимости от краски, применяемой на вашей машине.
В настоящее время применяют три основных вида красок для покраски автомобиля
1. это различные эмали — алкидная эмаль, меламиноалкидная эмаль, акриловая эмаль;
2. краска с эффектом металлик;
3. краска с эффектом перламутра.
Обычная эмаль (белая, черная, красная и т.д.) — это самая простая и дешевая покраска автомобиля. На слой грунта наносится слой эмали. Покраска автомобиля простой эмалью имеет только одно преимущество — она дешевая. Других плюсов у эмали нет. Она плохо защищает от коррозии и выгорает на солнце.
Покраска автомобиля металликом
На грунт наносится слой краски, так называемая база. Краска состоит из частиц алюминия и пигмента нужного вам цвета. После того, как слой краски высыхает, на него наносится слой лака.
Лак защищает краску (сама по себе она нестойкая) от различного рода воздействия (солнце, дождь, механическое).
Автомобиль, покрашенный металликом, более стойкий к коррозии (больше слоев (краска + лак)) и более долговечная по сравнению с обычной эмалью.
Следующая покраска автомобилей — это покраска с эффектом перламутра
Автомобиль, покрашенный перламутром, переливается, меняя свой цвет при определенном падении света. В эмали с эффектом перламутра свет частично отражается пластинками слюды, частично проходит сквозь них, отражаясь от подложки под разными углами, поэтому мы видим смесь разноцветных лучей.
Этот эффект достигается тем, что при покраске автомобиля на грунт наносится подложка нужного цвета (слой краски), затем наносится краска, которая состоит из цветового пигмента и чешуек слюды (у металликов — частички алюминия), а затем наносится слой лака, такой же, как при покраске автомобиля металликом.
Выглядит это вот так:
Из-за типа применяемых красок при покраске автомобиля цена ремонта различная. Самый дешевый ремонт — это окраска простой эмалью. Самый дорогой — это перламутр. Как понимаете, и красить дольше, и материала идет на покраску больше.
Важно
На сегодня все. Надеюсь, что я вас немного познакомил с основами покраски автомобиля.
Если вы сейчас продаете свой автомобиль, но он у вас не продается, то вы можете воспользоваться услугой Написать продающее объявление для вашего авто.
Жители Москвы и Санкт-Петербурга могут воспользоваться прямо на блоге «Услугой автосервиса», связанной с компьютерной диагностикой, ремонтом, покраской авто, а так же иными сервисными работами. Вы можете проконсультироваться с автомехаником по своему вопросу.
Следующий раз поговорим о том, нужна ли вам накидка на автомобиль.
Пусть покраска вашего автомобиля пройдет успешно!
Источник: https://DriversTalk.ru/pokraska-avtomobilya.html
Транспортировочный грунт: удалять или нет?
Подготовка
Если маляру нет дела до того, чем загрунтована деталь, то результаты покраски будут столь же предсказуемы, как результаты игры в русскую рулетку.
Если автомобиль основательно «побит жизнью», неизбежно встает вопрос о замене кузовных деталей: крыльев, дверей, порогов, панелей. И мы отправляемся за новыми запчастями — как правило, на рынок.
И мы отправляемся за новыми запчастями — как правило, на рынок.
Большинство новых кузовных элементов поступают в реализацию уже с нанесенным грунтовочным покрытием.
Мы сейчас не будем вести речь о фирменных «серых» деталях, прозванных так за цвет грунтовки, нанесенной на прошедший фосфатацию металл. Дай Бог заводам сами кузова обрабатывать по такой технологии, тут уж не до запчастей.
Катафорезный грунт
Если вам и посчастливилось иметь дело с такой деталью, то все что нужно сделать — это влегкую, как говорится, одной левой заматировать поверхность (P320 или скотч-брайт), обдуть, обезжирить, нанести грунт-наполнитель и далее — покровную эмаль.
Но сейчас не об этом. Нас интересуют другие, «черные» детали, которых большинство.
Черного цвета покрытие наносят для защиты металла от коррозии при хранении на складах, при транспортировке. Наверное поэтому такой грунт и получил в обиходе название «транспортировочного».
Удалять или нет?
Многие специалисты советуют полностью удалять его с поверхности металла и только после этого вести дальнейшие работы с деталью. Выполнять эту операцию можно различными способами: шлифованием, пескоструйной обработкой, с использованием смывки. В свое время такие действия были вполне оправданы.
Выполнять эту операцию можно различными способами: шлифованием, пескоструйной обработкой, с использованием смывки. В свое время такие действия были вполне оправданы.
Дурную славу это покрытие снискало в прошлом тысячелетии, когда штампованные кузовные элементы отечественного производства могли покрываться чем угодно, вплоть до простой нитрокраски, которая запросто могла быть нанесена на замасленную поверхность и иметь грубые подтеки. Операция снятия такого «грунта» ввиду его слабой стойкости не представляла особой сложности: в большинстве случаев удаление сводилось к «отмачиванию» детали в растворителе.
А как быть с удалением транспортировочного грунта на современных кузовных элементах? Есть ли в настоящее время какой-либо смысл в проведении подобной операции? Тем более, что делать это планируется не только с лицевой части детали, а и с внутренних поверхностей двери или капота, например. А это ох как непросто.
На современных ремонтных деталях заслуживающих доверие производителей покрытие черного цвета представляет собой, как правило, антикоррозионный грунт, нанесенный катафорезом посредством погружения.
Нанесение катафорезного покрытия осуществляется методом электроосаждения в гальванических ваннах, при котором происходит диффузия (внедрение) частиц грунта в поверхность детали, что обеспечивает покрытию высокие прочностные и антикоррозионные характеристики.
Поэтому, за исключением поврежденной при транспортировке поверхности удалять такое покрытие совершенно ни к чему. Достаточно его просто заматировать (P240-P320), и если деталь не нуждается в шпатлевании, можете смело грунтовать и красить ее методом «мокрый по мокрому«, либо по стандартной технологии.
В то же время, длительное хранение новых деталей на складах может привести к нарушению адгезионных свойств транспортировочного грунта и возникновению под ним очагов коррозии.
Совет
В этом случае удаление грунта считается обязательным. Сделать это можно, например, с последовательным использованием абразивных материалов зернистостью P120 и P220.
Также можно воспользоваться диском типа Roloc (3M) или Siastrip (Sia).
Удаление транспортировочного грунта
Как отличить качественный черный грунт от дешевой подделки
- Нормальное консервационное покрытие не должно смываться растворителем, что очень легко проверить: смочите тряпку растворителем и оставьте ее на поверхности на 5 минут. Если покрытие подрастворилось — удаляйте его, не задумываясь.
- Еще один верный признак — процарапанное (где-нибудь в не ответственной зоне) острым предметом нормальное грунтовочное покрытие ни в коем случае не должно облетать, как скорлупа.
- Приблизительную, но вполне достаточную визуальную оценку адгезионных свойств того или иного материала можно получить и таким образом: возьмите шкурку P240 и по-сухому насквозь прошлифуйте тестируемые слои на небольшом участке проверяемой поверхности.
Если граница перехода одного материала в другой равномерна, не отслаивается и не крошится — адгезия между этими материалами достаточная.
Actionteaser.
ru – тизерная реклама
- Что еще почитать
- Больше в категории Подготовка
- Устали искать автозапчасти для Субару? Конечно же, прежде чем купить запчасти приходится пройтись по автомобильным рынкам, заглянуть в Интернет, а затем …
- АКПП, как знают все владельцы автомобиля — это автоматическая коробка передач.
 В отличие от механической КП, автоматическая коробка позволяет во время …
В отличие от механической КП, автоматическая коробка позволяет во время … - Предлагаем вам проверить свои знания в области подготовки и окраски, ответив на 20 вопросов нашего теста.
- Поговорим о маскировке неокрашиваемых поверхностей. Рассмотрим материалы и приемы, позволяющие максимально быстро и надежно выполнить эту процедуру.
- Разбираемся, что представляет собой транспортировочный (черный) грунт, как проверить его качество, когда и как его нужно удалять, а когда можно не удалять.
- Поговорим о процедурах, которые должны предшествовать нанесению покровной эмали: маскировке, обезжириванию и удалению пыли с поверхности.
Больше в категории Подготовка
Источник: https://artmalyar.ru/podgotovka/chto-delat-s-transportirovochnym-gruntom.html
Заводской грунт новых кузовных панелей автомобиля
Новые детали кузова автомобиля, в большинстве случаев, имеют чёрное покрытие. Это заводской грунт. Если кузовная панель оригинальная (OEM) или от сертифицированного производителя, то она покрыта так называемым катафорезным грунтом, нанесённым методом электроосаждения.
Если кузовная панель оригинальная (OEM) или от сертифицированного производителя, то она покрыта так называемым катафорезным грунтом, нанесённым методом электроосаждения.
На заводе деталь проходит несколько этапов обработки. Сначала обезжиривается, фосфатируется потом покрывается грунтом с помощью электроосаждения в специальном резервуаре. В итоге образовываются фосфатная и полимерная защитные плёнки.
После нанесения, заводской грунт «запекается» при температуре от 150 до 200 градусов по Цельсию. От этого он полностью полимеризуется и становится более прочным и химически инертным.
По составу катафорезный грунт является в большинстве случаев эпоксидным и представляет собой хорошее защитное антикоррозионное покрытие.
Более дешёвые кузовные детали могут иметь транспортировочный грунт, который не является стойким защитным покрытием и подлежит удалению.
Катафорезный грунт на поверхности кузовной панели имеет очень тонкий слой. Он обладает следующими преимуществами:
- Имеет прочную связь с металлической поверхностью.
- Слой грунта получаемый в заводских условиях электроосаждением получается очень ровным и равномерным (везде имеет одинаковую толщину ) на всей поверхности.
- Грунтом покрыты вся деталь, включая скрытые полости.
- В покрытии не содержится никаких лишних примесей.
- Обладает антикоррозионными и адгезионными свойствами.
Как понять, каким грунтом покрыта деталь?
Визуально катафорезный грунт имеет матовое покрытие со слабым глянцем. Если покрытие матовое, не имеет никакого глянца или имеет достаточно сильный глянец, то, скорее всего, не является катафорезным грунтом.
Для определения типа грунта намочите тряпку растворителем (646, 647 или ацетоном) и положите на поверхность новой кузовной детали. Подождав 10 минут, нужно убрать тряпку и посмотреть на результат воздействия растворителя.
Подождав 10 минут, нужно убрать тряпку и посмотреть на результат воздействия растворителя.
Если покрытие никак не изменилось и не оставило на тряпке следов, то, с большой долей вероятность, оно является качественным катафорезным грунтом.
Если же возникло отслоение покрытия, то такой грунт не является катафорезным грунтом и не будет служить хорошим основанием для лакокрасочного покрытия.
Как подготовить под покраску деталь с заводским грунтом?
Сомнительный грунт лучше убирать до чистого металла шлифованием. Далее можно распылить первичный и вторичный грунты и красить.
Качественный катафорезный грунт, при условии его целостности и отсутствия дефектов, можно оставить на детали.
Производители лакокрасочных материалов рекомендуют сверху катафорезного наносить вторичный грунт, благодаря чему увеличивается адгезия и меньше появляются сколы при эксплуатации. Можно использовать акриловый двухкомпонентный грунт.
Можно использовать акриловый двухкомпонентный грунт.
Обратите внимание
Заводской грунт шлифуется абразивами P240 – P320, обезжиривается и грунтуется. Дополнительным преимуществом грунтования поверх заводского грунта является применение грунта, имеющего цвет, схожий с цветом краски, которой будет покрываться деталь. В итоге уйдёт меньшее количество краски.
При этом нужно понимать, что иногда производители рекомендуют то, что удорожает ремонт и без чего можно обойтись.
Многие мастера, с которыми я общался, много раз подряд красили поверх заводского грунта, предварительно подготовив его под покраску, и из-за этого не возникало проблем.
Они считают, что если на поверхности настоящий катафорезный грунт, то такое покрытие можно обработать скотч-брайтом или другим абразивом под покраску, обезжирить и красить.
Настоящий катафорезный грунт держится на поверхности очень хорошо и шлифуется тяжело.
Он имеет более прочную связь с поверхностью, чем эпоксидный грунт, нанесённый краскопультом.
Некоторые сервисные центры, чтобы соблюсти регламент и дать длительную гарантию на свою работу, шлифуют заводской грунт до чистого металла и далее наносят первичный и вторичный грунт, после чего подготавливают поверхность и красят.
В итоге можно сказать, что если заводской грунт хорошего качества, деталь не имеет следов ржавчины, то не имеет смысла его убирать.
Таким образом, Вы сэкономите время, сохраните фосфатную заводскую плёнку и оставите дополнительную антикоррозионную защиту в виде катафорезного грунта.
Как было написано выше, не лишним будет нанести сверху вторичный акриловый грунт, колерованный под краску, которой будет окрашиваться деталь. Так, Вы как минимум получите пользу в виде экономии расхода краски.
Печатать статью
Источник: https://kuzov.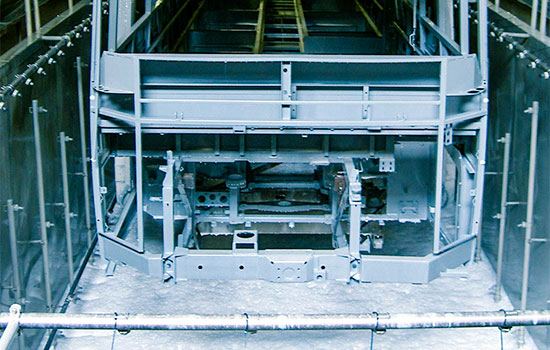 info/zavodskoy-grunt/
info/zavodskoy-grunt/
Что такое защитный катафорезный грунт и как применять это средство – Покраска автомобиля своими руками
Катафорезный грунт что это такое? Чем он отличается от прочих грунтовок и какие имеет преимущества? Катафорезная грунтовка предназначена для защиты кузовных элементов и деталей от коррозии. Это основное защитное покрытие автомобилей, входящее в процесс производства. Катафорез значительно увеличивает степень устойчивости к коррозии деталей из металла.
Этапы катафорезной обработки конструкций
Катафорезная обработка металла представляет собой сложный химический процесс в промышленном производстве, обеспечивающий защиту стальных конструкций от коррозии.
При электролитической реакции на поверхности металлического изделия закрепляется особое вещество, которое образует защитный слой.
Катафорезная обработка металла даёт возможность в несколько раз увеличить его стойкость к воздействию коррозии. Процесс катафорезной обработки включает несколько этапов:
- В сооружениях с туннельным опрыскиванием или в ваннах с полным погружением металлическая конструкция очищается от окиси и происходит обезжиривание поверхности.

- Далее металл активируется для обеспечения лучшей сцепки частиц при электролитической реакции.
- Происходит погружение конструкции в ёмкость для катафорезного грунтования. Это электролитическая ванна, наполненная составом с частицами грунтовки. На металлическое изделие подают отрицательный заряд посредством присоединённого к нему анода. К ёмкости присоединяется катод, активирующий растворенные частицы грунта. В результате химической реакции, положительно заряженные частицы грунтовочной смеси оседают на металлической конструкции, имеющей отрицательный заряд.
- Конструкция проходит ополаскивание. Этот процесс возможно осуществлять либо методом погружения, либо пропусканием изделия через туннель с опрыскивателем.
- Завершается процесс катафорезной грунтовки кузовных деталей сушкой в термической камере, в которой закрепляется нанесённое покрытие. Под воздействием высокой температуры происходит процесс кристаллизации защитного грунтовочного слоя.
После завершения всех этапов этого процесса, металлическая конструкция готова к следующему этапу – покраске.
Преимущества катафорезного грунтования
Катафорезное грунтование приобрело популярность и стало быстро распространяться благодаря неоспоримым преимуществам:
- обеспечивается покрытие равномерным тонким слоем поверхности кузовных деталей сложной конфигурации благодаря их полному погружению;
- активная электролитическая реакция способствует прочному закреплению грунтовки на металлической поверхности;
- это высокоэффективный процесс, позволяющий экономить расходный материал благодаря минимизации потерь;
- катафорезное покрытие имеет высокую стойкость к физическим и химическим воздействиям, что подтверждается испытаниями в солевом тумане.
Благодаря этим достоинствам сегодня всё чаще используется катафорезное грунтование кузова автомобиля при капитальном восстановлении. Этот процесс мало отличается от наложения грунтовки в процессе производства.
Автомобиль полностью разбирается, с кузовных элементов с использованием химических средств совсем удаляются ржавчина и лакокрасочное покрытие. Далее происходит катафорезное грунтование. В результате всех этих действий автомобиль обретает полностью загрунтованный кузов, готовый к покрасочным работам.
Далее происходит катафорезное грунтование. В результате всех этих действий автомобиль обретает полностью загрунтованный кузов, готовый к покрасочным работам.
По сравнению с другими технологиями кузовного ремонта, катафорез достаточно дорого стоит, и поэтому не каждый автовладелец может себе его позволить.
Использование новых технологий антикоррозийной защиты кузова на АвтоВАЗе
Применение катафореза вместо анафорезного метода обработки значительно повысило прочность и износостойкость лакокрасочного покрытия автомобиля Нива. Кузов приобрёл большую стойкость к сколам, механическим и химическим внешним воздействиям. Кроме того, обработка металла катафорезной грунтовкой обеспечивает ВАЗ 2121 Нива более долгую сохранность блеска лакокрасочного покрытия.
Катафорезное грунтование обеспечило внедорожнику Нива очень высокую противокоррозионную защиту обработанных таким способом деталей. АвтоВАЗ проводил испытания кузовных элементов, обработанных картофорезным грунтом, в камерах солевого тумана, которые показали отличные результаты.
Коррозийная стойкость таких конструкций составляет около 1500 часов, что значительно превышает показатели других видов защитной обработки.
Источник: https://krasymavto.ru/materialy/grunty/kataforeznyj-obrabotka-pokrytiya-kuzova-detalej.html
8-495-740-66-97
Суть процесса: Нанесение катафорезного грунта предназначено для защиты деталей от коррозии и является основным защитным покрытием кузовов автомобилей в процессе их производства.
Нанесение катафорезного покрытия значительно увеличивает коррозионную стойкость детали.
Пример: окрашенное крыло автомобиля ВАЗ 2110 без катафорезного покрытия выдерживает до сквозной коррозии в камере соленого тумана не более 100ч, использование катафорезного покрытия повышает стойкость данного крыла до 1500ч.
Важно
Способ нанесения: Нанесение катафорезного покрытия осуществляется методом электроосождения в ванне погружения. Где катодом является окрашиваемая деталь, анод электрод установленный на борту оборудования.
При электроосаждении происходит диффузия (внедрение) частиц грунта на поверхность окрашиваемой детали, что обеспечивает повышенную прочность поверхностной пленки грунта и высокую коррозионную защиту детали.
Схема окраски крыла автомобиля:
Окраска на автомобильных заводах Рис. 1
Окраска в ремонтных мастерских при замене детали. Рис.2
- Как видно на выше приведенных рисунках (Рис 1, Рис 2) при замене детали кузова не производятся следующие операции: фосфатирование, окрашивание катафорезным грунтом, таким образом не производятся операции обеспечивающие основную коррозионную стойкость детали, врезультате срок службы замененной детали сокращается в 7 раз.
- Окрашивание детали происходит на комплексной линии и включает в себя следующие методы подготовки и окраски:
- Агрегат подготовки поверхности:
- Установка раскисления
- Предварительное раскисление улучшает условия последующего щелочного обезжиривания в агрегатах за счет снятия следов коррозии и оксидных пленок, что способствует формированию качественной фосфатной пленки.
- Далее обработка осуществляется в 10 стадийном агрегате туннельного типа, в котором последовательно производятся следующие стадии:
- – Обезжиривание –распылением
- – Промывка – распылением
- – Активация – распылением
- – Фосфатирование – распылением
- – Промывка – распылением
- – Пассивация – распылением
- – Промывка – распылением.
Обезжириванием называется процесс удаления жировых загрязнений с поверхности деталей. Обезжиривание обеспечивает очистку поверхности детали и подготовку ее к последующему фосфатированию с целью получения качественного фосфатного покрытия. При обезжиривании вводно-щелочными растворами моющее действие воды и водных растворов сочетается с химическим разложением загрязнений.
После обезжиривания необходимо тчательно промыть кузов от остатков щелочного раствора, которые при накоплении в следующих стадиях активации и фосфатирования могут вывести растворы из равновесного состояния. От качества промывкм зависит долговечность ЛКП.
- Активация – применяется с целью улучшения структуры фосфатного слоя
- Фосфатирование – получение фосфатной пленки в результате сложных физико-химических процессов, возникающих на границе раздела металл-раствор, обеспечивающего антикоррозионное свойство, адгезию и удленняет срок службы лакокрасочного покрытия. Химический состав пленки:
- Гопеит Zn3(PO4)2 * 4h3O и фосфофилит Zn2Fe(PO4)2 * 4h3O
Фосфатирование ускоряется путем увеличения скорости катодного процесса. Это достигается введением в фосфатирующий раствор ускорителей, которыми являются ионы NO3(-), NO2(-). Введение ускорителей в фосфатирующий раствор значительно снижает продолжительность формирования покрытия, изменяет кристалличность и плотность осадка.
- После фосфатирования производится промывка
- Пассивация предназначена для улучшения защитных свойств фосфатного слоя за счет перевода в пассивное состояние металла, не покрытого фосфатной пленкой (в порах, дефектных местах).

- Технические требования к фосфатному покрытию:
- Фосфатная пленка на деталях должна удовлетворять следующим требованиям:
- Иметь ровную гладкую поверхность светло-серого цвета без налетов коррозии, рельефных потеков, налетов шлама.
- Пленка должна быть сплошной с плотно упакованной мелкокристаллической структурой.
- Вес фосфатной пленки 1,0…3,0 г/м2
- Допускается:
- Единичные точки с легкой окисной пленкой
- Оттеночные разводы по фосфатной пленке.
- Установка окраски катафорезным грунтом:
- Состоит из:
- Ванны электропогружения – в которой производится нанесение катафорезного грунта в виде сплошной тонкой пленки светло серого цвета на поверхности изделия.
- Окраска производится зачет перемещения отрицательно заряженных частиц грунта на поверхность изделия и внедрение их в поверхность металла.
При системах электропогружения дело идет принципиально о осаждении водоразбавляемой смолы посредством постоянного тока. Применяемые при этом процессе водоразбовляемые смолы представляют собой катодные вяжущие вещества, которые через полную или частичную нейтрализацию с органическими кислотами выдерживается в растворе.
Применяемые при этом процессе водоразбовляемые смолы представляют собой катодные вяжущие вещества, которые через полную или частичную нейтрализацию с органическими кислотами выдерживается в растворе.
- Тоннеля промывки – предназначенного для удаления излишков грунта налипших на поверхность изделия.
- Обдувка сжатым воздухом.
- Туннель сушки изделий
- Предназначен для сушки изделий окрашенных катафорезным грунтом и представляет собой печь тоннельного типа
- Источник
- Видео
Источник: http://smesistroi.ru/stati/gruntovka/2/443-kataforeznaya-gruntovka-kuzovnyx-detalej-vaz.htm
Катафорез
«Производство по окраске изделий катафорезным грунтом методом»
- Огромный потенциал автомобильного рынка нашей страны привлекает любого производителя. В результате постоянно растет борьба за потребителя. В результате на первое место выходят требования, которые предъявляет потребитель к автомобилю, который он хочет приобрести.
 На что обращаем мы внимание при взгляде на новый автомобиль? На качество окрашенной поверхности кузова, на долговечность данного покрытия. Каждый потребитель надеется на то, что приобретенный автомобиль прослужит длительное время не потеряв своего внешнего вида.
На что обращаем мы внимание при взгляде на новый автомобиль? На качество окрашенной поверхности кузова, на долговечность данного покрытия. Каждый потребитель надеется на то, что приобретенный автомобиль прослужит длительное время не потеряв своего внешнего вида. - Состояние наших дорог их качество, поведения участников движения приводит к тому, что огромное количество автомобилей попадает в дорожно-транспортные происшествия, Редкий автомобиль за время своей эксплуатации не попадает в аварию. Для каждого водителя повреждение автомобиля создает огромные проблемы, получение страховки, ремонт. Ремонт лицевой детали влечет за собой огромное количество негативных факторов, а именно; ремонтная деталь подвергается коррозии в период первого года эксплуатации. С чем же это связанно?
- Что же мы имеем если автомобиль в процессе эксплуатации попал в аварию и требуется ремонт или замена лицевой детали. Даже на самой современной станции технического обслуживания окраска ремонтной детали включает в себя следующие этапы представленные на схеме тех.
 процесса.
процесса.
- 1. удаление транспортировочного грунта Химическим и механическим способом
- 2. окраска эпоксидным грунтом
- 3. окраска эмалью
- Наиважнейшей задачей, стоящей перед специалистом в области кузовного ремонта автосервисного предприятия, является точное воссоздание заводского покрытия, с присущими ему свойствами и качествами. Только тогда проведенный ремонт не вызовет нареканий со стороны клиента, а восстановленное покрытие прослужит долго.
- Напомним, что лакокрасочное покрытие служит в первую очередь для защиты кузова автомобиля от агрессивных воздействий, для создания надежного барьера от механических и химических повреждений. В настоящее время, пожалуй, до 90 % кузовов всех автомобилей выполнено из черной стали холодного проката. Остальные – это преимущественно та же черная сталь, но в большинстве случаев анодированная цинком при помощи электролитического нанесения оксидной пленки.
- Давайте рассмотрим технологический процесс окраски кузова вновь выпускаемого автомобиля.
 Как мы видим технологический процесс окраски это сложный включающий в себя большое число стадий обработки и подготовки кузова, а так же совокупность огромного качества факторов влияющих на качество выпускаемой продукции (качество материалов, состояние оборудования, состояние воздушной среды в камере окраски).
Как мы видим технологический процесс окраски это сложный включающий в себя большое число стадий обработки и подготовки кузова, а так же совокупность огромного качества факторов влияющих на качество выпускаемой продукции (качество материалов, состояние оборудования, состояние воздушной среды в камере окраски).
- Линия АПП1-я стадия обезжиривание моющим составом2-я стадия обезжиривание моющим составом с добавлением активатора3-я стадия промывка водой4-я стадия фосфатирование5-я стадия промывка6-я стадия пассивацияОкраска в ванне катафорезСтруйная промывка в 5-и стадийном тоннеле промывки Сушка в тоннеле при температуре 2000С в течении 30мин.
- Окраска эпоксидным грунтом и эмалью.
- Как видим при ремонтных работах не проводится следующие стадии обработки: фосфатирование, пассивация, нанесение катафорезного грунта. Именно те этапы которые обеспечивают основную коррозионную защиту кузова. В результате ремонтная деталь, как указано выше оказывается подвержена коррозии в первый год эксплуатации после ремонта.

- На фото представлен автомобиль ВАЗ 2105, на котором после ДТП произведена замена переднего левого крыла. Через 1,5 года на данном автомобиле проявилась коррозия металла. Причиной данного дефекта является отсутствие защитного покрытия, и образование зонального скопления влаго конденсата в скрытой полости крыла.
- Коррозией называют разрушение твердых тел, вызванное химическими и электрохимическими процессами, развивающимися на поверхности тела при его взаимодействии с внешней средой.
- Возникающая на металле ржавчина – слой частично гидратированных оксидов железа – за короткое время приводит кузов в негодность. Чтобы противостоять ее образованию, путем нанесения оксидной пленки создается гальваническая пара. При этом металл выступает в роли отрицательного элемента гальванопары – катода – и не коррозирует, уступая эту прерогативу аноду.
- Если взглянуть на электрохимический ряд напряжений металлов (рис. 1), где все металлы расположены слева направо в порядке понижения «благородности», то мы увидим, что справа наиболее близко к железу стоит цинк.
 Этим и обусловлена так называемая оцинковка кузова. Чем дальше друг от друга в ряду напряжений находятся два металла, тем быстрее разрушается менее благородный (т. е. стоящий справа), являющийся анодом гальванопары. Поэтому разрушение цинка спасает железо от коррозии. Покрыв же кузов, например, золотом (ох как будет дорого!), мы получим совершенно противоположный эффект.
Этим и обусловлена так называемая оцинковка кузова. Чем дальше друг от друга в ряду напряжений находятся два металла, тем быстрее разрушается менее благородный (т. е. стоящий справа), являющийся анодом гальванопары. Поэтому разрушение цинка спасает железо от коррозии. Покрыв же кузов, например, золотом (ох как будет дорого!), мы получим совершенно противоположный эффект. - Практически в настоящее время состояние на рынке кузовных запчастей по качеству продукции предлагаемой потребителю можно охарактеризовать представленной фотографией:
- Попытки найти детали прошедшие полный цикл обработки на рынке запасных частей результатов не дают. С чем это связанно? Технологически процесс обработка деталей для нанесения фосфатной пленки и окраски катафорезным грунтом требует дорогостоящего оборудования, наличия специалистов имеющих опыт обслуживания данного оборудования и ведения технологических процессов. Все это приводит к тому, что окраска катафорезным грунтом деталей не проводится
- Катафорез – водно-щелочная грунтовая краска которая основываясь на электроэхимических процессах образовывает плёнку на металлических поверхностях.

- Превосходства катафорезного покрытия:
– получение однородной толщины и вида плёнки в каждой точке.- превосходное покрытие острых углов, сторон и сплавных секторов с закрытой объёмностью- обеспечение сопротивления против высокой корозии- высокий темп производства- очень низкий уровень потерь (практически 0%)- низкий уровень загрязнения окружающей среды- низкий риск возникновения пожара и вреда здоровью
- В настоящее время ООО «ТЕРМИНАЛ» провело работы по проверке возможности нанесения катафорезного покрытия на детали различной формы и конфигурации. Разработало чертежи оборудования по нанесению катафорезного покрытия .
ООО «ТЕРМИНАЛ» провело основные стадии НИКОР:
- Были проведены разработки и экспериментальные работы по окраски пробных изделий катафорезным грунтом ассиметричными токами, разработан проект линии по окраски предлагаемым способом, разработана технология нанесения покрытия по предлагаемому методу, проведены переговоры с поставщиками материалов и потребителями продукции.
 Проработана проектно сметная документация необходимая для реализации проекта . Частично закуплено и смонтировано оборудование для проведения работ.
Проработана проектно сметная документация необходимая для реализации проекта . Частично закуплено и смонтировано оборудование для проведения работ. - Суть процесса: Нанесение катафорезного грунта предназначено для защиты деталей от коррозии и является основным защитным покрытием кузовов автомобилей в процессе их производства. Нанесение катафорезного покрытия значительно увеличивает коррозионную стойкость детали, использование ассиметричного тока позволяет получить покрытие с повышенной механической стойкостью. Пример: окрашенное крыло автомобиля ВАЗ 2110 без катафорезного покрытия выдерживает до сквозной коррозии в камере соленого тумана не более 120ч, использование катафорезного покрытия повышает стойкость данного крыла до 1 500ч.
- Нанесение катафорезного покрытия осуществляется методом электроосождения в ванне погружения. Где катодом является окрашиваемая деталь, анод электрод установленный на борту оборудования. При электроосаждении происходит диффузия (внедрение) частиц грунта на поверхность окрашиваемой детали, что обеспечивает повышенную прочность поверхностной пленки грунта и высокую коррозионную защиту детали.
 Деталь поступившая на установку нанесения катафорезного покрытия (после обработки на агрегате подготовки поверхности) погружается в ванну и подвергается воздействию электрического тока, которое (воздействие) разделяется на несколько этапов. Этапы подробно описаны в разработанном тех. процессе окраски.
Деталь поступившая на установку нанесения катафорезного покрытия (после обработки на агрегате подготовки поверхности) погружается в ванну и подвергается воздействию электрического тока, которое (воздействие) разделяется на несколько этапов. Этапы подробно описаны в разработанном тех. процессе окраски. - Вновь организуемое предприятие предлагает к реализации продукцию окрашенную катафорезным грунтом ассиметричным током, повышенной коррозионной стойкости и с повышенной стойкостью к механическим воздействиям. Приоритетным направление для предприятия будет являться окраска катафорезным грунтом кузовных деталей автомобилей, предложения по которым в настоящий момент на рынке запчастей отсутствует. Ориентация на данный вид продукции связано с значительным развитием рынка запчастей в Тольятти и близостью главного производителя запчастей ОАО «АВТОВАЗ». Кроме того разработанное оборудование позволяет окрашивать любые изделия (даже сложной формы) общей площадью поверхности до 4м2. В дальнейшем в качестве примера будет рассматриваться вариант окраски крыла автомобильного автомобиля ВАЗ 2110.
- Предлагаемый вариант окраски показан на рис 1 , фосфатный слой наносится с внешней и внутренней стороны а также во всех скрытых сечениях, в дальнейшем наносится катафарезный слой методом электроосаждения
- Преимуществом данной технологии является повышение коррозионной стойкости изделий на всех жизненных циклах продукции, низкий расход материала, окраска скрытых полостей изделий, недоступных традиционным методам окраски. Нанесение покрытия электроосаждением повышает сопротивление механическим воздействиям на покрытие (сдиры, сколы, царапины) при одновременном сохранении высокой агдезии покрытия с металлом изделия и следующими слоями ЛКМ
- Ежедневно только в Самарской области происходит порядка 600 дорожно-транспортных происшествий с материальным ущербом (данные ГИБДД Самарской обл.). Если принять, что в ДТП происходит повреждение как минимум 2-ух автомобилей в результате требуют ремонта минимум 2 детали на автомобиле – получаем количество деталей подлежащих ремонту в результате ДТП – 1200шт в день. Принимая условно, что парк автомобилей ВАЗ составляет порядка 65% и количество деталей подлежащих замене составляет 50%. Получаем, что потребность в запчастях подлежащих замене и требующих катафорезного покрытия составит 390 шт. в день только по Самарской обл. Количество субъектов федерации составляет -83шт Легко посчитать, что приблизительная потребность в продукции составит 9 079 785 кв.м покрытий в год
- На разработанном оборудовании ООО «ТЕРМИНАЛ» возможна обработка аллюминевого профиля для производства окнных конструкций и шкафов купе.
- Большинство производителей предлагают алюминиевый профиль, обработанный методом анодировки с последующим нанесением декоративного покрытия Технология получения катафорезного покрытия заключается в проведении двух стадийной обработки алюминиевого профиля вместо традиционно используемой производителями одно стадийной обработки. При этом вторая стадия, заключающаяся в нанесении на поверхность профиля слоя водорастворимых лаков, придает ему повышенные технические характеристики,
- Катафорезная обработка представляет собой более совершенный метод обработки алюминиевого профиля по сравнению с анодировкой более высокое качество цвета.
- *Цвет профиля приобретает глубину и большую равномерность, начинает «играть» на свету;
- *более высокая устойчивость к механическим повреждениям. Катафорезный способ обработки позволяет получать декоративные покрытия более высокой плотности. Покрытие устойчиво к царапинам, которые могут возникнуть в процессе сборки или эксплуатации шкафа-купе;
- *более высокая стойкость к химическим воздействиям. Покрытия профиля имеет повышенную стойкость к коррозии и воздействию химических веществ. Благодаря этому профиль не темнеет под воздействием кислорода, для его чистки можно использовать любые виды моющих веществ, в том числе абразивы.
- А с введением с 2010г правительством России запретительных пошлин на импортный анодированный профиль данное направление может рассматриваться как приоритетное. В настоящее время в нашей стране анодированием аллюминиевого профиля занимается только 2 предприятия и на рынке ощущается большой дефицит данного продукта и резкий рост цен на предварительно обработанный профиль
Источник: http://www.terminal63.ru/kataforez
особенности нанесения, катафарезной обработки кузова перед покраской
Катафорезный грунт что это такое? Чем он отличается от прочих грунтовок и какие имеет преимущества? Катафорезная грунтовка предназначена для защиты кузовных элементов и деталей от коррозии. Это основное защитное покрытие автомобилей, входящее в процесс производства.
Катафорез значительно увеличивает степень устойчивости к коррозии деталей из металла.
К примеру, окрашенный бампер автомобиля Lada 4х4 Нива без покрытия катафорезной грунтовкой в процессе испытания в камере солёного тумана до появления сквозной ржавчины продержится не более 100 часов, в то время как, имея катафорезное покрытие, стойкость бампера увеличится до 1500 часов.
Этапы катафорезной обработки конструкций
Катафорезная обработка металла представляет собой сложный химический процесс в промышленном производстве, обеспечивающий защиту стальных конструкций от коррозии.
При электролитической реакции на поверхности металлического изделия закрепляется особое вещество, которое образует защитный слой.
Полезное! Катафорезная обработка металла даёт возможность в несколько раз увеличить его стойкость к воздействию коррозии.
Процесс катафорезной обработки включает несколько этапов:
- В сооружениях с туннельным опрыскиванием или в ваннах с полным погружением металлическая конструкция очищается от окиси и происходит обезжиривание поверхности.
- Далее металл активируется для обеспечения лучшей сцепки частиц при электролитической реакции.
- Происходит погружение конструкции в ёмкость для катафорезного грунтования. Это электролитическая ванна, наполненная составом с частицами грунтовки. На металлическое изделие подают отрицательный заряд посредством присоединённого к нему анода. К ёмкости присоединяется катод, активирующий растворенные частицы грунта. В результате химической реакции, положительно заряженные частицы грунтовочной смеси оседают на металлической конструкции, имеющей отрицательный заряд.
- Конструкция проходит ополаскивание. Этот процесс возможно осуществлять либо методом погружения, либо пропусканием изделия через туннель с опрыскивателем.
- Завершается процесс катафорезной грунтовки кузовных деталей сушкой в термической камере, в которой закрепляется нанесённое покрытие. Под воздействием высокой температуры происходит процесс кристаллизации защитного грунтовочного слоя.
Информация! После завершения всех этапов этого процесса, металлическая конструкция готова к следующему этапу – покраске.
Преимущества грунтования катафорезом
Катафорезное грунтование приобрело популярность и стало быстро распространяться благодаря неоспоримым преимуществам:
- обеспечивается покрытие равномерным тонким слоем поверхности кузовных деталей сложной конфигурации благодаря их полному погружению;
- активная электролитическая реакция способствует прочному закреплению грунтовки на металлической поверхности;
- это высокоэффективный процесс, позволяющий экономить расходный материал благодаря минимизации потерь;
- катафорезное покрытие имеет высокую стойкость к физическим и химическим воздействиям, что подтверждается испытаниями в солевом тумане.
Благодаря этим достоинствам сегодня всё чаще используется катафорезное грунтование кузова автомобиля при капитальном восстановлении. Этот процесс мало отличается от наложения грунтовки в процессе производства.
Автомобиль полностью разбирается, с кузовных элементов с использованием химических средств совсем удаляются ржавчина и лакокрасочное покрытие. Далее происходит катафорезное грунтование.
В результате всех этих действий автомобиль обретает полностью загрунтованный кузов, готовый к покрасочным работам. После обработки автомобильного кузова катафорезным грунто можно производить нанесение ЛКП.
Информация! По сравнению с другими технологиями кузовного ремонта, катафорез достаточно дорого стоит, и поэтому не каждый автовладелец может себе его позволить.
Использование новых технологий антикоррозийной защиты кузова на АвтоВАЗе
АвтоВАЗ постоянно модернизирует процессы покраски автомобилей. В 2013 году была завершена программа перехода к новой технологии окраски внедорожника Lada 4х4 Нива.Мнение эксперта
Илья Вячеславович
Консультант сайта krasymavto.ru по кузовному ремонту
Задать вопросВ технологический процесс покраски были введены новые рабочие материалы: трехкатионный фосфат и катафорезное грунтование поверхности элементов автомобиля. Это повысило антикоррозийную устойчивость кузова ВАЗ 2121 Нива.
Применение катафореза вместо анафорезного метода обработки значительно повысило прочность и износостойкость лакокрасочного покрытия автомобиля Нива. Кузов приобрёл большую стойкость к сколам, механическим и химическим внешним воздействиям. Кроме того, обработка металла катафорезной грунтовкой обеспечивает ВАЗ 2121 Нива более долгую сохранность блеска лакокрасочного покрытия.
Катафорезное грунтование обеспечило внедорожнику Нива очень высокую противокоррозионную защиту обработанных таким способом деталей. АвтоВАЗ проводил испытания кузовных элементов, обработанных картофорезным грунтом, в камерах солевого тумана, которые показали отличные результаты.
Интересное! Коррозийная стойкость таких конструкций составляет около 1500 часов, что значительно превышает показатели других видов защитной обработки.
Полезное видео
Наглядно как происходит подготовка детали и покраска катафорезного грунта можно посмотреть на видео:
ГрунтыИспользование грунт эмали при покраске автомобиля
СледующаяГрунтыДля чего необходим кислотный грунт? Разбираемся как правильно наносить
описание технологии и ее преимущества. Методы защиты от коррозии
Бизнес 29 сентября 2018Техники нанесения внешних покрытий представляют наиболее обширную группу способов антикоррозийной защиты металла. Грунтование часто используется в защите автомобильных кузовов, которые подвергаются разного рода воздействиям, способствующим развитию ржавчины. Одним из самых эффективных методов такой защиты является катафорезное покрытие, одновременно сочетающее в себе элементы физической и химической изоляции.
Подготовка технологической оснастки
Технической основой для выполнения процедуры катафорезной обработки выступают ограничители для элементов кузова, среди которых капот, багажник и боковые двери. Все эти части должны быть приоткрыты, чтобы активная смесь свободно заполняла собой полости изнутри, не оставляя зазоров. С точки зрения поточного производства, на линии таким образом экономится раствор для катафорезного покрытия, так как не использованный состав полностью сливается в специальную емкость и применяется в последующих операциях. Функцию каналов для слива обычно выполняют отверстия в днище автомобильного кузова. О том, чтобы они были открыты, следует также позаботиться заранее.
Мойка поверхностей кузова
На следующем этапе подготовки выполняется предварительная мойка. Не только с наружных поверхностей, но и с внутренней части кузова следует удалить все инородные частицы от грязи и пыли до продуктов сварочного производства и заводской смазки. На профессиональных линиях для таких целей используют камеры с множеством форсунок, направляющих воду с чистящим раствором. Более простой вариант предполагает использование мини-моек под высоким давлением с подключением компрессорных установок. В любом случае чем качественнее будет первоначальная чистка, тем больше шансов получить стойкое и долговечное защитное покрытие кузова автомобиля с акцентом на формирование антикоррозийного барьера.
Обезжиривание поверхностей
Наличие на поверхностях кузова следов технического масла или другой химии может привести к сохранению открытых участков, которые нередко становятся очагами развития ржавчины после повреждения. Поэтому очень важно проведение операции обезжиривания. Обычно перед нанесением катафорезного покрытия данная задача решается методом опрыскивания. Автомобиль проходит через специальный туннель, где на него также подается вода под высоким давлением, но уже с добавлением специальных химических средств. Практикуется и метод погружения в ванны с растворами для обезжиривания, но этот подход себя оправдывает только в условиях высокопроизводительного автосервиса с большим потоком.
Чем обезжирить металл?
Итак, какие добавки используют после комплексной промывки перед нанесением катафорезного состава? Простейший и наиболее доступный материал представляют собой щелочные растворы. Это полезно-активные компоненты, которые вместе с усилителями обезжиривания дают неплохой эффект очистки и базовой защиты. При высокой степени концентрации жира придется задействовать специализированные средства. Например, чем обезжирить металл, если зажиренность поверхности превышает 3 г/м2? В данном случае можно использовать специализированную автохимию от компаний Henkel, Chemetall или «ЭКОХИМ», изготовленную на основе твердых и хлорированных частиц поливинилхлорида и акрилонитрилбутадиенстирола. Как показывает практика, ключевым фактором эффективности обезжиривающего раствора будет даже не столько его концентрация, сколько правильно подобранный температурный режим при обработке.
Активация и фосфатирование поверхностей
Переходным этапом между зачисткой целевой поверхности и созданием базы для катафорезного покрытия является фосфатирование. В свою очередь, активация металла выступит подготовительной операцией, которая проводится с целью улучшения кристаллообразования в ванне. Для этого применяют нерастворимые соединения, фосфат марганца и соли титана. Они обеспечивают осаждающий эффект на поверхности, способствуя уплотнению фосфатного слоя.
Активация формирует основу защитного покрытия кузова автомобиля, способствуя повышению адгезии. После фосфатирования производится контроль покрытия, при котором оцениваются такие свойства, как общая кислотность, плотность, масса и т. д. Может анализироваться и состав раствора. Стандартный набор компонентов формируется цинковыми элементами, фторидами и дополнительными модифицирующими присадками, которые подбираются индивидуально.
Что такое катафорезный грунт?
Главный компонент покрытия – это бессвинцовая двухкомпонентная масса, которая может быть представлена в виде пасты или эмульсии. В новейших поколениях такие грунтовки отличаются экологической безопасностью и высокой проникающей способностью. С помощью модификаторов также улучшаются показатели термической стойкости и защищенности от коррозийных процессов. К тому же в процессе эксплуатации улучшается очистка от ржавчины без повреждения основы кузова. Непосредственно при катафорезе используются эмульсии, включающие несколько катионных полимеров. Формируемый слой представляет собой эластичную пленку с блокированным изоцианатом. Также в составе может задействоваться пигментная паста на основе минеральных компонентов, связующие активные вещества и деминерализованная жидкость.
Нанесение грунта
Защитная структура образуется в ванной, в которую предварительно была загружена эмульсия с пастой, включающей необходимые добавки. Средний объем ванной для катафорезного метода защиты от коррозии составляет 100 м3 из расчета на один кузов. Допускается и одновременная обработка нескольких автомобилей. В этом случае используются емкости по 200-300 м3.
К ванне вдоль периметра подключаются диализные ячейки с подводкой металлических катодных стержней. Это важная часть технологии, благодаря которой в принципе обеспечивается электрохимическое воздействие. При подаче напряжения осуществляется заряд катафорезного грунта с последующим формированием защитного слоя толщиной до 25-30 мкм. Что касается параметров заряда, то сила тока должна составлять от 350 до 700 А при среднем напряжении 400 В. По времени операция продолжается 2-3 мин.
Сушка металлических поверхностей
В отличие от других технологий быстрой сушки, в данном случае процесс полимеризации носит и характер мягкого термического воздействия с прожигом. Для этой операции используются специальные печи, позволяющие выполнять несколько этапов сушки. На каждой стадии подключается соответствующий модуль с независимой горелкой (как правило, на газовом топливе), нагревающей воздух до нужной температуры. Тепловые потоки в направлении кузова подают вентиляторные установки. Причем каждый контур термического воздействия содержит фильтры, очищающие воздух от мельчайших частиц, которые могут навредить структуре покрытия. В отношении выбора температурного режима многое зависит от характеристик конкретного металла. Для кузовной автомобильной конструкции защита от коррозии закрепляется в условиях полимеризации при 180-200 °С. Причем для каждой отдельной части температура может варьироваться за счет специальных датчиков. Особый подход обычно применяется для крыши, торпедо и днища.
Преимущества технологии
В числе основных плюсов данной методики называют высокую стойкость грунта к внешним негативным воздействиям, которые и создают условия для образования коррозии. Выполнив на первом же этапе очистку от ржавчины абразивами нужной фракции, в дальнейшем можно забыть о рисках подобного поражения от высокой влажности и солевых воздействий. При этом катафорез используется не только как технологическое защитное покрытие, но и в качестве декоративного, если раствор грунтовки совместить с порошковой краской. Среди других преимуществ этого метода отмечается высокая скорость обработки, равномерность укладки слоя, высокая проникающая способность и уже упомянутая экологическая безопасность.
Альтернативные методы антикоррозийной защиты
Ближайшая технология антикоррозийной защиты, которую в принципе можно сопоставить с катафорезом, это анафорез. Она также представляет собой разновидность электролитического окрашивания, но с некоторыми отличиями. В частности, анафорезный метод защиты от коррозии предусматривает отрицательный заряд грунтующего раствора, а целевая поверхность связывается с положительным контуром. С точки зрения качества устройства покрытия, это не имеет принципиального значения, но зато облегчаются организационные процессы в силу исключения обязательного устройства заземления для ванны и подводки диализных клеток. Кроме того, снижаются требования к процедурам осаждения краски и сушки нанесенного покрытия.
Заключение
Техника катафореза отличается сложностью и финансовой затратностью. Качество результата при этом будет гарантироваться только грамотным выполнением каждого этапа обработки. Малейшее нарушение технологии может стать причиной разрушения нанесенного грунта уже в первые месяцы эксплуатации автомобиля. Но в остальных случаях катафорезная обработка металла себя полностью оправдывает как эффективный способ антикоррозийной защиты на многие годы. Секрет формирования положительных технико-эксплуатационных свойств после образования покрытия заключается в сбалансированном сочетании химических компонентов и электрического воздействия на металлическую структуру. Это далеко не инновационный способ, поскольку его принципы давно задействуются при защите трубопроводных сетей от той же коррозии. Но применительно к защите автомобильных кузовов можно говорить о беспрецедентной оптимизации процессов катафореза, хоть и с большими организационными затратами.
Источник: fb.ru
Катафорезный грунт что это
Новые технологии: процедура катафорезного грунтования при покраске авто
Процесс коррозии автомобильного кузова всегда был значимой проблемой для автолюбителей. С этой проблемой многие годы борются как производители автомобилей, так и их владельцы. Одним из современных решений, направленных на защиту металлических поверхностей от гниения является катафорезная грунтовка кузовных деталей. Эта технология пришла к нам из запада, где она развивается уже много лет.
Что представляет собой катафорез?
Катафорез – это сложный химический процесс, основанный на электролитической реакции. На практике этот процесс позволяет закрепить на поверхности металла специальное вещество, которое играет роль защитного слоя. Такой подход к подготовке металла позволяет в несколько раз увеличить его сопротивляемость воздействию коррозии.
Процедура катафореза состоит из нескольких этапов:
- очистка металла от окислительной пленки;
- обезжиривание поверхности металла;
- активация металла;
- погружение в емкость для катафореза;
- ополаскивание;
- сушка в термической камере.
Очистка металла от окиси позволяет оголить поверхность для наилучшего взаимодействия активных частиц в катафорезной емкости. Обезжиривание направлено на эту же цель.
Оба процесса осуществляются химическим способом в тоннелях с опрыскиванием или в емкостях с полным погружением. Активация металла способствует более надежному закреплению частиц в катафорезной емкости.
Далее металл погружается в катафорезную емкость. Она представляет собой электролитическую ванну, в которой в растворенном виде находятся частички грунта. К металлической детали подключается анод, который заряжает ее отрицательной энергией. К корпусу ванной подсоединяется катод, который активирует растворенные частички грунта. В результате электролитической реакции, положительно заряженные частицы закрепляются на отрицательно заряженном металле.
После электролитической ванны деталь отправляется на ополаскивание. В результате этого процесса смываются частички грунта, которые не закрепились на поверхности металла. Ополаскивание может быть реализовано как погружением, так и пропусканием детали через тоннель с распылителями.
Сушка в термической камере закрепляет нанесенный материал. На этом этапе происходит затвердевание и кристаллизация защитного слоя. Сушка проводится под влиянием высоких температур на протяжении определенного времени. После этого металлическая деталь полностью готова к процедуре окрашивания.
Катафорезная обработка нового кузова
Катафорезное грунтование применяется в самых различных областях промышленности. Обработка таким способом автомобильных кузовов также очень распространена. За рубежом эта технология применяется уже довольно давно. К нам она пришла несколько лет назад, и успешно применяется на производстве отечественных автомобилей.
Грунтование нового кузова методом электролитического катафореза намного дешевле оцинковки, поэтому эта технология имеет все шансы на дальнейшее развитие в автомобильной промышленности. Помимо этого, как было указано выше, защита металла от коррозии находится на очень высоком уровне, который на порядок выше оцинковки.
Процедура катафорезного грунтования примерно такая же, как было описано выше. При изготовлении нового автомобиля кузов проходит все этапы катафореза от удаления окиси металла, до сушки в термических камерах.
Преимущества катафорезного грунтования
Катафорезное грунтование получило широкое распространение благодаря следующим преимуществам:
- активный химический процесс способствует надежному закреплению грунтовочного материала на металлической поверхности;
- благодаря полному погружению обеспечивается покрытие металла равномерным тонким слоем даже в труднодоступных местах;
- сам процесс катафореза имеет высокую эффективность с минимальными потерями расходных материалов;
- катафорезное покрытие устойчиво к физическим и химическим воздействиям. Испытания в солевом тумане показывают устойчивость, которая в восемь раз выше по сравнению с традиционными грунтовками.
Катафорезное грунтование кузовных деталей
Новые кузовные детали также стали подвергаться катафорезному грунтованию на этапе их изготовления. Однако на сегодняшний день это касается только оригинальных деталей. Дешевые аналоги от других производителей полноценной обработке этим способом не поддаются. В основном новые детали покрываются транспортировочным грунтом, который защищает деталь на этапах транспортировки и хранения до момента реализации.
Сегодня довольно часто практикуется катафорезное грунтование кузовных деталей перед их покраской. Для этого деталь сдается на предприятие, имеющее оборудование для катафореза. Там она очищается от транспортировочного грунта и обрабатывается по вышеописанной технологии. Это позволяет в разы увеличить срок службы даже неоригинальных деталей.
Катафорез при капитальном кузовном ремонте
В настоящее время также набирает обороты катафорезное грунтование кузова при капитальном восстановлении автомобилей. В целом этот процесс немного отличается от грунтования на этапе производства, однако в большинстве происходит то же самое. Весь процесс подготовки автомобиля к нанесению нового лакокрасочного покрытия состоит из следующих процессов:
- Полная разборка автомобиля. Отдельно катафорезу подвергается сам кузов, и отдельно съемные кузовные детали (двери, капот).
- Снятие старого лакокрасочного покрытия. На этом этапе удаляется абсолютно вся краска с кузова и его деталей. Удаление краски осуществляется химическими средствами. Кузов и детали полностью погружаются в емкость со специальной жидкостью, которая смывает все покрытие до голого металла.
- Удаление следов коррозии. На бывшем в употреблении автомобиле, так или иначе, имеются очаги коррозии. Они также удаляются химическими средствами. Как и на предыдущем этапе, кузов и съемные детали полностью погружаются в ванну с жидкостью для удаления ржавчины. После прохождения этой процедуры поверхность кузова оголяется до чистого металла.
- Катафорезное грунтование по технологии, которая описана выше.
На выходе получается полностью обработанный и загрунтованный кузов, который готов к покрасочным работам. Этот метод позволяет вернуть к жизни даже самый старый автомобиль. Однако из-за своей относительной дороговизны по сравнению с традиционными техниками кузовного ремонта, катафорезное грунтование применяется довольно редко. В основном его используют для восстановления раритетных классических автомобилей, которые имеют ценность скорее для коллекционеров, нежели для простых автолюбителей. Но эта технология не стоит на месте, она довольно активно развивается, что неминуемо приведет к ее удешевлению и распространенности в самом ближайшем будущем.
Лада Калина Универсал › Бортжурнал › Катафорезный грунт. Сдирать или нет?
Лада Калина Универсал 2014, двигатель бензиновый 1.6 л., 106 л. с., передний привод, механическая коробка передач — кузовной ремонт
Машины в продаже
Лада Калина, 2013
Лада Калина, 2016
Лада Калина, 2013
Лада Калина, 2014
Комментарии 17
Только драть до металла
Катафорезный грунт нельзя снимать с детали, если не будет наноситься фосфатный грунт. Это приведет к образованию конденсата на поверхности метала. В последствии на ЛКМ могут появиться “пузырьки” Но и грунт на катафорезный грунт нельзя наносить. Сначала деталь просушивают от последствий транспортировки. После чего наносят тонкий слой фосфатного грунта, и только потом “порозаполняющий” или “финишный” грунт
А в чём смысл нанесения фосфатирующего грунта не на металл ?
Избегать”прошлифовок” до металла, максимально сохраняя слой катафорезного грунта на поверхности детали при подготовке детали к окраске, это качественное защитное электро-покрытие от возникновения коррозии.
Если сдирать, так зачем его наносили? Чтоб дольше сохранилась для транспортировкии и реализации з/ч ?
А вы говорите ваз
Хёндай ладно у нас на работе у санька на ниссане ранфаэлдере крышка богажника через год за цвела с низу по гарантии красили а это уже совсем другая ценовая категория
Сам работаю в группе компаний нлмк и видел какой металл идёт на завод ваз а какой на форд и фольц
Сам работаю в группе компаний нлмк и видел какой металл идёт на завод ваз а какой на форд и фольц
В апреле домой поеду если надо фото шаршавости прищлю
Капот был ваз серый с галограммой даже смс можно отослсть на оригинальность
Сдесь есть нюанс. Поясню в чем причина такого желания мастеров.
Ранее, в РФ, Вазовцы выпускали ремонтные запчасти, их же делала и куча кооперативов, заодно подсовывая одно вместо другого.
Проблема в том, что металл для штамповки, АвтоВАЗ и кооперативщики покупали разного качества. Завод — то что получше, кооперативы — полежавшие остатки . с большой скидкой. Когда у АвтоВАЗ-а с деньгами было совсем хреново, они тоже не гнушались купить металл который уже полежал на воздухе … под дождиком, и обзавелся очагами коррозии.
Ну вот и отштамповали такой рулон, в катафорез засунули … и на продажу, хоть машину … хоть запчасть.
А по итогу — почки отвалились, коррозия уже ПОД катафорезом. Собственно после установки такой детали, через год-другой из под краски идет ржа, вспучивается все.
Мастеров все стали обвинять — мол некачественно сделали. Гниль и все такое. А они то при чем — сама запчасть с завода или от кооператива уже с гнильцой. Вот и вынудили наших гаражных мастеров делать лишнюю операцию по снятию катафореза (который таки является отличной защитой от коррозии), что бы убедиться что деталь нормальная, … ну и при необходимость убрать ржу, и протравить ее кислотным грунтом. Это таки время и затраты.
Если сравнивать катафорез и кислотный грунт, катафорез конечно лучше. Но ***паный Автоваз, как повезет. С Китайцами, еще 4-5 лет назад было все плохо. Дешевый метал, хреновое кранение, хреновые материалы. Итог тачки сгнивают за 5-7 лет до дыр в порогах и днище.
Современные запчасти, на хорошие бренды (например Фольксваген или Тойота) идут из двусторонне оцинкованного металла, под катафорезом. С ними проблем нет.
Для АвтоВаза тоже есть оцинкованные детали, заводские … но там разнобой, есть одно — двух и не оцинкованные.
Для примера, у Хюндаи Крета недавно была беда, стало пучить краску от гнили на крышке багажника, то ли металл, то ли крышки полежали где то под водичкой, до отправки на конвеер.
Тут уж сам думай. Если запчать имеет дату производства летом, тодга скорее всего будет отличного качества, если весна-зима-осень — могут быть варианты.
Что такое защитный катафорезный грунт и как применять это средство
Катафорезный грунт что это такое? Чем он отличается от прочих грунтовок и какие имеет преимущества? Катафорезная грунтовка предназначена для защиты кузовных элементов и деталей от коррозии. Это основное защитное покрытие автомобилей, входящее в процесс производства. Катафорез значительно увеличивает степень устойчивости к коррозии деталей из металла.
К примеру, окрашенный бампер автомобиля Lada 4х4 Нива без покрытия катафорезной грунтовкой в процессе испытания в камере солёного тумана до появления сквозной ржавчины продержится не более 100 часов, в то время как, имея катафорезное покрытие, стойкость бампера увеличится до 1500 часов.
Этапы катафорезной обработки конструкций
Катафорезная обработка металла представляет собой сложный химический процесс в промышленном производстве, обеспечивающий защиту стальных конструкций от коррозии. При электролитической реакции на поверхности металлического изделия закрепляется особое вещество, которое образует защитный слой. Катафорезная обработка металла даёт возможность в несколько раз увеличить его стойкость к воздействию коррозии. Процесс катафорезной обработки включает несколько этапов:
- В сооружениях с туннельным опрыскиванием или в ваннах с полным погружением металлическая конструкция очищается от окиси и происходит обезжиривание поверхности.
- Далее металл активируется для обеспечения лучшей сцепки частиц при электролитической реакции.
- Происходит погружение конструкции в ёмкость для катафорезного грунтования. Это электролитическая ванна, наполненная составом с частицами грунтовки. На металлическое изделие подают отрицательный заряд посредством присоединённого к нему анода. К ёмкости присоединяется катод, активирующий растворенные частицы грунта. В результате химической реакции, положительно заряженные частицы грунтовочной смеси оседают на металлической конструкции, имеющей отрицательный заряд.
- Конструкция проходит ополаскивание. Этот процесс возможно осуществлять либо методом погружения, либо пропусканием изделия через туннель с опрыскивателем.
- Завершается процесс катафорезной грунтовки кузовных деталей сушкой в термической камере, в которой закрепляется нанесённое покрытие. Под воздействием высокой температуры происходит процесс кристаллизации защитного грунтовочного слоя.
После завершения всех этапов этого процесса, металлическая конструкция готова к следующему этапу – покраске.
Преимущества катафорезного грунтования
Катафорезное грунтование приобрело популярность и стало быстро распространяться благодаря неоспоримым преимуществам:
- обеспечивается покрытие равномерным тонким слоем поверхности кузовных деталей сложной конфигурации благодаря их полному погружению;
- активная электролитическая реакция способствует прочному закреплению грунтовки на металлической поверхности;
- это высокоэффективный процесс, позволяющий экономить расходный материал благодаря минимизации потерь;
- катафорезное покрытие имеет высокую стойкость к физическим и химическим воздействиям, что подтверждается испытаниями в солевом тумане.
Благодаря этим достоинствам сегодня всё чаще используется катафорезное грунтование кузова автомобиля при капитальном восстановлении. Этот процесс мало отличается от наложения грунтовки в процессе производства.
Автомобиль полностью разбирается, с кузовных элементов с использованием химических средств совсем удаляются ржавчина и лакокрасочное покрытие. Далее происходит катафорезное грунтование. В результате всех этих действий автомобиль обретает полностью загрунтованный кузов, готовый к покрасочным работам.
По сравнению с другими технологиями кузовного ремонта, катафорез достаточно дорого стоит, и поэтому не каждый автовладелец может себе его позволить.
Использование новых технологий антикоррозийной защиты кузова на АвтоВАЗе
АвтоВАЗ постоянно модернизирует процессы покраски автомобилей. В 2013 году была завершена программа перехода к новой технологии окраски внедорожника Lada 4х4 Нива. В технологический процесс покраски были введены новые рабочие материалы: трехкатионный фосфат и катафорезное грунтование поверхности элементов автомобиля. Это повысило антикоррозийную устойчивость кузова ВАЗ 2121 Нива.Применение катафореза вместо анафорезного метода обработки значительно повысило прочность и износостойкость лакокрасочного покрытия автомобиля Нива. Кузов приобрёл большую стойкость к сколам, механическим и химическим внешним воздействиям. Кроме того, обработка металла катафорезной грунтовкой обеспечивает ВАЗ 2121 Нива более долгую сохранность блеска лакокрасочного покрытия.
Катафорезное грунтование обеспечило внедорожнику Нива очень высокую противокоррозионную защиту обработанных таким способом деталей. АвтоВАЗ проводил испытания кузовных элементов, обработанных картофорезным грунтом, в камерах солевого тумана, которые показали отличные результаты.
Коррозийная стойкость таких конструкций составляет около 1500 часов, что значительно превышает показатели других видов защитной обработки.
Катафорезное покрытие: описание технологии и ее преимущества. Методы защиты от коррозии
Техники нанесения внешних покрытий представляют наиболее обширную группу способов антикоррозийной защиты металла. Грунтование часто используется в защите автомобильных кузовов, которые подвергаются разного рода воздействиям, способствующим развитию ржавчины. Одним из самых эффективных методов такой защиты является катафорезное покрытие, одновременно сочетающее в себе элементы физической и химической изоляции.
Подготовка технологической оснастки
Технической основой для выполнения процедуры катафорезной обработки выступают ограничители для элементов кузова, среди которых капот, багажник и боковые двери. Все эти части должны быть приоткрыты, чтобы активная смесь свободно заполняла собой полости изнутри, не оставляя зазоров. С точки зрения поточного производства, на линии таким образом экономится раствор для катафорезного покрытия, так как не использованный состав полностью сливается в специальную емкость и применяется в последующих операциях. Функцию каналов для слива обычно выполняют отверстия в днище автомобильного кузова. О том, чтобы они были открыты, следует также позаботиться заранее.
Мойка поверхностей кузова
На следующем этапе подготовки выполняется предварительная мойка. Не только с наружных поверхностей, но и с внутренней части кузова следует удалить все инородные частицы от грязи и пыли до продуктов сварочного производства и заводской смазки. На профессиональных линиях для таких целей используют камеры с множеством форсунок, направляющих воду с чистящим раствором. Более простой вариант предполагает использование мини-моек под высоким давлением с подключением компрессорных установок. В любом случае чем качественнее будет первоначальная чистка, тем больше шансов получить стойкое и долговечное защитное покрытие кузова автомобиля с акцентом на формирование антикоррозийного барьера.
Обезжиривание поверхностей
Наличие на поверхностях кузова следов технического масла или другой химии может привести к сохранению открытых участков, которые нередко становятся очагами развития ржавчины после повреждения. Поэтому очень важно проведение операции обезжиривания. Обычно перед нанесением катафорезного покрытия данная задача решается методом опрыскивания. Автомобиль проходит через специальный туннель, где на него также подается вода под высоким давлением, но уже с добавлением специальных химических средств. Практикуется и метод погружения в ванны с растворами для обезжиривания, но этот подход себя оправдывает только в условиях высокопроизводительного автосервиса с большим потоком.
Чем обезжирить металл?
Итак, какие добавки используют после комплексной промывки перед нанесением катафорезного состава? Простейший и наиболее доступный материал представляют собой щелочные растворы. Это полезно-активные компоненты, которые вместе с усилителями обезжиривания дают неплохой эффект очистки и базовой защиты. При высокой степени концентрации жира придется задействовать специализированные средства. Например, чем обезжирить металл, если зажиренность поверхности превышает 3 г/м2? В данном случае можно использовать специализированную автохимию от компаний Henkel, Chemetall или «ЭКОХИМ», изготовленную на основе твердых и хлорированных частиц поливинилхлорида и акрилонитрилбутадиенстирола. Как показывает практика, ключевым фактором эффективности обезжиривающего раствора будет даже не столько его концентрация, сколько правильно подобранный температурный режим при обработке.
Активация и фосфатирование поверхностей
Переходным этапом между зачисткой целевой поверхности и созданием базы для катафорезного покрытия является фосфатирование. В свою очередь, активация металла выступит подготовительной операцией, которая проводится с целью улучшения кристаллообразования в ванне. Для этого применяют нерастворимые соединения, фосфат марганца и соли титана. Они обеспечивают осаждающий эффект на поверхности, способствуя уплотнению фосфатного слоя.
Активация формирует основу защитного покрытия кузова автомобиля, способствуя повышению адгезии. После фосфатирования производится контроль покрытия, при котором оцениваются такие свойства, как общая кислотность, плотность, масса и т. д. Может анализироваться и состав раствора. Стандартный набор компонентов формируется цинковыми элементами, фторидами и дополнительными модифицирующими присадками, которые подбираются индивидуально.
Что такое катафорезный грунт?
Главный компонент покрытия – это бессвинцовая двухкомпонентная масса, которая может быть представлена в виде пасты или эмульсии. В новейших поколениях такие грунтовки отличаются экологической безопасностью и высокой проникающей способностью. С помощью модификаторов также улучшаются показатели термической стойкости и защищенности от коррозийных процессов. К тому же в процессе эксплуатации улучшается очистка от ржавчины без повреждения основы кузова. Непосредственно при катафорезе используются эмульсии, включающие несколько катионных полимеров. Формируемый слой представляет собой эластичную пленку с блокированным изоцианатом. Также в составе может задействоваться пигментная паста на основе минеральных компонентов, связующие активные вещества и деминерализованная жидкость.
Нанесение грунта
Защитная структура образуется в ванной, в которую предварительно была загружена эмульсия с пастой, включающей необходимые добавки. Средний объем ванной для катафорезного метода защиты от коррозии составляет 100 м3 из расчета на один кузов. Допускается и одновременная обработка нескольких автомобилей. В этом случае используются емкости по 200-300 м3.
К ванне вдоль периметра подключаются диализные ячейки с подводкой металлических катодных стержней. Это важная часть технологии, благодаря которой в принципе обеспечивается электрохимическое воздействие. При подаче напряжения осуществляется заряд катафорезного грунта с последующим формированием защитного слоя толщиной до 25-30 мкм. Что касается параметров заряда, то сила тока должна составлять от 350 до 700 А при среднем напряжении 400 В. По времени операция продолжается 2-3 мин.
Сушка металлических поверхностей
В отличие от других технологий быстрой сушки, в данном случае процесс полимеризации носит и характер мягкого термического воздействия с прожигом. Для этой операции используются специальные печи, позволяющие выполнять несколько этапов сушки. На каждой стадии подключается соответствующий модуль с независимой горелкой (как правило, на газовом топливе), нагревающей воздух до нужной температуры. Тепловые потоки в направлении кузова подают вентиляторные установки. Причем каждый контур термического воздействия содержит фильтры, очищающие воздух от мельчайших частиц, которые могут навредить структуре покрытия. В отношении выбора температурного режима многое зависит от характеристик конкретного металла. Для кузовной автомобильной конструкции защита от коррозии закрепляется в условиях полимеризации при 180-200 °С. Причем для каждой отдельной части температура может варьироваться за счет специальных датчиков. Особый подход обычно применяется для крыши, торпедо и днища.
Преимущества технологии
В числе основных плюсов данной методики называют высокую стойкость грунта к внешним негативным воздействиям, которые и создают условия для образования коррозии. Выполнив на первом же этапе очистку от ржавчины абразивами нужной фракции, в дальнейшем можно забыть о рисках подобного поражения от высокой влажности и солевых воздействий. При этом катафорез используется не только как технологическое защитное покрытие, но и в качестве декоративного, если раствор грунтовки совместить с порошковой краской. Среди других преимуществ этого метода отмечается высокая скорость обработки, равномерность укладки слоя, высокая проникающая способность и уже упомянутая экологическая безопасность.
Альтернативные методы антикоррозийной защиты
Ближайшая технология антикоррозийной защиты, которую в принципе можно сопоставить с катафорезом, это анафорез. Она также представляет собой разновидность электролитического окрашивания, но с некоторыми отличиями. В частности, анафорезный метод защиты от коррозии предусматривает отрицательный заряд грунтующего раствора, а целевая поверхность связывается с положительным контуром. С точки зрения качества устройства покрытия, это не имеет принципиального значения, но зато облегчаются организационные процессы в силу исключения обязательного устройства заземления для ванны и подводки диализных клеток. Кроме того, снижаются требования к процедурам осаждения краски и сушки нанесенного покрытия.
Заключение
Техника катафореза отличается сложностью и финансовой затратностью. Качество результата при этом будет гарантироваться только грамотным выполнением каждого этапа обработки. Малейшее нарушение технологии может стать причиной разрушения нанесенного грунта уже в первые месяцы эксплуатации автомобиля. Но в остальных случаях катафорезная обработка металла себя полностью оправдывает как эффективный способ антикоррозийной защиты на многие годы. Секрет формирования положительных технико-эксплуатационных свойств после образования покрытия заключается в сбалансированном сочетании химических компонентов и электрического воздействия на металлическую структуру. Это далеко не инновационный способ, поскольку его принципы давно задействуются при защите трубопроводных сетей от той же коррозии. Но применительно к защите автомобильных кузовов можно говорить о беспрецедентной оптимизации процессов катафореза, хоть и с большими организационными затратами.
Катафорез – окраска методом электроосаждения
Уже более 50-ти лет в промышленной окраске металлических изделий применяется технология электроосаждения. С начала 1960-х годов, кода были изучены возможности нанесения электроосаждением водных растворов ЛКМ, получила развитие технология анодного электроосаждения (анафорез) и с середины 1970-х катодного электроосаждения (катафорез). В зависимости от назначения окрашиваемого изделия можно говорить о выборе метода анафореза или катафореза. Наиболее распространённая сфера применения окраски электроосаждением – катафорезное грунтование.
Катафорезное грунтование применяется во всех областях машиностроения, приборостроения, сельхозмашиностроения, в производстве бытовой техники и других отраслях.
Катафорезное грунтование имеет ряд существенных преимуществ:
· Максимальная механизация и автоматизация процесса окраски
· Получение равномерного слоя ЛКП по толщине
· Очень высокая коррозионная защита. Более 1000 часов в камере соляного тумана
· Высокая твёрдость покрытия
· Высокая защита углов и кромок металла
· Окраска скрытых полостей изделий сложной конфигурации
· Максимальная экономическая выгода
· Снижение вредных выбросов в окружающую среду
· В зависимости от назначения компонента возможно формирование финишного покрытия ЛКП
Недостатком можно назвать тот факт, что самостоятельное покрытие, полученное в результате катафорезного грунтования, не обладает достаточной защитой от ультрафиолетового излучения. Для этого большинство проектов окрасочных линий предусматривают технологию финишной окраски жидкими или порошковыми ЛКМ.
Важным этапом процесса катафорезного грунтования является подготовка поверхности. Выбор технологии подготовки поверхности определяется видом окрашиваемого металла и группой лакокрасочного материала, а также условиями эксплуатации окрашенного изделия. Для всех типов стали применяется фосфатирование, в некоторых случаях с травлением кислотным или нейтральным, для алюминия применяется обработка кислыми или щелочными растворами, для сплавов магния также фосфатирование и оксидирование. Тенденцией последних лет стало применение технологии нейтрального травления для удаления с поверхности стали окислов образованных после лазерного раскроя или сварки. В зависимости от требований к коррозионной стойкости ЛКП для стали применяется щелочное фосфатирование (железофосфатирование), цинкфосфатирование. Для компонентов с требованиями к ЛКП по коррозионной стойкости более 1000 часов в камере соляного тумана применяется цинкфосфатирование с пассивацией.
Процесс осаждения ЛКМ на подготовленную поверхность металла проводится в ванне электроосаждения. Сложный технологический процесс должен сопровождаться контролем следующих параметров:
Постоянное перемешивание для предотвращения седиментации – осаждения пигментов и наполнителей в ванне, наполненной низковязким ЛКМ. Для предотвращения седиментации её содержимое нужно энергично перемешивать. Обычно это делают с применением внешнего контура с перекачивающими насосами и форсунками, расположенными на дне ванны. Требуется обеспечивать перемешивание 3-4 объёмов ванны в час.
Контроль концентрации ЛКМ ванны. При более низких концентрациях процесс электроосаждения может не проходить, а при более высоких могут возникать дефекты.
Контроль времени осаждения ЛКМ. В зависимости от используемых ЛКМ время осаждения влияет на толщину покрытия, но до определённых поставщиком грунтов пределах. При увеличении времени осаждения толщина покрытий возрастает до определенного предела. Дальнейшая выдержка окрашиваемых изделий в ванне практически не приводит к увеличению толщины, что связано с изолирующими свойствами осажденного покрытия.
Контроль кислотности (pH) ЛКМ. Для каждого ЛКМ определяется свой интервал и предел рН. Только при значениях в определённых пределах проходит нормальный процесс электроосаждения ЛКМ.
Контроль напряжения ванны. С ростом напряжения до определенного значения увеличивается скорость осаждения и толщина покрытия. При превышении этого значения на покрытиях возникают дефекты.
Контроль температуры ЛКМ. Для обеспечения высокого качества ЛКП температуру в окрасочной ванне необходимо поддерживать в строго ограниченном интервале. Контур охлаждения предотвращает повышение температуры в ванне, которое происходит за счёт электрического тока или за счёт окунания в ванну нагретых в процессе подготовки поверхности окрашиваемых деталей.
Ванна для окунания должна быть приспособлена к размерам и форме окрашиваемых деталей, а также к другим условиям. Она, как правило, защищена электроизоляционным слоем.
Установка катафорезного грунтования оснащена:
· Электродами для нанесения ЛКП
· Контурами для поддержания стабильности и качества ванны
· Системой подачи и пополнения ЛКМ
· Системой промывки и очистки
· Системой аварийного энергоснабжения
Система ультафильтрации. Основная цель ультрафильтрации – получение достаточного количества ультрафильтрата, чтобы уменьшить количество липкого нескоагулированного материала на стадии промывки. Ультрафильтрация может также быть использована для удаления различных низкомолекулярных загрязнений, которые скапливаются в жидкой среде окрасочной ванны.
После окраски изделия промывают. В современных установках промывка окрашенных деталей от захваченного материала осуществляется по каскадному принципу, т.е. многостадийная, с применением всё более чистой жидкости для промывки на каждой последующей стадии вплоть до ультрафильтрата. При получении высококачественных ЛКП обычно требуется окончательная промывка обессоленной водой.
После промывки детали обдувают горячим воздухом для удаления капель воды и подвергают горячей сушке. Режим сушки зависит от вида нанесенного лакокрасочного материала.
Транспортная система. При окрашивании электроосаждением транспортная система выполняет функцию как перемещения деталей, так и подачи энергии. Последнее может быть обеспечено через конвейер или посредством кабеля, подсоединённого к окрашиваемому объекту. Подключение к токопроводящему рельсу осуществляется через скользящие контакты.
Важным фактором при проектировании установки окраски электроосаждением является защита ванны от грязи и пыли, падающей с транспортной системы и попадающей из цеха.
Это лишь тезисное описание технологии и установки катафорезного грунтования. Проработка технологии и проектрирование специализированного оборудования требует высокой квалификации и многолетнего опыта работы в области производства окрасочных линий. НПО «Лакокраспокрытие», работающее в области промышленной окраски с 1960-го года, в партнёрстве с европейскими компаниями разрабатывает технологию, проектирует и производит оборудование катафорезного грунтования для окрасочных производств предприятий самых различных отраслей. Специалисты-технологи помогут подобрать и отладить процесс, наиболее полно отвечающий требованиям конкретного заказчика, включая выбор ЛКМ. НПО «Лакокраспокрытие» обеспечивает поставку «под ключ», обучение персонала и дальнейшее гарантийное и постгарантийное обслуживание оборудования для катафореза.
Катафорезное грунтование что это
Что такое защитный катафорезный грунт и как применять это средство
Катафорезный грунт что это такое? Чем он отличается от прочих грунтовок и какие имеет преимущества? Катафорезная грунтовка предназначена для защиты кузовных элементов и деталей от коррозии. Это основное защитное покрытие автомобилей, входящее в процесс производства. Катафорез значительно увеличивает степень устойчивости к коррозии деталей из металла.
К примеру, окрашенный бампер автомобиля Lada 4х4 Нива без покрытия катафорезной грунтовкой в процессе испытания в камере солёного тумана до появления сквозной ржавчины продержится не более 100 часов, в то время как, имея катафорезное покрытие, стойкость бампера увеличится до 1500 часов.
Этапы катафорезной обработки конструкций
Катафорезная обработка металла представляет собой сложный химический процесс в промышленном производстве, обеспечивающий защиту стальных конструкций от коррозии. При электролитической реакции на поверхности металлического изделия закрепляется особое вещество, которое образует защитный слой. Катафорезная обработка металла даёт возможность в несколько раз увеличить его стойкость к воздействию коррозии. Процесс катафорезной обработки включает несколько этапов:
- В сооружениях с туннельным опрыскиванием или в ваннах с полным погружением металлическая конструкция очищается от окиси и происходит обезжиривание поверхности.
- Далее металл активируется для обеспечения лучшей сцепки частиц при электролитической реакции.
- Происходит погружение конструкции в ёмкость для катафорезного грунтования. Это электролитическая ванна, наполненная составом с частицами грунтовки. На металлическое изделие подают отрицательный заряд посредством присоединённого к нему анода. К ёмкости присоединяется катод, активирующий растворенные частицы грунта. В результате химической реакции, положительно заряженные частицы грунтовочной смеси оседают на металлической конструкции, имеющей отрицательный заряд.
- Конструкция проходит ополаскивание. Этот процесс возможно осуществлять либо методом погружения, либо пропусканием изделия через туннель с опрыскивателем.
- Завершается процесс катафорезной грунтовки кузовных деталей сушкой в термической камере, в которой закрепляется нанесённое покрытие. Под воздействием высокой температуры происходит процесс кристаллизации защитного грунтовочного слоя.
После завершения всех этапов этого процесса, металлическая конструкция готова к следующему этапу – покраске.
Преимущества катафорезного грунтования
Катафорезное грунтование приобрело популярность и стало быстро распространяться благодаря неоспоримым преимуществам:
- обеспечивается покрытие равномерным тонким слоем поверхности кузовных деталей сложной конфигурации благодаря их полному погружению;
- активная электролитическая реакция способствует прочному закреплению грунтовки на металлической поверхности;
- это высокоэффективный процесс, позволяющий экономить расходный материал благодаря минимизации потерь;
- катафорезное покрытие имеет высокую стойкость к физическим и химическим воздействиям, что подтверждается испытаниями в солевом тумане.
Благодаря этим достоинствам сегодня всё чаще используется катафорезное грунтование кузова автомобиля при капитальном восстановлении. Этот процесс мало отличается от наложения грунтовки в процессе производства.
Автомобиль полностью разбирается, с кузовных элементов с использованием химических средств совсем удаляются ржавчина и лакокрасочное покрытие. Далее происходит катафорезное грунтование. В результате всех этих действий автомобиль обретает полностью загрунтованный кузов, готовый к покрасочным работам.
По сравнению с другими технологиями кузовного ремонта, катафорез достаточно дорого стоит, и поэтому не каждый автовладелец может себе его позволить.
Использование новых технологий антикоррозийной защиты кузова на АвтоВАЗе
АвтоВАЗ постоянно модернизирует процессы покраски автомобилей. В 2013 году была завершена программа перехода к новой технологии окраски внедорожника Lada 4х4 Нива. В технологический процесс покраски были введены новые рабочие материалы: трехкатионный фосфат и катафорезное грунтование поверхности элементов автомобиля. Это повысило антикоррозийную устойчивость кузова ВАЗ 2121 Нива.
Применение катафореза вместо анафорезного метода обработки значительно повысило прочность и износостойкость лакокрасочного покрытия автомобиля Нива. Кузов приобрёл большую стойкость к сколам, механическим и химическим внешним воздействиям. Кроме того, обработка металла катафорезной грунтовкой обеспечивает ВАЗ 2121 Нива более долгую сохранность блеска лакокрасочного покрытия.
Катафорезное грунтование обеспечило внедорожнику Нива очень высокую противокоррозионную защиту обработанных таким способом деталей. АвтоВАЗ проводил испытания кузовных элементов, обработанных картофорезным грунтом, в камерах солевого тумана, которые показали отличные результаты.
Коррозийная стойкость таких конструкций составляет около 1500 часов, что значительно превышает показатели других видов защитной обработки.
Катафорезное покрытие: описание технологии и ее преимущества. Методы защиты от коррозии
Техники нанесения внешних покрытий представляют наиболее обширную группу способов антикоррозийной защиты металла. Грунтование часто используется в защите автомобильных кузовов, которые подвергаются разного рода воздействиям, способствующим развитию ржавчины. Одним из самых эффективных методов такой защиты является катафорезное покрытие, одновременно сочетающее в себе элементы физической и химической изоляции.
Подготовка технологической оснастки
Технической основой для выполнения процедуры катафорезной обработки выступают ограничители для элементов кузова, среди которых капот, багажник и боковые двери. Все эти части должны быть приоткрыты, чтобы активная смесь свободно заполняла собой полости изнутри, не оставляя зазоров. С точки зрения поточного производства, на линии таким образом экономится раствор для катафорезного покрытия, так как не использованный состав полностью сливается в специальную емкость и применяется в последующих операциях. Функцию каналов для слива обычно выполняют отверстия в днище автомобильного кузова. О том, чтобы они были открыты, следует также позаботиться заранее.
Мойка поверхностей кузова
На следующем этапе подготовки выполняется предварительная мойка. Не только с наружных поверхностей, но и с внутренней части кузова следует удалить все инородные частицы от грязи и пыли до продуктов сварочного производства и заводской смазки. На профессиональных линиях для таких целей используют камеры с множеством форсунок, направляющих воду с чистящим раствором. Более простой вариант предполагает использование мини-моек под высоким давлением с подключением компрессорных установок. В любом случае чем качественнее будет первоначальная чистка, тем больше шансов получить стойкое и долговечное защитное покрытие кузова автомобиля с акцентом на формирование антикоррозийного барьера.
Обезжиривание поверхностей
Наличие на поверхностях кузова следов технического масла или другой химии может привести к сохранению открытых участков, которые нередко становятся очагами развития ржавчины после повреждения. Поэтому очень важно проведение операции обезжиривания. Обычно перед нанесением катафорезного покрытия данная задача решается методом опрыскивания. Автомобиль проходит через специальный туннель, где на него также подается вода под высоким давлением, но уже с добавлением специальных химических средств. Практикуется и метод погружения в ванны с растворами для обезжиривания, но этот подход себя оправдывает только в условиях высокопроизводительного автосервиса с большим потоком.
Итак, какие добавки используют после комплексной промывки перед нанесением катафорезного состава? Простейший и наиболее доступный материал представляют собой щелочные растворы. Это полезно-активные компоненты, которые вместе с усилителями обезжиривания дают неплохой эффект очистки и базовой защиты. При высокой степени концентрации жира придется задействовать специализированные средства. Например, чем обезжирить металл, если зажиренность поверхности превышает 3 г/м2? В данном случае можно использовать специализированную автохимию от компаний Henkel, Chemetall или «ЭКОХИМ», изготовленную на основе твердых и хлорированных частиц поливинилхлорида и акрилонитрилбутадиенстирола. Как показывает практика, ключевым фактором эффективности обезжиривающего раствора будет даже не столько его концентрация, сколько правильно подобранный температурный режим при обработке.
Активация и фосфатирование поверхностей
Переходным этапом между зачисткой целевой поверхности и созданием базы для катафорезного покрытия является фосфатирование. В свою очередь, активация металла выступит подготовительной операцией, которая проводится с целью улучшения кристаллообразования в ванне. Для этого применяют нерастворимые соединения, фосфат марганца и соли титана. Они обеспечивают осаждающий эффект на поверхности, способствуя уплотнению фосфатного слоя.
Активация формирует основу защитного покрытия кузова автомобиля, способствуя повышению адгезии. После фосфатирования производится контроль покрытия, при котором оцениваются такие свойства, как общая кислотность, плотность, масса и т. д. Может анализироваться и состав раствора. Стандартный набор компонентов формируется цинковыми элементами, фторидами и дополнительными модифицирующими присадками, которые подбираются индивидуально.
Что такое катафорезный грунт?
Главный компонент покрытия – это бессвинцовая двухкомпонентная масса, которая может быть представлена в виде пасты или эмульсии. В новейших поколениях такие грунтовки отличаются экологической безопасностью и высокой проникающей способностью. С помощью модификаторов также улучшаются показатели термической стойкости и защищенности от коррозийных процессов. К тому же в процессе эксплуатации улучшается очистка от ржавчины без повреждения основы кузова. Непосредственно при катафорезе используются эмульсии, включающие несколько катионных полимеров. Формируемый слой представляет собой эластичную пленку с блокированным изоцианатом. Также в составе может задействоваться пигментная паста на основе минеральных компонентов, связующие активные вещества и деминерализованная жидкость.
Нанесение грунта
Защитная структура образуется в ванной, в которую предварительно была загружена эмульсия с пастой, включающей необходимые добавки. Средний объем ванной для катафорезного метода защиты от коррозии составляет 100 м3 из расчета на один кузов. Допускается и одновременная обработка нескольких автомобилей. В этом случае используются емкости по 200-300 м3.
К ванне вдоль периметра подключаются диализные ячейки с подводкой металлических катодных стержней. Это важная часть технологии, благодаря которой в принципе обеспечивается электрохимическое воздействие. При подаче напряжения осуществляется заряд катафорезного грунта с последующим формированием защитного слоя толщиной до 25-30 мкм. Что касается параметров заряда, то сила тока должна составлять от 350 до 700 А при среднем напряжении 400 В. По времени операция продолжается 2-3 мин.
В отличие от других технологий быстрой сушки, в данном случае процесс полимеризации носит и характер мягкого термического воздействия с прожигом. Для этой операции используются специальные печи, позволяющие выполнять несколько этапов сушки. На каждой стадии подключается соответствующий модуль с независимой горелкой (как правило, на газовом топливе), нагревающей воздух до нужной температуры. Тепловые потоки в направлении кузова подают вентиляторные установки. Причем каждый контур термического воздействия содержит фильтры, очищающие воздух от мельчайших частиц, которые могут навредить структуре покрытия. В отношении выбора температурного режима многое зависит от характеристик конкретного металла. Для кузовной автомобильной конструкции защита от коррозии закрепляется в условиях полимеризации при 180-200 °С. Причем для каждой отдельной части температура может варьироваться за счет специальных датчиков. Особый подход обычно применяется для крыши, торпедо и днища.
Преимущества технологии
В числе основных плюсов данной методики называют высокую стойкость грунта к внешним негативным воздействиям, которые и создают условия для образования коррозии. Выполнив на первом же этапе очистку от ржавчины абразивами нужной фракции, в дальнейшем можно забыть о рисках подобного поражения от высокой влажности и солевых воздействий. При этом катафорез используется не только как технологическое защитное покрытие, но и в качестве декоративного, если раствор грунтовки совместить с порошковой краской. Среди других преимуществ этого метода отмечается высокая скорость обработки, равномерность укладки слоя, высокая проникающая способность и уже упомянутая экологическая безопасность.
Альтернативные методы антикоррозийной защиты
Ближайшая технология антикоррозийной защиты, которую в принципе можно сопоставить с катафорезом, это анафорез. Она также представляет собой разновидность электролитического окрашивания, но с некоторыми отличиями. В частности, анафорезный метод защиты от коррозии предусматривает отрицательный заряд грунтующего раствора, а целевая поверхность связывается с положительным контуром. С точки зрения качества устройства покрытия, это не имеет принципиального значения, но зато облегчаются организационные процессы в силу исключения обязательного устройства заземления для ванны и подводки диализных клеток. Кроме того, снижаются требования к процедурам осаждения краски и сушки нанесенного покрытия.
Заключение
Техника катафореза отличается сложностью и финансовой затратностью. Качество результата при этом будет гарантироваться только грамотным выполнением каждого этапа обработки. Малейшее нарушение технологии может стать причиной разрушения нанесенного грунта уже в первые месяцы эксплуатации автомобиля. Но в остальных случаях катафорезная обработка металла себя полностью оправдывает как эффективный способ антикоррозийной защиты на многие годы. Секрет формирования положительных технико-эксплуатационных свойств после образования покрытия заключается в сбалансированном сочетании химических компонентов и электрического воздействия на металлическую структуру. Это далеко не инновационный способ, поскольку его принципы давно задействуются при защите трубопроводных сетей от той же коррозии. Но применительно к защите автомобильных кузовов можно говорить о беспрецедентной оптимизации процессов катафореза, хоть и с большими организационными затратами.
Катафорез – окраска методом электроосаждения
Уже более 50-ти лет в промышленной окраске металлических изделий применяется технология электроосаждения. С начала 1960-х годов, кода были изучены возможности нанесения электроосаждением водных растворов ЛКМ, получила развитие технология анодного электроосаждения (анафорез) и с середины 1970-х катодного электроосаждения (катафорез). В зависимости от назначения окрашиваемого изделия можно говорить о выборе метода анафореза или катафореза. Наиболее распространённая сфера применения окраски электроосаждением – катафорезное грунтование.
Катафорезное грунтование применяется во всех областях машиностроения, приборостроения, сельхозмашиностроения, в производстве бытовой техники и других отраслях.
Катафорезное грунтование имеет ряд существенных преимуществ:
· Максимальная механизация и автоматизация процесса окраски
· Получение равномерного слоя ЛКП по толщине
· Очень высокая коррозионная защита. Более 1000 часов в камере соляного тумана
· Высокая твёрдость покрытия
· Высокая защита углов и кромок металла
· Окраска скрытых полостей изделий сложной конфигурации
· Максимальная экономическая выгода
· Снижение вредных выбросов в окружающую среду
· В зависимости от назначения компонента возможно формирование финишного покрытия ЛКП
Недостатком можно назвать тот факт, что самостоятельное покрытие, полученное в результате катафорезного грунтования, не обладает достаточной защитой от ультрафиолетового излучения. Для этого большинство проектов окрасочных линий предусматривают технологию финишной окраски жидкими или порошковыми ЛКМ.
Важным этапом процесса катафорезного грунтования является подготовка поверхности. Выбор технологии подготовки поверхности определяется видом окрашиваемого металла и группой лакокрасочного материала, а также условиями эксплуатации окрашенного изделия. Для всех типов стали применяется фосфатирование, в некоторых случаях с травлением кислотным или нейтральным, для алюминия применяется обработка кислыми или щелочными растворами, для сплавов магния также фосфатирование и оксидирование. Тенденцией последних лет стало применение технологии нейтрального травления для удаления с поверхности стали окислов образованных после лазерного раскроя или сварки. В зависимости от требований к коррозионной стойкости ЛКП для стали применяется щелочное фосфатирование (железофосфатирование), цинкфосфатирование. Для компонентов с требованиями к ЛКП по коррозионной стойкости более 1000 часов в камере соляного тумана применяется цинкфосфатирование с пассивацией.
Процесс осаждения ЛКМ на подготовленную поверхность металла проводится в ванне электроосаждения. Сложный технологический процесс должен сопровождаться контролем следующих параметров:
Постоянное перемешивание для предотвращения седиментации – осаждения пигментов и наполнителей в ванне, наполненной низковязким ЛКМ. Для предотвращения седиментации её содержимое нужно энергично перемешивать. Обычно это делают с применением внешнего контура с перекачивающими насосами и форсунками, расположенными на дне ванны. Требуется обеспечивать перемешивание 3-4 объёмов ванны в час.
Контроль концентрации ЛКМ ванны. При более низких концентрациях процесс электроосаждения может не проходить, а при более высоких могут возникать дефекты.
Контроль времени осаждения ЛКМ. В зависимости от используемых ЛКМ время осаждения влияет на толщину покрытия, но до определённых поставщиком грунтов пределах. При увеличении времени осаждения толщина покрытий возрастает до определенного предела. Дальнейшая выдержка окрашиваемых изделий в ванне практически не приводит к увеличению толщины, что связано с изолирующими свойствами осажденного покрытия.
Контроль кислотности (pH) ЛКМ. Для каждого ЛКМ определяется свой интервал и предел рН. Только при значениях в определённых пределах проходит нормальный процесс электроосаждения ЛКМ.
Контроль напряжения ванны. С ростом напряжения до определенного значения увеличивается скорость осаждения и толщина покрытия. При превышении этого значения на покрытиях возникают дефекты.
Контроль температуры ЛКМ. Для обеспечения высокого качества ЛКП температуру в окрасочной ванне необходимо поддерживать в строго ограниченном интервале. Контур охлаждения предотвращает повышение температуры в ванне, которое происходит за счёт электрического тока или за счёт окунания в ванну нагретых в процессе подготовки поверхности окрашиваемых деталей.
Ванна для окунания должна быть приспособлена к размерам и форме окрашиваемых деталей, а также к другим условиям. Она, как правило, защищена электроизоляционным слоем.
Установка катафорезного грунтования оснащена:
· Электродами для нанесения ЛКП
· Контурами для поддержания стабильности и качества ванны
· Системой подачи и пополнения ЛКМ
· Системой промывки и очистки
· Системой аварийного энергоснабжения
Система ультафильтрации. Основная цель ультрафильтрации – получение достаточного количества ультрафильтрата, чтобы уменьшить количество липкого нескоагулированного материала на стадии промывки. Ультрафильтрация может также быть использована для удаления различных низкомолекулярных загрязнений, которые скапливаются в жидкой среде окрасочной ванны.
После окраски изделия промывают. В современных установках промывка окрашенных деталей от захваченного материала осуществляется по каскадному принципу, т.е. многостадийная, с применением всё более чистой жидкости для промывки на каждой последующей стадии вплоть до ультрафильтрата. При получении высококачественных ЛКП обычно требуется окончательная промывка обессоленной водой.
После промывки детали обдувают горячим воздухом для удаления капель воды и подвергают горячей сушке. Режим сушки зависит от вида нанесенного лакокрасочного материала.
Транспортная система. При окрашивании электроосаждением транспортная система выполняет функцию как перемещения деталей, так и подачи энергии. Последнее может быть обеспечено через конвейер или посредством кабеля, подсоединённого к окрашиваемому объекту. Подключение к токопроводящему рельсу осуществляется через скользящие контакты.
Важным фактором при проектировании установки окраски электроосаждением является защита ванны от грязи и пыли, падающей с транспортной системы и попадающей из цеха.
Это лишь тезисное описание технологии и установки катафорезного грунтования. Проработка технологии и проектрирование специализированного оборудования требует высокой квалификации и многолетнего опыта работы в области производства окрасочных линий. НПО «Лакокраспокрытие», работающее в области промышленной окраски с 1960-го года, в партнёрстве с европейскими компаниями разрабатывает технологию, проектирует и производит оборудование катафорезного грунтования для окрасочных производств предприятий самых различных отраслей. Специалисты-технологи помогут подобрать и отладить процесс, наиболее полно отвечающий требованиям конкретного заказчика, включая выбор ЛКМ. НПО «Лакокраспокрытие» обеспечивает поставку «под ключ», обучение персонала и дальнейшее гарантийное и постгарантийное обслуживание оборудования для катафореза.
Как действует катафорезный грунт на ниву
Катафорезный грунт что это такое? Чем он отличается от прочих грунтовок и какие имеет преимущества? Катафорезная грунтовка предназначена для защиты кузовных элементов и деталей от коррозии. Это основное защитное покрытие автомобилей, входящее в процесс производства. Катафорез значительно увеличивает степень устойчивости к коррозии деталей из металла.
К примеру, окрашенный бампер автомобиля Lada 4х4 Нива без покрытия катафорезной грунтовкой в процессе испытания в камере солёного тумана до появления сквозной ржавчины продержится не более 100 часов, в то время как, имея катафорезное покрытие, стойкость бампера увеличится до 1500 часов.
Этапы катафорезной обработки конструкций
Катафорезная обработка металла представляет собой сложный химический процесс в промышленном производстве, обеспечивающий защиту стальных конструкций от коррозии. При электролитической реакции на поверхности металлического изделия закрепляется особое вещество, которое образует защитный слой. Катафорезная обработка металла даёт возможность в несколько раз увеличить его стойкость к воздействию коррозии. Процесс катафорезной обработки включает несколько этапов:
- В сооружениях с туннельным опрыскиванием или в ваннах с полным погружением металлическая конструкция очищается от окиси и происходит обезжиривание поверхности.
- Далее металл активируется для обеспечения лучшей сцепки частиц при электролитической реакции.
- Происходит погружение конструкции в ёмкость для катафорезного грунтования. Это электролитическая ванна, наполненная составом с частицами грунтовки. На металлическое изделие подают отрицательный заряд посредством присоединённого к нему анода. К ёмкости присоединяется катод, активирующий растворенные частицы грунта. В результате химической реакции, положительно заряженные частицы грунтовочной смеси оседают на металлической конструкции, имеющей отрицательный заряд.
- Конструкция проходит ополаскивание. Этот процесс возможно осуществлять либо методом погружения, либо пропусканием изделия через туннель с опрыскивателем.
- Завершается процесс катафорезной грунтовки кузовных деталей сушкой в термической камере, в которой закрепляется нанесённое покрытие. Под воздействием высокой температуры происходит процесс кристаллизации защитного грунтовочного слоя.
После завершения всех этапов этого процесса, металлическая конструкция готова к следующему этапу – покраске.
Преимущества катафорезного грунтования
Катафорезное грунтование приобрело популярность и стало быстро распространяться благодаря неоспоримым преимуществам:
- обеспечивается покрытие равномерным тонким слоем поверхности кузовных деталей сложной конфигурации благодаря их полному погружению;
- активная электролитическая реакция способствует прочному закреплению грунтовки на металлической поверхности;
- это высокоэффективный процесс, позволяющий экономить расходный материал благодаря минимизации потерь;
- катафорезное покрытие имеет высокую стойкость к физическим и химическим воздействиям, что подтверждается испытаниями в солевом тумане.
Благодаря этим достоинствам сегодня всё чаще используется катафорезное грунтование кузова автомобиля при капитальном восстановлении. Этот процесс мало отличается от наложения грунтовки в процессе производства.
Автомобиль полностью разбирается, с кузовных элементов с использованием химических средств совсем удаляются ржавчина и лакокрасочное покрытие. Далее происходит катафорезное грунтование. В результате всех этих действий автомобиль обретает полностью загрунтованный кузов, готовый к покрасочным работам.
По сравнению с другими технологиями кузовного ремонта, катафорез достаточно дорого стоит, и поэтому не каждый автовладелец может себе его позволить.
Использование новых технологий антикоррозийной защиты кузова на АвтоВАЗе
АвтоВАЗ постоянно модернизирует процессы покраски автомобилей. В 2013 году была завершена программа перехода к новой технологии окраски внедорожника Lada 4х4 Нива. В технологический процесс покраски были введены новые рабочие материалы: трехкатионный фосфат и катафорезное грунтование поверхности элементов автомобиля. Это повысило антикоррозийную устойчивость кузова ВАЗ 2121 Нива.
Применение катафореза вместо анафорезного метода обработки значительно повысило прочность и износостойкость лакокрасочного покрытия автомобиля Нива. Кузов приобрёл большую стойкость к сколам, механическим и химическим внешним воздействиям. Кроме того, обработка металла катафорезной грунтовкой обеспечивает ВАЗ 2121 Нива более долгую сохранность блеска лакокрасочного покрытия.
Катафорезное грунтование обеспечило внедорожнику Нива очень высокую противокоррозионную защиту обработанных таким способом деталей. АвтоВАЗ проводил испытания кузовных элементов, обработанных картофорезным грунтом, в камерах солевого тумана, которые показали отличные результаты.
Коррозийная стойкость таких конструкций составляет около 1500 часов, что значительно превышает показатели других видов защитной обработки.
Катафорез
«Производство по окраске изделий катафорезным грунтом методом»
- Огромный потенциал автомобильного рынка нашей страны привлекает любого производителя. В результате постоянно растет борьба за потребителя. В результате на первое место выходят требования, которые предъявляет потребитель к автомобилю, который он хочет приобрести. На что обращаем мы внимание при взгляде на новый автомобиль? На качество окрашенной поверхности кузова, на долговечность данного покрытия. Каждый потребитель надеется на то, что приобретенный автомобиль прослужит длительное время не потеряв своего внешнего вида.
- Состояние наших дорог их качество, поведения участников движения приводит к тому, что огромное количество автомобилей попадает в дорожно-транспортные происшествия, Редкий автомобиль за время своей эксплуатации не попадает в аварию. Для каждого водителя повреждение автомобиля создает огромные проблемы, получение страховки, ремонт. Ремонт лицевой детали влечет за собой огромное количество негативных факторов, а именно; ремонтная деталь подвергается коррозии в период первого года эксплуатации. С чем же это связанно?
1. удаление транспортировочного грунта Химическим и механическим способом
2. окраска эпоксидным грунтом
3. окраска эмалью
- Наиважнейшей задачей, стоящей перед специалистом в области кузовного ремонта автосервисного предприятия, является точное воссоздание заводского покрытия, с присущими ему свойствами и качествами. Только тогда проведенный ремонт не вызовет нареканий со стороны клиента, а восстановленное покрытие прослужит долго.
Разница между E-Coat и процессом катафореза
Не лекционный зал, а круглый стол с местом для Вас!
60 000 тем за 36 лет. Образование, алоха и развлечения
, тема 49008
Обсуждение началось в 2000, но продолжаться до 2017 года
2000 г.В. Что такое черный электрофорез / катафорез?
Я исследую этот процесс применительно к нашим гоночным велосипедам из стали и алюминиевого сплава.
Я знаю:
- , что это твердое, долговечное, окрашиваемое, устойчивое к коррозии покрытие черного цвета,
- Кажется, он широко используется в Европе в качестве покрытия для рам велосипедов, глушителей мотоциклов, коробок безопасности, промышленных дверей (среди прочего),
- наносится как на сталь, так и на алюминий (в том числе).
Кто-нибудь знает:
- какой химический состав,
- , если он имеет другое название в Северной Америке,
- из каких источников для него в Северной Америке?
— Торонто, Онтарио, Канада
2000
аффил. ссылка
Электроокрытие: Руководство для финишеров
от Electrocoat Association
от Abe Books
или
A. Он называется электронным пальто и очень популярен в США, Европе, Азии и др.Посетите веб-сайт ассоциации Electrocoat Association, вы найдете там много информации.
Сара Михаэли
поставщик химических процессов
Тель-Авив, Израиль
Чтобы свести к минимуму усилия по поиску и предложить несколько точек зрения, мы объединили ранее отдельные темы на этой странице. Пожалуйста, простите за любое последующее повторение, несоблюдение хронологического порядка или то, что может выглядеть как неуважение читателей к предыдущим ответам — этих других ответов, возможно, не было на странице в то время 🙂
Катафоретическая окраска
2000 г.В.Я связан с производителем стальной проволоки. Клиент спросил нас о KTL или катафорезной окраске. Не могли бы вы рассказать нам что-нибудь об этом процессе — доступен ли он в США?
Спасибо
Джон Кэри— Ньюнан, Джорджия, США
2000
A. Катафорезная окраска — это известный процесс. В США много пользователей и производителей электронных покрытий. Попробуйте связаться с ассоциацией электронных пальто.
Сара Михаэли
поставщик химических процессов
Тель-Авив, Израиль
2001
Запрос предложений: УВАЖАЕМЫЙ СЭР / МАДАМ,
МЫ — ПОСТАВЩИК СТАЛЬНЫХ АВТОЗАПЧАСТЕЙ В СТАМБУЛЕ.- Извините, этот запрос предложений устарел
Просмотреть текущие запросы предложений
2002
Q. Уважаемый господин,
Наша компания — одна из первых организаций в Индии в области окрасочных систем. Я хотел бы знать, можно ли после катофоретической обработки наносить жидкую финишную окраску ИЛИ можно ли наносить только порошковое покрытие?
Спасибо,
Суреш Кумар. — Пуна, Индия
2002
A. Катафорезное покрытие — отличное грунтовочное покрытие, и вы, как компания-первопроходец в области покраски, должны это знать.Он наиболее широко используется для грунтования всех автомобилей, которые затем используются для окраски распылением жидкостью.
Катафорез | Текнорот
Ванна для покрытия катодного металлаили электронное покрытие KTL было основным процессом окраски OEM в автомобильной промышленности. Teknorot — первый производитель послепродажного обслуживания в Турции, который применил этот процесс у себя. Этот опыт и наши ноу-хау в области химии позволяют соответствовать и даже превосходить результаты испытаний OEM (минимум 720 часов) в соответствии с испытанием в солевом тумане EN 50021.Технология электронного покрытия KTL обеспечивает следующие преимущества по сравнению с электростатической краской.
- Закрытый химический процесс, обеспечивающий экологически безопасное решение для катирования.
- Возможность красить даже самые сложные геометрические объекты благодаря использованию ванны для нанесения покрытия.
- Лучшая адгезия к поверхности для получения превосходных результатов испытаний на поперечный разрез и удар.
Наши продукты описываются как запасные части, и они расположены под автомобилями, что исключает ежедневный визуальный контакт с пользователями.Этот вопрос играет ключевую роль в ответственности Teknorot перед своими клиентами за безопасность и качество запчастей. Как известно, детали подвески подвергаются воздействию множества различных сил и неблагоприятных дорожных условий (засоление дороги, дождь, удары камней, сцепление с дорогой и т. Д.). В результате Teknorot не только стремится производить продукцию из стандартных материалов и размеров, но также стремится улучшить жизненный цикл продукта и гарантировать более высокое качество за счет применения катафореза.
КАТАФОРЕЗИЧЕСКАЯ КРАСКА
Технологический процесс линии катафореза состоит из четырех основных этапов:
- Фаза очистки поверхности
- Фаза подготовки поверхности
- Фаза покрытия
- Фаза выдержки и печи
Фаза очистки поверхности
Чтобы связать покраску с утюгом, очистка поверхности должна производиться на высшем уровне.На этом этапе, состоящем из резервуаров для удаления масла и промывки, удаляются негативные структуры, такие как масляная пленка, сварочные порошки, пыль и т. Д. С детали.
Этап подготовки поверхности
Эта фаза существует для того, чтобы кристаллы ZnPO4 оставались на поверхности и обеспечивали связь между окраской и железом. Резервуары активации состоят из резервуаров ZNPO4 и резервуаров DI для водной ловушки.
Фаза покрытия
Когда на металлической поверхности завершена необходимая подготовка, наносится краска на водной основе.Этот этап состоит из покраски и резервуаров УФ.
Фаза выдержки и печи
Это фаза, на которой жидкие наросты краски отделяются от нее в виде газа, и краска затвердевает после отверждения.
Центр катафореза Teknorot
Химические пары проходят через приложение SCRUBBER. Химический материал улавливается этим паром и утилизируется путем рециркуляции обратно на очистные сооружения. Отработанный газ, который очищается в соответствии с экологическими стандартами, выбрасывается в атмосферу.Утилизация тепла осуществляется вытяжным колпаком духовки. Это предотвращает потенциальное негативное воздействие на окружающую среду. Линия катафореза Teknorot уникальна тем, что это единственная система среди других, которая не имеет отходов красочного шлама и имеет функцию самоочистки.
Утилизация тепла осуществляется из вытяжного шкафа печи. Тем самым предотвращается негативное влияние факторов окружающей среды в линии катафореза Teknorot A.Ş.
Вешалки, используемые в линии катафореза, не имеют дополнительных отходов очистки, поскольку они разработаны таким образом, что нанесенная краска не прилипает к ним.Эта особенность отличает систему от других систем нанесения покрытий. Поскольку все параметры ванны постоянно регистрируются и отслеживаются, катафорезная линия Текнорот не имеет претензий со стороны клиентов до сегодняшнего дня. Для проверки качества продукции проводятся поперечные и ударные испытания. При этом нанесении предоставляются значения толщины лакокрасочного покрытия 18–20 мкм и значения для испытаний на коррозию в течение 720–1000 часов. Эти результаты испытаний соответствуют значениям OEM с высшей квалификацией.
Катафорез — краска на водной основе
Это разновидность электрохимического покрытия, которое наносится в жидком виде. Это приложение обеспечивает более высокие показатели защиты от коррозии и ударов по сравнению с электростатической пылью и электростатическими покрытиями мокрой краски.
Линии катафореза состоят в основном из резервуаров замкнутого цикла. Он интегрирован и работает со вспомогательной установкой, которая может питаться сама и держать химические отходы под постоянным контролем.Вот почему процент химических отходов ниже, чем при любом другом применении. Небольшое количество химических отходов и низкая стоимость эксплуатации системы делают ее более удобной в работе и экологически чистой.
Благодаря этому процессу не будет летящих частиц краски, которые могли бы вызвать потерю краски и неудобства на рабочем месте.
Текнорот всегда впереди…
Катафорезное покрытие — Ayd Otomotiv Endüstri Sanayi ve Ticaret Anonim irketi
Это первая полностью интегрированная установка для катафореза в отрасли…
- Активирован с 2012 года.
- Увеличивайте ценность продуктов.
- Предотвратить коррозию.
- Обеспечение требований к продукции оригинального производителя.
В классических окрасочных установках краска, наносимая окунанием или распылением, обеспечивает уровень эффективности 50-60% из-за стекания, потери краски, колебаний толщины и тенденции к прилипанию. В случае катафорезной окраски электрическое покрытие с использованием анодов обеспечивает эффективность 99%. Более того, поскольку новая система основана на воде, это технология будущего и безвредная для окружающей среды.
В чем разница между AYD?
В классических окрасочных установках краска, наносимая окунанием или распылением, обеспечивает уровень эффективности 50-60% из-за стекания, потери краски, колебаний толщины и склонности к прилипанию. В случае катафорезной окраски электрическое покрытие с использованием анодов обеспечивает эффективность 99%. Более того, поскольку новая система основана на воде, это технология будущего и безвредная для окружающей среды.
Преимущества нашей установки для катафореза
На новом заводе AYD предлагает следующие преимущества клиентам, которые предпочитают лак высочайшего качества.
- Покрытие всех типов металлических деталей,
- Высокая коррозионная стойкость,
- Ультра очистка поверхности деталей перед окраской,
- Быстрое и однородное покрытие любого типа поверхности,
- Высокая устойчивость к ржавчине,
- Большое количество форсунок и высокое давление форсунок,
- Улучшенный сервис с двумя стирками и полосканием,
- Экологически чистый,
Наша современная установка катафореза открыта для всех промышленников!
В 2012 году компания AYD представила свою установку для катафореза, оснащенную новейшим технологическим оборудованием, чтобы обеспечить стандарты производительности, которые превзойдут ожидания клиентов.
AYD, который является крупнейшим поставщиком деталей подвески и рулевого управления в секторе послепродажного обслуживания, достиг высочайшего качества благодаря этим огромным инвестициям и теперь доступен для обслуживания всех промышленников, которым требуется высококачественное катафорезное покрытие.
Процесс катафорезной окраски
Процесс катафорезного покрытия часто применяется к металлическим поверхностям поверх цинк-фосфата для обеспечения высокой стойкости к коррозии и ударам в промышленности.Мы предлагаем всем промышленникам доступ к этому процессу, включающему этапы, называемые «удаление масла», «фосфатирование», «катафорезное покрытие краски» и «отверждение» — с качеством AYD.
Качество и отличие AYD
Для того, чтобы лучше обслуживать своих клиентов, AYD задает себе вопрос: «Почему компания AYD Cataphoresis?» Мы в AYD отвечаем на этот вопрос по заголовкам и с описанием преимуществ нашего центра.
Как мы выполняем технические требования мировых производителей оборудования
Для работы с мировыми автомобильными гигантами должны быть предоставлены их технические спецификации.AYD является утвержденным поставщиком крупных компаний в своем секторе, предлагает своим клиентам уровень обслуживания, который извлекает выгоду из технологии покрытия латентной краской, благодаря недавно установленному современному катафорезу и окрасочной установке, и это делает AYD одним из лучших вариантов.
Почему это лучший объект в отрасли?
Качество и инженерная дисциплина в автомобильной промышленности намного выше, чем в других отраслях. При освоении этой дисциплины AYD была проверена и проверена всеми мировыми автомобильными гигантами, что позволило создать систему, включающую скрупулезное применение в любых условиях и работающую с нуля.
катафорез Википедия
Движение заряженных частиц в электрическом поле
Иллюстрация электрофореза Иллюстрация задержки электрофорезаЭлектрофорез (от греческого «ηλεκτροφόρηση» — «переносить электроны») — это движение диспергированных частиц относительно жидкости под действием пространственно однородного электрического поля. [1] [2] [3] [4] [5] [6] [7] Электрофорез положительно заряженных частиц (катионов) иногда называют катафорезом , в то время как электрофорез отрицательно заряженных частиц (анионов) иногда называют анафорезом .
Электрокинетическое явление электрофореза было впервые обнаружено в 1807 году русскими профессорами Петром Ивановичем Страховым и Фердинандом Фредериком Ройссом из Московского университета, [8] , которые заметили, что приложение постоянного электрического поля вызывает рассеивание частиц глины в воде. мигрировать. В конечном итоге это вызвано наличием заряженной границы раздела между поверхностью частицы и окружающей жидкостью. Это основа аналитических методов, используемых в химии для разделения молекул по размеру, заряду или сродству связывания.
Электрофорез используется в лабораториях для разделения макромолекул по размеру. В этом методе применяется отрицательный заряд, поэтому белки перемещаются в сторону положительного заряда. Электрофорез широко используется в анализе ДНК, РНК и белков.
История []
Теория []
Взвешенные частицы имеют электрический поверхностный заряд, на который сильно влияют поверхностно адсорбированные частицы, [9] , на который внешнее электрическое поле оказывает электростатическую кулоновскую силу.Согласно теории двойного слоя, все поверхностные заряды в жидкостях экранированы диффузным слоем ионов, который имеет тот же абсолютный заряд, но противоположный знак по отношению к заряду поверхности. Электрическое поле также оказывает на ионы в диффузном слое силу, которая имеет направление, противоположное направлению, действующему на поверхностный заряд. Эта последняя сила на самом деле применяется не к частице, а к ионам в диффузном слое, расположенном на некотором расстоянии от поверхности частицы, и часть ее передается полностью на поверхность частицы за счет вязкого напряжения.Эта часть силы также называется силой электрофоретической задержки. Когда приложено электрическое поле и анализируемая заряженная частица находится в устойчивом движении через диффузный слой, общая результирующая сила равна нулю:
- Ftot = 0 = Fel + Ff + Fret {\ displaystyle F_ {tot} = 0 = F_ {el} + F_ {f} + F_ {ret}}
С учетом сопротивления движущихся частиц из-за вязкости диспергатора в случае низкого числа Рейнольдса и умеренной напряженности электрического поля E дрейфовая скорость диспергированной частицы v просто пропорциональна приложенному полю, в результате чего электрофоретическая подвижность μ e определяется как: [10]
- μe = vE.{\ displaystyle \ mu _ {e} = {v \ over E}.}
Самая известная и широко используемая теория электрофореза была разработана в 1903 году Смолуховским: [11]
- μe = εrε0ζη {\ displaystyle \ mu _ {e} = {\ frac {\ varepsilon _ {r} \ varepsilon _ {0} \ zeta} {\ eta}}},
, где ε r — диэлектрическая проницаемость дисперсионной среды, ε 0 — диэлектрическая проницаемость свободного пространства (C² N -1 м -2 ), η — динамическая вязкость дисперсионной среды (Па · с), а ζ — дзета-потенциал (я.е. электрокинетический потенциал плоскости скольжения в двойном слое, единицы мВ или В).
Теория Смолуховского очень мощная, потому что она работает для дисперсных частиц любой формы и любой концентрации. У него есть ограничения по сроку действия. Это следует, например, потому, что она не включает длину Дебая κ -1 (единицы м). Однако длина Дебая должна быть важна для электрофореза, как непосредственно следует из рисунка справа. Увеличение толщины двойного слоя (ДС) приводит к удалению точки задержки силы дальше от поверхности частицы.Чем толще DL, тем меньше должна быть сила торможения.
Детальный теоретический анализ доказал, что теория Смолуховского справедлива только для достаточно тонкой ДЛ, когда радиус частицы a намного больше длины Дебая:
- aκ≫1 {\ displaystyle a \ kappa \ gg 1}.
Эта модель «тонкого двойного слоя» предлагает огромные упрощения не только для теории электрофореза, но и для многих других электрокинетических теорий. Эта модель применима для большинства водных систем, где длина Дебая обычно составляет всего несколько нанометров.Он разрушается только для наноколлоидов в растворе с ионной силой, близкой к воде.
Теория Смолуховского также не учитывает вклады поверхностной проводимости. В современной теории это выражается как условие малого числа Духина:
- Du≪1 {\ displaystyle Du \ ll 1}
Стремясь расширить диапазон применимости электрофоретических теорий, был рассмотрен противоположный асимптотический случай, когда длина Дебая больше радиуса частицы:
- aκ <1 {\ displaystyle a \ kappa <\! \, 1}.
При этом условии «толстого двойного слоя» Hückel [12] предсказал следующее соотношение для электрофоретической подвижности:
- μe = 2εrε0ζ3η {\ displaystyle \ mu _ {e} = {\ frac {2 \ varepsilon _ {r} \ varepsilon _ {0} \ zeta} {3 \ eta}}}.
Эта модель может быть полезна для некоторых наночастиц и неполярных жидкостей, где длина Дебая намного больше, чем в обычных случаях.
Существует несколько аналитических теорий, которые включают поверхностную проводимость и устраняют ограничение малого числа Духина, впервые предложенное Овербеком. O’Brien, R.W .; L.R. Белый (1978). «Электрофоретическая подвижность сферической коллоидной частицы». J. Chem. Soc. Фарадей Транс . 2 (74): 1607. DOI: 10.1039 / F29787401607.
Дополнительная литература []
Внешние ссылки []
Использование заглавных букв: примеры и определение
1. Что такое использование заглавных букв?
В письменной форме использование заглавных букв — это использование заглавных букв в качестве типа пунктуации. Когда мы говорим, что что-то « с заглавной буквы », это означает, что первая буква слова или слов является заглавной (т.е. заглавные A по сравнению со строчными a ). Настоящая цель использования заглавных букв — выделить и отделить конкретные, индивидуальные вещи от общих, что помогает нам идентифицировать их в предложении. Итак, мы используем заглавные буквы для обозначения начала предложения и определения всех типов собственных существительных, имен и названий.
Поскольку каждое предложение начинается с заглавной буквы, вы знаете, что в каждом предложении используется заглавная буква хотя бы один раз!
2. Примеры использования заглавных букв
Вот несколько примеров использования заглавных букв в предложении.Вы увидите, что это важно во многих ситуациях:
- В начале предложения:
- Для выделения:
- «МЕДЛЕННО!» — закричал мужчина, когда машина пролетела мимо.
- Для имен собственных:
- Прошлым летом я посетил Лондон, Англия.
3. Типы использования заглавных букв
Есть несколько способов использования заглавных букв, например, в начале предложения или для имен собственных, названий и выделения. Итак, в целом, хорошее правило, которому следует следовать, заключается в том, что имя или заголовок ВСЕГО конкретного — от людей, до книг, до мест и вещей — должно начинаться с заглавной буквы.
а. Чтобы начать предложение
Первое правило использования заглавных букв простое — мы всегда начинаем предложение с заглавной буквы! Так вы узнаете, где начинается предложение. Начинайте предложение с заглавной буквы, будь то отдельная буква, например:
- Я был в Париже в прошлом году.
- Год назад я был в Париже.
Или, если это первая буква слова, например:
- Прошлой весной я был в Париже.
- Вскоре я влюбился в город.
б. Существительные собственные
Существительное собственное — это человек, место, вещь или идея с особым уникальным именем. Мы всегда пишем имена собственные с заглавной буквы, потому что они обозначают одну вещь — например, Эмпайр-стейт-билдинг — это одно конкретное здание, а не просто здание в целом. Итак, использование заглавных букв дает нам возможность провести различие.
Вот список правил использования заглавных букв в именах собственных, которые вы используете каждый день:
- Когда мы используем I для письменной идентификации, это всегда заглавная буква.
- Мы всегда пишем имена, отчество и фамилии людей с заглавной буквы, например: Джейн Энн Смит и Джимми Майкл Браун.
- Используйте заглавные буквы в официальных титулах таких людей, как: президент Барак Обама, доктор Робинсон, мистер и миссис Джонс и профессор Смит.
- Используйте заглавные буквы в названиях мест, включая страны, города, здания, дороги и достопримечательности, например: Европа; Лондон, Англия; Букингемский дворец; Abbey Road; и т. д.
- Используйте заглавные буквы в названиях природных достопримечательностей и конкретных географических местоположений, от океанов до гор и островов, например: Великие озера, река Нил, Атлантический океан, Гималаи и пустыня Сахара.
- Используйте заглавные буквы в названиях магазинов и фирменных вещах, таких как: Abercrombie & Fitch, обувь Nike, печенье Oreo и Pepsi Cola, и многие другие.
- Всегда пишите дни недели и месяцы года с заглавной буквы.
г. Заголовки
Очень важно не забывать использовать заглавные буквы в названиях книг, фильмов, телешоу, эссе и любых других произведений, литературы, искусства и т. Д. Вот несколько примеров:
- Каждый четверг смотрю сериал Ходячие мертвецы .
- Я написал эссе под названием «Как пережить зомби-апокалипсис».
- Я только что прочитал книгу Гордость, предубеждение и зомби .
- Мой любимый фильм Ночь живых мертвецов .
г. Использование заглавных букв для выделения
Иногда мы используем заглавные буквы, чтобы выделить важное слово, фразу или даже полное предложение, как вы видите на многих знаках:
- НЕ ВВОДИТЕ
- ОСТАНОВИТЬ
- БЕРЕГИТЕ СОБАК
Использование заглавных букв во всех знаках буквы в этих фразах делают их более сильными и актуальными.Все это важные сообщения, и использование заглавных букв подчеркивает это.
эл. Использование заглавных букв в диалоге
Использование заглавных букв также может быть особенно полезным методом для диалога. Это может добавить страх, объем, интенсивность, срочность, волнение — почти любое сильное чувство, которое нужно подчеркнуть. Вот несколько примеров:
- «НЕ ОТКРЫВАЙТЕ ДВЕРЬ, ДЖЕЙН!» крикнул Джимми.
- Увидев приближающуюся другую машину, я крикнул: «СМОТРЕТЬ!»
- «Ух, я просто НЕНАВИЖУ брокколи!» — сказал Сэм.
Вы можете видеть, что добавление заглавных букв действительно выделяет некоторые слова в диалоге. Когда вы читаете слова, написанные с заглавной буквы, у вас возникает ощущение, что человек или персонаж кричит или ему нравятся знаки, что слова действительно важны и значимы. В то же время важно не злоупотреблять заглавными буквами в диалоге, иначе он потеряет свою силу.
4. Как избежать ошибок
Использование заглавных букв определенно является одним из самых простых видов пунктуации, если вы знаете, для чего они нужны.К настоящему времени вы можете понять истинную цель капитализации — идентифицировать отдельных людей и предметы. Тем не менее, вот некоторые правила, которым следует следовать, и чего следует избегать:
a. Когда дело доходит до имен, не используйте заглавные буквы для общих и обычных вещей. Например:
В ресторанах быстрого питания обычно продают гамбургеры. НЕПРАВИЛЬНО
Я собираюсь в город в эти выходные. НЕПРАВИЛЬНО
«Ресторан быстрого питания» — это просто типичный ресторан, а гамбургер — обычная еда; так что нам не нужно их использовать.Точно так же «город» может быть любым городом. Но, если мы говорим о конкретных вещах, нам нужны столицы:
McDonalds — ресторан быстрого питания, который продает гамбургеры под названием Big Mac. Правильный !
Я собираюсь в Нью-Йорк в эти выходные. Правильный !
Помните, что использование заглавных букв используется для определенных вещей.
г. Не пишите «the» с заглавной буквы, если это не является официальной частью названия (или первым словом предложения):
Прошлым летом я посетил Эмпайр-стейт-билдинг Верно !
Прошлым летом я был в Эмпайр-стейт-билдинг НЕПРАВИЛЬНО
Любимая книга маленькой девочки — «Дающее дерево» . Правильный !
Любимая книга маленькой девочки — Giving Tree . НЕПРАВИЛЬНО
c. При использовании названия места все слова в названии должны быть с заглавной буквы, а не только первое слово:
- Мне не терпится посетить Ниагарский водопад.
- Вы когда-нибудь были в Йеллоустонском национальном парке?
- Вы можете увидеть Эйфелеву башню в Париже.
г. При создании заголовка или заголовка для чего-либо нет необходимости использовать маленькие слова с заглавной буквы, такие как a, to, the или, и, но, например, on, in и is (если это не первое слово).Вам нужно только заглавными, значимыми словами, которые вы можете видеть из этих названий книг:
- Приключения Алисы в стране чудес
- Над пропастью во ржи
- Убить пересмешника
- Джеймс и Гигантский персик