
какой нужен для полуавтомата, выбор защитной газовые смести, баллона
Газ для полуавтоматической сварки: какой нужен для полуавтомата, выбор защитной газовые смести, баллона!—www.miralinks.ru —>
Перейти к содержанию
Search for:
На чтение 14 мин Просмотров 11.5к. Опубликовано
Хотите узнать какой газ используется для сварки полуавтоматом mig или mag, а может вам необходимо разобраться с газовой сваркой и с тем какие газы применяются. В статье мы подробно расскажем о том, где и какие газы используют и как их выбрать.
Содержание
- Какой газ нужен для сварки полуавтоматом
- Аргон
- Гелий
- Углекислый газ СО2
- Азот
- Кислород
- Сварочная смесь для полуавтомата
- Смесь аргона и кислорода
- Смесь аргона и гелия
- Смесь углекислого газа и кислорода
- Смесь аргона и углекислого газа
- Расход газа при сварке полуавтоматом
- Область применения
- Какой газ используют для сварки полуавтоматом – критерии выбора
- Какой газ нужен газовой сварки
- Ацетилен
- Природные
- Водород
- Пиролизный
- Влияние на процесс
- Преимущества и недостатки газовой среды
Какой газ нужен для сварки полуавтоматом
Полуавтоматическая или механизированная сварка чаще всего выполняется сплошной проволокой, а сварочную дугу и расплавленный металл защищает газ. Газ подается в зону сварки через сопло горелки.
Газ подается в зону сварки через сопло горелки.
Подробно о процессе полуавтоматической сварки вы можете прочитать в нашей статье – Как работать сварочным полуавтоматом — Mig и Mag для начинающих.
Чаще всего для сварки черной стали используется СО2 (углекислый газ или как его называю углекислота). Реже используются газовые смеси в них входит СО2, Аргон, Гелий иногда Азот и кислород.
От использования газа определяется название сварки mig – сварка с применением инертного газа аргона или гелия. MAG (МАГ) – с использованием активного газа – углекислого. Остановимся поподробнее на каждом из газов.
Разработка сварочной документации, техкарт на сварку и контроль сварных соеднинений.
Аргон
Как мы уже говорили полуавтоматическая (механизированная сварка аргоном) называется – маг.
Этот защитный газ применяется для сварки полуавтоматом чаще всего для ответственных конструкций из стали или алюминия. Для сварки используется аргон первого сорта в котором примесей чуть больше чем в аргоне высшего сорта, а именно содержится до 0,005-0,009% азота и до 0,001-0,002 % кислорода.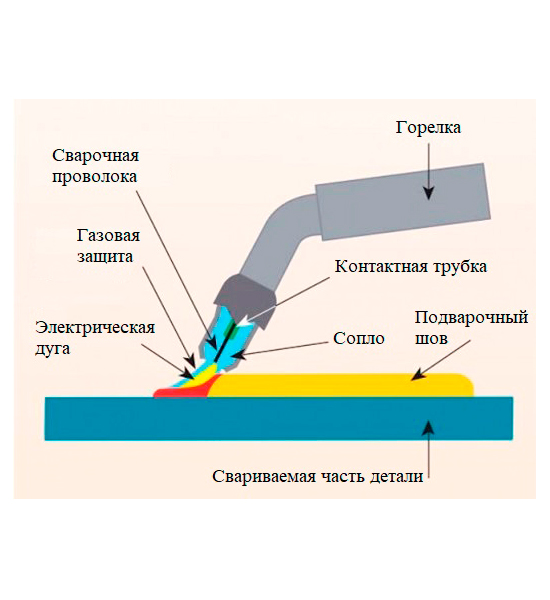
Газ аргон очень хорошо защищает сварочную ванну, дугу и зону термического влияния (нагретый участок). Он не растворяется в металле шва и не насыщает нагретый участок в околошовной зоне. Газ тяжелее воздуха в 1.4-1.5 раза, не имеет ни запаха не вкуса. Ar не горючий и не ядовитый, хотя некоторые молодые сварщики боятся применять аргон говоря что но вреден для здоровья. Это не так, сам газ не вреден и не полезен.
Аргон высшего сорта используют для сварки цветных металлов и сплавов таких как сплавы алюминия, титана, хромоникелевые сплавы и т.д. Содержание примесей азота и кислорода в нем минимальны для N – в районе 0,0055 – 0,006%, для О2 – до 0,0006-0,0007 %. Газ высшего сорта стоит дороже и применять его нужно только в тех случаях, когда это обосновано.
Гелий
Этот газ для полуавтомата в чистом виде применяется достаточно редко, потому как стоимость на He неоправданно высокая. Так еще гелий легче воздуха и из-за этого его расход гораздо больше, чем того же аргона. Гелий как и аргон не имеет не цвета ни запаха и тоже бывает двух сортов только называются они по другому.
Гелий как и аргон не имеет не цвета ни запаха и тоже бывает двух сортов только называются они по другому.
Первый это высокой чистоты с содержанием гелия до 99,984-99,985%, второй это гелий технический его чистота в районе 99,7-99,8 %. При использовании гелия увеличивается глубина проплавление металла, так как из-за высокой степени ионизации дуга горит с выделением большего количества энергии (эффективнее в 1,4-2 раза по сравнению со сваркой в аргоне).
Применяют гелий при сварке активных (таких как магний, например) или химически чистых металлов (к примеру сплавы на основе алюминия и меди). Применение гелия очень распространено в США и Германии, а вот в странах СНГ применяется редко. Чаше идет в смесях и с аргоном или углекислым газом.
Углекислый газ СО2
Этот газ фаворит для полуавтоматической сварки «черных» (низкоуглеродистых, низколегированных и т.д.) сталей. Это обусловлено тем, что СО2 дешевый и найти его можно даже в отдаленных населённых пунктах.
Углекислый газ имеет слабый, еле уловимый запах (конечно если это хорошо очищенный газ, без конденсата). У газа нет цвета и вкуса, он сильный окислитель. СО2 хорошо растворяется в воде (его также используют в пищевой промышленности для газирования напитков). Иногда и сварщики на производстве используя шланг и пластиковую бутылку делают газировку.
Газ тяжелее воздуха, что хорошо для сварки так как расход газа будет не большой в сравнении с гелием. Единственное нужно обеспечивать хорошее проветривание помещения при длительном проведении сварки, так как газ может скапливаться особенно в низменностях (разных приямках и т.д.). В идеале, конечно, чтобы была вытяжка, но такие системы как правило только на крупных производствах. Двуокись углерода (СО2) уже бывает трех сортов: первый, второй и высший.
Больше всего примесей во втором сорте до 1,2%. Первый сорт содержит примесей не больше 0,4-0,5%, а высший до 0,1-0,2% и применяется уже для ответственных конструкций из стали.
Диоксид углерода (углекислота) набирает в себя влагу, что негативно скажется при сварке. Рекомендуем перед сваркой за час полтора поставить баллон вентилем вниз. Перед сваркой не переворачивая баллон открыть вентиль и выпустить немного газа с влагой. Также можно использовать специальное оборудование для просушки газа – осушитель.
В углекислоте сваривают различные стали с низким и средним содержанием углерода, можно применять при сварке коррозионностойких сталей и чугунов.
Азот
Для сварочного полуавтомата Азот используется весьма ограничено, этот газ как правило применяют при сварки меди. Потому что именно по отношению к меди азота является инертным газом. Для большинства же других металлов азот активный газ который растворяется в расплавленном металле тем самым образуя многочисленные дефекты в виде газовых пор. Выпускается 4 сортов: высшего в котором примеси не более 0,1 %. Азот же 1 сорта может содержать примеси до 0,5%, 2 сорта 0,9— 1% принеси. Что касается азота 3-сорта он может содержать до 3% различных примесей. Азот не имеет цвета, ни запаха, ни вкуса он не ядовитый. Для сварки представляется в баллонах чаще всего имеющих объем 40 л. Эти баллоны имеют окрас чёрного цвета, как и баллон углекислоты, с надписью жёлтым «Азот».
Азот не имеет цвета, ни запаха, ни вкуса он не ядовитый. Для сварки представляется в баллонах чаще всего имеющих объем 40 л. Эти баллоны имеют окрас чёрного цвета, как и баллон углекислоты, с надписью жёлтым «Азот».
Кислород
Кислород является очень активным газом. Сам он не горит, но очень активно поддерживает горение. Для сварки, кислород в чистом виде не применим. Как правило кислород используется лишь в смеси с инертными газами. Кислород не имеет ни запаха, ни вкуса, ни цвета. Выпускают кислород 3 сортов : 1-сорт с содержанием чистого кислорода 99,7-99,8%; 2 сорт – 99,4% – 99,5% и 3 сорт с содержанием примеси до 0,8%. Более подробное использование кислорода рассмотрим в разделе про смеси газов.
Полезная статья – А вы знаете сколько весит кислородный баллон и какой его объем.
Сварочная смесь для полуавтомата
Для полуавтоматической сварки чаще всего используются такие смеси газов как: смесь аргона и гелия, смесь аргона и углекислого газа, смесь аргона и кислорода, а также смесь аргона углекислоты и кислорода в различных процентных соотношениях.
Смесь аргона и кислорода
При содержании кислорода от 1% до 4% в смеси процесс сварки становятся очень стабильным, увеличивается текучесть металла, расплавленного в сварочной ванне. Перенос металла становится мелкокапельным, брызг становится очень мало, а шов получается ровным и красивым. При мелкокапельном переносе металла значительно сокращается расход сварочный проволоки, которая сильно тратиться на разбрызгивание.
Смесь аргона и гелия
Эту смесь используют для сварки активных, цветных металлов и сплавов таких как алюминия, титана и прочих. Данная смесь обеспечивает очень высокий уровень защиты расплавленного металла в сварочной ванне. Оптимальный состав для этой смеси 50% + 50%. Также можно встретить соотношение 60-65% гелия и 35— 40% аргона.
Смесь углекислого газа и кислорода
Подобные смеси на практике не очень часто используются. Оптимальный для них состав это 65-75% углекислого газа и 25-35 % кислорода. При использовании таких смесей, шов формируется несколько лучше чем если использовать чистую углекислоту. Применяется как правило подобной смеси для сварки чёрных стали (углеродистых конструкционных, а также некоторых легированных).
Применяется как правило подобной смеси для сварки чёрных стали (углеродистых конструкционных, а также некоторых легированных).
Смесь аргона и углекислого газа
Такая смесь чаще всего используется для сварки углеродистых, низко- и среднелегированных, стали аустенитного класса (нержавейки). Соотношение этой смеси 74— 80% аргона и 20— 26% СО2. При использовании этой смеси обеспечивается очень хорошая защита сварочный дуги и металла.
Также идет очень незначительное разбрызгивание металла. Сварочный шов получается мелкочешуйчатый, а процесс формирования шва стабильный. Эта смесь очень хорошо повышает производительность сварки так как наличие аргона увеличивает мощность сворачивай другие. Благодаря этому свойству процесс идет быстрее.
Полезная статья – Как правильно выбрать сварочный кабель для инверторного аппарата и не потерять деньги.
Расход газа при сварке полуавтоматом
Расход газа при полуавтоматической сварке зависит от нескольких факторов:
- наличие сквозняка;
- свойств газа;
- свойств свариваемого металл;
- тип соединения;
- толщины свариваемых деталей.

Наличие сквозняка— если в помещение есть сквозняк или работы ведутся на открытом воздухе, где есть ветер, газ будет сдувать. Чтобы предотвратить его сдувание нужно увеличивать расход газа. Именно поэтому при наличии сквозняков и работе на открытом воздухе расход газа значительно увеличивается.
Свойства газа— такие газы как гелий и его смеси который легче воздуха, улетучиваются и при их использовании расход достаточно высокий. Если необходимо сократить расход, то лучше выполнять сварку в среде гелия в закрытых камерах или с использованием козырьков.
Свойства свариваемого металла – для сварки цветных металлов, а также их сплавов для обеспечения качественной защиты, чтобы в сварочную ванну не попадали газы из атмосферы применяют параметры с высоким расходом газа.
Тип соединения— от типа сварного соединения напрямую зависит расход газа особенно это видно на соединениях, где необходимо подваливать корень шва или соединение с двусторонней разделкой кромок.
От толщины свариваемых деталей— чем больше толщина свариваемых деталей, тем больше сварочный ток и соответственно больше расход газа. Это необходимо чтобы защитить большую зону сварки, широкую ванну и сварочную дугу.
Это необходимо чтобы защитить большую зону сварки, широкую ванну и сварочную дугу.
Область применения
Защитный газ используется как мы уже говорили в механизированной сварки для защиты сварочной дуги и расплава от попадания газов из воздуха. Он используется 80% случаев использования полуавтоматической сварки, 20% это сварка самозащитой порошковой проволокой.
Область применения весьма широка так как данный процесс несложен и очень производителен. Полуавтоматом варят как тонкий металл в автосервисах, потому что ручной сваркой тонкий металл варить очень проблематично. Его легко прожечь. Так и используют на производстве металлоконструкций и крупных изделий.
Там ситуация обратная, швы протяженные, а толщина металла большая. Она применяется там, потому что этот процесс очень производительный и варить длинные швы и толстый металл ручной сваркой получается дорого и долго.
Она применяется там, потому что этот процесс очень производительный и варить длинные швы и толстый металл ручной сваркой получается дорого и долго.
По большей части отличие здесь будут лишь в использовании самих аппаратов. В автосервисе как правило используются дешевые модели, а на производстве применяются дорогостоящая профессиональное оборудование с синергетической системы управления обеспечивающие высокую производительность.
Какой газ используют для сварки полуавтоматом – критерии выбора
Поговорим о критериях выбора газа для полуавтоматической сварки более подробно. На выбор того или иного газа влияет несколько параметров таких как:
- марка материала изделия;
- ответственность соединения;
- экономические показатели.
В большой части марка изделия и определяет использование тех или иных газов или их смесей.
Инертные газы подходит как правило для любых видов сталей, цветных металлов и их сплавов. Применение инертных газов для низкоуглеродистых и низколегированных сталей неоправданно, так эти газа стоят очень дорого.
Для углеродистых, низкоуглеродистой, конструкционных сталей используется углекислота (углекислый газ ), а также смеси СО2 с аргоном, СО2 + аргон +гелий.
При сварки нержавеющих сталей (сталей аустенитного класса), к примеру всем известная «медицинская» сталь – 12Х18Н10Т и близкие с ней свариваются в смеси углекислоты и аргона.
Для сварки цветных металлов таких как алюминий, титан, медь чаще всего используется аргон либо в чистом виде, либо смесь с Не. В чистом виде Не используется редко так как он очень дорогой.
Медь можно сваривать в среде азота. Для цветных металлов не используются смеси содержащей СО2 и кислород.
Ниже приведём таблицу, где наглядно покажем применение тех или иных газов и их смесей для различных видов металлов сплавов.
| Газ | Стали конструкционные (низкоуглеродистые) | Легированные стали (низко-, средне-, высоко-) | Титан, алюминий и их сплавы |
| Со2 (углекислый газ) | Да | Да, с ограничениями | Нет |
| Ar (Аргон) | Да (нецелесообразно) | Да | Да |
| Не (Гелий) | Да (нецелесообразно) | Да | Да |
| Аr + Со2 | Да | Да | Да |
| Аr+О2 | Да | Да, с ограничениями | Нет |
| Со2+О2 | Да | Да, с ограничениями | Нет |
| Аr+Со2+О2 | Да | Да, с ограничениями | Нет |
| Ar+Не | Да (нецелесообразно) | Да | Да |
Какой газ нужен газовой сварки
Зачастую газовую сварку и газы которые в ней применяются путают с полуавтоматической и газами которые применяются для нее. Вкратце расскажем разницу. Газовая сварка выполняется за счёт сгорания горючего газа, а при полуавтоматической же газ используется для защиты, он не горит.
Ацетилен
Чаще всего именно ацетилен используют как сварочный газ для газовой сварки. Этот газ легче воздуха он бесцветный имеет слабый запах. При горении температура пламени ацетилена бывает в районе 2950— 3120 Градусов Цельсия. Ацетилена очень легко воспламеняется даже от статического разряда, потому баллоны с этим газом заполнены пористым веществом который пропитывают ацетоном.
Также его применяют для газовой резки, но реже. Чаще для этой цели используют пиролизный или природные газы о них поговорим далее.
Чаще для этой цели используют пиролизный или природные газы о них поговорим далее.
Природные
Природные газы для сварки применяются гораздо реже нежели ацетилен ввиду их низкой температурой горения, а вот для резки применяются очень часто потому что стоят они недорого по сравнению с тем же ацетиленом. Применение природных газов более безопасно в отличие от ацетилена потому как они менее огнеопасны. Температура их горения значительно ниже, где-то в районе 2100— 2300 Градусов Цельсия.
Водород
Водород является альтернативой ацетилена при газовой сварки . Этот газ не имеет ни цвета, ни вкуса, также не имеет запах, он легче воздуха. Также водород обладает высокой текучестью и взрывоопасность при смеси с воздухом. Для сварки водород используется не в баллонах, а получают в специальных аппаратах для водородной сварки из воды под действием электрического тока.
Применение водорода вместо ацетилена обеспечивает более качественные ровный сварочный шов. Но несмотря на это преимущество данный способ редко применяется на практике. Так как есть целый ряд сложностей, возникающих в процессе сварки. Одно из них это появление большого количества шлака в процессе сварки, что требует введение дополнительных компонентов в расплав металла.
Так как есть целый ряд сложностей, возникающих в процессе сварки. Одно из них это появление большого количества шлака в процессе сварки, что требует введение дополнительных компонентов в расплав металла.
Также для работы аппарат водородный сварки требуется электричество, лишая данный способ автономности присущий газовой сварке. Грубо говоря – Если есть электричество зачем получать газ, можно просто заварить ручной сваркой.
Полезная статья – 9 основных видов сварочных аппаратов применяемых повсеместно
Пиролизный
Получают этот газ на крупных нефтеперерабатывающих предприятиях как побочный продукт процессе нефтепереработки. После его получения газ требует определенную очистку и обработку для снижения его химической активности. Его свойства очень близки свойствам природных газов.
Используется для резки металлов, для сварки же достаточно редко ввиду опять же низкой температурой горение.
Влияние на процесс
Защитный газ применяемые для сварки оказывают огромное влияние как на сам процесс, так и на результат – качество сварного соединения. Неправильный выбор газов приведёт либо к многочисленным дефектом, либо к ненужному удорожанию процесса.
Неправильный выбор газов приведёт либо к многочисленным дефектом, либо к ненужному удорожанию процесса.
Приведём несколько примеров:
Применение аргона или гелия для сварки металлоконструкций из Ст3пс. Сварное соединение получится качественным, но затраты необоснованно высокими. Или же другой пример: сварка титанового сплава ВТ9 в среде углекислого газа. В этом случае финансовые затраты будут минимальны, но соединение будет однозначно бракованным и скорее всего даст трещину еще до того, как сварщик завершит работу.
Полезная статья – Все что нужно знать про клей поксипол, чтобы обойтись без сварки.
Преимуществами при использовании газовой защиты является удешевление процесса так как не требуется использование дополнительных флюсов с газообразующими компонентами. Также это защищает соединение попадание шлаковых включений.
Основными недостатками является наличие громоздкого и не дешевого газового оборудования:
- газовый баллон;
- шланги;
- редукторы и ротаметры;
- смесители;
- газовый подогреватели и осушители
Применять его в условиях монтажа достаточно проблематично. Также условиях монтажа использование газовой защиты осложняется тем, что ее сдувает порывами ветра или сквозняком. А из-за этого образуются дефекты, и дуга горит нестабильно.
Также условиях монтажа использование газовой защиты осложняется тем, что ее сдувает порывами ветра или сквозняком. А из-за этого образуются дефекты, и дуга горит нестабильно.
Оцените автора
( 2 оценки, среднее 5 из 5 )
Какой газ используется для сварки полуавтоматом: разновидности
главная » ОБОРУДОВАНИЕ » Полуавтомат
Полуавтомат
На чтение 3 мин
Содержание
- Разновидности используемых газов с характеристиками
- Критерии выбора смеси для аппарата
- Технология газовой сварки
- Преимущества и недостатки газовой среды
В полуавтоматической сварке используют специальную проволоку, которая выступает материалом для формирования шва. Чтобы соединение получилось герметичным, в сварочную ванну подают газ непрерывным потоком, который защищает его от губительного воздействия кислорода воздуха. Однако прежде всего важно понять, какой газ используется для сварки полуавтоматом.
Разновидности используемых газов с характеристиками
Чаще всего применяют следующие газы для полуавтоматической сварки:
- Аргон.
Тяжелее воздуха. Имеет низкую теплопроводность. Эффективно защищает сварочную ванну и поддерживает стабильность дуги. Чаще всего аргон используется для работы с изделиями из цветных металлов. - Углекислый газ.
Также тяжелее воздуха. При температурах сварочной дуги распадается на составляющие — кислород и угарный газ. Чтобы первый не подействовал на шов, используют специальную присадочную проволоку, в составе которой есть кремний и марганец. - Гелий.
Легче воздуха. Этим объясняются некоторые трудности, которые могут возникнуть при его использовании в сварке полуавтоматом. Имеет такой же показатель теплопроводности, как и аргон. Однако в чистом виде гелий используется редко, его применяют в качестве одного из компонентов газовых смесей. - Кислород.
Эффективно поддерживает стабильность дуги, снижая при этом поверхностное натяжение расплавленного металла. Это увеличивает текучесть сварочной ванны, что положительно сказывается на результате.
Это увеличивает текучесть сварочной ванны, что положительно сказывается на результате.
Критерии выбора смеси для аппарата
Выбор защитного газа для сварки зависит от следующих факторов:
- температуры горения;
- расхода газа;
- уровня защиты сварного шва;
- тепла, выделяющегося на месте соединения заготовок.
Чтобы понять, какой газ нужен, необходимо определить материал сварных заготовок.
| Металл | Состав смеси | Особенности процесса |
| Углеродистая сталь | Углекислый газ и аргон в соотношении 1:3 | Высокая скорость сварки, отсутствие деформации заготовок.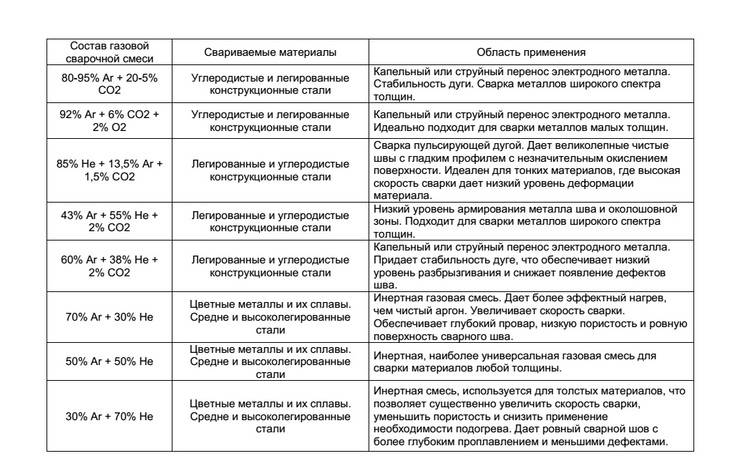 Подходит для работы с металлами толщиной до 3 мм Подходит для работы с металлами толщиной до 3 мм |
| Нержавеющая сталь | Углекислота (2,5%), аргон (7,5%) и гелий (90%) | Высокий уровень защиты свариваемых частей от окисления |
| Низколегированная сталь | Аргон и углекислый газ в соотношении 3:1 | Прочный сварной шов, высокая устойчивость дуги |
| Сплавы алюминия | Гелий (65%) и аргон (35%) | Применяется для сплавления толстых металлов толщиной до 76 мм |
Для получения хорошего, прочного шва лучше посоветоваться со специалистом, чтобы правильно подобрать сварочную смесь для полуавтомата.
Технология газовой сварки
Полуавтоматическая сварка основана на формировании электрической дуги между электродом аппарата и заготовкой. Ее температура достаточно велика, чтобы расплавить присадочную проволоку, которая непрерывно подается в свариваемое место и образует шов.
Ее температура достаточно велика, чтобы расплавить присадочную проволоку, которая непрерывно подается в свариваемое место и образует шов.
Газовая смесь формирует защитную среду вокруг плавящейся присадочной проволоки и поддерживает стабильность дуги, что ускоряет процесс сварки.
Без нее шов подвергается негативному воздействию со стороны атмосферного воздуха, что в результате приведет к образованию негерметичного соединения. Смесь содержится в специальных прочных баллонах и подается в горелку по трубам.
Процесс сварки полуавтоматом в газовой среде имеет следующие преимущества:
- Нет необходимости покупать дорогое оборудование.
- Можно сваривать оцинкованные изделия, не повреждая при этом покрытие.
- Оператор видит результат по ходу работы, т. к. шлак не перекрывает соединение.
- Можно сваривать тонкие стальные листы толщиной менее 1 мм.
Из недостатков отмечают сильное излучение дуги, из-за чего возникает необходимость использования маски для лица.
Процесс орбитальной сварки: обзор
Процесс орбитальной сварки: обзор — High Purity Systems, Inc.Поиск
Перед началом процесса орбитальной сварки необходимо принять во внимание несколько переменных, таких как выбор материала и подготовка, необходимая для получения точного сварного шва. Технические характеристики будут различаться в зависимости от отрасли и области применения.
Оборудование
Источник питания и контроллер являются основным оборудованием, используемым в процессе орбитальной сварки; в зависимости от применения к сварочной головке подключается механизм подачи проволоки. Поскольку орбитальная сварка связана с экстремальными тепловыми условиями, может потребоваться система охлаждения, чтобы избежать повреждения сварочного оборудования. Перед началом проекта необходимо учитывать такие переменные, как длина дуги, сварочный ток, скорость, основной материал, защитный газ, наполнитель (при необходимости) и инертный защитный газ.
Эти факторы будут определять точность окончательного результата, и параметры могут быть изменены в зависимости от отдельных сварных швов, которые необходимо выполнить.
Существуют различные виды орбитальной сварки. Орбитальная сварка плавлением, которая называется автоматической GTAW (дуговой сваркой вольфрамовым электродом), поскольку программа сварки и процесс сварки предварительно настроены, и после того, как оператор сварки нажимает кнопку запуска, вы не можете изменить параметры сварки во время сварки.
Этот процесс обычно используется в трубных системах и системах трубопроводов с более тонкими стенками, которые можно сплавлять вместе, когда материал контролируется достаточно хорошо, чтобы обеспечить повторяемость сварного шва. Другие трубы с более толстыми стенками, материалы, для которых требуется присадочный материал, и материалы, которые не обрабатываются для сварки, могут нуждаться в орбитальной сварке с использованием процесса полуавтоматической сварки.
Этот процесс аналогичен автоматическому процессу, когда оператор сварки по-прежнему готовит базовую программу сварки, но имеет возможность изменять все параметры сварки в процессе сварки. Оператор может изменять тепловложение, скорость перемещения, колебания вольфрама, направление сварки и другие параметры
Обратитесь в компанию High Purity Systems
У вас есть вопрос о проблеме с трубопроводом? Хотите обсудить предстоящий проект? Давай поговорим.
Факторы, которые необходимо учитывать
Автоматическая орбитальная сварка GTA (газовая вольфрамовая дуга) может быть повторена, если установлены правильные параметры. Поскольку последовательность важна, особенно в некоторых промышленных приложениях, квалифицированный оператор должен следить за всеми трубами или трубами, которые подверглись процессу орбитальной сварки, чтобы гарантировать соответствие всех готовых сварных швов.
- Техническое обслуживание — Обязательно позаботьтесь о техническом обслуживании и консервации сварочной головки.

- Материал трубки — Правильный выбор материала является ключевым фактором при выборе высококачественной трубки. Специализированные производители могут поставлять стальные трубы или фитинги с правильным составом материалов, приемлемым для использования в процессе орбитальной сварки. Непредоставление надлежащего материала может увеличить риск брака сварных швов или коррозии готового продукта.
- Аргон — Чистый аргон — наиболее распространенный инертный газ, используемый для поддержки и защиты сварного шва. Влага и кислород никогда не должны смешиваться с аргоном, так как они могут загрязнить процесс сварки.
Проверка перед сваркой
Чтобы проверить ключевой механизм оборудования для орбитальной сварки, необходимо сначала поэкспериментировать с образцом сварки. Перед фактическим производством сварных швов подготавливаются образцы сварных швов для корректировки переменных или параметров по мере необходимости. Испытываемые купоны должны быть проверены изнутри наружу, чтобы убедиться, что сварной шов полностью проплавлен и имеет приемлемый зазор снаружи сварного соединения.
Перед фактическим производством сварных швов подготавливаются образцы сварных швов для корректировки переменных или параметров по мере необходимости. Испытываемые купоны должны быть проверены изнутри наружу, чтобы убедиться, что сварной шов полностью проплавлен и имеет приемлемый зазор снаружи сварного соединения.
Орбитальная сварка обычно применяется для труб, а не для труб, и считается стандартом для соединения труб, которые используются для газовых и жидкостных систем в полупроводниковой и фармацевтической промышленности. Эти чувствительные отрасли промышленности требуют чрезвычайно точного стандарта сварки, поскольку их системы должны быть герметичными и без щелей, чтобы исключить любые области захвата на внутреннем диаметре сварного соединения, чтобы избежать опасных загрязнений.
Оптимизация процесса орбитальной сварки за счет подготовки и тщательного рассмотрения перед фактической сваркой снизит общие затраты, ускорит производство и уменьшит потребность в отбраковке сварных швов и ремонте сварных швов, обеспечивая при этом оптимальное качество и надежность.
Обратитесь в компанию High Purity Systems
У вас есть вопрос о проблеме с трубопроводом? Хотите обсудить предстоящий проект? Давай поговорим.
SUZUKID Инверторный безгазовый полуавтоматический сварочный аппарат SBD-140 | Инструменты
Запрос продукта
Спасибо за ваш запрос.
Мы ответим в течение 2 рабочих дней.
Если вы не получили ответ в течение 2 рабочих дней, отправьте запрос по адресу:[email protected].
SUZUKID Инверторный Безгазовый Полуавтоматический Сварочный Аппарат SBD-140
| Цена | 29 900 иен 税込 32 890 йен |
|---|---|
| Имя дилера | ОБНОВЛЕНИЕ КАШИВАШУНАНТЕН |
| Номер директора магазина | 00264 |
Детали Корпус/негазовая проволока ПФ-12 Скрести грязь наконечник отсутствует безопасный
| Имя | Требуется Пожалуйста, введите ваше имя |
|---|---|
| Электронная почта | Требуется |
| Электронная почта (подтверждение) | Требуется Пожалуйста, введите свой адрес электронной почты еще раз для подтверждения |
| Содержание запроса | Требуется 1000 символов или менее |
- я согласен с политика конфиденциальности
- Если вы не получили ответ, обязательно проверьте почту со спамом
- Отправить запрос
- Отмена
Запрос успешно отправлен
Спасибо за ваш запрос.