
Высверливание точечной сварки
Приветствую Вас на блоге Kuzov.info!
В этой статье подробно рассмотрим как осуществляется высверливание точечной сварки.
Несущий кузов автомобиля состоит из отдельных элементов, которые соединены между собой и образуют прочную конструкцию. Несъёмные кузовные части соединены друг с другом воедино точками контактной сварки. В легковом автомобиле от 3000 до 5000 таких точек.
Обработка шлифовальной бумагой помогает улучшить видимость точечной сваркиБывает необходимо убрать краску, герметик или другое покрытие, чтобы лучше видеть сварные точки. В большинстве случаев краску снимать не обязательно, либо достаточно немного обработать область с кружками точечной сварки наждачной бумагой, чтобы они были заметнее.
Высверливание точечной сварки — эффективный и аккуратный способом разъединения данного соединения. Нужно это делать на малых оборотах.
Для высверливания применяется специальное сверло или фреза размером 8–9.5 мм. Они бывают разные и имеют свои преимущества и недостатки. Главное отличие заключается в кончике сверла (см. фото). То, что справа имеет больший кончик. При высверливании им останется отверстие на нижней панели. Это не слишком большая проблема, так как его легко заварить.
Большой кончик позволяет допускать ошибки при отсутствии опыта, так как такое сверло легче удержать ровно. Его будет удобнее использовать при не слишком ровной поверхности. В этом случае оно прослужит дольше без дополнительного затачивания.
Чем меньше кончик, тем его сложнее удерживать прямо, чтобы оно не скользило. Для этих целей существует специальное приспособление, увеличивающее удобство высверливания. Достаточно его расположить в нужное положение и нажать на триггер. Устройство зажимает место высверливания с двух сторон и сверло подаётся на нужную глубину.
Фреза с регулируемым кончиком тоже применяется для высверливания. Этот конец центрует и ограничивает глубину среза. Перед её применением нужно сначала сделать маленькое отверстие. В него вставляется, но не проваливается кончик.
Кроме вышеперечисленных инструментов можно использовать отрезной или шлифовальный диск для удаления точечной сварки. Нужно поставить диск вертикально (см. рисунок) и снимать металл его ребром, двигая вперёд-назад. Это не самый аккуратный способ, но может пригодиться. Он уместен в зонах, где ограниченный доступ или поверхность, где расположено точечное соединение, неровная после повреждения. Ещё ребром диска можно убирать сварные швы от полуавтомата.
После удаления соединительных точек, следующим шагом производится демонтаж. Это не слишком сложная процедура, но есть определённые тонкости. Панель может держаться за кузов за счёт грунта или герметика или на остатках сварки. В некоторых случаях, приходится срезать демонтируемую кузовную часть вдоль точек, которые сложно разъединить.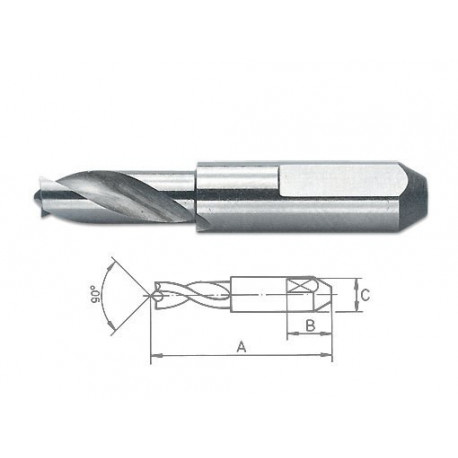 К примеру, это можно проделать вдоль колёсной арки или при демонтаже крыши, если возникает сложность её отсоединения после высверливания. У Вас появится более удобный доступ, чтобы отсоединить оставшуюся полоску от кузова.
К примеру, это можно проделать вдоль колёсной арки или при демонтаже крыши, если возникает сложность её отсоединения после высверливания. У Вас появится более удобный доступ, чтобы отсоединить оставшуюся полоску от кузова.
Для отсоединения панели используется зубило. Важно им воздействовать в правильном направлении. Если высверленная точка продолжает держать часть металла, то надо действовать зубилом именно с той стороны, где находится остаток. Зубило срежет точку без коробления прилегающего металла.
Более нестандартный метод удаления точечной сварки – использование плазменной резки. Она способна аккуратно прожечь отверстие в местах точечной сварки по всей толщине. Плазменная резка менее доступна и используется редко.
Печатать статью
Как разобрать кузовные детали машины на точечной сварке
- Просмотров: 14814
Это статью можно назвать статьей-заметкой, так как она сама по себе не столько о каком-либо производственном процессе и не об оборудовании и не о системах, а более как полезный совет, чем лучше воспользоваться для быстрой и беспроблемной разборки кузовных деталей машины если они скреплены между собой точечной сваркой. Эта статья будет более полезна для людей специализирующихся на кузовном ремонте, вернее даже вникающих в суть данного ремонта, так как настоящие гуру уже явно знают о написанном.
Эта статья будет более полезна для людей специализирующихся на кузовном ремонте, вернее даже вникающих в суть данного ремонта, так как настоящие гуру уже явно знают о написанном.
Обычная процедура разъединения деталей кузова машины на точечной сварке
Итак, точечная сварка один из самых распространенных видов сварки применяемом на автомобиле. Именно с ней приходится иметь дело при разборке, снятии каких-либо поврежденных элементов с кузова машины. Все бы ничего, бери и высверливай, точки той самой сварки. Так нет же, самой главной проблемой является то, что сверло большого диаметра трудно направить сразу на сверление именно в том месте, где бы этого хотелось. Оно то соскальзывает, то съезжает, то просто требует значительного времени и внимания чтобы все-таки просверлить отверстие там, где это необходимо. Обычно процедура удаления точечной сварки включает в себя целый технологический процесс, а не одну операцию. Первоначальное кернение, потом сверление тонким сверлом 2-3 мм, а потом и сверление уже сверлом 8 мм. Естественно, что все это время, а время это наши деньги и нервы. Так вот, все уже придумано до нас, надо лишь только этим воспользоваться…
Естественно, что все это время, а время это наши деньги и нервы. Так вот, все уже придумано до нас, надо лишь только этим воспользоваться…
Разборка деталей на точечной сварке специальным сверлом
Решение как мы уже упомянули есть. Это использование специализированного сверла, которое словно совмещает в себе особенности тех самых 2 сверел необходимых для удаления точечной сварки в «обычном» режиме. Его сложная геометрия начинается с режущей части как раз около 2-3 мм, что позволяет легко выставить и что главное засверлиться, с минимальной вероятностью ухода сверла в сторону. Ведь как известно сверлом маленького диаметра всегда проще засверлиться на поверхности в нужной точке, нежели сверлом с большим диаметром. Далее образовавшаяся канавка является словно направляющей. В итоге, углубляясь по данной направляющей начинает работать больший диаметр данного сверла, который непосредственно и высверливает точечную сварку на кузове. Но как говориться — лучше один раз увидеть, чем 100 раз услышать, а значит без фото инструкции нам не обойтись.
У нас имеется точечная сварка, на фото далее.
Вот и наше «чудо сверло». Здесь четко видно изменение геометрии сверла от минимального диаметра для засверливания и максимального для непосредственной работы.
Теперь засверливаемся на выбранных пятнах точечной сварки. Обратите внимание, что проходить весь метал насквозь не обязательно, достаточно лишь пройти первый лист металла, чтобы обеспечить разборку кузовных деталей.
Если с данной технологией все понятно, то теперь надо определиться с тем, насколько она вам подходит, и чего вам это будет стоить. Если у вас разовое производство, то есть разобрать и забыть, то возможно вам это не подойдет, так как цена такого сверла будет сильно отличаться от 2 заменяемых. Стоить оно порядка 20 долларов.
В случае если же вы занимаетесь кузовным ремонтом профессионально, то экономия времени и нервов может получиться довольно существенная. Единственным значительным недостатком останется ресурс сверла, которое придется либо заменить, либо точить аккуратно и умело! Вот и все, что мы хотели вам рассказать в нашей статье – заметке, внеся очередной, пусть и незначительный вклад в автодело всемирной паутины.
- Назад
- Вперёд
советов по удалению точечного сварного шва — Baker’s Gas & Welding Supplies, Inc.
Делиться:Ed
Если вам посчастливилось быть сварщиком, который работает в области ремонта или восстановления кузова автомобиля, вы можете столкнуться с необходимостью удаления точечного сварного шва. Это может не быть огромной проблемой, если вам нужно выполнить дополнительную работу с кузовом автомобиля — в этом случае просто просверлите сварной шов, чтобы удалить его; но если деталь, над которой вы работаете, требует работы только в месте сварки, вам может понадобиться использовать резак для точечной сварки. Резак для точечной сварки используется для резки вокруг области точечного сварного шва, а не для его прохождения насквозь. Чтобы помочь вам в этом процессе, мы перечислили несколько полезных советов по удалению точечной сварки.
- Для начала вам необходимо измерить диаметр места сварки, которое необходимо удалить.
 Если вы собираетесь сверлить сварной шов, вам следует использовать сверло на 1/8–1/4 дюйма больше, чем точечный сварной шов. Если сварной шов находится в области, которая должна оставаться неповрежденной, вам нужно будет использовать резак для точечной сварки. Резаки для точечной сварки бывают разных размеров, поэтому важно выбрать размер, наиболее близкий к размеру точечной сварки.
Если вы собираетесь сверлить сварной шов, вам следует использовать сверло на 1/8–1/4 дюйма больше, чем точечный сварной шов. Если сварной шов находится в области, которая должна оставаться неповрежденной, вам нужно будет использовать резак для точечной сварки. Резаки для точечной сварки бывают разных размеров, поэтому важно выбрать размер, наиболее близкий к размеру точечной сварки. - При сверлении для удаления точечного сварного шва необходимо сделать небольшую выемку в центре сварного шва с помощью металлического пробойника. Это делается для того, чтобы сверло оставалось на месте во время сверления. Выемка также необходима при использовании резака для точечной сварки, но вместо того, чтобы проходить через сварной шов, резак будет резать вокруг сварного шва.
- Затем вам нужно поместить сверло или резак для точечной сварки в выемку и начать сверлить. После того, как сверло или фреза прорезали металл, вы должны продолжать вращать их, пока вы удаляете их из металла. Когда вы закончите удаление точечной сварки, вы должны использовать пылесос, чтобы удалить любой мусор или стружку, которые накопились во время процесса.

Если деталь, над которой вы работаете, требует удаления более одного точечного сварного шва, просто повторите шаги для каждого сварного шва, который необходимо удалить. При выборе процесса, который вы собираетесь использовать, имейте в виду, можно ли полностью просверлить основной металл или необходим менее проникающий метод удаления.
YouTube-канал «Восстановление для начинающих» сделал подробный видео-разбор того, как эффективно удалять точечные сварные швы. Если вам нужно визуальное объяснение, нажмите здесь, чтобы посмотреть это видео. Они отлично справляются с работой, объясняя, рассказывая о технике и называя цены на инструменты, которые они использовали.
Подано в: авто кузов, удаление точечного сварного шва, реставрация, резец точечной сварки, удаление точечной сварки, ремонт точечной сварки, Советы
Делиться: Предыдущая статья Новый сварочный аппарат ESAB MIG – EM 210, мощный и доступныйБыстрое и простое удаление точечных сварных швов с помощью плазменной резки
| How-To — Paint and Body
Сможете ли вы превратить одну из самых неприятных частей любой автомобильной реставрации в одну из самых веселых? Удаление точечных сварных швов перед заменой проржавевших панелей обычно не приносит удовольствия. То, что это, напротив, требует очень много времени. В большинстве случаев этот процесс выполняется путем шлифовки или сверления. Хитрость заключается в том, чтобы прорезать первый слой металла, не повреждая второй слой под ним. Во многих случаях резак для точечной сварки или дрель также разрезают нижний слой точечной сварки. Одна из проблем заключается в том, что точечный сварной шов немного тверже, чем окружающий его металл.
То, что это, напротив, требует очень много времени. В большинстве случаев этот процесс выполняется путем шлифовки или сверления. Хитрость заключается в том, чтобы прорезать первый слой металла, не повреждая второй слой под ним. Во многих случаях резак для точечной сварки или дрель также разрезают нижний слой точечной сварки. Одна из проблем заключается в том, что точечный сварной шов немного тверже, чем окружающий его металл.
Для этого метода плазменной резки мы будем удалять металл вокруг верхнего слоя точечного сварного шва, а не пытаться прорезать или шлифовать сам точечный сварной шов. Как только верхний слой металла вокруг точечного сварного шва удален, этот верхний слой снимается, и все, что нужно, это стачивать то, что осталось от точечного сварного шва на нижнем слое. Этот метод также намного быстрее, чем традиционные методы. Выемка точечного сварного шва занимает около 30 секунд по сравнению с двумя-тремя минутами, необходимыми для шлифовки или сверления. Как только вы освоите эту технику, вы попадете на крючок.
Как только вы освоите эту технику, вы попадете на крючок.
Для демонстрации мы сначала воспользуемся выброшенным брандмауэром и разделим уровни. Далее мы покажем этот метод на полу багажника Firebird 1967 года. Чтобы лучше изучить эту технику, потренируйтесь сначала на выброшенном куске металла с точечной сваркой. Как только вы освоите технику, попробуйте ее в своем проекте.
Чтобы это работало, плазменная система должна иметь настройку строжки. На самом деле, если вы думаете о приобретении плазменной системы, ищите ее с настройкой выемки. Настройка резки в плазменной системе похожа на лазер: тонкая и острая. Но в режиме строжки используется более мягкая и толстая дуга. Настройку выдалбливания можно использовать, чтобы буквально «смывать» металл, а не прорезать его. Здесь мы используем Hypertherm Powermax45 XP. Параметр 10 ампер медленно нагревает металл, облегчая управление дугой и не прожигая второй слой. Чтобы предотвратить прорезание металла, мы будем использовать расходные материалы для строжки, сопло и экран для удаления небольшого количества металла или сварного шва при очень низком выходном токе.
Хитрость этого метода заключается в том, чтобы поддерживать горелку в движении или постоянно запускать горелку, чтобы верхний слой области точечной сварки никогда не нагревался настолько, чтобы воздействовать на нижний слой. После того, как точечные сварные швы отмечены, горелка помещается в точечный сварной шов. После срабатывания горелки металл верхнего слоя вокруг точечного сварного шва начнет плавиться или сгорать. Как только обнажается нижний слой, горелку поднимают или отпускают курок, позволяя металлу немного остыть. Затем вы можете повторно применить дугу, чтобы продолжить плавление верхнего слоя. Давление дуги «смывает» верхний слой. Только нагревайте и расплавляйте верхний слой.
Удерживая горелку под углом, вы можете отклонить траекторию дуги, чтобы соединиться только с верхним слоем металла, оставив нижний слой нетронутым. Для более тонкого листового металла попробуйте держать резак под еще более пологим углом и отражать дугу от металла. Используйте очень легкое прикосновение к более старому и тонкому металлу. Старый, изношенный, ржавый металл быстро расплавится, поэтому внимательно следите и перемещайте резак по мере необходимости. Меняйте угол горелки во время работы. Каждая ситуация будет разной, в зависимости от толщины металла. Помните, что вы всегда можете вернуться и выдолбить больше, вместо того, чтобы слишком долго нагревать и прожигать нижний слой.
Используйте очень легкое прикосновение к более старому и тонкому металлу. Старый, изношенный, ржавый металл быстро расплавится, поэтому внимательно следите и перемещайте резак по мере необходимости. Меняйте угол горелки во время работы. Каждая ситуация будет разной, в зависимости от толщины металла. Помните, что вы всегда можете вернуться и выдолбить больше, вместо того, чтобы слишком долго нагревать и прожигать нижний слой.
Большую часть времени, когда вы протачиваете точечные сварные швы, вы будете слышать «хлопки» слоев, когда они начинают разделяться. Затем используйте шовный инструмент или долото, чтобы вытолкнуть любые кусочки металла между слоями. Удаление верхнего слоя не займет много времени. Далее просто стачиваем то, что осталось от точечного сварного шва на нижнем слое. На протяжении многих лет я испробовал множество различных методов удаления точечных сварных швов, шлифовку их кромкой отрезного круга, специальные фрезы для точечных сварок, сверление и метод выдалбливания намного проще. Чем больше точечных сварных швов вы сделаете, тем лучше у вас это получится. И как только вы это сделаете, это действительно весело. Итак, получайте удовольствие от точечной сварки!
Чем больше точечных сварных швов вы сделаете, тем лучше у вас это получится. И как только вы это сделаете, это действительно весело. Итак, получайте удовольствие от точечной сварки!
 Нажмите на спусковой крючок и зажгите дугу, нагревая металл до тех пор, пока он не начнет светиться. Это происходит быстро. Металл верхнего слоя начнет плавиться или сгорать, как только вы увидите нижний слой, поднимите горелку или отпустите курок. В этот момент металл немного остынет, затем верните горелку обратно или нажмите на спусковой крючок, чтобы перезапустить дугу. Внимательно следите за тем, как давление дуги буквально «смывает» верхний слой. Это то, что вам нужно: как только вы увидите верх второго слоя, поднимите горелку вверх. Вы можете использовать давление дуги, чтобы «вымыть» расплавленный металл. Поднятие горелки и включение и выключение дуги позволяют этому расплавленному металлу достаточно остыть, чтобы он ни к чему не прилипал. Посмотрите внимательно на точечный сварной шов в нижней части этой фотографии. Этот шлак, который вы видите, просто отвалится. Он не прикреплен к нижнему слою. Часто бывает полезно переориентировать горелку, чтобы выполнить строжку точечного сварного шва под несколькими углами.
Нажмите на спусковой крючок и зажгите дугу, нагревая металл до тех пор, пока он не начнет светиться. Это происходит быстро. Металл верхнего слоя начнет плавиться или сгорать, как только вы увидите нижний слой, поднимите горелку или отпустите курок. В этот момент металл немного остынет, затем верните горелку обратно или нажмите на спусковой крючок, чтобы перезапустить дугу. Внимательно следите за тем, как давление дуги буквально «смывает» верхний слой. Это то, что вам нужно: как только вы увидите верх второго слоя, поднимите горелку вверх. Вы можете использовать давление дуги, чтобы «вымыть» расплавленный металл. Поднятие горелки и включение и выключение дуги позволяют этому расплавленному металлу достаточно остыть, чтобы он ни к чему не прилипал. Посмотрите внимательно на точечный сварной шов в нижней части этой фотографии. Этот шлак, который вы видите, просто отвалится. Он не прикреплен к нижнему слою. Часто бывает полезно переориентировать горелку, чтобы выполнить строжку точечного сварного шва под несколькими углами. Это результат строжки. Верхний слой расплавился, обнажив нижний слой. Помните, что, удерживая горелку под углом, вы можете отклонить траекторию дуги, чтобы она соединилась только с верхним слоем металла, оставив нижний слой нетронутым.69 Пол кузова Камаро. Гладкая, нетронутая поверхность нижнего слоя видна по мере того, как дуга плавит и смывает верхний слой. Воспользуйтесь очистителем швов или долотом, чтобы поднять то, что осталось от верхнего слоя. Большую часть времени, когда вы протачиваете точечные сварные швы, вы будете слышать «хлопки» слоев, когда они начинают отделяться. Чтобы удалить этот верхний слой, не требуется много времени. Теперь просто сошлифуйте то, что осталось от точечного сварного шва на втором слое. Строжка точечных сварных швов на этой рамной балке заняла менее 5 минут. Эта область багажника была подготовлена с помощью плазменной строжки. Поверхность направляющих рамы и верхний край внутренней обшивки красивые, чистые и неповрежденные. Он готов к установке нового поддона багажника.
Это результат строжки. Верхний слой расплавился, обнажив нижний слой. Помните, что, удерживая горелку под углом, вы можете отклонить траекторию дуги, чтобы она соединилась только с верхним слоем металла, оставив нижний слой нетронутым.69 Пол кузова Камаро. Гладкая, нетронутая поверхность нижнего слоя видна по мере того, как дуга плавит и смывает верхний слой. Воспользуйтесь очистителем швов или долотом, чтобы поднять то, что осталось от верхнего слоя. Большую часть времени, когда вы протачиваете точечные сварные швы, вы будете слышать «хлопки» слоев, когда они начинают отделяться. Чтобы удалить этот верхний слой, не требуется много времени. Теперь просто сошлифуйте то, что осталось от точечного сварного шва на втором слое. Строжка точечных сварных швов на этой рамной балке заняла менее 5 минут. Эта область багажника была подготовлена с помощью плазменной строжки. Поверхность направляющих рамы и верхний край внутренней обшивки красивые, чистые и неповрежденные. Он готов к установке нового поддона багажника.