
4 лучших способа, как легко достать подшипник
В больших машинах подшипники нередко остаются навечно и утилизируются вместе с агрегатом. Случается, что подшипники со временем разрушаются от старости, коррозии, нагрузки и иных жизненных неприятностей. Достать, снять их нелегко. Обычно они располагаются в труднодоступных, глухих отверстиях, запрессованы или иным методом закреплены. В статье мы рассмотрим 4 способа извлечения или снятия подшипника с детали.
Вытесняющий способ
Этот дедовский способ подойдет для снятия подшипникаиз глухого отверстия. Причем он должен быть посажен с небольшим натягом. Обычно выковырять его оттуда необычайно сложно — посадочное место узла без зазоров. Достать деталь можно за счет компрессионного давления изнутри посадочного давления. Для операции приготовим:
- любую густую смазку — подойдет солидол или циатим;
- оправку диаметром чуть менее посадочного места.
Заполняем отверстие смазкой до конца, стараясь заполнить его полностью. Небольшими ударами оправки добиваемся затекания масла под шарики. Загнав смазку внутрь, небольшими резкими ударами вгоняем ее оправкой внутрь посадочного места. Сначала будет казаться, что все бесполезно — подшипник стоит, а масло исчезает внутри. Но стоит провести серию из заполнения смазкой и резких ударов, как деталь выдавит из глухого отверстия. Лучший результат достигается вбиванием оправки с минимальным зазором и длиной не менее 3 толщин подшипника.
Небольшими ударами оправки добиваемся затекания масла под шарики. Загнав смазку внутрь, небольшими резкими ударами вгоняем ее оправкой внутрь посадочного места. Сначала будет казаться, что все бесполезно — подшипник стоит, а масло исчезает внутри. Но стоит провести серию из заполнения смазкой и резких ударов, как деталь выдавит из глухого отверстия. Лучший результат достигается вбиванием оправки с минимальным зазором и длиной не менее 3 толщин подшипника.
Вместо масла нередко используют мокрую бумагу или пластилин.
Извлечение крытого подшипника
Способ похож на вытесняющий, но без использования оправки. Необходимо добиться попадания смазки под подшипник. Состав из масла или вязкой жидкости разными способами загоняется внутрь. При аккуратных ударах молотком внутреннее давление жидкости возрастает. Расширяясь, она старается вытолкнуть нужный нам узел.
Силовой способ
Демонтаж остатков разрушенного шарикоподшипника нередко осложняется при невозможности загнать съемник. Если обойма осталась на месте, обычным съемником не за что зацепиться, при этом стянуть запчасть невозможно.
Если обойма осталась на месте, обычным съемником не за что зацепиться, при этом стянуть запчасть невозможно.
В таком случае удалить ее можно несколькими способами:
- Если не хватает много шариков и сепаратор пластмассовый. Разрушаем сепаратор ударами отвертки. После этого скатываем шарики в одно место — внутреннее кольцо легко снимается или выбивается.
- С металлическим сепаратором используем крепкую отвертку или пробойник. Ударами между шариками разрушаем сепаратор.
- Безнадежные агрегаты придется вырезать сваркой, демонтируя по частям.
- Удалению прикипевшего узла помогает его нагрев с последующим резким остужением водой. Окалина, которая держит деталь, растрескивается при изменении температуры.
- Приварить к плоскости подшипника металлический лист. После зажима детали в тиски легкими ударами по металлу стягиваем с ним и саму запчасть.
- Вместо металлического листа можно вварить болт в центральное отверстие. В этом случае воздействуем уже на него, раскачивая или вытаскивая прессом.

- Вместо потерянных шариков вталкивается подходящего размера болт, проворачивается, зацепляясь за канавку качения. Задача ремонтника — приложить достаточно усилия для вытаскивания «репки».
Способ с применением инструментов
Придумав подшипник, инженеры сразу озаботились изготовлением специального инструмента для его снятия. Это нужно для быстрой работы специалистов и исключения финансовых вложений. Прикипевшие и ржавые вытеснением вытащить будет невозможно. Для их извлечения придумали инструменты — съемники, выколотки.
Иностранцы используют специальный съемник — его лапки вставляются в беговую дорожку внутрь кольца, после чего разжимаются, фиксируя деталь. Теперь остается только выдернуть подшипник, приложив немного усилий.
Стандартный съемник представляет собой резьбовой вал, накрученный на специальные держатели. Подведя съемник к подшипнику, зажимаем и аккуратными вращательными движениями стягиваем с оси. При съеме важно не допустить перекоса.
Если случай совсем безнадежен, придется использовать сварку или болгарку, если размер подшипника позволит это сделать. Разрезанные части с легкостью достаются из гнезда или снимаются с оси.
Не стоит отчаиваться даже в самом сложном случае. Каждый ремонт — частный случай и готового решения не предполагает. Демонтаж детали часто проще монтажа. Если не удается применить познания в физике или отсутствуют специальные инструменты, подшипник всегда можно разрушить и вытащить по частям.
Статьи
Компания Подшипник.моби более 20 лет работает на рынке реализации шарикоподшипников различных модификаций от лучших отечественных и зарубежных производителей. Прямые договоры с поставщиками позволяют выдерживать умеренную ценовую категорию при безупречном качестве. Мы можем не только подобрать для вас оптимальные изделия по приемлемой стоимости, но и порекомендовать методику демонтажа и замены элемента на бытовой технике, электроинструменте, автомобилях и пр. Наш специалист расскажет об основных моментах – читайте о них в нашей статье.
Мы можем не только подобрать для вас оптимальные изделия по приемлемой стоимости, но и порекомендовать методику демонтажа и замены элемента на бытовой технике, электроинструменте, автомобилях и пр. Наш специалист расскажет об основных моментах – читайте о них в нашей статье.
Как снять подшипник без съемника с вала электродвигателя, якоря генератора, перфоратора и другого электроинструмента
Когда нет специальных приспособлений для демонтажа и замены элемента, а инструмент срочно необходим для работы, можно воспользоваться различными приспособлениями, которые можно найти даже в полевых условиях. Предварительно следует разобрать оборудование, чтобы избежать возможных повреждений других компонентов, поскольку применяемый инструмент может соскочить.
Если деталь изношена полностью и подлежит утилизации, можно воспользоваться деревянными подкладками и обычным молотком, при помощи которого равномерными ударами по обойме деталь постепенно снимается. Если подобный способ не подходит, в качестве импровизированного съемника можно воспользоваться двумя рожковыми ключами в качестве рычага. С двух сторон необходимо подложить небольшие деревяшки, чтобы не повредить корпус, и постараться равномерными усилиями сдвинуть изделие.
Если подобный способ не подходит, в качестве импровизированного съемника можно воспользоваться двумя рожковыми ключами в качестве рычага. С двух сторон необходимо подложить небольшие деревяшки, чтобы не повредить корпус, и постараться равномерными усилиями сдвинуть изделие.
Можно также воспользоваться тисками, зажав вал губками с обязательными прокладками. Даже при большом прикипании усилия достаточно, чтобы произвести демонтаж без повреждения основных деталей.
Как снять подшипники с коленвала автомобиля
Без съемника, при отсутствии стандартных приспособлений, потребуется эстакада или гаражная яма. Одним из самых эффективных методик является демонтаж при помощи обычного зубила, не требующий специальных знаний. Старый элемент просто раскалывается при помощи удара молотка и устанавливается новый. Главной задачей при выполнении работ — избежать повреждений и не травмироваться. Целесообразно использовать щадящую методику и защитные приспособления.
Подобным образом решается задача, как снять ступичный подшипник.
Не менее эффективным способом является снятие детали при помощи инерционного крюка, изготовить который можно самостоятельно из арматурного отрезка или куска проволоки. Диаметр должен быть не менее 8 мм, а длина от 400 мм, один конец необходимо загнуть под углом 90 градусов, чтобы можно было зафиксировать внутреннюю обойму. Еще потребуется некое подобие полого цилиндра или старой тяжелой шестерни, в который будет свободно входить подготовленный металлический пруток, к обратной оконечности которого следует приварить перпендикулярно еще один небольшой отрезок, чтобы можно было держать рукой.
Когда приспособление готово, крюк цепляется за внутреннюю обойму, а шестеренкой следует возвратно-поступательными движениями бить в ограничитель до полного демонтажа детали.
Как снять подвесной подшипник с кардана на Газели
Перед демонтажом вала с двигателя необходимо сделать риски маркером относительно фланца ведущей шестеренки возле продолжения картера коробки передач для сохранения балансировки после установки. Затем последовательно производятся следующие действия:
Затем последовательно производятся следующие действия:
- открутить болты крепления кардана с фланцем заднего моста;
- достать вал, снять стопорную шайбу, открутить болт и достать П-образную пластину;
- ударив молотком по вилке, разъединить шлицы и демонтировать элемент;
- перед установкой новой детали проверить наличие коррозии и нанести смазку.
При наличии съемника процедура облегчается.
Как снять подшипник со ступицы заднего колеса
Перед заменой в полевых условиях необходимо заблокировать автомобиль при помощи надежных упоров. Затем снять колесо, отвинтить болты, постучав по ним сначала медным молотком. Демонтируется тормозной барабан, отвинчивается центральная гайка, потом вытаскивается ступица. Когда внутренняя обойма «застывает» на валу, ее можно снять съемником или сбить зубилом. Подобную процедуру следует производить очень аккуратно, чтобы не повредить поверхность оси.Если верхняя обойма осталась, она выпрессовывается специальным приспособлением или выбивается. Если элемент рассыпается при усиленной эксплуатации, возможно потребуется замена всего узла в сборе.
Если элемент рассыпается при усиленной эксплуатации, возможно потребуется замена всего узла в сборе.
Как снять внутренний подшипник без съемника со ступицы переднего колеса ВАЗ 2110
Демонтаж и замена п/ш требуется если слышен характерный хруст или гул, который доносится при движении от передних колес. Замену лучше производить при наличии специального приспособления и вспомогательных инструментов, чтобы избежать повреждения. Чтобы понять, как снять подшипник с полуоси передней ступицы самостоятельно, следует ознакомиться с пошаговым порядком действий:
- установить автомобиль на эстакаду или ровную поверхность, потдомкратить вывесив колесо, затянуть ручной тормоз;
- снять суппорт, тормозной диск, вывернуть стопорную гайку;
- при помощи двух шпилек, вставленных в тормозной диск и вкрученных в ступицу до упора, следует сдернуть деталь с вала;
- вывернуть болты шаровых опор и вытащить шрус из п/ш;
- извлечь стопорное кольцо пассатижами;
- при помощи съемника выпрессовать верхнюю обойму;
- снять грязезащитное кольцо отверткой;
Перед установкой нового элемента тщательно зачистить и смазать посадочное место, проверить наличие повреждений. Сборка производится в обратном порядке.
Сборка производится в обратном порядке.
Как снять подшипники с генератора ВАЗ 2110
Замена старых или изношенных элементов производится в заданной последовательности. Сначала надо ознакомиться со схемой крепления. Затем отсоединяются и демонтируются:
- клеммы устройства и минусовые от аккумулятора;
- защита картера;
- генератор от рамы машины;
- пластиковая задняя защитная крышка;
- регулятор напряжения и щеткодержатели;
- шкив с оси, зажав агрегат в тисках;
- получив доступ к якорю, кожух из пластика и передний подшипник;
- при помощи съемника вытащить задний элемент, при его отсутствии можно выбить аккуратно зубилом;
Перед установкой новых ш/п необходимо проверить посадочные места, удалить загрязнение и нанести смазку.
Как снять подшипник с ротора
Если вовремя не производить профилактическую замену ш/п, они начинают перегреваться, электродвигатель шумит и работает неэффективно. Возникает люфт, вращающийся ротор касается статора, что может привести к выходу мотора из строя и необходимости полной замены узла в сборе.
Возникает люфт, вращающийся ротор касается статора, что может привести к выходу мотора из строя и необходимости полной замены узла в сборе.
Проверку работоспособности элементов производят самостоятельно, поместив двигатель на ровную поверхность, надо провернуть вал, предварительно положив руку сверху.
Не должно быть никаких посторонних и механических звуков. Если вращение производится с рывками или есть посторонние шумы, значит необходима замена элементов.
Для демонтажа деталей желательно воспользоваться специальными съемными приспособлениями, которые различаются по параметрам и функционалу, в зависимости от размеров агрегата. Для массивных роторов можно использовать большие съемники с несколькими захватами, маленькие оснащены планками или сменными пластинками.
Для демонтажа упор производится на внутреннее кольцо, для облегчения использовать в качестве рычага обрезок трубы. Предварительно надо смазать вал литолом или машинным маслом.
Как снять подшипник с барабана стиральной машины Самсунг
В стиральных машинах шарикоподшипники обеспечивают равномерное и динамичное вращение барабана. Учитывая, что отжим производится при высоких оборотах и на элементы приходится повышенная нагрузка, они часто выходят из строя и подлежат замене, чтобы не допустить поломки основных узлов техники, ремонт которых достаточно дорогостоящий.
Если нет возможности пригласить мастера сервисной службы, можно производить замену самостоятельно, предварительно ознакомившись с пошаговой инструкцией. Предварительно предстоит разобрать машинку. Два элемента, большой и малый, меняются во втулке корпуса бака. Деталь большего диаметра выбивается при помощи металлического стержня внутрь, меньшего — наружу. Верхнюю обойму снимают, нанося молотком удары, приставив конец шпильки или прутка к краю. Чтобы избежать заклинивания, следует бить по всей окружности элемента равномерно, до полного выхода корпуса.
Как снять подшипник на стиральной машине Индезит
Обычно в бытовых стиральных машинках установлено два элемента, которые выполняют связующую функцию барабана со шкивом. Детали обеспечивают равномерное вращение при скоростных режимах отжима и стирке.
При бережной эксплуатации замена п/ш может потребоваться не ранее 5-6 лет, когда наступит естественный износ. Поломка может произойти при неправильной или чрезмерной загрузке белья, вызывающей дисбаланс, повреждению сальника из-за попадания воды, что вызывает коррозию и поломку.
Демонтаж и установка новых элементов достаточно просты, основная трудоемкость заключается в полной разборке стиралки, чтобы добраться до п/ш.
Перед началом работ следует подобрать новые изделия, в соответствии с модификацией техники, подготовить инструменты, расходные материалы, обязательно отключить электропитание. Вся вода должна быть слита, фильтры выкручены, отключены подводящие шланги.
Вся вода должна быть слита, фильтры выкручены, отключены подводящие шланги.
Произведя разборку и достав барабан, надо его распилить по шву ножовкой или полотном по металлу, предварительно проделав отверстия по контуру на юбку для последующего дополнительного крепления.
Затем необходимо вытащить втулку, убрать сальник и при помощи съемника снять п/ш. При отсутствии специального приспособления, можно использовать пруток и молоток, равномерно постукивая по контуру обоймы.
После демонтажа, надо тщательно протереть посадочные места, устранив загрязнение и старую смазку, проверить наличие повреждений, установить новые детали и произвести сборку в обратном порядке.
Как снять подшипник с барабана стиральной машинки LG
Бытовая техника известного корейского производителя отличается хорошей надежностью, но некоторые детали и расходные элементы требуют периодической замены или обслуживания. Для самостоятельного извлечения п/ш следует предварительно отсоединить все коммуникации, слить остатки воды, разобрать стиралку, чтобы достать барабан.
Затем раскручиваются фиксирующие болты и узел разделяется на две части. При помощи подручных средств или специальных приспособлений выбиваются подшипники, полностью очищаются посадочные места, проверяется наличие повреждений и деформаций на всех деталях.
Монтаж новых элементов и обратная сборка производится в обратном порядке.
Как снять подшипник с барабана стиралки
Замена п/ш необходима в плановом порядке в соответствии с рекомендациями производителя или при возникновении постороннего шума во время вращения и подтекания. Для производства работ в домашних условиях предстоит разобрать практически весь бытовой прибор и вытащить бак, из которого предстоит извлечь барабан, чтобы получить доступ к подшипникам.
Учитывая, что п/ш на стиральных машинках обычно утилизируются и меняются на новые, можно их просто выбить с надлежащей осторожностью. Для этого использовать медный молоточек, зубило или мощную отвертку. Упор следует делать в обойму и удары производить по всему контуру, избегая перекоса. Перед установкой новых элементом, надо тщательно проверить все детали на предмет износа, очистить возможное окисление, коррозию и грязь, нанести смазку.
Упор следует делать в обойму и удары производить по всему контуру, избегая перекоса. Перед установкой новых элементом, надо тщательно проверить все детали на предмет износа, очистить возможное окисление, коррозию и грязь, нанести смазку.
Как снять подшипник с бетономешалки
Если в процессе работы на строительной площадке слышится характерный срип или стук, барабан агрегата начинает вращаться с рывками, надлежит срочно произвести ремонтные работы по замене шарикоподшипников, чтобы избежать более радикальных поломок. Элементы, установленные на валу, демонтировать вместе со шкивом. Для этого в последовательном порядке требуется разобрать агрегат:
- снимается защитный короб, электродвигатель, груша;
- отсоединяется ведущая шестерня;
- отжимается стопорное кольцо и, при помощи съемного приспособления, снимается п/ш.
Если ремонт производится на стройплощадке и нет возможности воспользоваться съемником, рама подпирается и детали можно снять подручными средствами, соблюдая осторожность. Обычно используется молоток, деревянные подкладки и упор в виде зубила или мощной отвертки.
Обычно используется молоток, деревянные подкладки и упор в виде зубила или мощной отвертки.
Как снять игольчатый подшипник с болгарки
Углошлифовальные машины или, как их еще именуют болгарки, достаточно востребованный электроинструмент на всех без исключения строительных объектах и производствах. Для производства оперативного ремонта в полевых условиях оборудование разбирается, извлекается внутренняя обойма п/ш с помощью отвертки или метчика подходящего диаметра, который можно вернуть до упора и таким образом деталь медленно снимется, двигаясь по резьбе.
Как снять подшипники с крупных двигателей
Для ремонта крупных силовых агрегатов разработано много специальных приспособлений, с помощью которых производится замена шарикоподшипников, сальников, ревизия и обслуживание. Но когда ремонт следует произвести срочно, в полевых условиях и без специальных приспособлений, следует действовать весьма осторожно, чтобы не повредить основные детали агрегата.
В большинстве случаев, деталь стараются выбить с помощью молотка или зубила или снять при помощи рычагов, в качестве которых подойдут обычные рожковые мощные ключи.
Если элемент прикипел на валу, после предварительной распорки к обойме приваривают скобу из проволоки и стараются сдернуть п/ш при помощи лебедки или гидравлического домкрата. Перед демонтажом элемент можно разогреть.
Как заменить подшипник коленвала ВАЗ 2105 2106 2107
Автор Павел Александрович Белоусов На чтение 6 мин. Просмотров 263
С износом подшипника коленчатого вала автомобилей ВАЗ 2105-2107 автолюбители сталкиваются нечасто. Благодаря невысокой нагрузке, ресурс подшипника превышает 200 тыс. км – этим и объясняется тот факт, что его замену стараются приурочить к очередному капитальному ремонту. Если же подшипник вышел из строя раньше, то с установкой новой детали откладывать не стоит – это может повлечь за собой другие поломки. Сегодня мы расскажем о признаках неисправности и рассмотрим, как выполняется замена подшипника коленвала своими руками.
Если же подшипник вышел из строя раньше, то с установкой новой детали откладывать не стоит – это может повлечь за собой другие поломки. Сегодня мы расскажем о признаках неисправности и рассмотрим, как выполняется замена подшипника коленвала своими руками.
Где установлен и для чего служит подшипник коленвала
Установленный в фланце коленчатого вала подшипник относится не к двигателю, а к трансмиссии. Основное назначение этого узла заключается в центровке и поддержке первичного вала коробки переключения передач – он служит в качестве передней вращающейся опоры. С подшипником коленвала знаком каждый, кто хоть раз устанавливал КПП на автомобиль – в его внутреннюю обойму так трудно попасть хвостовиком первичного вала. Что же касается высокого ресурса детали, то он объясняется просто. Дело в том, что узел качения работает лишь при выжатом сцеплении. В остальное время коленвал и первичный вал КПП вращаются с одинаковой частотой. Несмотря на невысокую нагрузку, рекомендуется пополнять запас смазки в подшипнике при замене заднего сальника коленвала, ремонте сцепления и т. д. Тем самым вы надолго отсрочите необходимость ремонта.
д. Тем самым вы надолго отсрочите необходимость ремонта.
Признаки неисправности
Хоть опорный подшипник первичного вала и является недорогой деталью, его замена — трудоёмкий процесс. И связано это не столько со сложностью демонтажа самого узла качения, сколько с необходимостью снимать другие детали и агрегаты двигателя. Чтобы не заниматься тяжёлой работой понапрасну, следует правильно диагностировать выход подшипника из строя. Признаки, указывающие на неисправность этого рода:
- Шум, исходящий от работающего мотора при выжатом сцеплении. Похожий шорох или шелест появляется и при выходе из строя выжимного подшипника. И если шум от последнего улавливается даже при незначительном нажатии на лепестки пружинной диафрагмы корзины сцепления, то опорный подшипник КПП будет издавать посторонние звуки только при полном выключении сцепления.
- Износ или подклинивание подшипника вследствие недостатка смазки приводит к тому, что первичный вал коробки передач поддаётся действию вращающего момента даже в то время, когда ведомый диск полностью отходит от маховика.
 На деле это проявляет себя такими же симптомами, как и со сцеплением, которое «ведёт» – затрудняется включение первой передачи при трогании с места, появляются рывки при переключении скоростей в движении и т. д.
На деле это проявляет себя такими же симптомами, как и со сцеплением, которое «ведёт» – затрудняется включение первой передачи при трогании с места, появляются рывки при переключении скоростей в движении и т. д. - Неритмичный стук, который появляется со стороны коробки передач, указывает на разрушение сепаратора подшипника. При этом шарики могут высыпаться или сбиваться в кучу, вызывая неприятный звук и являясь причиной дисбаланса кривошипа и первичного вала коробки переключения передач.
Последнее случается редко и говорит о том, что водитель длительное время не обращал внимания на шум и другие признаки неисправности.
Чем грозит поломка подшипника коленчатого вала
Чаще всего после появления подозрительного шороха автомобиль сможет проехать ещё не одну сотню километров. Но не откладывайте замену подшипника в долгий ящик, поскольку пустячная на первый взгляд неисправность может обернуться другими проблеми:
- разрушение подшипника — причина повышенной вибрации коленвала, а это приводит к износу заднего сальника и появлению течи моторного масла;
- из-за потери опоры и нарушения балансировки хвостовик первичного вала испытывает знакопеременные нагрузки, что в конечном итоге может закончиться поломкой КПП;
- обоймы заклинившего подшипника могут повреждать посадочные места на валу коробки переключения скоростей или в фланце коленвала;
- при разрушении сепаратора и потере шариков усложняется демонтаж внешней и внутренней обоймы.

Как вы и сами видите, не стоит доводить дело до полного разрушения узла. Тем более, что вытащить подшипник из коленвала под силу даже начинающему водителю.
Порядок проведения работ по замене подшипника
Чтобы подобраться к неисправному узлу, придётся снять коробку переключения передач, сцепление и маховик. Подобную работу проводите на подъёмнике, яме или эстакаде, используя специальный съёмник подшипника коленвала (приспособление для выпрессовки из глухих отверстий).
Съёмник подшипника коленвалаПорядок замены следующий:
1.Первое – это разберите приспособление для демонтажа подшипника коленчатого вала на составные части, иначе при его установке повредите резьбу. После этого смажьте конический выступ на втулке съёмника моторным маслом или консистентной смазкой – это убережёт её поверхность от повреждений.
2.Установите распорную втулку выпрессовки во внутреннюю обойму подшипника и забейте приспособление внутрь до упора.
3.Чтобы вытащить подшипник из коленвала, проделайте следующее. Сначала заверните винт съёмника от руки. Затем, придерживая втулку выпрессовки от проворачивания рожковым ключом «на 14», затягивайте винт головкой «на 17». Упираясь в глухую стенку отверстия во фланце коленвала, хвостовик приспособления выдвигается из муфты, выталкивая её вместе с подшипником из гнезда.
4.Сняв повреждённую деталь, протрите посадочное место в коленчатом валу от пыли и смажьте моторным маслом. Не забудьте проверить и при необходимости пополнить количество смазки в новом подшипнике – производители нередко грешат излишней экономичностью.
5.Устанавливая на место новый подшипник коленвала ВАЗ 2107, проконтролируйте, чтобы он не перекашивался. Окончательную запрессовку проводят молотком и подходящей оправкой. Если же таковой не нашлось, то используйте демонтированный узел или забейте подшипник жёсткой резиновой киянкой.
6.Монтаж завершён, когда верхняя плоскость подшипника находится заподлицо с фланцем.
Если вам не удалось найти выпрессовку, не отчаивайтесь. О том, как снять подшипник с коленвала без приспособления, знает каждый опытный автомеханик. Вам понадобится в этом случае: выколотка диаметром 15 мм (можно использовать подходящий болт) и пластичный материал – смешанный с опилками литол, пластилин или хлебный мякиш. Его закладывают через проём во внутренней обойме таким образом, чтобы заполнить пространство под подшипником. Затем в отверстие вставляют выколотку и бьют по ней молотком. Расширяясь в стороны, мягкая смесь выдавливает подшипник наружу. Так вы сможете заменить неисправный узел и избежать неприятностей в дальнейшем.
Ещё кое-что полезное для Вас:
Видео: Лёгкий способ замены подшипника коленвала
Подшипник коленвала — как снять и поменять
Подшипники играют очень важную роль в работе многих частей автомобиля. Не исключением является и сердце машины – двигатель, в котором также расположена деталь, закрепленная на двух подшипника. В этой статье мы узнаем, как снять и заменить подшипник коленвала, а также постараемся понять, для чего конкретно он нужен?
Не исключением является и сердце машины – двигатель, в котором также расположена деталь, закрепленная на двух подшипника. В этой статье мы узнаем, как снять и заменить подшипник коленвала, а также постараемся понять, для чего конкретно он нужен?
Подшипник в конструкции коленчатого вала
Как известно, коленчатый вал – это деталь двигателя, предназначенная для преобразования возвратно-поступательного движения от поршней двигателя, с последующей передачей этого вращения на трансмиссию автомобиля. На обоих концах вала расположены подшипники, которые поддерживают его в блоке цилиндров и обеспечивают его вращение внутри блока с минимальным трением. Один из таких подшипников имеет широкую обойму, которая позволяет монтировать внутрь первичный вал коробки передач. Речь пойдет именно об этом подшипнике.
Данная деталь находится в постоянном напряжении: это и перепады температур и механические воздействия, поэтому очень важно, чтобы она была качественная и прекрасно справлялась со своими обязанностями.
Помимо самого подшипника, в месте его установки крепится сальник коленчатого вала. Данный уплотнитель страдает самым первым при повреждениях подшипника коленвала. Дело в том, что при возникновении неисправностей подшипника, он начинает вибрировать и задевать сальник коленвала. В связи с этим, уплотнитель трескается и пропускает часть масла наружу. Кроме того, поврежденный подшипник – это первая причина дисбаланса коленчатого вала. Он начинает вращаться неравномерно и вибрировать.
Пострадавшим можно считать не только коленчатый вал, но и первичный вал коробки передач. Данный узел намного чувствительнее к механическим перегрузкам, поэтому если «достанется» первичному валу, то проблемы начнутся у всей коробки передач.
Диагностика неисправности подшипника
Неисправный подшипник определить достаточно сложно и более информативной будет выглядеть элементарная разборка всего узла. Однако есть и другие признаки, по которым можно судить о неисправности подшипника коленвала.
Как было сказано ранее, повреждение подшипника непременно ведет к повреждению сальника коленчатого вала. Сальник начинает пропускать порцию масла в трансмиссию автомобиля. Оно попадает на диск сцепления, который, уменьшив свое трение, будет пробуксовывать и даст автомобилю нормально разогнаться. Данное явление может сопровождаться повышенным биением коленвала внутри блока цилиндров. Чтобы обнаружить его, достаточно просто прислушаться к поведению двигателя.
Также при повреждении этого подшипника можно заметить странное поведение коробки передач: скорости включаются с странными звуками в виде «подрыкиваний», а то и вовсе не включаются или включаются с рывками и ударами.
Как поменять подшипник коленвала ВАЗ 2107
При обнаружении вышеперечисленных неисправностей, необходимо провести замену подшипника, чтобы не допустить неисправности коробки передач и самой дорогой части двигателя – коленчатого вала. Чтобы выполнить эту операцию, необходимо снять коробку передач и открыть доступ к подшипнику. Ниже будет приведена подробная инструкция, как это сделать.
Ниже будет приведена подробная инструкция, как это сделать.
Порядок действий:
- Для удобства проведения работ, установите автомобиль на смотровую яму. Под колеса рекомендуется установить противооткатные упоры. Откройте капот машины и отсоедините отрицательную клемму аккумулятора. Далее в салоне автомобиля демонтируйте бороду со всем навесным оборудованием и отсоедините рычаг переключения передач. Для этого надавите на него и просуньте отвертку во втулку. Сдвигая ее вниз, вытащите рукоятку. После снятия рукоятку, не забудьте вытащить стержень втулки, предварительно разжав ее двумя отвертками.
- Далее отодвиньте ковролин в салоне и открутите саморезы, выполняющие крепление специальной уплотняющей крышки вокруг рычага переключения передач. Снимите крышку и отложите в сторону.
- Отключите клеммы выключателя фонарей заднего хода, расположенные непосредственно на самой коробке передач.
 Затем открутите трос привода спидометра и подвесьте внизу. Выкрутите также болты крепления стартера и сдвиньте его немного вперед. Чтобы не отсоединять данный механизм от проводов, его можно подвесить в подкапотном пространстве. В последнюю очередь демонтируйте привод сцепления.
Затем открутите трос привода спидометра и подвесьте внизу. Выкрутите также болты крепления стартера и сдвиньте его немного вперед. Чтобы не отсоединять данный механизм от проводов, его можно подвесить в подкапотном пространстве. В последнюю очередь демонтируйте привод сцепления. - Открутите упругую муфту карданного вала, расположенную со стороны коробки передач и выведите кардан из зацепления. Теперь вам понадобится помощь напарника. Он должен придерживать коробку передач, а вы в этот момент откручиваете болты ее крепления к двигателю. Перед этим открутите поперечину, удерживающую ее в задней части.
- Выводите коробку передач назад, вытаскивая первичный вал. Как только коробка будет снята, открутите крепление корзины сцепления и снимите ее целиком с диском. Далее демонтируйте маховик двигателя. Теперь перед вами будет виден подшипник коленчатого вала.
Видео — Как снять подшипник с коленвала
Снять подшипник достаточно просто, главное знать, как он там посажен. Установка любого подшипника выполняется при помощи пресса, поэтому достать его руками попросту не получится. Для его снятия можно воспользоваться множеством способов, но мы перечислим лишь два из них.
Первый – это просто разбить старый подшипник при помощи молотка и зубила. Метод этот хоть и действенный, но опасный для сальника коленвала, осколки могут попасть в блок цилиндров и повредить его. Поэтому пользоваться таким способом можно только в крайнем случае.
Второй способ более рациональный, но долгий, однако попробовать его стоит. Для этого подбирается болт произвольной длины, которая превышает длину подшипника. Самым главным условием является диаметр шляпки – она должна быть точно таких же размеров, что и отверстие внутренней обоймы подшипника. Внутрь обоймы кладется порция солидола, а болт устанавливается внутрь обоймы шляпкой. После этого, наносите удары молотком сверху болта. Таким образом, шляпка, выполняя функции поршня, сдавливает солидол, который и выдавливает подшипник. Постепенно увеличивайте порцию солидола по мере продвижения подшипника.
Таким образом, шляпка, выполняя функции поршня, сдавливает солидол, который и выдавливает подшипник. Постепенно увеличивайте порцию солидола по мере продвижения подшипника.
И все же, настоятельно рекомендуется приобрести специальный съемник, который поможет вам не только снять подшипник, но и установить на его место новый. Что касается установки, то ее можно производить при помощи молотка с мягкой подкладкой, но в этом случае, удары должны наноситься по всей окружности обоймы, чтобы подшипник вошел равномерно. Сборка деталей производится в обратной последовательности.
Как вытащить подшипник с маховика самому и без помощи спеца
Подшипник маховика как снять
Вытащить подшипник с маховика автомобиля – не такая уж и сложная задача. Это можно осуществить даже с помощью куска хлеба или мыла, о чем подробно будет написано ниже. Что касается классического способа вытаскивания подшипника, то он подразумевает наличие обратного молотка (подробнее об инструменте в отдельном абзаце).
Как вынуть подшипник с помощью мыла или хлеба
В большинстве случаев в домашних, гаражных условиях не бывает возможности использовать классическое оборудование или инструменты. Тогда приходится экспериментировать, находить приемлемые варианты.
Как выпрессовать подшипник с помощью хлеба
Если под рукой нет обратного молотка, но нужно снять подшипник первичного вала с маховика, можно воспользоваться кусочком мыла.
Оно закладывается в нишу, где установлен бывает подшипник, и утрамбовывается. Делается это так: молотком бьется по трубе, которая в диаметре подходит под направляющую.
Вместо мыла некоторые мастера используют обычный хлеб. Он прочнее пластилина, что положительно сказывается на исходе дела.
Хлеб или мыло, забиваясь в нишу и утрамбовываясь, по закону физики, выводят подшипник оттуда.
Обратный молоток
Представляет собой профессиональный инструмент, предназначенный для выпрессовки внутренних и внешних подшипников. Демонтировать элементы с помощью этого инструмента получится легко и аккуратно.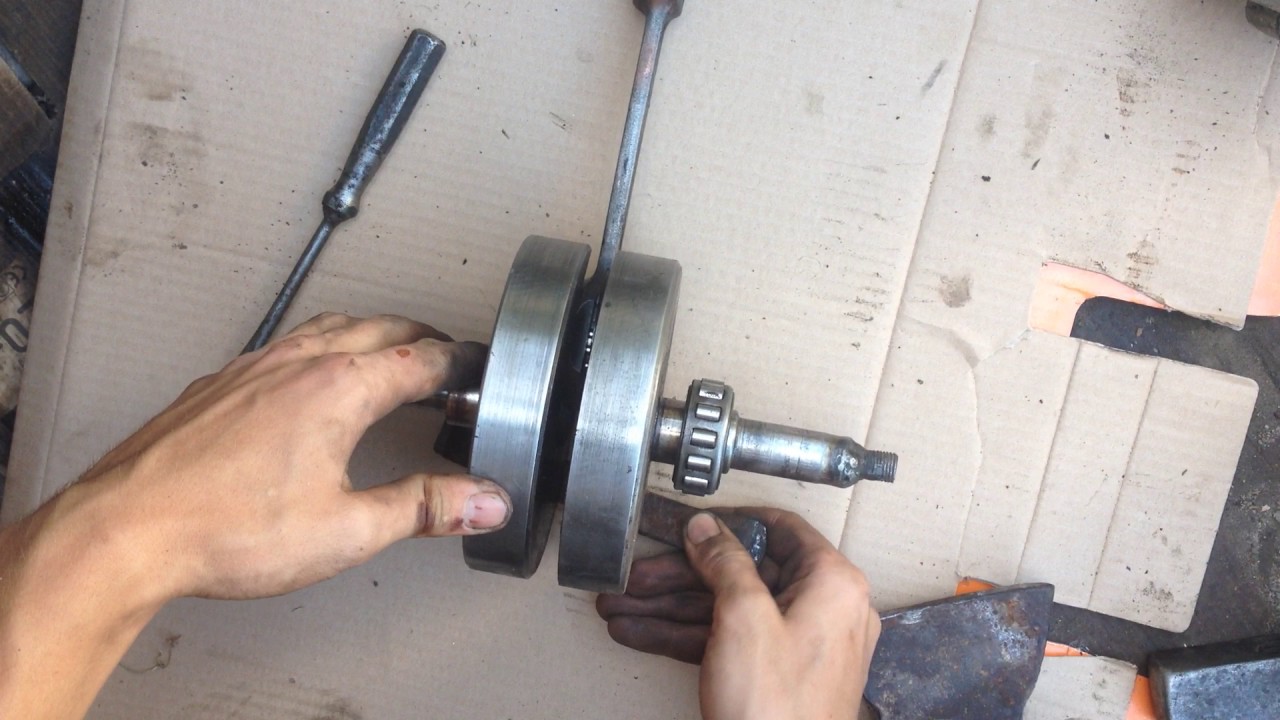 Современный рынок предлагает различные модели обратных молотков, произведенных разными фирмами.
Современный рынок предлагает различные модели обратных молотков, произведенных разными фирмами.
Обратный молоток
В таблице ниже приведены самые популярные модели комплектов, съемников и обратных молотков для выпрессования подшипников от фирм Force и Jonnesway.
| Фирма/модель | Описание |
|---|---|
| FORCE 66432 | Комплект, состоящий из следующих компонентов: • Ось: 5/8” – 16T X 22-1/2” (16мм – 16T X 57 см) • Внешний съемник 15-80мм (9/16” – 3-1/2”) • Адаптер • Обратный молоток 3-3/4 LB (1.75 кг) • Фиксирующая гайка 5/8” (16 мм) • Крюк. |
| JONNESWAY AE310012-2 | Сменная насадка для выпрессования подшипников, фиксируя их за внутреннюю часть своей разрезной втулкой (цангой). |
| FORCE 66620 | Съёмник внутренних подшипников D=12 мм-38 мм опорный, с обратным молотком 3 пр. |
| JONNESWAY AE310008 | Съемник подшипников с внутренним и наружным захватами: Характеристики: • Размер: малый внутренний захват 15 мм-30 мм • Большой внутренний захват 30 мм-80 мм • Внешний захват 15 мм-80 мм Описание • Закрутить гайку чтобы открыть зажимы и захватить подшипник • Использовать боек чтоб снять подшипник Состоит из: • AE310008-1 Т-образная рукоять (S45С углеродистая сталь) 5/8х18tх425 мм • AE310008-2 Боек (S45С углеродистая сталь) 53 ммх100 мм 1,2 кг • AE310008-3 Гайка • AE310008-4 Центральный винт • AE310008-5 Шайба • AE310008-6 Внутренний захват: 15 мм-30 мм • AE310008-7 Внутренний захват: 30 мм-80 мм • AE310008-8 Внешний захват: 15 мм-80 мм • AE310008-9 Адаптер 31х10 • AE310008-10 Адаптер 18х6,5 • AE310008-11 Тройная головка • AE310008-12 Винт • Упаковка 1 комплект/пластиковый кейс /18/ 19/ 1,8″ |
Подшипник маховика: признаки неисправности
Подшипники в автомобильных системах – элементы обязательные. С ними знаком каждый владелец машины, привыкший самостоятельно ремонтировать некоторые узлы и системы. Установлены подшипники бывают практически на каждом валу, принимая на себя огромные нагрузки.
С ними знаком каждый владелец машины, привыкший самостоятельно ремонтировать некоторые узлы и системы. Установлены подшипники бывают практически на каждом валу, принимая на себя огромные нагрузки.
Замена подшипника маховика
Признаки неисправности подшипника маховика те же, что и у других аналогичных элементов. Однако в данном случае проблема усугубляется тем, что на этот подшипник возлагается чересчур много задач, в некоторых случаях он играет роль сальника и берет на себя значительные нагрузки. В результате этого – быстро может выходить из строя.
Использоваться могут подшипники разного типа, но сегодня наиболее распространены роликовые.
Рассмотрим самые популярные признаки неисправности подшипника:
- слышен вой при поломке, когда водителем ТС отпускается педаль сцепления;
- свист при движении на определенной скорости при разных оборотах;
- стук, когда подшипник уже частично или полностью разрушился внутри;
- отказ работы сцепления.

Помимо этих, так сказать, основных симптомов, принято обращать внимание, и на дополнительные признаки:
- из-под автомобиля течет масло (пропускает сальник).
Интересный момент, который должен знать каждый автомобилист. Масло, вытекаемое по вине сальника, попадает на материал диска сцепления. Он в таких условиях не может нормально схватывать, уменьшается трение, в результате чего сцепление будет постоянно пробуксовывать, автомашина не сможет каждый раз нормально разгоняться. Это явление усугубляется биением коленвала.
- переключение скоростей осуществляется со странностями: нехарактерными звуками, напоминающими «подрыкивание».
Любой подшипник нуждается в хорошей и регулярной смазке. При ее отсутствии подшипник работает на сухую, чего нельзя допустить.
Деталь находится под регулярным напряжением. На подшипник отрицательно влияет разность температурных режимов, автоматико-механические воздействия. Крайне рекомендуется, чтобы подшипник был в идеальном состоянии, чтобы выполнять свои функции на ура.
Сальник
Кроме подшипника, в некоторых случаях используется и сальник. Это уплотнитель, который страдает в первую очередь при неисправностях подшипника. Как только возникают проблемы с деталью, она формирует колебания, тем самым, задевая манжету. Последняя в результате этого повреждается, часть смазки выводится под давлением наружу.
При неисправном подшипнике страдает также коленвал. Деталь ничего не регулирует, она сильно вибрирует и функционирует прерывисто. Маховик при поврежденном подшипнике более не балансир, вся система требует незамедлительного ремонта.
Нагрузка падает также на первичный вал КПП. Этот узел, как известно, очень чувствителен к механическим перегрузкам. Если по вине неисправного подшипника «достанется» первичному валу, вся коробка автомобиля подвергается опасности.
Демонтаж маховика и осмотр подшипника
Для подробного анализа маховика на момент трещин и других неисправностей, рекомендуется его снять. Ниже представлен подробный алгоритм действий.
Внимание. Процесс демонтажа маховика на разных моделях авто может различаться. Все зависит от определенной конструкции.
- Вначале нужно подготовить нужные инструменты, в число которых входят: головка на 22, плоская большая отвертка и вороток.
- Снимается КПП.
- Демонтируется картер сцепления.
- Отделяется сцепление, помечается обоюдная экспозиция вала и маховика.
- 6 болтов, фиксирующих маховик, выворачиваются. В процессе ослабления болтов, нужно зафиксировать маховик монтировкой или отверткой от проворачивания.
- Далее снимается опорная шайба с 6-ю отверстиями под болты.
Опорная шайба маховика
- Маховик снимается, внимательно осматривается на наличие трещин и повреждений.
Внимание. Особенно тщательно осматриваются зубья венца маховика. Если на них обнаруживаются дефекты, то придется маховик либо ремонтировать, либо полностью заменить.
Не менее важно осмотреть подшипник, впрессованный в маховик.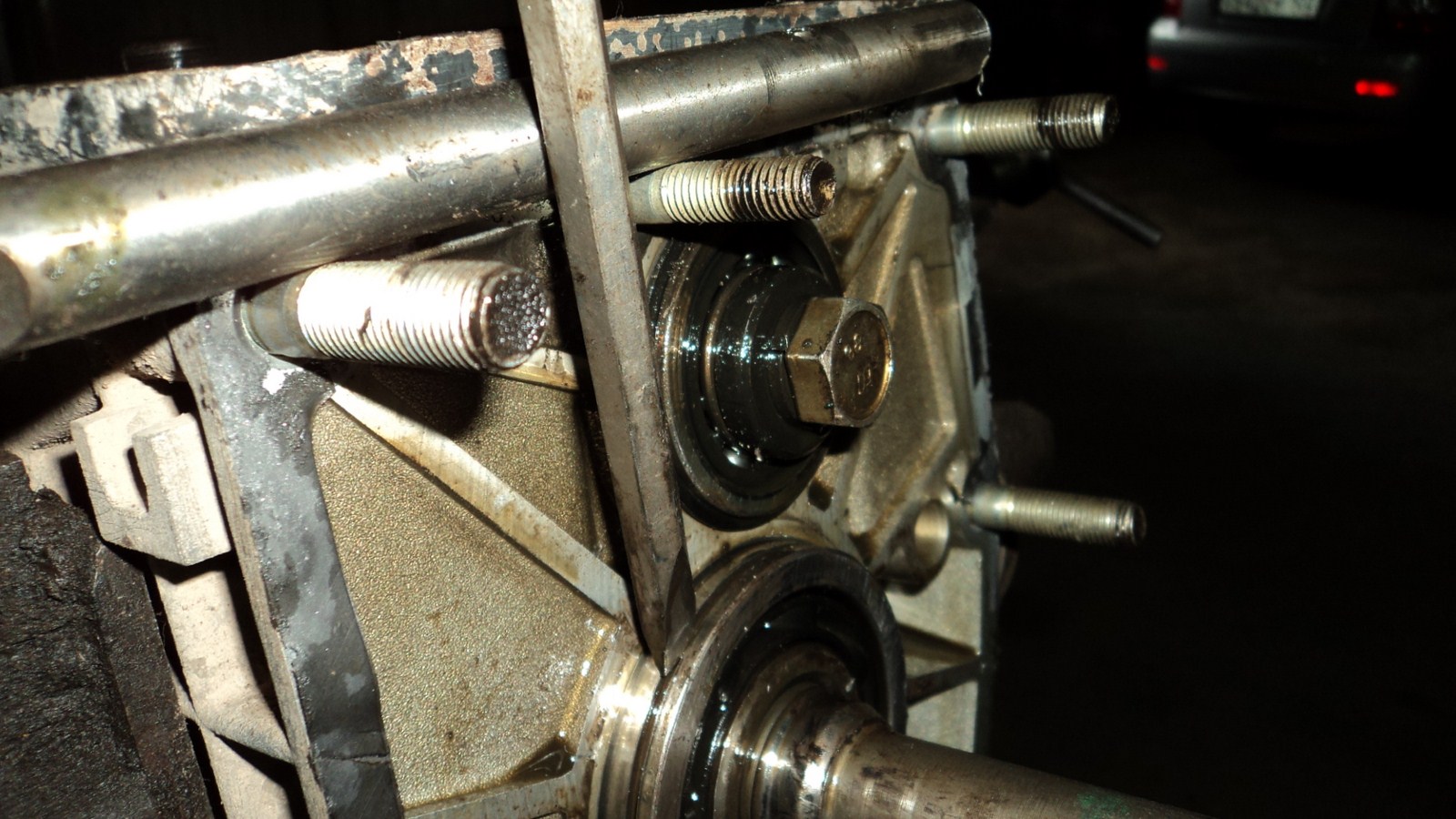 Как и было написано выше, снимается он либо с помощью обратного молотка, либо хлеба или мыла. Меняется подшипник в том случае, если на нем обнаруживаются следы заеданий, большой люфт и т.д.
Как и было написано выше, снимается он либо с помощью обратного молотка, либо хлеба или мыла. Меняется подшипник в том случае, если на нем обнаруживаются следы заеданий, большой люфт и т.д.
Новый подшипник запрессовывается обязательно на одном уровне с нижней стороной края щели маховика.
Научившись самостоятельно снимать подшипник с маховика, уже не нужно каждый раз ездить в сервис. Таким образом, можно неплохо сэкономить на услугах ремонта.
Замена подшипников коленвала скутера| Информация, эксплуатация, обслуживание
Информация
Замена подшипников коленвала скутераКоленвал играет огромную роль в устройстве скутера, обеспечивая взаимосвязь и работу сразу нескольких основных узлов и систем — цилиндро-поршневой группы, генератора, газораспределительного механизма и сцепления. В свою очередь, вращение механизма обеспечивают подшипники коленвала, расположенные на его полуосях.
Внутренние детали системы закрыты специальными сальниками, которые обеспечивают надежную защиту от попадания мусора, грязи и частичек пыли внутрь. Однако во время эксплуатации скутера сила трения негативно сказывается на состоянии шариков и обоймы подшипника. Со временем изнашиваются и сальники, теряя свою прочность и герметичность. Все это в итоге приводит к необходимости замены подшипников и сальников коленчатого вала на новые, во избежание износа более дорогих деталей систем скутера.
Внешние признаки проблем со стороны коленвала и разборка двигателя
Основными причинами для разборки двигателя и коленчатого вала скутера являются:
- подтекание масла;
- вибрация двигателя при работе;
- потеря мощности.
Для более точного определения поломки и замены изношенных деталей необходимо для начала произвести разборку двигателя. К сожалению, установить, нужна ли замена подшипников можно только после снятия коленчатого вала со скутера.
Произвести разборку и замену подшипников коленвала в условиях гаража вполне реально. Для этого необходимо запастись специальными съемниками, верстаком, строительным феном и классическим набором инструментов для авторемонта.
Чтобы произвести разборку и снятие двигателя и коленчатого вала необходимо:
- установить скутер на центральную подножку;
- открутить и снять элементы пластикового обвеса, закрывающего доступ к нужным узлам;
- выкрутить свечу зажигания;
- слить масло из системы;
- разобрать и демонтировать систему цилиндра;
- снять крыльчатку;
- открутить и снять детали генератора;
- демонтировать стартер, карбюратор и масляный насос;
- выкрутить болты скрепляющие блок двигателя;
- обвернуть шатун ветошью, чтобы избежать его повреждения;
- с помощью съемника разделить половинки блока;
- аккуратно извлечь коленвал.

После этого можно приступать к процедуре осмотра подшипников, выявления их повреждений и износа и, при необходимости, их снятию и замене новыми. Для этого следует удалить с поверхности полуосей остатки масла, загрязнения и посторонние примеси. На чистой поверхности подшипника будет легко заметить следы износа, деформации или истирания. Снять подшипники с полуосей вала можно при помощи специального съемника, а сальники аккуратно выбиваются с помощью насадки, подходящей по диаметру.
Замена подшипников и сальников коленчатого вала скутера
Чтобы установить новые подшипники необходимо иметь тиски и строительный фен, а так же инструкцию по сборке мотора. Если строго соблюдать все правила — результат ремонта будет удовлетворительный, если его нарушить (даже в мелочах) — скутер придется отправлять в сервисный центр. Порядок замены подшипника состоит из:
- надежной фиксации коленвала в тисках полуосью вверх;
- разогрева до 100 градусов внутренней обоймы подшипника;
- быстрой его установки на посадочное место полуоси;
- забивания подшипника до упора на полуоси с помощью трубы подходящего диаметра.

Аналогично проводится замена подшипника другой полуоси. При проведении таких работ следует строго соблюдать правила поведения с огнем, а так же правила личной безопасности.
При извлечении сальников необходимо заметить и зафиксировать глубину их посадки, чтобы новые установить на это же место. Кроме того сальники многих моделей скутеров отличаются по размеру, что следует учитывать при покупке ремонтного комплекта. Сальники устанавливаются в чистую и сухую обойму с помощью насадки подходящего диаметра.
После этого следует произвести сборку системы. Для этого необходимо:
- смазать полуоси коленчатого вала маслом, во избежание повреждения сальников во время установки;
- разогреть посадочное место подшипника в блоке до 100 градусов;
- установить коленвал, следя, чтобы шатун не задевал блок;
- очень аккуратно обработать место стыка половинок блока герметиком;
- разогреть посадочное место второй половинки и соединить блок;
- сжать половинки блока болтами так, чтобы не образовались перекосы.

Дальше произвести монтаж систем скутера в обратном порядке.
И в заключение несколько общих правил проведения ремонтных работ:
- помещение, стол, механизмы, ветошь и инструменты должны быть идеально чистыми;
- сливать масло в заранее подготовленную емкость;
- все детали, снятые со скутера необходимо тщательно вымыть и просушить;
- при сборке все детали должны быть сухими, а резьбовые соединения обработаны сжатым воздухом;
- на трущиеся детали следует нанести слой защитной смазки.
Успешных всем ремонтов!
Рекомендуемые товары
Как заменить тормозной диск у мотоцикла
Польза от замены тормозного диска мотоцикла заключается в повышении производительности тормозной системы. Результатом будет улучшение торможения и остановки.
Обслуживание аккумулятора для скутера
Свинцово-кислотные аккумуляторы для мототехники производятся двух типов: обслуживаемые и необслуживаемые. Они могут продаваться в заряженном и сухозаряженном состоянии. В последнее время появились еще гелевые
Кикстартер – это не рудимент
На современных скутерах установлены электростартеры. Повернул ключ, завелся и поехал. Но, если выбрать два одинаковых по характеристикам скутера, лучше тот, у которого вдобавок к электростартеру установлен кикстартер
Тюнинг скутера – серьезное дело
Со временем, скутерист убеждается, что многое его перестает устраивать, как в технических характеристиках машины, так и в ее внешнем виде. Вот и возникает желание сделать своего любимца неповторимым, единственным в мире
Замена сайлентблоков амортизатора скутера
Сайлентблоки амортизатора предназначены для соединения деталей подвески с рамой таким образом, чтобы максимально снизить колебания при передаче их от одного механизма скутера к другому
Замена тормозного суппорта скутера
Суппорт является одной из деталей гидравлического дискового тормоза, в систему которого так же входят: рукоятка, главный цилиндр, диск и соединительные шланги. Он служит для передачи усилия от ручки тормоза до тормозного диска и колеса
Двигатель скутера – правильная обкатка
Правильно обкатать двигатель скутера – залог его долговременной и качественной службы. Так что, к этому процессу следует подходить со всей серьезностью, а не сразу на новенькой машине пускаться во все тяжкие
Замена головки цилиндра скутера
Головка цилиндра, по сути, является одной из основных частей цилиндропоршневой группы скутера. С одной стороны она выполняет функцию корпуса, в котором работают поршень, элементы газораспределительной системы и распредвал. С другой стороны
Замена успокоителя цепи ГРМ скутера
Успокоитель цепи ГРМ, является необходимым и очень важным элементом системы подачи топлива в цилиндр, обеспечивая правильное расположение цепи относительно звездочек
Поршень на скутер – как его правильно установить
Поршень позволяет превращать энергию расширяющегося газа в возвратно-поступательные движения поршня, которые превращаются в крутящий момент на оси двигателя. Вот так мы и ездим. Но не все ездят аккуратно
Замена тормозных колодок скутера
Одним из важных компонентов является барабанный тормоз. Обычно с заменой тормозных колодок скутера не возникает особых проблем, но нельзя не сказать, что присутствуют некоторые аспекты, о которых необходимо знать каждому владельцу скутера.
Замена поршневых колец скутера
Понижение уровня тяги, уменьшение максимально возможной скорости, синеватый дым, несущийся из глушителя, плохая динамика разгона – вот краткий перечень признаков износа поршневых колец скутера
Пластик на скутер – инструкция для неленивых
Пластик на скутер – лицо техники. Скутер — универсальный транспорт, потому и вид он должен иметь соответствующий. Блестеть, сиять. Но поездки по камням, лесным тропинкам и прочим прелестям, в первую очередь, сказываются именно на пластике
Замена подшипника коленвала скутера
Подшипник коленвала скутера обеспечивает передачу двигательной силы от цилиндропоршневой группы на заднее колесо скутера. При этом возвратно-поступательные движения преобразуются валом во вращательные
Как выбрать и заменить воздушный фильтр скутера
Воздушный фильтр скутера является очень важной деталью в топливной системе этого транспортного средства. Он предназначен для очищения воздуха, который поступает в карбюратор, от частичек мусора и пыли
Вариатор скутера – стоит ли в нем ковыряться?
Ни одно транспортное средство, не может обойтись без устройства, которое бы меняло соотношение оборотов двигателя и оборотов ведущего колеса. Иначе, машина не вытягивала бы под горку, не могла бы плавно тронуться с места или разогнаться
Замена спидометра скутера
Принцип работы системы измерения скорости заключается в передаче крутящего момента от переднего колеса к магниту спидометра. Для этого на переднем колесе установлена машинка привода троса спидометра, внутри которой расположены шестеренки
Замена подшипника колеса скутера
Подшипники колеса скутера, несмотря на свой небольшой размер и простоту конструкции, фактически обеспечивают комфортное передвижение транспортного средства
Замена реле поворотов скутера
Основным предназначением реле поворотов скутера является обеспечение прерывистой подачи электричества на лампочки поворотных фар
Замена коммутатора скутера
Важнейшая деталь системы зажигания — коммутатор скутера, который способствует передаче напряжения от генератора к свече. Основная функция этого устройства — накапливать и своевременно подавать на высоковольтную катушку импульс
Замена вала заднего колеса скутера
Вал заднего колеса скутера является одной из деталей редуктора, которая обеспечивает вращение колеса. Вся система служит для передачи крутящего момента от корзины центробежного сцепления на колесо при помощи системы валов и шестеренок
Ремонт цилиндропоршневой группы скутера
К ЦПГ скутера относится сам цилиндр с отверстиями для двух клапанов (выпускного и впускного), поршень с установленным на нем компрессионным и маслосъемным кольцом, сепаратора и поршневого пальца со стопорным кольцом
Ремонт подшипника рулевой колонки скутера
Рулевая колонка обеспечивает передачу движения от руля к переднему колесу скутера, что предоставляет ему возможность совершать разнообразные манёвры. Наличие двух подшипников рулевой колонки способствует минимизации силы трения рулевой колонки о раму скутера
Ремонт ГРМ скутера
Газораспределительный механизм (ГРМ скутера) отвечает за своевременную и бесперебойную подачу бензиново — воздушно — масляной смеси в цилиндр двигателя для ее дальнейшего воспламенения
Замена диска сцепления на скутере
Современные скутеры комплектуются автоматическим механизмом сцепления. Такой удивительный механизм позволяет скутеристу максимально наслаждаться поездкой, получая массу удовольствия. Диск сцепления входит в состав данного механизма
Замена сайлентблоков скутера
В строении любого транспортного средства все элементы подвески соединены с рамой с помощью резино — металлических шарниров, именуемых сайлентблоками. Не стали исключением в этом плане и скутеры
Замена лепесткового клапана скутера
Лепестковый клапан скутера тесно связан с карбюратором, выхлопной трубой (патрубком) и цилиндропоршневой группой, имеет форму одно -, или двускатного элемента
Замена коммутатора скутера
Коммутатор скутера служит для передачи заряда генератора на высоковольтную катушку системы зажигания. Кроме того он накапливает электроэнергию, повышая ее до 400В
Выбор видеорегистратора на скутер
Видеорегистратор — это современная система записи и сохранения информации о дорожной ситуации, позволяющая скутеристу более уверенно чувствовать себя во время езды
Замена статора генератора скутера
Статор является одной из составляющих генератора и вместе с ротором отвечает за выработку электроэнергии, питающей все системы скутера
Ремонт коленвала двигателя скутера
Важную роль в системе двигателя играет коленчатый вал. Он призван превращать возвратно-поступательную энергию движения поршня во вращательную и последующую передачу ее на генератор, сцепление, коробку передач и заднее колесо скутера
Убей в себе лихача. 5 классических ошибок скутериста
Как бы ни менялись эпохи, умение ездить верхом ценилось всегда. И не имеет значения, что под седлом: боевой скакун или Honda Lead. Научиться гонять легко, но это не все что нужно освоить. Классические ошибки, которые лучше запомнить и не повторять
Автохимия для скутера
Новый скутер блестит и сверкает яркой краской обвеса и чистотой металлических деталей. Но уже через несколько дней эксплуатации пыль и грязь на панелях транспортного средства огорчают владельца
Устройство и принцип работы поршневой скутера
Работа деталей поршневой состоит в возвратно — поступательных движениях поршня внутри цилиндра. Дальнейшая работа различается для 2-х и 4-х тактных двигателей. В материале рассмотрены обе системы
Замена траверсы скутера
Траверса является неотъемлемой частью рулевой колонки скутера. Она служит промежуточным звеном между рулем, рулевой колонкой и передней вилкой скутера
Замена амортизаторов скутера
Амортизаторы скутера предназначены для погашения удара колеса о неровности дорожного покрытия. По-другому, они нужны для того, чтобы скутерист не страдал при езде, ощущая каждую ямку
Ремонт и обслуживание двигателя скутера
Устройство современных 4-х тактных двигателей состоит из двух основных систем. Работу этих систем обеспечивают практически все системы скутера и без их взаимодействия работа двигателя была бы невозможной.
Ремонт и замена генератора скутера
Генератор — деталь системы зажигания скутера, обеспечивает высоковольтную катушку необходимым количеством электроэнергии для воспламенения искры. Также служит для выработки энергии для питания электрических приборов скутера.
Ремонт системы охлаждения скутера
При сжигании топливной смеси в цилиндре двигателя скутера выделяется огромное количество тепловой энергии. Детали двигателя нагреваются и если их не охлаждать, они деформируются под воздействием высоких температур
Выбор сигнализации для скутера
Сигнализация по-прежнему является самым эффективным средством от воров. При нынешнем развитии общества в такой защите стали нуждаться не только автомобили, но и мотоциклы, скутера и даже велосипеды
Выбор и замена свечей для скутера
Свечи зажигания выполняют одну из важных функций в работе скутера и одновременно являются частью двух его систем. Свеча является конечным звеном в системе зажигания и одной из деталей системы двигателя
Как провести мото-путешествие с наибольшим удовольствием
Начинается сезон отпусков, многие готовятся в мото-путешествия. Всем начинающим и более опытным любителям устроить мотопробег на дальние дистанции необходимо знать массу нюансов, дабы избежать любых неприятных событий на дороге
Замена и ремонт спидометра на скутере
Принцип работы спидометра прост — от переднего колеса скутера вращательное движение передается на тросик спидометра с помощью шестеренок. Другой конец тросика крутит магнит внутри цилиндра, что создает сильное магнитное поле
Ремонт электрики скутера
Система электроснабжения скутера обеспечивает подачу тока на свечу, лампочки и датчики для их нормальной работы
Что такое мотоэкипировка и зачем она нужна?
Мотоэкипировка служит защитой тела водителя при езде, авариях и падениях и состоит из системы специальных приспособлений, которые описаны в этом материале. Основное внимание уделено мотошлему
Предназначение и разновидности моторезины
Шины транспортного средства единственная деталь, контактирующая с дорожным покрытием. Чем лучше сцепление покрышки с дорожным покрытием, тем увереннее чувствует себя машина, мотоцикл или скутер на дороге
Ремонт редуктора на скутере
В скутерах почти всегда используют двухступенчатый зубчатый цилиндрический редуктор, имеющий высокое передаточное число и в несколько раз снижающий обороты шкива вариатора
Ремонт и замена кик стартера скутера
Кик стартер предназначен для запуска двигателя скутера и служит альтернативным агрегатом при проблемах с электростартером. Также «заводную ножку» используют для запуска двигателя при полностью разряженном аккумуляторе.
Ремонт сцепления на скутере
В материале рассказывается об устройстве, обслуживании и ремонте сцепления скутера. Подробно описан процесс замены накладок
Пластик на скутер
Красивые и стильные блестящие щитки, корф и панели для ног выглядят, словно металлические и прочные. На самом же деле они исполнены из прочного пластика и окрашены особым методом
Поршень на скутер: теория и практика
Поршневая система двигателя скутера является основной движущей силой при работе механизмов данного транспортного средства. В материале рассмотрен принцип работы и практический ремонт поршневой системы
Ремонт тормозной системы скутера
Система торможения скутера представляет собой отдельные тормоза для каждого колеса, которые призваны, при необходимости замедлить или полностью блокировать движение этого транспортного средства
Ремонт и замена карбюратора на скутере
Карбюратор скутера состоит из хрупких и ломких деталей, которые могут приходить в негодность. Запчасти данной системы очень чувствительны к пыли и частичкам грязи
Вариатор скутера — устройство и принцип действия
Чтобы понять принцип работы вариатора, можно представить себе механику изменения передаточных отношений в обычных двухколесных велосипедах. Их вариатор выглядит как некоторое число звездочек спереди, которые соединяются цепью
Замена воздушного фильтра на скутере
Если при профилактическом осмотре на воздушном фильтрующем элементе были обнаружены механические повреждения, разрывы или разнообразные виды деформации, то такая запасная часть подлежит немедленной замене на новую
Замена амортизаторов на скутере
Как и любой запасной части, амортизаторам скутера свойственно выходить из строя. В большинстве случаев амортизаторы не ремонтопригодны, поэтому единственным вариантом устранения такой неисправности является их замена
Как выбрать скутер
Автомобиль для многих довольно дорогое удовольствие, а приобрести скутер вполне доступно даже людям с небольшим достатком. И удовольствие от вождения легкого мобильного скутера гораздо больше, чем от автомобиля. Особенно хорош
Бендикс скутера: конструктивные особенности и принцип работы
Бендикс связан со стартером, и его функции заключаются в передаче вращательного импульса непосредственно на двигатель. Когда двигатель набрал обороты, кнопка «Старт» выключается, стартер прекращает вращаться, а бендикс отсоединяет двигатель от стартера
Как правильно выбрать аккумулятор для скутера
Аккумулятор скутера служит для запуска двигателя и работы некоторых систем. Поэтому правильность его выбора очень важна, поскольку от него зависит работа всего транспортного средства
Внешний тюнинг вашего скутера
Для тех, кто хочет сделать свой скутер более мощным, стильным и уникальным, отличным средством станет его тюнинг. Он имеет два основных вида: внутренний тюнинг и внешний, о котором и пойдет речь
Мотоэкипировка — виды и назначение
Хозяин байка, спортивного мотоцикла или скутера должен быть защищен от травм и от погодных условий в летнее и зимнее время. Современная экипировка мотоциклиста удобная, функциональная, стильная, долговечная, надежная
Как правильно подготовить мотоцикл к новому сезону?
С приходом первого весеннего месяца все мотоциклисты начинают понемногу приводить своего «железного коня» в порядок. Если все сделать правильно, то весь последующий мото-сезон продет «безукоризненно»
Как заменить глушитель
Глушитель у скутера тоже может выйти из строя, и наиболее частая его поломка заключается в том, что он попросту забивается. Первое время это становится заметным по недобору мощности
Ремонт и замена генератора на скутере
Нередко случается, что скутера и мопеды приходится ремонтировать в гаражных условиях. Генератор скутера – это важный узел всей системы, который вырабатывает необходимую электроэнергию.
Мото наколенники: свойства лучших моделей
На мотоцикл мечтают сесть многие, но в путешествие на двухколесном мотодруге без мотоэкипировки не обойтись. Защищать необходимо все стратегически важные места, в том числе нельзя обойтись без мотоциклетных наколенников
Важная деталь – поршень на скутер: выбор и замена
Каждый скутерист знает, что поршень на скутере является одной из главных деталей. Пока скутер новый — он просто летает, но со временем начинает ползать, значит, необходимо приобретать новый поршень на скутер
Зажигание на скутер и особенности этой системы
Зажигание на скутер отвечает за воспламенение смеси, которая свечой зажигается в нужный момент. Чтобы напряжение стало таким как надо этого ток проходит некоторые этапы преобразования
Ремонт редуктора скутера
Одним из уязвимых мест скутера является редуктор. Именно он постоянно находится под нагрузкой, а без своевременного технического обслуживания может выйти из строя
Как улучшить мощность двигателя скутера
Большинство владельцев скутеров задаются вопросом, каким образом можно увеличить запрограммированную мощность двигателя. Каждому хочется, чтобы двигатель скутера обладал более быстрым разгоном и в то же время был в состоянии выдержать нагрузку
Качественная чистка карбюратора на скутере
Когда появляются такие симптомы, как провалы при разгоне мопеда, мотор начинает глохнуть, возникает «плавающий» холостой ход, с трудом запускается мотор: всё это и многое другое является результатом некорректной работы карбюратора, который подлежит элементарной чистке
Качественный тюнинг вариатора на скутере
Как правило, многие автолюбители ошибочно считают, что тюнинг вариатора на мопеде заключается лишь в механическом его усовершенствовании. На самом деле, проведение корректного тюнинга при помощи домашнего инструмента, это утопия
Моторезина – как правильно выбрать?
Если раньше мало уделяли внимания колёсам и резине, предполагая, что они играют незначительную роль в конструкции автомобиля, то в наши дни все понимают, что от корректного выбора резины для машины или мотоцикла будет зависеть не только расход топлива, но и показатели мощности практически всех систем
Генератор скутера.
На сегодняшний день современные мопеды оснащены огромным количеством различных электронных устройств, которые естественно, осуществляют свою работу за счёт электричества и даже аккумуляторная батарея нуждается в наличии тока
Преимущества установки ксенона на мопед
На сегодняшний день ксеноновое освещение является неотъемлемым атрибутом современного скутера или мотоцикла. Подобные фары потребляют минимум электроэнергии и более эффективно освещают дорожное полотно
Какой моторюкзак может защитить водителя
О такой вещи, как моторюкзак, наслышаны все, даже те, кто не является счастливым обладателем своего мотоцикла или скутера, но вот о его защитных свойствах догадываются лишь единицы.
Кикстартер на мопеды – зачем он нужен?
Если ваш любимый мопед имеет ножной стартер, то неожиданно севший аккумулятор или неисправность в электрической системе зажигания мопеда, не оставят вас без вариантов – вы сможете произвести запуск мотора при помощи «заводной ножки»
Принцип работы системы охлаждения двигателя скутера
Система охлаждения в скутере организована таким образом, что постоянно сохраняется одна и та же температура, которая признана производителями оптимальной. Она не допускает деформации деталей, а также их перегрева
Двигатель скутера двухтактный vs четырехтактный
Перед тем как приобрести скутер, возникает много вопросов, на которые найти ответ крайне важно. Поскольку двигатель скутера является его сердцем, то важно определиться каким он должен быть двухтактным или четырехтактным
Как правильно пользоваться и обслуживать кикстартер
Большинство сегодняшней мототехники оснащено электростартером вследствие того, что им легко и удобно пользоваться. Нередко сегодня встречаются мотоциклы, мопеды и скутера, где кикстартер присутствует наряду с электростартером
Профессионалы о покрышках: полезные советы новичкам
Чтобы выбрать моторезину для своего мотоконя, недостаточно просто посмотреть на ее внешний вид. Следует знать основные параметры каждого вида покрышек и четко осознавать в каких условиях они будут эксплуатироваться
Двигатель скутера
Современные скутера имеют 2-4 передачи и оснащаются максимально эффективными моторами для такого вида трансмиссии, работающими в четыре такта. Такие моторы отличаются большей мощностью и являются экономически выгодными
Как зарядить аккумулятор скутера: базовые советы
Научиться заряжать аккумулятор скутера самостоятельно достаточно просто. Изучите базовые рекомендации и четко им следуйте. Сам процесс очень простой, поэтому даже новички с ним справятся без особого труда. Понадобится
Карбюратор скутера. Правильная регулировка
В карбюраторе происходить смешение бензина с воздухом и формирование, таким образом, топливной смеси, перед ее подачей в цилиндр скутера. От качества и правильного состава топливной смеси зависит
Тросы управления на скутере. Обслуживание и замена
Различные тросики газа, тормоза, спидометра и т.д. играют очень важную роль в системе управления скутера. Их не правильная или не совсем корректная работа может привести к весьма серьезным последствиям
Как работает генератор скутера
Генератор скутера обеспечивает электроэнергией практически все узлы скутера. Без него невозможна работа фар, габаритов, системы зажигания, различных электрических приборов, датчиков, подсветки
Принцип работы системы зажигания на скутере
Зажигание на скутере основано на свойствах воздушно-топливной смеси, воспламеняясь, она запускает рабочий механизм. Подается она карбюратором и поступает в цилиндр, поджигание осуществляется свечой
Моторезина. Правильное хранение
По своей сути моторезина практически ничем не отличается от автомобильных шин и поэтому при ее хранение можно смело опираться на автомобильный опыт, а у кого его нет, мы расскажем
Как на видео —
Важно! Внимание! Пожалуйста, прочитайте!
После загрузки этих видео и инструкций я поговорил с несколькими людьми, которые повредили свой двигатель или подшипники. Это всегда происходит из-за отсутствия правильных инструментов или знаний.
Если у вас есть какие-либо сомнения, обратитесь к нам или специалисту для ремонта вашего двигателя. Помните, запчасти для этих двигателей в настоящее время недоступны!
КОМПОНЕНТЫ
1.Коленчатый вал
2. Редукторы
3. Промежуточная шестерня
4. Гайка безопасности для датчика крутящего момента
5. Главный двигатель ведущая шестерня и подшипник в сборе сцепления
6. Левый подшипник коленчатого вала
7. Левый наружный коленчатый рычаг стопорные
8. правый наружный коленчатый рычаг стопорное
9. коленчатый вал шестерни стопорное кольцо (не нужно снимать)
10. левый подшипник коленчатого вала стопорное
11. Раздаточный механизм от двигателя к основной сборке привода двигателя
12. Печатная плата винтов
13 Винты правой крышки
14.Крышка мотора правая
______________________________________________________________
1.
Снимите оба шатунных рычага и пластиковые внешние крышки двигателя, затем снимите оба стопорных зажима кривошипа с коленчатого вала.
______________________________________________________________
2.
Снимите 6 винтов T25 Torx с правой крышки двигателя
.
______________________________________________________________
Каков срок службы подшипников коленчатого вала?
В некоторых случаях обслуживание автомобиля несложно и просто.Просто замените масло и ремни в соответствии с рекомендациями производителя, прислушайтесь к странным звукам и следите за контрольными лампами на приборной панели. Многие части дают нам достаточное предупреждение, прежде чем они откажутся от хорошей борьбы. К сожалению, когда речь идет о подшипниках коленчатого вала, нам не нравится такое понимание.
Подшипники коленчатого вала поддерживают коленчатый вал (один из компонентов, который заставляет двигатель вращаться), что звучит достаточно просто. Однако подшипники коленчатого вала также должны снижать трение между вращающимся коленчатым валом и неподвижным блоком двигателя, и именно поэтому они несут большую часть повреждений в течение своего срока службы [источник: Кауфман].
Объявление
Обычно они изнашиваются из-за других функций двигателя, а не из-за функций самого подшипника, поэтому невозможно предсказать, как долго они прослужат или когда выйдут из строя. В идеальных условиях они прослужили бы бесконечно. Однако обычно они состоят из соединений меди и свинца, которые имеют ряд недостатков. Самый важный фактор — смазка. Пока идет постоянный поток чистого масла, подшипники, как правило, продолжают нормально двигаться.Однако если масло грязное или если подача прекращена, тогда и начинаются проблемы.
Подшипники коленчатого вала могут изнашиваться из-за:
- чрезмерный нагрев (если масло не обеспечивает достаточного охлаждения)
- давление
- травление или коррозия из-за воздействия химикатов или кислоты в загрязненном масле
- воздействие грязи или мусора в масле, которые поцарапают подшипники ( в свою очередь, царапая детали двигателя, с которыми они контактируют)
- высыхание из-за утечки масла, засорения или другой плохой циркуляции (также иногда вызванной неправильным размером или установленными подшипниками)
- Контакт металла с металлом (в результате высыхания от плохой поток масла)
Это обычные состояния двигателя автомобиля, а иногда и признаки других проблем.Внешних индикаторов проблем с подшипниками коленчатого вала не так много, но если вы подозреваете, что подача масла может быть нарушена, есть большая вероятность, что внутри может быть преждевременный износ. Если ваш коленчатый вал теряет масло из-за неисправного уплотнения, вы увидите лужу на своем парковочном месте; когда машина работает, вы чувствуете запах горящего масла, капающего на горячий коллектор. Будьте осторожны, потому что дальше становится только хуже [источник: Аллен].
Так что же произойдет, когда подшипники коленчатого вала наконец поддадутся? Если ваш механик говорит вам, что произошел «катастрофический отказ двигателя», он не приукрашивает драматический эффект — это фактически используемый термин.Когда подшипники коленчатого вала выходят из строя, повышение температуры, давления и контакта металла с металлом может вызвать деформацию коленчатого вала и шатунов, что, в свою очередь, приведет к заклиниванию двигателя. Потребуется полностью разобрать и собрать двигатель (если вы решите оставить машину себе).
Хотя у подшипников нет рекомендованного интервала замены, их замена является стандартной частью ремонта двигателя. Вставлять грязные, поцарапанные, корродированные подшипники обратно в заново отремонтированный двигатель не имеет смысла; старые детали быстро повредят свежие детали.Если у вас все же будут новые подшипники коленчатого вала, на этот раз они могут прослужить немного дольше. Некоторые производители оригинального оборудования (компании, которые поставляют производителям автомобилей необходимые им детали) переходят на алюминиевые подшипники вместо традиционных медно-свинцовых подшипников. Алюминий дешевле и прочнее, а также лучше переносит температуру [источник: AA1Car].
Независимо от того, недавно ли у вашего автомобиля произошел катастрофический отказ двигателя, или вы надеетесь на несколько тысяч миль от вашей протекающей нижней части, продолжайте читать, чтобы получить дополнительную информацию о работе и обслуживании двигателя.
Как снять запрессованные подшипники каретки за 12 простых шагов
В последние несколько лет все больше и больше велосипедов поставляются с подшипниками каретки, которые просто вставляются в раму. Вот как их вытащить.
Если ваши запрессованные подшипники каретки изношены или повреждены коррозией, вам необходимо их извлечь. Как следует из названия, эти подшипники не удерживаются на месте резьбой в раме, а вставляются на место и удерживаются трением.
Это иногда не очень хорошо работает, а запрессованные нижние кронштейны получили репутацию скрипящих. Чтобы исправить это, вы можете заменить их и использовать мягкий фиксатор для ниток, чтобы удерживать их на месте, если у вас есть алюминиевая рама.
Сначала вам нужно их достать, что на самом деле довольно просто, если у вас есть правильные инструменты.
В приведенном ниже руководстве показано, что, по нашему мнению, является лучшим способом удаления. Мы включили чашки каретки с запрессовкой без резьбы.Мы перечисляем инструменты и материалы, которые вам понадобятся для выполнения работы, и в некоторых случаях вы можете их купить. Если есть другие, которые вы предпочитаете, не стесняйтесь сообщить всем в комментариях.
Инструменты и материалы
Инструмент для снятия подшипников каретки с запрессовкой
Как снять запрессованные подшипники каретки
1 Снимите шатуны Вам нужно будет снять шатуны. С кривошипом SRAM это означает откручивание 8-миллиметрового шпоночного болта на левом (неприводной стороне) шатуне.Он отвинчивается против часовой стрелки, поэтому, когда шатун направлен к передней части велосипеда, вы установите шестигранный ключ так, чтобы ручка была направлена вперед (как показано на рисунке выше), и нажмите на шестигранный ключ.
2 Голая ось Освободив шатун из шлицевой оси, вы получите доступ к левой чашке каретки. Прежде чем вы сможете это сделать, нужно удалить несколько мелких деталей.
3 Снимите проставки Запишите, сколько их и в каком порядке нужно вернуть проставки.Всегда удобно иметь лист бумаги, на котором вы можете разместить маленькие кусочки в том порядке и ориентации, в которых вы их извлекаете. Фотосъемка на телефон во время разборки деталей также может быть полезной.
4 Снимите правую рукоятку Иногда правая рукоятка (со стороны привода) и ось просто выскальзывают. В других случаях посадка будет плотной. В этом случае используйте резиновую или деревянную киянку, чтобы остро постучать по оголенной левой оси.Это просто нарушит фрикционную посадку и позволит вам выдвинуть приводную сторону. Помните, что вам придется отсоединить цепь, чтобы шатун полностью выдвинулся.
5 Голая нижняя скоба После снятых шатунов остались только пылезащитные колпачки на подшипниках, которые нужно снять перед началом работы.
6 Снимите пылезащитные колпачки После снятия прокладок вы можете теперь снять любые пылезащитные колпачки. Они подходят непосредственно к уплотнениям подшипников.В этой модели Криса Кинга используется понижающий переходник BB30 на 24 мм, который служит также пылезащитным колпачком. Другие модели могут использовать более плоские пылезащитные крышки традиционного вида.
7 Использование съемника подшипников Может быть не сразу понятно, как вы используете Park Tool BBT-30.3. Конец металлического молотка вводится через одну сторону каретки (вы можете начать с любой стороны). Головка шире, чем отверстие в подшипнике, поэтому вам придется пойти под углом, вставить первую сторону головки, как показано, затем выпрямить инструмент и повторить, чтобы другая сторона головки попала внутрь подшипник.
8 Расположите инструмент напротив подшипника Когда вы поместите инструмент внутри корпуса каретки, расположите головку так, чтобы ступеньки, залитые в головку инструмента, прилегали к внутренним краям подшипника. Когда рукоятка инструмента находится в мертвой точке корпуса каретки, вы должны почувствовать, что обе стороны головки инструмента плотно прилегают к задней стороне подшипника. На картинке выше показано, как это должно выглядеть.
9 Установите направляющую Приложив головку к дальнему подшипнику, сдвиньте синюю пластиковую направляющую к подшипнику, обращенному к вам.Это поддерживает вал инструмента и удерживает все на одном уровне, пока вы ударяете молотком по металлическому концу рукоятки инструмента. Резкие удары выбьют дальний подшипник. Продолжайте наносить ровные удары. Держите синий воротник на одном уровне, и вы не ошибетесь.
Если вам приходилось использовать что-нибудь еще в качестве дрифта, запомните это. Только позволяйте внутреннему металлическому кольцу подшипника воспринимать силу. Ни в коем случае нельзя допускать ударов по пластиковым щиткам и внешнему корпусу подшипника, иначе вы рискуете необратимо повредить подшипник.
10 На выходе По мере того, как подшипник начинает двигаться, он аккуратно и равномерно выползает из вкладыша. Здесь вы можете увидеть чашку после трех удачных попаданий. Первый нарушает статическую посадку, второй и третий обеспечивают движение чуть более миллиметра. Продолжайте идти.
11 Подшипник и втулка Втулка выскочит наружу. Будьте готовы поймать его.
12 Извлеките второй подшипник Форма для снятия другой стороны является обратной по отношению к первому, только вам не придется продвигать головку инструмента через подшипник, потому что вы только что сняли ее.Не забудьте правильно установить инструмент на внутренней поверхности второго подшипника, прежде чем ударять по инструменту, так как у вас нет прямой направляющей, которая автоматически обеспечивала бы правильную посадку.
>> Подробнее: Полный архив статей по техобслуживанию road.cc
Как обрабатывать коленчатые валы
Создано: 1 августа 2005 г.
Обновлено: 29 октября 2010 г.
Нажмите на фотографии для более детального просмотра
Вероятно, существует больше способов удерживать консольный коленчатый вал для обработки шатунной шейки, чем способов вызвать непроизвольное нарушение целостности у кошек.Попытка покрыть их все сразу была бы сложной задачей, поэтому, пока я не почувствую себя благословленным лишним временем и энергией, эта страница техники будет ограничиваться самым распространенным типом шахты, которую, вероятно, сделает строитель домашнего магазина: выступом, одноходовой вал, выточенный из цельного прутка. Обсуждая эту тему с The Motor Boys, мы пришли к выводу, что у каждого из нас была своя любимая техника, и все они в некотором роде отличались друг от друга, что часто зависело от различных типов оборудования, которое у каждого из нас есть, и содержимого наших соответствующих ящиков для мусора.У каждого есть достоинства, и все работают. Естественно, я предпочитаю то, как я это делаю, но это изменилось 4 раза за эти годы, и может измениться снова. Так что используйте эту страницу как кладезь идей и посмотрите, что подойдет вам.
Поворот основного журнала
Я прочитал (и использовал) несколько подходов к изготовлению консольного вала. То, что предлагает Уэстбери в его книге Building the Atom Minor Mk III, должно занять первое место среди наиболее трудоемких, но «правильных» способов, включая тщательную разметку, сверление по центру на противоположных пустых поверхностях с последующим (по порядку) поворотом шатунная шейка, затем — главный журнал.Я на самом деле следил за этим на своем Atom Minor и произвел бесполезную шахту из-за неправильного прочтения рисунка, который дал ему больше хода, чем оставалось пространство для размещения. Больше никогда. Что меня действительно убедило, так это то, что я ненавижу выделяться! Я давно разработал процесс, частично основанный на последовательности, описанной Дэвидом Оуэном в его хорошо продуманных инструкциях по обработке дизельного двигателя DIY Mate 2cc, который устраняет необходимость в какой-либо маркировке!Сначала несколько слов о передней части вала — долоте, которая будет нести опору.Большинство двигателей любительской сборки будут производиться из стали и оставаться в мягком состоянии. Термическая обработка вызывает деформацию, требующую обработки вала большего размера, затем шлифовки до окончательного размера и выравнивания. Для «мягких» валов лучший выбор материала — «стрессоустойчивая» сталь, если она у вас есть. Этот станок подходит для работы с острыми инструментами. Старый добрый 12L14 делает обработку вала удовольствием, но он немного мягкий, особенно для двигателей большего размера.
Теперь, поскольку вал останется мягким, он уязвим для аварийных повреждений — обычно в виде изгиба в месте выхода вала из переднего подшипника и уменьшения диаметра, где вал наиболее уязвим.Я обнаружил, что если диаметр здесь 3/16 дюйма или больше, он имеет приемлемую прочность. Если он меньше, даже устойчивость к нагрузкам будет немного слабее, поэтому для меньших валов я настоятельно рекомендую сверлить вал для ввинчивающаяся шпилька, сделанная из винта с отрезной головкой, или даже с использованием высокопрочного болта, если хотите. Многие коммерческие двигатели использовали эту функцию, и по той же причине: легче заменить изогнутую шпильку, чем выпрямить гнутый вал!
Теперь перейдем к валу без разметки.Вырежьте заготовку, которая примерно на 1/32 — 1/16 дюйма длиннее общей длины вала. Вставьте трехкулачковый самоцентрирующийся патрон (3AO) и обработайте концы с минимальным срезом. Отцентрируйте сверло вторую поверхность, затем вытяните заготовку вала так, чтобы она выступала из патрона достаточно, чтобы сформировать основную шейку. Слегка затянув кулачки патрона, поднимите мертвую точку задней бабки, чтобы выровнять заготовку, затем плотно затяните патрон. Все патроны имеют биение, особенно трехкулачковые самоцентрирующиеся. Но даже если 3АО не на 100% выровнено с осью, окончательная цапфа все равно будет сформирована правильно, если мы не будем беспокоить вещи во время чистовых пропилов.Это необработанная веб-часть, которая будет отсутствовать, и мы сможем исправить это позже.
Первые пропилы будут глубокими для удаления большого количества металла, поэтому наклоните инструмент к задней бабке, чтобы при отклонении назад глубина резания становилась меньше, а не глубже. Это защитит от ситуации с «положительной обратной связью», когда раскопки быстро становятся самовоспроизводящимися. Вы не сможете попасть в угол Интернета из этой настройки, но это можно исправить позже. Уменьшите размер журнала до 50 тысяч, затем установите инструмент на чистку рядом с полотном и приготовьтесь к чистовой резке.
Мне нравится делать мои чистовые пропилы в три или более проходов на глубину не более 0,005 дюйма (0,010 дюйма в диаметре). Последний проход мне нравится делать только на 2 или 3 тысячи глубиной, чтобы оставить вал на 0,0005 дюйма, чтобы не более чем на 0,001 дюйма выше размера развернутой втулки. Поскольку вал на самом деле должен быть меньше этого размера, у нас осталось достаточно металла для отделки. Для этого я использую изготовленный в магазине точильный станок, который является копией старого дизайна Sunnen. Увы, отливка, из которой изготовлен этот инструмент, уже не в бизнесе.В качестве альтернативы можно использовать разрезанный пончик с размазанной изнутри алмазной пастой для притирки или даже кусок бумаги с зернистостью 600, подкладываемый плоской стальной линейкой и большим количеством масла. Несмотря на то, что ваш вал может выглядеть гладким после чистовой обработки, это действительно очень тонкий винт, и микроскопический винтовой гребень необходимо удалить. Оттачивайте и полируйте до тех пор, пока она не станет хорошей ходовой частью в кустах — опыт поможет вам.
Если вал должен иметь резьбовое сечение с уменьшенным диаметром, поверните и обработайте его (но без резьбы) до чистовой обработки основной шейки.Заправка резьбы выполняется в последнюю очередь, так как для этой операции нам нужно удалить центр. Что касается центров, я считаю, что «живые» (вращающиеся) центры слишком неточны для чистовой обработки валов. Вы можете использовать один, когда загибаете бланк, но измените его на «1/2 мертвой точки» для чистовой обработки. Вырез в центре этого типа позволяет использовать наконечник инструмента по мере его уменьшения.
Диаметр шейки кривошипа теперь должен быть повернут так, чтобы он был концентрическим по отношению к главной шейке. Насколько концентрически, зависит от того, как вы будете формировать шатунную шейку.Если вы оставили достаточно выступающих из челюстей, хорошо — сделайте это при той же настройке. В противном случае захват вала цанговым патроном на шейке будет прекрасным и даст очень точные результаты при условии, что у вас есть подходящая цанга. В отчаянии за вал можно легко ухватиться в 3AO с помощью прокладки из алюминиевой банки для напитков, используемой для защиты отделки. Это может вызвать несколько тысяч эксцентриситета в зависимости от состояния вашего патрона. Пуристы могут захватить 4-х кулачковый независимый патрон (4JIC) и точно синхронизировать короткую, выступающую часть цапфы.Однако, если вы используете приспособления для смещения, описанные ниже, одна или две эксцентриситета между полотном и журналом не будут иметь никакого значения.
Поворот шатуна
Для этого потребуется специальный приспособление или приспособление. Я видел, как в журналах появлялись несколько довольно причудливых дизайнов — не говоря уже о том, что они были непрактичными, просто необычными — я уверен, что их дизайнеры любили их! Однако все они предназначены для выполнения одной и той же основной задачи: удерживать обработанную обработанную шейку вала параллельно оси токарного станка, но со смещением от нее, чтобы шатунный шатун после обработки был идеально выровнен точно параллельно оси главной шейки.Кроме того, некоторые конструкции, особенно те, которые предназначены для высокой производительности, не выравнивают эти оси параллельно ! Это связано с тем, что шатун на перемычке консольного кривошипа будет отклоняться в разной степени в зависимости от давления, оказываемого на него шатуном. В точке наибольшего давления отклонение будет наибольшим, поэтому, когда штифт выходит из параллельности, трение будет максимальным. Смещая штифт, конструкторы пытаются уменьшить это трение во время рабочего хода, допуская, что трение будет выше, когда штифт находится под меньшей нагрузкой, но тем не менее надеются на общий выигрыш.Знание того, что вы добились успеха в этой игре, требует довольно сложного измерительного оборудования и изготовления нескольких кривошипов (желательно запускать более чем в одном случае для учета производственных допусков). Мы просто стремимся сделать так, чтобы штифт был как можно более параллелен оси кривошипа.
Крепление пластины Keats
Вот приспособление, известное как «тарелка Китса» (или угловая пластина). Я полагаю, что название происходит от английской компании, которая впервые выпустила его в качестве коммерческого предмета из каталога.Его использование должно быть очевидным: основной корпус прикручен болтами к лицевой панели токарного станка, а вал зажат в продольной ‘V’ меньшей зажимной пластиной. Если на лицевой стороне конца бланка сделана отметка кернером, смещенная от центра ровно на половину требуемого броска, пластину Китса можно отрегулировать на лицевой пластине так, чтобы эта отметка проходила точно, а штифт повернулся.
Показанная здесь пластина (со стандартным 12-дюймовым цифровым штангенциркулем, показанным для сравнения размеров) гордо сидит на моей теневой доске и почти никогда не используется.Он был изготовлен (с уважением) из набора чугунных отливок, импортированных из Англии за большие деньги. Я обнаружил:
- Это немного больше для маленьких кривошипов, и зажимная пластина «V» может повредить отделку вала, если затянуть ее до точки, при которой вы абсолютно уверены, что вал не будет двигаться во время прерывистой резки.
- И наоборот, для больших валов V может быть на короткой стороне (в продольном направлении), а это означает, что длина неподдерживаемого вала, нависающего над приспособлением, может вызывать опасения.Добавьте к этому прерывистый рез, и появится возможность остаточной деформации.
- Наконец, существует проблема получения комбинации прорезей для пластин Китса и прорезей на лицевой пластине, которые дают правильный бросок.
Мой окончательный вывод состоит в том, что старый бедный прибор Keats на 90% бесполезен для той цели, которую я сделал. Иногда это оказывается идеальным решением (сразу приходит в голову центральная часть вала Taplin Twin), но в целом есть лучшие, более дешевые и эффективные способы выполнения работы.
Использование 4-кулачкового патрона
Все мы знаем, что 4-кулачковый патрон способен удерживать заготовку в любом положении по отношению к оси токарного станка в пределах своих возможностей, так почему бы не использовать его? Две проблемы. Во-первых, это тенденция губок оставлять отметки на поверхности захватываемого материала. Ударные силы, возникающие при формировании шатунной шейки из-за прерывистого резания, довольно высоки, поэтому вал необходимо удерживать очень надежно. К тому времени, когда мы добираемся до шатунной шейки, шейка, как правило, окончательно обточена и отточена, поэтому вероятность того, что кулачки патрона повредят поверхность, высока.Во-вторых, по мере того, как расстояние от центра увеличивается — скажем, под воздействием челюстей №1 и 3, челюсти №2 и 4 постепенно смещаются «не по центру». Когда ход велик по сравнению с радиусом шейки, мы можем закончить тем, что кулачки № 2 и 4 вообще не будут касаться заготовки и, следовательно, оставить наш вал практически неограниченным по одной оси.
Джим Фрю (Великобритания) предложил ответ на этот вопрос: набор небольших V-образных блоков, которые эффективно обеспечивают трехточечный зажим шейки (одна губка и две стороны V), обеспечивая при этом хорошее, близкое к центральная поверхность для зажима наших губок №2 и №4, что обеспечивает полное закрепление вала по обеим осям.Если у вас нет очень тяжелых рук с ключом патрона, тонкой прокладки из тонкой латуни или алюминия между цапфой вала и голой губкой будет достаточно, чтобы защитить вал от повреждений зажимным давлением. Видимые здесь приспособления Джима круглые, но с тем же успехом их можно сделать и из квадратной заготовки. V должен быть очень точным по отношению к «оси» блока, но этого нетрудно добиться при хорошей настройке на фрезере с использованием пазового сверла (фрезы с 2 или 3 канавками) для получения как V лица одновременно.
Таким образом, после установки вы можете либо отцентрировать на отмеченном центральном выступе на конце бланка с помощью воблера и DTI, либо просто синхронизировать пустой конец вала для достижения желаемого хода. Все, что вам нужно, — это набор блоков такого размера, чтобы при требуемом смещении губки № 2 и 4 приходились в разумное положение по центру зажимного блока, если он круглый (если используется квадратный блок, это становится гораздо менее критичным). Простое и близкое к универсальному решению. Единственными недостатками являются необходимость в точности изготовления V-образного блока и отсутствие положительного ограничения на кривошип, вращающийся под давлением чрезмерно амбициозного прерывистого резания.
Приспособление для смещения
Это популярная и простая джиг-приманка. Заглушка из стали (или алюминия, или даже латуни) удерживается в 4JIC так, что она вращается эксцентрично на величину, равную требуемому броску. Затем зажимное приспособление просверливают и затачивают до размера шейки кривошипа. При желании этап развертывания можно не выполнять, так как полировка нам не нужна, так как вал в нем не вращается (надеюсь!). Однако при сверлении требуется осторожность, так как конечный результат будет зависеть от осевого расположения отверстия на зажимном приспособлении.Если сверло блуждает, вал не будет удерживаться на линии, параллельной оси токарного станка.После сверления реализуется одна из нескольких схем удержания вала в кондукторе. Они описаны ниже, и вы можете сделать свой выбор. При использовании зажимное приспособление просто захватывается в 3AO, автоматически смещая пустой конец вала для поворота штифта. Как мы увидим позже, у Берта Штрейглера есть инновационная альтернатива, которая усложняет использование, но делает приспособление «универсальным», вместо того, чтобы требовать по одному для каждого диаметра вала и комбинации хода.
Как только вал захвачен, штифт поворачивается. Перед этим всегда держите под рукой шатун, если только вы не являетесь мастером-станочником, способным сделать штифты с ходовой посадкой в отверстии, которое еще не существует (в этом случае вы не будете читать эту чепуху!). Есть два основных способа для формирования штифта: выполнение ряда продольных проходов или выполнение еще большего числа радиальных проходов с последующими продольными чистовыми проходами. Первый позволяет снимать больше металла, но приводит к «прерывистому резанию», которое оказывает тяжелое воздействие на инструмент, инструменты и ваши нервы.Я предпочитаю делать радиальные проходы, удаляя от десяти до пятнадцати тысяч за проход, останавливаясь, когда инструмент только начинает делать полностью круговой рез. Да, это тоже прерывистый разрез, но как-то он кажется более добрым для инструмента и нервов. Прекратите делать проходы, когда вы находитесь в пределах десяти тысяч от полотна, затем начните делать тонкие продольные проходы до тех пор, пока не будет достигнут теоретический диаметр шатуна шатуна. Последний проход может быть использован для «лицом» к сети.
Посадка шатуна на шатун должна быть свободной и обеспечивать достаточный зазор для масляной пленки.Штифт полируется с использованием традиционной рукоятки 600 влажной и сухой, подкрепленной стальной линейкой и большим количеством масла. Полируйте до тех пор, пока (очищенный) штифт не войдет в шатуны плавно и без затяжки. Кстати, инструменту, который используется для чистовой обработки штифта, нужен небольшой радиус вершины (или фаска), чтобы не было резкого перехода к полотну, вызывающего напряжение. Естественно, на шатуне необходимо снять фаску, чтобы приспособиться к этому радиусу.
Теперь разберемся, как надежно удерживать кривошип в зажимном приспособлении.
Метод установочного винта
Я всегда называл это «установочный винт», но на самом деле для этого можно использовать винты с головкой под ключ или шестигранник ( В сторону: читатели из США, скорее всего, будут знать «установочные» винты как «установочные» винты. винты без головок, которые могут полностью войти в резьбовое отверстие — отсюда и соединение с «зацепом», которое, кажется, пришло из Англии и прочно укоренилось в Австралии и Новой Зеландии. Конец aside ). Просверливаются два отверстия, радиально пересекающие отверстие для вала в кондукторе.Затем на них нарезают два винта, которые при затяжке будут удерживать вал на месте в зажимном приспособлении. Чтобы кончики винтов не оставляли следов на валу, две медные пробки повернуты до диаметра чуть меньше меньшего диаметра резьбы. Вал вставлен и колодки опущены в отверстия. Когда винты затягиваются над подушками, винт немного расширяется, и резьба вгрызается в них, удерживая их на месте, когда вал позже будет удален. В джиг-приманке, показанном здесь, винты были вынуты, так что слизняки были видны (личинки? Слизни? Для меня это похоже на банку с червями).
Мне этот метод никогда особо не нравился. Просверливание и нарезание резьбы отверстий, изготовление медных заготовок и т. Д. Требует значительных усилий. И давление, которое они оказывают на вал, в лучшем случае является минимальным, если удерживать его от смещения под прерывистым резом. Этот метод действительно требует страховки в виде штифта, который входит в отверстие (или паз) в кривошипе. Я видел коммерческие шатуны с небольшой прорезью на ободе перемычки, которая, должно быть, зацепила стопорный штифт. В других просверлено отверстие в шатунной шейке.А также содействие статической балансировки, это еще один хороший для за вход предотвращения вращения пальца.
Положительным моментом является то, что вал может быть вставлен без снятия или осадки зажимного приспособления в патроне, он действительно пригоден для производственного использования и позволяет просверливать отверстие по центру зажимного приспособления и смещать в 4JIC с использованием воблер в самой лунке. Но я ленив; Если мне удастся избежать этой булавки и отверстия, которое должно совпадать с ней, я сделаю это и сделаю это!
Разъемное приспособление
Вы можете позволить патрону обеспечивать усилие зажима, просто пропилив часть зажимного приспособления, а затем сделав так, чтобы рез попал посередине между парой губок при затягивании.Так делают все маленькие приспособления, которые здесь можно увидеть. Усилие зажима теперь распределяется по большей площади по сравнению с двумя маленькими медными подушечками, описанными ранее. Я обнаружил, что для небольших валов этого достаточно, чтобы предотвратить нежелательное смещение, если вы будете осторожны и сделаете относительно мелкие надрезы. Также обратите внимание, что приспособления имеют штамп (в большинстве случаев) с тем, для чего они предназначены. Я, возможно, никогда не сделаю еще одну, но если сделаю, то по крайней мере научусь использовать шляпную джигу!
Ссылаясь на фотографию выше, вы увидите некоторые изменения в положении пропила.После некоторых экспериментов я пришел к выводу, что показанная ориентация — это нижний правый угол (для ML Midge оптимальна для лучшего зажима — факт, который был бы сразу очевиден для Слепого Фредди и его собаки, но тем не менее мне потребовалось время. ..
Простейшая из всех приспособлений
И, наконец, мы подошли к моему предпочтительному приспособлению: как только отверстие просверлено, все готово — насколько это просто! Длина координатно такова, что propnut (и шайба, естественно) может быть использован, чтобы нарисовать вал очень твердо в зажимном приспособлении.Для валов меньшего размера винт с головкой под ключ в резьбовом отверстии для шпильки выполняет ту же работу. Я обнаружил, что это обеспечивает достаточную силу зажима для предотвращения вращения вала.
Если вы нервничаете, просверленное отверстие под штифт, препятствующее вращению, описанное ранее (и показанное ниже в адаптации этого приспособления Бертом), можно использовать для полного спокойствия. Еще одна уловка — центрировать отверстие шатунной шейки после установки зажимного приспособления и поднять половину центра задней бабки в качестве защиты от проворачивания.У меня бывали смещения валов в «раздельных» зажимных приспособлениях, но всегда из-за того, что я делал слишком глубокий надрез или позволял инструменту врезаться в полотно при продольном резе при самодействии. Моя вина полностью. Обычно этого не происходит. Но даже в этом случае вал можно повернуть назад, так что частично сформированный штифт окажется где-то там, где он был раньше. Пока вы находитесь близко, любой эксцентриситет будет устранен во время чистовых проходов, которые будут снимать не более десяти тысяч диаметров, а перемещение заготовки с такой небольшой силой резания неслыханно.Таким образом, любой из вышеперечисленных вариантов, со стопорным штифтом или без него, можно использовать довольно успешно. Развивайте собственную технику изготовления джигов, чтобы вам было удобно и уверенно. Но тарелка Китса, висящая на стене, — это всегда хороший вариант для необычной работы.
Никаких приспособлений!
Этот метод появляется в серии Aeromodeller Дэйва Сагдена 1955 года выпуска, посвященной созданию высокопроизводительного дизельного двигателя объемом 2,5 куб.Так что я собираюсь называть это методом Сагдена, хотя оказалось, что это не редкость для инженеров-моделистов, поскольку у них есть трехкулачковые самоцентрирующиеся патроны. Откровение Дэйва состоит в том, что можно собрать кулачки патрона так, чтобы они не самоцентрировались!
Поместите пальцы на каждую губку патрона, нажимая их внутрь, открывая патрон ключом. Первая челюсть, которая выскочит из свитка, будет челюстью №3.Как только вы почувствуете, что он переступает границу начала прокрутки, остановитесь и снимите челюсть. Уловка состоит в том, чтобы закрыть патрон на несколько оборотов перед заменой кулачка №3. Патрон теперь будет «центрировать» пруток, смещенный к кулачку №3. Сколько будет зависеть от наклона вашего свитка и того, где челюсть вернулась по сравнению с двумя другими.
Сам Sugden Special имеет ход 0,600 «. На моем патроне я обнаружил, что два оборота смещения дают ход 0.593 «. Неплохо, но небольшая математика показывает, что это уменьшит рабочий объем двигателя с 2,49 куб. См до 2,46 куб. См. Таким образом, кусок алюминиевой ложи для напитков толщиной 0,004 дюйма был помещен под зажимы № 1 и 2. После того, как все подтянулось, DTI теперь показал, что полоса отклоняется от центра на 0,601 дюйма. Я бы сказал, что достаточно близко для джаза.
Как заметил Дэйв Сагден и как видно из фотографий, патрон моего Myford не может, как выразился Дэйв, «проглотить» стержень, поэтому при формировании штифта требуется поддержка задней бабки.Это может быть небольшой центр, и, если хотите, штифт можно сделать слишком длинным, а часть или весь центр осторожно повернуть в сторону, когда штифт будет готов. Если вы работаете с маленьким валом в достаточно большом патроне, опора не понадобится.
То, что мы действительно видим здесь, — это вариант использования 4-кулачкового независимого патрона для захвата ложи. Обратной стороной является то, что штифт должен быть сформирован перед цапфой, и для этого будет немного сложнее закрепить заготовку, так что в конце концов нам придется сделать небольшую приспособление.
Повернув штифт, но перед тем, как вернуть патрон в нормальное состояние, зажать в патроне пруток того же диаметра (или большего) с использованием тех же регулировочных шайб. Теперь просверлите отверстие в заглушке примерно на 0,010 дюйма больше шатунной шейки. Отверстие будет смещено от центра на тот же ход, что и на зародышевом валу. Дополнительный диаметр предназначен для защитной прокладки, поэтому отрегулируйте размер в соответствии с требованиями ваш шайб.
После того, как 3-кулачковый патрон снова будет действительно самоцентрирующимся, отцентрируйте оба конца заготовки коленчатого вала.Затем вставьте заглушку со смещенным отверстием и поверните ее лицевой стороной вниз так, чтобы в середине штифта был «центр» под углом 60 градусов. Не трогайте эту деталь в патроне до полной сборки шейки вала. Если вам все же нужно его потревожить, снова проведите по центру под углом 60 градусов после повторного зажима, чтобы убедиться, что центр находится точно на оси токарного станка.
Оберните кусок 0,004-дюймовой банки для напитка вокруг штифта, чтобы защитить его, затем установите заглушку вала между центрами. Он будет приводиться в движение самим шатунным шатуном, который должным образом защищен, если вы не сделаете серьезную черновую обработку порезы.Как и в случае любой другой работы между центрами, этот подход имеет то преимущество, что вал можно в любой момент снять с токарного станка для проверки и заменить со 100% точностью.
Этот метод, как некоторые из вас уже заметили, аналогичен использованию 4-кулачкового независимого патрона для точения со смещением. Его преимущество заключается в легкой повторяемости (при изготовлении заглушки), плюс не у всех в наши дни есть 4-кулачковые патроны. Наконец, хоть это и кажется немного странным, но работает, так что добавьте его в свой набор уловок.
Вариант Берта
Берт Стриглер добавил в метод, который я использовал, новшество, которое имеет большой смысл и может побудить меня к изменениям. На фотографии показаны приспособления и приспособления, которые Берт сделал при сборке своего Pepperell. Приспособления для поворота шатуна представляют собой цилиндр со штифтом и толстой «шайбой», видимые в нижнем левом углу кадра. Во-первых, вот Берт о том, как это работает:
[Крепления шатунов] типичны для тех, которые я делаю из обрезков лома.Основной корпус кривошипно-шатунного инструмента имеет разгрузку спереди, чтобы принять зону осевого давления вала, позволяя основной перемычке сидеть на инструменте заподлицо. Эта часть немного длиннее, чем площадь подшипника вала и рассверленная до размера вала. Имеется отверстие 1/8 дюйма для длины приспособления и кусок музыкального провода 1/8 дюйма, который равен длине основного корпуса прибора плюс около 1/16 дюйма. Это работает следующим образом: музыкальный провод заостренный на одном конце, и вал вставляется в рассверленное отверстие и устанавливается на плоской поверхности, затем по проволочному штифту хорошенько бьют молотком, чтобы нанести удар по внутренней поверхности того, что станет шатуном.Вал удаляется, и на передней поверхности перемычки просверливается отверстие 1/8 дюйма глубиной примерно 1/16 дюйма. Теперь вал снова вставлен в приспособление, и штифт проталкивается в неглубокое отверстие, задняя часть, которая выглядит как толстая опорная шайба, надевается на резьбовую часть вала, а опорная гайка плотно затягивается на всем беспорядке, захватывая штифт на месте. Вал просто не может вращаться. Крепление лопаты вставляется в 4-кулачковую челюсть с правильным смещением для хода, после чего штифт можно повернуть.Затем приспособление можно вставить в цангу и держатель цанги для фрезерования противовеса и боковых рельефов.
Обратите внимание, что Берт просверливает свое приспособление в осевом направлении для вала, в отличие от тех, которые я показал выше, которые просверлены со смещением для требуемого хода. Метод Берта, как он говорит, означает, что у него есть приспособление, которое подойдет для любого вала расширенного размера и любого хода — при условии, что он может просверлить еще одно отверстие 1/8 дюйма на смещении хода кривошипа с точностью относительно отверстия. посередине (не невозможно или все так сложно).Затем приспособление необходимо установить в четырехкулачковом независимом патроне так, чтобы ось шатунной шейки двигалась точно. Это может быть достигнуто синхронизацией на внешней стороне кривошипа и неформованной заготовки пальца — при условии, что они были отрегулированы на той же настройке, которая использовалась для поворота и чистовой обработки основной шейки. Вариант, предложенный Дэвидом Оуэном, заключается в том, чтобы удерживать вал с помощью установочных винтов (прижимая медные прокладки для защиты вала). Это позволяет отверстие штыря 1/8″ , чтобы быть установлено для запуска верно в 4JIC до того, как стержень вставлен-невыполнимая задача является валом удерживается в креплении его опора гайки.
Мой подход к сверлению отверстия со смещением упрощает настройку, так как его просто нужно вставить в трехкулачковый самоцентрирующийся патрон. Это значительно упрощает повторную работу; для меня это преимущество, так как я часто делаю более одного двигателя. Штифт для защиты от стихийных бедствий тоже является хорошей идеей, хотя я обнаружил, что опорная гайка / винт очень прочно удерживает вал в приспособлении. А если он сдвигается, то обычно это происходит во время выполнения больших пропилов перед заключительными проходами света, поэтому вал можно переставить достаточно близко, чтобы все снова стало хорошо на последних чистовых пропилах.Обратной стороной моих приспособлений является то, что они предназначены для определенного размера шейки и хода кривошипа, хотя мне удалось проделать более одного смещенного отверстия в одном и том же приспособлении — подходяще проставив на каждом идентификатор двигателя для дальнейшего использования. Если я забываю (а у меня есть!), Я получаю кондуктор с офсетным отверстием в приспособлении и не знаю, для чего он нужен.
Балансировка
Еще одна небольшая задача, на которую не всегда охотно смотрят, — это врезка противовесов в шейку коленчатого вала (профилирование концов шатунов, вырезы в стенках вала… есть ли какая-нибудь задача, которую мы с нетерпением ждем, , ?) Я объясню причину этого нежелания. Для изготовления некоторых деталей требуется много усилий, а усилия равны времени. По мере того, как процесс приближается к завершению, затраты времени велики, и возможность удвоить время, затрачиваемое на наполнение того, что есть в руке, достигает максимума, особенно если какая-то заключительная операция требует не идеальной настройки. Вырезание вырезов в стенке кривошипа является одним из таких случаев, поскольку это связано с прерывистым резом, связанным с проблемой удержания заготовки.Целью снятия рельефа на перемычке коленчатого вала является достижение статического баланса. На одноцилиндровых двигателях, подобных нашему, невозможно достичь идеального динамического баланса. Лучшее, что мы можем ожидать, — это разумный компромисс, пытаясь уравновесить половину возвратно-поступательной массы двигателя, а именно поршень, штифт и маленький конец шатуна [LCM]. Обычно это достигается удалением металла с перемычки, так что шатунная шейка будет располагаться горизонтально, когда вес, равный половине возвратно-поступательной массы, действует через ось шатунной шейки.На фото здесь (из 5cc Sparey Project показан вал с острыми лезвиями, на шатунную шейку надевается пончик нужного веса. К сожалению, даже с массивными вырезами вал не находится в пределах досягаемости. На этом этапе можно попробовать придать поршню легкости, но тогда вы рискуете получить легко деформируемый поршень и, как следствие, потерю сжатия. Мне пришлось вытащить головку из одного такого легкого поршня — самое тревожное явление!
Очевидно, металл должен быть удален с половины шейки кривошипа, на которой находится шатун.Есть несколько способов сделать это; на рисунке показаны пять наиболее распространенных подходов. Я опишу их, прежде чем рассматривать удержание работ. Используемые имена никоим образом не являются «официальными». Я придумал их для описания (надеюсь). Обратите внимание, есть и другие способы. Это просто самые распространенные.
[A] Вырезы в виде полумесяца
Фрезы большого диаметра используются для вырезания выступов из перемычки по обе стороны от шатунной шейки. Центр дуги расположен так, чтобы минимизировать количество металла рядом с штифтом, что позволяет сохранить некоторую прочность полотна.Нижняя часть будет на диаметре полотна или немного ниже него. Вариант этой схемы — просверлить отверстия в перемычке по обе стороны от штифта. Я даже видел старые конструкции, в которых предлагалось заполнить эти отверстия алюминием. Идея состоит в том, чтобы добиться уменьшения массы без уменьшения объема. Другой вариант — просверлить отверстия на противоположной стороне и заглушить их свинцом, вольфрамом, обедненным ураном или другим легко доступным тяжелым металлом.[B] Отрезки для плоских сегментов
Это похоже на [A], но не требует фрезы большого диаметра и предлагает некоторые другие возможности для удержания заготовки.Ключевым моментом этого подхода и подхода [A] является то, что вырез может выходить за пределы линии диаметра (показанной на 3D-рендеринге с небольшим преувеличением) для улучшения баланса. Причина в том, что до определенного момента количество металла, удаляемого резанием на «тяжелой» стороне, меньше, чем количество, удаляемое на «легкой» стороне, поэтому отношение тяжелого к легкому продолжает увеличиваться до критического значения. точка.[C] Вырезки под тупой угол
Это вариант [B], который сохраняет всю массу на «тяжелой» стороне полотна, поэтому вместо дуги у нас есть тупой угол.Обратной стороной является более сложная обработка, и вы должны быть осторожны, чтобы пересечение не было настолько резким, чтобы вызвать растрескивание. Этот стиль использовался во многих старых спаркерах, а также в некоторых более поздних проектах. Одна крайность, которую я видел на старой конструкции, уменьшила тупой угол до прямого![D] Периферийные вырезы в виде полумесяца
Еще одна разновидность [A], за исключением того, что вырезанные полумесяцы сделаны только по краям полотна. Затем тонкое кольцо обычно усаживают по диаметру полотна для герметизации края.Цель состоит в том, чтобы добиться эффекта полной перемычки на объеме картера при достижении некоторой степени баланса. Этот подход использовался в коммерческих двигателях и двигателях с высокими характеристиками. Это требует более толстого полотна, чем обычно.[E] Утончение сети
Обычная практика «полноразмерных» — привинчивать (или иным образом закреплять) груз на стенку напротив шатунной шейки. Разработчики моделей часто достигают того же эффекта, удаляя перемычку соосно шатунной шейке. Результат — больше массы там, где это нужно.Некоторые конструкции дополняются вырезами типа [A] или [B]. Нижняя сторона представляет собой усложнение профиля шатуна, чтобы избежать его забивания противовесом.Теперь перейдем к зажимному приспособлению для вырезов. Обычно это последняя операция, выполняемая на валу, поэтому вероятность того, что авария может испортить часы работы, является максимальной. Вот как Берт Стрейглер сделал вырезы типа [B]. Речь идет о валу коричневого цвета с вырезом в соответствии с этой новаторской конструкцией двигателя.Берт говорит:
Вот способ, который я придумал. У меня не так много средств измерения, поэтому я часто прибегаю к графическим методам настройки. На одной картинке показан маленький рисунок, но с тех пор я даже не стал его использовать, а просто рисовал, а затем измерял, какая булавка нужна, чтобы получить то, что я хочу. Показаны три части, используемые в установке, и они состоят из чертежа для определения размера штифта, мягкого алюминиевого экрана с довольно большим вырезом, позволяющего зажать шатун без вмятин неизбежного радиуса в месте соединения штифта с валом. , и необходимый распорный штифт.
На втором рисунке показана установка. Все, что я делаю, это нажимаю на вал, чтобы убедиться, что он находится в хорошем контакте с верхней частью губки тисков, затем слегка покатываю его, пока он не достигнет хорошего контакта с шатунной шейкой, а затем просто зажимаю его тисками и машиной. . Что касается другой стороны, просто немного ослабьте губку тисков, поверните вал в другую сторону и снова зажмите. Это дает идеально симметричный разрез с обеих сторон. Все зажимы производятся в сети.
Кен Крофт использовал аналогичный метод для коленчатого вала MS 1.24 (мы не всегда используем один и тот же метод):
Не знаю, как вы, ребята, это делаете, но когда мне нужно отрезать кусочки кривошипного диска для балансировки, у меня пока есть только неудачный метод настройки. Для этого нужно было нарисовать кривошипный диск в TurboCAD и распечатать его. Затем я вырезал рисунок, приклеил его к диску и на глаз установил под мельницу. Результаты далеки от идеальных, и я никогда не бываю доволен.
Так как это работа, которую я теперь должен выполнить на MS 1.2 копии, которую я делаю, я подумал и понял, насколько проста эта работа на самом деле.
Я нарисовал кривошипный диск в TurboCAD, а затем использовал модель для некоторых измерений. Я просто установил вертикальный штифт на расстояние диска под мельницей, используя зонд с плоским концом и регистр нисходящей подачи [у меня есть дешевое УЦИ на мельнице].
Затем я фрезеровал концевую часть диска на нужное количество. Затем я повернул диск и снова установил штифт на размер диска, такой же, как и раньше, и удалил такое же количество с диска.В результате получается идеально симметричный диск с точно требуемыми размерами. Почему я этого еще не сделал?
Теперь мне нужно разработать простой способ вырезания зубчатых вырезов. Это будет не так просто.
Берт и Кен использовали два разных метода измерения для обеспечения симметрии, но их основной подход остался тем же. Мы все согласны с тем, что захват полотна в тисках — это не без риска, особенно если рукоятка небольшая. Опытные инженеры-моделисты не говорят, что резец должен быть острым, скорость должна быть высокой, а рез должен выполняться таким образом, чтобы зубья соответствовали рабочему смещению в одну сторону, чтобы производить «обычное» фрезерование (а не фрезерование «с подъемом»).Даже в этом случае с лучшими из нас могут случиться несчастные случаи.
Зажим на валу дает возможность для более надежной установки, но требует осторожности, чтобы не повредить то, что, вероятно, является идеально обработанной поверхностью. Поскольку оси фрезы и вала будут находиться на одной линии при использовании этой установки, фреза будет пытаться повернуть вал, открывая для нас такой же большой риск, как и раньше, если только нельзя использовать положительное средство предотвращения вращения. Вот как Дэвид Оуэн вырезал сегменты для серии GB5, которую он и Гордон Берфорд выпустили.
Я обычно рисую единичные экземпляры на самом кривошипно-шатунном диске, как и вы. Затем я зажимаю их цанговым патроном 5c в тисках станка. Выровняйте их по линии и зафиксируйте высоту штифта над столом с помощью штангенциркуля. Фактическое измерение бессмысленно. Я подрезаю до линии по мере необходимости и устанавливаю вертикальный упор. Затем я поворачиваю рукоятку до тех пор, пока штифт не окажется в таком же положении на другой стороне, и обрезаю до упора. Я использовал метод удержания Берта, но мне он не нравится по тем же причинам, что и вам.
На большинстве кривошипов, где разрез представляет собой прямую линию, расходящуюся от центра, удаление металла ниже центральной линии приведет к большим потерям над центром, что нам и нужно. У меня есть где-то математика для этого, показывающая пределы.
Для кривошипов с гребешком или параллельным срезом по бокам диаметр является пределом. На этот тип кривошипа я снова устанавливаю цангу 5c, но с вертикальным валом.
На производственных валах я всегда просверливал отверстие 1/8 дюйма позади шатунной шейки в качестве регистра.На прилагаемом изображении 5c вы увидите три отверстия под дюбеля 1/8 дюйма, на которых показан вал GB 5cc. Центральное отверстие определяет вал для черновой обработки шатунной шейки из исходного диска полной глубины.
Таким образом, я получаю квадратный шатун примерно на 1 мм больше, чем готовый диаметр, и примерно 0,25 мм, чтобы оторваться от поверхности кривошипного диска. К этому этапу доработаны все валы. Затем дюбель перемещается в боковое отверстие и обрабатывается по одной боковой поверхности от каждого вала.
Дюбель перекладывается на другой штифт и вторая боковая поверхность срезается.Неряшливый кусок прокладки удерживает большую часть стружки от вертикальной цанги. Затем валы зажимаются в большом приспособлении со смещением 5c в Hardinge, шатун поворачивается на плюс 0,2 мм, а поверхность очищается до нуля. Затем валы закаляются и окончательно шлифуются.
Цанги 3C, используемые Дэвидом, являются коленями пчел для этой работы. Цанга вставлена в доводчик, поэтому она не может вращаться. Затем вал прикрепляется к цанговому патрону с помощью штифта 1/8 дюйма (возможно, закаленного), поэтому вал не будет вращаться, и, следовательно, не требуется зажима зубьев.Для одноразовых валов сверление цанги для штифта, вероятно, невозможно, но цанга правильного размера оказывает огромное зажимное усилие на заготовку, так что это по-прежнему лучший подход. Кстати, посмотрите на штифт в центре приспособления для поворота кривошипа со смещением, показанного на второй фотографии. Это также предотвратит нежелательное вращение вала во время поворота шатунной шейки. Стоит, особенно если вы делаете 150 штук вручную!
Обычно я делаю приспособление со смещением, чтобы удерживать вал для поворота кривошипа.Это приспособление можно удвоить, чтобы удерживать вал при обработке полотна (хотя цанги 3C в прочном держателе были бы намного лучше, если бы они у меня были). На фотографии здесь показано приспособление для дизельного двигателя AHC, которое было повторно использовано для дизельного двигателя Sparey 5cc. В этом случае вал фиксируется затягиванием гайки опоры, но такой штифт, как Дэвид, используемый с этим приспособлением 3C, будет хорошей страховкой. Удерживающее приспособление захватывается трехкулачковым патроном, привинченным к поворотному столу, установленному горизонтально под мельницей.Его также можно удерживать в тисках мельницы с помощью V-образного блока.
Кривошип помечается для вырезания с помощью шаблона, как у Берта. В случае AHC и Sparey концевая фреза 3/4 дюйма была самой большой из доступных, поэтому она устанавливает радиус серпа. Фреза расположена так, чтобы касаться как можно большей части отмеченной линии в неподвижном состоянии, а оси фрезы обнулены. Затем я «откусываю» полотно снаружи, используя подачу вниз, перемещая одну ось фрезы между резами и продвигаясь не более чем на 0.030 дюймов за один раз, с плотно сжатыми зубьями. При достижении «нулевой» точки пиноль фиксируется, затем стороны разреза очищаются путем наматывания по одной оси от нуля, затем обратно до нуля и наматывания другая ручка. Острый резак сделает это плавно. Тупой резак будет вздрагивать и натыкаться, пытаясь схватить работу. Даже острый резак поднимет легкий заусенец на краю реза. Это зачищается с помощью небольшой шлифовки камень в ручном инструменте Dremel — взять отличный футляр, чтобы не вызвать разбег, который ударяет по шатунной шейке (требуется большее сжатие зубьев).
Изучение * партии * двигателей и чертежей в «спортивном» классе показывает, что ниже 2 куб. См (0,15 куб. Дюйма) большинство опытных дизайнеров не утруждают себя вырезанием паутины. Мой собственный опыт подтверждает это. Количество вибрации, испытываемой небольшими двигателями, невелико, и теория предполагает, что меньший объем картера в результате полной перемычки сделает двигатель лучшим топливным насосом — хотя, учитывая способность небольших двигателей заливаться водой, это не всегда серьезная проблема.
Артикул:
| [LCM] | Mason, LC: Эксперименты с Small I.C. Engines , Model Engineer, том 137, № 3430, 7 июня 1971 г., Model and Allied Press, England, p. 1152. |
Авторские права (c) Рональд Чернич, 2005. Все права защищены во всем мире.
Показания датчика прогибов и износа коленчатого вала для судового дизельного двигателя
Чтобы предотвратить выход из строя коленчатого вала и серьезные поломки, абсолютно необходимо поддерживать коренные подшипники двигателя в правильном положении.Центровка должна быть проверена в соответствии с инструкциями производителя с помощью измерителя моста коренных подшипников и измерителя прогиба шатуна. При выполнении этих измерений необходимо проявлять особую осторожность, чтобы цапфа опиралась на подшипник. Также необходимо измерить и записать толщину вкладышей нижней половины коренных подшипников. Если уменьшение толщины отдельных вкладышей подшипников не является равномерным, то разница будет истинным показателем несоосности.
Производитель двигателя предоставляет таблицу с различными допусками, которые могут быть разрешены.Снимаемые показания часового калибра следует сверять с этой таблицей, чтобы убедиться, что выравнивание находится в удовлетворительных пределах.
Необходимо также снять замеры гильз цилиндров и записать их в соответствующий бланк. Следует расследовать аномальный износ и сообщить об этом суперинтенданту. Поскольку гильзы цилиндров являются дорогостоящими компонентами, важно внимательно следить за удельным расходом смазочного масла и скоростью износа. Другие калибровки, требуемые производителями двигателей, должны выполняться через соответствующие промежутки времени.
Проверки картера должны проводиться в рабочие часы производителя или в течение рабочих часов. В случае систем воздушного пуска основная линия пуска воздуха должна быть осушена и полностью вентилирована.
Перед проверкой картера необходимо включить поворотный механизм, открыть индикаторные краны или другие устройства для сброса давления в цилиндре, а также отключить воздух или другие пусковые устройства. В случае небольших среднеоборотных двигателей и высокоскоростных двигателей без поворотного механизма пусковые устройства должны быть отключены, а устройства сброса давления в цилиндрах должны быть открыты.В пределах объема дизельных двигателей от высокоскоростных до среднескоростных и низкоскоростных типов существует большое разнообразие устройств ходовой части и подшипников, и все они должны быть проверены в соответствии с инструкциями производителя, однако следующие проверки должны выполняться. из:- Решетки дренажного поддона для удаления засоров, металла или других примесей.
- Если это соответствует типу двигателя, необходимо провести испытание давления смазочного масла.
- Необходимо внимательно следить за адекватностью потока масла из подшипников, его направлением и характером и сравнивать с инструкциями производителя.Этот тест может дать положительные результаты в поисках неисправных подшипников.
- Определите зазоры щупа в соответствии с инструкциями производителя.
- В зависимости от типа двигателя и наложенных коленчатых валов контрольные отметки должны быть проверены для правильной центровки. В случае сомнений относительно контрольных отметок необходимо проинформировать соответствующий административный офис.
Ходовая часть, такая как коленчатый вал, коренные подшипники, подшипники нижнего конца, подшипники верхнего конца, направляющие, задние балки и т. Д., должны быть проверены при каждой возможности, желательно сразу после того, как картер станет безопасным для входа, после того, как будет дана команда «закончить с двигателями».
При проведении этого осмотра необходимо уделять внимание блокировочным устройствам и затяжке всех гаек, смазочных маслопроводов, трубок охлаждения поршней и сальников, если они есть, устройств слива масла, дренажных линий и т. Д. Также необходимо внимательно следить на наличие любых признаков белых металлических чешуек или осколков, поскольку они часто очевидны, если какие-либо подшипники «протерлись» или имеют тенденцию «работать».
Также следует обратить внимание на болты муфты коленчатого вала. Каждые три месяца необходимо проверять затяжку этих гаек с помощью легкого молотка и гаечного ключа, при этом необходимо следить за тем, чтобы соединительные болты не были чрезмерно растянуты. Сварку основных несущих балок необходимо проверить на наличие трещин. Техническое обслуживание, выполняемое на главном двигателе, в форме отчета о техническом обслуживании
Также необходимо проверить цепи и / или зубчатые передачи, приводящие в движение распределительный вал. Цепи должны быть натянутыми.Очень важно, чтобы дверцы картера всегда заменялись между периодами капитального ремонта, когда они находятся в порту, чтобы обеспечить как можно меньше конденсации влаги в картере. Необходимо следить за тем, чтобы вентиляторы не попадали в картер по той же причине. Двери для сброса давления в картере, которые установлены на каждом картере главного двигателя, следует периодически проверять, а мембрану, если она установлена, заменять в случае повреждения.
Следующие инструкции по предотвращению взрывов и возгораний в картерах двигателя должны быть вывешены на видном месте на двигателе, и все E / Os должны быть с ними знакомы:
Осмотр прижимных болтов
Затяжку прижимных болтов, особенно главных и вспомогательных двигателей, необходимо проверять каждые три месяца.Во время осмотра колодки также следует проверить, чтобы убедиться в отсутствии движения или истирания. При проверке прижимных болтов с упругими подушечками необходимо соблюдать особые меры предосторожности, чтобы гарантировать, что выравнивание не нарушено. Также необходимо проверить эти детали, если судно находилось в плохую погоду.
Дополнительная информация:
Предотвращение выхода из строя коленчатого вала
Правила работы в машинных помещениях на грузовом судне
Поршневое устройство дизельного двигателя
Пусковая воздушная система дизельного двигателя — принцип работы
Причина поломки турбокомпрессора и как ее избежать
Измерение мощности судового дизельного двигателя — Индикатор двигателя
Циркуляция забортной воды в охладителях смазочного масла, охлаждение поршней, вода в рубашке, наддувочный воздух, турбонагнетатель
Зубчатая передача для уменьшения привода двигателя до подходящих оборотов гребного винта
Устройства управления и безопасности судового дизельного двигателя — функции регуляторов
Требование контроля выбросов выхлопных газов
Руководство по эксплуатации четырехтактных дизельных двигателей
Топливная система для дизельного двигателя
Функция топливной форсунки дизельного двигателя
Система смазки для судового дизельного двигателя — принцип работы
Охлаждение судового двигателя — принцип работы, потребность в системе охлаждения пресной и морской водой
Руководство по эксплуатации двухтактных дизельных двигателей
Методы продувки — продувка поперечным потоком, продувка петлей и продувка непотоком
Меры противодействия пожарам в мусорном пространстве
Различные Теплообменник для работающей техники на борту грузовых судов
Дизельный двигатель MAN B&W — Основные принципы и руководство по эксплуатации
Как работает двигатель Зульцера? Дизельный двигатель Sulzer RTA72U — Руководство по эксплуатации
Муфты, сцепления и коробки передач судового дизельного двигателя
Разница между двухтактными и четырехтактными дизельными двигателями
Взрывозащитный клапан судового дизельного двигателя
Предохранительный клапан цилиндра судового дизельного двигателя — Инструкция по эксплуатации
Инструкция по эксплуатации поворотного механизма
Детектор масляного тумана в картере судового дизельного двигателя
Производство дистиллированной воды
Принцип работы морского мусоросжигательного завода
Принципы работы и руководство сепаратора нефтесодержащих вод
Очистка сточных вод на борту
Паровые турбины и бортовые редукторы
Кожухотрубные охладители и пластинчатые охладители Принципы работы и руководство по эксплуатации
Судовое оборудование — Полезные теги
Судовые дизельные двигатели || Паровая установка || Система кондиционирования воздуха || Сжатый воздух || Судовые батареи || Грузовой рефрижератор || Центробежный насос || Различные кулеры || Аварийное электроснабжение || Теплообменники выхлопных газов || Система подачи || Насос для откачки сырья || Измерение расхода || Четырехтактные двигатели || Форсунка || Топливная масляная система || Обработка мазута || Коробки передач || Губернатор || Морская инсинератор || Фильтры смазочного масла || Двигатель MAN B&W || Судовые конденсаторы || Сепаратор нефтесодержащих вод || Устройства защиты от превышения скорости || Поршень и поршневые кольца || Прогиб коленчатого вала || Судовые насосы || Различные хладагенты || Очистные сооружения || Винты || Электростанции || Пневматическая система запуска || Паровые турбины || Рулевой механизм || Двигатель Sulzer || Зубчатая передача турбины || Турбокомпрессоры || Двухтактные двигатели || Операции UMS || Сухой док и капитальный ремонт || Критическое оборудование || Палубное оборудование и грузовые механизмы || КИПиА || Противопожарная защита || Безопасность в машинном отделении ||
Машинное отделение.com о принципах работы, конструкции и эксплуатации всей техники
предметы на корабле, предназначенные в первую очередь для инженеров, работающих на борту, и тех, кто работает на берегу. По любым замечаниям, пожалуйста
Свяжитесь с нами
Copyright © 2010-2016 Machinery Spaces.com Все права защищены.
Условия использования
Прочтите нашу политику конфиденциальности || Домашняя страница ||
Как это работает: Коленвал
ВВЕРХУ: это ваш стандартный четырехцилиндровый кривошип, в котором два внешних поршня поднимаются и опускаются вместе, а центральная пара уравновешивает их
По сути, коленчатый вал выполняет простую задачу: преобразовывать поступательное движение поршней во вращение.Он выполняет ту же работу, что и шатун велосипеда, превращая более или менее движение ваших ног вверх и вниз во вращение.
Хотя принцип прост, когда дело доходит до двигателей мотоциклов с высокими рабочими характеристиками, существует множество сложностей. Но прежде чем мы перейдем к ним, нам понадобится несколько определений. Коленчатый вал (или кривошип) соединен с поршнями с помощью шатунов (шатунов), которые имеют подшипники на каждом конце. Конец, соединенный с кривошипом, больше, потому что подшипник, который он держит, должен подходить к кривошипу, который должен быть массивным, чтобы выдерживать множество сил.Так что это называется большим концом. Биты кривошипа, которые удерживают подшипники, называются шейками — и бывают двух типов. Основные шейки — это то место, где кривошип удерживается на месте, поэтому они расположены вдоль центральной линии кривошипа. Шатунные шейки, как вы уже догадались, представляют собой биты, к которым прикрепляются шатуны (они также известны как шатунные штифты). Тогда есть паутины. Это неровные биты, которые выглядят относительно необработанными по сравнению с остальной частью коленчатого вала. Их задача — попытаться уравновесить силы, создаваемые движущимися вверх и вниз поршнями и вращением самого кривошипа.
ВВЕРХУ: это кривошип с поперечной плоскостью от R1, и вы можете видеть, что поршни не соединены в пару — шатун кривошипа для каждого шатуна смещен относительно предыдущего.
Силы, которые должен выдерживать кривошип, огромны. Как и следовало ожидать, одна из основных сил создается давлением в камере сгорания, которое толкает поршень и шатун вниз, поворачивая кривошип, преодолевая сопротивление липкой шины — скручивающие и изгибающие силы, связанные с этим, огромны.
Тогда есть силы, создаваемые ускорением поршня. Например, когда поршень приближается к вершине своего хода, кривошип заставляет его замедляться — если бы он не был прикреплен к кривошипу, он полетел бы вверх, врезаясь в клапаны. Хотя современные поршни (и связанные с ними втулки пальца кисти, малый концевой подшипник и т. Д.) Легкие, скорость, которую они достигают, настолько высока, что это замедление и связанные с ним силы на кривошипе велики.
Помимо того, что кривошип достаточно силен для преобразования взрывных линейных сил во вращение, он также определяет, когда поршни многоцилиндрового двигателя поднимаются и опускаются, что, в свою очередь, определяет уровень вибрации, тип шума, который он производит, и то, как велосипед захватывает .Возьмем, к примеру, старого британского близнеца, например Triumph Bonneville 1960-х. У них есть кривошип, который точно выравнивает два больших конца, поэтому оба поршня поднимаются и опускаются в унисон — это похоже на один цилиндр с двумя поршнями, хотя они вращаются поочередно, поэтому это немного плавнее. Результат? Множество вибраций и великолепный шум кробба-кроббы.
Напротив, большинство рядных четырехцилиндровых двигателей имеют кривошип, который направляет два центральных поршня вместе вверх и вниз, а два внешних поршня вверх и вниз вместе в противоположные моменты времени по отношению к центральной паре.Это означает, что основные (первичные) силы движущихся вверх и вниз поршней уравновешиваются, и при срабатывании цилиндров через равные промежутки времени обеспечивается плавный поток мощности (что также означает, что перемычки могут быть легче, потому что им не нужно удерживать кривошип вращается, пока он ждет следующего импульса мощности).
ВВЕРХУ: Если это выглядит длиннее других кривошипов, то это — шестицилиндровый двигатель BMW K1600.
Однако у этой схемы есть свои недостатки.Коленчатый вал должен быть длинным, из-за чего велосипед может казаться толстым по сравнению с парным, а поскольку некоторые из меньших сил не сбалансированы, вы можете получить много гудящих вибраций, если конструкторы не умны с опорами двигателя.
Конечно, есть много других конструкций кривошипов — некоторые параллельные близнецы (например, новый BMW F850GS) имеют кривошипы со смещенными шатунами, так что они имитируют ощущение и звук V-образного двойника. И Yamaha представила кривошипно-перекрестный шатун для четырехцилиндровых двигателей — в нем используются те же смещенные шатуны, что и в этих близнецах, что выравнивает импульсы того, что Yamaha называет инерционным крутящим моментом (который создается вращением кривошипа).Конечный результат — крутое гудение двигателя и, предположительно, лучшее сцепление с дорогой при разгоне.
Еще есть новый двигатель Ducati V4, который звучит и выглядит смехотворно похожим на одного из их близнецов, потому что его кривошип заставляет четыре поршня двигаться попарно.