
Как варить сваркой электродами для начинающих
В гараже, на даче, в частном доме что-то да приходится подварить. Для таких задач совсем не обязательно заканчивать курсы сварщиков — достаточно иметь бытовой сварочный аппарат, средства защиты, расходные материалы и немного потренироваться. Рассказываем, как правильно сваривать металл электродами начинающим и каких ошибок избегать при этом.
В этой статье:
- Виды электросварки
- Технология ручной дуговой сварки
- Как самостоятельно научиться варить электросваркой
- Основные ошибки
- Советы начинающему сварщику
Виды электросварки
Все виды электросварки заключаются в возбуждении электрической дуги между двумя концами разной полярности. При этом выделяется температура до 5000 градусов, которая плавит основной металл и присадочный, образуя сварное соединение.
Электросварку можно выполнять сварочным трансформатором.
Электросварка при помощи инвертора выполняется на постоянном токе, у которого предварительно была повышена частота (еще на стадии переменного), а затем ток был выпрямлен. Это обеспечивает:
Инверторы компактнее по размерам чем трансформаторы и меньше садят сеть. Есть модели на 220 и 380 V. Новичку лучше начинать варить инвертором РДС (ручной дуговой сварки). Такие аппараты еще называются инверторы ММА.
Сварка полуавтоматом или вольфрамовым электродом тоже построена на плавлении металла электрической дугой, но тут задействуются другие способы защиты сварочной ванны и методы передачи присадочного металла.
Технология ручной дуговой сварки
Для РДС сварки подается ток от аппарата на рабочие кабеля. Кабель массы присоединяется к изделию, а в руках у сварщика остается кабель с электрододержателем. От температуры дуги кромки стыка расплавляются.
Чтобы увеличить количество металла в шве, используют плавящиеся электроды. По мере их сгорания жидкий металл переносится на изделие. Защита сварочной ванны от внешней среды осуществляется благодаря обмазке электрода. Сгорая, она образует плотное облако дыма, изолирующее расплавленный металл от контакта с воздухом. После остывания поверх шва остается тонкая шлаковая корочка.
Шов формируется благодаря специальным движениям электродом. Если правильно все освоить, соединения будут равномерными по толщине и высоте, а также с нужной глубиной провара.
Как самостоятельно научиться варить электросваркой
Чтобы научиться варить ручной дуговой сваркой, потребуется собрать комплект оборудования, обзавестись индивидуальными средствами защиты, правильно настроить аппарат и освоить ряд движений.
Что нужно для работы
Сварочные аппараты
Приспособления для сварки
Сварочные электроды
Средства защиты сварщика
Настраиваем правильно аппарат и выбираем электрод
Во многом качество шва зависит от правильности настроек аппарата. Если выбрать слишком слабый ток, основной металл не проплавится, присадочный останется на поверхности, стык получится хрупким, не герметичным. Слишком большая сила тока приводит к подрезам, прожиганию, дугу трудно контролировать.
Слишком большая сила тока приводит к подрезам, прожиганию, дугу трудно контролировать.
Предлагаем сохранить таблицу настроек сварочного аппарата для ручной дуговой сварки. Характеристики приведены для работы в нижнем положении.
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А |
|---|---|---|
| 1-2 | 1.6 | 25-60 |
| 3 | 2-3 | 60-120 |
| 4 | 3 | 120-160 |
| 5-6 | 4 | 160-200 |
Как подключать электрод
Когда диаметр электрода и сила тока выбраны, можно включить аппарат и вставить электрод в электрододержатель. Последний может быть двух типов: пружинный и винтовой. Пружинный имеет нажимную лапку, на которую сварщик давит большим пальцем, а второй рукой вставляет электрод. Винтовой оснащен отверстием для вставки расходника и прижимным болтом. Пружинные держатели позволяют быстрее сменить электрод и помогут сэкономить время при объемных сварочных работах.
Последний может быть двух типов: пружинный и винтовой. Пружинный имеет нажимную лапку, на которую сварщик давит большим пальцем, а второй рукой вставляет электрод. Винтовой оснащен отверстием для вставки расходника и прижимным болтом. Пружинные держатели позволяют быстрее сменить электрод и помогут сэкономить время при объемных сварочных работах.
Применять самодельные электрододержатели в виде подпружиненного трезубца не советуем. Они опасны с точки зрения ТБ (Техника Безопасности), а оголенная токоведущая часть будет постоянно случайно касаться изделия, мешая процессу.
Для сварки в нижнем положении установите электрод под прямым углом относительно держателя. Если планируете варить вертикал или потолок, разместите электрод еще на 45 градусов от себя — так меньше придется сгибать запястье.
Подключаем кабеля к инвертору
Кабель массы и кабель электрододержателя имеют одинаковые разъемы для подключения к аппарату. Если предстоит сваривать толстый металл 5-6 мм, присоединяйте держатель к плюсу. Тогда тепло будет концентрироваться на изделии, увеличится глубина провара.
Тогда тепло будет концентрироваться на изделии, увеличится глубина провара.
Когда требуется сварка тонкого металла, нужна обратная полярность — вставьте держатель в клемму со знаком «минус». Это уменьшит тепловложение, но варить придется быстро, поскольку кончик электрода начнет перегреваться.
Начало сварки: зажигаем дугу
Когда все собрано и подключено, надев маску, можно начинать розжигать электрическую дугу. Используйте для тренировки черновой кусок металла. Возбуждение дуги осуществляется постукиванием по поверхности или чирканьем о нее, как спичкой.
Новый электрод имеет оголенный кончик и зажигается достаточно быстро. Электрод, которым уже варили, если он успел остыть, поджигается труднее, поскольку у него на конце образовался «козырек» из обмазки. Нужно ударить 3-4 раза, чтобы ее отбить. Но не перестарайтесь, иначе без обмазки стержень начнет прилипать к изделию.
Наклон электрода
Когда дуга загорелась, не паникуйте.
Задача осложняется тем, что длина плавящегося электрода постоянно укорачивается, поэтому приходится приближать руку к изделию. «Твердая рука» приходит со временем, поэтому придется спалить не один электрод, прежде чем привыкните.
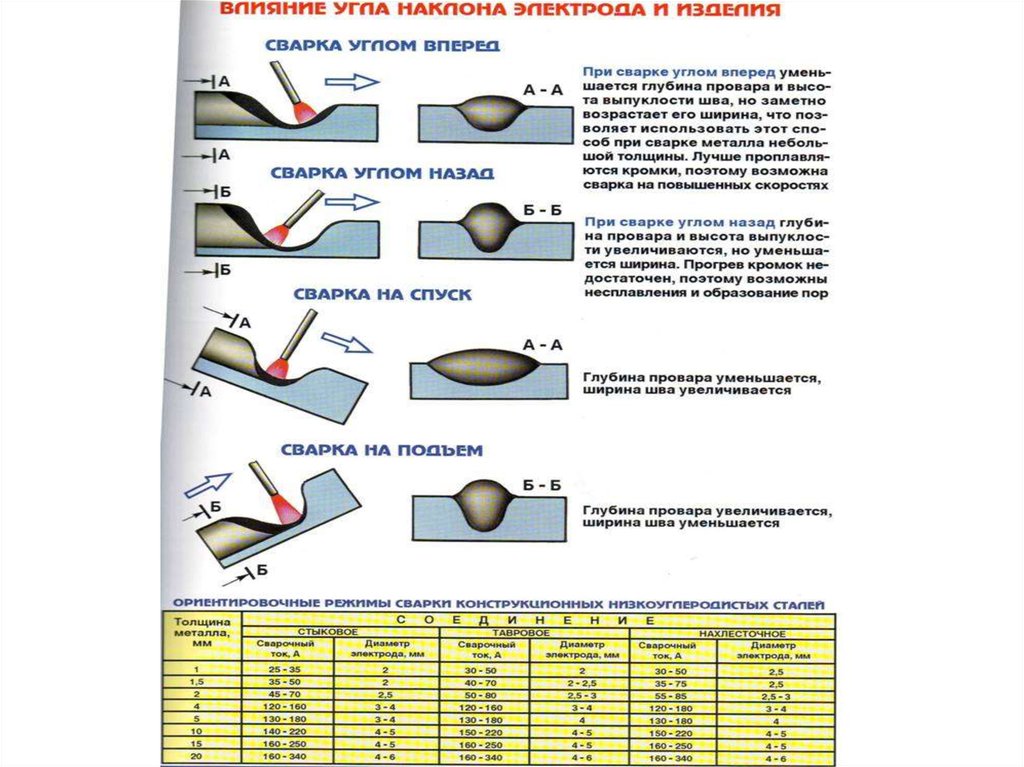
Когда уже освоили удержание электрической дуги, можно переходить к сварке. Прежде всего держите правильно электрод. Обычно варят, наклонив его на себя в пределах 30-60º. Некоторые сварщики выбирают оптимальное положение наклона 45º. Сварка углом назад обеспечивают хорошую видимость сварочной ванны, металл прогревается глубже. Сварка углом вперед (когда шов ведут от себя) содействует уменьшению прогрева. Это подойдет для соединения тонких металлов 1-2 мм.
Варить можно справа-налево или слева-направо, наклоняя электрод по разные стороны сварочной ванны. Здесь все зависит от доступа к месту соединения.
Движения электрода
На тонких металлах 1-2 мм, где две стороны плотно приставлены друг ко другу, никаких дополнительных движений не требуется. Возбуждается дуга, электрод выставляется на начало стыка, и медленно ведется вдоль линии соединения. Шов получится узкий, чешуйчатый.
На толстых металлах предусматривают зазор 1-2 мм, чтобы жидкий металл проник глубже. Если толщина пластины свыше 5 мм, необходима разделка кромок под углом 45 градусов. Тогда первый шов (называется корневой) прокладывается без дополнительных движений. А последующие нужны для заполнения ширины и требуют поперечных колебательных манипуляций. Это могут быть движения:
В идеале располагать деталь под небольшим наклоном, чтобы жидкий шлак не затекал в сварочную ванну. Если такой возможности нет, периодически делайте резкое движение кончиком электрода в сторону, откидывая шлак. Иначе возникнут непровары.
Если такой возможности нет, периодически делайте резкое движение кончиком электрода в сторону, откидывая шлак. Иначе возникнут непровары.
Основные ошибки
Рассмотрим основные ошибки, которые допускают новички при сварке РДС:
 (хоть и очень хочется проверить качество соединения). Дайте ему немного остыть. Так Вы не повредите шов, а отлетевший горячий шлак, попавший на кожу, не причинит ожога.
(хоть и очень хочется проверить качество соединения). Дайте ему немного остыть. Так Вы не повредите шов, а отлетевший горячий шлак, попавший на кожу, не причинит ожога.Советы начинающему сварщику
В конце дадим ряд советов новичкам, чтобы варить было легче. Перед наложением шва две стороны изделия обязательно фиксируются между собой прихватками. В зависимости от размеров стыка потребуется от 2-х и более точек, с расстоянием между собой 8-25 см. Это необходимо, чтобы стороны на разошлись от термического расширения, когда Вы начнете варить с одного края.
Сварка тонкого металла 1 мм электродом возможна, но потребует тренировки. Самая частая проблема — прожоги. Установите силу тока 30-40 А и вставьте электрод диаметром 1.6 мм. Под изделие подложите медную или графитовую подложку. Она не даст разогретому металлу провалиться и не прилипнет к нему. Ведите сварку не сплошной дугой, а прерывистой (отрывайте кончик электрода каждые 1-2 секунды от поверхности, чтобы дуга погасла). Это позволит металлу немного остыть и сократит прожоги.
Это позволит металлу немного остыть и сократит прожоги.
Источник видео: Aurora Online Channel
Чтобы не стучать по чистовому изделию для распаливания электрода, имейте под рукой черновую заготовку. Распалите электрод на ней и сразу переходите на стык для соединения. Тогда меньше придется зачищать следы от сварки на изделии.
Новичку легче научиться варить, если аппарат обладает функцией «Антиприлипание». Когда электрод касается изделия, сварочный ток отключается. Не нужно тянуть держатель влево и вправо, пытаясь отломать расходник. С функцией «Форсаж» удобно варить тонкие металлы. При маленьком токе длина дуги короткая. Когда аппарат «чувствует», что дуга вот-вот погаснет, он на мгновение повышает сварочный ток. Функция «Горячий старт» обеспечит быстрый поджиг электрода без многочисленных постукиваний. Это актуально, если работы ведутся на ржавом металле. Тогда не придется предварительно много зачищать.
Функция «Горячий старт» обеспечит быстрый поджиг электрода без многочисленных постукиваний. Это актуально, если работы ведутся на ржавом металле. Тогда не придется предварительно много зачищать.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
СТО, самостоятельная сварка, необходимое оборудование и рекомендации
Содержание:
- Сварка на заводе
- Сварка на СТО
- Самостоятельная сварка
- Сварка полуавтоматом
- Сварка инвертором
- Электроды для сварки
- Сварка кузова
- Возможные дефекты
- Сварка пластиковых бамперов
- Интересное видео
Сварочные работы автомобиля начинаются еще на стадии производства. В дальнейшем проведение таких работ понадобится при естественном износе деталей машины, недостаточно хорошем уходе за ней, повреждений после ДТП.
В дальнейшем проведение таких работ понадобится при естественном износе деталей машины, недостаточно хорошем уходе за ней, повреждений после ДТП.
Приведение автомобиля в хороший вид необходимо для проведения технического осмотра. Сварка для автомобиля на профессиональном уровне осуществляется работниками станции технического обслуживания. Также возможна сварка авто своими руками. Сваривать детали можно, как на легковом, так и на грузовом автомобиле.
Сварка на заводе
Сварочные работы на автомобиле в условиях поточного производства должны удовлетворять условию минимального расхода расходных материалов, чтобы снизить себестоимость машины и увеличить ее покупательную привлекательность.
На автозаводах находит активное применение прогрессивная лазерная сварка, что увеличивает прочность конструкции. Технологические процессы являются полностью автоматизированными.
Сварка на СТО
Сварка машин на станциях технического обслуживания выполняется профессиональными мастерами. Предпочтение отдается инверторной сварке. На станциях технического обслуживания можно осуществлять сварочные работы для автомобиля в труднодоступных местах, например, на днище машины.
Предпочтение отдается инверторной сварке. На станциях технического обслуживания можно осуществлять сварочные работы для автомобиля в труднодоступных местах, например, на днище машины.
Перед тем, как вернуть машину из ремонта, осуществляется его мойка и чистка салона.
Самостоятельная сварка
Сварка деталей автомобиля под силу и домашнему мастеру. Авто сварка возможна при наличии места для проведения этого процесса и энтузиазма его владельца. Можно ли варить машину обычной сваркой? Разумеется, ведь основные детали автомобиля выполнены из металла.
Разумеется, сварка автомобиля потребует приобретения нужного оборудования, расходных материалов и инструментов. Также следует продумать надежную фиксацию. Следует учесть, что сварка тонкостенных деталей является более сложной и требует знаний тонкости этого процесса.
Первый вопрос у сварщика для осуществления ремонта собственными силами — каким сварочным аппаратом можно варить машину. Удобно это делать полуавтоматами и инверторами.
Для ремонта авто сварочный аппарат может иметь свои достоинства и недостатки. Перед тем, как выбрать сварочный аппарат для автомобиля, следует ознакомиться с их характеристиками и особенностями применения. Выбранный сварочный аппарат для авто поможет ликвидировать все имеющиеся недостатки и позволит пользоваться своим автомобилем еще продолжительное время.
Сварка полуавтоматом
Сваривание полуавтоматом является самым распространенным видом соединения деталей. Автомобили не являются исключением.
В полуавтомате роль электрода выполняет проволока, которая подается из вставленной в аппарат бобины. Само сваривание происходит в защитной газовой среде.
Авто сварка полуавтоматом имеет много преимуществ. С помощью этого оборудования становится возможным без особых трудностей достать с целью соединения детали, расположенные в труднодоступных местах. Этим способом можно пользоваться при ремонте автомобилей и грузовиков большого размера. С помощью полуавтомата выполняются швы различной ширины.
Устройство полуавтомата от остального подобного оборудования отличается специфичностью расходных материалов — вместо электродов при сварке используется проволока. Она подается во время процесса сварки в автоматическом режиме, что является крайне удобным.
Ремонт авто сваркой полуавтоматом является эффективным способом, приводящим без применения особых усилий к хорошему результату. С помощью этого оборудования можно производить ремонт деталей толщиной от 0,7 до 4 миллиметров. В этот диапазон укладываются, как тонкие крылья, так и массивные лонжероны. Сварка автомобиля полуавтоматом — наиболее приемлемый вариант, если предстоит ремонтировать кузов машины.
Сварку различных деталей автомобиля наиболее часто производят методом их стыка. Это исключает образование лишних утолщений на поверхности. Таким методом можно ставить на поверхность деталей в необходимых местах небольшие заплатки или вставки при условии, что в дальнейшем на них не будет оказываться значительное усилие. Полуавтоматом можно выполнять различные виды соединений.
С кромок соединяемых деталей предварительно необходимо снять фаски, если толщина деталей превышает два миллиметра. В остальных случаях можно обойтись без этого. Необходимо свести к минимальному значению величину зазоров между соединяемыми деталями, а лучше совсем обойтись без них. Наиболее популярным среди автомобильных сварщиков методом служит соединение внахлест.
Автомобильная сварка с помощью полуавтомата позволяет выполнять различные типы швов:
- точечный;
- сплошной внахлест;
- сплошной прерывистый внахлест;
- сплошной прерывистый встык.
При точечном способе сварки деталей автомобиля полуавтоматом соединение происходит путем наложения не сплошного шва, а отдельно стоящих через определенные промежутки точек. Интервал между ними зависит от протяженности соединения. Он может находиться в диапазоне от нескольких миллиметров до нескольких сантиметров.
Заваривать швы полуавтоматом можно при различном положении деталей, а, следовательно, и шва. Наиболее удобной является сварка сверху в горизонтальном положении. В этом положении также можно применять и сварку внизу. Для того, чтобы выполнять вертикальный шов, свариваемые детали должны располагаться в вертикальной плоскости. При этом необходимо предусмотреть возможность стекания раскаленного металла вниз по линии шва.
Наиболее удобной является сварка сверху в горизонтальном положении. В этом положении также можно применять и сварку внизу. Для того, чтобы выполнять вертикальный шов, свариваемые детали должны располагаться в вертикальной плоскости. При этом необходимо предусмотреть возможность стекания раскаленного металла вниз по линии шва.
Перед началом сварки необходимо провести подготовительные операции по очистке поверхностей и настройке полуавтомата. Для сваривания тонких поверхностей следует установить «1», «макс», а плавность регулировки на «7». Для толстых листов больше подойдет установка соответственно «2», «макс», «8».
Если при сварке полуавтоматом образовались прожоги, то это означает, что был выбран слишком большой ток. На поверхности может образоваться капелька застывшего металла, образовавшаяся из раскаленной проволоки. Ее после окончания работы необходимо убрать.
Если по время работы проволочку слишком сильно прижимать к поверхности, то будет возможна поломка подающего механизма. Если проволока будет скользить по поверхности, это наоборот, означает, что прижимное усилие недостаточно.
Если проволока будет скользить по поверхности, это наоборот, означает, что прижимное усилие недостаточно.
Для сварки кузова самым подходящим будет углекислотный полуавтомат. Его применение обеспечит надежную сварку деталей толщиной до шести миллиметров. Сваривать он может, как черные, так и цветные металлы.
Такой полуавтомат требует применения углекислого газа в баллоне. Также необходим редуктор для снижения давления. Для сваривания цветных металлов целесообразно применить аргоновую сварку. Наличие легко воспламеняющегося газа потребует осуществления дополнительных мер по обеспечению безопасности процесса.
Полуавтоматический сварочный аппарат для сварки автомобиля является гарантией получения красивого качественного шва, поэтому его целесообразно использовать, если предстоит сварка на дорогом автомобиле.
Сварка инвертором
Выбор инвертора является хорошим ответом на вопрос, каким сварочным аппаратом варить машину. С ним нетрудно справиться, поэтому сварочный аппарат для ремонта авто своими руками в виде инвертора является самым подходящим вариантом. Инвертор отличается высокой производительностью.
Инвертор отличается высокой производительностью.
Сварка инвертором автомобиля обладает следующими достоинствами:
- быстрый нагрев свариваемых поверхностей;
- независимость от работы электросети;
- простота розжига дуги;
- экономичное потребление электричества;
- небольшое количество дефектов;
- простота применения.
Для его использования потребуется подключение к электросети 220 Вт. К сварке инвертором можно приступать только после тщательного очищения соединяемых поверхностей. С помощью инвертора также можно ставить заплатки на проблемные места.
Простота применения сварки инвертором авто сочетается с получением результатов высокого качества. Можно ли варить машину инверторной сваркой имеет неоднозначный ответ. Разумеется, можно, но целесообразно делать это, сваривая толстые детали, к которым, в частности относятся днище и лонжероны. К тому же следует учитывать немалую стоимость этого оборудования. Как варить машину инверторной сваркой, можно узнать, внимательно изучив прилагаемую к прибору инструкцию по эксплуатации.
Чтобы грамотно выбрать для автомобиля сварочный аппарат в виде инвертора следует учитывать следующие моменты:
- Устойчивость к перепадам напряжения.
- Предельные температуры, при которых может использоваться оборудование, подвергнувшееся сварке с помощью инвертора.
- Диаметры электродов, используемых в инверторе.
Электроды диаметром два миллиметра применяют для тонких деталей — на крыльях и дверках, а диаметром четыре миллиметра — для работ на кузове.
Перед тем, как начинать автомобильные сварочные работы, следует обратить внимание на влажность помещения, где будет происходить процесс и обеспечить его минимальное значение. Это снизит вероятность попадания капелек воды в шов при сварке, что может вызвать образование маленьких раковин и разрушение шва. При существенных коррозионных повреждениях края будущего шва обрабатывают специальной грунтовкой.
Сварка машины инвертором применяется, если необходимо произвести ремонтные работы в области багажника, под крыльями, а также другими скрытыми участками автомобиля.
Желательно выбирать инвертор с плавной регулировкой. При сварке инвертором тонкостенных деталей автомобиля следует устанавливать обратную полярность. Это поможет избежать появления прожогов деталей и изменение их формы.
Электроды для сварки
Если к эстетической стороне сварного шва не предъявляется особых требований или он будет находиться в незаметном месте, то сварка авто электродами будет целесообразна. Для того, чтобы создать прочное соединение, необходимо правильно осуществить выбор электродов. Это в основном зависит от материала автомобиля.
Можно ли варить авто электродами? Если для сварки используется обычная ручная дуговая сварка или инвертор, то применение электродов становится необходимостью.
Электроды для сварки автомобильного железа находятся в продаже в широком ассортименте. При сварке в домашних условиях можно порекомендовать электроды АНО. Они хорошо сочетаются с любым типом инверторов, обеспечивают быстрый розжиг дуги, с ними удобно работать во всех положениях.
Для бытовой сварки также неплохо подойдут электроды типа МР-3. Они универсальны и просты в использовании.
Высокое качества шва даст применение электродов марки УОНИ. Однако для работы с ними желательно иметь опыт, как варить электродами машину. Однако это является оправданным, поскольку шов, сваренный с помощью этих электродов, будет отличаться повышенной вязкостью к ударным нагрузкам, что для автомобиля является крайне важным.
Для ремонта автомобиля не рекомендуется приобретать электроды типа ОЗЧ, поскольку их основное назначение — сварка чугуна.
Выбор электродов также зависит от типа свариваемого материала. Например, для нержавейки подойдут электроды марки НЖ-13.
При приобретении электродов необходимо обращать внимание на их маркировку. Она укажет на то, в каком положении может производиться сварка с их использованием. Например, могут быть исключены вертикальное или потолочное положения.
Сварка автомобиля электродами не требует освоения особых навыков и не вызывает трудностей при наличии предыдущего опыта. Дуговой сваркой происходит скрепление металлических деталей, имеющих толщину 0,2-4 миллиметра. К ним относятся части кузова автомобиля.
Для того, чтобы получить качественный результат после дуговой сварки необходимо, чтобы дуга горела непрерывно. Если выбрать электроды диаметром 4-5 миллиметров, то дуга будет гаснуть. Это объясняется тем, что тонкие поверхности сваривают током небольшой величины — 10-75 Ампер.
Для тонких металлов, из которых состоят детали кузова автомобиля, следует использовать электроды небольшого диаметра — 0,5-3 миллиметра в зависимости от толщины детали. При сварке тонкими электродами лучше использовать два способа — встык и внахлест. При сваривании тонких металлов отпадает необходимость скоса кромок.
Если применяются электроды с основной обмазкой, то обязательным является использование постоянного тока. Для других видов покрытия подойдет, как постоянный, так и переменный ток.
Для исключения прожогов электрод во время сварочного процесса необходимо держать под углом 45 градусов. Двигаться лучше углом вперед. Расстояние от поверхности не должно быть слишком большим. Необходимым является правильное хранение электродов. Это гарантирует сохранение его основных свойств, длительность срока деятельности, получение качественного шва.
Если электроды все же отсырели, то исправить ситуацию поможет их просушка, которое удобно делать в предназначенной для этого электрической сушильной печке.
После прохождения обработки в этом оборудовании электроды вновь приобретут свои эксплуатационные характеристики. Такую печь также можно использовать в качестве пенала для хранения.
Для домашнего использования следует приобретать не стационарную печь, а переносную, или иначе мобильную. Они обладают удобной ручкой для переноса. Удобным является наличие выдвижных полок, на которые укладываются электроды. Печь имеет регулировку температуры.
Вместимость камеры печи имеет ограничение, на что надо обращать внимание при закупке электродов впрок. Переносная печь может обладать функцией только сушки, но не прокаливания. Для каждого вида электродов следует выставлять свой режим — время и температуру.
Сварка кузова
При длительной эксплуатации автомобиля многие детали кузова начинают гнить. В первую очередь к ним относятся двери, пороги, места под бамперами, крыльями и колесами. Это происходит, в частности от того, что они подвержены сильному загрязнению.
К этому можно прибавить и внутреннюю часть багажника, особенно, если в него укладывают запасное колесо, не всегда очищенное от грязи. Для того, чтобы убрать начавшие гнить места потребуются ремонтные работы.
Перед началом необходим внимательный осмотр кузова, чтобы можно было увидеть все недостатки и определиться с объемом предстоящей работы.
При необходимости сваривания элементов кузова оптимальным решением будет использование углекислого полуавтомата. Утвердительным будет также ответ на вопрос, можно ли варить автомобиль инверторной сваркой. Преимуществом будет отсутствие баллона с быстро-воспламеняющимся газом и принятия дополнительных мер безопасности в связи с этим.
Перед сваркой кузова необходимо внимательно осмотреть его и оценить состояние чистоты. Для этого кузов придется разобрать, снять крылья и, при необходимости дверцы. Следует удалить следы предыдущей обработки. В первую очередь надо обратить внимание на днище кузова, его пороги и колесные арки, где чаще всего появляется ржавчина.
Затем следует обозначить места и их границы, где требуется ремонт или замена. Если коррозия носит поверхностный характер, то удалить ее можно применением химических средств. После этого требуется провести антикоррозийную обработку.
Все проблемные участки придется вырезать и приварить на эти места заплатки. Для ремонта днища подойдут любые куски металла, но все же желательно, чтобы они по своему составу подходили к основному. Необходимо подогнать все свариваемые куски по размеру, лишнее отрезать, а что-то подогнуть. Если приваривается новый материал, то он должен прилегать к кузову как можно более плотно. Сварку лучше проводить методом внахлест. Особенно это касается ремонта порогов, где сплошной шов недопустим.
Для того, чтобы правильно настроить сварочный аппарат для авторемонта, следует потренироваться на кусках металла соответствующей толщины, и сварить их таким методом. Это поможет сделать настройки правильными. После того, как деталь приложена к поверхности кузова, ее надо прихватить в нескольких местах короткими поперечными швами для того, чтобы она хорошо держалась.
С помощью инвертора можно выполнять не только ремонтные работы, но и проводить усовершенствование автомобиля. Сваркой имеется возможность установки дополнительного оборудования — устройства на крыше приспособления для багажа, стоек для дополнительных осветительных приборов.
Возможные дефекты
При сварке тонкостенных изделий возможно возникновение следующих дефектов:
- Прожоги. Этот дефект появляется именно потому, что детали имеют малую толщину. Избежать поможет грамотный выбор силы тока и оптимальная скорость.

- Деформация деталей. Нагретая поверхность может начать растягиваться, изменяя свою форму. Чтобы этого избежать, можно попробовать чередовать на всей длине шва свариваемые участки, чтобы дать время им охладиться.
- Непровар. Этот дефект сделает изделие негерметичным. Автомобиль станет уязвим для плохой погоды с осадками. Следует не выбирать слишком большую скорость, правильно настраивать инвертор, следить за соответствием электродов типу основного материала.
- Наплывы. Сила тока не должна быть слишком большой. Возможно применение специальных подложек.
Для сварки тонкостенных конструкций необходима сушка и предварительное прокаливание электродов.
Сварка пластиковых бамперов
Автомобильная сварка подразумевает ремонт не только металлических изделий, но и пластиковых. В современных автомобилях бамперы изготовлены из пластика. Они относятся к наиболее часто повреждаемым частям автомобиля, поскольку этот дешевый материал является очень хрупким.
При появлении царапин, сколов и других незначительных дефектов не обязательной является полная замена бампера. Решением проблемы служит ремонт бампера сваркой пластмассы. Это возможно выполнить самостоятельно, приобретя необходимые для этого инструменты и материалы.
Для восстановления поврежденных пластиковых деталей понадобятся следующие материалы:
- растворитель, необходимый для предварительной обработки поверхностей;
- тонкая мягкая проволока;
- пруток;
- тонкая стальная сетка шириной до двух сантиметров для фиксации;
- жидкий пластик для предохранения скоб от коррозии;
- грунтовка;
- резиновый шпатель;
- лезвие бритвы;
- наждачная бумага;
- краска.
Для сварки пластиковых бамперов также понадобится инструмент:
- Паяльник для подготовки швов.
- Специальный сварочный фен или термопистолет.
- Плоскошлифовальная машина.
- Краскопульт.
Ремонтируемую деталь следует снять с машины и установить ее на верстаке, станине или другой подставке, надежно зафиксировав. Не следует делать слишком затянутое крепление, поскольку это может привести к нарушению хрупкой структуры детали и оставить на ней вмятины.
Подлежащий ремонту бампер необходимо очистить от всех загрязнений и следов краски. Поврежденные места следует подвергнуть шлифовке с помощью наждачной бумаги, болгарки или плоскошлифовальной машины. Эта операция уменьшит расхождение уже имеющихся трещин. Если имеются дыры и сколы, то их края обрабатывать не надо. Но если предстоит заделка трещины, то требуется обработка ее краев.
На сварочном фене или пистолете необходимо выставить температуру нагрева. Она должна соответствовать температуре плавления пластика, из которого выполнен бампер. Из такого материала должны быть выполнены и прутки. Для проверки совместимости можно произвести тестовое сваривание на кусочке бампера с его задней стороны.
При сварке для улучшения прочности можно использовать в качестве арматуры металлическую сетку.
Паяльником расширяют трещину и укладывают вдоль нее пруток. Для образования валика сварочным феном совершают возвратно-поступательные движения. Для восстановления прежнего вида бритвенным лезвием срезают ту часть валиков, которая выступает поверх поверхности.
Если повреждения были существенными, то после окончания сварки следует покрыть участок грунтовкой с помощью резинового шпателя и отшлифовать. Затем надо покрыть отремонтированный участок краской, по цвету подходящей к расцветке всего автомобиля.
Интересное видео
Использование генераторов для питания инверторных сварочных аппаратов
Дата: 03.11.2023
Weldclass Academy
Могу ли я использовать свой сварочный аппарат на генераторе? Генератор какой мощности мне нужен для работы инверторного сварочного аппарата?
Мы ответим на все эти и другие вопросы! Вот что мы рассмотрим в этой статье;
- Мощность генератора в сравнении с мощностью сети
- Почему мощность генератора потенциально опасна?
- Почему инверторные сварочные аппараты уязвимы?
- Защита входного напряжения
- Руководство по использованию генератора с инверторными сварочными аппаратами
- Могу ли я использовать небольшой генератор для работы сварочного аппарата?
- Советы по покупке подходящего генератора
1.
Мощность генератора и мощность сетиПо сравнению с питанием от сети, мощность генератора может быть характерно «грязной» и, таким образом, может повредить чувствительные электронные компоненты внутри инверторных сварочных аппаратов. Это особенно касается небольших генераторных установок, которые часто выбирают для работы с электроинструментами и сварочными аппаратами из-за их портативности и доступности.
В то же время, возможность использовать мощность генератора дает много преимуществ операторам, которые хотят использовать свои инверторные сварочные аппараты в полевых условиях или на месте, где невозможно или трудно получить доступ к сети.
Поэтому неудивительно, что одним из первых вопросов, которые задают операторы, прежде чем решиться на покупку инверторного сварочного аппарата, является: «Безопасно ли отключать генератор?». Правдивый ответ не всегда «да». Конечно, подключите практически любой инверторный сварочный аппарат к генератору, и он, скорее всего, будет работать на каком-то уровне. Но не все машины имеют защиту, необходимую для предотвращения повреждения от «грязного» или непредсказуемого источника питания генератора в долгосрочной перспективе.
2. Почему мощность генератора потенциально опасна?
Источник питания переменного тока (сетевой) имеет форму, называемую синусоидой. Когда речь идет о работающем оборудовании с чувствительной электроникой (например, инверторных машинах и компьютерах), наиболее безопасным является питание с идеально чистой синусоидой, однако в действительности этого добиться практически невозможно.
Совершенно «чистая» синусоида однофазного переменного тока 240 В будет выглядеть примерно так:
Мощность сети (обычно) относительно близка к идеальной синусоидальной мощности и поэтому редко вызывает какие-либо проблемы.
С другой стороны, источник питания от портативного генератора, по сравнению с ним, обычно «грязный». Пики, впадины и частота циклов не будут постоянными, даже если средняя выходная мощность может по-прежнему показывать 240 В на простом измерительном устройстве, таком как мультиметр. Мощность генератора также может характеризоваться «скачками» напряжения (ростом напряжения) и «скачками» напряжения (очень внезапными пиками избыточного напряжения).
В генераторе скачки и скачки напряжения могут возникать по ряду причин, в том числе:
- Качество генератора: Все портативные генераторы обычно производят непостоянную мощность по сравнению с идеальной синусоидой. Эта степень отклонения от мощности идеальной синусоидальной волны измеряется в процентах, называемых «Общими гармоническими искажениями» или THD. Приемлемый показатель THD в портативном генераторе обычно считается равным 6% или меньше. В последние годы рынок столкнулся с большим количеством импорта дешевых, некачественных генераторов с недопустимо высокими коэффициентами нелинейных искажений (более 6%). Хотя эти более дешевые генераторы могут без проблем работать с основными электроинструментами, они не подходят для работы машин на основе инверторов, поскольку напряжение может колебаться и достигать неприемлемо высокого уровня.
- Запуск и остановка: При запуске и остановке генератора очевидно, что двигатель работает неравномерно и с постоянной скоростью, поэтому выходная мощность генератора, скорее всего, будет колебаться в зависимости от частоты вращения двигателя.
- Прерывание подачи топлива: Подобно запуску и останову, если в генераторе заканчивается топливо или если есть «сбой» в подаче топлива, двигатель обычно ускоряется и замедляется очень скачкообразно, снова вызывая мощность колебания.
- Нагрузка в зависимости от размера генератора: Генератор недостаточного размера и/или перегруженный будет очень тяжело работать, чтобы поддерживать достаточную подачу тока. Затем, когда нагрузка снимается (например, когда сварка останавливается), двигатель обычно увеличивает обороты до тех пор, пока регулятор не вернет двигатель на скорость холостого хода. Это чрезмерное увеличение оборотов генератора, скорее всего, увеличит выходное напряжение, иногда до опасного уровня.
- Дополнительные нагрузки: Использование других устройств (например, шлифовальной машины, отрезной пилы и т. д.) на том же генераторе и одновременно со сварочным аппаратом может вызвать перегрузку и, следовательно, вызвать колебания мощности, если размер генератора недостаточно.
- Отсутствие технического обслуживания: Генератор в плохом состоянии будет вести себя так же, как генератор низкого качества.
3. Почему инверторные сварочные аппараты уязвимы?
Чтобы значительно уменьшить размер трансформатора и получить множество преимуществ, которые дает нам инвертор (уменьшенный размер/вес и т. д.), входная мощность должна быть «обработана» до того, как она поступит в трансформатор — другими словами, вместо того, чтобы сразу проходить через трансформатор, он сначала проходит через чувствительные электронные компоненты.
Основными проблемными компонентами являются конденсаторы. Конденсаторы — это устройства, которые постоянно заряжаются и разряжаются. В инверторном сварочном аппарате конденсаторы будут заряжаться примерно в 1,4 раза выше стандартного входного напряжения. Таким образом, в случае источника питания 240 В они будут заряжаться примерно при 335 В. То же самое произойдет в случае скачка или скачка напряжения. Таким образом, при скачке напряжения 280 В они будут заряжаться примерно при 395 В, что соответствует увеличению напряжения на 155 В. Именно это значительное колебание рабочего напряжения может повредить или разрушить электронные компоненты инверторного сварочного аппарата.
4. Защита входного напряжения — передовая технология от Weldclass
В Weldclass мы понимаем, что многим операторам (особенно в сельской местности, строительстве и ремонтных отраслях) необходимо, чтобы их сварочный аппарат работал от генератора.
Сварочные аппараты и плазменные резаки Weldclass специально разработаны для использования в генераторах и имеют высокий уровень защиты от колебаний напряжения. Для вашего спокойствия гарантия Weldforce включает/распространяется на использование машин Weldforce с питанием от генератора (при условии, что оператор соблюдает рекомендации, включенные в руководство по эксплуатации – см. пункт 5 ниже).
В инверторные сварочные аппараты Weldclass включены следующие функции для обеспечения оптимальной защиты от скачков напряжения:
- Датчик напряжения: Это устройство отслеживает входное напряжение аппарата и его повышение выше (или ниже) определенного уровня машина автоматически отключает подачу напряжения на уязвимые компоненты. Эти высокие и низкие параметры на машинах Weldforce установлены на уровне 240 В +/- 15% (200–280 В).
- Высоковольтные конденсаторы: Инверторы Weldforce содержат высокопроизводительные конденсаторы, которые обеспечивают более высокую устойчивость машин к колебаниям входного напряжения и снижают риск повреждения конденсатора и других компонентов.
- IGBT Technology: В инверторах Weldforce используется только новейшая инверторная технология IGBT, в отличие от более традиционной технологии MOSFET. IGBT менее уязвимы к колебаниям мощности сети и генератора.
- Компоненты, превышающие спецификации, и испытания на нагрузку до 440 В: Ключевые компоненты машин Weldforce имеют завышенные спецификации для гарантированной надежности, и каждая машина подвергается строгим испытаниям во время производства под «перегрузкой» 440 В.
- Технология PFC: Кроме того, аппараты 205MST и 255MST MIG/Stick/TIG оснащены технологией PFC (или коррекции коэффициента мощности). Проще говоря, PFC автоматически компенсирует любые колебания входного напряжения, обеспечивая стабильное и «чистое» питание инвертора. Это значительно снижает риск повреждения от грязного питания. Это также значительно повышает эффективность, позволяя этим машинам предлагать более высокую производительность и рабочий цикл.
Благодаря этому при использовании инверторов Weldforce с генераторами риск повреждения из-за грязного питания значительно сводится к минимуму.
5. Указания по использованию генератора со сварочными аппаратами с инвертором:
Следуя этим указаниям, оператор сведет к минимуму риск повреждения скачков напряжения и поможет сварочному аппарату работать на полную мощность.
а. Размер генератора:
Определение точного размера генератора, необходимого для безопасной работы сварочного аппарата, не всегда является простым процессом. Некоторые из факторов, которые следует учитывать, включают: номинальный ток сварочного аппарата, номинальную мощность генератора и то, является ли это подлинным номиналом (к сожалению, некоторые генераторы имеют завышенные номинальные параметры), будет ли генератор использоваться для одновременно запускать другое силовое оборудование и т. д.
Информацию о рекомендуемых размерах генератора для работы с определенными машинами Weldclass см. в руководстве по эксплуатации или в информации о продукте на этом веб-сайте.
Ниже приводится практическое руководство по минимальному размеру генератора 1 ;
Инверторная машина Тип | Макс. | Рекомендуемый «минимум» | Рекомендуемый «Идеальный» |
Сварщик
| До 130 А | 6 кВА (5 кВт 4 ) | 7+ кВА (5 кВт 4 ) |
140-160А | 7 ква (5,5 кВт 4 ) | 8+ кВА (6,5 кВт 4 ) | |
180–200 А | 8 кВА (6,5 кВт 4 ) | 10+ кВА (8 кВт 4 ) | |
250А | 13 кВА (10,5 кВт 4 ) | 15+ кВА (12 кВт 4 ) | |
300А | 15 кВА (12 кВт 4 ) | 20+ кВА (16 кВт 4 ) | |
| 350А | 25 кВА (20 кВт 4 ) | 30 кВА (24 кВт 4 ) | |
| 400А | 35 кВА (28 кВт 4 ) | 40 ква (32 кВт 4 ) | |
| Плазменный резак | 30А | 7 ква (5,5 кВт 4 ) | 8+ква (6,5 кВт 4 ) |
| 40-45А | 8 кВА (6,5 кВт 4 ) | 10+ква (8 кВт 4 ) |
1: Обратите внимание, что если предполагается, что генератор будет использоваться для запуска дополнительного оборудования одновременно со сварочным аппаратом, размер генератора должен быть соответственно увеличен. Эти цифры являются приблизительными ориентирами и не должны заменять рекомендации производителя.
2: «Минимальный» размер — это наименьший размер, который мы предлагаем, чтобы свести к минимуму риск скачков напряжения и т. д., однако его может быть недостаточно для достижения полной мощности сварочного аппарата.
3: «Идеальный» размер еще больше снизит риск проблем с электропитанием и обеспечит более высокую производительность сварочного аппарата.
4: Приблизительная эквивалентная мощность инверторных генераторов в кВт, исходя из коэффициента мощности генератора 0,8. Это может измениться, если используемый генератор имеет другую мощность, уточните у производителя генератора.
Дополнительные комментарии по размерам генераторов см. в пункте 6 ниже ↓.
б. Качество генератора : Как мы уже упоминали (пункт 2а выше ↑), генератор хорошего качества, подходящий для работы с инвертором, должен иметь выходной сигнал с низким коэффициентом нелинейных искажений (THD). Все уважаемые поставщики или производители портативных генераторов смогут указать рейтинг THD на своем продукте.
Генераторы с низким коэффициентом нелинейных искажений (6% или менее) будут иметь «относительно» чистую мощность и, таким образом, будут пригодны для работы инверторных сварочных аппаратов.
Генератор с высоким коэффициентом нелинейных искажений (более 6%), скорее всего, будет устройством низкого качества, и его следует использовать для инверторных сварочных аппаратов с номером , а не . См. также «Советы по покупке подходящих генераторов» — пункт 6 ниже ↓.
в. Что можно и чего нельзя делать при использовании генераторов с инверторными сварочными аппаратами:- Запуск и остановка : Всегда отсоединяйте кабель питания сварочного аппарата от генератора перед запуском или остановкой двигателя на генераторе.
- Подача топлива : Всегда проверяйте, чтобы двигатель генератора имел безопасную подачу топлива и чтобы топливопровод был в хорошем состоянии. Нельзя допускать, чтобы в двигателе закончилось топливо, пока сварочный аппарат подключен к генератору.
- Техническое обслуживание : Всегда держите генератор в хорошем состоянии. Не используйте генератор, который нуждается в обслуживании или замене.
- Удлинители питания : Не используйте кабели питания низкого качества или требующие ремонта или замены. Всегда используйте высокопрочные провода – см. таблицу ниже.
Рекомендуемое сечение кабеля удлинителей, используемых с инверторными сварочными аппаратами*:
Сварочный аппарат | Блок питания | Рекомендуемый минимальный размер кабеля |
До 200 А | 240 В 10/15 А | Длина до 10 м: 2,0 мм 2 Длина более 10 м: 2,5 мм 2 |
250 А | 240 В 15 А | 2,5 мм 2 |
240 В 20/25/32 А | 4,0 мм 2 |
*Эти цифры являются приблизительными и не должны заменять рекомендации производителя.
6. Могу ли я использовать небольшой генератор для работы сварочного аппарата?
Как показано в таблице 5a выше ↑, рекомендуемая минимальная мощность генератора составляет не менее 7 кВА (для сварочных аппаратов до 160 А). Нам часто задают такие вопросы, как «почему я не могу использовать свой генератор на 5 кВА для запуска этого сварочного аппарата?».
Мы также иногда видим, что другие поставщики сварочных аппаратов предполагают, что их машины могут питаться от генераторов мощностью всего 4-5 кВА.
Конечно, сварочный аппарат может работать на каком-то уровне, но вот почему использование генераторов меньшего размера НЕ является хорошей идеей ;
- Как объяснялось в пункте 2d выше, генератору придется работать намного интенсивнее, и это значительно повысит вероятность сильных скачков напряжения, которые могут повредить сварочный аппарат или привести к его частым отключениям.
- Производительность сварочного аппарата будет значительно снижена, возможно, до такой степени, что аппарат станет малопригодным. .. или станет очень раздражающим для оператора.
- Часто генератор в какой-то момент будет использоваться для одновременной работы другого оборудования (например, электроинструмента), и это еще больше усугубит вышеуказанные проблемы.
Хотя поначалу генератор большего размера будет стоить дороже, правильно подобранный (или увеличенный) генератор позволит вам выполнить работу правильно с первого раза… и значительно снизит риск дорогостоящего повреждения вашего сварочного аппарата. И кто когда-либо сожалел о том, что у него «слишком много» производительности?
Вот еще один способ взглянуть на это; скажем, вы покупаете автомобиль для буксировки прицепа. Вы бы купили автомобиль, у которого едва хватает мощности, и который должен постоянно работать на оборотах, близких к «красной черте», чтобы выполнять работу? Возможно нет! Точно так же покупка генератора, который имеет большую мощность / мощность, чем то, что вам действительно нужно, имеет большой смысл.
См. дополнительные комментарии в пункте 5a выше ↑.
7. Советы по покупке генератора, подходящего для работы сварочных аппаратов
Качество генератора : Как мы уже упоминали, генератор хорошего качества, пригодный для работы с инвертором, должен иметь низкий выходной коэффициент нелинейных искажений (см. 2a и 5b выше ↑) 6% или менее. Все уважаемые поставщики или производители портативных генераторов смогут указать рейтинг THD на своем продукте.
Тяжелый режим / Частое использование : Если предполагается использовать генератор очень часто / полный рабочий день / каждый день (например, мобильные сварочные операции), мы настоятельно рекомендуем пользователю рассмотреть возможность приобретения генератора с «щеточным» генератор переменного тока с комбинированным регулированием или технология автоматического регулирования напряжения (AVR).
Хотя генераторы этого типа, как правило, более дорогие, чем стандартные генераторы (с «бесщеточными» генераторами), их регулирование напряжения и выходная мощность намного лучше и «чище». Это означает, что они с гораздо меньшей вероятностью вызовут проблемы с электропитанием, которые могут привести к отключению или повреждению сварочного аппарата.
Есть вопросы?
Оставьте комментарий внизу этой страницы ↓ или нажмите здесь, чтобы отправить нам запрос.
Дополнительные статьи об инверторных сварочных аппаратах;
Что такое инверторный сварочный аппарат и как он работает?
Что такое рабочий цикл и как он рассчитывается?
Все изделия для сварочных аппаратов
Несмотря на то, что были приняты все меры предосторожности, Weldclass не несет ответственности за любые неточности, ошибки или упущения в этой информации или ссылках и приложениях. Любые комментарии, предложения и рекомендации носят общий характер и могут не относиться к определенным приложениям. Пользователь и/или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемой цели и за обеспечение того, чтобы выбранный продукт мог работать правильно и безопасно в предполагаемом применении. Э.&О.Э.
Метки
Сварочные аппараты
КомментарииДата: 03-02-2022
Ромель ГориоЗдравствуйте.. Я ничего не знаю об этом, и я планирую купить генератор, могу ли я использовать генератор на 50 кВА в инверторном сварочном аппарате на 300 ампер,
Дата: 20.10.2021
Деррик ФримпонгКакой фактический размер или мощность подходит для сварочного аппарата на 250А?
Дата: 07.04.2021
Кайру Кахига Христос есть ответ министерства — (CITAM)Большое спасибо за очень полезную информацию о сварочных аппаратах и генераторах.
Я работаю в отдаленной части Северной Кении, и у меня есть желание начать работу. Я уверен, что информация из этой статьи станет отличным руководством для моих дальнейших начинаний. У меня только один вопрос, как ваша продукция может быть доставлена мне в Кению?
Я буду признателен за ваш добрый ответ.Дата: 07.07.2020
Класс сварки Класс сваркиЛадет, см. пункт 7 этой статьи «7. Советы по покупке генератора, подходящего для работы сварочных аппаратов».
Дата: 07.06.2020
Ладет CGSКакой тип генератора подходит для сварки в течение длительного времени
Дата: 15-06-2020
Класс сваркиРегина, рекомендуем уточнить это у производителя сварочного аппарата 300А.
Требуемый размер генератора будет зависеть от количества требуемой мощности машины, которая может варьироваться в зависимости от типа машины (инвертор или трансформатор), рейтингов эффективности и т. д.Дата: 15-06-2020
Регина Дела ФуэнтеГенератор какой мощности можно использовать для работы инверторного сварочного аппарата на 300 А?
Дата: 19-05-2020
Класс сварки Класс сваркиРосс, входной ток варьируется от одной марки/модели машины к другой. Наилучшее сравнение — обычно эффективный номинал потребляемого входного тока (I1eff).
Дата: 15-05-2020
Росс Питерс ABC ELECTRICкакой входной ток потребляется от однофазного инвертора 200А и 3-х фазный инвертор 400 ампер
Дата: 24-04-2020
Уильям РейнольдсПривет, Я в Америке и интересуюсь сваркой. У меня нет опыта, но планирую начать сварку в ближайшее время. У меня вопрос, на который я пока не могу ответить: Я заинтересован в получении генератора, подобного двойному генератору Champion мощностью 5,5 кВт. Как вы, наверное, знаете, это 240 В переменного тока, две фазы. Я также хочу однофазный сварочный аппарат на 230 В переменного тока.
Я видел, как люди без проблем сваривают с помощью адаптера L14-30 на 14-30 (YouTube). Однако я думаю, что использование только одной из двух фаз создаст несбалансированную нагрузку и, в конечном итоге, повредит генератор. Каковы ваши мысли, сэр? Спасибо, Уильям РейнольдсДата: 24-02-2020
Класс сваркиРональд: независимо от настройки мощности, на которой должен работать сварочный аппарат, мы не рекомендуем использовать генераторы меньшего размера. Как вы заметили — в пункте 5а этой статьи — разница в рекомендуемом размере генератора для сварочного аппарата на 140 А и на 180 А составляет всего 1 кВА (от 7 кВА до 8 кВА). В то время как сварочный аппарат может нормально работать на более низкой мощности и т. д., факт остается фактом: использование генератора меньшего размера повышает риск повреждения сварочного аппарата.
Дата: 22-02-2020
Рональд ПортерЕсли вы используете сварочный аппарат на более низкой мощности, скажем (185 ампер на 140 ампер), можете ли вы безопасно использовать генератор меньшей мощности?
Дата: 21-02-2020
Класс сваркиСпасибо за ваш вопрос, JC. Нет, сварщик обычно не представляет опасности для генератора.
Дата: 21-02-2020
Джейк Ван Томдер Cme sivelsМожет ли инверторный сварочный аппарат повредить генератор
..Обратите внимание: Спам-комментарии (или попытки создания обратных ссылок) будут УДАЛЕНЫ и НЕ будут опубликованы.
Портативный ручной сварочный аппарат для дуговой сварки MMA 160A – DEKO Tools
143,32 доллара США
132,99 $
Этот портативный ручной сварочный аппарат MMA 160A — лучший выбор для любителей сварки, новичков и профессиональных сварщиков, которые хотят выполнять ежедневные сварочные процедуры. Благодаря легкой и сверхкомпактной конструкции пользователям очень удобно транспортировать и использовать его в ограниченном пространстве. Сварочный аппарат DEKO MMA позволит вам получить профессиональную отделку при сварке, кузовных работах, бытовом ремонте, сельскохозяйственных проектах, требующих дополнительной мощности сварки.
США
Включая налог. Стоимость доставки рассчитывается при оформлении.
— +
Портативный ручной сварочный аппарат MMA для дуговой сварки 160A — находится в резерве и будет отправлен, как только он снова появится на складе.
- Обеспечивает отличные характеристики дуги;
- Два напряжения 110/220 В;
- Очень легкая, компактная и портативная конструкция;
- Защита от перегрузки по току и защита от перегрузки для обеспечения безопасности;
- Идеально подходит для ежедневных сварочных работ легкой и средней сложности;
- Управление с обратной связью по замкнутому контуру, встроенный вентилятор и интеллектуальный регулятор сверхнизкого напряжения, стабильное выходное напряжение, легкий запуск в области нестабильного напряжения.
- Усовершенствованная инверторная технология IGBT с высоким рабочим циклом и превосходным напряжением зажигания делает сварочный аппарат более надежным и менее подверженным повреждениям или отказам.
- Энергосберегающий и высокоэффективный. Переключатель инверторного сварочного аппарата также работает быстро и потребляет меньше энергии для выполнения заключительной операции.
- Внутренний охлаждающий вентилятор защищает сварочный аппарат от перегрева, увеличивая срок службы устройства.
- Идеально подходит для сварки нержавеющей стали, легированной стали, углеродистой стали и других металлических материалов.
Материал: Стальная рама и пластиковая ручка
Тип: MMA (палка)
Входное напряжение переменного тока: 110 В/220 В
Входная мощность: 5,8 кВт
Напряжение холостого хода: 60 В
Диапазон тока: 10–160 (A)
Номинальный рабочий цикл (%): 40/60
Коэффициент внутренней мощности: 0,85
IP21S
Длина шнура питания: 71,6 дюйма
Вес нетто: 12,1 фунта (5,5 кг)
Размеры упаковки: 11,4 дюйма x 4,92 дюйма x 7,87 дюйма (29×12,5×20 см)
Выходное напряжение: Тип постоянного тока
1X Сварочный аппарат MMA
1X Держатель электрода и кабель длиной 9,28 фута
1X Рабочий зажим и кабель длиной 9,55 фута
1X Кабель адаптера питания и вилка
1X Адаптер для вилки и 19,3 дюйма 1X Щетка и 3,26 дюйма
1X Руководство пользователя
Это на самом деле
Хорошо, маленькая единица не ожидала многого, но я ошибалась. Я использовал его для тонких и толстых сталей, и обнаружил, что он соответствует задаче сварки того, что мне нужно. Один раз за год эксплуатации он перегрелся, и это была моя вина… Не дайте себя обмануть, ребята, этот плохой мальчик умеет сваривать. Легкий вес и портативный.
Большая машина для изготовления палочек
Отличная машина для изготовления палочек. Я попробовал это, где я работаю, я был поражен. Пробовал на 110v 7018. Рекомендуемые.
Невероятно доволен этой покупкой
Начну с оговорки, я не сварщик, до двух дней назад никогда в жизни не сваривал. Кто-то решил украсть наш каталитический нейтрализатор, пока мы были в отпуске, и стоимость его замены была почти равна стоимости автомобиля… Я купил все необходимые детали и попытался починить их самостоятельно с помощью сварки JB. Достаточно сказать, что это не сработало, поэтому план Б состоял в том, чтобы сварить его самостоятельно. Я нашел это на Amazon, и отзывы продали его. Я обнаружил, что не хватает некоторой информации, и у меня были сомнения, когда я начинал.
Первое, о чем я беспокоился, был ли у меня обычный удлинитель или мне нужно было купить удлинитель за 100 долларов. Оказалось, 25-футовый 15-амперный кабель работал нормально, ничего не нагревалось от стандартной розетки на 110 В.
Во-вторых, фактическое количество ампер, необходимое для стержней E6011, которые я купил, стержни говорят между 35 и 75 амперами, когда я попробовал то, что, по словам этого сварщика, было 35, они застряли и отказались течь, я в конце концов (и очень предварительно) увеличивал силу тока, пока не обнаружил, что стержни будут течь, в итоге он показал около 82 ампер, поэтому показания (хотя и при 110 В) либо неточны, либо стержни, которые у меня есть, не соответствовали спецификации.
Все это к тому, что после того, как стержни потекли, я смог заменить каталитический нейтрализатор, и сварные швы держат хорошо.