
Как склеить бампер своими руками и какой клей выбрать?
Серьезно настроившись на то, чтобы склеить бампер своими руками, каждому человеку необходимо знать о важных нюансах процесса, а также подробно изучить доступные на сегодня методы произведения манипуляций.
Знакомство следует начинать с выявления лучшей фиксирующей смеси и плавно переходить к алгоритму действий, которым пользуются все профессиональные автомеханики.
Технология ремонта пластиковых бамперов в домашних условиях будет разбираться отдельно, чтобы новички могли запомнить все моменты, а также избежать ошибок.
Ответы на часто задаваемые вопросы подытожат приведенную информацию в конце статьи, даже у самого скептически настроенного читателя в свободном доступе обязательно окажутся только полезные и практически ценные советы от опытных мастеров.
Содержание статьи:
Ремонт бампера на машине своими руками: какие есть вариантыВыбрав качественный клей для пластика или специализированное оборудование в виде паяльника и мощного степлера, можно запросто избавиться от множества повреждений на неотъемлемой детали каждого автомобиля.
Следует сразу уточнить, что собственными силами починить ТС удастся в случае обнаружения сколов, трещин до 10 см, небольших вмятин и пробоев тела бампера автомобиля.
Если часть детали была оторвана и утеряна, то без обращения к профессионалам исправить эксцесс достаточно сложно, но в других ситуациях можно смело настраиваться на рабочий процесс.
Какие материалы используются для ремонта бамперовНабор составляющих напрямую зависит от выбранного метода скрепления краев детали, чаще всего мастера на СТО прибегают к использованию таких материалов как:
- Специализированный клей для ремонта бампера или скотч.
- Эпоксидную или полиэфирную смолу.
- Стекловолокно.
- Обезжириватель.
- Автомобильную шпаклевку.
- Эмаль.
- Грунтовку.
Без определенного инструмента добиться хорошего результата и существенно ускорить процесс не получится, речь идет про болгарку с насадками, а также строительном степлере, способном глубоко загонять скобы в структуру материала.
У этой смеси есть масса положительных сторон, она не растекается по поверхности и создает качественную адгезию.
Сразу после полного застывания слоя, шов получится отшлифовать и довести до идеального состояния, не испортив при этом внешний вид ТС. Среди профессионалов пользуется популярностью состав под названием «Новол (Novol) 710», фиксирующий раствор отлично сочетается с пластиком и металлом.
При нанесении на акриловые грунты полезные свойства средства остаются неизменными, по завершении манипуляций можно выровнять поверхность и окрасить ее в подходящий оттенок.
Универсальный суперклейРазбираясь с тонкостями вопроса, как заклеить бампер, стоит взять на заметку этот сильнодействующий состав, выбрать производителя можно на личное усмотрение, перечень удачных марок выглядит так:
- Alteco Super Glue Gel поставляется из Сингапура и имеет усилие разрыва в 111 Н.
- DoneDeal DD6601 (США) обладает показателем в 108 Н.

- Permatex Super Glue 82190 из Тайвани более мощный, 245 Н.
- «Сила Суперклей» созданный в КНР имеет показатель 175 Н.
Деталь не приходится тщательно подготавливать перед началом работ, а сама смесь сохнет довольно быстро, буквально через 5-15 минут мастер получает надежную сцепку краев.
Склейка стекловолокном и эпоксидкойОдин из популярных приемов предполагает закупку двухкомпонентной фиксирующей смеси и ее непосредственное приготовление перед нанесением.
Столкнувшись со специфическими компонентами в составе бампера, не будет лишним заменить эпоксидку на полиэфирный клей, при этом заготовить отрезки стекловолокна. Вспомогательный материал поможет не только устранить пространство до 10 мм, но и придаст изделию прочности.
Эксперты в один голос утверждают, что детали из стеклопластика не рекомендуется соединять при помощи эпоксидного раствора, даже если он будет двухкомпонентным, их можно склеить полиэфирным составом.
Правила выбора клеевого составаПри подготовке к решению задачи, как склеить бампер, важно правильно и внимательно отнестись к покупке основного компонента, речь идет про фиксирующую смесь. Раствор должен полностью подходить под материал, из которого создана деталь, а также отвечать другим общепринятым требованиям.
Раствор должен полностью подходить под материал, из которого создана деталь, а также отвечать другим общепринятым требованиям.
Изначально человек проверяет, сможет ли клей создать цельную структуру, не будет ли он лопаться при сильных морозах, насколько высока стойкость к повышению температур.
Слой по мере вождения ТС непременно станет подвергаться агрессивной среде, в которой имеют место капли масла или бензина, застывший шов не должен разрушаться под действием этих реагентов.
Технология склеиванияКаждый профессионал, без сомнения скажет, что клей для бампера автомобиля наносится и распределяется по особой технологии, алгоритм действия мастера зачастую делится на такие этапы:
- Демонтаж детали.
- Произведение подготовительных мероприятий.
- После чего можно заклеить поврежденный участок.
- Шлифование поможет выровнять поверхность.
- Финальным штрихом будет окрашивание.
Придерживаясь такой последовательности, получится произвести процесс в домашних условиях, для этого необходимо решить, чем склеить бампер, а также приготовить подходящий набор инструментов.
От состояния поверхности зависит половина успеха и качество адгезии двух поврежденных кусков, клей для бампера не потеряет полезные свойства и характеристики только при выполнении таких действий:
- Прежде чем приклеить бампер, его вымывают и очищают от въевшихся пятен грязи.
- Проблемный участок ошкуривают наждачной бумагой или специальными насадками.
- Для усиления сцепки с материалом место протирают растворителем.
- По завершении манипуляций вправляется поврежденная зона.
Для герметизации будущего шва не исключено применение малярного скотча, он оградит владельца ТС от растекания смеси, а также поможет сэкономить раствор.
Вспомогательная клейкая лента наносится с внешней или внутренней стороны детали, выбрав горячий метод склейки, лучше взять металлизированный скотч, чтобы избежать воспламенения составляющей.
Материалы и инструментыРазобравшись с тем, какой клей идеально подойдет под ремонт пластмассовой детали машины в конкретной ситуации, следует подготовить стол, а также собрать инструменты с материалами.
В решении этой задачи поможет список, которым пользуются все профессиональные автомеханики и рихтовщики, перечень выглядит следующим образом:
- Набор кистей.
- Грунтовка.
- Обезжириватель.
- Эмаль.
- Нож.
- Наждачная бумага разной фракции.
- Эпоксидная смола.
- Стекловолокно.
Клей на основе смолы застывает до 36 часов, в зависимости от температуры, идеальным показателем на термометре будет 18-20 градусов со знаком «+».
Нарушив одно из правил, приведенных в инструкции на товар, при наступлении холодов шов треснет, а срок службы смеси точно не порадует владельца автомобиля.
Процесс ремонтаПеред выполнением основного этапа фиксации повреждения нужно приготовить раствор, для этого берут 10 частей эпоксидки и 1 часть отвердителя, тщательно перемешивая содержимое емкости, избавляются от осадка на дне.
До готовности составу необходимо дать отстояться на протяжении 5 минут, при этом банку помещают в теплое место, где температура не опускается ниже 20 градусов.
После стоит воспользоваться пошаговой инструкцией:
- Промазать поврежденный участок клеем.
- Приложить подходящий отрезок стекловолокна.
- Ткань наносится в несколько слоев, после каждого наложения зона смазывается составом.
- Последний слой должен спрятать своеобразную структуру стекловолокна.
- На протяжении 24 часов деталь ТС лучше не беспокоить.
Класть бампер набок опытные мастера не рекомендуют, чтобы распределенная смесь не создавала подтеки, проблемная зона должна быть приблизительно в горизонтальном положении. В завершении работ человек подгоняет внешний вид составляющей до идеального состояния путем шлифовки и покраски эмалью.
Ремонт бампера из стеклопластикаМатериал основы действительно своеобразный и требует особого подхода, обвесы такого типа зачастую имеют на корпусе гравировку UP или PUR, определяющую горячую и холодную формовку.
Взявшись за самостоятельную реализацию процесса, необходимо настроиться на применение полиэфирной смолы или живицы, а поверхность следует идеально подготовить для нанесения фиксирующих материалов.
Манипуляции не отличаются от принципа их произведения при ремонте пластиковых моделей, а вот к выбору составляющих эксперты советуют подходить максимально серьезно.
Как вернуть блеск и однородность лкп на месте трещиныОригинальный оттенок достаточно сложно повторить, это происходит потому, что фиксирующие смеси вносят свои коррективы в состояние основания. Даже при тщательной шлифовке и грунтовании проблемный участок становится слегка заметным.
Полной окраски детали также не происходит, а в таком случае добиться идеального сочетания попросту невозможно. Помочь избавится от блеклости, могут полирующие мягкие круги на болгарку или дрель, в работу профессионалы нередко берут акриловый лак бесцветного образца.
Несовпадения тона получится избежать или свести к минимуму, но работа многим людям покажется кропотливой, нужно проявить терпение.
Как запаять бампер своими рукамиПрибегая к использованию инструмента, способного нагнетать высокие температуры, важно не переусердствовать, чтобы совсем не испортить деталь, отсутствие опыта нередко приводило новичков к плачевным последствиям.
Чтобы избежать распространенных ошибок, можно воспользоваться пошаговой инструкцией, которой поделились профессионалы, отступать от последовательности не следует, в противном случае владелец авто будет вынужден покупать новую деталь.
Подготовка к восстановлению пластикового бампераПрежде всего, неотъемлемую составляющую ТС демонтируют, если при совершении действий осколки опали, их нужно собрать и сложить в одно место.
Элементы очищаются от загрязнений и сушатся, лучше заранее обработать материал растворителем, убирая при этом жирные следы, а также отложения реактивов.
От состояния и особенностей бампера зависит температурный режим, который будет использоваться при ремонте или актуальность реализации плавления в принципе. Детали из стеклопластика соединяют исключительно при помощи фиксирующих основ, специальное оборудование не даст должного результата.
Пайка бампера с помощью паяльникаОбычная модель агрегата мощностью в 100 Ватт отлично подойдет для процесса, инструмент используют при соединении плат или тонких проводов, поэтому каждый электрик имеет в наличии паяльник.
Жало предварительно очищается от возможных накоплений припоя или других мелких частиц, после чего аппарат подключают к сети для последующего накаливания.
Материал с краев, где образовалась трещина, постепенно стягивается в середину поврежденного участка, тем самым на кромке создается тонкий слой, скрепляющий осколки.
Чтобы добиться максимального результата, решая задачу, чем заклеить сколы, в некоторых случаях мастера внедряют армирующую сетку или скобы, эти составляющие вплавляются в тело заподлицо, металл не выпирает на лицевую сторону.
Уже готовый шов, подстывший за определенное время, подвергается шлифованию наждачной бумагой или специальными насадками, начинать можно с более крупной фракции, а заканчивать мелким камнем.
Запаивание бампера термофеномПроцесс имеет нечто схожее с работой при помощи ацетиленовой горелкой, кто уже сталкивался с такими методами, сразу поймет суть дела.
Насадка минимальных размеров считается лучшим вариантом для реализации задуманного, у фена идет в наборе несколько образцов, выбрать можно на личное усмотрение.
Без куска присадочного материала не обойтись, его получится закупить в магазине или взять от ремонтируемой детали, после нагревания краев припой попросту прижимается к проблемному участку.
По завершении спайки лицевая сторона изделия обрабатывается подручными средствами, шлифование в некоторых случаях даже занимает больше времени, чем сам процесс устранения скола из-за выпирающих участков присадки.
Пайка пластикового бампера с помощью горелкиРечь идет про небольшие образцы горелок, которые получится найти в продаже без особых проблем, баллоны уже имеют удобную насадку, с ее помощью можно регулировать поток газа.
Пламя будет выходить из сопла достаточно широкое, важно избегать перегрева детали, ведь в этом случае на поверхности появятся подтеки, от них потребуется дополнительно избавляться.
Избегая возникновения эксцессов, хозяева авто нередко применяют горелки исключительно для нагрева арматуры с подготовленным жалом, а уже этим приспособлением стыкуют шов.
Подобный тип ремонта стал популярен среди профессионалов за счет низкой кропотливости процесса. Пруток выполняет две функции, он служит как заполняющий и армирующий элемент, в продаже чаще всего встречаются треугольные формы составляющей.
Нагревая и вдавливая дополнение в трещину, мастер постепенно заполняет проблемный участок и нивелирует повреждение. Перед нанесением материала можно предусмотреть наличие фаски, для этого куски или шов предварительно шлифуются небольшой насадкой.
Благодаря такому подходу к реализации приема, по завершении на бампере образуется аккуратный и слегка заметный стык, а после шлифования, грунтовки, окраски, он и вовсе пропадает из вида.
Пайка бампера специнструментомСуществует несколько профессиональных приспособлений, которые способны ускорить процесс и сократить свободное время, потраченное на выполнение действий.
Но таких принадлежностей может попросту не оказаться под рукой, ведь специнструмент чаще всего покупают мастера, постоянно занимающиеся рихтовкой и устранением повреждений.
Паяльник или фен с насадками можно взять в аренду, если компании, предоставляющие такие услуги, есть в городе, где проживает автовладелец.
В других случаях стоит воспользоваться фиксирующими смесями, клеи также способны помочь добиться положительных результатов, а при работе с ними нет необходимости запасаться своеобразными агрегатами.
Склеивание бампера композитным материаломСтолкнувшись с термостабильными образцами материалов, предыдущие методы не дадут положительных результатов, для таких деталей профессионалы предусматривают наличие ремонтных наборов.
В комплектацию товара зачастую входит эпоксидная смола или другие фиксирующие смеси, а в роли дополнения выступает стекловолокно, нарезанное на заготовки подходящего размера.
При подготовке поверхности мастер добивается достойной шероховатости материала, чтобы адгезия оставалась на высоком уровне, специализированная ткань укладывается в несколько слоев.
Помимо заполнения пространства щели следует предусмотреть покрытие краев стеклотканью на несколько миллиметров, игнорируя подобные рекомендации, о надежной заделке повреждения речь идти не может.
Описанный прием помогает избавиться даже от объемных дыр свыше 10 мм, заменить утерянные осколки, а также создать ровную и гладкую плоскость. После шлифовки и окрашивания, со стороны заметить место, где был дефект попросту невозможно, что говорит про эффективность способа реализации задуманного.
Ответы на часто задаваемые вопросыХотя вся последовательность действий человека, взявшегося за реализацию одного из вышеперечисленных приемов, была расписана подробно, у некоторых новичков может возникнуть неуверенность в собственных силах.
Спешить отказываться от экономии средств не стоит, ведь не обращаясь к специалистам на СТО, автовладелец сохранит определенную сумму денег.
Ответы на часто задаваемые вопросы уточнят большинство непонятных моментов, после чего интересующиеся самостоятельным ремонтом бампера тщательней разберутся в ситуации и приступят к непосредственному процессу.
Как запаять крепление ухо пластикового бампераДля создания надежного шва без армирования обойтись сложно, все эксперты рекомендуют дополнительно внедрять сетку из металла или скобы.
Такие вспомогательные элементы после погружения в тело детали станут незаметными, но срок службы составляющей ТС существенно увеличится.
Как запаять большую трещину на бампере автомобиляПодобные дефекты не редкость, но паниковать при виде дыры будет глупо, лучше разобраться с тем, как устранить эксцесс собственными силами.
На самом деле процесс достаточно легкий, обеспечив стягивание краев скобами или отрезками проволоки, мастер создаст каркас, на котором удачно закрепится стекловолокно с фиксирующей смесью по типу эпоксидной смолы.
Можно ли паять бампер металлическим пруткомЭлемент неспособен полностью совместиться со структурой детали ТС, поэтому чаще всего его применяют как нагревательное приспособление.
Припой из металла со временем может отпасть даже от сильной вибрации, свойственной передвижению по неровной местности, после чего автовладелец снова обнаружит трещину.
Как сделать армирование пластика перед пайкой бампераЕсть несколько популярных вспомогательных материалов, которые стали давно незаменимыми при ремонте сложных участков на автомобиле в момент обдумывания нюансов, чем клеить сколы.
Речь идет про знакомые монтажникам строительные скобы со степлера, сетку и гибкую проволоку. Все эти железные фиксирующие заготовки способны нагреваться, при этом проникая в тело обвеса машины, после чего шов становится более защищенным перед пайкой.
При прокалывании отверстий для проволоки потребуется проявить осторожность, лучше взять сверло подходящего диаметра или прожечь материал паяльником с насадкой.
сварка феном, пайка паяльником, склеивание, подробно как отремонтировать бампер
Ремонт бампера во многих случаях обходится в разы дешевле, чем покупка нового. Почти любой поврежденный пластиковый бампер можно отремонтировать, но в некоторых случаях проще и дешевле купить новый. Бампер является наиболее поврежденной частью кузова автомобиля. Повреждения бампера чаще всего возникают из-за ошибок при парковке, например, не заметили препятствие или неправильно оценили свободное пространство. Изначально бампер должен был служить буфером для защиты кузова от повреждений. Со временем основной функцией бампера стало придание автомобилю привлекательного внешнего вида.
Со временем основной функцией бампера стало придание автомобилю привлекательного внешнего вида.
В этой статье мы расскажем о видах повреждений пластиковых бамперов, из каких материалов изготавливаются бамперы, свойства этих материалов, опишем все основные способы ремонта пластиковых бамперов, дадим пошаговые инструкции по выполнению ремонта.
Виды повреждений пластиковых бамперов
Царапины
Царапины — это бесконтактные повреждения поверхности бампера в виде бороздок. Царапины на бампере делятся на два типа:
- Поверхностные царапины — повреждена только краска бампера до слоя грунтовки.
- Глубокие царапины — царапины более глубокие и повреждают не только краску и грунтовку, но и пластик бампера.
Не ждите слишком долго, прежде чем удалить царапины с бампера, так как со временем они могут превратиться в трещины.
Царапины на бампере можно устранить путем шлифовки наждачной бумагой или шлифовальной машинкой. Поверхность бампера шлифуется до гладкости, затем поверхность шпаклюется, грунтуется и окрашивается.
Вмятины
Вмятины — это поверхностные деформации пластикового бампера, вызванные локальной деформацией пластика. Вмятины возникают из-за чрезмерного усилия, приложенного к бамперу. Вмятины часто сопровождаются царапинами и трещинами.
Для удаления вмятины деформированную часть бампера нагревают строительным феном или газовой горелкой. Когда поврежденный участок бампера размягчается, вмятина выпрямляется, восстанавливая правильную форму бампера.
Трещины
Трещины — это отверстия в бампере, которые различаются по длине и форме. Трещины являются наиболее распространенным видом повреждения бампера. Трещины, которые своевременно не ремонтируются, со временем увеличиваются в длину под воздействием вибрации. Существуют различные способы ремонта трещины бампера: сварка тепловой пушкой, использование стекловолокна и жидких полимеров, пайка металлической сетки или металлических опор паяльником. Выбор метода ремонта зависит от материала, из которого изготовлен бампер, его размера и внешнего вида.
Сколы
Скол — это участок бампера, который был срезан и отделен от бампера. Сколы чаще всего возникают у края бампера после столкновения с препятствием. Ремонт сколов на бампере аналогичен ремонту трещин.
Виды материалов бамперов
Современные автомобильные бамперы могут быть изготовлены из различных видов пластика. Перед началом ремонта важно определить тип ремонтируемого пластика. Самый простой способ сделать это — посмотреть на внутреннюю сторону бампера, где тип пластика, из которого изготовлен бампер, должен быть обозначен буквенным кодом. Если на задней части бампера нет маркировки, тип пластика можно определить косвенно, изучив отделенную часть бампера. Опытные мастера могут определить тип пластика просто по его внешнему виду.
Основными видами пластика, используемыми при производстве пластиковых бамперов, являются:
- PP — полипропилен, гибкий и прочный на разрыв, размягчается при нагревании, горит чистым пламенем, синий у основания и желтый сверху, не образует сажи при горении, образует капли при горении, издает масляный или воскоподобный запах при горении, не тухнет, не растворяется в ацетоне.
 Его можно сваривать феном, спаивать паяльником без использования армирующего материала. При сварке и пайке важно контролировать температуру. Температура плавления составляет 300℃, температура сварки — 300-340℃, температура растрескивания — 350-370℃.
Его можно сваривать феном, спаивать паяльником без использования армирующего материала. При сварке и пайке важно контролировать температуру. Температура плавления составляет 300℃, температура сварки — 300-340℃, температура растрескивания — 350-370℃. - ABS — акрилонитрил-бутадиен-стирол, хрупкий, белеет при изгибе, горит мгновенным оранжевым пламенем, сильно дымит, быстро переходит из твердого состояния в жидкое, очень жидкий, пузырится при перегреве, пахнет резиной при горении, не гаснет, легко растворяется в ацетоне. Его можно сварить феном, спаять мощным паяльником, газовой горелкой, склеить. Температура плавления 350℃, температура сварки 350-370℃, температура разрушения 380-400℃.
- ПА — полиамид, белеет при сгибании, горит слабо, желтое пламя с синим основанием, плавится при горении, пенится, выделяет резкий запах муравьиной кислоты, гаснет сам по себе, не растворяется в ацетоне. Его можно сварить феном, спаять мощным паяльником, газовой горелкой, склеить. Температура плавления 400℃, температура сварки 400-440℃, температура растрескивания 450-470℃.

- PUR — полиуретан, трудно поддается сварке и пайке, требует хорошего усиления. Его можно сварить феном, спаять тонким паяльником. Важно не перегреть детали. Температура плавления полиуретана составляет 200℃.
- ПК — поликарбонат, горит желтым пламенем, со вспышками и светящимся пеплом, при горении выделяет карамельный запах, частично тухнет. Температура плавления 350℃, температура сварки 350-370℃, температура разрушения 380-400℃.
- PE — полиэтилен, горит чистым пламенем с желтой вершиной и синим основанием, при горении образует капли и выделяет стеариноподобный запах, не гаснет. Температура плавления составляет 270-300℃.
- ПВХ — это поливинилхлорид. Его можно сварить феном и спаять паяльником. Шов должен быть усилен из-за низкой прочности ПВХ. Температура плавления составляет 300-400℃.
- Пластик, армированный стекловолокном, не имеет специального обозначения и может быть отремонтирован путем наложения нескольких слоев стекловолоконной ткани и пропитки полиэфирной или эпоксидной смолой.

Способы ремонта пластиковых бамперов
Сварка бампера присадочными прутками и феном
Сварка бампера с использованием сварочных прутьев и фена — самый сложный способ ремонта пластиковых бамперов. Когда в процессе сварки присадочный пруток и бампер расплавляются, образуется прочное соединение, которое по прочности не уступает целому, не отремонтированному бамперу. Бампер можно отремонтировать, сварив его феном.
Для достижения высокого качества сварки бампера желательно использовать фен (нагнетатель горячего воздуха) с плавной регулировкой температуры и потока воздуха. Вам понадобится набор сварочных насадок для фена. Для сварки пластиковых бамперов лучше всего использовать сварочную насадку диаметром 5-7 мм.
Для сварки пластиковых бамперов используются специальные присадочные прутки. Заполняющие стержни могут быть плоскими, треугольными или круглыми. Планки всегда должны быть из того же типа пластика, что и бампер. Если планок нет в наличии, их можно заменить тонкими полосками, вырезанными из другого бампера, который должен быть изготовлен из того же типа пластика, что и бампер ремонтируемого автомобиля.
Более крупные трещины и отверстия могут потребовать использования армирующего материала, например, металлической сетки или скоб от степлера. Сетка и скобы нагреваются феном и вдавливаются в пластик на внутренней стороне бампера.
При ремонте пластикового бампера важно нагреть его до нужной температуры. После нагрева до температуры пластика ему можно придать форму и согнуть в нужном направлении. После нагрева до температуры плавления пластик можно сваривать. При нагреве до температуры разрушения пластик застывает, но сварной шов содержит продукты распада пластика и не обладает достаточной прочностью.
Приварите пластиковый бампер, используя следующую процедуру:
- бампер зачищается с обеих сторон от будущего сварного шва на ширину 15 мм. Концы трещин высверливаются для предотвращения дальнейшего расширения. Используя инструмент dremel с коническим наконечником или шлифовальную машинку, снимите фаски с обеих сторон будущего шва так, чтобы образовалась канавка, в которую можно вставить расплавленный присадочный пруток.

- Трещина или части сломанного бампера соединяются и фиксируются специальными зажимами, клипсами или металлической клейкой лентой.
- Установите температуру около 300-350 градусов и нагревайте в течение 5-10 минут, чтобы стабилизировать температуру горячего воздуха. Первоначально лучше установить на сушилке более низкую температуру, а затем, если стержень не плавится, ее постепенно повышают.
- Конец стержня должен быть заострен, чтобы легче было начать процесс сварки. При сварке стержень держат под углом 45 градусов, плотно прижимая к шву. Струю горячего воздуха следует направлять так, чтобы расплавить не только планку, но и тонкие края бампера по шву. Пруток расплавляется и помещается под давлением в подготовленный паз.
- При необходимости сварка может быть выполнена в два этапа: сначала края поврежденного участка бампера свариваются короткими швами (прихватками) по всей длине, а затем выполняется окончательная сварка.
- Чтобы усилить сварной шов без использования армирующего материала, некоторые мастера делают поперечные отрезки присадочного прутка на внутренней стороне бампера через каждые 3-5 см.

- Шов должен быть гладким и приподнятым над свариваемой поверхностью. Бампер приваривается сначала с внутренней стороны, а затем с передней.
- После завершения сварки бампер должен остыть в течение 5-10 минут. В это время не проверяйте прочность сварного шва и не делайте резких движений бампером, так как это может повредить сварной шов.
- После того как материал бампера полностью остынет, все выступающие бугорки следует срезать, а бампер отшлифовать наждачной бумагой.
Пайка бампера паяльником
Пайку можно использовать для ремонта трещин и зазубрин на пластиковом бампере. Лучший паяльник для бамперов подходит для бамперов из полиамида, худший — для бамперов из полипропилена, бамперы из ABS-пластика не подходят для пайки.
У паяльника нет контроля мощности, и трудно поддерживать температуру, что приводит к перегреву. С помощью паяльника очень трудно нагреть пластик на нужную глубину и температуру, что делает невозможным получение однородного монолитного соединения.
Для пайки бамперов из полиуретана, полипропилена, поливинилхлорида (ПВХ) используется паяльник мощностью 80 Вт. Бамперы из полиамида и ABS припаиваются паяльником мощностью 100 Вт.
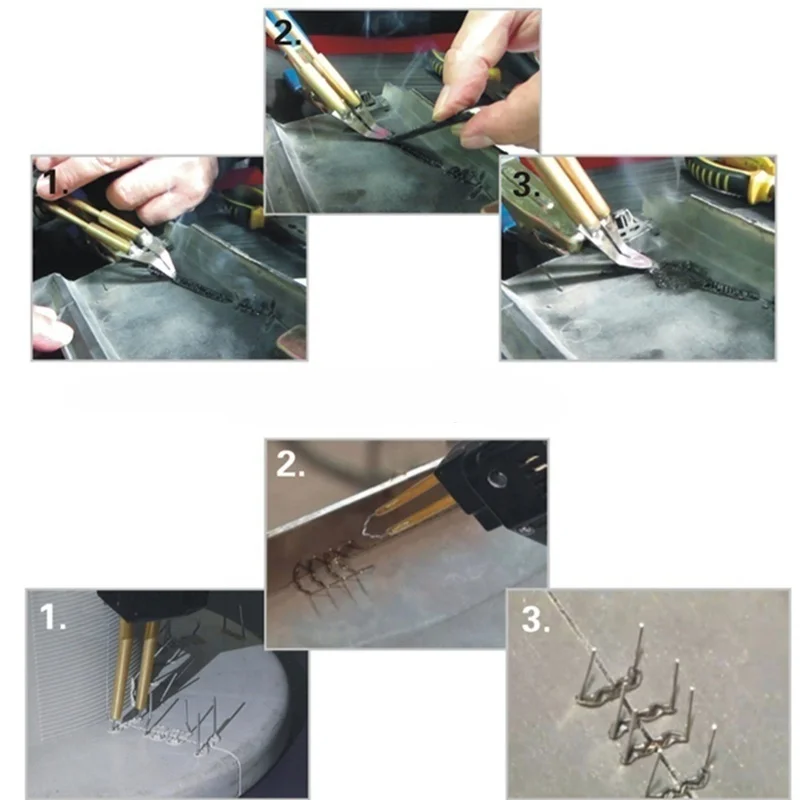
При ремонте тонких пластиковых бамперов, если поврежденный участок имеет неровные края или находится близко к краю бампера, или имеет сложную форму, для пайки используется металлическая армирующая сетка. При ремонте небольших трещин вместо металлической армирующей сетки можно использовать металлические скобы для степлера, которые впаиваются через каждые 2 см по всей длине трещины. Небольшие трещины можно спаять без усиления.
Припаяйте пластиковый бампер с помощью паяльника в следующем порядке:
- Вырежьте заплатку из металлической армирующей сетки размером чуть больше, чем размер повреждения бампера.
- Армирующая сетка впаивается во внутреннюю поверхность бампера с помощью паяльника, соединяя разорванные края трещины. Постарайтесь протолкнуть сетку как можно глубже в пластик, не повредив лицевую поверхность бампера.

- С помощью паяльника спаяйте шов на внешней стороне бампера, используя расплавленный пластик для герметизации армирующей сетки.
При ремонте небольших повреждений, если не используется армирующая сетка, сделайте крестообразные надрезы на внутренней стороне бампера острым кончиком паяльника через каждые 1-2 см, чтобы зафиксировать края повреждения, затем заполните оставшиеся зазоры плоской стороной кончика паяльника и выровняйте поверхность. Затем то же самое делается на передней стороне бампера.
Пайка бампера с помощью газовой горелки
Пайка пластикового бампера газовой горелкой невозможна из-за слишком высокой температуры — до 1 000 градусов Цельсия. Чтобы использовать газовую горелку для пайки, необходимо приобрести специальную насадку для распыления пламени или использовать газовый паяльник Dremel, входящий в комплект поставки.
Пайка газовой горелкой ничем не отличается от сварки феном:
- кромки сварного шва будут иметь фаску.
- Газовая горелка подается в зону шва, пламя горелки расплавляет присадочный стержень и края трещины, и стержень вдавливается в паз шва.

- После охлаждения область шва зачищается и шлифуется.
Большинство мастеров по ремонту пластиковых бамперов используют газовую горелку не для пайки, а как вспомогательный инструмент для других работ по ремонту бамперов, например, для нагрева проволочной сетки или скоб.
Склеивание
Склеивание с помощью стеклоткани и эпоксидной или полиэфирной смолы используется для ремонта стеклопластиковых бамперов и, в некоторых случаях, для ремонта твердых, огнеупорных бамперов. Недостатками этого вида ремонта бампера являются низкая прочность и хрупкость зоны ремонта.
Ремонт бампера с использованием стеклоткани и эпоксидной или полиэфирной смолы производится следующим образом
- Обработайте переднюю и заднюю части бампера в месте повреждения мелкозернистой наждачной бумагой на расстоянии 5 см от края трещины, скола или пробоины.
- На передней стороне бампера заклейте поврежденный участок изолентой.
- Обезжирьте края повреждения на противоположной стороне бампера.

- Вырежьте несколько заплаток из стекловолокна размером на 5 см больше поврежденного участка.
- Смешайте смолу и отвердитель в соотношении производителя в пластиковом контейнере и хорошо перемешайте.
- Кисточкой нанесите смолу на внутреннюю часть бампера и приложите к поврежденному участку.
- Нанесите и разгладьте заплатку из стекловолоконной ткани.
- Вытрите смолу и наложите еще одну заплату из стекловолокна, повторяйте до тех пор, пока заплата не будет примерно равна толщине бампера.
- Когда смола высохнет на внутренней стороне бампера, снимите клейкую ленту с лицевой стороны, разгладьте края вокруг повреждения и сделайте углубление.
- Обезжирьте поверхность ремонтной зоны на передней стороне бампера.
- Нанесите стекловолоконную заплату кистью со смолой, разгладьте.
- Повторяйте нанесение смолы кистью и стекловолоконной тканью до тех пор, пока область ремонта не станет вровень с поверхностью бампера.
- Полностью высушите бампер.

- Тщательно отшлифуйте поверхность бампера мелкой наждачной бумагой.
Шлифовка
После сварки, пайки или приклеивания пластикового бампера его поверхность следует тщательно отшлифовать наждачной бумагой. Сначала используйте наждачную бумагу зернистостью 100-120, затем 180, и, наконец, завершите работу наждачной бумагой зернистостью 320.
Шпаклевка
Шпатлевка пластикового бампера используется для восстановления геометрии бампера и выравнивания его поверхности. Шпатлевку наносят на поврежденный участок бампера, разглаживают, дают высохнуть и затем шлифуют наждачной бумагой. Шпатлевка обычно наносится в несколько слоев.
Грунтовка
Перед нанесением грунтовки на бампер его тщательно моют водой и дают высохнуть. Затем наносится грунтовка, дается высохнуть и грунтовка шлифуется наждачной бумагой с зернистостью 800. Бампер снова промывается водой, а затем наносится второй слой грунтовки. Когда грунтовка полностью высохнет, бампер проверяется лампой, поверхность должна быть идеально ровной.
Покраска
Пластиковый бампер окрашивается в 2-3 слоя, время сушки между слоями составляет 5-10 минут. После полного высыхания краски бампер покрывается двумя слоями. Между двумя слоями также осуществляется промежуточный процесс сушки. После завершения покраски поверхность осматривается, и если есть разводы, краска слегка шлифуется и полируется.
Источник: autoexpertjournal.ru
Шариковый буфер для припоя SB/sup 2/ — гибкий инструмент для изготовления корпусов трехмерных датчиков и микросистем
- title={Шарик для припоя SB/sup 2/ — гибкий инструмент для изготовления корпусов трехмерных датчиков и микросистем},
автор = {Пол Касульке, Вернер Шмидт, Ларс Титерле, Х. Бонакер, Томас Опперт и Эльке Закель},
Journal={Двадцать второй международный симпозиум по технологиям производства электроники IEEE/CPMT. IEMT-Европа 1998. Производство и разработка электроники для автомобилей (кат. № 98Ch46204)},
год = {1998},
страницы = {70-75}
}
- P.
 Kasulke, W. Schmidt, E. Zakel
Kasulke, W. Schmidt, E. Zakel - Опубликовано 27 апреля 1998 г.
- Engineering
- Двадцать второй международный IEEE/CPMT симпозиум по технологиям производства электроники. IEMT-Europe 1998. Производство и разработка электроники для автомобилей (Кат. № 98Ch46204)
Компания Pac Tech GmbH разработала новую высокоскоростную систему напыления для микроэлектронных устройств. С помощью этой полностью автоматической системы, высокоскоростного буфера шариков припоя (SB/sup 2/), предварительно сформированные шарики припоя помещаются в заранее запрограммированные положения соединения и оплавляются лазерным импульсом за один шаг. Использование флюса или второго оплавления не обязательно. Конструкция системы подходит для широкого спектра приложений. Из-за низкого подвода тепла во время напыления припоя и того факта, что дополнительные…
Посмотреть на IEEE
doi.org
Размещение и оплавление шариков припоя для FC, BGA, CSP на уровне пластин, оптоэлектронных компонентов и МЭМС с использованием нового метода струйной пайки
- T.
 Oppert, Lars Titerle, E. Zakel, G. Azdasht, T. Teutsch
Oppert, Lars Titerle, E. Zakel, G. Azdasht, T. Teutsch Материаловедение, машиностроение
- 2002
Сегодня требования к упаковке оптоэлектроники и МЭМС-устройств больше не могут быть удовлетворены с помощью стандартных процессов на основе флюса, в которых используется профиль оплавления с длинным температурным профилем и внедряем…
Микрошариковая бампинг для выравнивания пластин и трехмерных приложений с использованием переноса сфер припоя и струйного распыления припоя
- T. Oppert
Инженерное дело
- 2012
Однако стоимость определяется электроникой и миниатюризацией. за счет повышения технических характеристик устройства. Что касается применений на уровне пластин, технология флип-чипов…
Лазерная пайка и крепление флип-чипов для трехмерной упаковки
Обычные процессы оплавления припоя больше не могут удовлетворять фактическим требованиям к усовершенствованной упаковке.

Плазменное оплавление припоем Sn-3,5 Ag для бесфлюсового применения в корпусах флип-чипов
Новый процесс бесфлюсового пайки с использованием Ar+10%H/ sub 2/ плазма была исследована для применения в корпусах флип-чипов для припоя. Шарики припоя Sn-3,5 мас.% Ag диаметром 100 мкм/м2 были связаны с…
Плазменное оплавление припоя Sn-3,5 Ag для бесфлюсового применения в корпусах флип-чипов
- Soon-Min Hong, C. Kang, J. Jung
Материаловедение
- 2004 Flux-
Оценка лазерной струйной обработки шариков припоя для процесса прикрепления шариков припоя
Из-за постоянного стремления микроэлектронной промышленности к миниатюризации и повышению производительности плотность входных/выходных отсчетов на электронных корпусах увеличивается в пределах заданной области.
 …
…Обработка и анализ надежности флип-чипов с припоем до диаметр 30 мкм
- Дж. Франке, Р. Доле, Флориан Шуслер, Т. Опперт, Томас Фридрих, С. Хартер
Инженерия, материаловедение
2011 IEEE 61-я конференция по электронным компонентам и технологиям (ECTC)
- 2011
Ускоренная тенденция к уменьшению и уменьшению веса электроники привела к тому, что многие усилия направлены на уменьшение размеров и повышение производительности электронных продуктов. Тем не менее, оборудование и процессы…
Бесфлюсовое оплавление припоя в корпусе флип-чипа с помощью плазменного оплавления
Новый процесс бесфлюсового оплавления с использованием плазмы Ar+10%H/sub 2/ был исследован для применения в корпусе флип-чипа с припоем. Шарики припоя Sn-3,5 вес. %Ag диаметром 100 мкм/м2 были соединены с 250…
Установка одиночных и множественных шариков лазерного припоя и оплавление на уровне пластин CSP
- T.
 Oppert, T. Teutsch, E. Zakel, G. Azdasht
Oppert, T. Teutsch, E. Zakel, G. Azdasht Engineering
- 2000
- Полностью собранный модуль левого бампера
- Полностью собранный правый модуль бампера
- Комплект переключателей бампера (может быть собран для правой или левой стороны)
7 A 90 скорость и производительность наряду с большим количеством операций ввода-вывода — это технология Flip Chip (FC), которая, следовательно, имеет большое значение для различных приложений.…
Упаковка с микрошариками для переноса уровня пластины и трехмерных сфер припоя и струйная пайка
Миниатюризация в электронике обусловлена уменьшением размера и стоимости, однако за счет повышения технических характеристик устройства. Что касается приложений на уровне пластины, технология флип-чипов…
ПОКАЗАНЫ 1-2 ИЗ 2 ССЫЛОК
Использование метода FPC-лазера для различных методов соединения микросхем
Воспроизводимость лазерного соединения в технологии микросоединения зависит от поглощающая способность контактного материала и термическая взаимосвязь. Толчок волокна…
Бюджетные технологии для пайки флип-каналов ”
Комплект переключателей бампера для Romi/TI-RSLK MAX (не припаян, может быть собран для левой или правой стороны)
Обзор
7 Переключатели в бампере слева и справа, установленные на шасси Romi.

Эти модули датчика удара для роботов Romi или TI-RSLK MAX можно использовать для установки в общей сложности шести переключателей мгновенного действия с роликовыми рычагами вдоль передней части шасси Romi, что позволяет роботу определять, где он столкнулся препятствие, на основании которого переключатели нажимаются. Модули предназначены для использования парами, один из которых устанавливается на левом переднем крае робота, а другой — на правом переднем крае. Доступны три различных варианта сборки:
Во всех трех версиях используется одна и та же печатная плата, сторона печатной платы обращена вверх, что определяет, работает ли она с левой или с правой стороны. После того, как штырьки припаяны, это фиксирует ручность модуля, поэтому собранные версии предварительно обозначаются левой и правой, в то время как версия комплекта может быть собрана для любой стороны.

Прямоугольные контакты, входящие в комплект поставки модуля, имеют нестандартные размеры, разработанные специально для использования с соответствующими гнездовыми разъемами на плате шасси TI-RSLK версии 1.0, но они по-прежнему имеют шаг 0,1″, который совместим со стандартными гнездовыми разъемами 0,1″. , соединительные провода и разъемы.
Детали для товара № 3678
Эта версия модуля переключателя бампера представляет собой комплект, и для его сборки требуется пайка . Он может быть собран как левый или правый модуль (левый или правый зависит от того, на какой стороне печатной платы вы припаяете разъем). Если вы не планируете использовать этот модуль с платой шасси TI-RSLK MAX v1.0, может быть проще выполнить соединения, используя прямой штекер 0,1″, а не прилагаемый прямоугольный, или припаяв провода непосредственно к доска.
Также доступны предварительно собранные левый и правый модули.
Использование модуля
Печатная плата для комплекта переключателей бампера для Romi/TI-RSLK MAX, верхняя сторона для левой сборки (нижняя сторона для правой сборки).

Печатная плата для комплекта переключателей бампера для Romi/TI-RSLK MAX, верхняя сторона для правой сборки (нижняя сторона для левой сборки).
Каждый из трех выходов BMPx модуля подключается к нормально разомкнутому (NO) контакту соответствующего переключателя мгновенного действия, поэтому следует использовать подтягивающие резисторы для придания каждому контакту высокого состояния по умолчанию (или выходы должны быть подключены к цифровым входам с включенными внутренними подтяжками). Когда переключатель нажат, на соответствующем выходе устанавливается низкий уровень.
Настройка выходов
Для приложений, в которых количество доступных линий ввода-вывода ограничено и не важно определить, какой конкретный переключатель был замкнут, несколько переключателей можно подключить к одному выходу с помощью пар сквозных отверстий на печатной плате. Это позволяет свести модуль к паре сигналов (один из которых объединяет выходы двух разных переключателей) или даже к одному сигналу, указывающему, сработал ли какой-либо из трех переключателей.
 На плате также есть специальные места, где дорожки можно разрезать ножом, чтобы отключить выходы от соответствующих переключателей, что позволяет использовать любые линии ввода-вывода, подключенные к этим выходам, для других целей (эти назначенные точки разреза находятся между перемычками для поверхностного монтажа, которые позже можно соединить припоем, чтобы восстановить соединение).
На плате также есть специальные места, где дорожки можно разрезать ножом, чтобы отключить выходы от соответствующих переключателей, что позволяет использовать любые линии ввода-вывода, подключенные к этим выходам, для других целей (эти назначенные точки разреза находятся между перемычками для поверхностного монтажа, которые позже можно соединить припоем, чтобы восстановить соединение).В следующем примере показано, как можно изменить блок, чтобы отключить переключатель 2 от выхода BMP2 и вместо этого объединить его с переключателем 1 на выходе BMP1. В этой конфигурации, если нажат переключатель 1 или 2, на выходе BMP1 будет низкий уровень.
Крепление к шасси Romi
В комплект входят два винта #2-56 7/16″ и гайки для крепления узла переключателя бампера к шасси Romi.
Если вы используете эти блоки переключателей бампера с платой шасси TI-RSLK версии 1.0, сначала необходимо установить плату шасси на шасси Romi.
 Затем вы можете сдвинуть каждый блок переключателей бампера под передний край платы шасси до тех пор, пока прямоугольная вилка не встанет в соответствующий разъем на нижней стороне платы шасси, как показано ниже:
Затем вы можете сдвинуть каждый блок переключателей бампера под передний край платы шасси до тех пор, пока прямоугольная вилка не встанет в соответствующий разъем на нижней стороне платы шасси, как показано ниже:Вид сверху на штыревые контакты узла переключателя бампера, подключенные к гнездовому разъему на плате шасси.
Блоки переключателей бампера крепятся к шасси Romi с помощью монтажных отверстий в роликовых переключателях, показанных на схеме ниже: переключатели для крепления к шасси Romi.
Использование с комплектом датчиков расстояния Sharp
Эти блоки переключателей бампера работают с комплектом датчиков расстояния Sharp для Romi/TI-RSLK MAX, что позволяет добавить роботу функции обнаружения препятствий и измерения дальности. Кронштейны для датчиков расстояния Sharp должны быть установлены на блоки переключателей бампера в предназначенных для этого местах до того, как блоки переключателей бампера будут установлены на шасси Romi.

- P.