
Контактная сварка своими руками. Технология изготовления сварочного аппарата.
В процессе соединения разных деталей из металла можно столкнуться с рядом трудностей. Многие пользователи хотят решить проблему самостоятельно. В таком случае самым оптимальным решением является контактная сварка своими руками. О том, что собой представляет такой вид сварки и при помощи какого оборудования она выполняется пойдет речь в этой статье.
Содержание статьи
Общая информация
Процесс любой контактной сварки основывается на использовании электрического тока. Он перемещается по всему участку соединения двух свариваемых деталей и образует дугу, которая расплавляет их. На мощность этой дуги оказывает влияние показатель величины тока, время его воздействия и сжатие металлов, от которой зависит размер дуги. Самодельная контактная сварка подразделяется на: стыковую, точечную, шовную и рельефную.
Сварочный аппарат
Чтобы осуществить контактную сварку своими руками надо сконструировать специальный аппарат. Перед тем, как приступить к процессу изготовления устройства, надо ознакомиться с рядом требований, которые необходимо соблюдать в процессе работы. Чаще всего для проведения сварки деталей в бытовых условиях, применяются аппараты точечной или стыковой сварки. Далее нужно определиться с видом сварочного аппарата, который вы будете использовать : переносной или стационарный, а затем надо задать основные параметры прибора:
Перед тем, как приступить к процессу изготовления устройства, надо ознакомиться с рядом требований, которые необходимо соблюдать в процессе работы. Чаще всего для проведения сварки деталей в бытовых условиях, применяются аппараты точечной или стыковой сварки. Далее нужно определиться с видом сварочного аппарата, который вы будете использовать : переносной или стационарный, а затем надо задать основные параметры прибора:
- напряжение в самом участке (зоне) сварки,
- ток (переменный или постоянный) и его сила,
- продолжительность сварочного импульса,
- число и размеры электродов.
Определяющим условием в том, как же сделать контактную сварку своими руками является простота сварочного аппарата. Он сконструирован из двух блоков: контактного и источника сварочного тока. В первом расположена непосредственно сама зона сварки. В ней металлы контактируют между собой, посредством электродов к ним поступает электрический импульс и в итоге они соединяются. Источник сварочного тока отвечает за то, чтобы этот импульс попал в зону сварки.
Схема представлена на рисунке 3.
рис. 3
Конструктивные составляющие источника тока
Основу контактной сварки своими руками составляет электрическая схема с использованием конденсаторов. Импульс сварочного тока образуется за счет разряда конденсатора.
Импульс тока создается во вторичной обмотке трансформатора. К первичной обмотке трансформатора подключены конденсаторы С8-С9. Именно благодаря им образуется разряд, необходимый для получения импульса. Управление разрядом конденсаторов осуществляется в тиристорах Т1 и Т2. По цепочке от входного трансформатора «Ток», заряжается конденсатор. Также в схеме отображено выпрямление тока диодами D6-D7.
Функционирование подобного конденсаторного источника осуществляется по следующему принципу. Когда основная цепь отключается, конденсаторы С8-С9 заряжаются от цепи трансформатора «Ток». В момент, когда система запускается, происходит их разрядка на вторичную обмотку выходного трансформатора Тр3. За контроль продолжительности импульса отвечают цепи Ru1-Ru2 R34 и C10.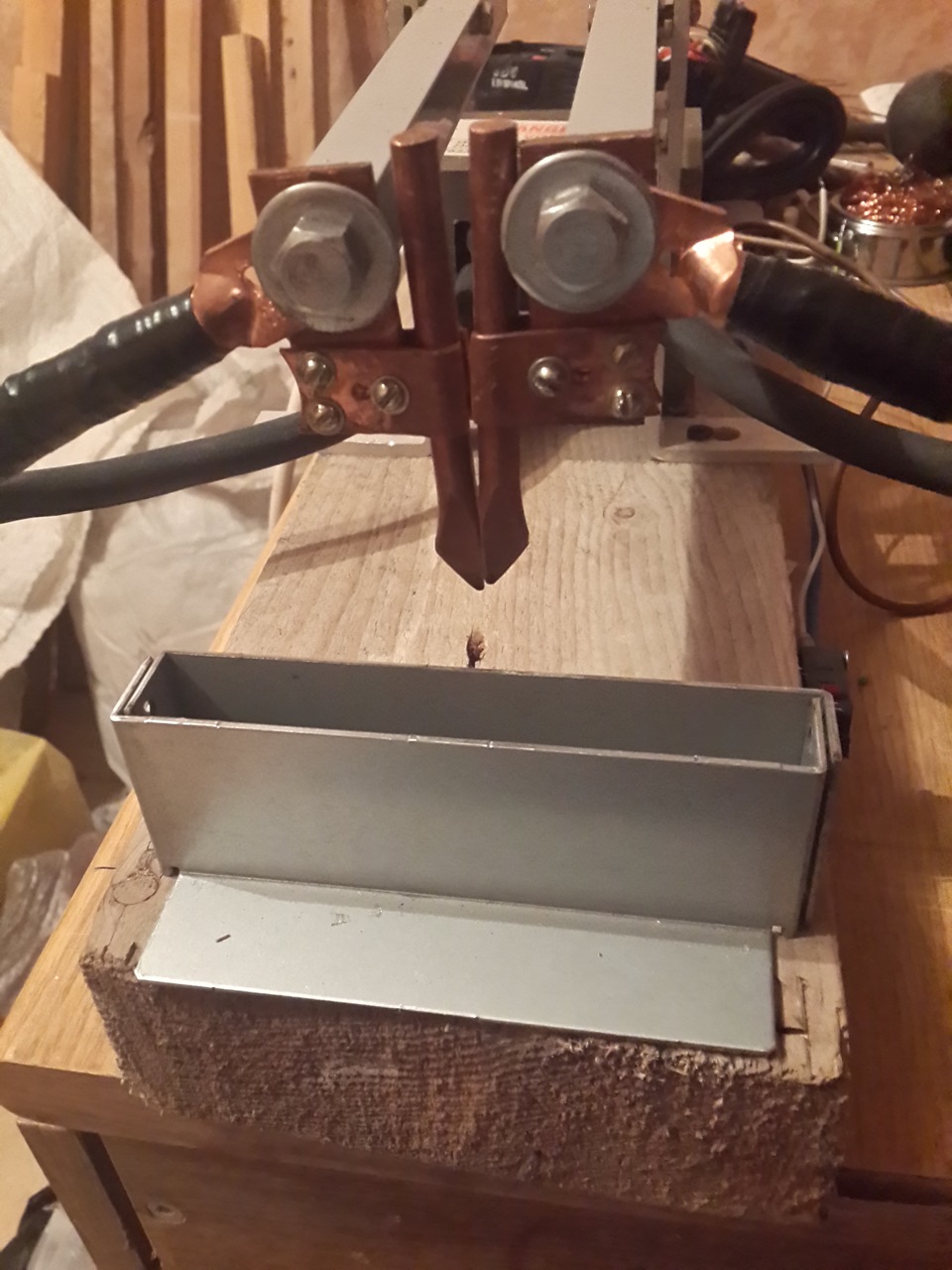 После того как цепь выключается – процесс повторяется.
После того как цепь выключается – процесс повторяется.
Изготовление выходного трансформатора своими руками
Выходной трансформатор является очень важным и неотъемлемым звеном конструкции источника питания, поскольку от него зависит сила задаваемого тока. Чтобы обеспечить сварку требуемыми параметрами, наиболее оптимальным решением будет изготовление трансформатора самостоятельно. Первое, что необходимо сделать – это найти наборный сердечник. Можно позаимствовать эту деталь у любого силового аппарата. Главное, чтобы он был выполнен из стали, а показатель его сечения был не менее 60 см². Далее, стальные пластины надо плотно укомплектовать и стянуть с помощью болтов, диаметр которых составляет 8 мм. Чтобы придать устройству большую прочность, с боковой стороны сердечник укрепляется П-образным профилем или уголком.
Обмотка первичного типа производится проводом ПЭВ (диаметр – 2,9 мм). Нужно намотать 20 витков. Сам сердечник надо обвить кабельной или трансформаторной бумагой. После чего, нужно намотать витки провода с натягом. Важно, как можно ровнее распределить витки по всей длине стойки сердечника. Сверху на провод нужно положить бумажную обмотку и зафиксировать тесьмой.
После чего, нужно намотать витки провода с натягом. Важно, как можно ровнее распределить витки по всей длине стойки сердечника. Сверху на провод нужно положить бумажную обмотку и зафиксировать тесьмой.
Вторичная намотка осуществляется на второй стойке сердечника. Она создается из самодельной шины плоского сечения, которая собирается из 14-16 небольших шинок из меди. Ширина общего сечения равняется 200 м². Нужно сделать два витка. Перед тем как накладывать на сердечник, шину нужно обернуть фторопластовой или изоляционной лентой. Все окончания обмотки направляются на верхнюю часть сердечника, в них делается отверстие, в котором при помощи болта будет крепиться кабель, соединяемый с контактным блоком сварочного аппарата.
Характеристики трансформатора | |
Мощность | 3000 Вт |
Напряжение обмоток | первичной – 220 В, вторичной – 15 В |
| Сварочный ток | до 200 А |
Исходя из вышеописанного следует, что без трансформатора, функционирование аппарата для выполнения сварочных работ — невозможно, т. к. основные функции лежат на нем.
к. основные функции лежат на нем.
Устройство контактного блока
Самый простой вариант используется при стыковой сварке. В данном случае ток подается прямо на участки, подвергающиеся сварке. Другими словами, это означает, что окончания вторичной обмотки контактируют со свариваемыми металлами. Один конец – примыкает к одной заготовке, второй – к другой.
Для точечной сварки характерным является применение контактного блока с электродами. Подойдут конструкции с одним или двумя стержневыми электродами. Если использовать один электрод, ток будет попадать на одну из свариваемых деталей, а второй конец вторичной обмотки выходного трансформатора будет контактировать с электродом.
Совет! В процессе работы используйте пистолетный держатель электрода.
Процесс сборки аппарата
Сборка сварочного аппарата требует четкой последовательности выполнения действие. Процесс включает в себя несколько этапов.
В первую очередь, нужно уложить источник сварочного тока в металлический корпус. Электрическое плато собирается на текстолите. Затем его нужно поместить внутрь корпуса источника и вертикально зафиксировать в нем. После чего, готовый выходной трансформатор устанавливается на основание корпуса и фиксируется на нем. Далее, посредством болтов сверху к шине вторичной обмотки прикрепляется сварочный кабель. Другой его конец находится в непосредственном контакте с электродом в контактном пистолете. К контактной колодке, которая расположена на электрическом плато, подсоединяется входной кабель от электрической сети.
Электрическое плато собирается на текстолите. Затем его нужно поместить внутрь корпуса источника и вертикально зафиксировать в нем. После чего, готовый выходной трансформатор устанавливается на основание корпуса и фиксируется на нем. Далее, посредством болтов сверху к шине вторичной обмотки прикрепляется сварочный кабель. Другой его конец находится в непосредственном контакте с электродом в контактном пистолете. К контактной колодке, которая расположена на электрическом плато, подсоединяется входной кабель от электрической сети.
Для того, чтобы сконструировать аппарат для контактной сварки своими руками, необходимо иметь в наличии все необходимые инструменты, среди которых: болгарка; электродрель; ножовка по металлу; метчик; напильник; зубило; молоток; отвертка; тиски; штангенциркуль; плоскогубцы; нож; ножницы; плашка.
Не забывайте, что контактная сварка, как и любой другой вид соединения деталей предполагает наличие некоторого опыта. Это важно, т.
к. качество и надежность сварочного шва зависит от умений сварщика. Обязательным условием является соблюдение правил техники безопасности. Выполнять сварочные работы нужно только в специальном защитном костюме, в перчатках и с защитной маской на лице, поскольку велика опасность попадания раскаленного металла на оголенные участки тела.
Подводя итог, отметим, что контактная сварка своими руками – процесс непростой. Но если соблюдать технологию выполнения работы и подойди к ней со всей ответственностью и серьезностью, то результат не заставит себя ждать. Контактная сварка характеризуется широкой сферой применения. Ее можно использовать для соединения деталей металлических изделий, составляющих элементов автомобиля, кузовных деталей, а также для ремонта всевозможных устройств.
[Всего: 0 Средний: 0/5]Контактная сварка своими руками в гараже
Контактная сварка — один из наиболее технологичных, но вместе с тем простых методов соединения деталей из металла. Он применяется как на крупном производстве, так и в быту. Данный тип сварки относится к термомеханическому, поскольку для соединения металлов используется высокая температура и механическое давление одновременно. С помощью контактной сварки собирают самолеты, суда, автомобили и микросхемы. На заводах обычно используют крупные мощные аппараты.
Он применяется как на крупном производстве, так и в быту. Данный тип сварки относится к термомеханическому, поскольку для соединения металлов используется высокая температура и механическое давление одновременно. С помощью контактной сварки собирают самолеты, суда, автомобили и микросхемы. На заводах обычно используют крупные мощные аппараты.
Также вполне осуществима контактная сварка, выполняемая ручным способом. Для этого домашние умельцы используют самодельные аппараты для контактной сварки, поскольку их изготовление не отнимает много времени и позволяет сэкономить. Самодельные аппараты используются и дома, и в небольших частных мастерских. В этой статье мы расскажем, что такое контактный метод сварки, как с его помощью выполняется сварка нержавейки или любого другого металла. Также мы научим вас собирать аппарат для контактной сварки своими руками.
Содержание статьи
Общая информация
Контактная сварка (также «электрическая контактная сварка», «контактная электросварка» или «ERW») — это метод соединения металлов путем их нагрева с помощью тока и одновременной механической деформации с помощью давления. Говоря простыми словами, сварной шов получается в результате нагрева металла и его дальнейшего сжатия под двумя толстыми металлическими электродами. При контактной сварке ключевую роль играет именно ток, а не давление. Ниже представлена схема простейшей контактной сварки.
Говоря простыми словами, сварной шов получается в результате нагрева металла и его дальнейшего сжатия под двумя толстыми металлическими электродами. При контактной сварке ключевую роль играет именно ток, а не давление. Ниже представлена схема простейшей контактной сварки.
Во время прохождения тока при сварке тепло распространяется по металлической детали, в зоне сварного шва, а также между металлическими электродами. При этом все эти элементы нагреваются с разной температурой, наибольшая концентрация тепла наблюдается, когда установлен контакт между электродами и деталью.
Если аппарат настроен правильно и соблюдается технология сварки, то поверхность металла не должна нагреваться слишком сильно, поскольку в контактной сварке важна не столько высокая температура плавления, сколько совокупность температуры и механического воздействия. Кроме того, электроды должны охлаждаться (например, с помощью воды). Так что важно следить за температурой нагрева. Если она избыточна, то это первый признак ошибки сварщика или неисправного оборудования.
Преимущества и недостатки
У контактной сварки довольно много достоинств, благодаря которым она стала так популярна в последнее время. Прежде всего, такой метод сварки потребляет очень мало энергии при высокой производительности. Ведь метод контактного соединения очень быстрый и на формирование одной сварной точки уходит менее секунды. Качество получаемых швов на высоком уровне, соединения получаются прочными и долговечными.
Не требуется особых знаний, контактной сваркой может заниматься мастер без специальной квалификации. Также возможна полная автоматизация рабочего процесса, вплоть до отсутствия необходимости находиться у станка. Профессиональные станки без проблем встраиваются в крупные сборочные линии.
Также не нужно использовать дополнительные комплектующие, вроде покрытых стержней, флюсов, газов и прочего. Отсюда и высокая экологичность контактной сварки, что тоже важно в условиях современного производства. Еще один плюс — простота сварки сложных металлов. Вам под силу сварка нержавеющей стали, алюминия и цветных металлов. При этом не нужно использовать инертный газ или неплавящиеся стержни.
Вам под силу сварка нержавеющей стали, алюминия и цветных металлов. При этом не нужно использовать инертный газ или неплавящиеся стержни.
Но, как и у всех видов сварки, у контактного метода есть свои недостатки. Самый главный — высокая цена на профессиональное сварочное оборудование. Чтобы укомплектовать небольшой завод необходимым количеством аппаратов для контактной сварки нужно иметь немалый бюджет. Не говоря уже о покупке аппарата для домашней сварки.
Кроме того, такие аппараты требовательны к источнику питания. Им необходимо выдавать ток большого значения, минимум 1000 ампер. А для этого необходимо мощное и стабильное электронапряжение.
Начинающие сварщики, пожалуй, отнесут к недостатку тот факт, что правила контактной сварки регламентируются отдельным ГОСТом и они довольно строгие. Если хоть один пункт из правила не будет соблюдаться, то такую деталь просто не примут на следующий производственный этап. Проще говоря, уклониться от работы не получится. Мы не считаем это недостатком, ведь соблюдение технологии сварки и дальнейший контроль качества — это залог прочной и долговечной металлоконструкции.
Разновидности контактной сварки
Существует несколько видов контактной сварки. К ним относится точечная сварка (она может быть одноточечной, двухточечной и многоточечной), рельефная сварка, шовная сварка (может быть непрерывной, шаговой и прерывистой), стыковая сварка (выполняемая либо с помощью сопротивления, либо с помощью оплавления). Также возможны комбинации разных методов, например, шовно-стыковая сварка или рельефно-точечная. В таком случае комбинированный метод будет обладать всеми характерными особенностями обоих типов контактной сварки.
Давайте подробнее разберем способы контактной электросварки изделий из металла.
Точечная сварка
Точечная сварка — это самый распространенный тип контактной сварки. Ее суть в формировании так называемых точек путем нагрева металла и его дальнейшей деформации. Точки формируются с малым шагом, образуя сварное соединение.
Точечная сварка довольно универсальна, она используется для соединения тонколистового металла, маленьких деталей, используемых в электроприборах, и толстых деталей до 2 сантиметров.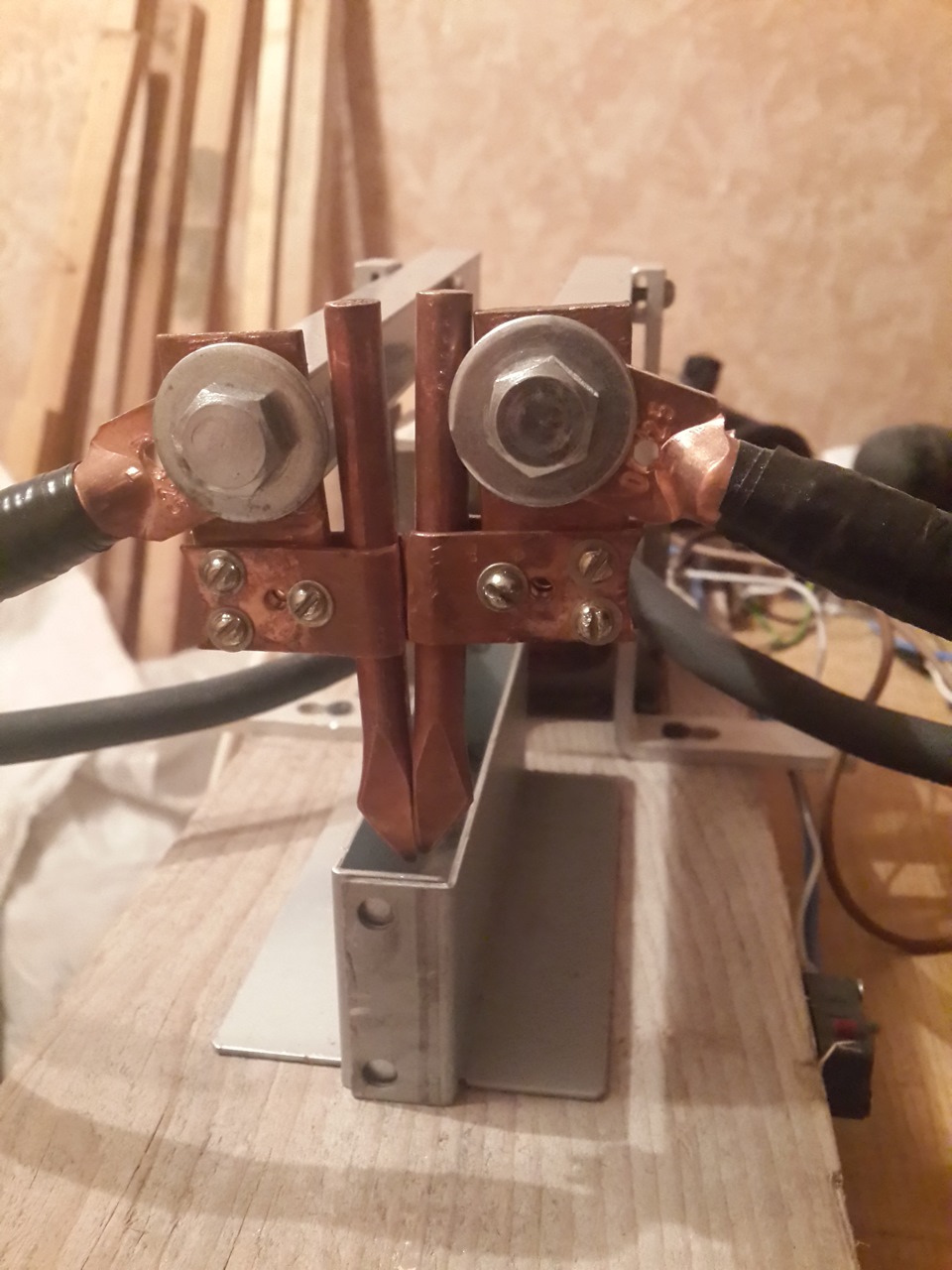 С помощью такого метода возможна быстрая и качественная сварка нержавеющей стали.
С помощью такого метода возможна быстрая и качественная сварка нержавеющей стали.
Что касается качества и надежности соединения, то здесь все просто: чем больше точек, тем шов надежнее. Новички ошибочно полагают, что такое соединение ненадежно и может разрушиться в любой момент. Но это большое заблуждение. При формировании точки используется большое давление. Оно без труда деформирует нагретый металл, который затем остывает и надежно фиксирует детали между собой.
Рельефная сварка
Контактная рельефная сварка осуществляется по тому же принципу, что и контактная, только перед работой края одной детали обрабатываются с помощью специальных инструментов или станков, образующих выступы. Деталь кладется сверху, выступами вниз. Выступы могут быть полукруглыми или продолговатыми. В месте выступа как раз и будет точка, формируемая аппаратом для контактной сварки. Вторая деталь остается неизменна, она кладется снизу.
Рельефный метод контактной сварки зачастую применяется при сборке автомобилей.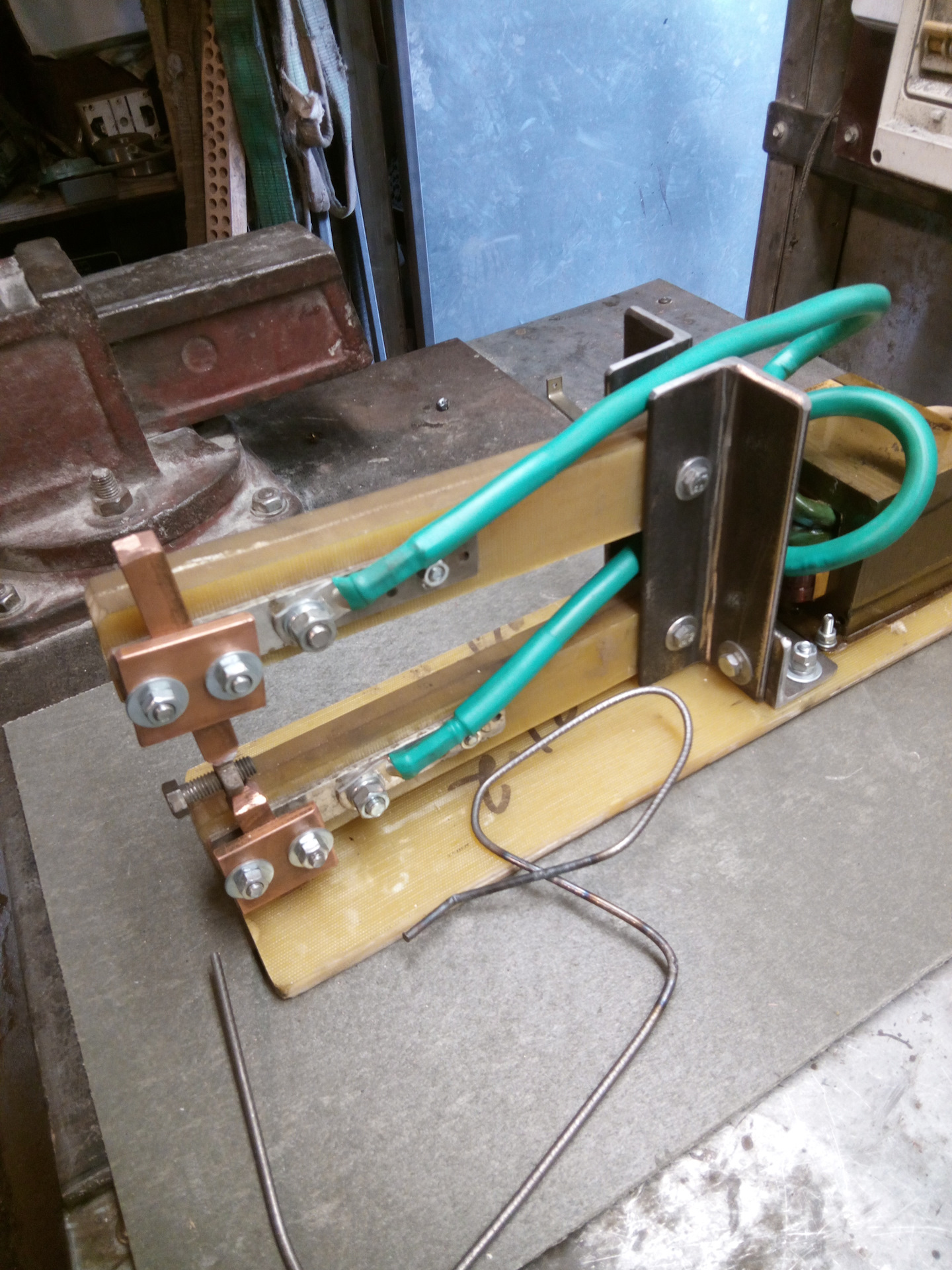 Он очень сложен за счет необходимости формировать выступы и поэтому редко проводится в домашних условиях.
Он очень сложен за счет необходимости формировать выступы и поэтому редко проводится в домашних условиях.
Шовная сварка
Шовная сварка несколько отличается от прочих типов контактной сварки. Здесь электроды роликовые, с их помощью металл не только прокатывается, но и сваривается. При этом сварное соединение выглядит, как при точечной сварке. Но точки перекрывают друг друга на несколько миллиметров, образуя шов, больше похожий на соединение, выполненное ручным способом с помощью покрытого электрода.
Шовная сварка применяется при сварке тонких металлов до 3 миллиметров. Также шовная сварка отлично подходит для сварки герметичных изделий, например, баков и цистерн.
Стыковая сварка
Стыковая контактная сварка также использует тепло и давление, но в другой плоскости. Шов формируется не между верхним и нижним электродом, а посередине. Чтобы лучше понять суть, посмотрите на схему ниже.
Стыковая сварка делится на сварку с сопротивлением и с плавлением. При сварке с сопротивлением детали сначала стыкуют, затем сжимают под небольшим давлением, и только после этого к зоне шва поступает ток, который нагревает металл, размягчая его. Затем металл остывает и образуется соединение.
При сварке с сопротивлением детали сначала стыкуют, затем сжимают под небольшим давлением, и только после этого к зоне шва поступает ток, который нагревает металл, размягчая его. Затем металл остывает и образуется соединение.
При сварке плавлением детали предварительно нагреваются до пластичного состояния и только потом соединяются с применением давления. Нагрев может быть либо постоянным, когда тепло поступает во время всего сварочного процесса, либо прерывистым, когда деталь нагревается интервалами. Прерывистый нагрев используются для экономии электричества. Также он полезен, если детали небольшие и тонкие, в таких случаях нет нужды использовать нагрев постоянно.
Внимательные мастера спросят, куда исчезает расплавленный металл? Ведь при других способах сварки при плавлении металл начинает окисляться, образуется шлак. А это создает дополнительные проблемы. Дело в том, что в контактной сварке ток обладает электродинамическим действием, поэтому он без труда выбрасывает расплавленный металл вне зоны сварки.
Делаем аппарат для контактной сварки
Теперь, когда мы разобрались со всеми особенностями, можно определиться, использовать ли контактную сварку в своей работе. Кого-то отпугнет высокая цена на оборудование, но в оглавлении мы писали о том, что многие умельцы делают сварщик контактной сварки своими руками. Его мощности вполне достаточно для работы дома.
Мы расскажем вам, как сделать такой аппарат самому. С его помощью вы сможете выполнить контактную точечную сварку. Кстати, в интернете есть множество видео с пошаговым руководством. Изучите их, чтобы иметь полную картину. Итак, для изготовления контактной сварки нам понадобится не обязательно новый, но обязательно работающий трансформатор (можете вытащить его из старой микроволновой печи; используйте два трансформатора, если вам требуется аппарат большей мощности).
Также нам нужен медный провод большого диаметра (вместо одного толстого провода можно использовать множество тонких, связав их в жгут), рычаги из металла (их мы будем использовать для зажима электродов), основание для аппарата (это может быть толстый лист тяжелого металла или что-то очень устойчивое; можете прикрутить аппарат прямо к столу), струбцины, отвертки разных размеров, кабели, изолента (или любой другой материал для обмотки), медные детали с заостренным концом, которые будут выполнять роль электродов.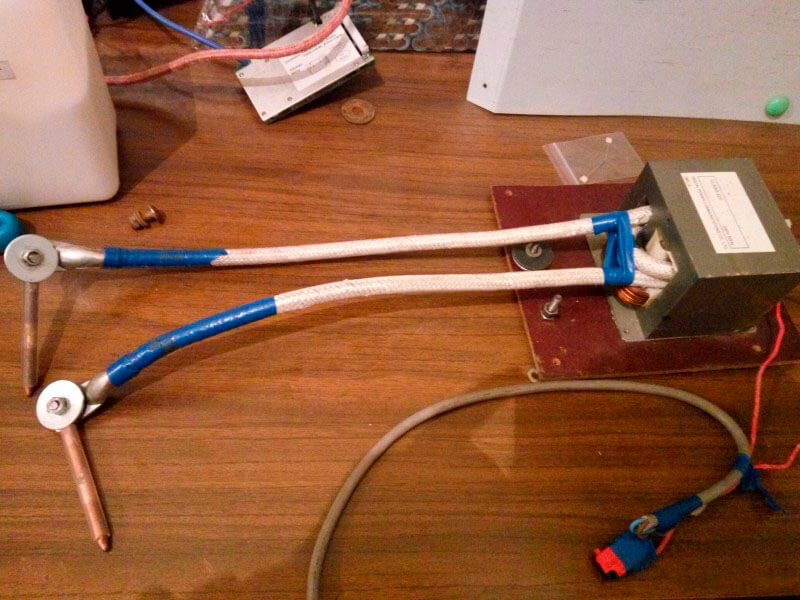
Вот и все. Приступим к сборке. Собирая сварщик контактной сварки вы должны понимать, что ключевой элемент конструкции — трансформатор. Мы не зря рекомендовали вам взять его из микроволновой печи, поскольку это идеальный варит для небольшого самодельного аппарата. Чтобы ваше устройство смогло сварить металл толщиной в 1 миллиметр вам понадобится мощность 1 кВт. Чем больше мощность, тем больше диапазон толщин.
Для работы вам понадобится не весь трансформатор. А только первичная обмотка и магнитопровод. Вторичную обмотку нужно убрать из трансформатора (делайте это максимально осторожно, чтобы не повредить остальные элементы).
Также есть шунты, их тоже нужно демонтировать. Шунты расположены с обеих сторон вторичной обмотки.
Далее нужно сделать новую обмотку. Для этого возьмем многожильный провод с диаметром не менее 10 миллиметров. Двух-трех витков будет достаточно для корректной работы трансформатора. Если у провода будет слишком толстая изоляция, можно ее удалить и обмотать провод изолентой из ткани или ПВХ. Если вы собираете мощный аппарат и для этого взяли два трансформатора, то обмотка должна быть одна на двоих. В таком случае важно правильно соединить все выводы с первичной обмотки обоих трансформаторов.
Если вы собираете мощный аппарат и для этого взяли два трансформатора, то обмотка должна быть одна на двоих. В таком случае важно правильно соединить все выводы с первичной обмотки обоих трансформаторов.
Теперь нужно собрать все компоненты воедино. Нужно установить трансформатор в корпус (можете изготовить его самостоятельно или взять подходящий от неработающего бытового прибора), подсоединить медные электроды, все кнопки и органы управления. Тут вам помогут элементарные знания электротехники.
Вместо заключения
Контактная сварка — относительно простой, быстрый и удобный метод соединения различных металлов. С ней не страшна сварка нержавейки или алюминия, которые имеют толстый слой оксидной пленки, также работу можно доверить не самому опытному мастеру и качество соединения все равно будет хорошим. Такой сваркой можно заниматься и дома, соорудив аппарат для контактной сварки своими руками. Делитесь свои опытом в комментариях, он будет полезен для новичков. Желаем удачи в работе!
Контактная сварка своими руками из инвертора: инструкция
Время чтения: 9 минут
Сейчас в интернете можно найти десятки статей и инструкций, как сделать своими руками контактную сварку из инвертора. Кто-то считает, что аппарат контактной сварки нужно собирать именно из инвертора, а кто-то говорит, что это пустая трата времени и сил. На самом деле, правы и те, и другие. Вот только первые забывают о том, что основная характеристика контактной сварки — это не только электрический импульс, но и прижимное усилие. Без него невозможно сформировать сварную точку.
Исходя из этого, становится понятно, что внимание нужно обратить не на то, ИЗ ЧЕГО сделана контактная сварка, а НА ТО, каким образом будет обеспечиваться прижимное усилие. Впрочем, давайте обо всем по порядку. В этой статье мы подробно расскажем, как собрать аппарат для контактной сварки своими руками из устройства инверторного типа, и нужен ли вообще инвертор в данной ситуации.
Эта статья предназначена для практикующих мастеров, и не содержит подробных объяснений, которые и так понятны. Если вы новичок, то прочтите другие статьи на нашем сайте, в которых мы рассказываем про аппарат контактной сварки.
Содержание статьи
Сборка аппарата контактной сварки
Контактная сварка своими руками из инвертора собирается просто и быстро, если у вас есть соответствующие навыки и знания в области электротехники. Еще раз повторяем: эта статья не предназначена для новичка. Здесь не будет долгих пояснений каждого шага. Мы лишь делимся своим опытом сборки контактной сварки. Если вы никогда не держали в руках паяльник и не знаете, как намотать трансформатор, то сначала изучите теорию. И только потом приступайте к сборке аппарата.
Необходимые инструменты и детали
Для намотки трансформатора вам понадобятся медные провода. Про сечение мы расскажем позже. Но вы можете самостоятельно рассчитать необходимое сечение проводов с помощью формул, которые есть в интернете.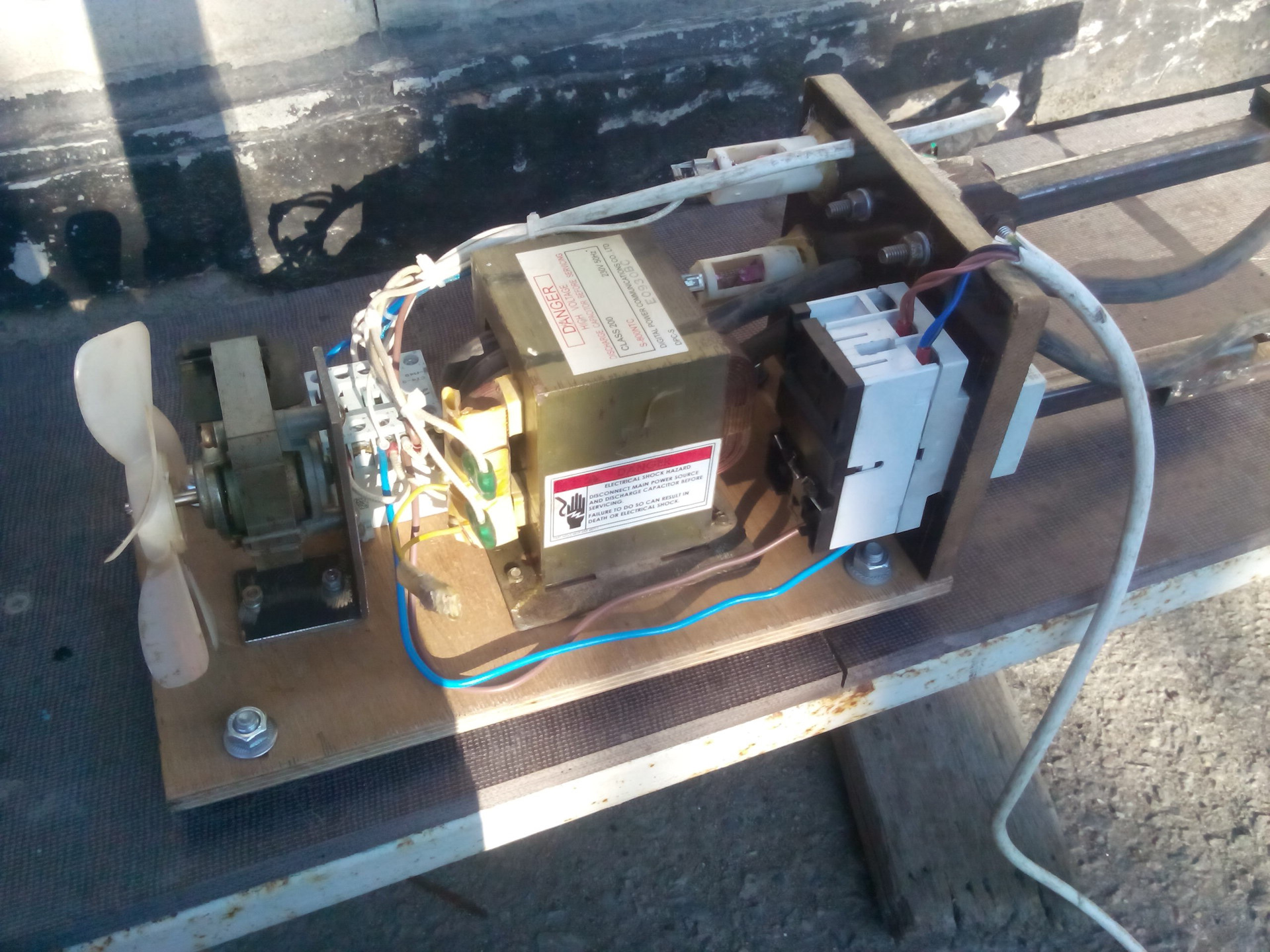
Также вам понадобятся разные мелочи вроде кнопки вкл/выкл, они пойдут на схему управления. Также понадобятся подручные материалы для изготовления рычагов и электродов. Мы подробно расскажем о них по ходу статьи. Не забывайте про изолирующие материалы, без них не обойтись.
Из инструментов понадобится паяльник, припой, стамеска/ножовка.
Инвертор: нужен или нет?
Мы считаем, что контактная сварка из инвертора — это не самое лучшее решение. Тем более, что от самого инвертора вам понадобится разве что трансформатор. Некоторые умельцы умудряются использовать и электронику, но ее все равно нужно кропотливо дорабатывать. Поэтому проще сделать все с нуля из новых компонентов, а не пытаться разобрать инвертор на молекулы.
Вы можете взять из инвертора трансформатор или самостоятельно сделать его. Но мы рекомендуем брать трансы из микроволновых печей, поскольку стоят они дешево, легко модернизируются и отлично подходят для наших целей. Дальнейшие рекомендации будут даны исходя из того, что для сборки мы будем использовать трансформатор от СВЧ.
Сварочный трансформатор
Итак, мы условились, что будем собирать контактную сварку из трансформатора от микроволновки. Сборка из инвертора нецелесообразна, она муторная и неэффективная. Поэтому все дальнейшие рекомендации будут связаны именно с трансформатором от СВЧ. Будьте внимательны.
Начнем с подбора трансформатора. Вам понадобится не любой трансформатор, а только тот вариант, у которого мощность составляет от 1 кВт и выше. Такие ставят в достаточно мощные микроволновки с множеством функций. Вы можете взять трансформатор меньшей мощности, но он тогда ваш аппарат не сможет варить даже металл толщиной в 1 мм. А если вы захотите сделать очень мощный аппарат, то можете взять два трансформатора по 1 кВт каждый и соединить их.
Предположим, что трансформатор у вас есть. Теперь нужно снять с него вторичку, позже мы будем сами наматывать ее. Очень непросто снять вторичку голыми руками, лучше используйте ножовку или стамеску. Если вторичка намертво приклеена, то ее можно сначала высверлить, а потом отпилить той же ножовкой или отбить молотком.
У вас должен остаться сердечник и первичка. Обычно у трансформаторов от СВЧ первичка сделана из более толстого провода, так что вы точно не перепутаете ее со вторичкой. Также уберите шунты, если они есть. Постаратесь не повредить первичку при демонтаже ненужных частей.
Далее приступаем к намотке новой вторички. Мы использовали упомянутые выше медные провода. Рекомендуем выбирать провода с сечением от 100 мм2. Это довольно толстые провода, но именно такое сечение оптимально в нашем случае. Тем более, вам нужно сделать всего 3-4 витка на всю обмотку. Если вы сможете намотать больше, то в итоге получите более мощное устройство. Но мы рекомендуем остановиться на 3 витках. Это оптимальный вариант для самодельного домашнего аппарата, который не будет варить слишком толстый металл.
Управление аппаратом и рычаги
Систему управления можно собрать на базе электроники из инвертора, но это действительно непросто и затратно. Легче собрать все с нуля и не мучиться с инверторной схемой. Тем более, вам нужна только кнопка вкл/выкл. Также можно добавить регулировку силы тока, но мы не стали это делать. Ведь наша цель — собрать максимально недорогой и при этом рабочий аппарат.
Тем более, вам нужна только кнопка вкл/выкл. Также можно добавить регулировку силы тока, но мы не стали это делать. Ведь наша цель — собрать максимально недорогой и при этом рабочий аппарат.
В качестве выключателя можно выбрать любой, какой вам только понравится. Его нужно установить в цепь с первичной обмоткой. И даже не думайте ставить выключатель со вторичной обмоткой, это плохая идея. На вторичке слишком большой ток и он может просто расплавить контакты у выключателя.
Для сборки рычагов можно использовать металлическую трубу (обязательно изолируйте ее) или деревянную заготовку. И вообще можно использовать любые подручные материалы. Но позаботьтесь о том, чтоб они сами по себе не проводили ток. В нашем случае ток будет проходить к электродам через проводки, закреплённые на рычагах. Такие рычаги будут своеобразными ручками, за которые вы будете браться, прижимая электроды к металлу.
Читайте также: Как сделать сварочные клещи?
Но вам нужно позаботиться ни столько о рычагах, сколько о прижимном усилии. Ведь в контактной сварке металл плавится не только за счет нагрева электродов, но и за счет усилия сжатия.
Ведь в контактной сварке металл плавится не только за счет нагрева электродов, но и за счет усилия сжатия.
Сжимать рычаги можно и вручную, если металл тонкий и легко прогревается. В таком случае конструкцию не нудно дорабатывать. Но если вы захотите сварить более-менее толстый металл, то придется все же сделать доработки. Можно сделать более тяжелый рычаг, который за счет своего собственного веса будет обеспечивать дополнительное сжатие. Но в таком случае аппарат нужно жестко зафиксировать на столе.
Если стационарный аппарат вам не нравится, то можно добавить к рычагу винтовую стяжку. Она устанавливается между рычагом и основанием аппарата. Вариант действенный и надежный.
Вернемся к кнопке включения. Если вы выберите самую простую конструкцию, когда прижимное усилие обеспечивается вручную (вы опускаете рычаг и с помощью своей силы сжимаете заготовку между электродами), то мы рекомендуем поставить кнопку включения так, чтобы при опускании рычага она нажималась. Опустили рычаг — кнопка включилась, аппарат работает. Подняли — аппарат выключился. Это крайне удобно, поскольку одна рука мастера всегда свободна.
Подняли — аппарат выключился. Это крайне удобно, поскольку одна рука мастера всегда свободна.
Электроды для сварки
Сварочный аппарат для контактной сварки немыслим без электродов. В нашем случае используются медные электроды. Они могут быть самодельными и покупными. Лучше взять покупные, они однозначно будут работать так, как нужно. Тем более, их цена не такая уж большая, чтобы экономить.
Есть множество форм электродов, но вам нужны самые простые, прямые электроды. Чем больше их диаметр, тем больший диаметр будет у сварной точки. Тем больше сварная точка, тем надежнее соединение. Все просто. Так что подбирайте электроды исходя из своих нужд, а не на глаз. Только так вы получите работающее устройство, которое отлично сварить заготовки. И не будет особых дефектов.
Если вы собираете маломощный аппарат для сварки тонких металлов, то можете в качестве электродов использовать медные наконечники от обычного паяльника. Они отлично проводят ток и годятся для маломощного аппарата.
Также знайте, что электроды — это материал расходный. Нельзя установить одни электроды и использовать их много лет. Если вы видите, что конец электрода начал тупиться, значит пора заменить.
Техника безопасности
Чтобы ваш аппарат работал стабильно и надежно, а ваше здоровье осталось в целости и сохранности, все компоненты нужно тщательно заизолировать с помощью изолирующих материалов. Также при сборке используйте диэлектрики в качестве основы, чтобы избежать несчастных случаев. В идеале стоит внедрить предохранители в электрическую схему, но это не всегда целесообразно. И соблюдайте технику безопасности при сборке аппарат. Не используйте инструменты без изоляции, хотя бы перемотайте их ручки изолентой. Это лучше, чем ничего.
Вместо заключения
Самодельный аппарат — это отличная задумка. Самоделка в любом случае дешевле и проще в применении, чем заводское устройство. Особенно, если дело касается именно контактной сварки. Ведь многие мастера не используют ее на постоянной основе, а лишь нуждаются в аппарате пару раз в году. В таком случае просто нецелесообразно покупать дорогой сварочник в магазине. Легче и разумнее собрать что-то попроще своими руками.
В таком случае просто нецелесообразно покупать дорогой сварочник в магазине. Легче и разумнее собрать что-то попроще своими руками.
Но учтите, что самодельная контактная сварка из сварочного аппарата потребует от вас определенных навыков и знаний. Схема у такого устройства несложная, но вы должны разбираться в элементарных понятиях. Если вы не можете отличить первичную обмотку от вторичной, то лучше изучайте теорию и только потом приступайте к сборке самодельного аппарата. Желаем удачи в работе!
Простой аппарат для контактной сварки
Это инструкция (руководство) о том, как сделать из испорченной микроволновой печи дешёвый удобный и портативный аппарат для точечной сварки металла.
Пожалуйста, обратите внимание на то, что это опасно, об этом свидетельствует надпись изображённая на трансформаторе: «ОПАСНО, ВЫСОКОЕ НАПРЯЖЕНИЕ», примите все возможные меры предосторожности, выполняя следующие инструкции:
Материалы
Мизерная стоимость этой точечной сварки может быть вообще уменьшена до нуля, если вы найдёте следующие комплектующие, не прибегая к покупке:
1.
 Очень старая микроволновая печь – можно найти на свалке.
Очень старая микроволновая печь – можно найти на свалке.2. Деревянная доска.
3. Т-образные кронштейны.
4. Винты.
5. Кабель диаметром 1см с твердым сердечником, подойдёт и многожильный, но убедитесь, что каждая нить имеет диаметр минимум 1 мм.
6. Прочие деревообрабатывающие инструменты и электрические соединители.
7. 3-х контактные разъёмы (по желанию).
8. Металлическая перемычка для крепления длинной минимум 15см (по желанию).
9. Разъём от блока питания ПК (по желанию).
10. Клеммник (внутренний диаметр 1 см).
Вынимаем трансформатор из микроволновки
Этот шаг описывает как достать трансформатор из микроволновой печи
1. Разберите микроволновую печь, не касаясь никаких элементов на печатных платах.
2. Найдите высоковольтный конденсатор, он должен быть прикреплён к конденсатору и выглядеть как магазин от пистолета с 2 проводами, выходящими из одного конца.
3. Выполните короткое замыкание конденсатора при помощи отвёртки.
 ВНИМАНИЕ: СМОТРЕТЬ НА ЭТО НЕ НУЖНО, ИСКРА ОЧЕНЬ ЯРКАЯ, МОЖЕТЕ ПОВРЕДИТЬ ЗРЕНИЕ.
ВНИМАНИЕ: СМОТРЕТЬ НА ЭТО НЕ НУЖНО, ИСКРА ОЧЕНЬ ЯРКАЯ, МОЖЕТЕ ПОВРЕДИТЬ ЗРЕНИЕ.4. Снимите трансформатор.
Строение аппарата контактной сварки
Вся эта конструкция изготовлена из одной деревянной доски и единственная модификация, которую в неё необходимо внести состоит в разрезании доски до определённой длины, таким образом, чтобы все части имели одинаковую высоту.
Как видно из рисунка, две средние части образуют основание, на которое крепится трансформатор, между ними находится разъем питания блока питания.
На передней панели расположены две длинные части, соединенные T-образными кронштейнами (не затягивайте верхние винты, это должно быть гибкое соединение).
На переднем конце не хватает двух электродов, прикрепите их внизу длинной детали, длинную деталь прикрепите к короткой для дополнительной стабильности и поддержки.
Электроды
Любой, кто имеет опыт в сварке, знает, что при экстремальных температурах электроды расплавляются очень быстро, я ломал голову над решением этой проблемы и понял, что заземляющий штырь 3-контактных штепселей можно использовать в качестве электродов, они широко доступны и стоят копейки, а затем разработал способ прикрепления их к сварочному оборудованию и стратегию по замене (чтобы их можно было заменить так же легко, как сверло у дрели).
 Ниже приведен пример создания собственных электродов для этого агрегата:
Ниже приведен пример создания собственных электродов для этого агрегата:1. Разделите 2 3х-контактных штепселя и извлеките штыри заземления (самый длинный штифт).
2. Разделите две части клеммной колодки и соберите металлические детали.
3. Закрутите штифт заземления в кусок медного лома и поместите его в металлический штифт клеммной колодки, затяните металлический штифт до упора.
4. Вкрутите металлический штифт клеммной колодки в деревянную доску со свободным концом, направленным к трансформатору, они будут прикреплены к концам кабеля диаметром 1 см.
Электрические модификации аппарата
Секрет успешной точечной сварки заключается в контроле за прохождением большого количества тока через точку сварки и выработке необходимой температуры, чего довольно трудно добиться из-за сопротивления материалов.
Однако вторичная обмотка микроволнового трансформатора имеет противоположное предназначение, она способствует значительному увеличению напряжения электросети за счет уменьшения тока, поэтому его необходимо модифицировать, если вы хотите, чтобы работал сварочный аппарат.
 Как это сделать описано ниже:
Как это сделать описано ниже:1. Снимите вторичную обмотку микроволнового трансформатора (это обмотка, которая не подключена к сети, имеет провод меньшего диаметра и больше извилин), для этого я использовал угловую шлифовальную машину с отсекающим лезвием, чтобы разрезать через весь кусок. Хоть первичные обмотки и не могут быть повреждены при точечной сварке, я бы советовал соблюдать осторожность.
2. Используя кабель диаметром 1 см, сделайте как можно больше петель через пространство, где раньше были вторичные обмотки (в моем случае это 3), затем удлините остальную часть кабеля до передней части, на которой находятся электроды, и присоедините их, предварительно завинтив готовый трансформатор на опорную плиту конструкционного каркаса.
3. Некоторые из вас могут заметить разъем питания PSU под трансформатором, я взял его из испорченного блока питания компьютера.
Другие детали
Обратите внимание на то, как я усилил конструкцию, закрепив среднюю доску металлической перемычкой.
 Трансформатор от микроволновки невероятно тяжёлый.
Трансформатор от микроволновки невероятно тяжёлый.Провода коричневого и синего цвета, которые прикреплены к первичной катушке, подключены к разъему питания, упомянутому выше.
Можно сделать еще некоторые улучшения: полностью закрыть трансформатор (создать внешнюю защитного кожуха) и добавить внутрь систему охлаждения для обеспечения безопасности и продления время эксплуатации, так как он нагревается во время использования, однако я предпочитаю суровый вариант, как сейчас.
как собрать самому, инструкция, схема, правила безопасности
На разных сайтах, вы найдёте несколько способов , как смастерить контактную сварку самому, но далеко не все варианты, как показала практика, достаточно доступные и простые.
В этой публикации, я расскажу вам один способов, как собрать приспособление для контактной сварки из устройства инверторного типа, и пригодится ли нам для этого сам инвертор.
Содержание статьиПоказать
Введение
Собрать контактную сварку своими руками можно прямо на столе
Думаю, что многие задумывались над одним из способов, как собрать сварочный аппарат из инвертора, но скажу сразу, это далеко не самый удачный вариант, так как такой процесс, это впустую потраченное время, потому, что основным критерием контактной сварки является прижимное усилие, на уровне с электрическим импульсом.
Из этого вытекает, что составляющие самой сварки отходят на второй план. Давай же подробнее разберём, что к чему.
Мой вам совет, если вы впервые слышите и читаете о контактной сварке и решили сразу приступить к делу, тогда вам не сюда. Первооткрывателям я советую начать с теории об электротехники и почитать статьи, что же это такое, контактная сварка.
Собрать контактную сварку самому, своими руками– технологически просто, нужно иметь минимальные навыки и представления о ней и о принципе её работы.
Хочу ещё раз сконцентрировать ваше внимание, что в данном изложении не будет развёрнутой инструкции, и объяснений, что такое трансформатор и как его намотать.
Детали и инструменты для сбора прибора своими руками
У каждого компетентного мастера всегда найдутся под рукой обычные кнопки типа вкл/выкл, они достаточно будет применить для схемы управления вашей контактной сваркой.
Также недостающей деталью служит медный провод, который в будущем, мы будем использовать для намотки на трансформатор. О сечении этих проводов, я расскажу вам чуть позже в моей статье.
Если вы умеете пользоваться формулами и рассчитывать необходимое сечение, я возражать не буду, хотя я вернусь к этому чуть позже.
И последней составляющей будут подручные материалы для рычагов и электродов. Теперь вернёмся к нашим необходимым инструментам, нам нужны будут стамеска или же ножовка, припой и, конечно, паяльник.
Убедительная просьба, не забудьте об изоляции, без неё процесс невозможен!
Мастерить контактную сварку из инвертора своими руками не очень хороший вариант, учитывая, что из него нам будет достаточно одного трансформатора, хотя и на это у меня есть альтернатива, но об этом чуть позже.
Если вы были настроены использовать и электронику, то я бы вам не стал этого советовать, так как процесс этот достаточно трудоёмкий и неэффективный.
Теперь я открою вам завесу. Альтернативой взятого трансформатора из инвертора, является трансформатор из микроволновой печи, всё верно, вам не показалось, именно от туда.
Как показала практика, трансформаторы, взятые с СВЧ, подходят для наших целей, их легко усовершенствовать, так что остановимся на них.
Сварочный трансформатор
Теперь мы пришли к выводу, что собирать контактную сварку из инвертора своими руками, процесс трудоёмкий и неоправданный. И в дальнейшей моей публикации мы будем говорить о сборке аппарата с трансформатором из микроволновой печи.
Для выбора трансформатора (так как любой нам не подойдёт), мы рассчитываем на рекомендуемую мощность, а мощность должна быть не меньше 1кВт и даже более, так как при меньшей мощности вы не сможете варить металл толщиной в 1мм, прошу вас обратить на это внимание.
Трансформаторы, мощность от 1кВт есть далеко не во всех СВЧ, такие мощные микроволновки имеют больше функций, если сравнивать с обычными СВЧ.
Также, если соединить два трансформатора по 1кВт и в результате вы получите, вероятно, мощный сварочный аппарат.
Итак, у нас уже есть трансформатор, теперь приступаем к аккуратному демонтажу вторички, скорее, просто так вы её снять не сможете, не исключён вариант, что она может быть глухо приклеена.
Вторичную обмотку срезаем зубилом или спиливаем ножовкой по металлу, или её можно аккуратно высверлить.
После всех, успешно проделанных приёмов с вторичкой, у вас должны будут остаться первичка и сердечник.
Не стоит переживать, вы вряд ли вам удастся перепутать первичку с вторичкой, так как чаще всего, первая сделана из более толстого провода, и самое главное, не повредите её при демонтаже ненужных деталей.
Дальше, вам нужно убрать шунты, они располагаются с двух сторон трансформатора.
После этого нам понадобятся медные провода, о которых я говорил в начале статьи. Теперь приступаем к намотке вторички. Я рекомендую брать в работу многожильный провод, толщиной 100мм2, так как это сечение нам достаточно подходит, тем более, что нам понадобится всего 3-4 витка, если сделать пару дополнительных витков, то в результате мы получим более мощный аппарат, но в нашем варианте будет достаточно трёх.
Рычаги и управление сваркой
Своими руками можно собрать многое
Как я и упоминал раннее, возможно собрать систему управления с помощью электроники из инвертора, при этом добавить ещё и регулятор силы тока, но мы этого делать не будем, потому что это трудоёмкий и нерентабельный процесс.
Тем более, что моя статься направлена, на то, чтоб сделать аппарат ещё больше доступным и простым в работе. Всё же, гораздо проще сделать всё самому с самого начала, для этого вам нужна будет только кнопка вкл/выкл.
Выключатель можно выбрать на ваше усмотрение, какой имеется у вас под рукой. Его следует установить в цепь с первичной обмоткой, только не перепутайте с вторичкой, у последней большая сила тока, и она расплавит контакты у выключателя.
Во время сборки своими руками можно применить любые средства, которые есть у вас под рукой, главное, чтоб они не были проводниками тока. А в лучшем случае, вам подойдёт деревянная заготовка или металлическая труба (её необходимо изолировать).
В нашем аппарате, ручками будут служить рычаги, на которых закрепляются проводки, через которые будет проходить ток к электродам. Их желательно сделать длиннее, так как от усилия сжатия зависит качество соединительного шва.
Вы будете браться за ручки, и прижимать электроды к металлу.
Но одних рычагов не достаточно, нужно помнить о прижимном усилии, так как в контактной сварке металл плавится так, же и за счёт усилия сжатия, а не только благодаря нагреву электродов.
Когда вы будете использовать тонкий и хорошо прогреваемый металл, то можно сжимать рычаги вручную, тогда аппарат не нужно будет дорабатывать.
А для сварки более толстого металла, придётся установить рычаг тяжелее, который за счёт своего веса усилит дополнительное сжатие, но в этом случае нужно плотно закрепить аппарат на столе, для этого используют струбцины.
И на конец, если у вас возникнет желание усовершенствовать ваш аппарат, то можно прикрепить к нему винтовую стяжку, она крепится между основанием самого аппарата и его рычагом. Это достаточно прочно и надёжно.
Дам вам несколько рекомендаций на счёт того, где и как удобнее закрепит кнопку пуска. При выборе самой простой конструкции, когда прижимное усилие вырабатывается вручную, то рекомендовано кнопку включения, установить таким образом, что бы при опускании рычага она сжималась, то есть, опустили рычаг- кнопка сработала, аппарат включился, подняли – аппарат выключился, это будет очень удобно для мастера, так как одна рука будет полностью свободна.
Сварка и электроды
Трудно представить себе сварочный аппарат без электродов. Мы используем медные электроды, их конечно можно сделать и вручную, но я не вижу в этом преимущества, так как цена покупных вполне доступна, и в них не будет никаких сомнений.
Существует разные формы электродов, но нам понадобятся самые обычные, прямые электроды. Предпочтение на их стороне, потому что они обеспечивают удобный доступ к самой зоне сварки.
Чем больше будет диаметр электрода, тем больший будет диаметр у сварной точки, соответственно и сварочный шов будет прочнее и надёжнее.
Исходя из этого правила, электроды следует подбирать согласно вашим требованиям, что бы достичь хорошего результата. Если следовать этим рекомендациям, вы получите достойно работающий аппарат без значительных недочётов.
Если вы думаете над тем, чтобы собрать своими руками простой, с небольшой мощность аппарат, тогда вам вполне подойдут медные наконечники от обычного паяльника, у них тоже отличная проводимость тока.
Мы должны помнить, что электроды, материал не вечный, и нужно постоянно следить за их износостойкостью, и в случае необходимости, обязательно заменить.
А теперь несколько слов о технике безопасности. С целью обеспечить вашему аппарату, собранному своими руками верную работу, а вам исключить несчастные случаи, желательно все детали сборки, а также ручки заизолировать специальными материалами.
Пожалуйста, помните о правилах техники безопасности, это важная и необходимая доля в работе с электроприборами. При сборке используйте диэлектрики. Было бы неплохо внедрить предохранители в электрическую схему, но это не всегда рационально.
Краткое послесловие
Сварочный аппарат, сделанный самостоятельно, своими руками, мысль хорошая и удачная. Процесс сварки, выполняемый, на самодельном аппарате практически не имеет отличий от сварки, выполненной на серийном оборудовании.
Он будет доступнее и экономичнее, чем покупной, с магазина, Особенно, если учесть, что сварочный аппарат не всегда является устройством для ежедневного пользования, и чаще всего он нужен пару-тройку раз в году.
Если вы будете следовать всем правилам, как техники безопасности, так и самой сборки, этот аппарат доставит вам массу приятных эмоций и сохранит ваш бюджет.
Перед началом сборки, обратите внимание, что вы достаточно знаете теорию и полностью готовы приступить к практике. Удачного пользования.
как сделать своими руками, особенности и нюансы
Нередко сварка проводится в домашних условиях, обычно при выполнении бытовых слесарных работ, к примеру, ремонт автомобиля, возведение металлического забора, изготовление или ремонт небольших металлических конструкций. Но поскольку профессиональный сварочный аппарат стоит достаточно дорого, то стоит задуматься об изготовлении оборудования. Контактная сварка своими руками будет наиболее оптимальным решением. Предварительно стоит рассмотреть главные особенности и нюансы.
Как работает контактная сварка
Перед тем как сделать контактную сварку своими руками стоит рассмотреть ее главные особенности. Этот метод относится к термомеханическому типу, во время которого применяется электрический ток. Он распространяется на всю область шва двух свариваемых элементов, и затем формирует дугу, которая вызывает расплавление металла.
Чтобы поверхности металлических элементов разогрелись и начали быстро расплавляться, на них подается ток с большой силой. Этот импульс вызывает быстрое расплавление металлов. Длительность его подачи зависит от видов соединяемых металлов. В среднем его продолжительность составляет от 0,01 до 0,1 секунды.
Расплавленная металлическая структура образует сварочную каплю, которая со временем застывает. Для этого свариваемые элементы следует удерживать в сдавленном состоянии в течение определенного времени. В этот момент капля переходит в состояние кристаллической решетки.
Стоит отметить! Во время сваривания обязательно подается сильное давление, оно выполняет важные функции — предотвращает растекание расплавленной капли по площади деталей. Она скрепляется в определенной точке. Силу сдавления постепенно уменьшают, это улучшает схватывание сварки.
Особенности сварочного аппарата
Чтобы правильно сделать контактную сварку требуется для начала соорудить сварочное оборудование. Но первым делом рекомендуется рассмотреть важные требования и нюансы, которые нужно соблюдать во время работы. Обычно для сварки дома используются приборы с точечным или стыковым устройством.
Далее необходимо определиться с типом сварочного аппарата, который будет применяться для домашнего сваривания. Он может быть переносным или стационарным. Затем выставляются настройки оборудования:
- показатели напряжения в самой области сваривания;
- тип тока (переменный или постоянный) и его сила;
- период воздействия сварочного импульса;
- число и параметры электродов.
Самодельная контактная сварка имеет простое изготовление. Изготовить простой аппарат смогут даже неопытные сварщики. Оборудование имеет два блока — контактный и источник сварочного тока. В первом блоке располагается зона сварки. Именно в ней отмечается контакт металлов. При помощи электродов к ним подается электрический импульс и в результате происходит их сваривание. Источник сварочного тока обеспечивает попадание импульса в область сварки.
Устройство сварочного аппарата
Контактная сварка, изготовленная своими руками из сварочного аппарата, сможет с легкостью заменить профессиональное оборудование. Но все же стоит рассмотреть устройство прибора. Главным элементом является трансформатор, который можно снять из старой микроволновой печи. Но данный элемент должен быть в рабочем состоянии.
Рекомендуется применять трансформатор с высокой мощностью, это позволит соединять самодельным прибором металлические листы с толщиной до 1 мм. Наиболее оптимальным будет показатель мощности от 1 кВт. Если потребуется работать с более толстыми листами из стали, то понадобится два трансформатора с обмоткой.
Важно! Чтобы самодельная контактная сварка для кузовных работ была собрана правильно, необходимо составить схему соединения важных конструктивных компонентов. Если четко выполнять ее указания и требования, то можно быстро сделать простой сварочный аппарат из СВЧ-печи.
Технологически весь рабочий процесс можно разделить на несколько этапов:
- Сооружение нижнего основания контактного сварочного прибора из микроволновой печи. Для этих целей рекомендуется использовать металлический профиль, брус из дерева или штангу. Один конец рекомендуется закрепить на корпусе, это можно сделать при помощи саморезов, они обеспечат более жесткую фиксацию. На второй край подсоединяется нижний сварочный электрод, к нему следует подвести кабель от трансформатора. Для лучшей фиксации его провода стоит примотать к штанге.
- Конструирование и обустройство верхней подвижной части устройства в виде рычага. Для оси можно использовать длинные не ржавый гвоздь. Стойки по бокам выполняются из брусков и профилей. Между стойками и основанием рычага не должно быть зазоров, иначе это может негативно отразиться на работе сварочного оборудования.
Чтобы правильно изготовить контактную сварку своими руками потребуется специальная схема. Ее можно сделать самостоятельно или взять из интернета.
Особенности изготовления контактной сварки
Как сделать контактную сварку? Процесс требует некоторых знаний и соблюдения принципов, от которых зависит полноценная работа самодельного оборудования. На начальном этапе из микроволновой печи необходимо вынуть трансформатор, потребуется магнитопровод и первичная обмотка.
Затем на трансформатор сооружается новая обмотка. Для этих целей применяется многожильный провод с сечением не меньше 10 см2. Кабель наматывается в 2-3 витка.
Чтобы правильно соорудить контактную сварку для ремонта авто своими руками в последующий период стоит выполнять следующие действия:
- продумывается управление контактной сваркой своими руками. Для этого устанавливается специальная система, которая позволяет наладить бесперебойное сваривание;
- изготовление и подсоединение сварных электродов;
- установка внутренней части устройства в прочный и надежный корпус. Подойдет корпус от старой микроволновой печи.
Если четко следовать всем этапам и рекомендациям, то можно с легкостью изготовить простой бытовой сварочный аппарат. Главное составить правильную схему и подготовить требуемые компоненты для оборудования. Готовый прибор подойдет для проведения бытовых работ, его можно будет применять для ремонта кузова автомобиля и других изделий.
Интересное видео
Принцип работы, различные типы и применения
В былые времена процесс сварки металлов можно было выполнять путем нагрева металлов и совместного прессования, что известно как метод кузнечной сварки. Но в настоящее время технология сварки изменилась с приходом электричества. В 19 веке была изобретена сварка сопротивлением, газовая и дуговая сварка. После этого было изобретено различных типов сварочных технологий, таких как сварка трением, ультразвуковая, плазменная, лазерная, электронно-лучевая сварка.Хотя применение сварочных технологий в основном связано с различными отраслями промышленности. В этой статье обсуждается контактная сварка, принцип работы, различные типы, преимущества, недостатки и применения.
Что такое сварка сопротивлением?
Сварку сопротивлением можно определить как; это метод сварки в жидком состоянии, при котором соединение металл-металл может быть образовано в жидком состоянии, в противном случае — в расплавленном состоянии. Это термоэлектрический метод, при котором тепло может генерироваться в месте. Это термоэлектрический процесс, при котором тепло выделяется на краевых плоскостях сварочных пластин из-за электрического сопротивления, и сварное соединение может быть создано путем приложения низкого давления к этим пластинам. .В этом типе сварки для выделения тепла используется электрическое сопротивление. Этот процесс очень эффективен и не загрязняет окружающую среду, но его применение ограничено из-за таких характеристик, как высокая стоимость оборудования и ограниченная толщина материала.
Сварка сопротивлением
Принцип работы сварки сопротивлением
Принцип работы сварки сопротивлением — это выделение тепла из-за электрического сопротивления. Сварка сопротивлением, такая как шовная, точечная, защита, работает по тому же принципу.Когда ток проходит через электрическое сопротивление, будет выделяться тепло. Такой же принцип работы можно использовать и в электрической катушке. Вырабатываемое тепло будет зависеть от сопротивления материала, приложенного тока, состояния поверхности, приложенного текущего периода времени.
Это тепловыделение происходит из-за преобразования энергии из электрической в тепловую. Формула сварки сопротивлением для выработки тепла:
H = I 2 RT
Где
- ‘H’ — выделяемое тепло, а единица тепла — джоуль
- ‘I’ — электрический ток, и единицей измерения является ампер
- ‘R’ — электрическое сопротивление, и единица измерения этого — Ом
- ‘T’ — время протекания тока, и единица измерения этого — секунда
Вырабатываемое тепло можно использовать для смягчения кромочного металла, чтобы сформировать прочное сварное соединение плавлением.Этот метод обеспечивает сварку без применения флюса, присадочного материала и защитных газов.
Типы контактной сварки
Различные типы контактной сварки рассматриваются ниже.
Точечная сварка
Точечная сварка — это простейший вид сварки, при котором рабочие части удерживаются вместе под действием силы на поверхности опоры. Медные (Cu) электроды будут контактировать с рабочей частью и током через нее. Материал рабочей части оказывает небольшое сопротивление в потоке тока, что приведет к ограниченному выделению тепла.Из-за воздушного зазора сопротивление велико на краевых поверхностях. По нему начинает проходить ток, тогда он уменьшит краевую поверхность.
Точечная сваркаЭлектропитание и время должны быть достаточными для правильного растворения кромок. Теперь ток будет остановлен, однако сила, приложенная к электроду, продолжалась в течение секунды, тогда как сварной шов быстро охладился. Позже электроды устраняют, а также соприкасаются с новым пятном, чтобы создать круглую деталь. Размер детали в основном зависит от размера электрода (4-7 мм).
Шовная сварка
Этот тип сварки также известен как непрерывная точечная сварка, при которой электрод роликового типа может использоваться для подачи тока через рабочие детали. Вначале роликовые электроды входят в контакт с рабочей частью. Через эти электродные ролики может подаваться сильный ток для плавления краевых поверхностей и формирования сварного соединения.
Сварка швовВ настоящее время электродные ролики начнут накатываться на рабочие листы для выполнения неразъемного сварного соединения.Время сварки и движение электрода можно контролировать, чтобы гарантировать, что сварной шов и рабочая часть не станут слишком горячими. Скорость сварки может составлять около 60 дюймов в минуту при сварке швов, которая используется для создания герметичных соединений.
Рельефная сварка
Рельефная сварка похожа на точечную сварку, за исключением того, что на рабочих частях могут образовываться углубления в том месте, где сварка предпочтительна. В настоящее время рабочие части удерживаются между электродами, а также через него проходит огромное количество тока.По всему электроду на сварочные экраны можно приложить небольшое давление. Поток тока через лунку, которая растворяет ее, и сила вызывает образование лунки и формирует сварной шов.
Рельефная сваркаСтыковая сварка оплавлением
Стыковая сварка оплавлением — это форма контактной сварки, используемая для сварки труб и стержней в сталелитейной промышленности. В этом методе свариваются две рабочие части, которые будут плотно удерживаться в держателях электродов, а также может подаваться сильный импульсный ток в диапазоне 100 000 ампер к материалу рабочей части.
Стыковая сварка оплавлениемВ двух держателях электродов один постоянный, а другой сменный. Сначала может быть подан электрический ток, и сменный зажим будет прижиматься к постоянному зажиму из-за контакта с двумя рабочими частями при сильном токе, будет генерироваться искра. Всякий раз, когда краевая поверхность приближается к пластической форме, поток тока будет остановлен, а осевая сила может быть увеличена для создания соединения. В этом методе сварной шов может образоваться из-за пластической деформации.
Приложения для контактной сварки
В приложения для контактной сварки входят следующие.
- Этот вид сварки может найти широкое применение в автомобильной промышленности, при изготовлении гаек и болтов.
- Шовная сварка может использоваться для создания герметичного соединения, необходимого в небольших резервуарах, котлах и т. Д.
- Оплавленная сварка может использоваться для сварки труб и труб.
Сварка сопротивлением Преимущества и недостатки
Преимущества и недостатки сварки сопротивлением включают следующие
Преимущества
- Этот метод прост и не требует высокого уровня квалифицированного труда.
- Толщина металла контактной сварки составляет 20 мм, а толщина составляет 0,1 мм.
- Автоматически просто
- Производительность высокая.
- Можно сваривать как родственные, так и разные металлы.
- Скорость сварки будет высокая
- Не требует флюса, присадочного металла и защитных газов.
Недостатки
- Стоимость инструмента будет высокой.
- Толщина рабочего участка ограничена текущими требованиями.
- Менее подходит для оборудования с высокой проводимостью.
- Потребляет большую электрическую мощность.
- Сварные соединения обладают малой прочностью на растяжение и усталость.
Итак, это все о процессе контактной сварки, который используется для сварки двух металлов. Он включает в себя сварочную головку, используемую для удержания металла между электродами, и подает сварочный источник питания и усилие для сварки металла. При приложении силы сопротивление выделяет тепло, а сварка сопротивлением использует тепло.Точно так же, когда поток тока пытается продвинуться вперед через два металла, из-за сопротивления металла может генерироваться тепло. Итак, наконец, эту сварку можно использовать для сварки металлов с использованием давления, а также тепла. Вот вам вопрос, каковы параметры сварки сопротивлением ?
Кредиты изображений: Точечная и шовная сварка
Что такое контактная сварка: RWMA: Американское сварочное общество
Что такое контактная сварка
Сварка сопротивлением — это соединение металлов путем приложения давления и пропускания тока в течение некоторого времени через металлическую область, которую необходимо соединить.Ключевым преимуществом контактной сварки является то, что для создания соединения не требуются другие материалы, что делает этот процесс чрезвычайно экономичным.
Существует несколько различных форм контактной сварки (например, точечная и шовная, выпуклая, оплавленная и осадка), которые различаются в основном типами и формой сварочных электродов, которые используются для приложения давления и проведения тока. Электроды, обычно изготавливаемые из сплавов на основе меди из-за превосходных проводящих свойств, охлаждаются водой, протекающей через полости внутри электрода и других проводящих инструментов машины для контактной сварки.
Аппараты для контактной сварки разработаны и изготовлены для широкого спектра автомобильных, аэрокосмических и промышленных применений. Благодаря автоматизации работа этих машин строго контролируется и воспроизводится, что позволяет производителям легко укомплектовать производство персоналом.
Типы приложений контактной сварки:
Точечная сварка и шовная сварка
- Точечная сварка сопротивлением, как и все процессы контактной сварки, создает сварные швы с использованием тепла, генерируемого сопротивлением потоку сварочного тока между стыковочными поверхностями, а также усилие, которое прижимает детали друг к другу в течение определенного периода времени.При контактной точечной сварке геометрия поверхностей самих сварочных электродов используется для фокусировки сварочного тока в желаемом месте сварки, а также для приложения силы к деталям. После создания достаточного сопротивления материалы укладываются и соединяются, образуя сварной шов.
- Контактная сварка швом — это разновидность контактной точечной сварки, в которой используются электроды в форме колеса для подачи силы и сварочного тока к деталям. Отличие заключается в том, что при подаче сварочного тока заготовка катится между электродами в форме колеса.В зависимости от конкретного сварочного тока и настроек времени сварки, созданные сварные швы могут перекрываться, образуя полный сварной шов, или могут быть просто отдельными точечными сварными швами через определенные интервалы.
Проекционная сварка
- Как и другие процессы контактной сварки, проекционная сварка использует тепло, генерируемое сопротивлением потоку сварочного тока, а также силу, которая прижимает детали друг к другу в течение определенного периода времени. Проекционная сварка локализует сварные швы в заранее определенных точках с помощью выступов, выпуклостей или пересечений, которые фокусируют тепловыделение в точке контакта.Как только сварочный ток создает достаточное сопротивление в точке контакта, выступы схлопываются, образуя сварной шов.
- Сплошные выступы часто используются при приварке крепежных элементов к деталям. При соединении листового или листового материала часто используются тиснения. Примером проекционной сварки с использованием материала «Пересечения» является сварка поперечной проволокой. В этом случае пересечение самих проводов локализует тепловыделение и, следовательно, сопротивление. Проволоки переходят одна в другую, образуя при этом сварной шов.
Сварка оплавлением
- Как и другие процессы контактной сварки, при сварке оплавлением используется тепло, генерируемое сопротивлением потоку сварочного тока, а также сила, которая прижимает детали друг к другу в течение определенного периода времени. Сварка оплавлением — это процесс контактной сварки, который создает сопротивление за счет действия оплавления. Это действие создается за счет очень высокой плотности тока в очень маленьких точках контакта между деталями. В заданный момент после начала процесса прошивки к заготовке прикладывается сила, и они перемещаются вместе с контролируемой скоростью.Быстрая осадка, создаваемая этой силой, удаляет оксиды и примеси из сварного шва.
Сварка с осаждением
- Как и в других процессах сварки сопротивлением, при сварке с осаждением используется тепло, выделяемое сопротивлением потоку сварочного тока, а также сила, прижимающая детали друг к другу в течение определенного периода времени. Как и при сварке оплавлением, при сварке с высаженной кромкой детали уже находятся в плотном контакте друг с другом, поэтому оплавление не происходит. Давление прикладывается до запуска тока и поддерживается до завершения процесса.
Источник: C1.1M / C1.1: 2012 — Рекомендуемые методы контактной сварки
Сварка сопротивлением проекции (RPW) Преимущества и недостатки
Принцип работы контактной проекционной сварки (RPW)
В сварка сопротивлением проекции (RPW) , малая выступы формируются на одной или обеих частях основного металла для получения контакт в точке, которая локализует электрический ток и концентрирует тепло.Под давлением нагретые и размягченные выступы разрушаются и сварной шов сформирован. Выступ на верхнем компоненте прижимается к нижнему компонент электродной силой. Выступ схлопывается, и самородок сварного шва формируются с применением тока. Эта техника имеет особую ценность в монтажных приспособлениях к поверхностям, тыльная сторона которых недоступна для сварщик.
Преимущества контактной проекционной сварки
- Возможна одновременная работа i.е. можно сделать более одного сварного шва.
- Рельефная сварка имеет то преимущество, что с ее помощью можно сваривать металлы, толщина которых не подходит для точечной сварки.
- Электроды для проекционной сварки имеют более длительный срок службы по сравнению с электродами для точечной сварки. Это связано с тем, что электроды для выступающей сварки должны выдерживать меньший износ и меньший нагрев.
- Контактная выпуклая сварка не ограничивается стыками листов.
- Сварка с выступом может выполняться в определенных точках, которые необходимо сваривать.
- При сложных сварочных работах сварка выступом обеспечивает лучший тепловой баланс.
- Проекционная сварка позволяет экономить электроэнергию, поскольку для выработки тепла требуется меньший ток. Таким образом уменьшаются дефекты усадки и деформации.
Недостатки RPW
- Металлы всех типов нельзя сваривать проекционным методом. Толщина и состав металла — большой вопрос.
- Все металлы недостаточно прочные, чтобы поддерживать прогнозы.Некоторые латуни и медь нельзя сваривать с помощью выступающей сварки.
- Есть дополнительная операция — формирование проекции.
- Выступы должны иметь одинаковую высоту для подходящей сварки.
Приложения
- Контактная сварка проекцией используется в автомобильной промышленности.
- Проекционная сварка применяется в холодильной технике (серийное производство конденсаторов, решеток, стоек и т. Д.).)
Подробнее о сварке:
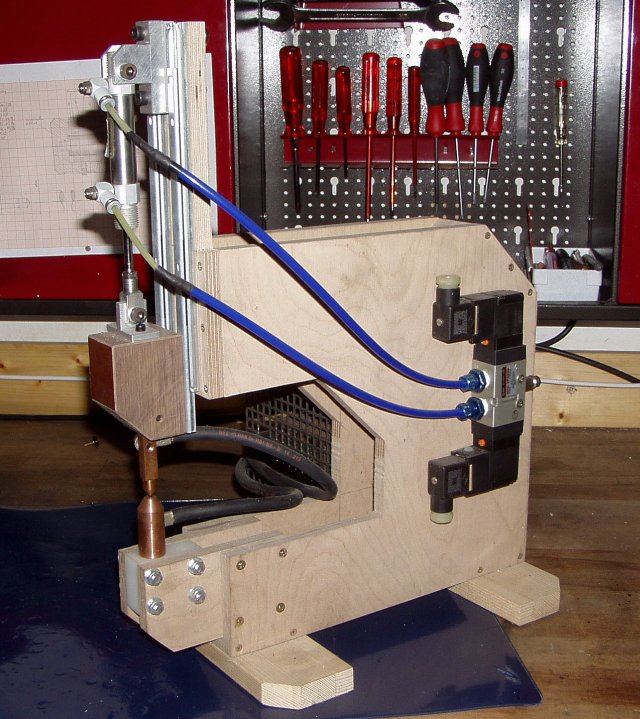
Как сделать модуль пайки высокой мощности
Большинство производителей электровелосипедов никогда не видели модуль для пайки сопротивлением, поэтому они не знают, что это вариант, когда вы переходите к пайке более крупных разъемов. Если вы хотите купить их, они дорогие, но … их на удивление легко сделать, если вы относитесь к тому типу людей, которые умеют обращаться в магазин.
Что, черт возьми, такое RSU?
Имеющиеся здесь считыватели уже умеют пользоваться паяльником.Вы подключаете его, наконечник нагревается, и, прижимая горячий наконечник к двум частям, которые вы хотите соединить, детали нагреваются настолько, что при прикосновении к стыку кусочком припоя он плавится и течет в стык. . Довольно прямолинейно, правда?
RSU нагревает две металлические детали, пропуская через них ток. Это то же самое явление, когда электрические разъемы ebike нагреваются, когда мы пропускаем слишком много ампер через разъемы, которые слишком малы для ампер-нагрузки. Вы касаетесь двух проводящих щупов по обе стороны от частей, которые хотите соединить, а затем пропускаете через них высокий ток (путем включения RSU с помощью ножного переключателя).Поскольку щупы фактически касаются детали, высокое напряжение не требуется. Именно усилители создают тепло.
Чтобы дать вам представление о возможностях, наиболее часто используемые детали могут обеспечивать до 700 А при 2 В . Конечно, фактическое количество усилителей, которые вы в итоге получите, легко отрегулировать. Тот же 1400Вт можно намотать на 120А на 12В .
Как работает трансформатор
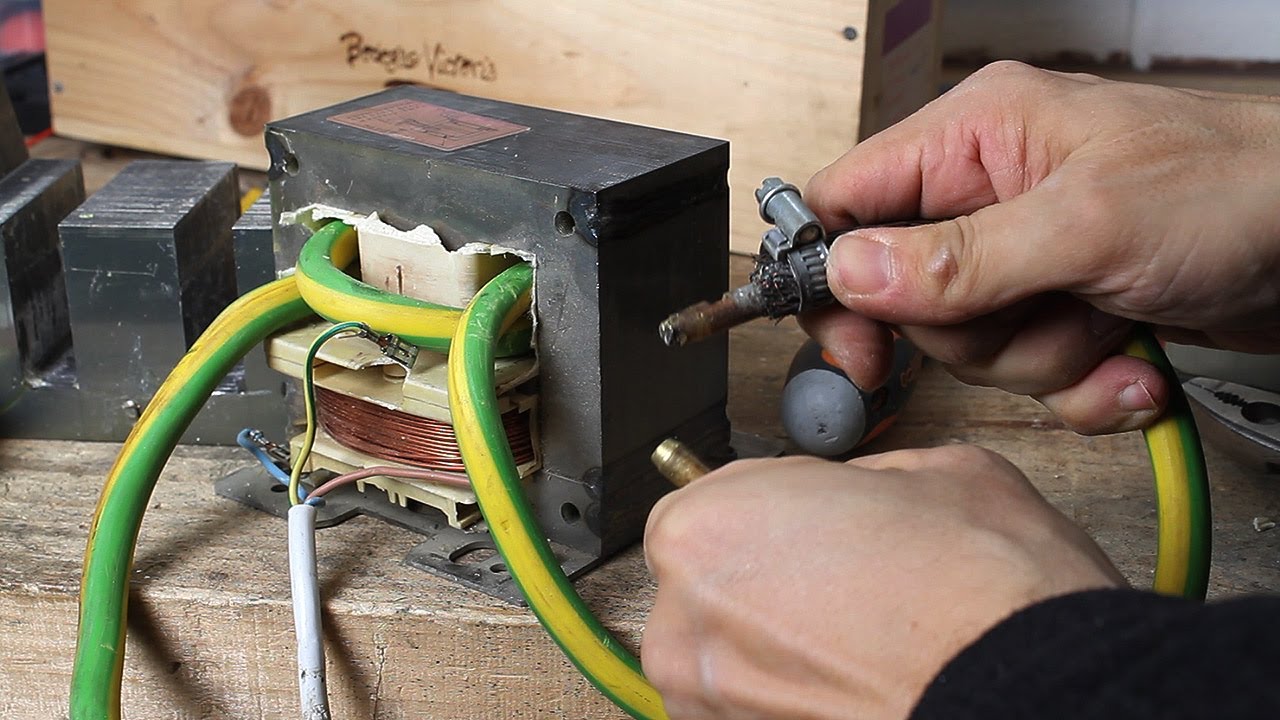
Сердце RSU — простой трансформатор, и его можно дешево найти внутри выброшенной мусорной микроволновой печи.На YouTube есть много видеороликов о том, как безопасно собрать Трансформатор для микроволновой печи (MOT).
Для вашей безопасности важно помнить, что микроволновые печи имеют большие конденсаторы, которые выдерживают заряд 2000 В, , даже после того, как микроволновая печь отключена от сети . Надевайте резиновые перчатки при разборке микроволновки, потому что если вы случайно прикоснетесь к разъемам конденсатора, они точно могут вас убить, и… даже если вы живы, вам точно будет больно.
Если вы не хотите ждать, чтобы найти брошенную микроволновку бесплатно, вы можете просто зайти на ebay и выполнить поиск «Трансформатор для микроволновой печи». МОТ от очень распространенной микроволновой печи на 800 Вт может работать нормально (2 В X 400 А), но я рекомендую приобрести более крупный блок мощностью 1400–1500 Вт (с кандидатами на ebay мне пришлось гуглить номер детали, чтобы найти мощность). Это связано с тем, что вы можете настроить RSU для вывода более низких ампер, но максимально возможное количество ампер ограничено физическим размером MOT. Если вы начинаете с большого, вы можете затем отрегулировать усилители в сторону понижения в зависимости от того, что подходит для вашей работы.
Я немного переборщил с размером MOT, потому что я также хочу использовать его в качестве сварочного аппарата для толстых медных электрических автобусов на нестандартном аккумуляторном блоке, но это статья для другого раза. Если вы уверены, что вам нужна только сверхмощная паяльная станция, МОТ мощностью 800 Вт подойдет, и ее тоже будет легче приобрести…
Обычный стержневой магнит с железными опилками, показывающими форму магнитного поля. N означает север, а S означает юг
Земля имеет трехмерное электромагнитное поле, имеющее примерно форму пончика (также называемого тороидом).Если вы поместите простой стержневой магнит под стекло и присыпите верхнюю часть стекла железными опилками, металлические чешуйки выровняются с невидимым магнитным полем по форме, очень похожей на поле Земли. На картинке выше вы можете увидеть классический «двойной цикл», который образуется, когда вы показываете только двумерный срез этого поля.
В этой статье я буду использовать термины , сталь и , железо как взаимозаменяемые, но сталь — это просто железо, в которое примешано около одной трети одного процента углерода, что делает железо физически более прочным, но не меняет своих магнитных свойств.В MOT, о которых мы будем говорить, обычно используется сердечник, который состоит из стопки тонких стальных листов, которые называются ламинатами (каждый лист окунается в прозрачный изоляционный лак, поэтому они не связаны друг с другом электрически).
Первый шаг — понять, что если вы возьмете катушку из изолированного медного провода (магнитный провод выглядит голым, но имеет покрытие из прозрачной изоляции), и когда вы пропустите через него переменный ток, он будет называться « соленоид с воздушным сердечником.Это создаст магнитное поле. В варианте с воздушным сердечником переменное напряжение переменного тока может переключаться вперед и назад очень быстро без перегрева (высокая частота). Иногда они используются в радиоприемниках.
Однако магнитное поле соленоида с воздушным сердечником очень сильно (слабое, как у меня в коленях). Но… если вы вставите что-то из стали в его центр, он станет соленоидом с железным сердечником (часто используемым в качестве электромагнита, который можно включать и выключать по мере необходимости, например, двигатель). Добавление железа к центру делает его магнитную силу более сфокусированной и более концентрированной.Если вы также окружите катушку стальными пластинами, которые имеют классическую форму «двойной петли», о которой я упоминал ранее, стальной сердечник будет втягивать все магнитное поле, так что оно течет только через пластинки, а не через окружающий воздух.
Характеристика железа и стали, которая втягивает и направляет магнитное поле, называется «проницаемостью».
Ток, выходящий из настенных розеток в обычных домах в США, составляет около 110 В переменного тока, который меняет свое направление 60 раз в секунду (60 циклов).Типичная настенная розетка может иметь выключатель на 15 А для защиты, а это означает, что если вы умножите 110 В на 15 А, вы сможете подключить устройство, которое потребляет максимум примерно 1600 Вт.
Вот почему самые большие распространенные микроволны — 1500 Вт, и если они работают, и вы включаете второй прибор, иногда срабатывает прерыватель, и его необходимо переустановить. Микроволновая печь, которой требуется больше энергии, скорее всего, будет рассчитана на питание от сети переменного тока 220 В, поэтому она может использовать меньше ампер для работы. Если весь ваш дом подключен к сети 220 В (например, в Австралии), вам понадобится входной трансформатор 220 В, но … ТО, которое я рекомендую североамериканским любителям, которые хотят сделать RSU, — это устройство мощностью 1500 Вт, которое подключено к сети 110 В. ввод.
Ток, который проходит через первичную катушку, использует явление «индуктивности», и он «преобразует» ток в магнитное поле. ЕСЛИ … вы поместите вторую катушку рядом с первой катушкой, магнитное поле вызовет ток во вторичной катушке без какого-либо физического или электрического соединения между двумя катушками. Поскольку первичная обмотка и вторичная обмотка вообще не связаны электрически, единственная связь между ними — это пульсирующее магнитное поле, внутри которого они находятся.
Стандартное ТО со снятой высоковольтной катушкой
На картинке выше вы можете видеть «двойную петлю» магнитного поля в форме стального ламинированного стека, образующего сердечник трансформатора. Вторичная обмотка высокого напряжения была удалена, и пространства, предназначенные для вставки катушек в них, называются «окнами». Показанный у меня в руке прямой пучок пластин — это магнитные «шунты», которые не понадобятся.
Ламинированный сердечник ТО.Есть несколько стилей, и по понятным причинам этот называется E / I. Вы можете увидеть остатки первоначальной сварки, которая скрепила их вместе, вверху и внизу соединения.
На рисунке выше все снято с этого сердечника MOT, а секции E / I были разделены путем шлифовки сварных швов, которые ранее скрепляли их (я не рекомендую их разделять). Относительная эффективность этого типа трансформатора только средняя, но это обычное явление, поскольку катушки могут иметь машинную намотку, а большая часть сборки может быть частично автоматизирована, что делает их довольно доступными.
Снятие вторичной обмотки высокого напряжения
Сторона высокого напряжения трансформатора обычно выдает примерно 2000 В (независимо от того, является ли вход 110 В или 220 В). Вы никогда не должны включать его, пока штатная высоковольтная катушка все еще находится в трансформаторе, так как 2,000V абсолютно убьет вас . На рисунке выше катушка ВН трансформатора покрыта дополнительной изоляцией, которая выглядит как жесткая бумага.
Мне кажется, что ножовкой проще всего снять катушку ВН.Будьте очень осторожны, чтобы не порезать или порезать входную катушку 110 В. Катушку высокого напряжения можно легко распознать, потому что она имеет ту же массу, что и катушка низкого напряжения, но она состоит из тысяч крошечных нитей, намного меньших, чем сторона входа низкого напряжения.
110 В слева и 2 000 В справа. Примерно один вольт на жилу (имейте в виду, что не все трансформаторы используют один вольт на жилу при выполнении расчетов)
Две катушки должны иметь примерно одинаковый объем, чтобы получить максимальный эффект, измеряемый в ваттах.Когда вы вводите 110 В при 14 А, вы получаете магнитное поле, которое имеет примерно 1500 Вт энергии. Соседняя катушка преобразует это пульсирующее магнитное поле в выходной переменный ток. Это НЕ меняет количество ватт, поэтому … если вы используете много жил тонкой проволоки на вторичной обмотке, чтобы поднять напряжение, усилители упадут, чтобы сбалансировать.
Итак, если увеличение количества жил приведет к увеличению напряжения и уменьшению силы тока, то мы можем использовать это явление для увеличения силы тока, но … это также снизит напряжение.К счастью, снижение напряжения является дополнительным преимуществом, потому что это делает полученное устройство намного безопаснее (за исключением опасности сильного нагрева).
Если вы хотите получить от RSU максимальное количество мощности, которое мы собираемся изготовить, вы должны заполнить все окно трансформатора максимально подходящей массой меди. Однако это никому не повредит, если вы используете выходную катушку меньшего размера (вы даже можете использовать две отдельные катушки в выходном окне). Это самый простой способ отрегулировать выход усилителя, заменив его выходной катушкой меньшего размера.
Я рекомендую где-то от двух до двенадцати «витков» в пользовательской вторичной катушке, и в результате на выходе будет от 2 до 12 В (независимо от толщины провода), и … имейте в виду, что фактическое результирующее напряжение будет приблизительно . Размер медной массы на вторичной обмотке определяет общую мощность ватт, а отношение ватт к вольтам определяет полученное количество ампер.
[Имейте в виду, что все вторичные катушки будут выводить переменный ток / переменный ток]
Источник питания нагревателя магнетрона 3 В, обычно размещаемый между первичной и вторичной обмотками
Одним из примеров обратной зависимости между напряжением и током является источник питания нагревателей магнетрона.Между первичной и вторичной обмотками находится крошечная третья обмотка, которую можно выбросить. У них могло быть всего несколько витков, поскольку я видел несколько с тремя витками в катушке. Эта конфигурация приведет к примерно 3 В переменного тока, но… поскольку он имеет очень небольшой объем меди, проходящей через окна трансформатора, это означает, что он также будет иметь низкие ватты, что приведет к низким амперметрам.
Когда у вас есть трансформатор и вы удалили все из сердечника, кроме первичной входной катушки, вам нужно будет добавить новую настраиваемую вторичную катушку через окна, и эта катушка должна закручиваться в том же направлении, что и первичная.Если вы сделаете это наоборот, выход будет очень низким, и трансформатор станет горячим.
Абсолютно максимально возможный усилитель, который вы могли бы получить, был бы от использования толстого медного стержня, изогнутого в U-образную форму, и … поскольку он делает только один оборот через окна, это будет выход в один вольт, который обеспечивает примерно 1400A. Такая конфигурация была бы нереалистичной, поэтому в наиболее распространенной вторичной обмотке используется два витка толстого сварочного кабеля (как показано на картинке заголовка в верхней части этой статьи). Сварочный кабель имеет прочную, но тонкую изоляцию, поэтому большая часть его диаметра целиком состоит из меди.В сварочном кабеле также обычно используется очень гибкий многожильный провод, что дает множество преимуществ.
Коммерческие RSU
RSU на базе трансформатора — не новость, которую открыли для себя любители. Компания под названием «American Beauty Tools», а также «Luma» уже много лет изготавливают их для промышленного использования. Компания Micro Mark также продает RSU любителям модельных поездов. Однако RSU мощностью 250 Вт от American Beauty Tools стоит более 500 долларов!
Вот блог любителя, который показывает, как сделать самодельный RSU (нажмите здесь).
Очень профессиональное устройство для пайки сопротивления DIY
На картинке выше любитель взял небольшое ТО и заменил специальную 6-вольтовую вторичную обмотку, а затем добавил регулятор скорости двигателя, который был сделан для фрезерного станка / пилы. Это позволило ему отрегулировать мощность 110 В переменного тока, подаваемую на первичную обмотку, что отрегулировало выходные усилители до примерно 50 А, что в сумме составляет 320 Вт.
Поскольку концы медных электродов могут плавиться (от тепла) и затем прилипать к заготовке, в этой конструкции он использовал стержни для строжки угольной строжки , которые поставляются с проводящей медной оболочкой (щелкните здесь).Они легкие и хрупкие, и я легко заточил их кончики точилкой для карандашей. Второй вариант высокотемпературной пайки (или точечной сварки) — использовать дорогие вольфрамовые стержни, но их высокое сопротивление означает, что они будут очень горячими.
СтержниCarbon Gouging дешевы. Их можно найти в Интернете или в местном магазине сварочных материалов.
Для вашего первого устройства RSU / Spot-Welder я хотел бы предложить сделать держатели со стержнем диаметром 1/8, 3/16 или 1/4 дюйма. Очень легко получить медные, вольфрамовые и углеродные стержни для строжки таких размеров.
[В паяльниках используется стальной наконечник, но мы не пытаемся нагреть зонды RSU, электрический ток будет тем, что мы используем для нагрева детали]
Для небольших паяльных работ медь — самый доступный наконечник, но при более высоких уровнях тока наконечники плавятся достаточно, чтобы прилипать к заготовке (сплошной заземляющий провод 6 га имеет длину примерно 3/16 дюйма, можно найти в хозяйственных магазинах) . Вольфрам стоит дорого, но его высокая температура плавления означает, что он не будет прилипать к заготовке, но … он имеет высокое сопротивление, поэтому при частом использовании он будет очень горячим.Карбоновые стержни для строжки довольно дешевы, и их наконечникам очень легко придать форму.
Вот короткое видео от компании Luma Electric, демонстрирующее их промышленный RSU в действии (нажмите здесь). Обратите внимание на картинке ниже, что кончик настолько горячий, что он действительно светится. Наличие такого количества концентрированного тепла означает, что пайка может происходить очень быстро, поэтому тепло не распространяется очень далеко через заготовку. Электродом здесь является углеродный стержень диаметром 1/8 дюйма.
Промышленный RSU Luma. Второй электрод зажимается в металлических тисках для замыкания цепи 6 В переменного тока
Вот еще одно короткое видео, показывающее RSU в действии (щелкните здесь).
И, наконец, третье короткое видео, показывающее толстые кабели с наконечниками, прикрепленными RSU (щелкните здесь).
Кроме того, при пайке толстых проводников обычному паяльнику будет сложно нагреть заготовку, потому что медная масса будет действовать как теплоотвод … это означает, что медная масса будет отводить тепло от стыка и распространять его. быстрее, чем применяется. RSU может прикладывать очень сильное тепло к определенному месту, прежде чем тепло может уйти.
Еще одно важное преимущество RSU заключается в том, что он обычно приводится в действие дешевым ножным переключателем.Это оставляет обе руки свободными, чтобы удерживать электрод и подавать припой в нужное место или манипулировать и перемещать заготовку. Некоторые типы задач позволяют использовать токопроводящие пинцеты, так что два электрода также физически зажимают детали вместе до / во время / после подачи тепла с помощью педального переключателя (как показано на видео чуть выше).
Несмотря на то, что два электрода должны касаться детали для замыкания цепи, один из электродов может быть прикреплен к нему, поэтому вам нужно только одной рукой прикоснуться вторым электродом к тому месту, которое вы хотите нагреть…
[Если вы иногда обнаруживаете, что вам нужна «третья рука» для подачи обычного припоя проволочного типа, попробуйте «паяльную пасту».Вы наносите паяльную пасту на стык, соединяете две части, затем прикладываете тепло в течение нескольких секунд, чтобы расплавить припой]
Стандартные паяльники немного медленно нагреваются при подключении к сети, особенно большие, которые необходимы для больших работ. RSU может очень быстро нагреться, а затем довольно быстро остыть. Их можно снять с полки, чтобы они сделали работу, и сразу же, не дожидаясь ожидания, разжечь их.
Сварщик точечной сварки
Если вы уверены, что вам нужен только RSU, очень распространенный размер микроволн, который вы можете легко найти, составляет 800 Вт, а его MOT составляет примерно половину размера блока 1500 Вт, который я рекомендую.Если вы возьмете 800 Вт, а затем намотаете вторичную выходную катушку на 12 В, результирующий ток будет только 66 А (или, возможно, использовать шесть витков вторичной катушки, что составит 6 В / 130 А), что все еще очень полезно. 800Вт очень мощный для паяльника . На самом деле, было бы неплохо сначала опробовать все на бесплатной микроволновой печи меньшего размера, а вы не упустите возможность попробовать большую.
Профессиональный портативный аппарат для точечной сварки.
Я добавил изображение выше, чтобы показать, как выглядит обычный портативный сварочный аппарат.Это тип, который будет использоваться для плавления двух металлических частей вместе с мощностью 1400 Вт. В большинстве дизайнов YouTube используются деревянные кронштейны, а сварочные кабели проходят вдоль плеч до кончиков электродов.
Точечная сварка двух гвоздей из низкоуглеродистой стали вместе с мощностью 1400 Вт. Обратите внимание на желтый деревянный рычаг и кабель, идущий вдоль него до концов.
На рисунке выше показаны две очень важные вещи, на которые следует обратить внимание. Гвозди из низкоуглеродистой стали плавятся при температуре 2500 ° F (1370 ° C), чего вы легко можете достичь при использовании 700A.Еще я хочу, чтобы вы заметили, что точка контакта нагревается ТАК БЫСТРО, что человек держит ногти голыми пальцами. Конечно, он должен был бы немедленно поставить их после завершения сварки, так как высокая температура довольно быстро переместится в то место, где он держит гвоздь.
Если вам когда-либо приходилось долго ждать, пока ваш паяльник нагреет большие разъемы, которые вы паяете, RSU на 800 Вт может быть удобным дополнением для ускорения процесса.
Как только вы научитесь работать с той работой, которую вы выполняете, я бы порекомендовал сделать деревянный ящик для размещения RSU или, возможно, купить пластиковый ящик для инструментов. Это предотвратит случайное попадание токопроводящего предмета в соединения 120 В переменного тока (например, отвертку или плоскогубцы).
Паяльные материалы для сантехники
В некоторых сантехнических работах используются медные трубы, и их стыки необходимо паять. Обычно это делается с помощью ручного фонарика.Но если у вас есть соединение медной трубы, расположенное в труднодоступном месте рядом с деревянными шпильками … факел может вызвать пожар. Итак, сантехника — одно из мест, где будет использоваться промышленный RSU (щелкните здесь, чтобы увидеть пример). Я упоминаю об этом, потому что при обычном поиске в местных магазинах сантехники можно найти материалы для пайки.
Сантехник с помощью пропановой горелки припаял медную трубу
Водопроводчики используют флюс очень агрессивного типа на кислотной основе, который очень вреден для электроники.Электрические разъемы, возможно, не пострадают от флюса водопроводчиков, но я не хочу, чтобы кто-то путался с моими расходными материалами для ремонта.
То же самое и с припоем для медных труб. В прошлом водопроводчики использовали смесь олова и свинца (Sn / Pb) на 50–50%, а теперь для использования «бессвинцового» припоя (98% олова) требуется водопровод. Лучший припой для электрических разъемов ebike — это тип 63/37 (и 60/40 тоже хорошо). Я использовал современный «бессвинцовый» припой SAC305, и все, что я могу сказать, это… когда правительство когда-нибудь полностью запретит свинцовый припой, у меня будет достаточно 63/37, чтобы хватило на всю оставшуюся жизнь.
Флюс на основе канифоли (высушенный сок сосны) широко распространен и отлично подходит для электрических деталей. Если вам не удается получить хорошее паяное соединение, убедитесь, что вы используете хороший флюс. Если вы не пользуетесь флюсом, ваша жизнь сидела на троне лжи…
Подведем итоги
Мне на самом деле не «нужен» точечный сварщик или RSU. Но… пока я люблю экспериментировать, они могут быть очень кстати. Я купил большой трансформатор мощностью 1500 Вт, потому что он может выполнять две работы.Одна из этих задач — это точечный сварочный аппарат на 700A, который может плавить стальные детали вместе, а другой — мягкий регулируемый RSU для тех работ, с которыми мой паяльник мощностью 100 Вт иногда борется.
У меня также есть один из этих карманных точечных сварочных аппаратов от kWeld, и он очень хорошо сваривает никелевую ленту толщиной 0,20 мм с ячейками 18650. Тем не менее, в мои планы на будущее входит создание нескольких аккумуляторных батарей с высоким током, и если вы часто потребляете более 20 А на элемент, никель действует скорее как резистор, чем как проводник (около 21700 элементов могут безопасно обеспечить пиковое значение 30 А).
Я могу поэкспериментировать с латунью для язычков батареи (дешевле, чем никель и на 20% более проводящей), но с материалом основной шины?… Мне действительно нравится медь из-за ее низкой цены и теплоотвода. Это связано с тем, что я недавно обнаружил, что большинство строителей (вроде меня) не понимали, сколько материала шины можно использовать для отвода тепла и охлаждения элементов.
Медная шина с никелевыми выводами для точечной сварки к ячейкам 18650
На картинке выше я нашел пример в промышленности, где используются медные шины, но рядом с ячейкой находится никелевая вкладка, поэтому они все еще могут использовать существующие заводские аппараты для точечной сварки (никель легко сваривает точечную сварку).Соединения между медью и никелем по краям требуют гораздо большего количества тепла (достаточного, чтобы повредить ячейки 18650), но… никелевые вкладыши можно прикрепить к медным шинам отдельной операцией, а затем дать им остыть перед точечной сваркой никель для наконечников сотовых.
Они использовали дорогостоящий лазерный сварочный аппарат для соединения никелевых / медных соединений, но я не собираюсь покупать один из них! Известно, что медь плохо поддается точечной сварке на никелированные корпуса 18650, но это можно сделать с помощью дорогостоящего оборудования.Я все еще возлагаю большие надежды на некоторые предстоящие эксперименты, в которых медная шина будет «никелирована своими руками» в надежде, что никелевая пластина упростит точечную сварку меди, но … нам придется подождать те результаты.
Пожелайте мне удачи!
Если вы не собираетесь собирать собственный аккумулятор (что означает, что вы в здравом уме), у меня есть два аккумулятора от Luna Cycle, которыми я очень доволен.
Написано Роном / spinningmagnets, декабрь 2018 г.
Краткое описание контактной электросварки
Рисунок 1 Объект
Для производства труб и труб доступно несколько процессов контактной сварки сопротивлением (ERW).Хотя каждый процесс имеет разные характеристики, все процессы ERW имеют одну общую черту — все они производят кованый сварной шов.
Кованый сварной шов создается путем приложения к зоне сварного шва сочетания тепла и давления или ковочного усилия. Для успешного кованого сварного шва используется оптимальное количество тепла, которое обычно немного меньше точки плавления материала, и почти одновременное приложение окружного давления к секции, которое сжимает нагретые кромки вместе (см. , рис. 1, ).
Как следует из названия, тепло, выделяемое сваркой, является результатом сопротивления материала потоку электрического тока. Давление исходит от валков, которые сжимают трубку в готовую форму.
Двумя основными типами ВПВ являются высокочастотные (ВЧ) и вращающиеся контактные колеса.
Основы высокочастотной сварки
Двумя основными аспектами высокочастотной сварки являются процессы и источники питания. Каждую из них можно разбить на подкатегории.
Процессы. Двумя процессами высокочастотной сварки являются контактная высокочастотная и индукционная высокочастотная сварка. В обоих процессах оборудование, обеспечивающее электрический ток, не зависит от оборудования, обеспечивающего кузнечное давление. Кроме того, оба метода HF могут использовать импедеры, которые представляют собой магнитомягкие компоненты, расположенные внутри трубки, которые помогают фокусировать сварочный ток на краях полосы.
Высокочастотная индукционная сварка. В случае высокочастотной индукционной сварки сварочный ток передается материалу через рабочую катушку перед точкой сварки (см. Рисунок 2 ).Рабочая катушка не контактирует с трубкой — электрический ток индуцируется в материале через магнитные поля, которые окружают трубку. Индукционная высокочастотная сварка устраняет следы контакта и сокращает время наладки при изменении размера трубы. Она также требует меньшего обслуживания, чем контактная сварка.
По оценкам, 90% трубных заводов в Северной Америке используют индукционную сварку HF.
ВЧ контактная сварка. Контактная сварка ВЧ передает сварочный ток на материал через контакты, движущиеся по ленте (см. Рисунок 3 ).Мощность сварки подается непосредственно на трубу, что делает этот процесс более эффективным с точки зрения электричества, чем индукционная высокочастотная сварка. Поскольку он более эффективен, он хорошо подходит для производства толстостенных труб и труб большого диаметра.
Источники питания. Аппараты для высокочастотной сварки также классифицируются по способу выработки электроэнергии. Два типа ламповые и твердотельные. Тип вакуумной трубки — традиционный источник питания. Однако с момента их появления в начале 90-х годов твердотельные блоки быстро завоевали популярность в отрасли.По оценкам, от 500 до 600 единиц каждого типа работают в Северной Америке.
Рисунок 2 Объект
Основы сварки с вращающимся контактным колесом
При сварке с вращающимся контактным колесом электрический ток передается через контактное колесо в точке сварки. Контактное колесо также создает некоторое давление ковки, необходимое для процесса сварки.
Три основных типа сварочных аппаратов с роторным контактным колесом: переменный, постоянный и прямоугольный.Во всех трех источниках питания электрический ток передается узлами щеток, которые входят в контакт с контактными кольцами, прикрепленными к вращающемуся валу, который поддерживает контактные колеса. Эти контактные колеса передают ток на края полосы.
Сварка контактных колес на переменном токе. В сварочном аппарате с вращающимся контактным колесом переменного тока ток через щетки передается на вращающийся вал, на котором установлен трансформатор. Трансформатор снижает напряжение и увеличивает ток, что делает его пригодным для сварки.Две ветви выходной цепи трансформатора подключены к двум половинкам вращающегося контактного колеса, которые изолированы друг от друга. Полоса замыкает цепь, действуя как проводник между двумя половинами колеса.
В традиционных сварочных аппаратах с вращающимся контактным колесом используется переменный ток частотой 60 Гц или общий линейный ток. Недостатком этой системы является то, что сила тока — и, следовательно, теплота сварки — возрастает и падает, ограничивая скорость, с которой труба может быть сварена. Синусоидальная волна переменного тока на короткое время достигает своей максимальной амплитуды, выделяя тепло сварочного шва, которое изменяется так же, как и синусоида (см. , рисунок 4, ).
Чтобы помочь выровнять колебания тепла, были введены мотор-генераторные установки для создания переменного тока на более высоких частотах. Некоторые из используемых частот были 180, 360, 480 и 960 Гц. Также было произведено несколько твердотельных устройств для генерации токов высокой частоты. Синусоидальная волна переменного тока с частотой 960 Гц достигает максимальной амплитуды 1920 раз в секунду, в отличие от 120 раз в секунду с сигналом 60 Гц. Синусоидальная волна 960 Гц выделяет тепло с гораздо более стабильной температурой.
Сварка контактных колес постоянного тока. Следующим шагом в сварке с вращающимся контактным колесом стал источник постоянного тока. Вырабатываемая мощность имеет почти постоянную амплитуду. Хотя это решает проблему изменения тепла, основным недостатком является то, что с этим типом сварочного аппарата связаны более высокие затраты на техническое обслуживание.
Поскольку невозможно изменить напряжение постоянного тока с помощью трансформатора, необходимо передавать сварочный ток высокого напряжения и низкого напряжения на вал через большое количество щеток (92 для постоянного тока по сравнению с 8 для переменного тока) с высокой плотностью тока.При передаче тока высокого напряжения и низкого напряжения выделяется избыточное (отходящее) тепло, которое вызывает сильный износ, что приводит к упомянутым выше высоким затратам на техническое обслуживание.
Сварка прямоугольных вращающихся контактных колес. Последним шагом в развитии сварки с вращающимся контактным колесом является источник питания прямоугольной формы. Этот метод сочетает в себе постоянный нагрев сварочного шва постоянного тока с меньшими затратами на техническое обслуживание, характерными для блоков переменного тока (см. , рис. 5, ).
Хотя методы ротационной контактной сварки предшествовали более широко используемым процессам высокочастотной сварки, они по-прежнему играют жизненно важную роль в специальных сварочных процессах.Сварка с вращающимся контактом полезна в тех случаях, когда невозможно установить импедер на внутреннем диаметре трубы. Примерами этого являются холодильная труба малого диаметра и труба, нанесенная на внутренний диаметр сразу после процесса сварки.
Сколько рулонов необходимо?
Типы сварочных прижимных валков или сжимающих боксов, как их иногда называют, которые создают давление, необходимое для сварки, столь же разнообразны, как и сварочные агрегаты, используемые для подачи тепла. Пресс-боксы для сварки с вращающимся контактным колесом обычно имеют два или три ролика, при этом контактное колесо служит одним из роликов.
Рисунок 3Объект
Количество роликов в прижимной коробке для сварки пропорционально размеру и форме свариваемого изделия. Нет жестких правил; однако общие рекомендации для круглых труб или диапазонов размеров труб следующие:
- От 3/8 до 2 дюймов используются двухвалковые устройства.
- От 1/2 до 3 1/2 дюйма использует трехвалковые устройства.
- От 2 до 10 дюймов используются четырехвалковые устройства.
- Более 10 дюймов использует пять или более рулонов.
Сегодня, в гораздо большей степени, чем в прошлом, многие формы — квадратные, прямоугольные, шестиугольные — свариваются в готовую форму, а не меняют форму после сваривания круглой формы. Сварные коробки, используемые для форм, разрабатываются индивидуально для каждого применения и обычно имеют не более пяти валков.
Джеральд Веймер (Gerald Weimer) — менеджер по продукции систем трубных мельниц в Yoder — Formtek Cleveland Inc., 26565 Miles Road, Suite 200, Cleveland, OH 44128, телефон 216-292-4460, факс 216-292-2898, электронная почта Yoder @FormtekCleveland.com, веб-сайт www.yodermfg.com. Yoder разрабатывает и производит станы и инструмент для производства валков для труб, труб и профилей профилирования.
Рэй Кагганелло (Ray Cagganello) — директор по эксплуатации и послепродажному обслуживанию продуктов Thermatool Corp., 31 Commerce St., East Haven, CT 06512, телефон 203-468-4100, факс 203-468-4281, электронная почта rayc @ ttool. com, веб-сайт www.thermatool.com. Thermatool производит установки для контактной и индукционной сварки твердотельных и вакуумных труб мощностью от 50 до 2000 кВт с частотами от 100 до 800 кГц, альфа-ножницы, пилы для горячей и холодной резки, системы связывания, системы нагрева и целые системы прокатных станов.
Часто задаваемые вопросы о сварке стержнем
Часто задаваемые вопросы о сварке стержнем Меню- Оборудование
- Сварщики
- Механизмы подачи проволоки
- Сварочный интеллект
- Автоматизация
- Плазменные резаки
- Газовое оборудование
- Газовый контроль
- Индукционный нагрев
- Удаление дыма
- Тренировочное оборудование
- Технологии
- Легкость использования
- Продуктивность
- Оптимизация и производительность
- Безопасность
- Голова и лицо
- Рука и тело
- Сварочный дым
- Перегрев
- Аксессуары
- Аксессуары
- Расходные материалы
- Отрасли
- Отрасли
- Приложения
- Ресурсы
- Служба поддержки
- Около
- Ресурсы
- Руководства по сварке
- Сварочное образование и обучение
- Учебные материалы
- Меры безопасности
- Калькуляторы сварных швов
- Часто задаваемые вопросы
- Галерея проектов
- Библиотека статей
- Видео библиотека
- Информационные бюллетени
- Форумы
- Подкаст — Сварка труб
- Связаться с нами
- Служба поддержки
- Пункты обслуживания
- Инструкции и запчасти
- Гарантия
- Производители двигателей
- Настройка системы
- Программного обеспечения
- Связаться с нами
- Часто задаваемые вопросы
- Регистрация продукта
- Заказать литературу
- Около
- Наша компания
- Карьера
- Стипендии
- Связаться с нами
- Клуб владельцев
- Выпуски новостей
- Сертификаты
- Связаться с нами
- События
- Роуд-шоу
- Фирменные товары
- Специальные предложения
- новые продукты
- Войти в систему
- Где купить
- Поиск
Поиск
Поиск
- Оборудование
Сварщики
- МИГ (GMAW)
- TIG (GTAW)
- Палка (SMAW)
- С приводом от двигателя
- Многопроцессный
- Мультиоператор
- Затопленная дуга
- Автоматизация
- Плазменные резаки
- Газовое оборудование
- Контроль газа
- Индукционный нагрев
- Удаление дыма
- Учебное оборудование
- Руководство по продукту Найдите подходящего сварщика.