
Как работать сварочным полуавтоматом — Mrmetall.ru
В наше время невозможно обойтись без сварки. И одним из перспективных видов является полуавтоматическая сварка. Она имеет международное обозначение MAG и MIG.
Содержание
- Mig и Mag
- Виды механизированной сварки
- Назначение полуавтоматической сварки
- Возможности полуавтоматической сварки
- Принцип действия
- Характеристики полуавтоматической сварки
- Максимальная толщина металла для работы полуавтоматом.
- Применяемые газы
- Аргон
- Азот
- Гелий
- Смесь гелия и аргона
- Смесь аргона (Ar) и кислорода (O2)
- Газ применяемый для черного металла
- Какой баллон нужен для полуавтоматической сварки?
- Что такое потребляемая мощность сварочного полуавтомата
- Способ движения горелки
- Аттестация НАКС для полуавтоматической сварки
- Преимущества и недостатки
- Преимущества:
- Недостатки
- Что нужно для полуавтоматической сварки
- Редуктор
- Осушитель
- Ротаметр
- Процесс в газовой смеси
- Что такое сварочный полуавтомат
- Горелка
- Источник питания
- Блок управления и устройство подачи
- Род и полярность сварочного ток
- Обратная полярность
- ПВ сварочного полуавтомата
- Вылет и выпуск электрода
- Индуктивность
- Технология полуавтоматической сварки
- Подготавливаем к работе полуавтомата
- Подготовка деталей для сварки
- Процесс сварки полуавтоматом или как им работать.

- Стыковые соединения
- Тавровые и угловые соединения

Mig и Mag
МAG расшифровывается как Metal Activ Gas, что означает полуавтоматическая сварка в среде активного углекислого газа. MIG – Metal Inert Gas, полуавтоматическая сварка выполняемая в среде инертных газов. Об этих видах поговорим в нашей статье.
MIG и MAG обозначают один и тот же сварочный процесс, выполняемый полуавтоматической сваркой в защитном газе. Mig выполняется в атмосфере инертного газа, а mag в активного, чаще всего – углекислом.
MAG и Mig процесс также называют механизированной сваркой (МП). Это обусловлено тем, что процесс подачи проволоки механический, а не ручной как в случае со способом TIG. По поводу TIG читайте в данной статье.
Зачатую у новичков возникает вопрос, что такое сварка МП. Расшифровывается МП – механизированная сварка плавящимся электродом, аббревиатура обозначающая, по сути, то же что MAG и MIG. Также возможно встретить название кемпинговая или кемпельная сварка.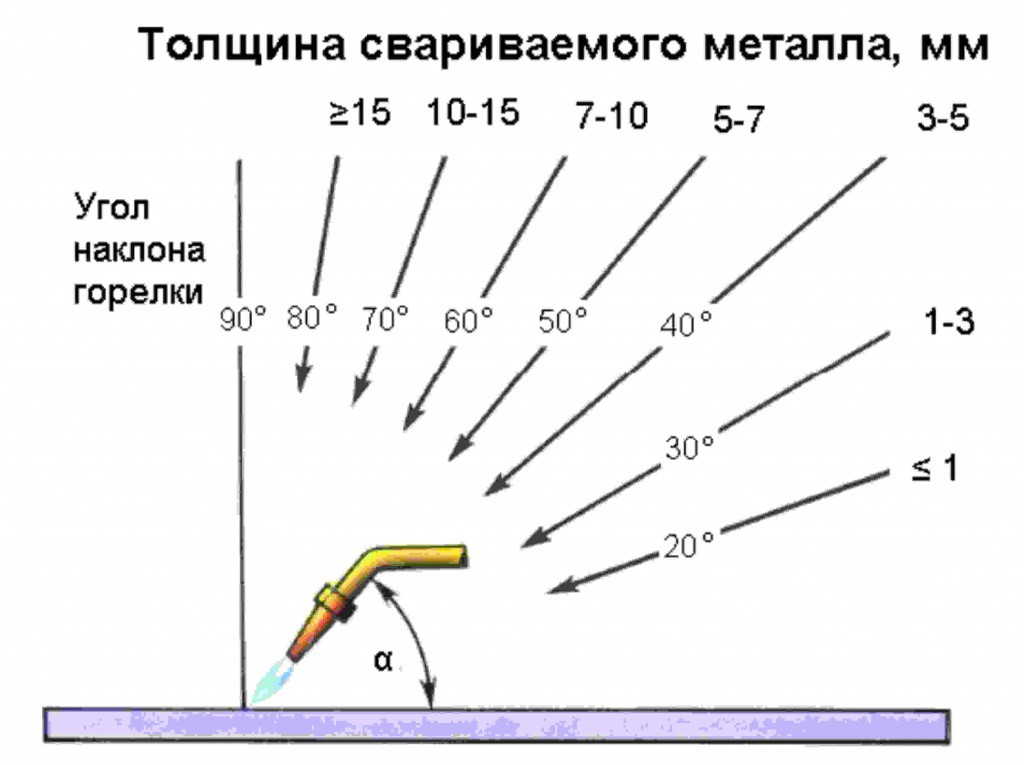
В данном случае речь идет все о том же. Данное название пошло от производителя полуавтоматов фирмы KEMPPI
Виды механизированной сварки
По способу защиты расплавленной ванны металла:
- В защитных газах
- Самозащитой проволокой
- Под слоем флюса (flux)
По типу дуги:
- Стационарная;
- Импульсная
По способу переноса металла:
- Крупнокапельный
- Среднекапельный
- Струйный.
В данной статье речь будет идти о процессе выполняемым стационарной дугой в среде активного газа (или инертного). О процессе, выполняемом импульсной дугой, расскажем в нашей следующей статье.
Назначение полуавтоматической сварки
В пятидесятых годах прошлого века, когда разрабатывался данный процесс, его основной функцией было то же что и в наше время — получение высококачественных сварных швов. Особенно это актуально для тонких деталей.
Если работать данным способом правильно можно получать очень высокую производительность. Что очень востребовано на крупных предприятиях при изготовлении металлоконструкций с протяженными швами или изделий большой толщины.
Что очень востребовано на крупных предприятиях при изготовлении металлоконструкций с протяженными швами или изделий большой толщины.
Основная функция — это соединение металлов с высокой производительностью, и универсальностью применения. Данным способом варят огромное количество как цветных металлов, нержавеющих сталей и сплавов так и «черных» сталей, чугуна и прочих.
Теперь немного разберемся с оборудованием. Для сварных соединений используются специальные аппараты. Они называются – полуавтоматами.
МП ведется полуавтоматически – перемещает горелку вручную. Проволока подается автоматически. Это послужило названию полуавтомат.
Возможности полуавтоматической сварки
Возможности у данного способа очень широки. Работать возможно в любом положении хоть в нижнем, хоть в потолочном. Так как нет флюса, который может рассыпаться.
Данным способом особенно mig, возможно легко получать качественные соединения работая с высоколегированными сталями. Притом толщина деталей может быть как очень мала, от 0,8 мм, так и больше 100 мм.
Принцип действия
Работать полуавтоматом весьма не сложно.
Принцип, следующий: при нажатии на клавишу горелки из сопла полуавтомата подается присадочная проволока. Касаясь изделия концом проволоки зажигается дуга. Дуга горит между концом проволоки и деталями. Тем самым происходит сплавление метала деталей и присадочной проволоки.
Сварочная ванна и дуга защищаются потоком газов, подача которых происходит через сопло сварочной горелки. Основной металл и присадка плавится в сварочной ванне и перемешивается, а при остывании кристаллизуется. Горелка перемещается вдоль деталей и формируется шов.
Характеристики полуавтоматической сварки
Основными характеристиками является:
| 1 | Сварочный ток | 42-520 А (Для автоматического процесса до 1100 А) |
| 2 | Напряжение на дуге | 12-40 В |
| 3 | Скорость проведения процесса | 25 – 100 см / мин |
| 4 | Диаметр используемой присадочной проволоки | 0,8 – 3,0 мм |
| 5 | Расход газа | До 25 л / мин |
| 6 | Температура дуги при полуавтоматической сварке | 6000 – 8000 оС |
Максимальная толщина металла для работы полуавтоматом.

Значения максимальной толщины будут регламентированы не способом выполнения процесса будь то полуавтоматическая сварка в аргоне или покрытыми электродами. Так как заварить можно толщины и в 500 мм и более. Как например реакторная зона на атомных станциях.
Значения максимальной толщины нам укажет нормативный документ, согласно которому выполняется процесс. Если работать согласно ГОСТ 14771, то для U-образной разделки можно варить изделия толщиной вплоть до 100 мм. При двухсторонней до 100-120 мм.
Применяемые газы
Характеризует также полуавтоматический процесс применяемый газ. Те газы которые при попадании в шов образуют химические реакции с металлом сварочной ванны являются — активными. Применяются для MAG.
Для процесса МАГ используют следующие газы:
- Кислород (О2)
- Диоксид углерода (СО2)
- Азот
- Водород
Для MIG сварки используются инертные газы, одноатомные, не вступающие в химическую реакцию в отличие от активных и не дающие взаимодействовать газам из воздуха со свариваемым металлом.
Для МИГ применяют газы:
- Аргон
- Гелий
- А также смесь аргона (Ar) с гелием (He), диоксида углерода (СО2) и аргона, кислорода с диоксидом углерода, и смеси газов Ar+CO2+O2.
Часто возникают вопросы по использованию газов. Вот некоторые: для чего нужен газ в сварочном полуавтомате, для сварки полуавтоматом какой газ нужен?
В полуавтомате газ нужен для обеспечения защиты расплавленного металла от воздуха. Подбор газа происходит от того, какие металлы варятся, и предъявляемые при работе требования к изделию.
Аргон
Аргон применяют при проведении ручной механизированной сварки плавящимся электродом, когда необходимо варить такие металлы как титан, высоколегированные нержавеющие, жаростойкие и жаропрочные стали и алюминий.
Если коротко, то аргон применяется для полуавтоматической сварки сплавов из цветных металлов и ответственных металлоконструкций, изготовленных из конструкционных сталей.
Аргон делиться по маркам (А, Б, В). Отличие заключается в количестве примесей, которые присутствуют в аргоне. Марка А содержит в составе до 0,003% кислорода и 0,01% Азота. Это крайне высокая степень очистки. Марки Б уже содержит до 0,005% О2 и 0,04 азота соответственно.
Отличие заключается в количестве примесей, которые присутствуют в аргоне. Марка А содержит в составе до 0,003% кислорода и 0,01% Азота. Это крайне высокая степень очистки. Марки Б уже содержит до 0,005% О2 и 0,04 азота соответственно.
Аргон этой марки широко применяется для углеродистых легированных сталей. Марка В содержит до 0,1% азота. Значения кислорода те же что и для марки Б и 0,005%.
Азот
Азот используется редко. В основном применяется для меди и ее сплавов. Для других же металлов азот зачастую является вредным, вступая в реакции с расплавленным металлом шва.
Гелий
Гелий нечасто применяется отдельно. Расход данного газа высокий, а сам газ дорогой. Его применяют также, как и аргон. В основном активных, типа алюминия, циркония, высоколегированных сталей или титана. Сварочная дуга, горящая в газовой атмосфере гелия, имеет более высокую температуру. Это поможет работать там, где необходимо проваривать большие толщины, ведя процесс на высокой скорости. Кроме того, гелий имеет самую высокую степень ионизации. Процесс будет идти максимально стабильно.
Кроме того, гелий имеет самую высокую степень ионизации. Процесс будет идти максимально стабильно.
Смесь гелия и аргона
Чаще гелий используют в сочетании с аргоном. Смеси имеют различные соотношения компонентов, но наиболее распространена смесь Ar+He в соотношении 50% на 50%. Также весьма часто используется смесь Ar — 40 % и He – 60 %. Данные смеси используются преимущественно для титана, алюминия в авиационной и космической промышленности.
Смесь аргона (Ar) и кислорода (O2)
Смесь аргона (Ar) с добавлением кислорода (O2) применяется для сварки черных и нержавеющих сталей. Кислород, применяемый в смеси, улучшает стабильность протекания процесса. Кислород обеспечит мелкокапельным перенос электродного металла. Это уменьшит разбрызгивание металла, что очень хорошо работе полуавтоматической сваркой.
Газ применяемый для черного металла
Для черных металлов используют углекислый газ или углекислоту как его еще называют. При использовании углекислоты необходимо позаботиться о том, чтобы был редуктор с подогревом. Или отдельный подогреватель газа для полуавтоматической сварки.
Или отдельный подогреватель газа для полуавтоматической сварки.
Данные устройства могут работать от электросети 220 В. Так для чего нужна углекислота при сварке полуавтоматом? Конечно, для обеспечения защиты сварочного шва. Его применение очень широко так как газ недорогой.
При выполнении процесса в углекислоте обеспечивается большая глубина проплавления при высокой скорости протекания процесса.
Какой баллон нужен для полуавтоматической сварки?
Баллоны для активных газов, как и для инертных вмещают в себя 40 литров сжатого газа. Есть и баллоны малого объема в 5 и 10 литров. Газ в них находится под высоким давлением, около 15 МПа. Баллоны с газом имеют отличительный окрас. Цвета окраса баллонов приведены на рисунке ниже.
Что такое потребляемая мощность сварочного полуавтомата
Важная характеристика сварочного полуавтомата является потребляемая мощность. Величина потребления электричества полуавтоматом при работе. Ее можно рассчитать или получить посредством измерения. Для большинства аппаратов механизированной сварки значения от 3 до 25 кВт.
Для большинства аппаратов механизированной сварки значения от 3 до 25 кВт.
Способ движения горелки
Также важная характеристика — способ движения горелки. Движения зависят от размеров изделия, от его толщины, от положения сварочного шва. Так, к примеру при выполнении процесса в нижнем положении изделий толщиной 12 мм и больше. Колебательные движения совершаются, а при потолочном положении или толщиной 1 мм нет. Подробнее можете ознакомиться в данной статье.
Направление и траектория совершения колебаний горелки при тоже различны. Для сварки встык в тех случаях, когда зазоре между деталями меньше 0,5 мм, колебательные движения не выполняют.
Если больше, то производят колебания горелкой в виде петли. Если шов многопроходный, то заполнение тоже производится с поперечными колебаниями. Форма колебаний – «круговые». Завершающий облицовочный слой выполняется с колебаниями формы «Полумесяц».
Для проведения полуавтоматической сварке на опасных производственных объектах, требуется проведение аттестации по системе НАКС. Данная аттестация требуется большинством предприятий-заказчиков. По НАКС проходит аттестацию технология сварки для предприятия. Право применять данную технологию и работать.
Данная аттестация требуется большинством предприятий-заказчиков. По НАКС проходит аттестацию технология сварки для предприятия. Право применять данную технологию и работать.
Также все специалисты сварочного производства должны проходить аттестацию НАКС. Специалистами сварочного производства являются не только ИТР, но и мастера и сами сварщики. Сварщик — это специалист с первым уровнем НАКС. Об аттестации, и о том как проверить НАКС читайте по ссылке.
Преимущества:
- Простота в обучении данному методы
- Минимальные деформации изделий после
- Высокая скорость выполнения
- Можно работать во всех пространственных положениях
- Возможность варить детали малой толщины
Недостатки
- Сложность использования в монтажных условиях;
- Процесс на ветру крайне затруднителен, ввиду сдувания газовой защиты;
- Разбрызгивание и связанные с ним потери проволоки.
Что нужно для полуавтоматической сварки
Схема сварочного поста механизированной сварки МИГ и МАГ
Рассмотрев схемы можно получить достаточно полное понимание того, что необходимо для того, чтобы работать сварочным полуавтоматом. Первое это конечно сам полуавтомат, состоящий из инверторного источника питания, подающего устройство, сварочной горелки, газового оборудования.
Первое это конечно сам полуавтомат, состоящий из инверторного источника питания, подающего устройство, сварочной горелки, газового оборудования.
В некоторых случаях используется система охлаждения горелки. Подающее устройство для полуавтоматической сварки бывает совмещено с источником питания и установлено в одном корпусе. Также бывает и отдельной надстройкой, которая подключается к инвертору.
Длинна шланга при полуавтоматической сварке, как правило, составляет от 1 до 3 м. Это обусловлено тем на сколько близко стоят газовые баллоны. Если баллон один и установлен на одну станину со сварочным полуавтоматом, то длинна шланга будет 1-1,5 м. Шланг подключается к редуктору.
Редуктор
Редуктор — устройство цель которого регулировать (снижать) давление газа.
Современные редукторы зачастую уже совмещены с ротаметром и устройством для подогрева газа. Редуктор с подогревом для полуавтоматической сварки необходим, чтобы работать в холодное время года. Обеспечивая прогрев углекислого газа. Что улучшает его испаряемость и защиту.
Что улучшает его испаряемость и защиту.
Осушитель
Также для полуавтоматической MAG сварки применяют осушители высокого или низкого давления. Работать без осушителя, который поглощает влагу из углекислоты, сложно. В шов из газа будет попадать влага, которая станет причиной образования пор. Выпускаются высокого и низкого давления. Это отличает их места установки. До или после редуктора. Низкого давления после редуктора, высокого давления – перед редуктором.
Для полуавтоматической сварки в инертных газах оборудование все то же что и для процесса в среде активных газов. Различается только используемый газ ну и цвет баллона.
Ротаметр
Он определяет количество расходуемого газа в минуту.
Процесс в газовой смеси
Теперь добрались и до процесса в смеси газов. Тут уже будут более значимые отличия. Посмотрев на схему, можно видеть, что баллонов стало уже два. А может быть и больше, к примеру три для смеси Ar+CO2+O2. Также появился газовый смеситель. Все прочее оборудование такое же как и в случае с чистым газом.
Все прочее оборудование такое же как и в случае с чистым газом.
На схеме механизированной сварки выполняемой смесью газов изображен сварочный пост без водяного охлаждения. Как правило водяное охлаждение используется на аппаратах с высокой мощностью, большими токами и ПВ близким к 90-95%.
Что такое сварочный полуавтомат
Сварочным полуавтоматом называют аппарат с механизированной подачей присадочной проволоки. Полуавтомат состоит из различных узлов и конструктивных элементов. Разберем их подробнее.
- Горелки и рукава
- Источника питания
- Подающего механизма.
Горелка
Горелка поставляется совместно с рукавом. Это устройство которым сварщик ведет процесс. Через горелку подается присадочная проволока, на которую подается ток.
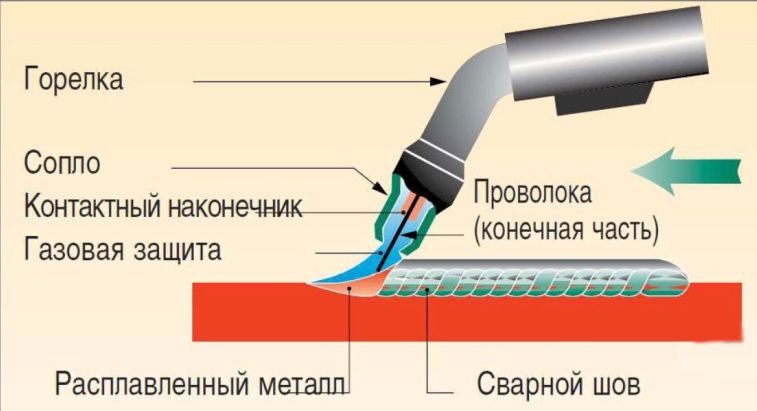
Во внутреннюю часть горелки устанавливается наконечник и диффузор или как его еще называют мундштук. Мундштук для полуавтоматической сварки необходим, через него подается рассеивающийся защитный газ.
На горелку наворачивается сопло. Сопло создает сфокусированную струю защитного газа. Что в свою очередь обеспечивает защиту металла шва от воздуха.
Во внутреннюю часть горелки устанавливается наконечник. Он резьбовой и изготавливается из меди или медных сплавов. Это необходимо потому того, что он токопроводящий. Медь же и медные сплавы обладают высокой проводимостью.
Источник питания
В настоящее время полуавтоматы все чащи являются инверторными. Инверторный полуавтомат отличается от выпрямителей тем, что при меньших размерах он имеет больший функционал.
Работать с инверторным полуавтоматом гораздо удобнее и комфортнее. Дуга зажигается и горит плавно. Инверторный источник по сравнению с выпрямителями потребляет меньше электроэнергии. Состоят они как правило из трансформатора и электронного транзисторного блока управления.
Выпрямителя также используются, как и 50 лет назад. Они разительно отличаются от инверторов тем, что стоят, как правило, в 1,6-2 раза дешевле.
Блок управления и устройство подачи
Блок управления необходим для согласованной работы источника питания полуавтомата, подающего механизма и газового оборудования. При работе регулируется в большинстве случаев скорость подачи проволоки. Сам блок управления обеспечивает выполнение определенной циклограммы процесса.
Подающее устройство как уже говорилось может быть как отдельной надстройкой, так и встроено в сам полуавтомат. Устройство подает присадочную проволоку по средствам роликов. Их может быть 2 или 4.
Большинство полуавтоматов как для MIG, так и для MAG с двумя подающими роликами. Системы с 4 роликами применяются, когда необходимо работать с проволокой большого диаметра. Также когда нужно работать с самозащитной порошковой проволокой.
Род и полярность сварочного ток
Сварочный ток для полуавтомата при способе MIG и тем более MAG сварки — постоянный. Лишь в некоторых случаях сварку MIG ведут на переменном токе, но процесс сварки идет нестабильно.
Применение переменного тока оправдано для некоторых цветных металлов – например при сварке алюминия. О сварке алюминия расскажем в одной из наших следующих статей.
Для сварочного полуавтоматом применяется – обратная полярность. Так как если использовать прямую полярность идет активное разбрызгивание присадочного металла. Дуга горит не стабильно.
Обратная полярность
Обратная полярность – это когда «+» подключаем к сварочной горелке, а «-» подключается на изделие.
Сварочный ток напрямую зависит от выбранного диаметра присадочной проволоки. Чем больше диаметр, тем выше значение тока. От этого увеличивается проплавление. Значение тока определяет скорость выполнения процесса.
Каждый сварщик настраивает ток таким образом, чтобы ему было комфортно работать. Кто-то добавляет чуть больше и ведет процесс быстрее. Кто-то, наоборот, чуть меньше и работает чуть медленно.
ПВ сварочного полуавтомата
Затрагивая вопрос тока, необходимо разобраться обозначением ПВ сварочного полуавтомата. Расшифровывается данное обозначение как продолжительность включения. Показатель ПВ указывает на то сколько времени полуавтомат сможет варить непрерывно на максимальном токе.
Расшифровывается данное обозначение как продолжительность включения. Показатель ПВ указывает на то сколько времени полуавтомат сможет варить непрерывно на максимальном токе.
Данные даются в процентах от цикла сварки в 10 минут. То есть если у полуавтомата ПВ =50%, это значит, что можно работать 5 минут данным полуавтоматом непрерывно. После ему требуется определенно время на охлаждение. Это важный параметр при выборе полуавтомата.
Вылет и выпуск электрода
Что называется выпуском электрода при механизированной сварке, а что вылетом. Это может ввести в ступор даже специалиста. Наглядно разницу этих двух понятий можно видеть на рисунке ниже.
Выпуск электрода – расстояние от края сопла до кончика присадочной проволоки.
Вылетом электрода называется — расстояние от наконечника до кончика проволоки.
Размер вылета должен быть оптимален. Так если он мал, то сопло будет слишком близко к сварочной ванне. Если так работать длительное время сопло испортиться.
Если вылет большой, то будет недостаточная защита сварочной ванны. Защитный газ попросту рассеиваться. Дуга при этом издает треск и идет сильное разбрызгивание. В сварочном шве будет дефекты в виде пор.
Размеры вылета и параметры режимов для работы полуавтоматической сварки подробно будут описаны ниже.
Индуктивность
Индуктивностью называется такой процесс, при котором происходит снижение скорости увеличения силы тока. Сложная получилась формулировка.
Данный процесс необходим для того, чтобы при зажигании дуги, когда проволока касается изделия. Ток увеличивался постепенно, а не мгновенно. Иначе это приведет к брызгам металл на начальном этапе.
Индукция происходит в катушке индуктивности. На практике регулировка индуктивности регулирует жесткость сварочной дуги, а также проплавление. Влияет на геометрию получающегося валика.
Технология полуавтоматической сварки
Чтобы работать на результат, сварку МИГ или МАГ необходимо выполнять полуавтоматом с пониманием технологии и теории. Полуавтоматическая сварка деталей чаще всего выполняется в цеховых условиях. Преобладающее большинство швов выполняемых данным способом являются стыковые и тавровые соединения.
Полуавтоматическая сварка деталей чаще всего выполняется в цеховых условиях. Преобладающее большинство швов выполняемых данным способом являются стыковые и тавровые соединения.
Подготавливаем к работе полуавтомата
Чтобы начать работать собираем полуавтомат по инструкции завода. Подключаем горелку в специальный разъем на корпусе аппарата. Устанавливаем в корпус полуавтомата присадочную проволоку. Закрепляем катушку с присадочной проволокой прижимной гайкой.
Ролики должны соответствовать диаметру применяемой проволоки. Пропускаем конец проволоки в направляющую, выполняем фиксацию прижимного механизма.
Настраиваем усилие прижатия проволоки, так как это необходимо чтобы ролики надежно сцеплялись со присадочной проволокой. Далее пропускаем проволоку в горелку. Для этого снимаем с горелки сопло и наконечник (мундштук). Нажимаем кнопку на корпусе горелки и ожидаем пока проволока выйдет из диффузора. Далее собираем горелку в обратном порядке. Полуавтомат собран для выполнения работы.
Ручная дуговая
71.43%
Полуавтоматическая (механизированная mig или mag)
14.29%
Аргонодуговая неплавящимся электродом
2.38%
Под слоем флюса
4.76%
Другой
7.14%
Проголосовало: 42
Подготовка деталей для сварки
Детали необходимо тщательно зачистить. От этого зависит 90% результата сварки. Зачистка выполняется до металлического блеска. Кромки обезжириваются. Лучше всего применить специальный обезжириваетесь, спирт или ацетон.
Открываем газ и настраиваем расход на редукторе. Расход газа берем из таблицы ниже.
Перед тем как зажигать дугу и работать, необходимо подать газ. По завершении процесса необходимо обдувать защитным газом горячий металл.
Еще один лайфхак, который поможет зажечь дугу. Необходимо откусывать проволоку под углом так, чтобы кончик присадки был заострен. Эту процедуру нужно проделывать каждый раз перед началом выполнения процесса.
Процесс сварки полуавтоматом или как им работать.
Чтобы начать работать полуавтоматом, нужно зажечь дугу. Это происходит при нажатии на пусковую кнопку сварочной горелки, а также коснувшись изделия зажечь дугу. Дуга загорается можно начинать работать. Для завершения нужно отпустить кнопку и отвести горелку.
Стыковые соединения
Сварку полуавтоматом ведут в различный пространственных положениях. Вести процесс возможно «углом вперед» также и способом «углом назад». От перемещения горелки углом назад провар будет больше, а шов уже. При выполнении процесса углом вперед ситуация обратная. Ширина шва увеличится, но проплавление снизится.
Угол горелки при сварке вертикальный, то есть под 90 градусов для деталей с равной толщиной. Если детали разной толщины, то направляем горелку к более толстой из деталей.
Если металл изделия тонкий до 3 – 4 мм, то работать лучше всего без разделки кромок, на съемной подкладке из материала, хорошо отводящего тепло. К примеру, из алюминия. Если деталь не предполагает использование съемной подкладки. Допустим ее просто не получиться убрать. Тогда можно применить остающуюся подкладку. Она изготавливается из того же материала что и основная деталь.
Допустим ее просто не получиться убрать. Тогда можно применить остающуюся подкладку. Она изготавливается из того же материала что и основная деталь.
Выполнять полуавтоматическую сварку тонкого металла лучше на спуск в вертикальном положении. Сварка выполняется сверху вниз, вести горелку нужно углом назад. Подробнее о тонком металле можете ознакомиться в данной статье.
Когда нужно работать с деталями большой толщины, тогда лучше применить MIG сварку в смеси. В качестве газа использовать смесь Ar+He в соотношении 40% + 60%. Сварку изделий большой толщины полуавтоматом лучше выполнять с двух сторон. Это обеспечить полный и качественный провар в корне шва.
Тавровые и угловые соединения
Тавровые и угловые соединения чаще всего встречаются при сварке полуавтоматом металлоконструкций, работать с ними приходится практически любому сварщику. При сварке тавровых соединений важен угол наклона горелки. Правильное выполнение подразумевает что он должен составлять от 45 до 60 градусов.
Процесс лучше выполнять «углом вперед» наклоняя горелку к изделию на угол от 70 до 90 градусов. Это обеспечивает качественное проплавление кромок деталей. Лучше всего выполнять сварку на спуск.
При выполнении угловых швов в лодочку, нужно увеличивать выпуск проволоки. Процентов на 12-15 от значения при нижнем положении сварки.
Способ сварки полуавтоматом прекрасно зарекомендовал себя в работе как в частных автосервисах и гаражах, так и на крупных предприятиях производящих металлоконструкции.
Ниже можете ознакомиться с видео как работает сварочный полуавтомат. Удачи Вам в работе!
Как работать полуавтоматическим сварочным аппаратом: техника, режимы, этапы
Содержание
- 1 Как работает полуавтомат для сварки
- 2 Режимы сваривания
- 3 Подготовка проволоки, газа, настройка аппарата
- 4 Правила сваривания
- 5 Как выполняется сваривание в углекислотной среде
- 6 Как выполняется сваривание без газа
- 7 Сваривание металла небольшой толщины
- 8 Как сваривать толстый металл
- 9 Техника безопасности
- 10 Скачать ГОСТ
Во время строительства здания либо капремонта авто не обойтись без сварочного аппарата. Он используется, чтобы качественно соединять детали из металла, входящие в состав определенной конструкции. Сегодня весьма часто применяется полуавтомат сварочный. Он позволяет качественно и надежно соединять детали как из черного, так и из цветного металла.
Он используется, чтобы качественно соединять детали из металла, входящие в состав определенной конструкции. Сегодня весьма часто применяется полуавтомат сварочный. Он позволяет качественно и надежно соединять детали как из черного, так и из цветного металла.
Содержание
- Как работает полуавтомат для сварки
- Режимы сваривания
- Подготовка проволоки, газа, настройка аппарата
- Правила сваривания
- Как выполняется сваривание в углекислотной среде
- Как выполняется сваривание без газа
- Сваривание металла небольшой толщины
- Как сваривать толстый металл
- Техника безопасности
- Скачать ГОСТ
Как работает полуавтомат для сварки
Чтобы понять, как варить полуавтоматом, нужно разобраться в принципе его работы. При сваривании подобным устройством электроды не применяются. Используется особая проволока для сварки, плавящаяся в газовой среде. Инертный газ (или углекислота) должен беспрерывно подаваться из газового баллона.
При выполнении сварки полуавтоматом тепловая энергия плавит деталь. Благодаря этому создается сварное соединение, формируется надежный шов. Полуавтомат состоит из:
- управляющего блока;
- блока питания;
- резервуара с газом;
- узла, подающего проволоку;
- емкости с проволокой;
- шланга для подачи газа;
- газовой горелки;
- газового оборудования.
Эксплуатационные показатели полуавтоматического сварочного аппарата должны быть такими:
- сила электротока – 40-600 ампер;
- напряжение сварной дуги – 16-40 вольт;
- скорость сваривания – 20 миллиметров в секунду;
- расход проволоки в секунду – 3-25 сантиметров;
- затраты инертного газа в минуту – 3-60 литров;
- объем баллона – до 100 литров.
Режимы сваривания
Выбор режима сваривания рабочий производит, учитывая толщину металла. Если металл имеет толщину больше 5 мм, сваривать его нужно в 2 стадии. Каждый слой необходимо класть точно друг на друга. В таком случае вы получите высококачественный шов.
В таком случае вы получите высококачественный шов.
Технология сварки полуавтоматом может быть следующей:
- Стыковая. Обычно осуществляется при ремонте транспортного средства. Нужно следить за тем, чтобы между свариваемыми запчастями не было промежутков. Шов получается точечным и беспрерывным.
- Внахлест. Самый легкий метод. На приготовленную поверхность укладывается кусок металла. Его сваривают с ней точечным методом.
- По отверстиям. Заплатку с высверленными отверстиями сваривают с необходимой деталью. Шов создается по имеющимся отверстиям.
Подготовка проволоки, газа, настройка аппарата
В полуавтоматических аппаратах электродным элементом служит особая сварная проволока. Ее радиус равняется 0,03-0,06 см. Обычно сварщики пользуются проволокой радиусом 0,04 см. Перед тем как начать работать аппаратом, необходимо поместить в него катушку, дотянуть проволоку до выхода из горелки, настроить степень ее прижатия посредством специального ролика.
Техника сварки полуавтоматом предполагает обязательное использование газа. Газ можно не применять в устройствах, оборудованный флюсовой проволокой. Как работает подобное оборудование? При сгорании флюс, который входит в состав проволоки, образует газовое облако. Оно защищает сварную ванну от воздуха, предотвращает окисление.
Обычно для сварки полуавтоматом применяется углекислота либо ее смесь с аргоном. Первый вариант дешев, распространен, подойдет для сваривания стали. Второй вариант обеспечивает высокую стабильность дуги и снижает количество брызг при обработке детали.
Перед тем как начать работу сварочным полуавтоматом, подключите баллон к наконечнику прибора, задайте рабочую компрессию. У большей части аппаратов возможно установить только 2 параметра: напряжение и скорость подачи проволоки.
Современные устройства оснащены переключателем индуктивности. Изменяя данный показатель, возможно влиять на тип дуги. Если дуга «холодная», формируется неширокое соединение, сталь проплавляется глубоко.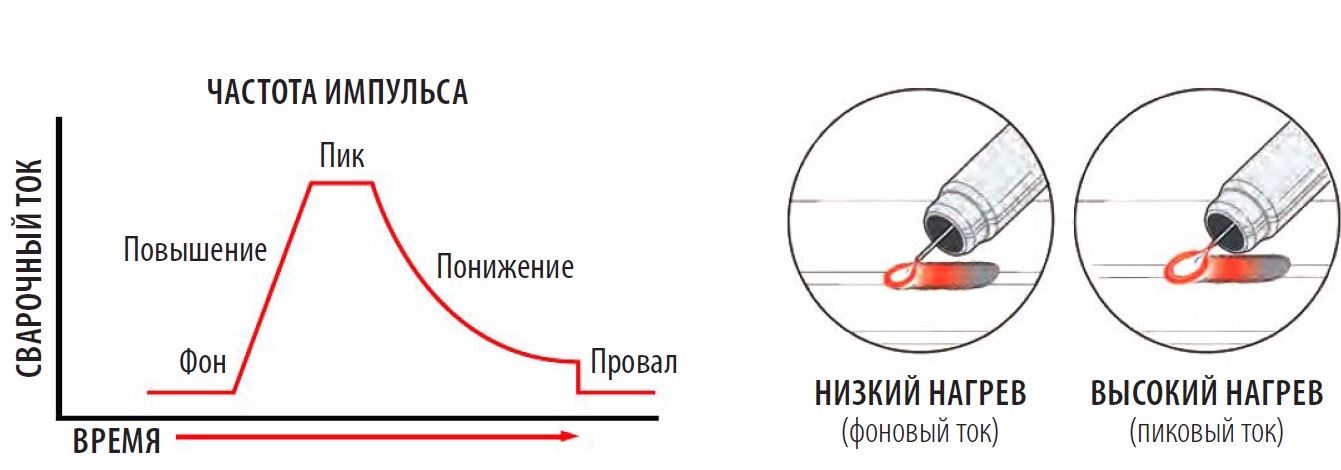 При «горячей» дуге все наоборот.
При «горячей» дуге все наоборот.
Для того чтобы правильно отрегулировать показатели устройства, соответственно с толщиной и характеристиками материала, радиусом применяемой проволоки, иными показателями, необходимо использовать таблицу. Она присутствует в сопроводительных документах к сварному аппарату.
Правила сваривания
Существуют определенные правила, соблюдение которых, вкупе со знанием принципа работы сварочного полуавтомата, позволит вам создать качественное сварное соединение.
- Правильно настраивайте прибор. В таком случае вы избежите возникновения разрывов, обеспечите ровное горение дуги.
- Электродную проволоку необходимо устанавливать направлением вперед. В таком случае дуга не порвется даже при резких перемещениях. Кроме того, она будет поджигаться почти моментально.
- Не нужно выполнять замену электродных элементов, очистку швов от накопившегося шлака.

Как выполняется сваривание в углекислотной среде
Углекислота, защищающая свариваемый металл от воздуха, провоцирует начало окислительных процессов. Чтобы свести влияние окисления к минимуму, применяют проволоку, содержащую медные, кремниевые, марганцевые элементы.
Один из популярных сегодня способов обработки металла – это заваривание заплатками. Оно выполняется по такому алгоритму:
- Тщательная зачистка ржавчины.
- Обработка металла средством, преобразующим ржавчину.
- Нанесение противокоррозийного спрея либо грунта.
- Выкраивание завариваемого отверстия из плотного картона.
- Вырезание отверстия.
- Создание дырок по периметру заплатки из металла. Промежутки между отверстиями должны составлять примерно 20 миллиметров.
- Наложение заплаток на отверстия, выполнение сварки полуавтоматом.
Как выполняется сваривание без газа
Сегодня большое распространение получила сварка труб полуавтоматом без газа. Подобная процедура осуществляется по следующему алгоритму:
Подобная процедура осуществляется по следующему алгоритму:
- Установите нужную силу электрического тока и скорость сварки (быстроту подачи проволоки). Учитывайте толщину материала, который обрабатываете. Можете использовать таблицу, находящуюся в руководстве к прибору.
- Выберите и установите сменные шестеренки. Это даст вам возможность отрегулировать быстроту подачи электродного элемента, то есть проволоки. Если есть коробка скоростей, используйте ее.
- Настройте блок питания так, чтобы нормализовать напряжение и силу тока. Благодаря этому дуга будет стабильной. Кроме того, валик правильно сформируется, вы получите нужное вам количество флюса, который расплавился.
- Для того чтобы проволока начала подаваться, переключите селектор в режим «Вперед». Если установить режим «Назад», проволока станет наматываться на катушку.
- Заполните воронку флюсом. Держатель должен быть направлен так, чтобы конец мундштука располагался над областью сваривания. Подвинув заслонку воронки с флюсом, щелкните «Пуск». Параллельно с этим перемещайте держатель продольно будущему сварному соединению.
Сваривание металла небольшой толщины
Сваривание сделанных из тонколистового металла труб полуавтоматом дает возможность быстро и качественно создать сварное соединение. Тонким считается лист металла не толще 5 миллиметров. Такой материал нередко используют при изготовлении автомобильных запчастей, трубных изделий. Главная проблема при сварке тонколистового материала заключается в том, что он может повредиться, следовательно, появятся прожиги.
Промеж обрабатываемого изделия и электрода не должно быть даже маленького разрыва, иначе дуга оборвется. Ввиду этого прежде чем начинать сваривать тонколистовой металл, нужно научиться сварке толстых металлов.
Как выполнить сварку полуавтоматом для начинающих, если речь идет о тонком металле? Процедура сваривания состоит из трех стадий:
- Настройте скорость подачи проволоки. Выберите подходящую проволоку. Электрический ток должен иметь силу, соответствующую показателям обрабатываемого материала.
 Обычно изготовитель прописывает оптимальную для каждого случая силу тока в руководстве. Проволока должна иметь диаметр 2-5 миллиметров. Установите ее в держатель, присоедините клемму массы к свариваемой поверхности. Для предотвращения залипания не подносите клемму к обрабатываемому изделию чересчур быстро.
Обычно изготовитель прописывает оптимальную для каждого случая силу тока в руководстве. Проволока должна иметь диаметр 2-5 миллиметров. Установите ее в держатель, присоедините клемму массы к свариваемой поверхности. Для предотвращения залипания не подносите клемму к обрабатываемому изделию чересчур быстро. - Зажгите дугу. Прикоснитесь электродным элементом к сварному шву под маленьким углом. Так вы осуществите активацию электрода. Между электродом и деталью должен быть промежуток, соответствующий диаметру проволоки.
- Если вы все сделали грамотно, должен получиться высококачественный сварной шов. Устраните накипь и окалины посредством молотка.
Как сваривать толстый металл
При сваривании деталей, толщина которых превышает 4 миллиметра, необходимо, кроме очищения кромок от загрязнений, лакокрасочных материалов, ржавчины, осуществлять снятие фаски. Процедура снятия фаски подробно описана в соответствующем ГОСТе.
Для того чтобы надежно соединить толстые детали, необходимо не просто перемещать дугу продольно соединяемым кромкам, а еще и осуществлять колебательные движения горелкой. Обыкновенно горелку перемещают зигзагообразно либо возвратно-поступательно. Ширина захода расплавленного металла соединения на поверхность заготовки должна равняться толщине детали.
Прежде чем начать сваривание, необходимо установить промежуток между соединяемыми заготовками. Без промежутка материал не проварится, шов будет поверхностным и непрочным.
Техника безопасности
Необходимо не только соблюдать нормы ГОСТа и учитывать характеристики сварочного аппарата (полярность при сварке, скорость подачи проволоки), но и следовать правилам техники безопасности. Они таковы:
- При включении аппарата удостоверьтесь, что рубильник и кнопочный выключатель исправны.
- В первую очередь, запускайте рубильник.
 Лишь после этого выполняйте включение блока питания.
Лишь после этого выполняйте включение блока питания. - Выполняйте проверку шлангов, по которым идет защитный газ, чтобы выявить все имеющиеся дефекты.
- Чтобы защитить себя и окружающих, очистите рабочую зону от мусора, оградите е, используйте специальные очки.
- По окончании сваривания выключайте питание, останавливайте поступление газа.
Если у вас есть какие-либо вопросы касательно режимов сваривания, используемых газов, загляните в ГОСТ. В ГОСТе можно найти информацию, которая поможет вам выбрать оптимальный режим сварки и подходящий для конкретного случая газ.
Кроме того, можете ознакомиться с видео уроками. Приведем некоторые обучающие видеоролики, позволяющие быстро понять, как осуществляется сваривание полуавтоматическим прибором.
Скачать ГОСТ
ГОСТ 11533-75 «Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры»
ГОСТ 14771-76.
Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
Ручная сварка против роботизированной сварки
В эпоху развития робототехники и совершенствования технологий предприятия часто предпочитают рентабельность роботизированного труда ручной работе. Однако в результате готовая продукция может не иметь ремесленного эффекта. Кроме того, какую технику следует чаще использовать промышленному или сварочному предприятию? В приведенном ниже содержании мы сравниваем плюсы и минусы, оценивая ручную сварку и роботизированную сварку. Изучение различий в процессах изготовления металлов поможет вам принять правильное решение в соответствии с вашими производственными потребностями.
Роботизированная сварка
Роботизированная сварка — это еще одно название автоматизированной сварки, которое включает один из двух процессов: полностью автоматизированный и полуавтоматический. Полностью автоматизированные сварочные процессы работают с машинами, направляющими лист металла на протяжении всего процесса сварки, от начала до конца. При полуавтоматической сварке оператор вручную загружает металл и удаляет его после завершения процесса сварки.
Полностью автоматизированные сварочные процессы работают с машинами, направляющими лист металла на протяжении всего процесса сварки, от начала до конца. При полуавтоматической сварке оператор вручную загружает металл и удаляет его после завершения процесса сварки.
Три важных преимущества
Независимо от процессов, включающих полностью или полуавтоматическое программирование, роботизированная сварка имеет три преимущества:
Более высокая точность
Автоматизированные процессы роботизированной системы сварки позволяют оператору поддерживать целостность сварного шва с помощью электронных контроллеров процесса сварки. Кроме того, автоматизированное сварочное приложение может сохранять высокую точность и согласованность даже после многократного повторения одного и того же приложения. Автоматическая роботизированная сварочная система, способная работать круглосуточно и без выходных, никогда не устанет и не отвлечется, в отличие от сотрудников, выполняющих ручную сварку.
Повышенная производительность и повышенная безопасность
Естественно, роботизированные системы имеют запрограммированную способность работать в постоянном и быстром темпе в течение всего дня без потери точности или выносливости. В результате они не испытывают усталости и не нуждаются в перерывах и выходных, если только система не требует ремонта или обновления программы.
Кроме того, когда роботизированная сварочная система выполняет большую часть опасных задач, повышается безопасность ваших рабочих. Повышая безопасность на рабочем месте, вы снижаете риск получения травм.
Снижение производственных и трудовых затрат
Как упоминалось выше, автоматизированная обработка может выполнять повторяющиеся сварочные процессы в течение продолжительных периодов времени с минимальной рабочей силой. Выполняя рутинные и повторяющиеся сварочные проекты с помощью роботизированной сварки, ваши общие производственные и трудовые затраты постепенно снижаются.
Хотя для процессов полуавтоматической сварки необходимы сотрудники, это требует меньше времени и усилий, чем ручная сварка того же проекта.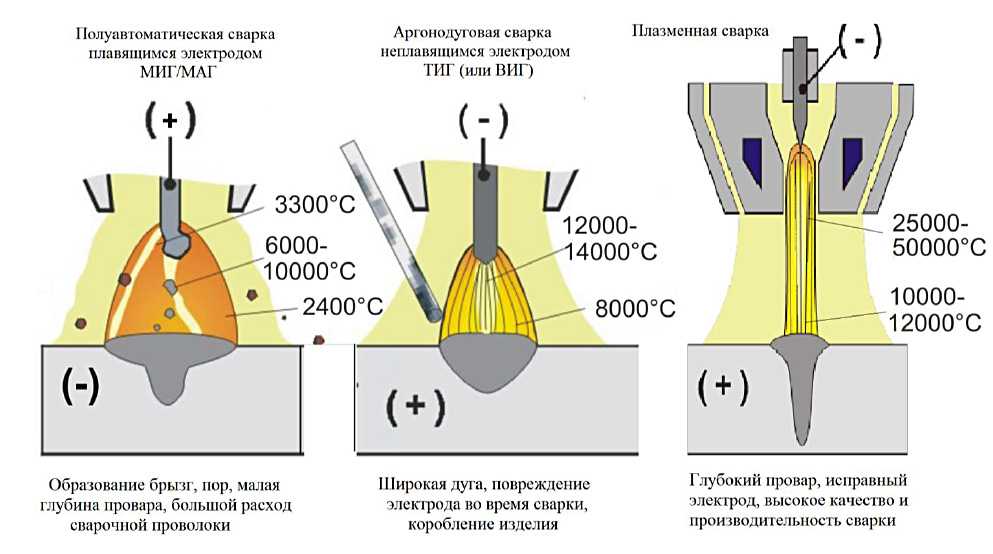 Кроме того, при внедрении приложения для роботизированной сварки вам не нужно будет рассчитывать затраты на оплату труда, связанные с травмами, оплатой сверхурочных, отпусков по болезни и текучестью кадров.
Кроме того, при внедрении приложения для роботизированной сварки вам не нужно будет рассчитывать затраты на оплату труда, связанные с травмами, оплатой сверхурочных, отпусков по болезни и текучестью кадров.
Три недостатка, которые следует учитывать
Отсутствие гибкости
Хотя роботизированная сварка может многократно выполнять одни и те же задачи, становится трудно, когда вам нужно сделать что-то другое. Чтобы изменить функцию робота-сварщика, его необходимо перенастроить, что будет стоить вам времени и производительности. Поэтому, если вы обнаружите, что ваши проекты часто бывают разнообразными, ручная сварка может оказаться более практичным решением.
Сопутствующие затраты и расходы
Автоматическая сварка требует значительных инвестиций для покупки, установки, программирования и обслуживания. Хотя в долгосрочной перспективе применение роботизированной сварки может сэкономить деньги вашего бизнеса на затратах на оплату труда. Однако, если ваш бизнес не предполагает использовать его на регулярной основе, приобретение автоматизированной сварочной системы может оказаться нецелесообразным.
Риск зависимости
Последним недостатком роботизированной сварки является зависимость от вашей технологии. Компании, которые по-прежнему зависят только от роботизированной сварки, могут закрыться на несколько часов или даже дней, если оборудование выйдет из строя. Тем не менее, если вы регулярно практикуете ручную сварку, ваш бизнес не пострадает от неисправности роботизированной сварки.
Ручная сварка
При ручной сварке изготовление выполняется людьми, а не машинами. Этот тип изготовления довольно популярен для определенных нужд на современном рынке, особенно для индивидуальных заказов.
Три ценных преимущества
Великолепное качество
Это почему ремесленник никогда не будет полностью заменен. Несмотря на достижения в области технологий, ручная сварка по-прежнему популярна. В отличие от механических, роботизированных готовых изделий, превосходное качество и детали ручной работы могут быть достигнуты с помощью квалифицированной ручной ручной сварки.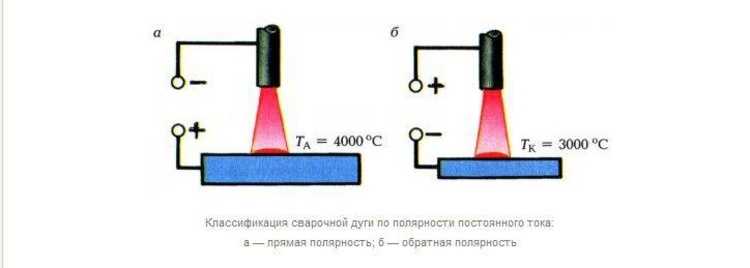
Повышенная гибкость
Как только сотрудник поймет основы сварки и узнает ваши бизнес-процессы, он сможет приспособиться к любому проекту. В отличие от системы роботизированной сварки, требующей перенастройки для каждого проекта, над проектами ручной сварки можно работать сразу же.
Кроме того, ваш бизнес не пострадает из-за неполадок, если большинство ваших сварочных проектов будет выполняться вручную. Если один из ваших сварщиков однажды не сможет работать, вы можете просто попросить другого взять на себя выполнение проекта. Однако, если ваш роботизированный сварочный аппарат выходит из строя, многие процессы останавливаются до тех пор, пока не будет произведен эффективный ремонт.
Осведомленность
Когда квалифицированный сварщик постоянно работает над проектом, он быстро заметит, если что-то пойдет не так на производственном участке. Часто работник-человек увидит проблему раньше, чем робот-сварщик, поскольку он обычно продолжает работать, если что-то не вызывает неисправности.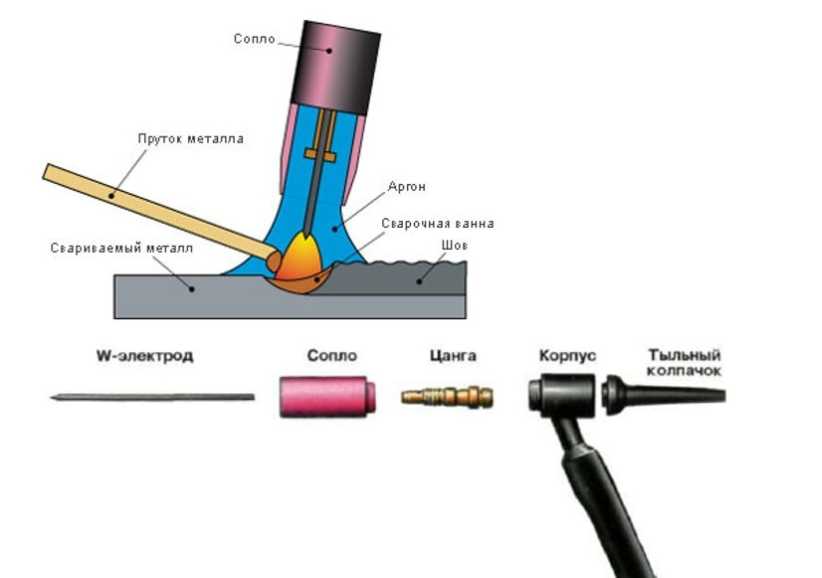 В результате ваш ручной сварщик может спасти проект от повреждения или коллегу от риска получить травму.
В результате ваш ручной сварщик может спасти проект от повреждения или коллегу от риска получить травму.
Одно важное соображение
Риск безопасности
Если сотрудник получает травму на работе, это может привести к тому, что он или она на некоторое время потеряет работу. В результате может сильно пострадать производство вашего бизнеса. Однако, если большинство ваших сварочных проектов выполняются роботизированными процессами, безопасность сотрудников значительно восстанавливается. Если что-то пойдет не так с роботом-сварщиком, ему потребуется простой ремонт.
Найдите мастерское качество с помощью фурнитуры RW
Изготовление высококачественных комплектов фурнитуры для любых дверей и петель не должно быть сложным. Поэтому наши сложные методы сварки помогают обеспечить как оптимальную функциональность, так и долговечность продукта.
В RW Hardware мы предоставляем все необходимые компоненты для любых ваших предпочтений и потребностей в отношении дверей и защелок. Мы здесь, чтобы помочь вам в выборе правильных защелок для дверей киоска и ответить на любые ваши вопросы.
Мы здесь, чтобы помочь вам в выборе правильных защелок для дверей киоска и ответить на любые ваши вопросы.
Если вы хотите узнать больше о комплектах оборудования, которые мы предлагаем, свяжитесь с нами сегодня!
Сварщик — Move Staffing
MOVE Staffing имеет НЕСКОЛЬКО вакансий сварщика! Все эти штатные должности предлагают конкурентоспособную оплату и большие преимущества! Основной обязанностью сварщика/слесаря является сварка и изготовление различных металлоконструкций по устным указаниям, эскизам, чертежам и чертежам. Идеальный кандидат будет иметь большой опыт сварки, способность и желание следовать указаниям, а также способность работать независимо. Начальный диапазон оплаты составляет 16-22 доллара в зависимости от опыта. По мере того, как вы приобретете опыт работы в компании, они рассмотрят вопрос о повышении заработной платы.
Должностные обязанности:
- Сварка компонентов в плоском, вертикальном или потолочном положении
- Мониторинг процессов подгонки, обжига и сварки во избежание перегрева деталей или коробления, усадки, деформации или расширения материала
- Осмотр заготовок на наличие дефектов и измерение заготовок с помощью линейки или шаблонов для обеспечения соответствия спецификациям
- Немедленно сообщайте обо всех несоответствующих материалах менеджеру по контролю качества или мастеру цеха
- Разметка, размещение, выравнивание и фиксация деталей во время сборки с помощью линейки, комбинированного угольника, штангенциркуля и линейки
- Соответствовать стандартам контроля качества и Руководству по процедурам компании
- Полная уборка на закрепленной территории или проекте ежедневно и/или по мере необходимости
- Выполнить порученную работу в заданные сроки и в соответствии со спецификациями
- Выполнение других должностных обязанностей в соответствии с назначением
Должностные требования:
- Хорошие навыки устной речи
- Обладать глубокими знаниями сварочного оборудования и сварочных принадлежностей
- Должен уметь читать и интерпретировать чертежи, спецификации процесса сварки и символы сварки
- Должен уметь читать по рулетке, уровню и угольнику
- Должен быть в состоянии продемонстрировать способность безопасно управлять мостовыми кранами, вилочными погрузчиками и другим торговым оборудованием
- Должен уметь работать с ручным или полуавтоматическим сварочным оборудованием для сплавления металлических сегментов с использованием процессов
- Должен обладать способностью сваривать во всех положениях с хорошим проплавлением и качеством
Если вы ищете высокооплачиваемую должность И возможности для совершенствования, не ищите дальше! Если вы заинтересованы, отправьте свое резюме по адресу mflinn@movestaffing.