
Как варить полуавтоматом с углекислотой
1 Очень полезное видео Сварка полуавтоматом — Основы сварки полуавтомата
2 Можете посмотреть еще одно видео сварка алюминия полуавтоматом MIG/MAG
Многие хозяева имеют среди своих инструментов такие инструменты, которые используют для того, чтобы сварить какие-то определенные элементы из металлов.
Но прежде чем приступать к такой работе нужно очень хорошо знать, как это делается правильно так как работа с таким инструментом очень опасна и если делать какие-либо процессы неправильно, то это может привести к травмам.
Классификация сварочных полуавтоматов. Полуавтоматы для сварки классифицируют по роду защиты шва для сварки, по виду проволоки, а также по тому какой характер перемещения он имеет.
По типу проволоки различают такие полуавтоматы для сварки:
— Для того, чтобы соединять сплошной проволочкой стальную проволоку;
— Для того, чтобы соединять алюминиевую проволоку с помощью стальной проволоки;

По тому каким именно образом происходит уровень защиты шва для сварки:
— В газах защиты;
— Под небольшим слоем флюса;
— С помощью порошковой проволочки.
По тому какой именно характер перемещения наблюдается при работе:
— Передвижные;
— Переносные;
— Стационарные.
Очень полезное видео Сварка полуавтоматом — Основы сварки полуавтомата
Преимуществами таких аппаратов являются следующие:
1) Есть возможность проводить работы по сварке с помощью стали тонкой толщины – даже моно сваривать стать, которая имеет толщину 0, 5 мм;
2) Имеют очень низкий уровень чувствительности к ржавчине и другим возможным видам, которым может поддаться загрязнению металл;
3) если сравнивать с другими приборами, которые предназначены для сварки металла то стоимость полуавтомата с углекислотой значительно ниже;
4) благодаря применению этого инструмента можно сделать пайку любых оцинкованных деталей с помощью проволоки из медного сплава, при этом совершенно не будет нанесен какой-либо вред.
Можете посмотреть еще одно видео сварка алюминия полуавтоматом MIG/MAG
1) Если не будет использован газ, который предназначен для защиты, то в таком случае будут очень большие брызги металла, что может существенно нанести вред человеку который делает работы, особенно в части лица;
2) Наблюдается излучение открытой дуги в более интенсивном состоянии.
Как варить металл с помощью полуавтомата – главное строго соблюдать эту инструкцию и все получится хорошо и качественно:
1) в самом начале нужно будет правильно подобрать силу сварочного тока, при этом нужно учитывать то, какой именно толщины металл с которым будут проводится работы. Главное помнить, что полуавтомат не очень хорошо варит если ток низкий, поэтому лучше использовать большую силу тока;
2) Пользуясь инструкцией настроить правильную скорость, которая будет необходима для того, чтобы осуществлять подачу сварочной проволоки. Уровень скорости можно будет отрегулировать при помощи сменных нескольких шестерен, которые будут идти вместе с самим прибором для сварки;
Уровень скорости можно будет отрегулировать при помощи сменных нескольких шестерен, которые будут идти вместе с самим прибором для сварки;
3) Потом нужно будет произвести настройку тока на нужные параметры. Как правило нужно будет произвести настройку напряжения и силы тока;
4) Потом проверяется правильность подбора режимов – это нужно будет сделать на какой-либо ненужной пробной детали. Если будет необходимость то нужно будет произвести замену некоторых параметров на более удачные;
5) Устанавливается переключатель, который подает проволоку в положение, Вперед»;
6) Наполняется флюсом воронка;
7) Держатель устанавливается таким образом, чтобы наконечник мундштука обязательно находился в зоне сварки;
8) Открывается заслонка для флюсовой воронки и нажимается кнопка, Пуск «. После этого процесс горения дуги и тогда уже можно начинать сваривать нужные детали.
Как варить полуавтоматом с углекислотой видео можно увидеть на этом видео сварка полуавтоматом порошковой проволокой без газа
Главное помнить, что прежде как варить полуавтоматом с углекислотой нужно хорошо знать технику безопасности так как это может привести к трагическим последствиям
с углекислотой (углекислого газа), в среде аргона, без газа
Сварка нержавейки полуавтоматом: с углекислотой (углекислого газа), в среде аргона, без газа!—www.miralinks.ru —>
Перейти к содержаниюSearch for:
На чтение 9 мин Просмотров 2.3к. Опубликовано
Сварка нержавейки полуавтоматическим аппаратом – распространенный метод создания неразъемных соединений. Ответственный процесс не из простых и для получения хорошего результата, лучше, чтобы его проводил квалифицированный специалист.
Содержание
- Материал, который не ржавеет
- Употребляемые расходники
- Какой газ выбрать
- Выбор проволоки
- Подготовительные работы
- Некоторые настройки полуавтоматического сварочного аппарата:
- Последовательность хода работы
- Сварочный процесс
- Скорость сварки
- Соединение нержавейки с черной сталью
- Достоинства и недостатки
Материал, который не ржавеет
К низкоуглеродной стали добавляют различные легирующие добавки: хром – не менее12%, никель и др. Хром при взаимодействии с кислородом из воздуха, образует на поверхности очень тонкую окисную пленку, которая препятствует процессу ржавления и действию химически агрессивной среды. Поверхностный антикоррозионный слой восстанавливается при повреждении. Нержавеющая сталь имеет свои особенности:
Хром при взаимодействии с кислородом из воздуха, образует на поверхности очень тонкую окисную пленку, которая препятствует процессу ржавления и действию химически агрессивной среды. Поверхностный антикоррозионный слой восстанавливается при повреждении. Нержавеющая сталь имеет свои особенности:
- Малая теплопроводность препятствует отводу тепла от места сварки. В результате происходит перегрев и прожог металла, выгорание легирующих элементов.
- Низкая температура плавления снижает энергетические затраты.
- Низкая электропроводимость ведет к снижению напряжения на металле заготовки, что является причиной перегрева и образования прожогов, особенно на тонких деталях
- Большое тепловое расширение деформирует детали при нагревании.
Материал с такими свойствами трудно поддается сварке. Есть несколько способов, один из которых, сварка на полуавтоматическом аппарате. Как варить полуавтоматом нержавейку, начинающему можно ознакомиться на сайте mrmetall. ru.
ru.
Употребляемые расходники
Для работы с полуавтоматом потребуются основные материалы – проволока, газ или смесь газов.
Электрод заменяет проволока, которая с заданной скоростью автоматом продвигается к рабочей зоне. От грамотного выбора соответствующих материалов и настроек аппарата зависит качественное исполнение соединения.
Какой газ выбрать
Для защиты сварочной ванны от негативного влияния воздуха используют газ. Он улучшает сжигание проволоки и ее сцепление с обрабатываемой заготовкой, не вступая в реакцию с расплавленным металлом.
Различают два метода: MIG – сварка с защитой инертными газами: аргон, гелий; MAG – с активными газами: азот, кислород, оксид углерода.
Основные используемые газы: аргон (Ar), углекислый газ (CO2) – углекислота, азот (N2) и их смеси.
В среде углекислого газа сварка нержавейки полуавтоматом часто встречающийся вариант, как экономически более доступный. В этом случае шов получается корявым из-за сильного разбрызгивания металла.
При использовании аргона получается надежный шов, который имеет красивую форму. Дороговизна газа предусматривает его использование для изделий, где немаловажен внешний вид соединения. Сварка нержавейки полуавтоматом с аргоном больше всего используется в промышленности.
Каждый газ в чистом виде имеет положительные и отрицательные качества. Поэтому для более эффективного процесса используют газовые смеси в различных пропорциях. Исходя из сложности работ, необходимого результата и материальных затрат, выбирают ту или иную газовую смесь.
Наиболее употребляемый состав Ar+CO2 в пропорциях 98% на 2%, 95% на 5% соответственно. Без повышенных требований к виду шва, допускается увеличение углекислоты до 32%. Процентное соотношение зависит от толщины материала, его типа и других параметров. Сварка нержавейки в такой защитной смеси способствует хорошему растеканию расплавленного металла, улучшает структуру шва.
Иногда к аргону добавляют 1-5% кислорода – Ar+O2. Это способствует уменьшению пористости обрабатываемой поверхности и мелкокапельному переносу металла, стабилизирует дугу.
Это способствует уменьшению пористости обрабатываемой поверхности и мелкокапельному переносу металла, стабилизирует дугу.
Выбор проволоки
При сварке проволока является как присадкой, так и вместе с расплавленным металлом заполняет шов. Используются два вида: порошковая и сплошного сечения с очень низким содержанием углерода и высоким – кремния, устойчивая к окисляющей среде.
Диаметр варьируется от 0,13 до 6-10мм. Для применения в быту обычно берут проволоку сечением 0,6 и 0,8мм, для производства, где работают с мощными полуавтоматичными системами – свыше 1,0мм.
Для сварки нержавейки полуавтоматом без газа используют порошковую (самозащитную) проволоку. Она представляет собой тонкую стальную трубку, заполненную флюсом. При плавлении верхнего слоя, флюс освобождается, а также предохраняет сварочную зону от окисления. Образуется много шлака, которые надо удалять.
Сплошная проволока используется для проведения процесса в газовой среде и под флюсом, при этом она должна быть идентичной обрабатываемому металлу, т. е. из нержавейки. Лучше брать проволоку с немного большим содержанием легирующих элементов, из-за их выгорания при высоких температурах.
е. из нержавейки. Лучше брать проволоку с немного большим содержанием легирующих элементов, из-за их выгорания при высоких температурах.
Некоторые марки сварочной проволоки:
- 0,8х20н9г7т – содержит хром, никель и марганец;
- 0,6х19н9т – высокого качества, устойчивая к коррозии;
- 0,4х19н11м3 – хром-никелевая с добавлением кремния и молибдена для стойкости к межкристаллической коррозии.
Для уменьшения образования брызг от расплавленного металла используется проволока меньшего диаметра, чем электрод. Шов получается аккуратным, но при этом увеличивается ее расход.
Некоторые аппараты снабжены кабель-шлангом, внутри которого для доставки к сварочной зоне проходят изолированно друг от друга проволока, газ, ток – так называемый сварочный рукав.
Подготовительные работы
Перед тем, как варить полуавтоматом нержавейку, требуется провести тщательную подготовку:
- Зачистить рабочие поверхности до блеска;
- обезжирить детали ацетоном или каким-либо органическим растворителем;
- при толщине металла более 4мм обработать торцы, чтобы между ними образовалось небольшое пространство для заполнения металлом;
- прогревая детали до100, убрать лишнюю влагу;
- нагреть металл до 200, чтобы снять внутреннее напряжение.

На производстве для удаления поверхностных загрязнений: нагара, следов от смазки, ржавчины детали и проволоку протравливают раствором соляной или серной кислоты. После этого промывают горячей и холодной водой и просушивают.
Расход газовой смеси при рабочем давлении 0,2 атмосферы с помощью редуктора устанавливается в пределах 6-12м3/мин. Несоблюдение этих показателей снижает качество шва.
Регулировка силы тока и напряжения зависят от мощности аппарата.
От этих параметров зависит глубина провара, длина дуги, форма шва. С увеличением силы тока – шире наплавленный шов, а глубина проварки уменьшается.
Некоторые настройки полуавтоматического сварочного аппарата:
| Толщина металла, мм | Диаметр проволоки, мм | Зазор, при сварке деталей в стык, мм | Сила тока, А | Сварочное напряжение, В |
| 1 | 0,8 | 0 | 65 | 17 |
| 1,5 | 0,8 | 0 | 115 | 17 |
| 2 | 0,8 | 0,5 | 130 | 17,5 |
| 3 | 1 | 1 | 210 –215 | 18 |
| 4 | 1 – 1,2 | 1,5 – 2,5 | 220 – 280 | 20 |
| 5 | 1,2 | 2,5 | 190 – 300 | 21 |
| 6 | 1,2 | 2,5 | 300 | 22 |
К каждому аппарату дается таблица режимов сварки. Мастер выбирает режим работы полуавтомата, в зависимости от параметров сварки. Настроив аппарат, сварить на пробной заготовке. В случае необходимости коррегировать настройки.
Мастер выбирает режим работы полуавтомата, в зависимости от параметров сварки. Настроив аппарат, сварить на пробной заготовке. В случае необходимости коррегировать настройки.
Последовательность хода работы
Сварку нержавейки можно проводить тремя основными способами:
- С использованием короткой дуги – сварка полуавтоматом в газовой среде, особенно подходящая для работы с тонкими заготовками;
- со струйным переносом – используется порошковая проволока;
- импульсный метод – наиболее точный и эффективный, когда проволока подается в зону сварки импульсами в виде небольших капель.
Перед тем, как варить нержавейку полуавтоматом в углекислоте, надо учесть общие положения:
- Установить обратную полярность – в плюсовую клемму включить горелку, а в минусовую – заготовку;
- сила тока должна быть примерно на 20% ниже, чем для обычных сварочных работ;
- вылет, т.е. расстояние от наконечника до кончика проволоки, не более 12мм;
- для удаления водяных паров, газ проходит через осушитель, расположенный перед или после редуктора.

- аппарат заправить катушкой с проволокой. При помощи механизма протяжки регулируется ее натяжение.
Сварочный процесс
После того как настроена аппаратура, а также учтены все рекомендации, можно приступать непосредственно к сварке.
Во избежание появления деформации и трещин, между деталями по всей длине оставляется зазор на расширение. Детали закрепляются в тисках или другим способом и прихватываются в нескольких местах.
Начинать надо с минимальным расходом защитного газа. Выключить подачу проволоки и настроить вентилем на редукторе расход газа на рабочий режим. Затем направить газовый поток на заготовку и продуть ее поверхность буквально за 3-5сек.
В начале сварки нужно смотреть на шов. Если образуются поры, увеличить подачу газа до тех пор, пока они не будут появляться. Расход газа надо настраивать на экономный режим. Чтобы качество шва при этом не пострадало.
Начинать варить надо, отступив от края 5-6мм, чтобы не допустить образования трещин. Сопло горелки должно быть расположено под углом слегка назад по направлению шва и на высоте 10-12мм над сварочным стыком.
Сопло горелки должно быть расположено под углом слегка назад по направлению шва и на высоте 10-12мм над сварочным стыком.
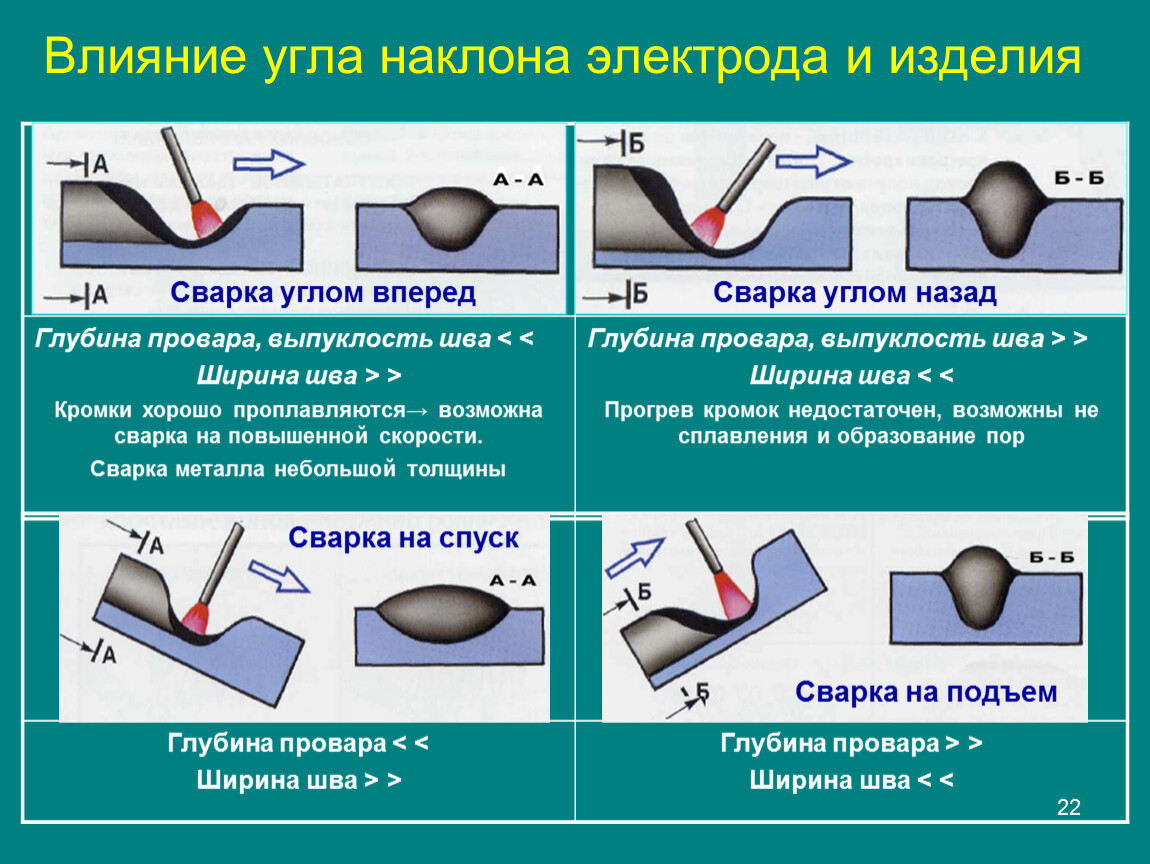
В случае наклона угла вперед увеличивается ширина шва, а проникновение сварочной дуги уменьшается, что хорошо для тонких листов.
Скорость сварки
Скорость, с которой электрическая дуга движется вдоль места сварки, контролируется сварщиком. Слишком высокая – может вызвать много брызг и расплавление металла, при этом защитный газ не успевает выйти и образуются поры. Недостаточная скорость – причина изменения проникновения сварочной дуги в свариваемые детали.
Варить надо короткой дугой – это, когда расстояние между концом проволоки и поверхностью расплавленного металла составляет 0,5-1,5мм. Проваренный таким способом, шов имеет правильные очертания, гладкую и выпуклую поверхность.
Другой способ сварки тонких деталей – сварка с отрывом, т.е. короткими замыканиями дугового промежутка. Нажать на курок – отпустить, и так постепенно заполнить ниточным швом (валиками) место соединения.
Если аппарат имеет импульсную функцию, то лучше работать на ней. Для расплавления металла используются импульсы, генерируемые коротким замыканием в сварочном аппарате.
При сварке тонкой (до3мм) нержавейки полуавтоматом сопло горелки вести вдоль шва, не допуская поперечных движений. В противном случае есть вероятность выхода расплавленного металла из зоны защитной среды. Лучше выполнять сварку тонких деталей в вертикальном положении, двигаясь сверху вниз.
Если две заготовки различной толщины, то сопло держать на толстой. Мгновенным движением переместить горелку на тонкую заготовку и опять вернуться на толстую. Иначе произойдет пережог тонкого металла.
Чтобы избежать серьезных дефектов во время сварочных работ, стоит использовать керамические подкладки, которые представляют собой самоклеящуюся ленту. Они наиболее подходящие для работы с тонкими деталями, а также в неудобном пространственном положении.
Соединение нержавейки с черной сталью
Сварку таких материалов ведут при постоянном токе. Положение проволоки – строго перпендикулярное к рабочей зоне.
Положение проволоки – строго перпендикулярное к рабочей зоне.
В составе проволоки из нержавейки должны содержаться марганец, а также никель, например, марки ESAB OK, Autrod. Специальная переходная проволока наплавляет буферный слой, который и соединяет детали.
Приваривая сталь Ст40 к нержавейке, можно использовать проволоку 08Г2С. Это упрочняет шов двух разнородных металлов после остывания. Самое главное в процессе – это, чтобы нержавейка не стала сильно текучей, а черный металл не остался твердым. Шов делается как можно шире и максимально глубоким.
Несомненные преимущества сварки нержавейки полуавтоматом:
- Высокая производительность сочетана с качественным соединением;
- незначительное выделение дыма, что сохраняет здоровье и окружающую среду;
- небольшое разбрызгивание металла, вследствие автоматической подачи проволоки;
- универсальность – можно сваривать различные по толщине заготовки, а также разнородные металлы.
Один существенный недостаток – громоздкий газовый баллон. Это дополнительные затраты на его приобретение и неудобное перемещение.
Распространение метода стало возможным с развитием технологий и автоматизации процессов. Применяется в основном в промышленности для крупномасштабного производства. Работа со сварочным полуавтоматом, хотя требует определенных знаний и умений, все же остается одним из популярных видов обработки металлов. Подробнее о том как работать сварочным полуавтоматом можете в нашей статье.
Оцените автора
( 1 оценка, среднее 5 из 5 )
Разница между электрическим, газовым и пружинным пистолетом для страйкбола
Если вы опытный игрок в страйкбол, вы, вероятно, видели и использовали оружие всех видов. Если вы любите бегать и стрелять, то вы, вероятно, предпочитаете электрическое оружие. Если вы стреляете из пистолета, то вы, вероятно, знакомы с газовым оружием. Если вы или кто-то из ваших знакомых предпочитает снайперскую стрельбу, вы наверняка когда-нибудь обращались с винтовкой с пружинным приводом.
Если вы или кто-то из ваших знакомых предпочитает снайперскую стрельбу, вы наверняка когда-нибудь обращались с винтовкой с пружинным приводом.
Если вы посмотрите на любой другой вид спорта в мире, игроки всегда должны иметь при себе специальное снаряжение, чтобы максимизировать свой потенциал. Страйкбол ничем не отличается. Если вы только начинаете заниматься страйкболом или просто хотите узнать больше, важно понимать различия между различными типами страйкбольного оружия.
Обзор
Неважно, как он питается, основная функция страйкбольного оружия — стрелять резиновыми или пластиковыми снарядами, известными как ВВ. При этом технологии, лежащие в основе электрических, газовых и пружинных пистолетов для страйкбола, совершенно разные, и они могут кардинально изменить ваш стиль игры.
Пистолеты для страйкбола с пружиной
Пистолеты для страйкбола с пружиной используют силу пружины для продвижения шариков вниз по стволу оружия. Пружинные ружья работают за счет механической энергии, то есть их нужно взвести назад (в случае пистолета) или установить на место с помощью затвора (в случае снайперской или дальнобойной винтовки). Пистолеты для страйкбола с пружинным приводом считаются как худшими в игре, так и лучшими в зависимости от мощности пружины.
Пистолеты для страйкбола с пружинным приводом считаются как худшими в игре, так и лучшими в зависимости от мощности пружины.
Газовые пистолеты для страйкбола
В отличие от пистолетов для страйкбола с пружинным приводом, которые работают от механической энергии, газовые пистолеты для страйкбола используют силу газа для продвижения пули вниз по стволу. В мире страйкбола наиболее распространенным газовым оружием являются пистолеты. Обычно они стреляют сильнее и быстрее, чем винтовки с пружинным приводом. Газовые пистолеты, как правило, полуавтоматические, хотя некоторые модели могут стрелять полностью автоматически.
Наиболее распространенным газом, используемым для страйкбольного оружия, является пропан или «зеленый газ». Другой тип используемого газа — CO2, который можно использовать как для винтовок, так и для пистолетов. С другой стороны, пистолеты с CO2, как правило, стреляют с более высоким FPS, чем пистолеты с зеленым газом. Другими менее часто используемыми типами газа являются хладагент HFC134a и азот.
Электрические пистолеты для страйкбола
Электрические пистолеты наиболее часто используются на полях для страйкбола по всему миру. Электрические пистолеты для страйкбола обычно поставляются с зарядным устройством и перезаряжаемой батареей. Большинство электрических пистолетов для страйкбола имеют возможности выборочного огня, при которых пистолет может переключаться между полностью автоматическим, полуавтоматическим и одиночным режимами огня.
Пистолет против винтовки
В области страйкбола есть два основных продукта — пистолеты и винтовки. Когда дело доходит до газового оружия, вы часто обнаружите, что пистолетов больше, чем винтовок. Однако, когда дело доходит до электрического оружия, винтовок обычно больше, чем электрических пистолетов для страйкбола
Делая выбор между винтовкой или пистолетом (или и тем, и другим), вам необходимо учитывать четыре вещи:
- Размер
- Мощность
- Емкость
- Цена
Возьмем, к примеру, винтовки. Винтовки имеют тенденцию быть более точными и более мощными. Они также способны удерживать больше патронов за один раз. При этом они громоздче и тяжелее пистолета. С винтовкой маневрировать не так просто, как с пистолетом. Кроме того, они, как правило, дороже.
Винтовки имеют тенденцию быть более точными и более мощными. Они также способны удерживать больше патронов за один раз. При этом они громоздче и тяжелее пистолета. С винтовкой маневрировать не так просто, как с пистолетом. Кроме того, они, как правило, дороже.
С другой стороны, пистолеты маленькие, и с ними легко перемещаться. Они отлично подходят для поражения целей в условиях CQB. Хотя пистолеты вмещают меньше патронов, чем винтовки, это можно исправить с помощью магазина большой емкости, который позволяет вам оставаться в бою дольше. Однако, в зависимости от навыков игрока, сопоставление пистолета и винтовки поставит пользователя пистолета в невыгодное положение.
Винтовка не только имеет большую дальность стрельбы, но и вмещает намного больше патронов. Кроме того, винтовки стреляют с более высокой скорострельностью. Даже полностью автоматические пистолеты проигрывают из-за того, как быстро у них заканчиваются патроны.
При выборе электрического, газового или пружинного оружия для страйкбола понимание преимуществ и недостатков пистолетов по сравнению с винтовками, вероятно, повлияет на ваше решение.
Производительность
Ваш выбор оружия для страйкбола сводится к одному вопросу: для чего вы планируете использовать это оружие? Вы просто дурачитесь на заднем дворе? Вы собираетесь играть на полях для страйкбола? Вы предпочитаете питание от батареи?
Если вы сможете мысленно ответить на этот вопрос (вместе с второстепенными вопросами, которые неизбежно последуют за вами), вы окажетесь на правильном пути в выборе оружия, подходящего для вашего стиля игры.
Плюсы и минусы пружинного оружия для страйкбола
Игроки в страйкбол часто испытывают смешанные чувства к пружинному оружию. С одной стороны, это наименее эффективное оружие в сфере страйкбола, особенно по сравнению с газовым и электрическим оружием. Это будет оружие торговой марки Wal-Mart, которое вы, вероятно, купите своим детям. На противоположном конце спектра винтовки с пружинным приводом могут быть самыми мощными в полевых условиях. Снайперские винтовки с пружинным приводом легко стреляют со скоростью 500 FPS и выше. Другими словами, ваш противник точно будет знать, что его ударили.
Другими словами, ваш противник точно будет знать, что его ударили.
Основным недостатком страйкбольного оружия с пружинным приводом является то, что его необходимо взводить вручную при каждом нажатии на спусковой крючок. Это не большая проблема для снайперских винтовок, которые находятся на расстоянии, скрытно. Однако это может быть существенным недостатком в ситуации CQB.
Если вы сражаетесь с тремя противниками, которые используют газовое и электрическое оружие, это будет означать, что вам придется взвести свое оружие как минимум три раза, чтобы уничтожить всех трех противников, что означает, что вы точно прицелились. Это все, пока вас не подстрелят из оружия, у которого нет таких же ограничений, как у вашего пружинного ружья.
Честно говоря, такой сценарий нереален. Ваши шансы на победу в таком сражении невелики, плюс довольно неприятно взводить оружие после каждого выстрела. Кроме того, винтовки для страйкбола с пружинным приводом обычно стреляют с относительно низкой скоростью. Пистолеты с пружинным приводом, как правило, находятся в диапазоне 170-350 кадров в секунду, в то время как винтовки могут достигать около 300-500 кадров в секунду. Низкая скорость стрельбы означает меньшую точность. Примите во внимание факторы окружающей среды, такие как ветер, и вы обнаружите, что действительно находитесь в невыгодном положении.
Пистолеты с пружинным приводом, как правило, находятся в диапазоне 170-350 кадров в секунду, в то время как винтовки могут достигать около 300-500 кадров в секунду. Низкая скорость стрельбы означает меньшую точность. Примите во внимание факторы окружающей среды, такие как ветер, и вы обнаружите, что действительно находитесь в невыгодном положении.
Тем не менее, нельзя сбрасывать со счетов тот факт, что винтовки с пружинным приводом могут стрелять бесконечно. Пока пружина держится, вы можете продолжать стрелять сколько угодно. Это отличается от газовых и электрических пистолетов, которые для продолжения стрельбы полагаются на батарею или подачу газа.
Плюсы и минусы газовых пистолетов для страйкбола
Бензиновые пистолеты для страйкбола — следующий шаг вперед. Они имеют тенденцию стрелять сильнее, быстрее и точнее из-за своего полуавтоматического стиля стрельбы. Зеленый газ, CO2 и другие менее известные газовые пистолеты могут развивать скорость около 400 кадров в секунду во время стрельбы. Газовые винтовки могут развивать скорость до 400-500 кадров в секунду. Из-за мощности каждого газового выстрела эти ружья, как правило, очень точны.
Газовые винтовки могут развивать скорость до 400-500 кадров в секунду. Из-за мощности каждого газового выстрела эти ружья, как правило, очень точны.
Если говорить о недостатках, то газовые пистолеты — плохой выбор в холодных условиях. CO2 особенно склонен к сбоям в работе при слишком длительном воздействии холода. Кроме того, как только вы израсходуете свой запас газа, игра окончена.
Плюсы и минусы электрического оружия для страйкбола
Электрическое оружие является самым популярным оружием для страйкбола по определенной причине. Электрические пушки могут развивать скорость до 500 кадров в секунду и выше и, как правило, выглядят очень тактично. Кроме того, аккумуляторные батареи позволяют сэкономить деньги. Это по сравнению с газовыми пистолетами, которые требуют постоянного потока газа, который вы должны купить, чтобы продолжать питать свое оружие.
Но даже у электрического страйкбольного оружия есть свои недостатки. Из-за электрической природы пистолета производительность имеет тенденцию отставать, когда пистолет становится влажным. Кроме того, если ваша батарея разрядится посреди перестрелки, вам конец (если только вы не берете с собой запасной пистолет).
Кроме того, если ваша батарея разрядится посреди перестрелки, вам конец (если только вы не берете с собой запасной пистолет).
Цена
Вы заметите, что среди электрического, газового и пружинного оружия для страйкбола диапазон цен сильно различается. Возьмем, к примеру, винтовки с пружинным приводом. Вы можете найти пружинный пистолет всего за 45 долларов в Wal-Mart. Тем не менее, есть снайперские винтовки с пружинным приводом, которые стоят более 1000 долларов.
Общее эмпирическое правило гласит, что чем больше денег вы тратите, тем лучше ваше оружие, по крайней мере, в большинстве случаев. Оружие для страйкбола стоимостью от 250 долларов и выше, как правило, более точное, стреляет быстрее и, как правило, более долговечное.
При расчете цены вашего оружия вы должны учитывать две вещи: первоначальную стоимость и текущие расходы.
Первоначальная стоимость пистолета для страйкбола
Если вы ищете самое дешевое оружие, то вашим лучшим другом будут пружинные пистолеты. Если вы новичок в игре и просто пробуете воду, чтобы увидеть, понравится ли вам игра, подумайте о том, чтобы начать с пружинного ружья. Таким образом, вы не потратите слишком много денег, если решите, что страйкбол не для вас. Если вы профессиональный игрок, снайперские винтовки более высокого класса обойдутся вам в копеечку, но вы действительно будете настоящим ужасом на поле боя.
Если вы новичок в игре и просто пробуете воду, чтобы увидеть, понравится ли вам игра, подумайте о том, чтобы начать с пружинного ружья. Таким образом, вы не потратите слишком много денег, если решите, что страйкбол не для вас. Если вы профессиональный игрок, снайперские винтовки более высокого класса обойдутся вам в копеечку, но вы действительно будете настоящим ужасом на поле боя.
Газовые ружья дороже пружинных. Обычно газовые пистолеты начального уровня дороже, чем пистолеты с пружинным приводом, а газовые винтовки дороже, чем винтовки с пружинным приводом. Бюджет около 180–240 долларов, чтобы иметь доступ к приличному оружию среднего уровня.
Электрические пистолеты для страйкбола, как правило, продаются примерно по той же цене, что и газовые пистолеты для страйкбола. Цена соответствует всему спектру. Вы можете найти приличную электрическую винтовку начального уровня за 150 долларов, если будете искать в правильных местах. Многие из среднего дорожного оружия стоят в диапазоне от 180 до 240 долларов.
Текущие расходы
Как вы, вероятно, уже догадались, винтовки с пружинным приводом дешевле всего в эксплуатации. Вам просто нужно купить патроны, и все готово.
Газовые пистолеты намного дороже с точки зрения текущих расходов. Газовым пистолетам для продолжения работы требуются картриджи или канистры с газом. Вначале вы, вероятно, не заметите, что расходы будут слишком тяжелым бременем. Однако стоимость газа начнет накапливаться. Подождите несколько месяцев, и вы обнаружите, что потратили значительную сумму денег на баллоны с углекислым газом и другие формы газа.
Когда дело доходит до электрического оружия, вам придется купить аккумулятор и зарядное устройство. Поэтому они намного дешевле газовых, но дороже пружинных. Что касается регулярных расходов, вам, возможно, придется приобрести еще одну батарею в будущем, если ваша текущая батарея окончательно разрядится. Кстати, вам настоятельно рекомендуется приобрести несколько аккумуляторов. Таким образом, если у вас сдохнет одна батарея, вы сможете легко заменить ее на другую.
Заключение
Выбирая между пружинным, газовым и электрическим пистолетом, учтите все, что вы прочитали в этом руководстве. Подумайте о своем уровне мастерства игрока и о том, как вы собираетесь использовать оружие. Пружинные, газовые и электрические пистолеты имеют свои плюсы и минусы, и каждый тип оружия может эффективно использоваться подходящим игроком.
В конце концов, если вы не уверены, какое оружие выбрать, попробуйте их все. Страйкбол — это веселое времяпрепровождение, поэтому экспериментируйте и смотрите, какой из них лучше всего подходит вашему стилю игры. Вы можете быть удивлены своим выбором.
См. исходное сообщение здесь
Mastercool Inc., производитель инструментов и оборудования для кондиционирования воздуха, охлаждения, обслуживания и обслуживания
»КОНСТРУКЦИЯ, СЕРТИФИЦИРОВАННАЯ НА СООТВЕТСТВИЕ SAE J2788«
Master cool USA представляет свою новую линейку RRR ARCTIC COMMANDER машины. Все модели, оснащенные новейшими технологиями, в стандартной комплектации оснащены 8-дюймовым цветным сенсорным экраном. Графический интерфейс позволит с легкостью перемещаться по всем функциям и функциям. Больше нет необходимости читать какие-либо внешние инструкции или бумажные руководства, просто откиньтесь на спинку кресла и наблюдайте, как информация воспроизводится в центре управления цветом.
Все модели, оснащенные новейшими технологиями, в стандартной комплектации оснащены 8-дюймовым цветным сенсорным экраном. Графический интерфейс позволит с легкостью перемещаться по всем функциям и функциям. Больше нет необходимости читать какие-либо внешние инструкции или бумажные руководства, просто откиньтесь на спинку кресла и наблюдайте, как информация воспроизводится в центре управления цветом.
Машины серии Arctic Commander оснащены мощным планшетом на базе Windows, что упрощает обновление базы данных и программного обеспечения. Возможности Wi-Fi обеспечивают интерактивную связь в режиме реального времени. Предустановленная программа Team Viewer позволяет нашим техническим специалистам получить доступ к любой машине по всему миру, чтобы помочь в устранении любых проблем.
Для занятых техников машины Arctic Commander оснащены расширенными функциями, такими как встроенный калькулятор преобразования и самодиагностика. Калькулятор преобразования позволяет мгновенно конвертировать фунты, унции, граммы и килограммы..jpg) Самодиагностику можно выполнить простым нажатием кнопки.
Самодиагностику можно выполнить простым нажатием кнопки.
ПРИШЛО ВРЕМЯ КТО-ТО ПРЕДСТАВИЛ МАШИНЫ RRR ДЛЯ 21 ВЕКА!
КАТАЛОГ СЕРИИ ARCTIC COMMANDER СКАЧАТЬ
ХАРАКТЕРИСТИКИ:
- Конструкция сертифицирована на соответствие SAE J2788
- 8-дюймовый цветной центр управления с сенсорным экраном
- Несколько языков (английский, испанский, французский, итальянский, немецкий, португальский, голландский, греческий, китайский, хорватский и венгерский)
- Ручные процедуры
- Бортовой калькулятор преобразования единиц измерения
- Автоматический вакуумный тест на герметичность: программируемый
- Новая конструкция шкафа для увеличения потока воздуха
- Автоматический слив масла
- Большие аналоговые датчики
- Автоматическая и ручная продувка воздухом
- Жесткий шнур питания
- Автоматический фильтр и сигнализация полного бака
- Хранение муфты шланга
- Аварийный сигнал низкого уровня хладагента
- Цельные прочные колеса с блокируемыми роликами
- Нагреватель баллона
- Проверка самодиагностики
- 3 кубических фута в минуту Вакуумный насос
- Поддержка Wi-Fi
- Встроенное руководство по эксплуатации
- Пылезащитный чехол Mastercool
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
- Тип хладагента: R134a
- Процедура обслуживания: руководство
- Напряжение: 110 В / 60 Гц
- Разрешение шкалы: 0,02 фунта (10 г)
- Диапазон рабочих температур: 50/120°F (10/49°C)
- Система фильтров: 2 фильтра для очистки и удаления воды
- Вакуумный насос: 3 CFM (70 л/мин)
- Компрессор: Герметичный, 12 см3, высокое давление
- Скорость восстановления: 95 % при температуре от 70 до 75°F (от 21 до 24°C) <30 минут
- Цилиндр для извлечения: 30 фунтов (12,5 литров), многоразовый
- Точность заряда: ±0,5 унции.
