
Сварка кузова автомобиля полуавтоматом своими руками: технология и рекомендации
Подержанные машины при неправильном уходе покрываются коррозией. Иногда, если вовремя не устранить эту проблему, требуется полная замена отдельных частей кузова. При этом без сварочных работ не обойтись. А сварка кузова автомобиля своими руками требует навыков и хотя бы небольшого опыта.
Для сварных работ с автомобильным кузовом наиболее приемлемым вариантом является использование полуавтоматического сварочного аппарата. Это позволяет работать с любой толщиной материала: от 0,7 до 4 мм. В этот интервал укладываются как, например, более тонкие крылья, так и мощные лонжероны.
Способы соединения элементов при автомобильной сварке
Разные узлы и варианты ремонта машины с использованием сварочных работ предполагают отличающийся подход для сопряжения новых вставок со старым кузовом. Рассмотрим три основных способа установки металлических латок.
Стыковое сопряжение
Сварка кузова автомобиля полуавтоматом чаще всего проводится с помощью стыкового соединения. Таким способом не создаются дополнительные ненужные утолщения на корпусе.
Типы соединений
Перед работой с латкой можно снять фаски со сторон, которые планируется приваривать.
Если толщина листа до 2 мм, то можно обойтись без фасок. Такой способ сопряжения требует более кропотливой подгонки ввариваемой детали и подготовленного участка корпуса авто. Зазоры необходимо свести к минимуму, а в идеале нужно обойтись без них. Способ применяется обычно для лицевых наружных элементов.
При выполнении этой операции сварщик должен иметь достаточно высокую квалификацию.

Стыковая сварка
Работа проводится с применением сплошного точечного шва. Качественный результат не нуждается в трудоемкой рихтовке и длительной зачистке. Иногда хватает шпатлевки и затирки шва. Более толстые листы железа легче поддаются сварке, также они могут быть проварены сплошным точечным швом. Тонкий лист варить тяжелее.
Соединение внахлест
Такое соединение наиболее простое и поэтому получило большое распространение среди автомобильных сварщиков. Так, один из кусков металла накладывается на другой, при этом полностью перекрывается отверстие, которое надо залатать.

Нахлест при сварке
Метод подходит для сварки силовых конструкций: порогов, лонжеронов и т.д.
Сварные электрозаклепки
Такой способ является скорее разновидностью нахлестного соединения. При этом он схож с точечной сваркой. Его активно используют в автомобильной сварке. Например, он применяется для установки новых крыльев, усилительных накладок на каркас кузова.
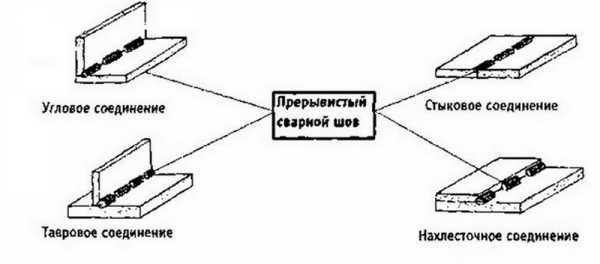
Типы сварных швов
Не смотря на способы сопряжений, в каждом случае технология сварки полуавтоматом предполагает использование различных типов швов. Есть три популярных варианта швов:
- сплошной;
- точечный;
- сплошной прерывистый.
Типы швов
Каждый из них может накладываться в любом из способов сопряжений, как при нахлестах, так и при стыковых соединениях.
Сплошной прерывистый
Такой шов представляет собой периодическое чередование сплошных участков и незалитых металлом разрывов. Интервалы свободные от заливки исполнитель подбирает самостоятельно. Это делается для того, чтобы не «потянуло» металл ввариваемого элемента или каркасную конструкцию на автомобиле.
В этом случае уменьшается перегрев листов, что способствует незменению прочностных физических свойств стального сплава, из которого выполнены сочетаемые части.
Сплошной
Может иметь вид непрерывного «залития» расплавленным металлом, а также выглядеть как большое количество точечных сварок, расположенных очень близко друг к другу. Такой способ практически не имеет применения в автомобильной конструкции. Хотя он может использоваться практически с любой толщиной металла.
Использование такого шва уменьшает «эластичность» всей конструкции. Также могут возникнуть усталостные трещины во время эксплуатации машины.
Точечный
Название говорит само за себя. Сварка полуавтоматом и присоединение листов метала проводится с помощью сварных точек, которые распределяются вдоль линии сопряжения через заданный интервал. Расстояние между такими точками задается из технологической необходимости и может быть от нескольких сантиметров до нескольких миллиметров.
Расположение шва
Проведение работ может происходить в разных плоскостях:
- горизонтально «сварка сверху»;
- горизонтально «сварка снизу»;
- вертикальный шов.
Наиболее удобным является вариант со сваркой «сверху». При таком положении шов заливается полностью, заполняя все пустоты и щели. Менее удобный вариант вертикальных работ. В этом случае необходимо следить за тем, чтобы металл не стекал по шву.

Самый трудный способ сварки предполагает «работу снизу».
При таком положении шов получается под сопрягающимися элементами и постоянно стремится вытечь вниз. Поэтому нужно иметь навык работы в таком положении, чтобы не ухудшить качество сварки.
Подготовка материала к сварке
До начала любых сварных работ, понадобится приготовить поверхности. Для этого проводится чистка от всех видов загрязнений:
- коррозионные следы;
- слои краски и грунтовки, включая транспортировочные;
- консервационные и защитные слои покрытий;
- все виды смазочных веществ.
Наличие таких веществ может снизить качество накладываемого шва или полностью препятствовать прохождению тока по цепи.
Также происходят другие негативные последствия:
- газ, который образуется при выжигании горючих остатков, может создать пористую некачественную структуру шва;
- такие газы могут «выдувать» металл из точки сварки, при этом получается дыра, а расплавленный металл, разбрызгиваясь, может привести к ожогам;
- загрязнения выделяют большое количество дыма, что может привести к отравлениям продуктами горения или стать причиной пожара.
Поверхности должны плотно прилегать между собой.

Безопасность при работе
Для этого используются различные зажимы и фиксаторы. Также допускается временные крепления болтами или саморезами.
Регулировка сварного тока
Для начинающих сварщиков, которые не работали с тонкими листами меньше 1 мм, желательно потренироваться не на рабочих поверхностях автомобиля, а провести экспериментальную сварку ненужных тонких кусков.
Нужно придерживаться техники безопасности при сварочных работах на автомобиле:
- в качестве экспериментальных листов не нужно брать оцинкованные экземпляры, так как пары получатся ядовитыми;
- нельзя вести работы на сильном сквозняке или ветру, так как из-за этого выдувается газ из сварочной зоны, что снизит качество работ или полностью сделает их невыполнимыми.
Величина сварочного тока находится в прямой зависимости от толщины металла. Для листов небольшой толщины понадобится установить ток в диапазоне 40-60 А.
Большинство регуляторов силы тока на полуавтоматах имеет не абсолютную градуировку, а относительную. Поэтому точный показатель тока необходимо будет проверить по инструкции.
Правильность выбранного тока покажет качество сварного шва. Разное напряжение в электрической сети влияет на выходные параметры устройства. Поэтому настройка аппарата проводится в большей степени путем экспериментального подбора положений регулировочных ручек.
Настройка регуляторов
Примером может послужить полуавтоматический аппарат Helvi Panther 132. На нем установлены три регулятора, влияющие на параметр тока. Два тумблера имеют лишь по два положения: «1» и «2» на первом, «мин» и «макс» на втором. Третий плавно регулирует подачу проволоки. И скорость, при которой подается проволока, зависит от величины тока. Это значит, что аппарат самостоятельно регулирует ток в зависимости от подачи проволоки.

Сварочный полуавтомат
В качестве примера можно дать настройки этого полуавтомата для разных толщин свариваемого металла. Тонкий лист хорошо «варился» на установках: «1», «макс», а плавная регулировка была на «7». Толстые листы лучше пробовать на установке: «2», «макс», «8».
При работе с полуавтоматом могут быть различные результаты сварки. В зависимости от силы тока можно получить такие итоги:
Результат сварки с разным током
Первый случай
Ток слишком мал, поэтому не происходит растекания металла по поверхности, а также деталь не прогревается, что ухудшает сопряжение. Получается отсутствие «провара». Понадобится увеличить ток.
Второй случай
Ток правильно отрегулирован, металл достаточно расплывается и заметен прогрев свариваемой детали. С обратной стороны листа заметна небольшая металлическая капля.
Третий случай
Ток больше допустимого значения. Расплавленная капля от проволоки слишком сильно «просела». На другой стороне явная крупная капля расплавленного металла.
Четвертый случай
Существенное превышение допустимого тока до такой степени, что образуются сквозные прожоги. Требуется значительное снижение силы тока до появления небольшой капли без прожигания.
Возможные проблемы при эксплуатации сварочного полуавтомата
Не все работы проводятся в штатном режиме. Из-за ошибок в эксплуатации или неисправного оборудования могут возникать нештатные ситуации.

Неправильный выбор величины тока
Когда установлен слишком большой ток, то в металле образуются прожоги. Также может образоваться капля из расплавленной проволоки, которая выступает из медного наконечника. Если такая ситуация произошла, то дополнительная подача проволоки может привести к обрыву при выходе ее из подающего устройства.
Некачественная регулировка прижима в подающем механизме
Если блокируется проход проволоки через медный наконечник, то происходит ее поломка в подающем механизме. Это свидетельствует о слишком большом прижимном усилии. При правильной регулировке проволока проскальзывает, а не ломается. Это событие свидетельствует об обратном – прижимное усилие недостаточно фиксирует проволоку.
В таком случае может происходить «прихват» в наконечнике, и не иметь отношение к величине установленного тока.
Такие же результаты бывают при слишком медленной подаче проволоки.
Небольшой расход газа
В такой ситуации необходимо правильно отрегулировать на редукторе. Можно ориентироваться на примерный расход 8-10 литров в минуту при диаметре проволоки 0,8 мм. Хотя в инструкции по эксплуатации полуавтоматов предлагают ставить до 3 литров, но на практике этого недостаточно.
Интересное по теме:
загрузка…
Вконтакте
Одноклассники
Google+
ktonaavto.ru
Сварка кузова автомобиля своими руками электродом и полуавтоматом
Кузов автомобиля постоянно подвергается разрушающему действию влаги, грязи, химикатов, которыми зимой посыпают дороги. Проблема усугубляется вибрационными нагрузками. Поэтому даже при тщательном уходе неизбежно появление трещин и дыр, проеденных коррозией. Выход один — сварка автомобиля. Однако это не означает что нужно обращаться в автомастерскую. Небольшие повреждения можно устранить сваркой кузова автомобиля своими руками.

Особенности сварки кузова автомобиля
Для кузовного ремонта машины потребуется качественное сварочное оборудование. Работа производится в помещении, где есть возможность подключения к электросети энергоемкого оборудования. Необходима высокая квалификация исполнителя, так как потребуется сварка тонкого металла. Универсального способа ремонта кузова автомобиля пока не придумано, поэтому в зависимости от места и характера повреждений применяются разные технологии. Соединения выполняются газовой, ручной, полуавтоматической сваркой.
Крылья, пороги чаще всего ремонтируются точечной сваркой. Соединение внахлест используется для восстановления целостности силовых элементов. Сварка встык применяется при замене поврежденных элементов.
Какой сваркой лучше варить кузов автомобиля
Если есть простой сварочный аппарат, ремонт выполняется вручную обычными электродами. Однако наложенные швы получаются грубыми и высока вероятность прожога тонкого металла. Поэтому этим способом рекомендуется производить ремонт мест не видимых снаружи. Например, под крыльями, в багажнике, днища.
Качественная сварка кузова автомобиля производится полуавтоматом. С его помощью даже новичок соединит металл толщиной 0,8 мм без риска прожигания. Если углекислый газ заменить аргоном будет доступна сварка нержавеющей стали и алюминия. Поэтому думая, какой выбрать аппарат, предпочтение следует отдать полуавтомату.
Подготовительные работы
Перед проведением сварочных работ с поверхности удаляется грязь и пыль, очищается от коррозии. Для очистки труднодоступных мест можно использовать газовую горелку. Надежно сварить ржавый металл не получится.
При подготовке полуавтомата необходимо убедиться в соответствии направляющего канала диаметру выбранной проволоки. В зависимости от его величины устанавливается нужный сварочный наконечник. В сопле аппарата не должно быть брызг металла. При их обнаружении производится очистка наждачной бумагой.
Перед ремонтом с помощью сварочного инвертора необходимо проверить:
- надежно ли закреплен электрод;
- нет ли поврежденной изоляции на кабеле и держателе;
- прочность закрепления кабеля;
- исправность заземления аппарата.
Как варить кузов автомобиля полуавтоматом
Для сварки кузова полуавтоматом нужно приготовить проволоку диаметром 1 мм, покрытой медью, наждачную крупнозернистую бумагу, понижающий давление редуктор, баллон с углекислым газом на 20литров. Работа выполняется в следующей последовательности:
- Зачищенные наждачной бумагой ремонтируемые участки плотно прижимаются друг к другу. Возможно применение струбцин, болтовых соединений, саморезов.
- На передней панели аппарата переключателями выставляется величина сварочного тока, скорость подачи проволоки.
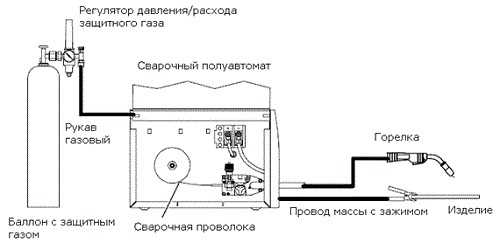
- На газовый баллон устанавливается редуктор и соединяется шлангом с горелкой.
- Сопло пассатижами свинчивается с горелки, снимается наконечник.
- Бобина с проволокой вставляется в аппарат. Ее конец на 15 — 20 см вводится в подающий канал.
- На проволоку надевается наконечник, устанавливается сопло.
- Переключателями устанавливается полярность тока так, чтобы держатель был подключен к плюсу, а горелка к минусу. Для проволоки без покрытия полярность меняется на противоположную.
- После подключения аппарата к электросети, держатель с горелкой подносится к ремонтируемому месту. При нажатии кнопки на держателе включается подача проволоки и углекислого газа.
- Чтобы заварить длинный шов и не перегреть место соединения детали сначала прихватываются в 3 — 4 местах. Затем с промежутком 7 — 10 см накладываются стежки длиной 2 — 4 см.
- После пятиминутного перерыва, когда швы остынут, провариваются промежутки между ними.
Сварка кузова автомобиля электродом
Сварка кузовных элементов (кузовщина) электродами выбирается, когда нет высоких требований к эстетике швов. Для создания прочного соединения необходимо правильно подбирать тип электродов в соответствии с маркой стали. Для сварки лучше использовать инвертор, так как у него нет проблем с зажиганием и поддержанием дуги. Поэтому качество швов мало зависит от уровня мастерства.
Чтобы не было температурных деформаций варить кузов автомобиля нужно поэтапно:
- сначала прихватка;
- затем накладка стежков длиной по 2 см с интервалом 6 см;
- заключительная проварка периметра.
Между этапами делаются перерывы, дожидаясь полного остывания. При сварке толстого металла может потребоваться несколько часов. Принудительное охлаждение недопустимо, так как вызывает деформацию металла.
Чем обработать кузов после сварки
После окончания ремонта нужно обязательно очистить сварочные швы от шлака, так как под ним металл быстро окисляется. На скрытых от взгляда участках достаточно щетки по металлу. В открытых местах обработку кузова после сварки производят болгаркой со шлифовальным кругом или лепестковой насадкой. Для зачистки труднодоступных швов применяется шлифовальная машинка с борфрезой.
Зачищенные поверхности обезжириваются ацетоном или бензином, затем обрабатываются антикоррозийным составом либо кислотным грунтом. Для защиты против коррозии используется эпоксидная шпатлевка. Благодаря плотной структуре она надежно защищает поверхность металла от контакта с влагой и воздухом и используется в качестве выравнивающего слоя.
После нанесения тонкого первого слоя его оставляют на день для просушки. Нельзя для ускорения применять фен, поскольку после высыхания верхнего слоя шпатлевка внутри останется сырой, так как влаге некуда испаряться. Затем для придания поверхности шероховатости с помощью 120-й наждачной бумаги наносятся риски. После наложения 2 — 3 слоев производится подготовка к окрашиванию.
Для защиты невидимых снаружи швов на легкодоступных участках используется автомобильный шовный герметик. Его при необходимости разглаживают шпателем и красят. В труднодоступные места герметик подается с помощью пневматического распылителя через пластиковую трубку.

После сварочных работ, необходимо обработать кузов против коррозии
Полезные советы при сварке кузова авто своими руками
В зависимости от обширности и характера повреждений ремонт кузова бывает локальным и капитальным. В первом случае достаточно установки заплаток. При капитальном ремонте придется менять участок кузова. Для его проведения в домашних условиях необходим высокий уровень мастерства по проведению сварочных работ и качественное оборудование. Поэтому новичкам рекомендуется поначалу ограничиться установкой заплаток на дыры, проеденные коррозией.
Для заплат, устанавливаемых в незаметных местах, можно выбирать любое железо, лишь бы оно совпадало по толщине и обладало достаточной прочностью. На видные участки рекомендуется подбирать материал той же толщины и марки. Идеальным вариантом будет заплата, вырезанная из кузова старого автомобиля такой же модели.
Закончив сварку авто и обработав швы с наружной стороны большинство автолюбителей забывают об их обратной стороне. Поэтому неудивительно, что уже через год сквозь краску проступает коррозия и приходится начинать все сначала. При свободном доступе к обеим сторонам проблем с обработкой нет. В случае, когда обратная сторона шва расположена в закрытой полости, рекомендуется просверлить в ней отверстие. Через него производится обработка антикоррозийным составом и шовным герметиком с помощью распылителя.
Несмотря на кажущуюся сложность, кузовной ремонт автомобиля электросваркой доступен даже новичкам. При недостатке опыта его можно наработать, тренируясь на ненужных обрезках металла. На первых порах в качестве третьей руки желательно привлечь помощника. Во избежание ожогов работа должна выполняться в одежде, не имеющей карманов и складок, в которых могут застревать брызги расплавленного металла. На месте проведения ремонта должен быть огнетушитель.
svarkaprosto.ru
Возможна ли качественная сварка автомобиля своими руками в гараже?
К счастью для производителей (и к сожалению для автолюбителей) срок службы современных авто далек от идеала. Если каких-то 30-40 лет назад авто выпускались на десятилетия (у многих автовладельцев до сих пор в гаражах стоят Мерседесы 80-х и 90-х годов выпуска, которые пережили всё, что только возможно), то современные машины рассчитаны на срок службы от 5 до 10 лет максимум и требуют авторемонта.

И первым удар берет на себя не агрегат или подвеска, а кузов. Уже спустя 5-7 лет на иномарках (а на отечественных машинах спустя 3 года) начинаются появляться очаги коррозии. Если не исправить эту проблему сразу, то она начнет прогрессировать и кузов будет разрушаться прямо на глазах. В этой статье мы расскажем, как варить кузов своими руками и какое оборудование понадобится для автомобиля, чтобы выполнить ремонт более-менее качественно.
Содержание статьи
Какой сварочный аппарат выбрать
Сварочный аппарат для авто — это 50% вашей работы. От его правильного выбора зависит удобство эксплуатации и скорость работы. Мы предлагаем вам сравнить полуавтомат и обычный инвертор.
Начнем с полуавтоматов, поскольку зачастую именно их вы увидите на СТО или в частных автосервисах. Сварка полуавтоматом очень удобна, особенно в труднодоступных местах, а таких мест у кузова полно. Для работы с помощью полуавтомата вам понадобится проволока и защитный газ (чаще всего аргон или углекислый). Газ защищает шов от окисления и негативного влияния кислорода.

Какие достоинства есть у полуавтомата? Ну, во-первых, качество швов. Они могут быть различной ширины, но всегда очень аккуратные. Также вы можете регулировать подачу проволоки, подстраивая под свои навыки. Если у вас нет возможности варить с газом, то можно использовать специальную проволоку, состоящую из флюса.
Но, как и у любой сварочной технологии, здесь тоже есть свои минусы. Прежде всего, если вы решили использовать электроды для полуавтомата вместо газа, то будьте готовы к высокому ценнику. А если вы все же решили использовать газ, то к нему нужно докупить редуктор, с помощью которого нужно будет снижать давление. Плюс настройка редуктора требует сноровки.
Теперь поговорим про инверторы. Можно ли варить не полуавтоматом, а варить автомобиль инверторной сваркой? Конечно, можно варить. Это мы заявляем со всей ответственностью. Для работы вам понадобится сварочный аппарат и электроды.

Сначала о достоинствах. Инверторы бывают самыми разными, выбор действительно велик. Производители предлагают компактные бюджетные модели и профессиональные агрегаты. Также инверторы способны работать в условиях нестабильного напряжения сети. Еще разжечь дугу с помощью инвертора крайне просто. По этой причине даже для новичка не станет проблемой сварка инвертором автомобиля.
Теперь о недостатках. Вам придется искать в продаже очень толстые электроды (до 5 миллиметров в диаметре), а они встречаются нечасто и стоят недешево. Кроме того, если использовать такие электроды для сварки кузова, то шов получится далеко не идеальным.
Так какой же метод сварки выбрать? Можем сказать одно: если для вас важно качество и красота сварки, то однозначно выбирайте метод сварки автомобиля полуавтоматом. С таким сварочным аппаратом вы сможете выполнить работу очень достойно и при наличии навыков сделаете шов не хуже, чем в автосервисе. Ну а если красота машины стоит далеко не на первом месте, выбирайте инверторную сварку электродами.
Теперь вы знаете, как выбрать сварочный агрегат для работы с авто. Оцените все плюсы и минусы полуавтомата и инвертора, сделайте свой выбор.
Меры осторожности
Не думайте, что если варите в своем гараже, значит можно пренебрегать техникой безопасности. Любые сварочные работы вы должна проводить в специальной экипировке: одежде из плотного материала, маске и рукавицах. Это минимальный набор. Если предстоит сварка деталей в гараже с металлическим полом, то обувь должна быть резиновой.

Сварочный аппарат для сварки должен быть заземлен. Для ремонта автомобильного железа с помощью инветора вам надобится качественный держак. Некачественный просто не выдержит многократные зажимы и будет деформировать изоляцию.
Также ваш гараж должен проветриваться, а еще лучше, если у него будет принудительная вентиляция. Если не соблюдать это правило, в помещении могут скопиться газы и вы получите отравление.
Как варить кузов полуавтоматом
Мы выбрали именно полуавтомат, поскольку с его помощью швы получатся качественнее и долговечнее. В своей работе мы будем использовать сварочник от фирмы BlueWeld модель 4.135 (вы можете использоваться любой другой сварочный аппарат для авто). Также в нашем арсенале присадочная проволока диаметром в 1 миллиметр, наждачка, редуктор (с его помощью мы будем понижать давление), и баллон с газом (нам хватит баллона в 20 литров).
Сначала очищаем поверхность металла от ржавчины и загрязнений. Это можно делать вручную с помощью наждачки, но если у вас есть шлифовальная машинка, то используйте ее. Далее нужно плотно прижат детали друг другу. Для этого можете использовать любые зажимы, болты или даже временно соединить их саморезами. Теперь нужно к баллону с газом подключить наш редуктор. На фото ниже показано, как это делать.

Далее нужно подать проволоку в сварочный аппарат и завести конец проволоки в механизм подачи. На фото ниже показан процесс подачи проволоки.

Теперь открутите сопло на горелке (мы делали это с помощью пассатижей), проденьте проволоку в отверстие и прикрутите обратно сопло.

Итак, все готово. Нужно настроить аппарат. Мы установили прямую полярность, поскольку у нас проволока медная. Если сварка автомобиля производится обычной проволокой, то установите обратную полярность.
Подключаем аппарат в розетку. Нажимаем на кнопку подачи проволоки, вместе с этим должна начаться подача газа. Начинаем формировать шов. Если шов короткий, то можно сделать его непрерывным. Если шов длинный, то сначала формируем «точки» в разных местах соединения. Потом делаем несколько коротких швов между точками. Должны остаться промежутки в 10 см между швами. Даем швам остыть. Теперь довариваем оставшиеся участки.
Обработка шва
Мы разобрались, что нужно для сварки автомобильного кузова. Но после выполнения работ нужно также обработать швы, чтобы они не стали причиной образования коррозии.
Эконом-вариант — покрытие шва автогерметиком. Для пущей экономии можно выбрать герметик однокомпонентный. Если внешний вид важен, можно герметик выровнять шпателем, отшлифовать и покрасить. Это самый бюджетный вариант.
Если вы из тех, кто считает, что сварочные работы автомобиля должны быть качественными (даже если выполняются своими руками в гараже), то можете использовать специальные консерванты, которые наносятся на швы с помощью пневматического распылителя.
Вместо заключения
Мы кратко рассказали вам, как варить кузов. Естественно, в рамках одной статьи невозможно описать абсолютно все нюансы, но с помощью наших рекомендаций вы сможете выполнить несложные сварочные работы на автомобиле. Если вы никогда не варили кузов, то потренируйтесь на куске металла. В ходе работ обязательно соблюдайте технику безопасности, используйте маску и перчатки.
svarkaed.ru
Сварка полуавтоматом для начинающих: видео уроки
Для сварки металлов может применяться лазерный луч, пламя горелки или плазма, но одним из самых простых и компактных вариантов устройств для выполнения такого вида работ является полуавтоматический аппарат.
Чтобы шов металла получился максимально ровным и защищённым от окисления, сваривание металлов таким способом лучше всего осуществлять с использованием защитного газа.
Сварка полуавтоматом для начинающих сложна только в первые минуты освоения. Чтобы максимально ускорить процесс обучения следует заранее изучить основные правила обращения с таким устройством.
Сварочный полуавтомат: принцип работы
Для того чтобы при использовании сварочного полуавтомата не «убить» устройство. А также не получить травму самому следует знать о правилах техники безопасности и принципе работы аппарата.
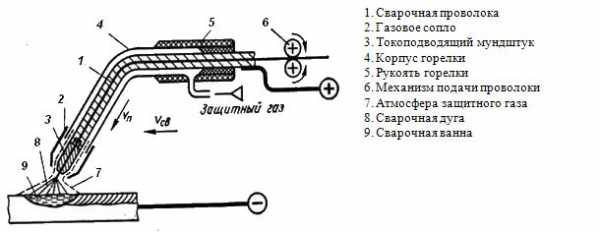
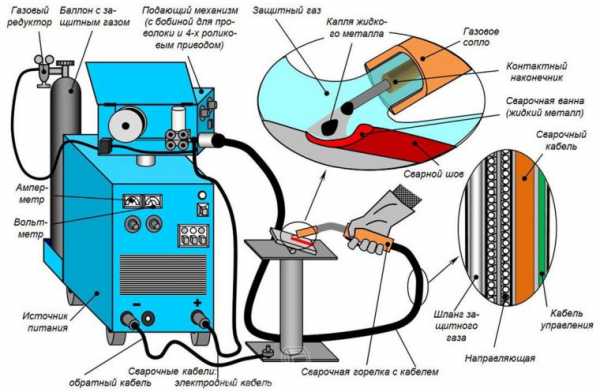
Сварочный полуавтомат состоит из:
- корпуса, в котором находится мощный трансформатор;
- шланга для подачи тока и газа к горелке;
- кабелей для подключения к «массе» и электрической сети;
- механизма подачи проволоки.
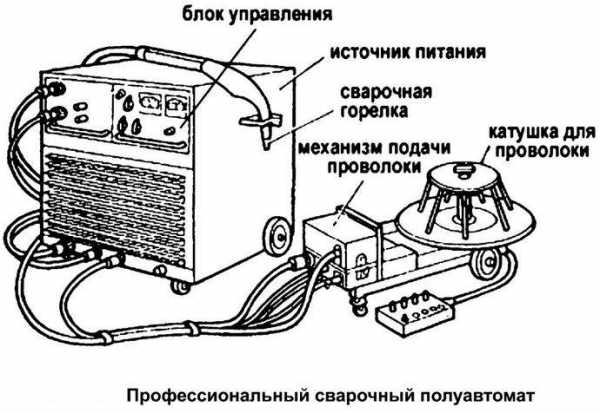
Также для сварки полуавтоматом потребуется приобрести бобину со специальной сварочной проволокой и баллон с углекислым газом.
Принцип работы полуавтоматического аппарата следующий:
- Сварочный ток подаётся на горелку одновременно с защитным газом.
- В качестве электрода в горелке используется сварочная проволока, которая подаётся в автоматическом режиме с помощью специального механизма.
- Между свариваемым изделием и проволокой образуется электрическая дуга, которая расплавляет металл в среде защитного газа, что позволяет получить качественный шов без окислов.

Основные правила техники безопасности при работе со сварочным полуавтоматом следующие:
- корпус сварочного аппарата должен заземлён;
- запрещается использовать устройство даже при незначительных механических повреждениях или любых других неисправностях;
- при значительных перерывах в работе следует обязательно отключать устройство от электрической сети и выключать подачу защитного газа;
- не проводить работы рядом со легковоспламеняющимися и взрывоопасными веществами;
- во время работы использовать защитную маску и перчатки.
Как только основные принципы работы с полуавтоматом будут усвоены можно приступать к практическим работам.
Сварка полуавтоматом: первый опыт
Для получения практического опыта рекомендуется вначале потренироваться на ненужных металлических обрезках, прежде чем приступать к выполнению сложных работ требующих от сварщика высокой квалификации.
Для практической работы необходимо подготовить:
- сварочный аппарат;
- перчатки;
- защитную маску;
- баллон с газом.
Первое что необходимо сделать, это настроить сварочный аппарат. Правильно отрегулированная сила подаваемого тока позволит выполнить сварочный шов идеально ровно и без обрывов.

Этот параметр напрямую зависит от толщины свариваемого металла, поэтому прежде чем приступить к работе необходимо ознакомиться с инструкцией к электрическому прибору. В которой должна быть указана рекомендуемая заводом-изготовителем сила тока для определённой толщины свариваемых деталей.
Выбор режимов сварки
Также следует сделать правильный выбор скорости подачи сварочной проволоки, которая регулируется специальным механизмом.

Оптимальный диаметр проволоки для сваривания равен 0,8 мм, но при работе с очень тонким металлом можно установить электрод 0,6 мм, чтобы при сниженной силе тока осуществлялось расплавление металла без затухания дуги.
Если есть возможность, то лучше приобрести итальянскую проволоку для сварки полуавтоматом. Импортные аналоги более качественные, но и стоимость таких изделий будет в несколько раз выше.
Несмотря на более высокую стоимость, такой электрод более подходит новичкам, по причине более лёгкого получения желаемого результата, даже при недостаточном опыте обращения с электросварочным аппаратом.
Видео-инструкция: настройка.
Баллон с редуктором
Для того чтобы защитить место сварки от воздействия кислорода, подаётся защитный газ. Самым дешёвым вариантом использования защитного газа является приобретение углекислотного баллона с редуктором.
Редуктор с манометром обязательно должны быть установлен для контроля давления подаваемого газа. Для осуществления качественной сварки металлов в среде защитного газа достаточно установить рабочее давление около 0,2 атмосфер.

Защитная маска
Для предохранения зрения варить полуавтоматом следует только с использованием защитной маски, например, Хамелеон. Современные изделия имеют в своей конструкции специальную регулировку, которая позволяет настроить защитный механизм таким образом, чтобы обеспечивалась качественная защита только во время горения дуги.
При затухании процесса плазменного горения окошко маски будет достаточно прозрачным, чтобы можно было продолжать работу без снятия защитного приспособления. Такие сварочные маски особенно будут удобны начинающим сварщикам, в устаревших моделях слишком сильно затенялось защитное стекло, что делало процесс сварки очень неудобным, по причине плохой видимости сварочного шва после затухания дуги.

Технология сварки
Когда все подготовительные работы будут осуществлены, необходимо подключить «массу» к свариваемой металлу. Если работать приходится с небольшими деталями, то сваривание производится на металлическом столе, к которому и подключается соответствующий проводник.
Если нет стола, то работу можно осуществить на горизонтально расположенном металлическом листе толщиной не менее 2 мм, к которому и осуществляется подсоединение «массы» сварочного аппарата.

Перед началом сварочного процесса необходимо также отрегулировать величину выступания сварочной проволоки из сопла. Рекомендуется установить такой выступ в размере не более 5 мм. Если проволока перед началом выполнения сварочных работ выступает более значительно её необходимо укоротить с помощью кусачек.

Прежде чем выполнить сплошной сварочный шов рекомендуется максимально близко расположить свариваемые детали и не менее чем в двух местах осуществить точечное сваривание чиркнув электродом по металлу в месте соединения. Это необходимо для того чтобы обеспечить неподвижность свариваемых деталей.
Если необходимо наварить один лист металла на другой, то в этом случае можно воспользоваться струбцинами для надёжного закрепления привариваемых деталей. После того как будет обеспечена неподвижность деталей любым из перечисленных способов, можно приступать к выполнению сварочного шва.

Для сварки деталей делается запал дуги и производится расплавление металла в месте соединения металлов с формированием шва. Если при первых попытках сварить детали дуга не будет стабильно зажигаться необходимо увеличить силу тока подаваемую сварочным аппаратом.
Для правильного образования дуги необходимо на короткое время коснуться проволокой металлических деталей, к которым подключена «масса». Затем оторвать проволоку на минимально возможное расстояние для образования стабильного горения электрической дуги. Таким образом проваривается шов от одного края к другому, постепенно перемещая дугу над поверхностью свариваемых деталей.
Видео: соединение тонкого метала.
Видео: сварка толстого металла для начинающих.
Сварка алюминия
Применение защитных газов в полуавтоматической сварке позволяет выполнять качественное соединение алюминиевых деталей таким способом. Сварка алюминия является довольно сложным процессом даже для опытного специалиста, тем более непросто будет выполнить такую работу начинающим сварщикам.

Как варить полуавтоматом алюминиевые детали:
- зачищается поверхность свариваемых деталей от оксидной плёнки;
- нагреваются заготовки в печи или с использованием газовой горелки;
- включается сварочный аппарат в режим переменного тока высокой частоты;
- подключается баллон с аргоном или аргоногелиевой смесью;
- производится запал дуги и поддерживается её длина в диапазоне 12-15 мм.
Таким образом происходит сваривание деталей из этого легкоплавкого металла. В качестве присадочной проволоки, для выполнения работы, потребуется приобрести изделия из алюминия. А для обеспечения стабильной подачи проволоки аппарат должен быть оборудован соплом большего диаметра.
Видео:
Заключение
Как правильно варить полуавтоматом с углекислотой начинающим сварщикам вы узнали из данной статьи. Для закрепления полученных сведений рекомендуется сразу же приступить к практическим занятиям и осуществить пробное соединение деталей таким методом. Видео уроки позволят быстрее освоить полуавтомат в домашних условиях.
К свариванию алюминия и других цветных металлов рекомендуется приступать только после того, как хорошо будет освоена сварка чёрных металлов. В этой статье рассказывается, как варить нержавейку полуавтоматом.
Загрузка…plavitmetall.ru
ГОСТы и технология полуавтоматической сварки газом
Трудно себе представить качественное производство металлических изделий без применения сварочных работ. – это один из самых распространенных методов, применяемых для варки черных и цветных металлов различной толщины.
Применение специальных технологий при сварке полуавтоматом позволяет значительно повысить качество сварного шва и ускорить процесс. Подобный вид сварки активно используется на многих станциях технического обслуживания автомобилей для выполнения кузовного ремонта.
Что такое полуавтоматическая сварка?
Прежде чем начать осваивать технологию полуавтоматической сварки следует узнать устройство аппаратуры.
Электромеханический инструмент, называемый , в конструкции включает:
- основной блок, отвечающий за подачу питания и электродной проволоки;
- сварочный рукав или шланг;
- горелку, внутри которой расположена проволока;
- токопроводящий наконечник;
- систему подачи защитного газа.
Некоторые крупные предприятия используют полуавтоматические стационарные модели, обеспечивающие быструю скорость сварки, равномерный шов и низкое потребление электрической энергии.
Аппарат полуавтоматической сварки.
Все виды полуавтоматических автоматов по способу работы делятся на:
- аппаратуру для сварки в среде инертных газов;
- устройство, использующие для основы флюс;
- аппараты, использующие порошковую проволоку;
- универсальные полуавтоматы.
Все виды сварочных полуавтоматов идеально подходят для выполнения работ по соединению изделий из цветного или черного металла.
По методу подачи электродной проволоки сварочные автоматы полуавтоматического типа делятся на:
- Стационарные.
Аппаратура жестко закреплена на подставке или специальной консоли. - Переносные.
Устройство выполнено в виде переносимой тумбы. - Передвижные.
Специальная тележка, приспособленная к передвижению по одному помещению.
По расположению подающих роликов полуавтоматы можно условно разделить на:
- толкающие;
- тянущие;
- толкающе-тянущие.
Особенности технологии
Полуавтоматическая сварка позволяет качественно сваривать даже ржавый или оцинкованный металл. Соединяя изделия из сложно свариваемых материалов лучше всего использовать медную или алюминиевую проволоку, поскольку данные металлы позволяют получить крепкий и равномерный шов.
В целом, технология сварки в защитном газе или с использованием флюса включает такие подготовительные шаги:
- очистка и обезжиривание свариваемых поверхностей при помощи популярных растворителей;
- проверка газового оборудования;
- выполнение пробного шва, для корректировки настроек сварочной аппаратуры;
- тонкий подбор силы тока и напряжения.
Сварка в среде защитного газа – это наиболее простой вариант использования аппаратуры. Газ для полуавтоматической сварки подойдет любой: углекислый, гелий, азот или аргон. Техника выполнения сварочных работ одинакова для всех газов.
Чаще всего начинающие сварщики выбирают для сварки углекислый газ, ввиду его дешевизны и достаточно хороших параметров.
Преимущества полуавтоматической сварки в углекислой среде:
- сохранение внешнего вида изделия;
- возможность обработки даже самых тяжело доступных участков;
- минимальное количество отходов;
- прочный и тонкий сварной шов;
- быстрая скорость выполнения работы.
Сварка в среде углекислого газа является одним из самых простых методов соединения металлических изделий.

Выбор тока для сварки полуавтоматом.
Качество сварного шва может зависит от следующих тонкостей:
- метод ведения проволоки;
- соблюдение нужного интервала между соединяемыми деталями;
- несоблюдение норм выполнения работ.
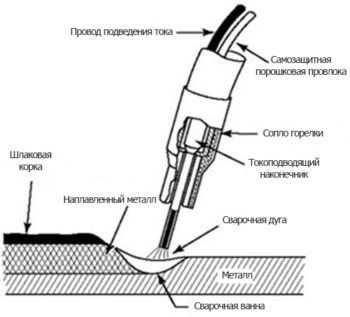
Сварка полуавтоматической аппаратурой без газа – это альтернативный вариант соединения металлов, позволяющий предотвратить возникновение окислов и проконтролировать получение высококачественного шва.
Метод безгазовой сварки подразумевает использование прямой подачи тока и применения порошковой или флюсовой проволоки. В процессе сварки при сгорании проволоки образуется газовая среда достаточная для качественного выполнения работ.
Соединение стальных изделий при помощи безгазовой полуавтоматической сварки делятся на этапы:
- приобретение сварочной стальной проволоки с флюсом;
- включение подачи проволоки;
- поворот переключателя в положение включение;
- закладка флюса внутрь воронки;
- открытие защитной заслонки для выпуска флюса;
- запуск прибора кнопкой пуск;
- ожидание появление электрической дуги;
- непосредственное выполнение работ.
Важно отметить, что полуавтоматические сварочные устройства позволяют сваривать даже алюминиевые детали, обладающие нестандартными характеристиками. Для соединения изделий из алюминия необходимо использовать аргон в качестве защитного газа.
Благодаря наличию инертной атмосферы оксидная алюминиевая пленка, после ее разрушения, не сможет появиться снова и ничто не помешает спокойно выполнять работу.
Настройка сварочного аппарата
Качественная сварка полуавтоматом для начинающих не может обойтись без тонкой настройки аппаратуры.
Перед использованием устройства сварщик должен установить:
- силу тока;
- скорость подачи проволоки;
- необходимое давление защитного газа.
Большинство полуавтоматов для сварки поставляется вместе с сопроводительной документацией, содержащей оптимальные настройки для тех или иных режимов работы. Там указаны параметры, от которых следует отталкиваться при тонкой настройке аппаратуры.
Проверить правильность настройки параметров можно на отдельных ненужных кусках металла. Для выставления правильных параметров при работе в среде защитных газов необходимо следить, чтобы сварной шов был гладки и равномерный, без потеков и прерываний.
Оптимальное давление рабочего газа, как правило, должно находиться в пределах между 1-2 атмосферами.
Подготовка полуавтомата к работе включает следующие шаги:
- Выбор оптимального радиуса проволоки.
Большинство данных расходников идут с радиусом от 0.03 до 0.06 сантиметров. Наиболее оптимальным выбором для большинства материалов является проволочный радиус 0.04 сантиметра. - Протяжка проволоки до выхода из горелки и настройка степени ее прижатия.
- Подготовка оптимального защитного газа.
Чаще всего используется два вида газа: углекислый и аргон. Первый вариант дешев, распространен и отлично подходит для сваривания стальных деталей. Аргон более дорогой защитный газ, обеспечивающий высокую стабильность электрической дуги и уменьшающий количество металлических брызг при проведении работ. - к аппаратуре.
Сварка полуавтоматом в среде защитного газа.
При настройке аппаратуры необходимо придерживаться определенных правил, позволяющих, при наличии определенных умений, получить ровный и качественный шов:
- обеспечение равномерного горения дуги;
- установка электродной проволоки направление вперед;
- проведение очистки швов от накопившегося шлака.
Наиболее оптимальные настройки аппаратуры указаны в сопроводительной документации к сварочной установке. Однако, не всегда стоит полностью доверять заводским параметрам.
Так, на рабочие свойства устройства могут влиять:
- различные режимы работы;
- качество электрической сети;
- состав соединяемого сплава;
- температура окружающей среды;
- толщина и состав присадочной проволоки;
- пространственные положения работ;
- состав защитного газа.
Самыми часто возникающими ошибками при настройке аппаратуры для сварки являются:
- Громкие посторонние звуки, напоминающие треск.
Подобные симптомы могут быть при недостаточной скорости подачи припоя. Дабы избежать таких недоразумений следует увеличить скорость подачи присадочных материалов. - Сильные разбрызгивание металлических капель.
Неисправность возникает при недостатке защитного газа. Устранить проблему можно проверив редуктор или увеличив мощность газового потока. - Плохой провар и низкое качество шва.
Неисправность, связанная с неправильной настройкой напряжения и индуктивности. - Неравномерная ширина валика.
Дефект может возникать из-за неверного выбора скорости движения горелки.
Виды сварочных швов при полуавтоматической сварке
Технология сварки полуавтоматом позволяет получать различные типы швов, в зависимости от настроек аппаратуры.
По виду соединения швы, полученные полуавтоматом, делятся на:
- стыковые;
- тавровые;
- нахлестовые;
- угловые.
Особенности сварки полуавтоматом.
По пространственному положению сварные швы принято разделять на:
- горизонтальные;
- вертикальные;
- потолочные;
- нижние.
Выполнение популярных потолочных швов, как правило, производится в два этапа:
- Проваривание коренного шва.
Подготовительный шов обычно выполняется трехмиллиметровыми электродами с небольшой силой тока. - Полное завершение шва.
Второй сварочный этап выполнения потолочного шва может выполняться двумя способами:
- Сваривание при помощи коротких отрывистых швов или точечной проварки.
Такой метод сварки не дает каплям расплавленного металла падать на оператора. При выполнении подобной процедуры может потребоваться дополнительные проваривание в начале и конце шва. - Варка при максимально короткой дуге.
Подобный подход позволит дать металлу быстро застыть, сразу после отвода электрического пламени.
Нижние соединения, выполняемые при помощи полуавтомата или ручной дуговой сварки, часто используются на заводах и производствах. Такие швы обеспечивают высокие механические характеристики, благодаря равномерному распределению расплавленного металла.
Режимы сварки полуавтоматом при выполнении угловых соединений могут быть различными.

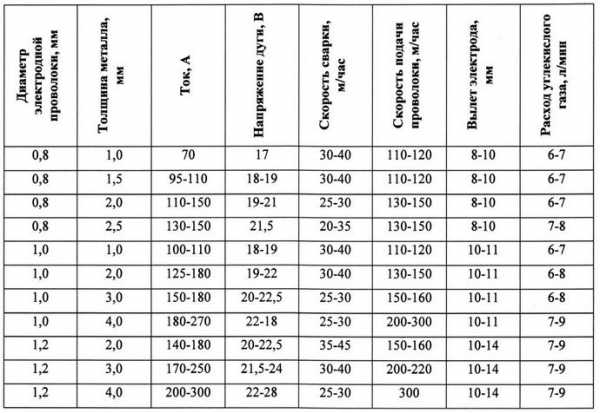
Таблица характеристик сварочного полуавтомата.
Сварка полуавтоматом с газом угловых металлических конструкций может производится:
- С перпендикулярным расположением двух заготовок.
Подобная техника позволяет проварить лишь внутренний стык. Варка перпендикулярно расположенных трубок должна включать выполнение концентрического шва по окружности. - С углом менее 60 градусов между свариваемыми деталями.
Лучший вариант выполнения углового . В таком случае заготовки полностью провариваются.
Стыковой шов – это наиболее популярный метод соединения трубопроводов или стальных листов.
Подобный вариант сварки делятся на:
- одностороннюю проварку;
- одностороннюю проварку и обработку;
- двухстороннюю проварку.
Односторонняя сварка в защитных газах применяется при толщине изделий не более 4 миллиметров. Если детали имеют толщину более 8 миллиметров, необходимо выполнять двухстороннюю сварку.
Лучшим методом обеспечения высокой прочности толстого изделия при односторонней сварке является разделка кромок. Выполнение разделки проводится при помощи болгарки или напильника. В процессе обработки соединяемых торцов образуется скос под 45 градусов.
Соединение внахлест, как правило, выполняется для обеспечения высокой сопротивляемости изделия на разрыв. Шов следует выполнить по обе сторону соприкасаемых поверхностей, дабы избежать скопление влаги.
Тавровое соединение в большинстве случаев используется для закрепления основания металлической конструкции. При толщине металла более 4 миллиметров, рекомендуется использовать двухсторонний вариант шва.
Вертикальный
Технология сварки полуавтоматом вертикального шва имеет несколько важных принципов:
- Расплавленные капли металла должны застывать быстрее, чем при обычной сварке.
Такое условие необходимо из-за постепенного стекания расплавленного метала вниз под действием сил всемирного тяготения. Обеспечить необходимый размер капель можно лишь уменьшением размера сварочной дуги. - Вертикальная сварка производится снизу-вверх.
Способ сварки обеспечивает отсутствие наплывов и неровностей при выполнении вертикального шва.
Существует несколько правил, выполнение которых может гарантировать получение качественного вертикального соединения при выполнении варки сверху-вниз:
- использование короткой дуги;
- перпендикулярное расположение электрода в начале сварки;
- расположение электрода под острым углом, относительно сварочного шва.
Устройство подачи сварочной проволоки.
Подобные шаги хотя и позволяют получить вертикальный шов путем проварки полуавтоматом сверху вниз, но как показывает полученные опытными сварщиками уроки, такие соединение обладают куда более скудными характеристиками.
Существует три технологии сварки вертикальных швов полуавтоматом:
- Треугольник.
Применяется при соединении деталей толщиной менее 2 миллиметров. Суть метода заключается в следующем: во время работы сварочной дуги снизу-вверх жидкий металл натекает на уже застывший. При этом стекающий шлак двигается под определенным углом, изображая треугольник. - Елочка.
Метод, используемый для соединения 2-3 миллиметровых зазоров. Сварка начинается от плоскости одной из кромок. Затем при помощи электрода плавится металл во всей толщине заготовки, после чего дуга ведется до самой глубины зазора. - Лестница.
Лучший вариант для устранения больших зазоров между деталями. Метод предусматривает выполнение сварочных работ при помощи зигзагообразного перемещения электродов от кромки к кромке.
Горизонтальный
Сварки полуавтомат позволяет выполнять высококачественные горизонтальные швы. Выполнение подобных операций мало чем отличается от создания вертикальных соединений. Выполнение сварочного процесса можно выполнять как справа-налево, так и слева-направо.
Получить качественный горизонтальный шов можно, учтя данные тонкости:
- сила горения дуги должна быть равноценна силе тяжести металлических капель;
- скорость перемещения необходимо подбирать отдельно для горизонтального шва;
- сварочные работы следует проводить непрерывно, дабы удержать под контролем расплав.
Дуговая сварка иногда не позволяет завершить шов за один подход. В таком случае можно использовать технику сваривания с периодическим гашением дуги. При толщине металла до 4 миллиметров допускается применение различных сварных рисунков.
В остальном, качество выполнения горизонтального соединения полуавтоматом или ручной аппаратурой полностью зависит от мастерства сварщика.

Полуавтоматический сварочный аппарат.
Процесс создания сварочного горизонтального шва можно условно разделить на четыре этапа:
- Создание корневого валика.
Корневой сварочный валик делается короткой электрической дугой. Угол наклона электрода к поверхности должен составлять порядка 80 градусов. Первичный валик, как правило, создается с максимально допустимой для аппаратуры силой тока. - Формирование вторичного валика.
Процесс начинается с выставления средней силы тока. Вторичный валик изготавливается в один проход, при котором желательно использовать электрод с большим диаметром. Второй сварочный валик следует формировать по технологии углом вперед. - Получение третьего валика.
Третичный валик может создаваться двумя способами в зависимости от успешности предыдущего этапа. Если вторичный валик имеет большую площадь, то третий должен лечь ровно по центру. Если второй валик получился стандартным, то третий этап выполняется в два подхода. - Окончательная проварка деталей.
В процессе выполнения работ следует внимательно следить за верхней частью формируемого шва, поскольку именно в этой области проявляются различные сварочные дефекты.
Сварка тонкого и толстого металла
Характер сварочных работ полуавтоматом зависит от вида свариваемого изделия.
Соединение тонкого металла в зависимости от вида изделия, производится двумя способами:
- Обычный листовой металл может быть сварен любыми методами.
- Заклепочный тонкий металл следует соединять внахлест и проваривать через подготовленные заранее отверстия в верхнем листе.
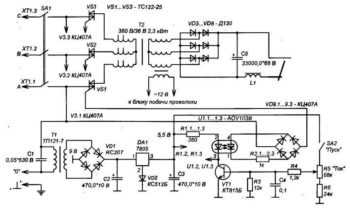
Электрическая схема полуавтомата.
Сваривая тонкие металлические изделия нужно не забывать такие тонкости:
- силу тока, напряжение и скорость выхода проволоки необходимо отрегулировать в меньшую сторону;
- запрещается задерживать электрическую дугу на одном месте, поскольку эту может повлечь за собой прожег изделия или наплыв сварочного валика;
- тонкий заклепочный металл важно сваривать, начиная с центра нижней заготовки, дабы избежать залития подготовленных отверстий.
Если сварной шов не обязательно должен быть герметичным, можно выполнить точечные сварочные работы с промежутком от 1 до 5 сантиметров.
Толстый металл с толщиной стенок более 4 миллиметров соединяется при помощи снятия фасок со свариваемых поверхностей. Подобная подготовка позволяет получить ровный шов и качественно проварить заготовки.
Выполнение сварочных работ с толстыми металлами следует проводить с использованием небольших колебательных движений горелки. Таблица режимов сварки, идущая к каждому полуавтомату, содержит обширные сведения о оптимальных параметрах для сварки толстых металлических изделий.
Основные правила соединения толстых металлических изделий:
- зазор между деталями должен составлять не более 2 миллиметров;
- ширина должны быть равна толщине заготовки;
- выбор сварочных материалов следует проводить в зависимости от соединяемых металлов.
Если стоит задача хорошо проварить металлические изделия с шириной более 5 миллиметров, то следует выполнять работу в несколько подходов. Вначале необходимо создать сварное соединение по центру заготовки, а во второй и третий подход можно проварить детали сверху и снизу.
Сварочные работы рекомендуется выполнять на улице или в хорошо вентилируемом помещении.
Особенности сварки с проволокой
Особенности сварки с проволокой полуавтоматической аппаратурой заключаются в следующем:
- присадочный материал должен соответствовать химическому составу свариваемого изделия;
- проволока должна отвечать государственным стандартам и быть изготовлена из правильных компонентов;
- сроки и условия хранения присадочной проволоки должны четко соблюдаться.
Обзор особенностей работ с использованием присадочной проволоки следует начать со сварочных азов. Большинство металлов, свариваемых на или в домашних условиях – это сталь и марганец. Проволока для соединения таких изделий является наиболее востребованной.
Сварка черных металлов, как правило, производится при помощи таких видов присадочного материала:
- Проволока Св-08ГС для соединения низкоуглеродистых и легированных сталей.
- Проволока Св-08Г2с для сваривания высокоуглеродистой стали.
Нередко для сварки изделий из черного металла используется порошковая проволока. Такой присадочный материал позволяет проводить сварочные работы без дополнительной подачи газа в зону варки.
Самофлюсующаяся проволока – это трубка из низкоуглеродистой стали с сердечником из порошка. При плавлении металла освобождается порошок, формирующий газовую среду для защиты сварного шва. Как правило, в состав флюсующего порошка входит рутил и металлическая пыль.
Нержавеющая сталь сваривается проволокой марок Св.-06Х19Н9Т, Св.-04Х18Н9 или Св.-01Х19Н9. Данная присадочная проволока обеспечивает хорошие механические и физические свойства сварного шва.
Соединение алюминиевых деталей осуществляется при помощи проволоки СВ-АК5. Характерной особенностью данного присадочного материала служит уникальный цвет шва. Непосредственно перед соединением алюминиевых изделий следует выполнить подготовку.
Сварка полуавтоматом при помощи порошковой проволоки.
Подобная процедура делится на шаги:
- Создание скосов или фасок.
- Механическая очистка поверхностей.
- Промывка едкими веществами для замедления возникновения тугоплавкой оксидной пленки на поверхности алюминиевого изделия.
- Подготовка тефлонового канала для уменьшения трения присадочной проволоки о стенки полуавтоматического сварочного устройства.
Пошаговая инструкция по использованию углекислотой сварки для новичков включает следующие подпункты:
- уборка всех посторонних предметов с рабочего места;
- включение максимального освещения;
- подготовка материала и инструментов;
- проверка соединения кабелей и работоспособности удлинителей.
После выполнения вышеназванных пунктов следует переходить к подготовке аппарата электродуговой сварки.
Для этого нужно:
- раскрутить сварочный рукав;
- подключить газовый баллон;
- проверить сопло горелки;
- удобно разместить все соединяемые детали и надежно их закрепить;
- одеться в рабочую одежду сварщика;
- включить полуавтоматическую аппаратуру в сеть;
- поднести горелку к месту предполагаемого соединения.
По завершении сварочных работ с использованием проволоки следует:
- убрать пальцы с кнопок подачи проволоки;
- перекрыть подачу газа;
- выключить питание аппаратуры;
- дать шву остыть в течение нескольких минут;
- при обнаружении дефектов повторить сваривание.
Сварочный полуавтомат позволяет пользоваться всеми видами присадочной проволоки.
При выполнении работ важно не забывать о средствах защиты.

Полуавтомат сварочный с тиристорным управлением.
Наиболее полная экипировка сварщика состоит из:
- Защиты глаз.
Идеальной экипировкой для защиты зрения сварщика служит маска, защитные щитки и очки. - Защиты дыхательных органов.
Специальные фильтрующие маски помогут мастеру существенно сократить воздействие вредных испарений на внутренние органы. - Защиты от брызг.
Полная защита тела должна включать огнезащитную куртку и брюки. Можно использовать комбинезон.
Техника безопасности при выполнении сварочных работ предусматривает выполнение таких правил:
- Проведение работ с деревянных подмостей.
Запрещается использование металлических защитных масок и шлемов. - Обеспечение светового потока от источника с питанием 12 вольт.
- Обеспечение страховки сварщика при помощи бечевки, закрепленной на поясе.
Размер веревки должен быть не менее 2 метров. - Обеспечение рабочего места специальной вытяжкой, обеспечивающей удаление вредных испарений из рабочей зоны.
В случаях, когда невозможно обеспечить вытяжку, сварщик должен работать в шланговом противогазе или респираторе. - Запрещается дотрагиваться голыми руками до свариваемой заготовки.
- Запрещается проведение работ на открытой территории при атмосферных осадках.
Заключение
Каждый из современных специалистов хорошо знает, что такое сварочный полуавтомат. Развитие новых технологий позволило начинающим мастерам быстро усвоить как работать на сварочном инструменте.
Современные полуавтоматические устройства поставляются с исчерпывающими инструкциями, в которых указано как варить сваркой и какое расстояние при сварке следует соблюдать.
Благодаря простоте устройств, даже домашние мастера в совершенстве освоили как правильно варить сварочным аппаратом полуавтоматического типа и каким образом следует держать горелку.
tutsvarka.ru
Как варить полуавтоматом с углекислотой
Сварка в среде нейтрального газа является надёжным и прочным соединением заготовок в одно целое. Стоимость углекислоты по отношению к аргону и гелию значительно ниже и это улучшает соотношение цены и качества работы. Необходимо знать, как правильно варить полуавтоматом с углекислотой, добиваясь при этом хорошего качества шва. Можно варить, используя смеси газов, когда необходимо повышенное качество, а можно обучиться сварке в углекислотной среде с использованием полуавтомата и регулируемой подачи сварочной проволоки. Мы расскажем подробно об этом процессе, позволяющем сэкономить немалые средства и добиться необходимого результата.
Способы сварки в защитной среде
Сварка с регулируемой полуавтоматической подачей проволоки в среду воздействия дуги короткого замыкания, может происходить в активном газовом составе или же в инертном, препятствующем окислению в зоне соединения заготовок. Углекислый газ изолирует сварной шов от воздействия кислорода и придаёт эластичность и прочность месту стыка деталей.
Использование полуавтоматических инверторов придало новый качественный уровень процессу соединения заготовок и большие возможности ремонта дефектных узлов и деталей. Это особенно важно при сварке различных сплавов алюминия, титана и нержавеющих и легированных сталей.
Итак, как варить полуавтоматом и какие методы при этом используются в наше время? Наиболее популярными способами соединения металлов в инертной газовой среде являются схемы с использованием защитной оболочки, которая препятствует окислению, свариваемых металлов или сплавов.
В настоящее время используются наиболее активно следующие способы:
- соединение металлов и сплавов методом TIG с применением чрезвычайно тугоплавкого вольфрамового электрода в среде инертного газа и ручной подачей необходимой присадочной проволоки в сварочную ванночку;
- метод MIG/MAG, позволяющий осуществлять полуавтоматическую, регулируемую подачу сварочной проволоки в зону дуги короткого замыкания под действием защитного газа.
Нужно отметить, что метод TIG более дешёвый, но менее технологичный, поскольку при нём необходима ручная подача сварочной проволоки в ванночку тогда, как при способе MIG/MAG подразумевается полуавтоматический процесс. Инверторы MIG/MAG позволяют сваривать огромное количество материалов с помощью устройства автоматической, регулируемой подачи сварочной проволоки различного состава в зону действия дуги короткого замыкания. Этот процесс происходит с помощью протяжки проволоки со встроенного барабана через еврорукав и горелку непосредственно в зону сварки.
Эта совершенная схема позволяет задействовать электрическую цепь задержки подачи импульсного тока на проволоку, являющуюся электродом, после подачи защитного газа. Горелка снабжается насадками, которые позволяют подавать проволоку разного диаметра в зону воздействия сварочного тока с необходимой скоростью.
Важно отметить, что состав и диаметр сварочной проволоки завит от толщины и состава заготовок и подбирается индивидуально для каждого процесса.
Преимущества и недостатки сварки в углекислотной среде
У сварки этим методом, как и всяким другим, есть свои преимущества и недостатки, которые облегчают выбор в пользу наилучшего варианта по цене и качеству работы. Чтобы понять, как правильно варить полуавтоматом с углекислотой, необходимо оценить перспективы использования именно этого метода, заключающиеся в следующем:
- стоимость углекислоты ниже стоимости аргона или смеси инертных газов;
- качество сварки сравнимо с использованием инертных газов;
- производительность и узкая зона температурного воздействия позволяет сваривать тонкий листовой металл и всевозможные сплавы;
- примеси приводят к образованию шлака, который легко удаляется после застывания шва.
- отсутствие чувствительности ко многим загрязнениям заготовок;
- высокая чистота углекислого газа до 99%, что обеспечивает высокое качество сварочного шва;
- подача проволоки необходимого для сварки состава в зону плавления с регулируемой скоростью;
- после очистки от шлака имеется возможность повторного прохождения шва с целью увеличения его прочностных характеристик.
Как и у каждого метода, у углекислотной сварки имеются и некоторые недостатки, прежде всего связанные с химическим составом среды, в которой происходит соединение металлов, они заключаются в следующем:
- углекислотная сварка уступает по качеству работе в среде инертных газов;
- шов получается более пористым и требует дополнительной очистки;
- подача газа требует экспериментальной настройки;
- выбор проволоки корректируется к условиям сварки в углекислоте.
Химический состав проволоки зависит от реакций, происходящих в зоне горения дуги короткого замыкания, и требует особо тщательного согласования состава свариваемых заготовок с составом присадочного материала. Но недостатки носят временный характер и обусловлены привыканием к неоднозначному процессу. В целом подбор проволоки типа СВ-08 ГС или же СВ-08ХГСМФ полностью решает проблему свариваемости заготовок. В дальнейшем процесс зависит от скорости сварки, величины тока и согласования состава деталей и проволоки, подаваемой в зону плавления металла. А это приходит только с опытом и обучением, как и подбор вылета проволоки в сварочную ванночку.
Крайне важен квалифицированный подбор состава проволоки при сварке в углекислоте, поскольку физико-химический процесс термического воздействия на шов, сильно влияет на качество соединения металлов и сплавов.
Порядок действия и технология работ при сварке углекислотой
Необходимость подготовки заготовок заключается в зачистке будущего шва от оксидной плёнки, загрязнений и формирования краёв для наилучшего соединения деталей. Практически толщина металла также влияет на выбор особого режима сварки, например, при толщине металла в 1,5−2 мм диаметр сварочной проволоки подбирается в диапазоне от 0,8 до 1,2 мм.
При толщине деталей от 3 до 8 мм, диаметр проволоки равен от 1,2 до 1,6 мм, а сварочный ток колеблется от 90 А до 250 А. Напряжение сварочной дуги меняется от 18 до 30 В, а скорость подачи проволоки зависит от качественного процесса сварки и колеблется от 150 м/час до 500 м/час.
Весь процесс крайне индивидуален и настраивается экспериментально вплоть до расхода газа и вылета проволоки в зоне действия углекислоты. Важно соблюдать следующие принципы:
- обеспечить правильный подбор силы тока для сварки в углекислотной среде;
- выставить скорость подачи соответствующей проволоки в зону сварочной ванночки;
- обеспечить подготовку заготовок для наилучшего сочленения в зоне шва;
- выставить оптимальную подачу газа в зону сварочной дуги короткого замыкания;
- проверить герметичность соединений во избежание утечки углекислоты.
После проведения этих процедур необходимо опробовать качество и скорость сварки на пробных деталях, и отредактировать параметры действия схемы сварочного процесса. При большой толщине заготовок первый шов необходимо вести с малым током, а при повторном прохождении увеличивать силу тока пропорционально скорости движения горелки.
Провар вертикального шва должен проходить снизу вверх для обеспечения последовательного затвердения нижней части соединения металла, при этом расход углекислого газа следует немного увеличить. Расход газа может колебаться в зависимости от условий процесса от 5 л/мин до 20 л/мин. Последовательность проходящего движения руки сварщика при полуавтоматическом процессе в ореоле углекислого газа должна напоминать нанесение чешуек расплавленного металла на поверхность шва.
Очень важно, особенно в труднодоступных условиях соблюдать правила техники безопасности и пользоваться защитными средствами и сварочной маской, а также соблюдать осторожность при использовании углекислого газа.
Итог
Подводя итоги, нужно сказать, что сварка полуавтоматом в среде углекислого газа является практически полноценной заменой инертным газовым средам, но при этом обходится значительно дешевле. Практическое применение этой схемы работы вынуждает более внимательно относиться к технологическому процессу сварки деталей и узлов, которое мало отличается от сварки в среде аргона или гелия. Мы постарались максимально подробно рассказать об этом виде деятельности.
electrod.biz
Как правильно научиться варить полуавтоматом
Сварка с помощью полуавтомата отличается от ручной дуговой сварки подачей электрода в сварочную зону. Все остальные операции выполняются сварщиком вручную. В качестве электрода используется специальная проволока.
Современной промышленностью выпускаются целые серии сварочных полуавтоматов. С их помощью выполняется дуговая сварка стали, алюминия и других металлов. В кузовных цехах с помощью сварочных полуавтоматов, оснащенных специальным соплом с боковым гнездом можно приваривать клепки к металлическим частям машин.
Классификация сварочных полуавтоматов
Полуавтоматы классифицируются по типу проволоки, роду защиты сварного шва, характеру перемещения.
По типу проволоки
- Для соединения сплошной проволокой стальной.
- Для соединения сплошной проволокой алюминиевой.
- Универсальные (для соединения проволокой стальной и алюминиевой).
По роду защиты сварного шва
- Под слоем флюса.
- В защитных газах.
- Порошковой проволокой.
По характеру перемещения
- Стационарные. Используются в серийном и крупносерийном производстве
- Переносные
- Передвижные
 Сварочная проволока
Сварочная проволока
Достоинства и недостатки полуавтоматической сварки
Достоинства
- Возможность сваривать детали из тонколистовой стали толщиной до 0,5 мм.
- Незначительная чувствительность к ржавчине и другим загрязнениям основного металла.
- Низкая стоимость по сравнению с другими видами сваривания.
- С помощью сварочных полуавтоматов можно выполнить пайку оцинкованных деталей проволокой из медного сплава, без повреждения цинкового покрытия.
Недостатки
- Если не используется защитный газ увеличивается разбрызгивание металла.
- Более интенсивное излучение открытой дуги.
Несмотря на эти недостатки, полуавтоматическая сварка активно применяется в автосервиса.
Чаще всего полуавтоматическая сварка применяется для сварки черной и нержавеющей стали, а такде алюминия. В качестве защитного газа используется аргон, углекислый газ, гелий и их смеси. Наиболее распространена сварка стали в углекислом газе и в инертном газе аргоне.  Сварочный полуавтомат
Сварочный полуавтомат
В качестве источника питания используется постоянный обратный ток (на изделие подается минус).
Сварочный аппарат состоит из источника питания, горелки и механизма подачи проволоки. Сварочная горелка является рабочим органом полуавтомата. С ее помощью в зону сваривания подается сварочная проволока, флюс или защитный газ.
Существует три типа подающего механизма:
- тянущий;
- толкающий;
- универсальный (тянуще-толкающий).
Сварка полуавтоматом, выполняем работу своими руками
Прежде, чем приступить к работе, необходимо настроить аппарат:
- Подобрать силу сварочного тока в соответствии с толщиной свариваемого металла. В инструкции к полуавтомату имеется таблица соответствия этих двух величин. Полуавтомат плохо варит при низком сварочном токе.
- Согласно инструкции настроить необходимую скорость подачи сварочной проволоки. Скорость регулируется с помощью сменных шестерен, прилагаемых к аппарату.
- Настроить источник тока на необходимые параметры (силу тока и напряжение).
- Проверить правильность подбора режимов на пробном изделии. При необходимости провести их корректировку. Правильно настроенный аппарат выдаст устойчивую сварную дугу, необходимое количество флюса.
- Установить переключатель подачи проволоки в положение «Вперед».
- Наполнить воронку флюсом.
- Установить держатель таким образом, чтобы наконечник мундштука находился в сварочной зоне.
- Открыть заслонку флюсовой воронки, нажать кнопку «Пуск», одновременно чиркая по месту сварки. В результате загорится дуга и начнется сварочный процесс.
Как варить полуавтоматом алюминий
Начнем, пожалуй, с того, что полуавтомат ничего не варит. Он подает электродный материал и ток к основному металлу. Работу выполняет сварщик. Поэтому он должен владеть всеми тонкостями технологии сварки алюминия.
Полуавтоматическая дуговая сварка алюминия
- Алюминий варится алюминиевой проволокой. Она мягкая, может образовывать петли по причине залипания в токосъеме и сварочной горелке, поэтому надо использовать специальные токосъемы (Al или Am).
- Защитный газ аргон должен быть хорошего качества.
- Давление газа должно быть таким, чтобы ванна сварочная была надежно защищена, но в то же время не было подсоса воздуха из-за высокого разрежения, которое обычно возникает при прохождении газа с высокой скоростью.
Задача сварщика:
- Зачистить механическим способом детали, предназначенные для сварки.
- Удалить растворителем грязь.
- Выполнить опытный шов на образце основного металла.
- Но главной задачей сварщика является умение пробить окисную пленку на алюминии, правильно тянуть дугу и контролировать сварочную ванну. Иначе весь процесс придется начинать сначала.
Полуавтоматическая сварка в углекислом газе
Для полуавтоматической сварки в углекислом газе российские производители выпускают специальное оборудование.
Преимущества полуавтоматической сварки в углекислом газе для ремонта автомобилей:
- Узкая зона термического воздействия. Это дает возможность сваривать тонкие детали.
- Краска на детали выгорает узкой полосой, что влечет за собой уменьшение подготовительных и финишных работ.
- Очень высокая скорость расплавления проволоки. Благодаря этому повышается производительность в два-три раза.
- Отличное качество сварочного шва.
- Не требуется предварительной подгонки деталей, предназначенных для сварки.
- Отличное качество сварных дсоединений, имеющих разную толщину.
- Углекислый газ является самым доступным из всех защитных газов.
- Технология в углекислом газе быстро и легко осваивается.
 Полуавтоматическая дуговая сварка плавящимся электродом в защитном газе
Полуавтоматическая дуговая сварка плавящимся электродом в защитном газе
Плазменная сварка – один из относительно новых видов соединения металлов. Как она выполняется, читайте в этой статье.
Варить металлы можно самыми разными способом. Прочитать о некоторых из них можно по https://elsvarkin.ru/texnologiya/drugie-vidy-svarki/ ссылке.
Как варить полуавтоматом без газа
Безусловно, защитный газ позволяет качественно выполнить сварочные работы. Но, если вы занимаетесь сваркой нечасто, приобретать баллон невыгодно. В этом случае используется специальная сварочная проволока – флюсовая или порошковая.
Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Работа такой проволокой выполняется прямым током (на изделие подается плюс).
Как варить вертикальный шов.
Особенность выполнения вертикального шва заключается в следующем: тепло поднимается снизу вверх. Чтобы от него уйти, надо вести сварочный шов сверху вниз. При этом горелку следует наклонять немного вверх, чтобы тепло удерживало сварочную ванну. Двигаться надо достаточно быстро, чтобы опередить расплавленный металл. Проволоку необходимо удерживать на переднем краю ванны.
Приобретаем полуавтомат
Прежде чем идти в магазин вам необходимо подготовиться и проработать следующие вопросы:
- Выяснить характеристики вашей питающей сети.
- Определиться с целью приобретения оборудования.
- Изучить как можно больше информации по оборудованию.
- Выяснить, поставляются ли в ваш регион расходные материалы к этому аппарату.
- Изучить технологию сварки. Демонстрирующие как правильно варить полуавтоматом видео можно посмотреть в интернете. В сети также можно найти книги или статьи по технологии сварки полуавтоматами.
- Выяснить правила организации рабочего места и требования техники безопасности.
Сварка типа MIG-MAG вполне заслуженно носит звание любительского способа соединения металлоконструкций, тем не менее это обособленная технология, имеющая свой регламент выполнения работ и требования к квалификации сварщика. Обо всём этом — в нашем обзоре по полуавтоматической сварке.

Обзор технологии сварки
MIG/MAG это сварка металлической проволокой (M — Metal) в среде инертного (IG — Inert Gas) или активного защитного (AG — Active Gas) газа. Проволока подаётся автоматически, при этом скорость подачи корректируется в соответствии с действующей силой сварочного тока. Это одна из главных особенностей полуавтомата, которой обусловлено важное технологическое отличие от сварки покрытыми электродами: вместо стабилизации силы тока источник питания обеспечивает постоянное напряжение.
Как и при прочих видах сварки, суть MIG/MAG заключается в переносе металла с присадки в сварочную ванну, однако сам процесс весьма специфичен, что необходимо понимать для освоения необходимых навыков работы. Существует два механизма переноса металла:

Первый: когда проволока касается свариваемой детали, происходит замыкание, проволока разогревается, стекает в сварочную ванну, частично испаряясь, поддерживая тем самым кратковременное воспламенение дуги, за счёт чего разогревается вся область сварочной ванны. После того, как край проволоки расплавился, цепь размыкается, затем металл снова касается детали и все повторяется снова с частотой около 20–30 раз в секунду. Такой механизм называется цикличным замыканием.
Второй механизм сварки — перенос распылением. Если проволока будет подаваться с достаточно малой скоростью при высоком напряжении, а газовая среда будет способствовать продолжительному горению дуги, присадка не коснется самой детали, но будет оплавляться мелкими каплями и падать в кратер сварочной ванны, а также на прилегающую к ней область. При таком способе сварки происходит гораздо более интенсивный нагрев широкой зоны, что незаменимо при заполнении крупных швов и сваривании толстых заготовок. Характерное отличие — щёлкающий и одновременно шипящий звук дуги вместо ритмичного треска при цикличном замыкании.
Выбор расходных материалов
При сварке полуавтоматом используется три вида расходных материалов, без правильного выбора которых корректная работа невозможна. Основной расходник — металлическая присадочная проволока с защитным антикоррозионным покрытием. Проволока может отличаться по материалу сплава, диаметру и габариту катушки, который выбирается в соответствии с возможностями аппарата. Материал присадки должен быть максимально близким к составу свариваемых деталей.

Для большинства конструкционных сталей оптимально подходят марки проволоки, начинающиеся на СВ-08Г, по зарубежной маркировке — ER70S. Для нержавеющих сталей следует использовать проволоку СВ-04Х19, СВ-07Х25, СВ-10Х16, где цифры во второй части обозначения указывают на содержание никеля и хрома. Здесь необходимо проявлять бдительность: разнородность материалов детали и шва резко ухудшает прочностные характеристики соединения. Для сварки алюминия подходит проволока марок Д16, ВАД23, АК4 — её также следует выбирать в соответствии с наличием в свариваемых деталях дополнительных присадок. Также для сварки может использоваться порошковая проволока, не требующая защитной газовой среды, но при этом более дорогостоящая.

Проволока всех видов может иметь диаметр от 0,6 мм и выше с шагом 0,2 мм. Самая тонкая присадка применяется для точечного сваривания деталей толщиной менее 1,5 мм, 0,8 мм — до 4 мм, 1 мм — до 6 мм. Проволоку свыше 1 мм любители используют редко, причина тому проста: требуется сварочный ток свыше 200 А, что характерно только для профессиональных сварочных аппаратов.

Второй расходный материал — защитный газ. Для сварки цветных металлов, в частности алюминия, применяется инертный газ аргон, а при значительной толщине заготовок — смесь аргона с гелием. Недостаток аргона в том, что в его среде дуга поддерживается очень активно, что не позволяет варить цикличным замыканием, а ведь именно этот режим рекомендован для чёрных металлов. Из-за этого при сварке конструкционной и нержавеющей стали используется газовая смесь, в которой аргон составляет от 75% по массе, остальное приходится на углекислый газ. Для любой марки сварочной проволоки указывается предпочтительный состав газовой смеси.

Третий расходный материал — токосъёмные наконечники. Во-первых, их следует менять в зависимости от диаметра используемой проволоки. Во-вторых, по мере работы наконечник истирается и диаметр отверстия в нём увеличивается, что вызывает перегрев горелки и сбои в работе сварочного аппарата, вплоть до полного заклинивания проволоки.
Подготовка к работе

Перед началом работы необходимо установить катушку с проволокой на штифт тормозного барабана и отрегулировать прижимной винт, добиваясь полного исчезновения радиального люфта и инерции при вращении. После этого следует переставить направляющий ролик под соответствующий диаметр проволоки, протереть механизм подачи от загрязнений, опустить прижимной ролик и настроить прижим так, чтобы проволока не проскальзывала, но при этом не пережималась слишком сильно.

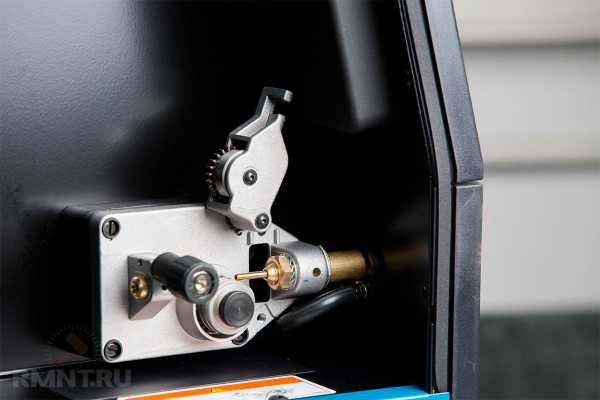
Конец проволоки необходимо направить в задний раструб штекера подключённой горелки. Шланг при этом должен быть полностью выпрямленным. Нажав на кнопку протяжки, проволоку необходимо провести по сварочному рукаву, предварительно открутив токосъёмный наконечник. Когда проволока выйдет из горелки на 3–5 см, наконечник нужно вернуть на место, надеть сопло и обрезать проволоку заподлицо с краем горелки. Остается только окрутить до упора вентиль на баллоне, настроить давление на выходе редуктора и расход газа, после чего можно приступать к свариванию.

Детали перед свариванием необходимо тщательно зачистить и подточить края, чтобы на стыке не было зазора более 1 мм. Края деталей на 20–25 мм от области сварки должны быть избавлены от краски, грязи, ржавчины и даже от потемневшего слоя окислов, для полуавтомата это критически важно.

Режимы сварки
Даже профессионалы перед свариванием какой-либо конструкции или детали выполняют несколько пробных швов на материалах такого же типа. Цель проб — установить оптимальные настройки для стабильного горения дуги и температурного режима, соответствующего толщине свариваемых деталей.
Для настройки сварочного режима предусмотрено два регулятора: V — напряжение и А — скорость подачи проволоки и соответствующий ей сварочный ток. Также имеется тумблер переключения скоростного режима: проволокой 0,8 мм и менее следует варить на увеличенной скорости, более толстой — на пониженной. Некоторые аппараты имеют третий регулятор индуктивной составляющей тока, он предназначен для настройки профиля сварочного шва.
Пробная настройка выполняется непосредственно возле аппарата, при этом регуляторы должны быть изначально повёрнуты в крайнее левое положение. После розжига дуги необходимо постепенно увеличивать скорость подачи и напряжение для достижения соответствующего сварочного режима. При глубине шва до 2 мм и ширине до 4 мм оптимально варить цикличным замыканием. Скорость нужно увеличивать до тех пор, пока редкие щелчки не сменятся стабильным треском с частотой около 20 Гц. Если при этом слышны пропуски, следует немного повысить напряжение, если же метал сильно разбрызгивается — снизить.


В случаях, когда в сварочной ванной скапливается избыток металла, следует снизить скорость подачи или ускорить движение горелки, но только если это позволяет температурный режим. Чтобы увеличить скорость плавления, сопло горелки нужно вести ближе к детали. Если требуется наложить заполняющий шов толщиной более 2 мм или шириной от 5–7 мм, сварка ведётся распылением, для чего напряжение нужно поднять практически до максимума. Скорость подачи при этом повышается от нуля до того момента, когда аппарат начнёт варить в цикличном режиме, а затем снижается до приемлемого удобства ведения сварочного шва в соответствии с его шириной и глубиной.

Настройка индуктивности выполняется после того, как режим сварки будет стабильно настроен. Повышение индуктивности приводит к увеличению температуры дуги, из-за чего валик шва растекается сильнее и становится более пологим, однако при этом прогревается только верхний слой материала. При низкой индуктивности нагрев осуществляется вглубь шва, однако валик при этом более выпуклый. Индуктивность нужно настраивать с тем учётом, чтобы края валика расплавлялись и мягко сопрягались с прилегающими поверхностями.

Пространственное положение шва
Преимущества полуавтоматической сварки наиболее ярко проявляются при сварке объёмных конструкций, где необходимо периодически изменять положение шва. При этом производится минимальная корректировка настроек, в большинстве же случаев дополнительных манипуляций не требуется. Тем не менее техника выполнения швов имеет специфические отличия.
Видео по теме:
Начинающим следует учиться основам сварки полуавтоматом в нижнем положении шва. Горелка удерживается под углом в 60°, проволока должна быть направлена в сторону шва. При этом крайне важно постоянно поддерживать расстояние от поверхности до сопла около 5–10 мм. Поднимая горелку вертикально можно добиться повышения температуры и регулировать пологость валика без изменения настроек аппарата. Скорость ведения горелки должна быть постоянной и при этом коррелировать со скоростью подачи проволоки так, чтобы проволока всё время находилась в передней части кратера и поддерживалась одинаковая толщина на всей протяженности шва, при этом расплавленный металл должен застывать волнообразными наростами в 10–15 мм от сварочной ванны.
После освоения швов в нижнем положении, можно переходить к горизонтальному. Горелка при этом удерживается под 45° к поверхности и направляется вверх под углом в 15–20° от вертикали чтобы компенсировать текучесть металла. Горелка ведётся носиком вперед от себя, проволока удерживается на переднем краю кратера. Скорость подачи проволоки и ведения шва рекомендуется немного снизить для более качественного контроля над сварочной ванной.
Вертикальные швы выполняют подобной техникой сварки, но при этом сопло нужно удерживать параллельно шву под наклоном к поверхности в 45°, проволока направляется к центру сварочного кратера. Движение горелки осуществляется сверху вниз, оно должно быть достаточно быстрым чтобы обогнать стекающую каплю металла. Потолочные швы варить ненамного сложнее, но гораздо менее удобно. Горелку нужно вести носиком вперёд, проволока направляется на передний кран ванны и стык перед ней. Потолочный шов выполняется достаточно тонким чтобы не допустить стекание расплавленного металла вниз.
Коренные, заполняющие и косметические швы
В заключение следует рассказать о разнице сварки полуавтоматом деталей разной толщины. Практический максимум толщины шва при работе с любительскими аппаратами — 1,5..2,5 мм при толщине проволоки до 0,6–1 мм. Выполнение более глубоких сварочных швов следует выполнять в несколько этапов.

Детали толщиной в 1,5 мм и менее не сваривают сплошным швом чтобы не допустить коробления металла при нагреве. Шов состоит из точек диаметром 3–4 мм, что соответствует удержанию кнопки на горелке около 1 секунды, расположенных с шагом от 10 до 25 мм. Детали до 4 мм варят с двух сторон: сначала их позиционируют с зазором около 0,5 мм и проводят обычный сварной шов с лицевой стороны в режиме цикличного замыкания. После этого немного поднимают напряжение и выполняют провар с изнанки, оставляя тонкий пологий валик шва.
Сваривание деталей толщиной 6 мм или более требует основательной подготовки: сначала кромки подтачивают для плотного прилегания, затем с лицевой стороны снимают крутую фаску под 30°, оставляя на дне шва прямой участок кромки от 1 до 2 мм. Перед свариванием детали должны быть надёжно обездвижены с образованием зазора в 0,5–2 мм в зависимости от толщины, для чего их можно временно соединить между собой пластинами на ребро с тыльной стороны.

Первый этап — выполнение коренного шва. Его варят в режиме цикличного замыкания, добиваясь чтобы шов заполнил дно стыка до того уровня, где начинается скос фаски. Далее аппарат переводят в режим сварки распылением и заполняют шов на всю глубину в несколько проходов. При этом обязательно нужно следить, чтобы края стыка тщательно разогревались, о чём свидетельствуют цвета побежалости на поверхности металла в прилегающей области. После завершения коренного шва и между проходами заполняющего шва дно стыка необходимо обязательно зачищать металлической щёткой, а лучше — абразивным диском.
Когда стык между деталями будет заполнен почти заподлицо с поверхностью, его накрывают косметическим швом. Скорость подачи при этом немного снижается, а сварка ведётся широким фронтом — около 8–15 мм в зависимости от толщины детали. Проволока при этом ведётся из стороны в сторону по переднему краю сварочной ванны, скорость колебаний должна быть настолько высокой, чтобы оба края поддерживались в разогретом состоянии, при этом наплывы металла на шве получаются достаточно мелкими. Горелка при этом ведётся к себе, носик направлен в переднюю часть ванны. Края косметического шва должны быть качественно оплавлены для сцепления с поверхностью металла, высота валика — не более 1,5–2 мм.
 Сваривание деталей поистине можно назвать искусством, а сварщики, которые посвятили себя этой профессии, очень ценятся как в домашнем сваривании, так и в промышленности. Людей, умеющих зажечь сварочную дугу, много, но профессионалов, способных положить качественный шов и при этом выдержать технологию, нужно поискать. А ещё тяжелее найти специалиста, умеющего варить полуавтоматом: только такой сваркой можно добиться максимально качественного результата.
Сваривание деталей поистине можно назвать искусством, а сварщики, которые посвятили себя этой профессии, очень ценятся как в домашнем сваривании, так и в промышленности. Людей, умеющих зажечь сварочную дугу, много, но профессионалов, способных положить качественный шов и при этом выдержать технологию, нужно поискать. А ещё тяжелее найти специалиста, умеющего варить полуавтоматом: только такой сваркой можно добиться максимально качественного результата.
Таким аппаратом возможно сварить любые металлы с разной толщиной. Поэтому чаще всего полуавтоматическую и автоматическую сварки можно встретить в промышленности. Если сравнивать этот тип сваривания с обычной электродуговой сваркой, то коэффициент полезного действия автоматов намного выше. Сварка полуавтоматом для начинающих включает в себя изучение теоретического и практического аспектов, а они очень тесно связаны друг с другом.
Полуавтоматическая сварка и её разновидности
 Прежде чем варить полуавтоматом, нужно детально изучить его устройство и возможности. Само устройство выполнено в виде механического прибора, где расположена проволока, которая выполняет функцию электрода, а также имеется механизм для её подачи в автоматическом режиме.
Прежде чем варить полуавтоматом, нужно детально изучить его устройство и возможности. Само устройство выполнено в виде механического прибора, где расположена проволока, которая выполняет функцию электрода, а также имеется механизм для её подачи в автоматическом режиме.
Скорость выдвижения проволоки и силу тока возможно отрегулировать на корпусе аппарата, всё зависит от температуры плавки того или иного металла, а также скорости перемещения горелки по свариваемой поверхности. На рынке представлено множество аппаратов подобного типа, но сам процесс можно разделить на две разновидности. Оба типа объединяет одно свойство — это способность защиты металла во время сварочного процесса:
- Сварка под флюсовым слоем. Флюс — это вещество в виде порошка, которое находится в стержне электрода. Его химические свойства позволяют защитить процесс от окисления.
- Сварочный процесс, в котором сваривание происходит под защитой инертных газов.
Если различать автоматы по потреблению тока, то они бывают как одно-, так и трёхфазные. Первые способны работать от обычной розетки с сетью в 220 В, но иногда аппарату не хватает мощности из-за частых перепадов электроэнергии, что может привести к нестабильной дуге и понизить качество шва. Трехфазный агрегат отличается более стабильной работой и высокими показателями качества, но может возникнуть проблема с его подключением. Несмотря на то, что эти аппараты имеют различие, но их комплектация одинаковая:
- Энергоисточник.
- Механизм подачи электрода (проволоки).
- Держатель.
- Кабель с клипсой.
- Блок управления.
- Газовый баллон.
- Шланг для подачи газа.
Технология сварки
Рассмотрим подробно варианты сваривания при помощи полуавтомата. Процесс соединения металлов автоматом бывает двух видов — сварка внутри защитного газа, а также с помощью проволоки с порошком (флюса).
Процесс сваривания в середине защитного газа
 Для полуавтомата применяется несколько разновидностей газа, но чаще используют углекислоту, гелий или аргон. Углекислота и гелий имеют небольшой расход, и к тому же являются самыми доступными для приобретения. Основное предназначение газа — защита свариваемого металла от окисления, что влияет на прочностные качества шва. В случае использования углекислого газа поверхности, которые будут соединяться швом, необходимо тщательно зачистить от ржавчины, пыли и краски. Рекомендуется использовать для этого щётку по металлу в сочетании с наждачной бумагой.
Для полуавтомата применяется несколько разновидностей газа, но чаще используют углекислоту, гелий или аргон. Углекислота и гелий имеют небольшой расход, и к тому же являются самыми доступными для приобретения. Основное предназначение газа — защита свариваемого металла от окисления, что влияет на прочностные качества шва. В случае использования углекислого газа поверхности, которые будут соединяться швом, необходимо тщательно зачистить от ржавчины, пыли и краски. Рекомендуется использовать для этого щётку по металлу в сочетании с наждачной бумагой.
Три вида сваривания полуавтоматом:
- Без отрыва от тела металла. Шов непрерывным слоем наносится от начала до намеченного конца.
- Точечная сварка. Детали соединяются сварочными точками, через заданные промежутки, по всей длине свариваемой поверхности.
- Сварка коротким замыканием. В основном такой тип сваривания автоматический, а применяют его к тонкому листовому металлу. Процесс происходит от электрических импульсов, которые генерирует аппарат. Замыкание плавит металл и превращает его в каплю, которая соединяет детали между собой.
Полуавтоматная сварка с применением углекислоты чаще всего проходит в режиме переменного тока. Приступая к работе, необходимо произвести настройку полуавтомата для сварки. Параметры регулируются в зависимости от типа металла. От текущих настроек аппарата зависит расход применяемого газа. В отличие от углекислоты, проволоки уходит неизменно — средний расход 4 см в секунду. С точными настройками и расходом материала можно ознакомиться в паспорте аппарата, где по ГОСТу указаны нормы для каждой из разновидностей металла.
Оборудование настроено и готово к работе, детали зачищены, теперь можно приступать непосредственно к сварочному процессу. Первое, что необходимо сделать — открутить вентиль подачи газа, лишь после этого зажигать дугу. Коснитесь проволокой металла и запустите процесс. Проволока автоматически подаётся при каждом нажатии на кнопку «Пуск». От чего зависит качество провара? Важно проволоку держать перпендикулярно к заготовке, но при этом не закрывать обзорность заливаемой ванночки-шва.
Необходимо выдержать нужный зазор между деталями, которые подвергаются свариванию. По технологии это выглядит следующим образом: при толщине детали до 10 мм зазор не должен превышать миллиметр, но если свариваемые тела толще одного сантиметра, то зазор будет составлять 10% от их толщины. Хорошо сваривать детали в лежачем положении и на прокладке из железа, которая размещена снизу вплотную к основному металлу.
Как сваривать алюминий
 Полуавтомат предназначен в том числе и для сваривания алюминия. Но в этом процессе есть нюансы, в силу того, что такой метал имеет свои особенности. На поверхности алюминия есть тонкий слой амальгамы. Её температура плавки более 2 тыс.˚C, в то время, когда основное тело расплавляется уже при 650˚C. Поэтому в качестве инертного газа в этом случае выступает аргон.
Полуавтомат предназначен в том числе и для сваривания алюминия. Но в этом процессе есть нюансы, в силу того, что такой метал имеет свои особенности. На поверхности алюминия есть тонкий слой амальгамы. Её температура плавки более 2 тыс.˚C, в то время, когда основное тело расплавляется уже при 650˚C. Поэтому в качестве инертного газа в этом случае выступает аргон.
В случае сваривания алюминия для работы применяется специальная подложка — это предотвращает его растекание. На сварочный процесс воздействует постоянный ток обратной полярности — на деталь крепится катод, а горелка играет роль анода. Такой приём улучшает качество плавления детали, а также быстро разрушает амальгаму. Хотя слой оксида можно снять, просто зачистив кромки деталей мелким абразивом.
Сваривание без использования инертного газа
 Отличительной чертой такого сварочного процесса является то, что работы можно делать как с использованием газа, так и производить сварку полуавтоматом без газа, обычной проволокой. Популярным способом сваривания деталей является шов, покрытый флюсом. Но чаще этот метод используется в промышленных условиях, так как флюс — материал недешёвый.
Отличительной чертой такого сварочного процесса является то, что работы можно делать как с использованием газа, так и производить сварку полуавтоматом без газа, обычной проволокой. Популярным способом сваривания деталей является шов, покрытый флюсом. Но чаще этот метод используется в промышленных условиях, так как флюс — материал недешёвый.
Под воздействием высокой температуры плавления, порошок создаёт облако из газа, которое обеспечивает защитой сварочную ванну от окисления. А кран на баллоне с инертным газом в это время перекрыт. Основное преимущество порошковой проволоки заключается в возможности провести сварочный процесс даже при сильном ветре. А в случае с подачей газа из баллона ветер будет помехой.
Но есть случаи, когда не рекомендуется применение порошковой проволоки: тонкий листовой металл и среднеуглеродистая сталь. Есть опасность появления дефектов, которые могут проявиться в виде горячих трещин. Для повышения температуры сварочной дуги и качественной плавки флюса нужно применить уже известный приём с обратной полярностью — катод на деталь, анодом выступит держатель с проволокой.
Базовые правила сварочного процесса
 Если ваша цель стать настоящим профессионалом, необходимо изучить все вопросы на тему — как правильно варить полуавтоматом и такой важный фактор, как правила техники безопасности, а в будущем применять приобретённые знания и передавать их потомкам этой профессии. Никогда не пренебрегайте правилами ТБ при работе с высокими температурами и электричеством. Важным моментом является защита глаз и открытых участков тела, поэтому обеспечьте себя маской и плотной одеждой, которые защитят вас от ожогов.
Если ваша цель стать настоящим профессионалом, необходимо изучить все вопросы на тему — как правильно варить полуавтоматом и такой важный фактор, как правила техники безопасности, а в будущем применять приобретённые знания и передавать их потомкам этой профессии. Никогда не пренебрегайте правилами ТБ при работе с высокими температурами и электричеством. Важным моментом является защита глаз и открытых участков тела, поэтому обеспечьте себя маской и плотной одеждой, которые защитят вас от ожогов.
Как новичкам, так и опытным сварщикам рекомендуется сделать первый пробный шов на скрытом участке, а лучше на черновой детали, таким образом, настройки полуавтомата будут более точными. При первом использовании аппарата обязательно прочитайте инструкцию и применяйте полученную информацию в работе. Старайтесь избегать перегрузок сварочного полуавтомата — это продлит его срок службы.
Неважно какая сварка, автомат или полуавтомат, необходимо получить теоретические и практические знания по работе с ними. Хоть обучение — это длительный процесс, требующий терпения и концентрации, но разобравшись во всем, сварочный процесс будет казаться лёгкой прогулкой. Некоторые новички задаются вопросом — чем отличается автоматическая сварка от полуавтомата? Ответ:
- Сварка автоматом — это автоматический процесс, который применяется в основном на производстве и не требует непосредственного участия человека.
- Сваривание полуавтоматом — процесс, в котором проволока (электрод) подаётся механизировано, а зажигание дуги и перемещение держателя по телу детали осуществляется человеком.
crast.ru