
Подключение сварочного инверторного полуавтомата на 380 — Полуавтоматическая сварка — MIG/MAG
Если фаза работает с землёй, то счётчик не мотает))в данной ситуации не мотает только однофазный счетчик и то при не правильном подключении
А чем ноль отличается от земли?ноль при перекошенной нагрузке на фазы (при трех фазной сети )или просто под нагрузкой (при однофазной сети )имеет потенциал отличный от нуля ,а заземление -это и есть абсолютный ноль
Вообще приобрел себе сварочный полуавтомат на 380, у него 4 провода. в инструкции написанно, что подключать надо 3 фазы и землю.в зависимости от конструктивных особенностей аппарата могут быть два варианта :
1) есть аппараты в которых к четвертому проводу подключен ноль с цепей управления (то есть в цепи управления используется трансформатор с первичкой на 220в ,или пускатель с обмоткой на 220вольт ),таким аппаратам ноль необходим для работы
2)а есть аппараты которым ноль для работы не нужен ,а четвертый провод подключен непосредственно к металлическому корпусу аппарата и предназначен для заземления аппарата через устройство защитного отключения (узо) для предотвращения поражения электрическим током ,в случае пробоя изоляции в аппарате
так что если вы подключите аппарат только к трем фазам ,а четвертый провод останется не подключенным и аппарат заработает ,значит четвертый провод это сугубо ваша безопасность (то есть второй вариант )
Если отсутствует УЗО, то обычно ставят перемычки между нолём землёй и тогда разницы нет.перемычка может стоять и с узо и узо прекрасно работать ,только она должна стоять до узо так называемое защитное зануление (когда ноль и земля соединены вместе )

serega_miha, перечитал название темы
если аппарат инверторный то скорее всего четвертый провод это именно заземление корпуса ,
не знаю как в трех фазниках ,а в однофазниках между землей и фазой и между землей и нулем обычно стоят небольшие кондеры ,и если не заземлить корпус то на нем висит половинка сетевого напряжения (то есть 110в )(так же как и в блоке питания от компьютера )
Как подключить сварочный аппарат: практическое руководство
Аппараты с показателем сварочного тока до 140 А можно подключать к бытовой электророзетке на 16 А
Купленный полуавтомат успешно распакован, колеса и рукоятки для перемещения, если они есть, установлены. Самое время запускать технику в работу. Как же правильно подключить провода к инверторному сварочному аппарату и как вести себя, чтобы избежать неприятностей в виде возгорания или удара током?
Как же правильно подключить провода к инверторному сварочному аппарату и как вести себя, чтобы избежать неприятностей в виде возгорания или удара током?
Прежде чем начать:
- Убедитесь, что агрегат расположен в подходящем месте. Ничто не должно мешать притоку воздуха к отверстиям, а в непосредственной близости не должно быть пыли, влажных и агрессивных паров.
- Узнайте, соответствуют ли частота и напряжение, обозначенные на корпусе прибора, показателям электросети. Если ваша модель позволяет, зафиксируйте переключатель при помощи блокирующего винта в нужном положении – 220 или 380 В.
- Проверьте целостность и изоляцию кабелей – гибких и стационарных. На них не должно быть скруток или трещин, так как они будут вызывать перегрев.
- Подготовьте розетку с плавким предохранителем или автовыключателем.
Розетки «старого образца», рассчитанные на ток в 10 А, зачастую не подходят для сварки
Тонкости подключения
Для инверторных полуавтоматов используют провода «фаза» или две «фазы» в сочетании с «нулем», а также зеленый или желтый проводники – для заземления. Питание происходит посредством штепсельной вилки, соответствующей нормативам термопропускной способности. Обратный кабель присоединяют к клемме заземления. Чтобы улучшить контакт и избежать потерь напряжения, к последней припаивают специальные наконечники.
Питание происходит посредством штепсельной вилки, соответствующей нормативам термопропускной способности. Обратный кабель присоединяют к клемме заземления. Чтобы улучшить контакт и избежать потерь напряжения, к последней припаивают специальные наконечники.
В аппаратах, эксплуатируемых от трехфазной сети, первый провод пускает на «фазу» питающего автомата, второй – на нейтральный выход, а третий – на защитный «ноль». Перед тем как подключить бытовой сварочный аппарат к трехфазной сети на 380 В, определите, где находятся тонкие входные, а где – толстые выходные питающие концы. Затем подсоедините два из них к любым двум «фазам», третий – к защитному «нулевому» проводу.
Что нужно знать о кабеле
Для эффективной работы необходимо подобрать гибкие кабели правильного сечения и оптимальной длины. Их характеристики должны быть такими, чтобы напряжение во время сварки падало не более, чем на 2 В.
Оптимальное решение – медные многожильные кабели круглого сечения, облегчающие работу за счет гибкости. Их основу составляет токоведущая жила до 95 мм2, в составе которой – много проволок диаметром 0,18-0,2 мм. Именно такая модификация, в отличие от одножильной, подходит и для подключения питания, и для заземления.
Величина сечения подбирается в зависимости от мощности инвертора и сварочного тока. К примеру, показателя в 16 мм2 достаточно для 189 А, в то время как аналог на 95 мм2 рассчитан на эксплуатацию вплоть до 522 А. Оптимальным считается значение 35 мм 2, ориентированное на бытовые модели до 140 А.
Стандартной длины провода 1,8-2,5 м, как правило, бывает недостаточно. Для удлинителя важно подобрать и правильный материал. К примеру, сечение 1,5 мм2 рассчитано на максимальный ток 16 А, а для розеток на 25 А понадобится аналог 2,5 мм2.
Тенденция такова: чем меньше промежуточных соединений, тем надежнее и безопаснее сварка.
Как бороться с неполадками в сети
Клемма заземления с наконечником
Чтобы обезопасить полуавтомат от выхода из строя из-за скачков напряжения, многие используют в качестве источника питания бензогенераторы. Однако мощности таких устройств зачастую оказывается недостаточно для работы. Вместо этого можно подключить сварочный аппарат через сетевой фильтр, защищающий от импульсных помех, перегрузок и короткого замыкания, или прибегнуть к стабилизатору напряжения. При выборе последнего важно ориентироваться, какой ввод на электрощитке – одно- или трехфазный, а также учесть выходную мощность полуавтомата и диапазон изменений входных напряжений в сети.
И напоследок совет. Не присоединяйте остальные составляющие инверторного полуавтомата – газовый баллон, катушку с проволокой – при включенном питании. Нажимайте кнопку «Пуск», только когда полный комплект оборудования будет готов к работе!
Нажимайте кнопку «Пуск», только когда полный комплект оборудования будет готов к работе!
Описание подключения сварочного аппарата 380В
Сегодня мы поговорим о том, как самостоятельно осуществить подключение сварочного аппарата 380В для его дальнейшего использования. Сразу стоит предупредить, что если сварочный аппарат будет использоваться в домашних условиях, то очень важно знать, какую нагрузку смогут выдержать автоматы в электросети вашего дома или квартиры. И только после этого уже выбрать инвертор нужного типа и мощности. При выборе сварочного аппарата, конечно же, нужно учитывать многие важные характеристики. Мы опишем основные моменты, на которые обязательно нужно обращать внимание при выборе этого достаточно дорогостоящего оборудования. Важно подобрать такой агрегат, чтобы с его помощью можно было выполнять максимум задач, но и чтобы по стоимости он соответствовал заявленным параметрам. Итак, на чем же все-таки стоит акцентировать внимание?
Принципы работы сварочного аппарата 380В.
- Мощность потребляемого тока. К примеру, для того чтобы выполнять сварочные работы дома, достаточно сварочного агрегата мощностью до 5 кВт. Покупка же устройства с более высоким порогом потребляемой энергии будет нерациональной тратой денег.
- Устойчивость к перепадам электроэнергии. Так как в сети электроснабжения часто возникает как резкое падение, так и резкий подъем напряжения тока.
- На какой диапазон напряжения в сети рассчитан подключаемый сварочный аппарат.
После оценки всех перечисленных параметров, а также некоторых других важных условий, вы уже будете знать о том, как правильно подключить сварочный аппарат к электросети. Мы немного постараемся помочь в этом и опишем технические ключевые моменты.
Читайте также:
Как правильно использовать буру.
Способы применения флюса для пайки.
О свойствах канифоли читайте здесь.
Выполнение подключения оборудования для сварочных работ
Принципиальная электрическая схема соединения первичных обмоток сварочного аппарата на напряжение: а) 220 В; б) 380 В (вторичная обмотка не указана).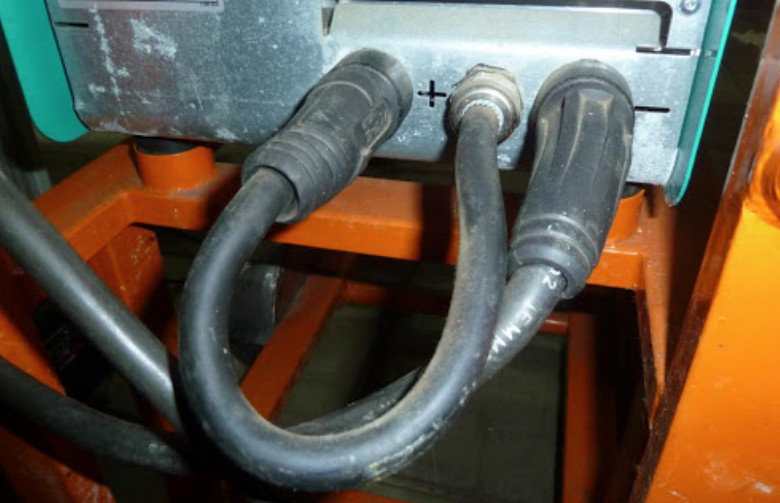
По своей сути, сварочный аппарат является источником инверторного сварочного тока и сварочной дуги. Понятно, что эта дуга возникает между электродом и металлом. А сам аппарат для сварки выступает как преобразователь. Для определения допустимой мощности оборудования для типа электрической проводки в помещении, нужно умножить значение напряжения в сети на максимальное значение тока, которое указано на автомате вводного щитка агрегата для такого рода работ. Для подключения самого агрегата на 380 В к нему надо правильно подключать выходящие контакты.
Важно установить заземление во избежание поражения электрическим током при выполнении сварочных работ.
Схема подключения оборудования для сварочных работ, который используется в быту будет следующей:
- Определить необходимую мощность устройства для выполнения сварки в соответствии с тем, что будет подвергаться сварке.
- Используя ручку регулятора тока, отрегулировать положение сердечника трансформатора.
 Этими действиями уменьшается или увеличивается сила тока.
Этими действиями уменьшается или увеличивается сила тока. - При необходимости установите переключатель на корпусе агрегата в положение 380 В
- Два питающих конца подсоедините к “фазе”, а третий конец – к “нулю”.
Запомните: толстые концы определяют выход, а тонкие – вход.
Вернуться к оглавлению
Использование удлинителей шнура для сварочного агрегата
Схема подключения сварочного аппарата 380В.
В стандартной комплектации такие аппараты имеют электрошнур длиной от 1,8 м и до 2,5 м. Но этой длины сетевого провода может не хватить для проведения работ по сварке металлических поверхностей. Но как подключить сварочный агрегат в таком случае?
В таких ситуациях используют удлинители. Но бесконтрольно их использовать достаточно опасно, требуются предварительные подсчеты. Так, при сечении провода в 1,5 кв.мм максимальный ток, который можно пропускать по такому проводу, 16 А.
Немаловажная деталь – провод удлинителя нужно всегда разворачивать. Это связано с тем, что так провод под нагрузкой не перегревается и быстрее остывает, а это уменьшает риск возгорания.
Это связано с тем, что так провод под нагрузкой не перегревается и быстрее остывает, а это уменьшает риск возгорания.
К тому же в таком состоянии не образуется дополнительное индуктивное сопротивление.
Выполняя такие несложные требования, вы сможете правильно подключить сварочный аппарат и безопасно выполнять сварку.
Как правильно подключить сварочный аппарат в доме
Смотрите также обзоры и статьи:
Сварка различных металлических конструкций в доме и на даче, например, чтобы поставить шпалеру для винограда или же укрепить часть забора, — довольно частое занятие домашних мастеров, особенно в летний период. Для таких целей чаще всего они используют всем привычный инверторный сварочный аппарат.
И вроде, казалось бы, в чем проблема, но она все же существует, поскольку в обычном частном доме электропроводка может быть не готова к подключению такой техники, пусть и даже самой маломощной. Так, например, в среднем бытовой сварочный аппарат «тянет» около 5 киловатт электрической энергии в час, чего для обычной проводки откровенно многовато.
Так, например, в среднем бытовой сварочный аппарат «тянет» около 5 киловатт электрической энергии в час, чего для обычной проводки откровенно многовато.
И это, не говоря уже о том, чтобы в момент сварочных работ в доме не были включены другие бытовые приборы – стиральная машина, телевизор, персональный компьютер, кондиционер, электроплита, холодильник и т.п. Этого достичь практически невозможно, ведь многие приборы работают в постоянно включенном режиме. Чтобы избежать проблем в сети напряжения, не допустить перегрузки и выхода из строя автоматов, есть несколько весьма действенных методов, о которых и пойдет речь ниже.
От электрического щитка к сварочнику в первую очередь можно установить отдельную розетку, которая не будет контактировать с прочими в сети вашего частного дома. Кроме этого, такой метод поможет снизить количество винтовых и зажимных соединений, в которых теряется часть энергии, от распределительного щитка через общую систему.
Для этого стоит пустить розетку непосредственно от самого распределительного щитка прямо к сварочному аппарату. В первую очередь стоит приобрести розетку с силой тока минимум на 16 ампер, поскольку розетки с меньшей силой тока (на 6 или 10 ампер) быстро выходят из эксплуатации и даже могут привести к короткому замыканию в цепи.
В первую очередь стоит приобрести розетку с силой тока минимум на 16 ампер, поскольку розетки с меньшей силой тока (на 6 или 10 ампер) быстро выходят из эксплуатации и даже могут привести к короткому замыканию в цепи.
Также выбирая отдельно расположенную розетку специально под сварочный аппарат, стоит учитывать условия, в которых она будет использоваться. Если она будет расположена в пределах помещения с отоплением, то никакая дополнительная защита не понадобиться. А вот в случае, если такая розетка будет располагаться вне пределов жилого помещения, стоит покупать модели, снабженные защитными козырьками и специальной водозащитной крышкой, чтобы неблагоприятные условия внешней среды были ей нипочем.
Есть еще один существенный нюанс: при установке такой розетки на деревянной стене, что часто бывает в загородных домах, потребуется делать специальную прокладку из асбеста и жестяной пластины. Это необходимо на случай, если розетка при работе сварочного аппарата перегреется, что в свою очередь может привести к пожару.
При подключении розетки стоит учитывать, что, имея номинал по силе тока в 16 ампер, она способна корректно обеспечивать работу сварочного аппарата с силой выходного тока до 160 ампер и не более. В целом такой величины для сварочника в частном доме вполне достаточно.
Что касается автомата для подключения, он также должен соответствовать номиналу розетки и быть 16-амперным. Для подключения розетки используйте медный кабель с покрытием поливинилхлоридом типа ВВГнг с диаметром сечения жилы около 2,5 квадратных миллиметров. Он не поддерживает горение и практически не дымится. Можно использовать для его прокладки специальную гофру.
Конечно, в самом крайнем случае, можно проигнорировать требования электробезопасности и попробовать подключить сварочник просто к обычной розетке в доме. Однако стоит знать ее мощность, ведь, подключив к розетке на 6 ампер в итоге можно получить серьёзный перегрев, оплавление контактов, обугливание. Зажимные и винтовые соединения также могут пострадать в распределительной коробке.
Зажимные и винтовые соединения также могут пострадать в распределительной коробке.
Поэтому нужно выбрать самую мощную розетку в доме, ограничить выходной ток на сварочном аппарате в пределах до 80 ампер и производить работы кратковременно и точечно. Резать металла в таком случае также лучше угловой шлифовальной машинкой, а не лишний раз нагружая сварочник.
Выводы по статьеЧтобы избежать проблем в сети напряжения, не допустить перегрузки и выхода из строя автоматов, есть несколько весьма действенных методов, например, электрощит использовать для подключения отдельной розетки. Также можно выбрать самую мощную розетку в доме, ограничить выходной ток на сварочном аппарате в пределах до 80 ампер и производить работы кратковременно и точечно.
ПОДХОДЯЩИЕ ТОВАРЫ
Поделиться в соцсетях
Сварочный полуавтомат с отдельным МП Foxweld INVERMIG 500E 5706
Сварочный полуавтомат с отдельным МП Foxweld INVERMIG 500E 5706 применяется для полуавтоматической сварки в среде защитного газа, а также для ручной дуговой сварки. Широко используется на производстве стальных конструкций, строительстве, машиностроении и других отраслях. Модель оснащается интуитивно понятной панелью управления, которая позволяет легко и просто выполнять настройку рабочих параметров. Современная инверторная технология IGBT обеспечивает высокую производительность в работе при небольших размерах и весе.
Широко используется на производстве стальных конструкций, строительстве, машиностроении и других отраслях. Модель оснащается интуитивно понятной панелью управления, которая позволяет легко и просто выполнять настройку рабочих параметров. Современная инверторная технология IGBT обеспечивает высокую производительность в работе при небольших размерах и весе.
- Номинальное напряжение на входе, В 380
- Max ток, А 500
- Min ток, А 40
- Диаметр электр/провол, мм 2.0-6.0/0.8-1.6
- Вес, кг 41
 org/PropertyValue»> Max мощность, кВт 19,2
org/PropertyValue»> Max мощность, кВт 19,2- Степень защиты IP21S
- Наличие сетевой вилки нет
- Габариты, мм 576х297х557
- Режим сварки с газом
- Класс товара Полупрофессиональный
- Разъем горелки EURO
- Охлаждение горелки воздушное/жидкостное
 org/PropertyValue»> Еврокатушка D300
org/PropertyValue»> Еврокатушка D300- Max диаметр проволоки 1.6
- Min диаметр проволоки 0.8
- Кейс нет
- Количество подающих роликов 4
- Сварка ММА да
- Режим импульсной сварки нет
- Работа при пониженном напряжении нет
 org/PropertyValue»> TIG сварка нет
org/PropertyValue»> TIG сварка нет- Водное охлаждение в комплекте нет
- Напряжение холостого хода, В 70
- ПВ на максимальном токе, % 60
- Показать еще
Этот товар из подборок
Комплектация *
- Источник питания;
- Механизм подачи сварочной проволоки с механизмом крепления;
- Рукав для подвода газа, 5 м;
- Зажим для заземления с кабелем (3м) — 1 комплект;
- Предохранители (3,15А), 5 шт.;
- Упаковка.
Параметры упакованного товара
Единица товара: Штука
Вес, кг: 92,29
Длина, мм: 960
Ширина, мм: 460
Высота, мм: 870
Особенности сварочного полуавтомата Foxweld INVERMIG 500E
| ||||||
Преимущества
|

 ;
;Произведено
- Италия — родина бренда
- Китай — страна производства*
- Информация о производителе
Указанная информация не является публичной офертой
На данный момент для этого товара нет расходных материаловСервис от ВсеИнструменты.ру
Мы предлагаем уникальный сервис по обмену, возврату и ремонту товара!
Средний срок ремонта для данной модели составляет 35 дней
Обратиться по обмену, возврату или сдать инструмент в ремонт вы можете в любом магазине или ПВЗ ВсеИнструменты.ру.Гарантия производителя
Гарантия производителя 12 месяцевГарантийный ремонт
Здесь вы найдете адреса расположенных в вашем городе лицензированных сервисных центров.
| Лицензированные сервисные центры | Адрес | Контакты |
|---|---|---|
СЦ «СВАГА сервис» | ул. Сигнальный проезд, д. 16, стр. 7 | +7 (495) 739-07-19 |
| СЦ «Свага сервис» МСК Средний срок ремонта — 28 дней | ул. Сигнальный пр-д, д. 16, стр. 7, стр. 8, стр. 36 | +7 (495) 739-07-19 |
Рекомендация по установке блока
Рекомендация по установке блокаРекомендация
по установке блока.
1. Конструкция блока управления.
Электронный блок размещён в корпусе панельного
прибора из ударопрочного пластика 141х93х32. БУСП спроектирован для
установки в корпус уже разработанных сварочных полуавтоматов,
поэтому габарит по глубине всего 47мм (вместе с ответным
разъёмом).
Передняя панель, самоклеющаяся, сменная, с
антибликовой поверхностью устойчивой к истиранию и воздействию
агрессивных сред. Рабочий диапазон температур -40/+60С, Количество
срабатываний «кнопок» не менее 1.000.000. Микропереключатели
расположенные под ней рассчитаны на повышенные нагрузки. По заказу
могут быть изменены цвета и надписи, но не расположение органов
управления.
Рабочий диапазон температур -40/+60С, Количество
срабатываний «кнопок» не менее 1.000.000. Микропереключатели
расположенные под ней рассчитаны на повышенные нагрузки. По заказу
могут быть изменены цвета и надписи, но не расположение органов
управления.
В качестве установщика параметров использован
энкодер (датчик угловых перемещений) не имеющий крайних положений,
«ресурс прокручивания», которого не менее 100.000 оборотов. Ручка
закреплена на его валу с помощью резьбового штифта.
Предупреждение: вал не рассчитан на срывание
ручки или её раскачивание.
Монтаж блока на полуавтомат очень прост. В нишу
134х86мм. с лицевой стороны панели помещается блок, а далее на
резьбовые шпильки необходимо установить две скобы и подтянуть их
барашковыми гайками.
Предупреждение: барашковые гайки затягиваются в
разумных пределах.
На задней панели блока расположен разъём
подключения. Рядом с ним наклейка, помогающая даже без схемы
подключить электропроводку полуавтомата. Так как каждый узел
подключаются по двум проводам. Конструкция разъёма не позволяет
подсоединить его иначе, а фиксатор защищает от самопроизвольного
разъёдинения. Разъём коммутирует следующие цепи:
Так как каждый узел
подключаются по двум проводам. Конструкция разъёма не позволяет
подсоединить его иначе, а фиксатор защищает от самопроизвольного
разъёдинения. Разъём коммутирует следующие цепи:
1. Питание блока управления от
трансформатора
Исполнительные узлы полуавтомата:
2. Электродвигатель механизма подачи сварочной
проволоки
3. Электромагнитный клапан газовой
магистрали
4. Реле включения дуги (варианты ниже)
5. Электровентилятор охлаждения
Управляющие узлы полуавтомата:
6. Кнопка пуск (на сварочной горелке)
7. Термодатчик нагрева силовой части
2.Куда подключить?
Внимательно прочтите для предотвращения ошибок установки БУСП
Во многих конструкциях
сварочных полуавтоматов, не учтён «человеческий фактор», не учтены
возможности ошибок сварщиков и обслуживающего персонала сварочной
техники. Пытливость ума сварщиков, не боязнь электричества и тяга к
экспериментам приводит к феноменальным
результатам.
При подключении полуавтомата
чтение инструкции является скорее исключением, чем правилом. Вилка
силового кабеля в большинстве случаев демонтируется, так как не
подходит к установленной розетке. Входящую в комплект розетку
ставить некогда, так как существует срочная необходимость варить.
При «вылетании» предохранителя блока управления, устанавливается
«вечный».
Поверьте, нарисованная
грустная картина встречается часто.
В первых конструкциях сварочных полуавтоматов,
силовая часть и шкаф управления (теперь превратившийся в блок)
подключались по разным кабелям.
В основном с развитием автосервиса, появился не
большой, легко перемещаемый полуавтомат, питающийся по одному
кабелю.
Сварочный выпрямитель, подключен к сети силовым
кабелем, а уже внутри корпуса подключен источник питания блока
управления.
В трёхфазной конструкции трансформатор, питающий
блок управления желательно устанавливать с первичной обмоткой
рассчитанной на подключение к двум фазам 380в. В такой конструкции
не страшна путаница в сетевых проводах. Полуавтомат либо не
включится, либо будет не качественно варить.
В такой конструкции
не страшна путаница в сетевых проводах. Полуавтомат либо не
включится, либо будет не качественно варить.
Если же устанавливается трансформатор с первичной
обмоткой 220в (фаза и ноль), то необходима и установка реле
контроля фаз (что, конечно, скажется на цене), так как при не
соблюдении правильности подвода возможен выход из строя самого
трансформатора и блока управления, даже при кратковременном
включении. Предохранитель в такой ситуации спасает
редко.
При подборе трансформатора блока управления (в
однофазных и трёхфазных конструкциях) необходимо быть уверенным,
что выпрямленное напряжение вторичной обмотки не превышает 30в. Для
правильного замера соберите схему.
Мощность трансформатора складывается из
потребляемых мощностей всех узлов питающихся от него:
Электродвигатель механизма подачи сварочной
проволоки с возбуждением от постоянных магнитов =24В, до
80Вт.
Электромагнитный клапан газовой магистрали =24В,
до 25Вт.
Реле включения дуги =24В, до 25Вт.
Электровентилятор охлаждения =24В, до
25Вт.
Для увеличения мощности свяжитесь с
разработчиком.
3.Что подключить?
Электродвигатель механизма подачи сварочной проволоки
В конструкциях сварочных полуавтоматов
используются подающие механизмы как промышленного, так и
самодельного исполнения. Самодельные в основном на базе механизма
автомобильного стеклоочистителя, с напряжением питания 12В.
Использовать такие электродвигатели можно, даже не меняя напряжение
питания, так как они питаются импульсным током. Если же
используемый электродвигатель работает на пределе мощности,
возможен его нагрев. В этом случае уменьшите напряжение питания
блока до ~14-18В, но при этом и остальные исполнительные узлы
подбираются на соответствующее напряжение.
Из нашего опыта не рекомендуем использовать
двигатели с двойным редуктором (ВАЗ 2110 и
ему подобные) из-за большого потребления тока, даже без
нагрузки.
Цифровой индикатор блока управления показывает
установленную скорость подачи проволоки в метрах в минуту при
использовании механизмов подачи фирмы «COOPTIM».
Для остальных механизмов подачи эти
показания будут условными единицами из-за отличий передаточных
отношений редукторов. При необходимости корректировки показаний
свяжитесь с разработчиком.
Электромагнитный клапан газовой магистрали
Учитывая разнообразие используемых газовых
клапанов, была увеличена мощность нагрузки в этой цепи. До сих пор
эксплуатируются полуавтоматы с клапанами необоснованной величины.
Диаметр проходного сечения 2,5мм и ток потребления до 0,5А — вот
необходимые характеристики, которые присущи газовым клапанам
современных полуавтоматов. Эти клапана мощностью 6-10Ват с очень не
большим
потребляемым током. Не рекомендуется подключать
клапана с сопротивлением катушки менее 20ом. Обмотка катушки такого
клапана перегреется.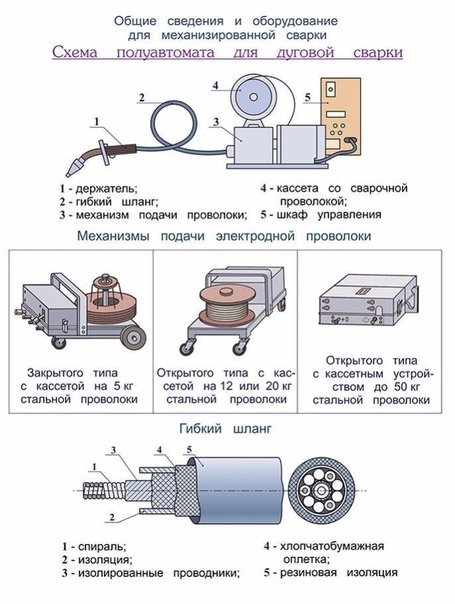
Магнитный пускатель
В большинстве схем сварочных полуавтоматов, блок
управляет сварочным выпрямителем с помощью магнитного пускателя.
Он включает в себя контактор,который
осуществляет коммутацию силовых электрических цепей и
электротепловое реле для защиты от перегрузок.
К данному блоку подключаются магнитные пускатели
первой или второй величины с катушками управления 24в постоянного
тока. Пускатели с ограничителями перенапряжений
это идеальный вариант. Возможно
подключение других пускателей через промежуточное реле.
Подключение электронных бесконтактных пускателей
не вызывает трудностей, но значительная часть
потребителей не в состоянии приобретать это оборудование из-за его
высокой цены. Полуавтоматы,
включающие дугу при помощи тиристоров проще всего связать с блоком
через оптронное (твёрдотельное) реле. Очень
редко встречаются полуавтоматы с включением дуги по низковольтной
цепи выпрямителя при помощи контактора. Такие контакторы
токовые, содержащие небольшое количество витков
провода подвержены скачкам напряжения при разрыве
цепи его обмотки
подобно дросселю. Эти перенапряжения могут передаваться в блок и
вывести из строя цепь управления включения дуги. Рекомендуется
параллельно обмотки контактора подключить обратный защитный
диод. Не рекомендуется подключать контакторы с
сопротивлением катушки менее 20ом.
Такие контакторы
токовые, содержащие небольшое количество витков
провода подвержены скачкам напряжения при разрыве
цепи его обмотки
подобно дросселю. Эти перенапряжения могут передаваться в блок и
вывести из строя цепь управления включения дуги. Рекомендуется
параллельно обмотки контактора подключить обратный защитный
диод. Не рекомендуется подключать контакторы с
сопротивлением катушки менее 20ом.
Вентилятор охлаждения
Большой диапазон моделей вентиляторов используемый в сварочных полуавтоматах подключается к блоку через промежуточное реле или непосредственно, если это вентилятор с напряжением питания 24в постоянного тока и мощностью не более 30ват.
Термодатчик
Термодатчик поставляется в комплекте.
Терморезистор KTY81-1xx
устанавливается на наиболее нагревающийся узел
силовой части полуавтомата. При нагреве 40С блок включает
вентилятор охлаждения, а при нагреве 90С останавливает работу
полуавтомата до снижения температуры, сообщая об этом прерывистым
звуковым сигналом. Для установки других температурных режимов
свяжитесь с разработчиком.
Для установки других температурных режимов
свяжитесь с разработчиком.
Схема подключения
ХР1 – сетевая вилка М1 – электродвигатель
механизма подачи проволоки
QF — автомат защиты М2 –
электродвигатель вентилятора
S1 — сетевой выключатель
G — газовый клапан
F1 — предохранитель
S2 — кнопка «пуск» на горелке
К — магнитный пускатель Х1 — разъем подключения
блока
Rt — термодатчик Т1 -
трансформатор питания блока управления
Минусовые выводы GND внутри блока соединены. Их можно менять местами. Не рекомендуется соединять их с корпусом полуавтомата или с силовыми цепями.
Как подключить сварочный аппарат через удлинитель правильно?
При подключении аппарата через удлинитель напряжение зависит от длины его проводов и их сечения. Для правильного его выбора рассмотрим пример расчета падения напряжения в удлинителе.
Удлинитель длиной L=20 метров с медным проводом сечением 0,75 мм².
Сопротивление провода:
Rпр.= ρ · L · 2 / S; тогда Rпр.= 0,0175 · 20 · 2 / 0,75 = 0,93 Ом
Где:
Rпр. – сопротивление провода удлинителя (Ом)
ρ — удельное сопротивление меди (Ом·мм²)
Lх2 -длина 2-х проводов удлинителя (м)
S -сечение провода (мм²)
Получаем 0,93 Ом. При сварке электродом диаметром 3 мм потребляемый ток может достигать до 20 А.
Падение напряжения по закону Ома в удлинителе составит:
U = I · Rпр., тогда U = 20 · 0,93 =18,6 В
С учетом возможного падения напряжения в электросети сети это много. Например: напряжение сети 196 В, падение в удлинителе 18,6, тогда напряжение питания инвертора составит 177,4 В. Удлинитель для сварочного инвертора не должен оказывать существенное влияние на величину напряжения сети. Падение напряжения на нем должно быть минимально. Очевидно, что для этого требуется увеличение сечения провода удлинителя либо уменьшение его длины.
Так при использовании в этом удлинителе провода сечением 2,5 мм² падение напряжения в составит:
Rпр.= ρ · L · 2 / S; тогда Rпр.= 0,0175 · 20 · 2 / 2,5 = 0,28 Ом
U = I · Rпр., тогда U = 20 · 0,28 =5,6 В
Не следует наматывать провод удлинителя на катушку. Если возникшее индуктивное сопротивление не повлияет на работу инвертора, то повышение температуры в катушке, за счет дополнительной индуктивности способно расплавить изоляцию на проводе. Если решили намотать, то не делайте плотную намотку либо полностью разматывайте перед работой.
На видео показана работа инвертора ФОРСАЖ-161 подключенного к сети 220 В через удлинитель длиной 100 м!
Видео Форсаж-161
Преимущества сварки MIG / Блог RodOvens.com
Эта запись была опубликована 28 марта 2015 г. автором admin.
автором admin.
В этой статье описывается основной процесс и оборудование, используемое для газовой дуговой сварки (сварка GMAW MIG)
Газовая дуговая сварка металлическим электродом (сварка GMAW или MIG) — это процесс электродуговой сварки, в котором используется катушка с непрерывно подаваемой проволокой. Его можно использовать для соединения длинных отрезков металла без остановки. Сварочный аппарат или устройство удерживает механизм подачи проволоки, а проволочный электрод подается в сварной шов с контролируемой скоростью, в то время как покров инертного газа аргона защищает зону сварного шва от атмосферного загрязнения.Защита дуги и сварочной ванны осуществляется «извне» подачей газа или газовой смеси.
СваркуMIG можно использовать для сталей любой толщины, алюминия, никеля и даже нержавеющей стали и т. Д. Однако чаще всего она используется в производстве и в промышленных условиях.
Преимущества сварки MIG:
- Высокая качественные сварные швы можно производить намного быстрее
- Так как не используется флюс, нет шанса улавливания шлака в сварном шве металл, обеспечивающий высокое качество сварных швов
- газовый экран защищает дугу, поэтому потери легирующих элементов очень малы.
 При сварке образуется лишь незначительное количество брызг
При сварке образуется лишь незначительное количество брызг - MIG Сварка универсальна и может использоваться с широким спектром металлов и сплавов
- Процесс MIG может осуществляться несколькими способами, включая полуавтоматический и полностью автоматический
Два недостатка:
- Сварку MIG нельзя использовать в вертикальном или потолочном положении, потому что высокой теплопроводности и текучести сварочной ванны
- оборудование сложное.
Оборудование для сварки MIG состоит из сварочной горелки, источника питания, источника защитного газа и системы подачи проволоки, которая вытягивает проволочный электрод из катушки и проталкивает ее через сварочную горелку. Для сварочного пистолета с водяным охлаждением может потребоваться источник охлаждающей воды. Существуют также стержневые печи Mig для правильного хранения электродов.
Для большинства сварочных операций MIG требуется постоянный ток с обратной полярностью. Этот тип электрического соединения обеспечивает стабильную дугу, помогает сгладить перенос металла, имеет относительно низкие потери от разбрызгивания и дает хорошие характеристики сварного шва.Прямая полярность постоянного тока (отрицательный электрод) используется редко, поскольку дуга может стать нестабильной и неустойчивой, даже если скорость плавления электрода выше.
Этот тип электрического соединения обеспечивает стабильную дугу, помогает сгладить перенос металла, имеет относительно низкие потери от разбрызгивания и дает хорошие характеристики сварного шва.Прямая полярность постоянного тока (отрицательный электрод) используется редко, поскольку дуга может стать нестабильной и неустойчивой, даже если скорость плавления электрода выше.
Переменный ток не нашел коммерческого применения при сварке MIG, поскольку дуга гаснет в течение каждого полупериода, поскольку ток уменьшается до нуля, и она может не загореться повторно, если катод достаточно охладится.
Пистолеты MIG доступны для ручного управления, полуавтоматической сварки, а также для машинной или автоматической сварки.Поскольку электрод подается непрерывно, сварочная горелка должна иметь скользящий электрический контакт для передачи сварочного тока на электрод. Пистолет также должен иметь газовый канал и сопло, чтобы направлять защитный газ вокруг дуги и расплавленной сварочной ванны. Электрический переключатель используется для включения и выключения сварочного тока, подачи электродов и подачи защитного газа.
Электрический переключатель используется для включения и выключения сварочного тока, подачи электродов и подачи защитного газа.
На главную> Металл Советы и факты по изготовлению> MIG Welding Advantage Fabricated Metals выполняет несколько сварочных работ процессы .Два наиболее распространенных сварочных процесса, которые мы используем, включают: TIG, аббревиатура от Tungsten Inert Gas сварка и MIG, аббревиатура от Metal Inert Gas Welding. TIG также упоминается как GTAW (газовая вольфрамовая дуговая сварка) и Heliarc®. МИГ также упоминается как GMAW (газовая дуговая сварка металла). Мы также предлагаем оксиацетилен. сварка. «Металл» в газовой дуговой сварке металла относится к проволоке,
используется для зажигания дуги.Он защищен инертным газом и
Подающая проволока также действует как присадочный стержень. Характеристики процесса сварки MIGМИГ:
На следующем рисунке показан типичный процесс сварки MIG, показывающий дугу, которая образуется между проволочным электродом и заготовкой. Универсальность — главное преимущество процесса сварки MIG. Он способен соединения большинства типов металлов и может выполняться в большинстве положений, даже если ровная горизонталь наиболее оптимальна. Наиболее распространенные сварные швы показаны ниже. В их число входят:
MIG используется для сварки многих материалов, а различные газы используются для образования
дуга в зависимости от свариваемых материалов. Ознакомьтесь с обзором наших сварочных услуг и любых процессов обработки металлов давлением, предлагаемых Воспользуйтесь преимуществами готовых металлов, щелкнув по ссылкам выше. Для получения дополнительной информации о Advantage Fabricated Metals и металлообработке, металл услуги по изготовлению и сварке, которые мы предоставляем, заполните контактную информацию форму или позвоните нам по телефону 1-815-323-1310 . Сопутствующие услуги по изготовлению металлов, советы и факты: О компании Advantage Fabricated Metals
| Услуги по обработке металлов давлением Advantage Fabricated Metals Авторские права © Advantage Fabricated Metals, Inc., 2003-2009. |
 MIG довольно прост в освоении и использовании, поскольку это полуавтоматический процесс сварки.
MIG довольно прост в освоении и использовании, поскольку это полуавтоматический процесс сварки. В процессе сварки MIG электрод плавится в дуге и осаждается как присадочный материал. Используемый защитный газ предотвращает атмосферное загрязнение от атмосферного загрязнения и защищает сварной шов во время затвердевания. Защитный газ также способствует стабилизации дуги, что обеспечивает плавный перенос металла от сварочной проволоки в расплавленную сварочную ванну.
В процессе сварки MIG электрод плавится в дуге и осаждается как присадочный материал. Используемый защитный газ предотвращает атмосферное загрязнение от атмосферного загрязнения и защищает сварной шов во время затвердевания. Защитный газ также способствует стабилизации дуги, что обеспечивает плавный перенос металла от сварочной проволоки в расплавленную сварочную ванну. Смесь аргона CO 2 обычно используется для сварки низкоуглеродистой стали, алюминия, титана и легированных металлов. Гелий используется для высокоскоростной сварки низкоуглеродистой стали и титана, а также меди и нержавеющей стали. Углекислый газ чаще всего используется для сварки углеродистых и низколегированных сталей. Магний и чугун — это другие металлы, обычно свариваемые с использованием процесса MIG.
Смесь аргона CO 2 обычно используется для сварки низкоуглеродистой стали, алюминия, титана и легированных металлов. Гелий используется для высокоскоростной сварки низкоуглеродистой стали и титана, а также меди и нержавеющей стали. Углекислый газ чаще всего используется для сварки углеродистых и низколегированных сталей. Магний и чугун — это другие металлы, обычно свариваемые с использованием процесса MIG.
| Вопрос | Ответ | |
|---|---|---|
| Плюсы техники выталкивания или выталкивания | Плоские сварные швы Контролирует скорость | |
| Плюсы техники Backhand или Pull | Подходит для заполнения | |
| Оккиляция | Движение пистолета непрерывно | |
| Частота | Сколько колебаний в дюйме сварного шва | |
| Распылительный шов | Использует 90% аргона Используется только для плоских или горизонтальных сварных швов | |
| Импульсная техника | Позволяет осуществлять вертикальную сварку распылением пульсирующим током, чтобы металл слегка охладился между импульсами тока | |
| Заглушка | Лишний материал отламывается и плавится до материалов | |
| Объясните, что означает каждая буква или цифра в следующем ER70S6 | Электрод E
R-стержень
70-предел прочности на разрыв
S-твердый.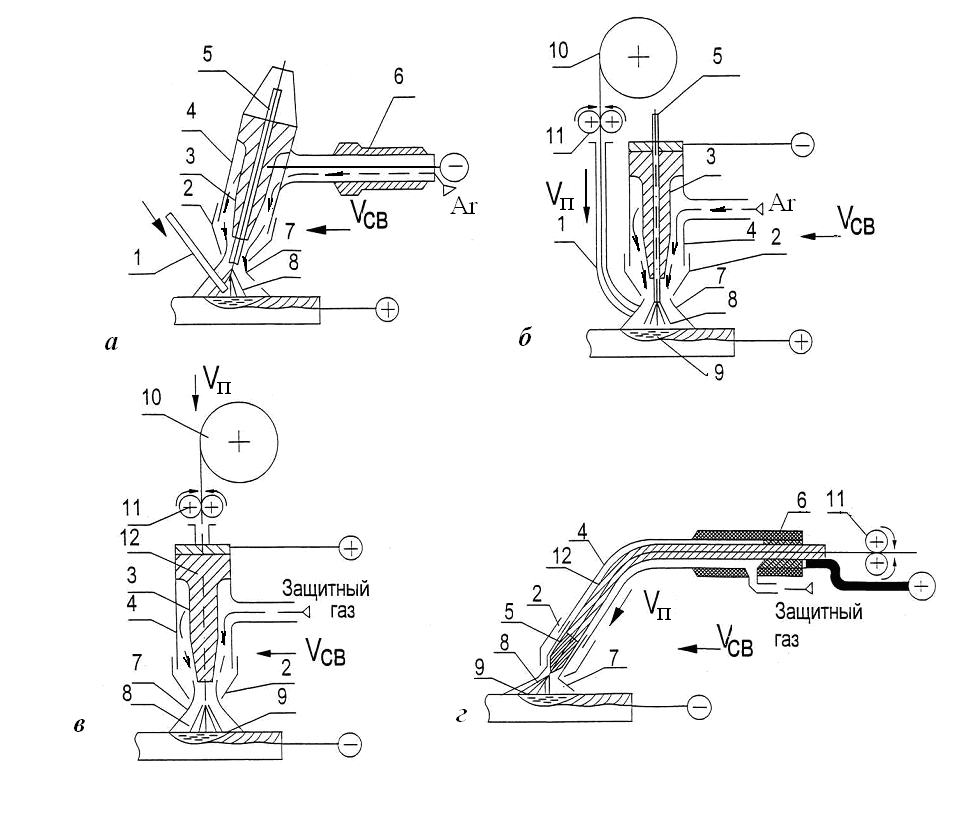 (это относится к состоянию и может быть I либо S для твердого тела, либо C для сердечника)
6- класс металла (это относится к состоянию и может быть I либо S для твердого тела, либо C для сердечника)
6- класс металла | |
| Что означает MIG | Металл, инертный газ | |
| 6 вещей, необходимых для сварки MIG | 1 источник питания 2 защитный газ 3 регулятора — устанавливает расход газа в кубических футах в час 4 кормушки 5 хлыст / пистолет 6 проводов — 0,023 .052 общий размер | |
| При сварке MIG объясните источник питания | Постоянное напряжение (поддерживает плавление металла с той же скоростью) DCRP — постоянный ток с обратной полярностью Выпрямитель используется для обратной полярности | |
| Какие защитные газы обычно используются в MIG | Двуокись углерода Аргон Гелий | |
| Режимы переноса металла в МИГ | Короткое замыкание — 14-21В Шаровидный-21-21.3в Спрей Импульсная дуга — также известная как GMAW | |
| Что означает GMAW для | Дуговая сварка металлическим электродом | |
| Описать метод передачи короткого замыкания | Металл электрода касается основного металла, короткое замыкание в дуге и плавление электродной проволоки, которая подается в непрерывном темпе. Цикл может повторяться от 20 до 250 раз в секунду Цикл может повторяться от 20 до 250 раз в секунду | |
| Преимущество использования машины с постоянным напряжением | Небольшое процентное изменение напряжения приводит к большому процентному изменению тока | |
| Какой защитный газ обеспечивает наилучшее очищающее действие , перекрестная защита и наименьшая общая стоимость? | Аргон. | |
| Расходомер измеряет и регулирует ____ потока газа. | объем | |
| При выборе сопла для GTAW или GMAW, что определяет диаметр сопла? | Объем газа и размер шовного отверстия. | |
| Какой защитный газ обеспечивает самое глубокое проникновение при сварке GMAW углеродистой и низколегированной стали? | диоксид углерода | |
| Фильтрующая линза с каким номером рекомендуется для использования с GTAW, GMAW и FCAW? | 10-14 | |
| Полярность, используемая почти во всех приложениях GMAW, ____. | DCEP | |
Что из перечисленного не является методом переноса металла GMAW?
а. Короткое замыкание.
б. Твердый металл.
c. Спрей.
d. Шаровидный. Короткое замыкание.
б. Твердый металл.
c. Спрей.
d. Шаровидный. | b | |
| В методе переноса металла распылением металл перемещается по дуге как ____. | мелкие металлические капли | |
| Распыление происходит, когда ток установлен выше точки ____. | переход | |
| Распыление происходит только тогда, когда процентное содержание аргона в смеси превышает ____ процентов. | 90 | |
| Когда электродная проволока скапливается в механизме подачи проволоки, это называется ____. | птичье гнездо | |
| Для подачи электродной проволоки через кабель к горелке используется переключатель ____. | дюймов | |
| Какое из следующих утверждений неверно для GMAW? а. Его можно использовать во всех положениях. б. Его можно использовать для сварки магния. c. С его помощью можно сваривать все коммерчески важные металлы.d. Это также известно как сварка TIG. | d | |
Какое из следующих утверждений неверно для GMAW с короткозамкнутой дугой?
а. Сварочная ванна остывает медленно.
б. Переноса металла через дугу не происходит.
c. Работает во всех положениях сварки.
d. Работает по металлу в верхнем положении. Сварочная ванна остывает медленно.
б. Переноса металла через дугу не происходит.
c. Работает во всех положениях сварки.
d. Работает по металлу в верхнем положении. | a | |
| При использовании короткого замыкания передачи металла, что заставляет металлическую каплю покидать электродную проволоку? | Поверхностное натяжение ванны и сила сжатия | |
| В методе импульсного распыления используется пиковый ток для сварки.Фоновый ток используется для ____ дуги. | поддерживать | |
| При GMAW изменение скорости подачи проволоки изменяет ____. | величина тока | |
| Почему возможно и желательно использовать более узкую канавку при стыковой сварке с V-образной канавкой с GMAW или FCAW, чем с SMAW? | FCAW и GMAW проникают больше, чем SMAW. Узкие канавки требуют меньше сварочного металла. Узкие бороздки делать дешевле. | |
В режимах FCAW или GMAW сварщик должен поддерживать ____. | расстояние от сопла до рабочей поверхности | |
| Конец сварного шва GMA или FCA должен быть защищен, пока он остынет на ____. | г. удерживание сопла в конце сварного шва во время продувки защитным газом | |
| Какой метод переноса очень эффективен при заполнении больших зазоров между плохо подогнанными деталями и подходит для выполнения GMAW в верхнем положении? | короткое замыкание | |
| Если кромка плавится слишком быстро при выполнении соединения внахлест, сварщик должен ____. | направьте электрод ближе к поверхности | |
| Какая информация получается из первых двух или трех цифр классификационного номера электрода AWS? | Предел прочности электрода. | |
| ____ обозначается двумя последними цифрами классификационного номера электрода AWS | состав покрытия электрода | |
| Предлагаемое положение сварки электрода обозначено цифрой ____ справа в AWS классификация электродов | 2-й | |
Для SMAW рекомендуется количество ____ линз фильтра.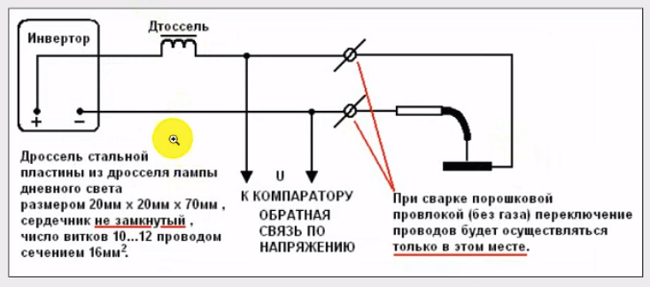 | 10-14 | |
| A (n) ____ аппарат для дуговой сварки может состоять из выпрямителя постоянного тока и генератора переменного тока | AC / DC | |
| Электрод DCEP имеет то же направление потока, что и электрод с обозначением ____ | DCRP | |
| Какой рабочий цикл рекомендуется для сварочного аппарата, который будет использоваться с автоматической или полуавтоматической сваркой? | 100% | |
| Приблизительная температура дуги SMAW составляет ____ F (3593C — 3871C). | 6500–7000 | |
| Среднее напряжение холостого хода в цепи дуговой сварки постоянным током составляет ____ вольт. | 60-80 | |
| Факторы, определяющие полярность цепи во время сварки: | Скорость, с которой вы хотите нанести присадочный металл Тип основного металла Положение сустава | |
| Что может произойти, если человек получит вспышку дуги? | Человек может быть временно ослеплен. Некоторое время человек может видеть белые пятна.
Может произойти необратимое повреждение сетчатки. Некоторое время человек может видеть белые пятна.
Может произойти необратимое повреждение сетчатки. | |
| Ширина валика плетения должна быть ____ диаметра используемого электрода | 6 раз | |
| Переворачивающее движение используется для ____. | подождите, пока сварка остынет. | |
| Где следует возобновить сварку ранее незавершенного валика? | По передней кромке предыдущего буртика. | |
| Поднутрение в горизонтальном внутреннем угловом соединении обычно представляет собой (n) ____ | углубление вдоль верхнего края сварного шва на вертикальном элементе | |
| Под действием силы тяжести металл в дуге опускается, когда он перемещается через дуга.Что можно сделать, чтобы уменьшить эту тенденцию при сварке в горизонтальном, вертикальном или потолочном положениях? | Немного уменьшите дуговый зазор. | |
| ____ поможет предотвратить подрезку | Мгновенная остановка на верхнем конце каждого движения электрода | |
Сварочные аппараты, используемые для GMAW или FCAW, должны быть постоянными. Чтобы стабилизировать дугу и улучшить перенос металла во время операций GMAW, к аргону можно добавить диоксид углерода и / или ____________________. Чтобы стабилизировать дугу и улучшить перенос металла во время операций GMAW, к аргону можно добавить диоксид углерода и / или ____________________. | Кислород | |
| Аргон имеет более низкую теплопроводность ____________________, чем гелий | , проводимость | |
| Добавление небольших количеств ____________________ в газообразный аргон значительно уменьшит разбрызгивание и поможет стабилизировать дугу. | кислород | |
| Развитие сварочного аппарата постоянного ____________________ сделало использование GMAW более практичным. | напряжение | |
| При GMAW или FCAW сварщик должен контролировать скорость сварки, расстояние между соплом и изделием и ____________________. | угол электрода горелки | |
| Тип тока, который течет от электрода через дугу к изделию, называется ____________________. | DCEN DCSP | |
| Постоянный ____________________ аппарат наиболее желателен при ручной дуговой сварке | ток | |
| DCRP имеет то же направление потока электронов, что и ____________________. | DCEP | |
| При использовании машины постоянного тока, если дуговый зазор увеличивается, сопротивление будет ____________________. | увеличение | |
| Каждый валик очищается перед изготовлением следующего валика, чтобы предотвратить ____________________ включений | шлак | |
| маленькие электроды используются для ——— | используются для тонкого металла Используется при потолочной сварке. Используется на корневом проходе сварного шва на толстом металле. | |
| Электроды большого диаметра используются для —— | Используются для нанесения большего количества присадочного металла Используется для однопроходных сварных швов на толстых металлических профилях | |
| T / F FCAW можно использовать без подачи защитного газа под давлением | T | |
| T / F GMAW можно использовать для всех коммерчески важных металлов | T | |
T / F GMAW можно использовать во всех положениях. | T | |
| T / F При глобулярном переносе металл движется по дуге в виде больших капель | T | |
| T / F Хорошая вентиляция особенно важна при использовании газа CO2 | T | |
| T / F Хлорированные углеводородные растворители, оставленные на металлических поверхностях, будут образовывать фосген (ядовитый, высокотоксичный газ) при температурах сварки. | T | |
| T / F GMAW можно проводить только при использовании DCEP. | T | |
| T / F И GMAW, и FCAW могут быть полуавтоматическими или автоматическими процессами | T | |
| T / F SMAW и GMAW используют аппараты для дуговой сварки на постоянном токе | F | |
| T / F Одним из преимуществ аппарата для дуговой сварки постоянным током является то, что большое процентное изменение напряжения приводит к небольшому процентному изменению силы тока. | T | |
T / F Длина кабелей для дуговой сварки обычно практически не влияет на выполняемый шов. | F | |
| T / F Материалы флюсового покрытия на электроде определяют электрические характеристики электрода. | T | |
| T / F При использовании сварочного аппарата CC величина силы тока будет увеличиваться, если соединения на рабочем месте или электрододержатель ослабнут. | F | |
| T / F Ширина валика стрингера должна быть в 2-3 раза больше диаметра электрода. | T | |
| T / F Плоское положение — лучшее положение для сварки любого соединения. | T | |
| T / F При использовании нескольких валиков не всегда необходимо удалять шлак между валиками | F | |
| T / F Реверс тока в цепи переменного тока практически исключает возникновение дуги | T | |
| Объясните, почему необходимо увеличить расход защитного газа при сварке в вертикальном, горизонтальном или потолочном положении. | Защитный газ падает из области стыка под действием силы тяжести, поэтому требуется больше газа. | |
| Объясните, как зажигается дуга при GMAW или FCAW. | На пистолете нажимают на спусковой крючок, и электрод подается, пока не коснется основного металла. Дуга зажигается при установлении контакта | |
| В чем разница между полуавтоматической сваркой и автоматической сваркой? | При полуавтоматической сварке сварщик управляет сварочным пистолетом; при автоматической сварке аппарат управляет пистолетом | |
| Как предотвратить прилипание брызг к соплу? | Коммерческий состав для предотвращения разбрызгивания распыляется на сопло и на него. | |
| Каково типичное напряжение холостого хода аппарата для дуговой сварки постоянным током? | 60–80 В | |
| Как изменить ток в сварочном аппарате переменного тока на постоянный? | Переменный ток пропускается через выпрямитель и изменяется на постоянный ток. | |
Перечислите пять функций флюсового покрытия на электроде SMAW. | Создание защитного газа для защиты металла от окисления.Обеспечьте флюсирующие агенты. Во время охлаждения образует затвердевший шлак, покрывающий сварной шов. Шлак позволяет сварному шву медленно остывать. Установите полярность и электрические характеристики электрода. | |
| Опишите термин «рабочий цикл». | Процент времени в десятиминутном интервале времени, в течение которого сварочный аппарат может использоваться при номинальном выходном токе. | |
| Как сварщик узнает, какой тип электродов он использует? | Номер электрода напечатан на флюсовом покрытии на неизолированном конце электрода. | |
| Что такое дуга? | Магнитное поле вокруг электрода постоянного тока, которое имеет тенденцию отклонять или выдувать поток дуги вперед или назад | |
| Объясните, как именно вы должны переместить электрод, чтобы правильно закончить сварной шов на конце соединения | В конце соединения направление электрода меняется на противоположное, когда электрод поднимается. Кратер финишной обработки следует заполнять сразу после разрыва дуги. Кратер финишной обработки следует заполнять сразу после разрыва дуги. | |
| Почему покрытый электрод нельзя гнуть? | Покрытие потрескается, что приведет к плохим сварным швам. | |
| Перечислите по крайней мере пять факторов, которые сварщик должен контролировать, чтобы получить хороший сварной шов при выполнении SMAW. | Длина дугового промежутка, сварочный ток, скорость поступательного движения, угол или положение электрода, проплавление, ширина сварного шва и контур валика | |
| Тип (ы) тока, используемого для GTAW (TIG) | DCEP DCEN и чередование. | |
| Что такое постоянная при сварке TIG: напряжение или ток? | Текущий | |
| в чем преимущество DCEN в TIG | очищает и удаляет оксиды с металлических поверхностей | |
| в чем преимущество DCEP в TIG | увеличивает силу дуги, обеспечивая лучшее проплавление | |
| в чем преимущество увеличения частоты переменного тока в TIG? | увеличение значения приведет к сужению дуги, что способствует большей стабильности дуги и более мелкому валику (отлично подходит для точных работ). | |
| В чем преимущество снижения частоты переменного тока при сварке TIG? | понижение этого значения увеличивает ширину дуги и способствует большему провару сварного шва. | |
| Каковы 5 основных компонентов GTAW-резака? | корпус горелки, цанговый патрон и цанга, торцевая крышка и сопло | |
| какие металлы вы бы сварили с помощью электрода с зелеными полосами? (чистый вольфрам) | Алюминий и магний | |
| какие меры предосторожности следует соблюдать при формировании торированного вольфрамового электрода? | не вдыхать пыль, так как она радиоактивна | |
| что делает добавление 2% тория к вольфрамовому электроду? | Добавление тория эффективно удваивает их пропускную способность по току.электроды легко запускаются и хорошо сопротивляются загрязнениям | |
| какой цветовой диапазон имеет электрод с 2% торированным вольфрамом? | красный | |
| какая цветная полоса у электрода с торированным 1%? | Желтый | |
| Какая цветная полоса есть у 2% лантанового вольфрама? | Синий | |
| каковы свойства 2% лантанового вольфрама? | обладает характеристиками торированных электродов, они также хорошо сочетаются с кондиционерами, что делает их хорошим выбором для использования в обычных магазинах. | |
| Какого цвета полоса 1.5% лантанат | золото | |
| Какая цветная полоса 1% лантанированная | черная | |
| Какая цветная полоса состоит из 2% церированного вольфрама | оранжевый | |
| Какого цвета полоса представляет собой циркониевый вольфрам | коричневый | |
| каковы свойства 2% церированного вольфрама | — это электрод, идеально подходящий как для переменного, так и для постоянного тока, он может работать в течение продолжительных периодов времени, хорошо запускаться, противостоять загрязнению, прецизионная работа с тонкими металлами каковы свойства цирконизированного вольфрама? | используются для сварки алюминия и магния там, где необходимо высочайшее качество, эти вольфрамовые вставки заменяют чистые разновидности из-за большей способности выдерживать ток, и они используются со скругленным концом. |
| сила тока для горелки TIG с воздушным охлаждением | не более 200 ампер | |
| диапазон силы тока горелки TIG с водяным охлаждением | 200 ампер + | |
| размер электродов TIG | от 0,010 «до 1/4» | |
| роль тока высокой частоты? | помогает преодолеть разрыв дуги Стил выключается, алюминий остается включенным | |
| Что делает предварительный поток? | запускает подачу газа до начала сварки — очищает от загрязнений | |
| что позволяет регулировка баланса на инверторах | позволяет оператору перенастроить длину волны переменного тока | |
| означает PPS? | импульсов в секунду | |
| Пиковое значение в процентах? | пик. % От общего тока 45% (сколько длится пиковый ток) % От общего тока 45% (сколько длится пиковый ток) |
NB-350/400/500 Полуавтоматический аппарат для дуговой сварки в среде защитного газа
Информация о продукте:
NB-350/400/500 (серия A161) — это полностью цифровой полуавтоматический газовый экранированный
аппарат для дуговой сварки на основе технологий DSP, fuzzy control, wave
управление и адаптивное управление, которые состоят из источника питания и механизма подачи проволоки.Станок
имеет характеристики стабильного сварочного процесса, низкого разбрызгивания и хорошего сварного шва. Расплавленный
бассейн прост в управлении, управление простое в выполнении, а эффективность высока.
Основные функции:
Инвертор IGBT
Высокая надежность и отличные сварочные характеристики
Широкий диапазон питающего напряжения
Визуальный и простой в эксплуатации
Синергетическая регулировка
Энергосбережение и малый объем
Основные технические характеристики:
Модель | NB-350 | NB-400 | NB-500 |
(A161-350) | (A161-400) | (A161-500) | |
Номинальное входное напряжение | 3-фазный, 380 В переменного тока, 50/60 Гц | ||
Диапазон входного напряжения | 266 В ~ 456 В | ||
Номинальная выходная мощность | 350А / 31. | 400 А / 34 В | 500A / 39V |
Напряжение холостого хода | 66V | ||
Продолжительность включения | 60% | ||
Диапазон регулировки скорости подачи проволоки | 1.5 ~ 19 м / мин | ||
Подходящий диаметр сварочной проволоки (мм) | Φ0.8, Φ1.0, Φ1.2 | Φ1.0, Φ1.2, Φ1.6 | |
Время предварительной подачи | 0,5 с | ||
Время продувки | 5s | ||
Режим работы | 2/4 шаг | ||
КПД (η) | ≥85% | ||
Коэффициент мощности (cosΦ) | ≥0. | ||
Класс изоляции | F | ||
Степень защиты корпуса | IP23S | ||
Режим охлаждения | Вентилятор охлаждения | ||
Размеры (мм) | 300x530x560 | 300x530x560 | |
Вес нетто (кг) | 37 | 44 | |
 5В
5В 85
85 Нет дополнительных изображений для этого продукта.
, класс автоматизации: полуавтоматический с ПЛК, название модели / номер: Wmw, 3200000 рупий / штука Сварочный аппарат для проволочной сетки
, класс автоматизации: полуавтоматический с ПЛК, название модели / номер: Wmw, 3200000 рупий / кусок | ID: 19523370433Спецификация продукта
| Применение / применение | СВАРКА ПРОВОЛОЧНОЙ СЕТКИ | ||
| Название модели / номер | WMW | ||
| Уровень автоматизации | Полуавтоматический с ПЛК | ||
| Марка | Частота | 50 Гц | |
| Страна происхождения | Сделано в Индии | ||
| Шаг поперечной проволоки | 19-100 мм | ||
| Размер провода | 2-5 мм | ||
| Емкость трансформатора | 300–900 кВА | ||
| Ширина сварки | 1200–2400 мм | ||
| Длинный шаг проволоки | 19–100 мм | ||
| Входное напряжение | 415 В переменного тока | ||
| Минимальное количество заказа | 1 Штука |
Описание продукта
Характеристики:
- Сварочные аппараты для проволочной сетки предназначены для сварки M.
 Материал S. и G. I. для нанесения проволоки
Материал S. и G. I. для нанесения проволоки - Прочная сборная рама для выдерживания больших сварочных нагрузок и вибрации.
- Регулировка шага в поперечном и продольном направлениях.
- Автоматическая индексация поперечной и длинной проволоки.
- Станок работает плавно на высокой скорости.
- Машина с трансформаторами с водяным охлаждением.
- ЧРП предназначен для управления скоростью .
- ПЛК и HMI для логики, простая диагностика.
Заинтересовал этот товар? Получите последнюю цену у продавца
Связаться с продавцом
Видео о продукте
Изображение продукта
О компании
Год основания 2012
Юридический статус фирмы Партнерство Фирма
Характер бизнеса Производитель
Количество сотрудников от 26 до 50 человек
Годовой оборот5-10 крор
Участник IndiaMART с сентября 2012 г.
GST27AABFW4641E1ZA
Код импорта и экспорта (IEC) 31120 *****
Основанная в году 2012 в Пуна, Махараштра, we « Winner Weldingg Corporation » — это компания, основанная в Partnership, , ведущий производитель и экспортер из Сварочные машины для проволочной сетки. Рельсовый вагонный сварочный аппарат, точечная проекция, шов, защита от дождя, машина для стыковой сварки оплавлением и его контроллеры сварки и многое другое.Наша продукция пользуется большим спросом благодаря первоклассному качеству и доступной цене. Кроме того, мы обеспечиваем своевременную доставку этих продуктов нашим клиентам, благодаря чему мы приобрели огромную клиентскую базу на рынке.Видео компании
Вернуться к началу 1 Есть потребность?
Получите лучшую цену
Есть потребность?
Получите лучшую цену
Сварочные термины Глоссарий | Freehold Welding Inc.

А В Г Д Ж З И К Л М О П Р С Т Ф Х Ц Ч Ш Щ Ъ Ы Ь Э Ю Я
А
Резка угольной дугой на воздухе (CAC-A) — Процесс резки, при котором металлы плавятся под действием тепла дуги с использованием угольного электрода. Расплавленный металл отталкивается от разреза струей нагнетаемого воздуха. Чтобы удалить большое количество металла, ищите сварщика, который может использовать уголь диаметром не менее 3/8 дюйма. Расходные материалы: угольные электроды, подача сжатого воздуха.
Переменный ток (AC) — Электрический ток, который меняет свое направление через равные промежутки времени, например 60 циклов переменного тока (AC) или 60 герц.
Сила тока — Измерение количества электричества, проходящего через заданную точку в проводнике за секунду. Ток — это еще одно название силы тока.
Arc — физический зазор между концом электрода и основным металлом. Физический зазор вызывает нагревание из-за сопротивления току и дуговым лучам.
Arc Force — Также называется Dig and Arc Control. Предоставляет источнику питания переменную дополнительную силу тока в условиях низкого напряжения (короткая длина дуги) во время сварки.Помогает избежать «залипания» стержневых электродов при короткой длине дуги.
Auto-Link ® — Схема внутреннего источника питания инвертора, которая автоматически подключает источник питания к приложенному первичному напряжению без необходимости вручную связывать клеммы первичного напряжения.
Автоматическая сварка — Использует оборудование, которое выполняет сварку без постоянной регулировки органов управления сварщиком или оператором. Оборудование контролирует выравнивание суставов с помощью автоматического датчика.
К
Сварочный аппарат с постоянным током (CC) — Эти сварочные аппараты имеют ограниченный максимальный ток короткого замыкания. У них отрицательная кривая вольт-амперной характеристики, и их часто называют «спадающими». Напряжение будет изменяться при разной длине дуги, при этом незначительно изменяется сила тока, отсюда и название постоянного тока или переменного напряжения.
Напряжение будет изменяться при разной длине дуги, при этом незначительно изменяется сила тока, отсюда и название постоянного тока или переменного напряжения.
Устройство подачи проволоки с постоянной скоростью — Устройство подачи работает от 24 или 115 В переменного тока от источника сварочного тока.
Сварочный аппарат с постоянным напряжением (CV) и постоянным потенциалом (CP) — «Потенциал» и «напряжение» в основном имеют одно и то же значение. Сварочный аппарат этого типа поддерживает относительно стабильное постоянное напряжение независимо от выходной силы тока. Это приводит к относительно плоской кривой вольт-ампер, в отличие от падающей кривой вольт-ампер типичного сварочного аппарата Stick (SMAW).
Current — Другое название силы тока. Количество электричества, проходящего через точку в проводнике каждую секунду.
Д
Дефект — Одна или несколько несплошностей, которые вызывают сбой при испытании сварного шва.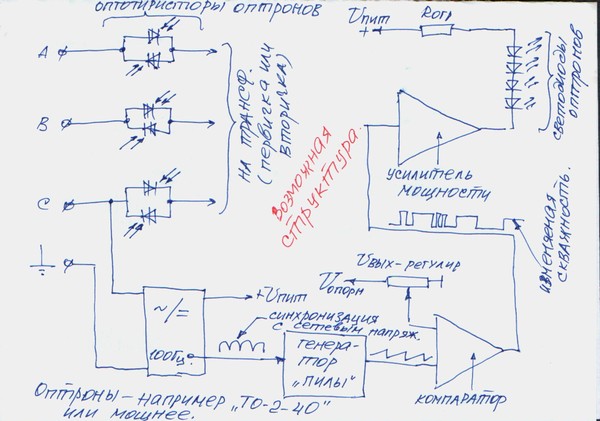
Постоянный ток (DC) — течет в одном направлении и не меняет его направление на противоположное, как переменный ток.
Отрицательный электрод постоянного тока (DCEN) — Определенное направление тока, протекающего через сварочную цепь, когда вывод электрода подсоединен к отрицательной клемме, а рабочий провод подсоединен к положительной клемме сварочного аппарата постоянного тока.Также называется постоянным током прямой полярности (DCSP).
Положительный электрод постоянного тока (DCEP) — — Определенное направление тока, протекающего через сварочную цепь, когда провод электрода подключен к положительной клемме, а рабочий провод подключен к отрицательной клемме сварочного аппарата постоянного тока. Также называется постоянным током обратной полярности (DCRP).
Рабочий цикл — Количество минут из 10-минутного периода времени, в течение которого аппарат дуговой сварки может работать с максимальной номинальной мощностью.Примером может быть рабочий цикл 60% при 300 ампер.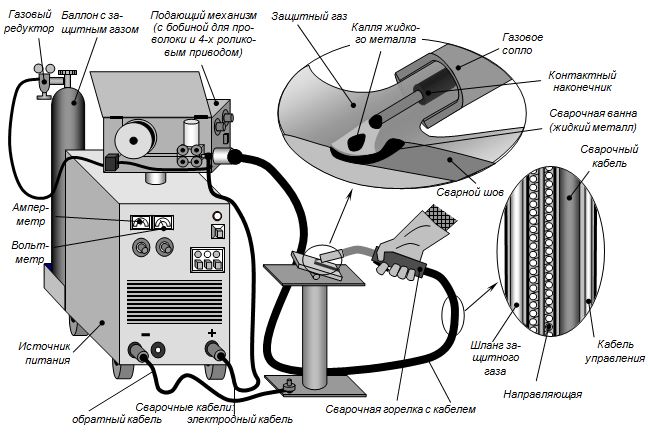 Это означает, что при 300 А сварочный аппарат можно использовать в течение 6 минут, а затем дать ему остыть при работающем двигателе вентилятора в течение 4 минут. (Некоторые производители оценивают машины по 5-минутному циклу).
Это означает, что при 300 А сварочный аппарат можно использовать в течение 6 минут, а затем дать ему остыть при работающем двигателе вентилятора в течение 4 минут. (Некоторые производители оценивают машины по 5-минутному циклу).
Факс
Fan-On-Demand ™ — Внутренняя система охлаждения источника питания, которая работает только при необходимости, сохраняя внутренние компоненты в чистоте.
Стационарная автоматизация — Автоматическая сварочная система с электронным управлением для простых, прямых или круглых швов.
Гибкая автоматизация — Автоматизированная роботизированная сварочная система для сложных форм и применений, где сварочные пути требуют изменения угла наклона горелки.
Дуговая сварка порошковой проволокой (FCAW) — Процесс дуговой сварки, при котором плавятся и соединяются металлы путем нагрева их дугой между непрерывной плавящейся электродной проволокой и изделием. Экранирование достигается за счет флюса, содержащегося в сердечнике электрода. В зависимости от типа порошковой проволоки дополнительная защита может обеспечиваться или не обеспечиваться от поступающего извне газа или газовой смеси.Расходные материалы: контактные наконечники, порошковая проволока, защитный газ (при необходимости зависит от типа проволоки).
В зависимости от типа порошковой проволоки дополнительная защита может обеспечиваться или не обеспечиваться от поступающего извне газа или газовой смеси.Расходные материалы: контактные наконечники, порошковая проволока, защитный газ (при необходимости зависит от типа проволоки).
г
Заземление — Безопасное соединение рамы сварочного аппарата с землей. Часто используется для заземления сварочного аппарата с приводом от двигателя, когда кабель подсоединяется от шпильки заземления сварочного аппарата к металлическому стержню, помещенному в землю. См. Раздел «Подключение детали», чтобы узнать о разнице между рабочим соединением и заземлением.
Провод заземления — При подключении сварочного аппарата к объекту см. Предпочтительный термин «Вывод детали».
H
Герц — Герц часто называют «циклами в секунду». В Соединенных Штатах частота или изменение направления переменного тока обычно составляет 60 герц.
High Frequency — Охватывает весь частотный спектр выше 50 000 Гц. Используется при сварке TIG для зажигания и стабилизации дуги.
Hot Start ™ — Используется на некоторых станках Stick (SMAW), чтобы облегчить запуск электродов, которые трудно запускать.Используется только для зажигания дуги.
I
Инвертор — источник питания, который увеличивает частоту поступающей первичной мощности, что позволяет уменьшить размер машины и улучшить электрические характеристики сварки, такие как более быстрое время отклика и больший контроль при импульсной сварке.
К
кВА — киловольт-амперы. Сумма вольт, умноженная на ампер, деленная на 1000, потребляемая источником сварочного тока от первичной мощности, предоставляемой коммунальной компанией.
кВт — Киловатт. Первичная кВт — это фактическая мощность, используемая источником питания при номинальной выходной мощности. Вторичный кВт — это фактическая выходная мощность источника сварочного тока. Киловатты находятся путем деления вольт на ампер на 1000 и учета любого коэффициента мощности.
Вторичный кВт — это фактическая выходная мощность источника сварочного тока. Киловатты находятся путем деления вольт на ампер на 1000 и учета любого коэффициента мощности.
л
Lift-Arc ™ — Эта функция позволяет зажигать дугу TIG без высокой частоты. Зажигает дугу при любой силе тока, не загрязняя сварной шов вольфрамом.
м
Микропроцессор — Одна или несколько интегральных схем, которые можно запрограммировать с помощью сохраненных инструкций для выполнения множества функций.
MIG (GMAW или газовая дуговая сварка металла) — процесс дуговой сварки, при котором соединяются металлы путем их нагрева дугой. Дуга возникает между непрерывно подаваемым присадочным (расходуемым) электродом и заготовкой. Подача газа или газовых смесей из внешнего источника обеспечивает защиту. Обычная сварка MIG также называется переносом короткого замыкания.Металл осаждается только тогда, когда проволока действительно касается изделия. Металл не переносится через дугу. Другой метод сварки MIG, струйный перенос, перемещает поток крошечных капель расплава через дугу от электрода к сварочной ванне. Расходные материалы: контактные наконечники, защитный газ, сварочная проволока.
Металл не переносится через дугу. Другой метод сварки MIG, струйный перенос, перемещает поток крошечных капель расплава через дугу от электрода к сварочной ванне. Расходные материалы: контактные наконечники, защитный газ, сварочная проволока.
O
Напряжение холостого хода (OCV) — Как следует из названия, в цепи нет тока, потому что она разомкнута. Однако на цепь подается напряжение, так что, когда цепь замыкается, ток сразу же течет.Например, сварочный аппарат, который включен, но в данный момент не используется для сварки, будет иметь напряжение холостого хода, приложенное к кабелям, присоединенным к выходным клеммам сварочного аппарата.
п.
Плазменно-дуговая резка — Процесс электродуговой резки, при котором металл разрезается с помощью суженной дуги для расплавления небольшого участка детали. Этот процесс может разрезать все металлы, проводящие электричество. Резаки Miller Spectrum — это полные пакеты, которые содержат все необходимое оборудование и расходные материалы для резака. Расходные материалы: расходные материалы для горелок, подача газа или сжатого воздуха.
Расходные материалы: расходные материалы для горелок, подача газа или сжатого воздуха.
фунтов на квадратный дюйм (psi) — Измерение, равное массе или весу, приложенному к одному квадратному дюйму площади поверхности.
Энергоэффективность — насколько хорошо электрическая машина использует поступающую электроэнергию.
Коррекция коэффициента мощности — Обычно используется в однофазных источниках питания постоянного тока, чтобы снизить силу тока в первичной обмотке, требуемую энергокомпанией во время сварки.
Первичная мощность — Часто называется входным линейным напряжением и силой тока, доступными сварочному аппарату от основной линии электропередачи в цехе. Первичная входная мощность часто выражается в ваттах или киловаттах (кВт). Это переменный ток, который может быть одно- или трехфазным. Сварочные аппараты, способные принимать более одного первичного входного напряжения и силы тока, должны быть правильно подключены для используемой входящей первичной мощности.
Pulsed MIG (MIG-P) — модифицированный процесс переноса распылением, при котором не образуются брызги, поскольку проволока не касается сварочной ванны.Для импульсной сварки MIG лучше всего подходят области, в которых в настоящее время используется метод передачи короткого замыкания для сварки стали, калибра 14 (1,8 мм) и выше. Расходные материалы: контактные наконечники, защитный газ, сварочная проволока.
Импульсная сварка TIG (TIG-P) — модифицированный процесс TIG, подходящий для сварки более тонких материалов. Расходные материалы: вольфрамовый электрод, присадочный материал, защитный газ.
Импульсный — Последовательность и управление величиной тока, полярностью и продолжительностью сварочной дуги.
R
Номинальная нагрузка — Сила тока и напряжение, которые источник питания рассчитан на определенный период рабочего цикла. Например, 300 ампер, 32 вольта нагрузки, при рабочем цикле 60%.
Контактная точечная сварка (RSW) — Процесс, при котором две металлические детали соединяются путем пропускания тока между электродами, расположенными на противоположных сторонах свариваемых деталей. В этом процессе нет дуги, и именно сопротивление металла току вызывает плавление.Для точечной сварки требуется следующее оборудование: аппарат для точечной сварки с воздушным или водяным охлаждением, набор из 2 клещей и набор из 2 наконечников. Для точечной сварки расходные материалы не требуются.
RMS — Среднеквадратичное значение. «Действующие» значения измеренного переменного напряжения или силы тока. Среднеквадратичное значение равно 0,707 максимального или пикового значения.
S
Сварочный полуавтомат — Оборудование контролирует только подачу электродной проволоки. Движение сварочной горелки контролируется вручную.
Защитный газ — Защитный газ, используемый для предотвращения атмосферного загрязнения сварочной ванны.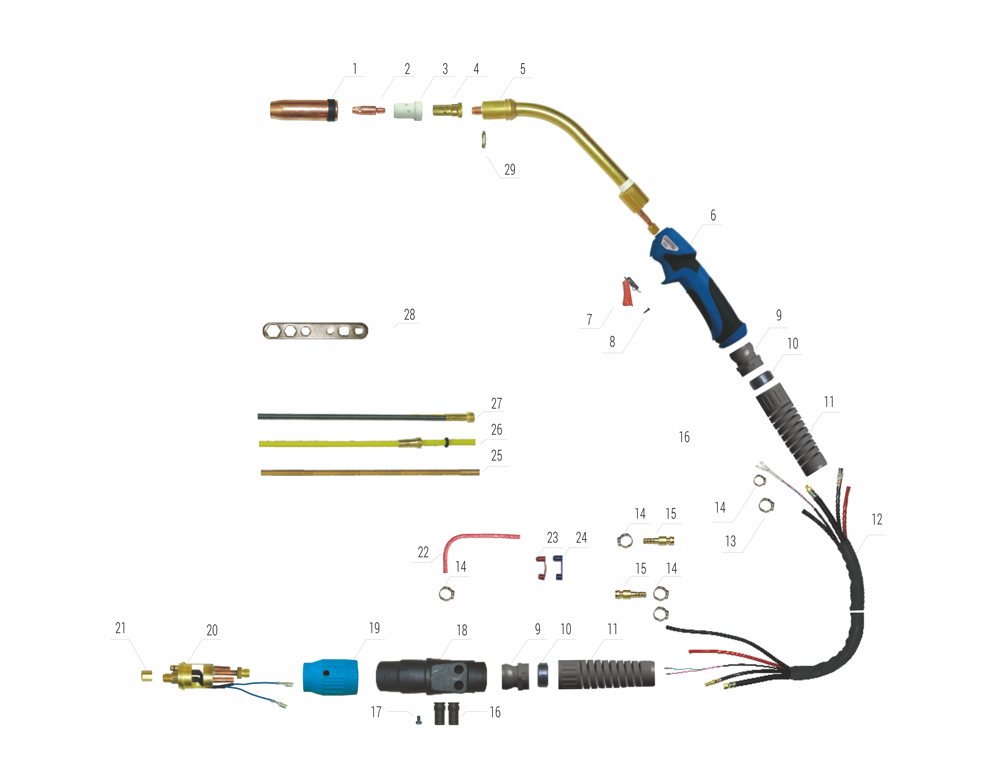
Однофазная цепь — Электрическая цепь, производящая только один переменный цикл в течение 360 градусов.
Брызги — Частицы металла, вылетающие из сварочной дуги. Эти частицы не становятся частью готового сварного шва.
Точечная сварка — Обычно выполняется на материалах, имеющих конструкцию соединения внахлест.Может относиться к точечной сварке сопротивлением, MIG или TIG. Точечная сварка сопротивлением выполняется электродами с обеих сторон стыка, а точечная сварка сваркой в условиях сварки и MIG выполняется только с одной стороны.
т
Сварка TIG (GTAW или газовая вольфрамовая дуга) — Этот процесс сварки, часто называемый TIG-сваркой (вольфрамовый инертный газ), соединяет металлы путем их нагрева вольфрамовым электродом, который не должен становиться частью завершенного сварного шва. Иногда используется присадочный металл, а для защиты используются инертный газ аргон или смеси инертных газов. Расходные материалы: вольфрамовый электрод, присадочный металл, защитный газ.
Расходные материалы: вольфрамовый электрод, присадочный металл, защитный газ.
Трехфазная цепь — Электрическая цепь, дающая три цикла в пределах временного интервала в 360 градусов, при этом циклы разнесены на 120 электрических градусов.
Горелка — Устройство, используемое в процессе TIG (GTAW) для управления положением электрода, передачи тока на дугу и направления потока защитного газа.
Touch Start — Процедура зажигания дуги низкого напряжения и малой силы тока для сварки TIG (GTAW).Вольфрам касается заготовки; когда вольфрам поднимается из заготовки, возникает дуга.
Вольфрам — Редкий металлический элемент с чрезвычайно высокой температурой плавления (3410 ° C). Используется при производстве электродов TIG.
В
Напряжение — Этот процесс сварки, который часто называют сваркой TIG (вольфрамовый инертный газ), соединяет металлы путем их нагрева вольфрамовым электродом, который не должен становиться частью завершенного сварного шва.Иногда используется присадочный металл, а для защиты используются инертный газ аргон или смеси инертных газов. Расходные материалы: вольфрамовый электрод, присадочный металл, защитный газ.
Устройство подачи проволоки с датчиком напряжения — Редкий металлический элемент с чрезвычайно высокой температурой плавления (3410 ° C). Используется при производстве электродов TIG.
Вольт-амперная кривая — График, показывающий выходные характеристики источника сварочного тока. Показывает возможности напряжения и силы тока конкретной машины.
Вт
Сварной металл — Электрод и основной металл, расплавленные во время сварки. Это формирует сварной валик.
Перенос сварного шва — Метод, при котором металл переносится из проволоки в расплавленную ванну. В MIG используется несколько методов; они включают: перенос короткого замыкания, перенос дуги распылением, глобулярный перенос, перенос скрытой дуги и импульсный перенос дуги.
Скорость подачи проволоки — Выражается в дюймах / мин или мм / с и относится к скорости и количеству присадочного металла, подаваемого в сварной шов.Как правило, чем выше скорость подачи проволоки, тем выше сила тока.
Присоединение заготовки — Средство для крепления рабочего кабеля (рабочего кабеля) к заготовке (металл, на который нужно приваривать). Кроме того, точка, в которой установлено это соединение. Один тип рабочего соединения осуществляется с помощью регулируемого зажима.
Свинец заготовки — Проводник или электрический проводник между аппаратом для дуговой сварки и изделием.
~ Сварочный словарь Источник: Hobart Institute of Welding Technology
Сварочный полуавтоматfubag irmig 180 — Горизонт Плюс, ООО в Уфе (интернет-магазин) Купить Сварочный полуавтомат Fubag IRMIG 180 Уфа (Россия)
ГОРЕЛКА В КОМПЛЕКТ НЕ ВХОДИТ.
Сварочный полуавтомат Fubag IRMIG 180 — универсальный, работает в режимах сварки MIG — MAG и MMA в наиболее распространенном диапазоне сварочного тока 40 — 180 А. Работает проволокой диаметром 0,6 — 0,8 / 0,8 — 1,0 мм на катушка весом 5 кг и диаметром 200 мм.
В 2019 году устройство получило новую запатентованную конструкцию — всех пластиковых элементов. (панель, ручка для переноски) заменены на металлические, что еще больше увеличивает надежность и срок службы устройства.Отличный выбор при проведении сварочных работ повышенной сложности на производстве или на строительной площадке. Высокая производительность сварочных работ обеспечивается автоматической подачей проволоки. Регулировка подачи проволоки, сварочного напряжения и индуктивности позволяет установить оптимальный режим сварки.
На передней панели аппарата расположены 2 ручки: одна отвечает за регулировку сварочного тока и скорости подачи проволоки, а другая — за управление выходным напряжением, что позволяет быстро и легко выбирать режимы и оптимальные параметры сварки.В новом дизайне устройство получило дополнительную защитную решетку, установленную за лицевой панелью для защиты от пыли и других внешних воздействий.
Сварочный полуавтомат Fubag IRMIG 180 оснащен евро-разъемом для быстрого и безопасного подключения сварочной горелки.
Рабочий цикл (DC) в режиме MIG составляет 25% при 40 ° C. Эти данные приведены в соответствии с европейским стандартом EN60974 — 1 при температуре наружного воздуха 40 ° C. На рынке часто используется рабочий цикл при температуре окружающей среды 20 ° C: чем ниже температура, тем выше рабочий цикл.
Сварочный полуавтомат Fubag IRMIG 180 имеет возможность легко менять полярность для работы с самозащитной проволокой. Эффективная система охлаждения, а также встроенная функция тепловой защиты с индикацией перегрева гарантируют долговечность и надежность устройства при интенсивном использовании.
Быстрое подключение сварочных кабелей и подключение горелки Euro обеспечивают простоту использования. Все технические характеристики четко и подробно указаны на корпусе устройства.Полуавтоматический сварочный аппарат Fubag IRMIG 180 поставляется с полным набором принадлежностей для сварки MIG / MAG и MMA.
Диаметр катушки: 200 мм Напряжение питания: 220 В Частота источника питания: 50 Гц Потребляемая мощность: 5,1 кВт Диапазон регулировки тока: 26 — 180 A Сварочный ток MMA: 20 — 160 A Ток TIG: 15 — 180 A Сварочный ток MIG: 30 — 180 A Напряжение холостого хода: 60 В Непрерывная нагрузка: 25% Диаметр сварочной проволоки: 0,8 / 1,0 мм Размеры: 440 x 205 x 270 мм Вес: 8,9 кг Податчик: встроенный Максимальный вес рулона: 5 кг Количество роликов: 2 шт.Дисплей: нетПолучение товара
Пикап
Товар можно получить в пункте выдачи по адресу
.- Уфа, Ленина 150/1.
- Салават, Нуриманова 30 (предупредите менеджера, что вы заберете товар в этом городе)
- Нефтекамск, Промышленная 9 (предупредите менеджера, что вы заберете товар в этом городе)
Доставка
- Доставка по Уфе — 300 руб. (При заказе от 10 000 руб. Доставка бесплатная)
- Для РБ и России — стоимость доставки обсуждается с менеджером.