Шлифовка головки блока цилиндров
Вопрос шлифовки головки блока цилиндров возникает в том случае, когда прогорела прокладка под головкой. Признак прогоревшей прокладки под головкой такой, двигатель кипит, идут пузыри в радиатор, а при очень сильном прогаре прокладки охлаждающая жидкость идет в блок двигателя, масло становиться серого цвета и увеличивается в объеме. Так как наш человек многое делает своими руками не доверяя мастерским и экономя деньги на ремонт, объясню, как отшлифовать головку блока дома, самому.
Сняли головку с двигателя, увидели прогоревшую прокладку, сразу возникает куча вопросов, ровная головка, сколько стоит отшлифовать головку, где шлифуют головки, как проверить ровность головки и т.д. Здесь все проще, чем мы думаем!
Чтобы снять эти вопросы и не морочить себе голову, нужно просто взять и самому притереть головку блока в домашних условиях без специальных станков. Для притирки головки понадобиться либо новый отрезной диск, либо новый точильный камень. Обычно даже сильные неровности в головки можно выровнять минут за двадцать, самостоятельно.
Обычно даже сильные неровности в головки можно выровнять минут за двадцать, самостоятельно.
Можно конечно просто заменить прокладку под головкой блока цилиндров, но если в головке блока есть неровности, долго двигатель не будет работать, сперва будет кипеть так как через не плотность между прокладкой и головкой будут проскакивать газы, а потом снова прогорит прокладка под головкой. Поэтому лучше не полениться, отшлифовать головку и ездить спокойно не думая о скором прогаре прокладки.
Ну уж если сняли головку то не поленитесь притереть клапана на всякий случай и заменить сальники клапанов, эта тема есть на сайте в другой статье, поэтому ее опускаю. Всегда лучше все делать один раз, чем после замены прокладки через какое-то время притирать прогоревший клапан или менять сальники клапанов. Клапана необязательно покупать новые, если клапана в хорошем состоянии то просто притрите рабочие. Уверен что после притирки и клапанов мощность двигателя возрастет, даже если на вид клапана выглядят идеально, все равно есть вероятность что в процессе работы особенно выпускных клапанов есть небольшая не плотность. Эта не плотность клапана и седла в дальнейшем приведет к прогару клапана.
Эта не плотность клапана и седла в дальнейшем приведет к прогару клапана.
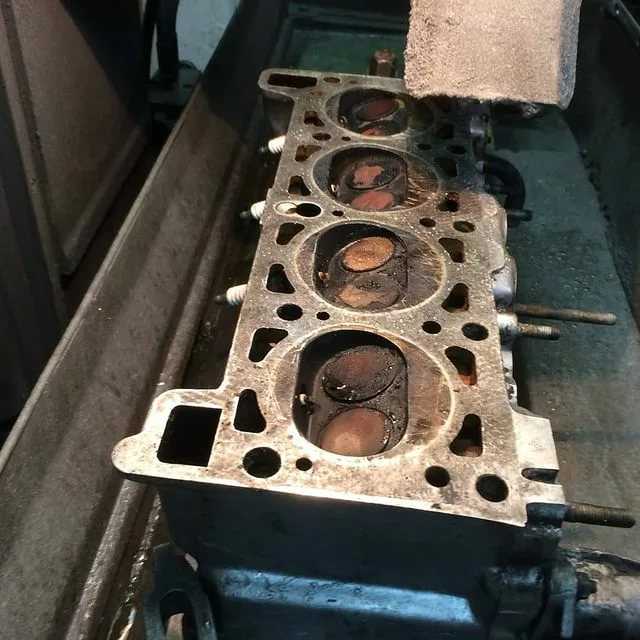
Фото. Начало шлифовки головки блока ВАЗ.
Перед шлифовкой головки, головку очистите от прилипшей прокладки при помощи ножа. Положите новый отрезной диск как показано на фото, руками проведите несколько раз диском по всей длине головки. Вот после этого сразу будут видны все неровности головки, все неровности хорошо видны на фото.
Фото. Отшлифованная головка блока ВАЗ.
Остается только отшлифовать головку до затирки всех неровностей, обязательно диск водите по всей длине головки и не пытайтесь тереть только в одном месте. Диск двигайте по всей длине головки до полной затирки всех неровностей. Хорошо отшлифованная головка видна на фото.
Совет, отрезным диском быстрей отшлифуете головку чем точильным камнем.
Шлифовка головки двигателя. Видео.
Горобинский С. В.
В.
Фрезеровка плоскости ГБЦ двигателя 2.5л дизель D4BH от Hyundai Porter / Всё для моторов
На видео представлен процесс фрезеровки плоскости головки блока цилиндров (ГБЦ) двигателя 2.5л дизель D4BH от Хендай Портер (Hyundai Porter)!
Шлифовка головки блока цилиндров может применяться в очень многих случаях. Чаще всего шлифовка гбц Хендай Портер 2.5 с маркировкой: D4CB — является частью капитального ремонта двигателя, реже ее применяют для тюнинга автомобиля, при замене распредвала и проведении других работ, связанных с головкой. И всегда при снятии ГБЦ Портер 2.5 ее необходимо отшлифовать перед тем, как устанавливать обратно. Как известно, блоки цилиндров бывают чугунные и алюминиевые.
Головка Блока является важнейшей частью двигателя. Если гбц плохо прилегает к блоку, это ухудшает процесс смазки и охлаждения мотора. Соответственно из-за плохого прилегания — двигатель перегревается и происходит деформация. Также неплотное прилегание может вести к утечке охлаждающей жидкости, прорыву газов, масла, снижению мощности. При наличии любого из этих «симптомов» нужно срочно обращаться в сервисный центр Hyundai. Лучше вовремя проверить состояние, провести дефектовку и устранить проблему на ранней стадии, чем ждать ухудшения состояния двигателя. Для того, чтобы головка блока цилиндров хорошо прилегала к блоку ее шлифуют, а вместе с ней иногда шлифуется и поверхность самого блока цилиндров. Фрезеровку гбц должен проводить квалифицированный опытный специалист в цеху на соответствующем оборудовании.
Соответственно из-за плохого прилегания — двигатель перегревается и происходит деформация. Также неплотное прилегание может вести к утечке охлаждающей жидкости, прорыву газов, масла, снижению мощности. При наличии любого из этих «симптомов» нужно срочно обращаться в сервисный центр Hyundai. Лучше вовремя проверить состояние, провести дефектовку и устранить проблему на ранней стадии, чем ждать ухудшения состояния двигателя. Для того, чтобы головка блока цилиндров хорошо прилегала к блоку ее шлифуют, а вместе с ней иногда шлифуется и поверхность самого блока цилиндров. Фрезеровку гбц должен проводить квалифицированный опытный специалист в цеху на соответствующем оборудовании.
Компания All4motors проводит шлифовку головки блока в Москве в собственном цеху за 1-2 дня. Мы работаем каждый день с 9 до 19 часов. Вы можете сами привезти деталь в наш цех или же воспользоваться услугами курьера. Для жителей отдаленных регионов возможна услуга забора и доставки детали транспортной компанией. Все наши специалисты имеют огромный опыт работы в этой сфере. Шлифовка гбц Портер 2.5 моделью: D4CB проводится у нас на высокоточном современном шлифовальном станке. Все вместе позволяет нам гарантировать высокое качество выполнения всех ремонтных работ. При проведении шлифовки нужно точно знать допустимое для снятия количество металла. Если превысить установленное производителем значение, тогда единственным выходом останется замена головки блока. Мастер перед проведением шлифовки проверяет степень прогиба.
Все наши специалисты имеют огромный опыт работы в этой сфере. Шлифовка гбц Портер 2.5 моделью: D4CB проводится у нас на высокоточном современном шлифовальном станке. Все вместе позволяет нам гарантировать высокое качество выполнения всех ремонтных работ. При проведении шлифовки нужно точно знать допустимое для снятия количество металла. Если превысить установленное производителем значение, тогда единственным выходом останется замена головки блока. Мастер перед проведением шлифовки проверяет степень прогиба.
Цена шлифовки привалочной плоскости головки блока Портер 2.5 гораздо меньше стоимости новой гбц, так что фрезеровка позволит вам сэкономить свои денежные средства и избавит от необходимости покупки новой гбц. Качественно проведённые работы по шлифовке (фрезеровке) головки блока позволят получить полностью рабочую деталь, которая прослужит Вам ещё очень продолжительный срок и будет являться залогом бесперебойной работы двигателя. Но в любом случае после шлифовки гбц необходимо не забывать о прохождении ТО и соблюдении всех рекомендаций и правил эксплуатации двигателя.
Если двигатель вашего Хендай портер вышел из строя и вам необходим ремонт двигателя Портер 1 или 2, обращайтесь по телефону, указанному на нашем сайте. Очень много в интернете запросов типа «шлифовка головки блока цилиндров в домашних условиях» и «шлифовка поверхности гбц Хендай Портер своими руками». Но любой хороший специалист скажет вам, что проводить шлифовку необходимо в мастерских. Так вы сэкономите не только своё время, но и силы, деньги и нервы. Звоните, и уже через пару дней будете наслаждаться бесперебойной работой вашего двигателя!
Как портировать и полировать головки цилиндров вашего автомобиля
Как портировать и полировать головки цилиндров вашего автомобиля | Совет вашего механикаЗадайте вопрос, получите ответ как можно скорее!
ЗАПРОСИТЬ ЦЕНУ
Стоимость замены датчика температуры головки цилиндров
Место обслуживания
$116,57 — $566,13
Диапазон цен для всех автомобилей
Один из самых простых способов увеличить мощность на 20–30 л. Движку понравится обновление, но вашему кошельку может не понравиться. Сегодняшние головки цилиндров вторичного рынка имеют высокую цену.
Движку понравится обновление, но вашему кошельку может не понравиться. Сегодняшние головки цилиндров вторичного рынка имеют высокую цену.
Чтобы немного облегчить финансовое бремя, вы можете отправить головку блока цилиндров в механический цех для портирования и полировки, но это будет дорого. Лучший способ сэкономить как можно больше денег и получить те же преимущества в производительности — это потратить свое личное время на портирование и полировку головки блока цилиндров самостоятельно.
Процесс портирования и полировки в целом одинаков для всех головок цилиндров. Ниже мы предоставим простое руководство по правильному, безопасному и эффективному портированию и полировке головок цилиндров. Однако имейте в виду, что все, что предлагается в этой статье, выполняется на ваш страх и риск. Очень легко сошлифовать слишком много металла, что необратимо и, скорее всего, приведет к непригодности головки блока цилиндров.
- Примечание : Если у вас практически нет опыта работы с Dremel, рекомендуется сначала потренироваться на запасной головке блока цилиндров.
 Старые запасные головки цилиндров можно купить на свалке или в магазине вам могут предоставить старую головку бесплатно.
Старые запасные головки цилиндров можно купить на свалке или в магазине вам могут предоставить старую головку бесплатно.
Часть 1 из 6: Подготовка к работе
Необходимые материалы
Шаг 1: Снимите головку блока цилиндров
. Этот процесс будет варьироваться от двигателя к двигателю, поэтому вам следует обратиться к руководству для получения подробной информации.Как правило, вам потребуется снять с головки все детали, мешающие снятию, а также открутить гайки и болты, крепящие головку.
Шаг 2: Снимите распределительный вал, коромысла, пружины клапанов, фиксаторы, клапаны и толкатели . Вы должны обратиться к своему руководству за подробностями по их удалению, поскольку каждый автомобиль очень отличается.
- Совет : Каждый удаленный компонент должен быть переустановлен точно в том положении, из которого он был удален. При разборке упорядочивайте снятые компоненты таким образом, чтобы можно было легко отследить исходное положение.

Этап 3: Тщательно очистите головку блока цилиндров от масла и мусора с помощью средства для чистки тормозов
Этап 4: Осмотрите головку блока цилиндров на наличие трещин . Чаще всего они появляются между соседними седлами клапанов.
- Совет : Если в головке блока цилиндров обнаружена трещина, головку блока цилиндров необходимо заменить.
Шаг 5: Очистите место соединения . Используйте губку Scotch-Brite или наждачную бумагу с зернистостью 80, чтобы очистить область, где головка блока цилиндров сопрягается с прокладкой впускного коллектора, до голого металла.
Часть 2 из 6: увеличение потока воздуха
- Dykem Machinist
- Проволочная щетка с золотым ворсом
- Высокоскоростной Dremel (свыше 10 000 об/мин)
- Притирочный инструмент
- Притирочная паста
- Проникающее масло
- Набор для портирования и полировки
- Защитные очки
- Небольшая отвертка или другой металлический остроконечный инструмент
- Хирургические маски или другие средства защиты органов дыхания
- Рабочие перчатки
- Стяжки
Шаг 1: Подгоните впускные каналы к впускным прокладкам . Прижав прокладку впускного коллектора к головке блока цилиндров, вы можете увидеть, сколько металла можно удалить, чтобы увеличить поток воздуха.
Прижав прокладку впускного коллектора к головке блока цилиндров, вы можете увидеть, сколько металла можно удалить, чтобы увеличить поток воздуха.
Впускной патрубок можно значительно расширить, чтобы он соответствовал окружности впускной прокладки.
Шаг 2: Окрасьте периметр впускного патрубка краской Machinist красного или синего цвета . После высыхания краски соедините прокладку впускного коллектора с головкой блока цилиндров.
Используйте болт или ленту впускного коллектора, чтобы удерживать прокладку на месте.
Шаг 3: Обведите впускной патрубок . Используйте маленькую отвертку или аналогичный острый предмет, чтобы начертить или обвести области вокруг впускного канала, где видна краска.
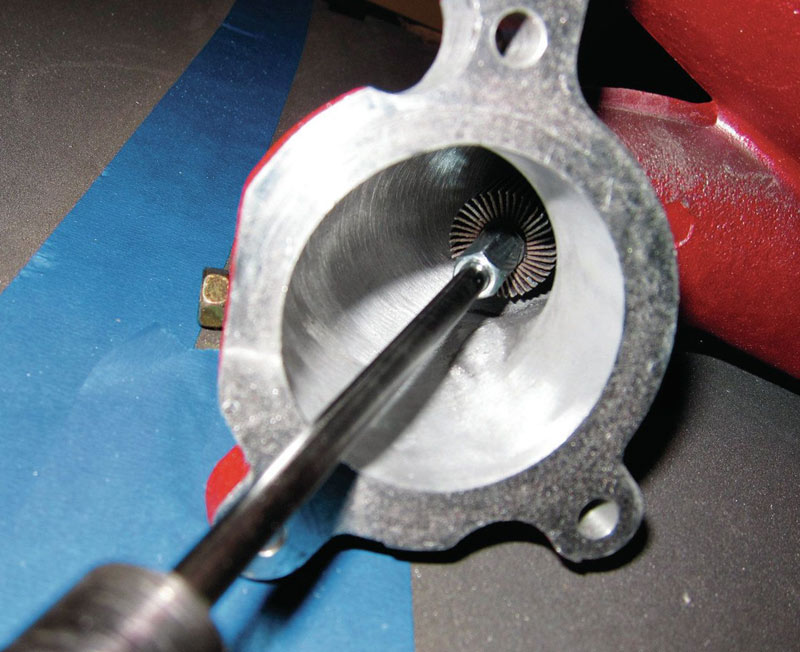
Шаг 4: Удалите материал внутри разметочных меток . Используйте каменную насадку со стрелой, чтобы умеренно удалить материал внутри меток.
Надгробие со стрелой оставит шероховатую поверхность, поэтому будьте предельно осторожны, чтобы не чрезмерно увеличить порт или по ошибке не зашлифовать область, которая входит в область покрытия впускной прокладки.
Равномерно и равномерно увеличить впускной патрубок. Не нужно слишком глубоко заходить внутрь бегуна. Необходимо всего лишь вставить от дюйма до полутора дюймов во впускной патрубок.
Держите скорость Dremel на уровне около 10 000 об/мин, иначе биты изнашиваются быстрее. Примите во внимание заводские обороты Dremel, которые вы используете, чтобы определить, насколько быстрее или медленнее должны быть отрегулированы обороты, чтобы достичь диапазона 10 000.
Например, если используемый вами дремель имеет заводскую скорость вращения 11 000 об/мин, можно с уверенностью сказать, что вы можете запустить его на полную мощность, не сгорая при этом. С другой стороны, если у Dremel заводские обороты в минуту 20 000, то удерживайте дроссельную заслонку примерно наполовину до точки, где Dremel работает примерно на половине скорости.
- Предупреждение : Не удаляйте металл, выступающий в зону покрытия прокладки, иначе может возникнуть утечка.

Совет : По возможности сошлифуйте все острые изгибы, щели, впадины, неровности и выступы внутри впускного канала. На следующем изображении показан пример отливки неровностей и острых краев.
Совет : Убедитесь, что порт равномерно и равномерно увеличен. Как только первый бегунок будет увеличен, используйте вешалку из обрезанной проволоки, чтобы оценить процесс увеличения. Отрежьте подвеску по длине, соответствующей ширине первого выпускного патрубка с отверстиями. Таким образом, вы можете использовать вырезанную подвеску в качестве шаблона, чтобы получить лучшее представление о том, насколько должны быть увеличены другие полозья. Каждое расширение впускного канала должно быть примерно равным друг другу, чтобы они могли пропускать одинаковый объем. Это же правило относится и к выхлопным направляющим.
Шаг 4: Сгладьте новый участок поверхности . Как только входное отверстие будет увеличено, используйте менее грубые картриджные ролики, чтобы сгладить новую площадь поверхности.
Используйте картридж с зернистостью 40, чтобы выполнить большую часть шлифовки, затем используйте картридж с зернистостью 80, чтобы получить хорошую гладкую поверхность.
Шаг 5: Осмотрите впускные направляющие . Поверните головку блока цилиндров нижней стороной вверх и осмотрите внутреннюю часть впускных направляющих через отверстия клапанов.
Шаг 6: Удалите все очевидные неровности . Сошлифуйте любые острые повороты, щели, впадины, грубую отливку и неровности отливки с помощью картриджей.
Используйте картридж зернистостью 40, чтобы равномерно распределить каналы впускного канала. Акцентируйте внимание на устранении любых недостатков. Затем используйте картридж с зернистостью 80, чтобы еще больше сгладить область отверстий.
- Совет
Шаг 7: Установите другие направляющие . После окончания первого впускного канала переходите ко второму впускному каналу, третьему и так далее.
Часть 3 из 6: Установка отверстий для выхлопа
Без установки отверстий для стороны выпуска двигатель не будет иметь достаточного рабочего объема, чтобы обеспечить эффективный выход увеличенного объема воздуха. Для переноса выхлопной стороны двигателя шаги очень похожи.
- Дайкем Машинист
- Проволочная щетка с золотым ворсом
- Высокоскоростной Dremel (свыше 10 000 об/мин)
- Проникающее масло
- Набор для портирования и полировки
- Защитные очки
- Маленькая отвертка или другой металлический остроконечный инструмент
- Хирургические маски или другие средства защиты органов дыхания
- Рабочие перчатки
Шаг 1: Очистите место сопряжения . Используйте салфетку Scotch-Brite, чтобы очистить область, где головка блока цилиндров соединяется с прокладкой выхлопной трубы, до голого металла.
Шаг 2: Покрасьте периметр выпускного патрубка краской Machinist красного или синего цвета . После высыхания краски соедините прокладку выпускного коллектора с головкой блока цилиндров.
Используйте болт или ленту выпускного коллектора, чтобы удерживать прокладку на месте.
Шаг 3: Наметьте места, где видна краска, с помощью очень маленькой отвертки или аналогичного остроконечного предмета . При необходимости используйте изображения на шаге 9 в качестве ссылок.
Сошлифуйте любые шероховатости отливки или неровности отливки, поскольку углеродистые отложения могут легко скапливаться в неконтролируемых местах и вызывать турбулентность.
Шаг 4: Увеличьте отверстие порта, чтобы оно совпадало с метками . Используйте насадку для камня Arrowhead, чтобы сделать большую часть шлифовки.
- Примечание : каменная насадка со стрелой оставит шероховатую поверхность, поэтому пока она может выглядеть не так, как вы ожидаете.

- Совет : Обязательно увеличивайте порт равномерно и равномерно. Как только первая ветвь увеличена, используйте упомянутую выше технику подвески из перерезанной проволоки, чтобы оценить процесс увеличения.
Шаг 5: Установите расширение выпускного патрубка с помощью картриджей . Это даст вам красивую гладкую поверхность.
Начните с картриджа с зернистостью 40, чтобы выполнить большую часть кондиционирования. После тщательной обработки поверхности картриджем с зернистостью 40 используйте картридж с зернистостью 80, чтобы получить гладкую поверхность без ряби.
Шаг 6: Продолжайте работу с оставшимися направляющими . После того, как первый выпускной патрубок правильно подключен, повторите эти шаги для остальных выпускных патрубков.
Шаг 7: Осмотрите выпускные направляющие . Поместите головку блока цилиндров нижней стороной вверх и осмотрите внутреннюю часть выпускных направляющих через отверстия для клапанов на наличие дефектов.
Шаг 8: Удалите шероховатости и дефекты . Зашлифуйте все острые повороты, щели, впадины, грубую отливку и неровности отливки.
Используйте картридж зернистостью 40, чтобы равномерно распределить каналы выпускного патрубка. Акцентируйте внимание на устранении любых дефектов, затем используйте картридж с зернистостью 80, чтобы еще больше сгладить область с отверстиями.
Предупреждение : Как указывалось ранее, будьте очень осторожны, чтобы по ошибке не зашлифовать какую-либо из областей, где клапан официально соприкасается с головкой цилиндра, также известной как седло клапана, иначе может произойти серьезное необратимое повреждение.
Совет : после использования твердосплавной насадки переключитесь на менее грубый патронный валик, чтобы еще больше сгладить поверхность там, где это необходимо
Шаг 9: Повторить для остальных направляющих . После того, как конец первой выхлопной направляющей будет правильно установлен, повторите процедуру для остальных выхлопных направляющих.
После того, как конец первой выхлопной направляющей будет правильно установлен, повторите процедуру для остальных выхлопных направляющих.
Часть 4 из 6: полировка
- Dykem Machinist
- Проволочная щетка с золотым ворсом
- Высокоскоростной Dremel (свыше 10 000 об/мин)
- Проникающее масло
- Набор для портирования и полировки
- Защитные очки
- Маленькая отвертка или другой металлический остроконечный инструмент
- Хирургические маски или другие средства защиты органов дыхания
- Рабочие перчатки
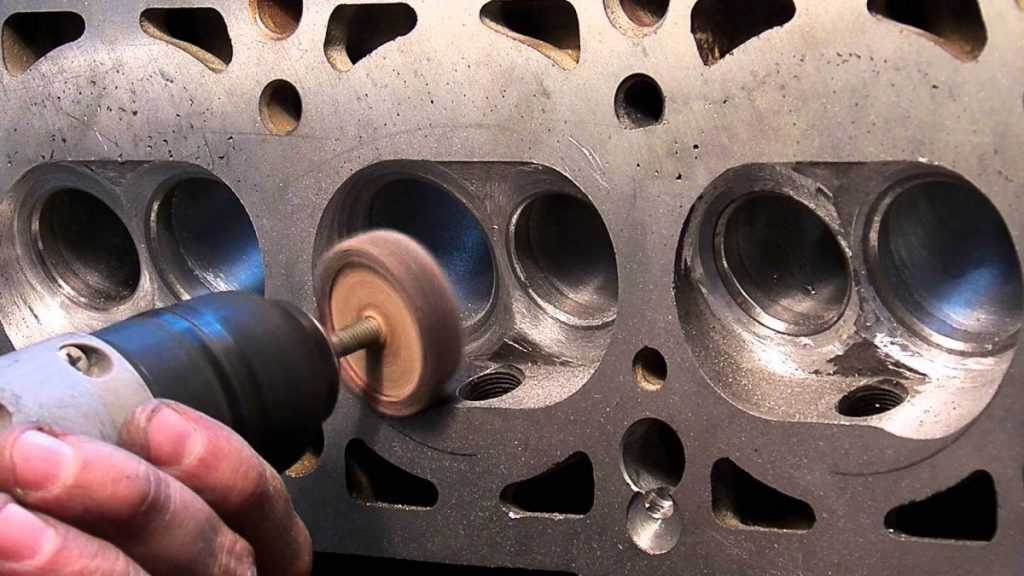
Шаг 1: Отполируйте внутреннюю часть направляющей . Используйте заслонку из комплекта для портирования и полировки, чтобы отполировать внутреннюю часть бегунка.
Вы должны увидеть увеличение и блеск при перемещении заслонки по поверхности. Необходимо только отполировать внутреннюю часть впускного патрубка примерно на дюйм-полтора. Равномерно отполируйте впускной канал, прежде чем переходить к следующему буферу.
- Совет : Не забудьте поддерживать скорость Dremel на уровне около 10000 об/мин, чтобы максимально увеличить срок службы бит.
Шаг 2: Используйте шлифовальный круг средней зернистости . Повторите тот же процесс, что и выше, но используйте поперечный буфер средней зернистости вместо заслонки.
Шаг 3: Используйте мелкозернистый поперечный буфер . Повторите тот же процесс еще раз, но используйте мелкозернистый шлифовальный круг для окончательной отделки.
Рекомендуется опрыскивать буфер и направляющую небольшими порциями WD-40, чтобы придать поверхности блеск и мерцание.
Шаг 4: Завершить для оставшихся бегунов . После того, как первый впускной канал будет успешно отполирован, переходите ко второму впускному каналу, третьему и так далее.
Этап 5: Отполируйте выпускные направляющие . Когда все впускные направляющие отполированы, приступайте к полировке выпускных направляющих.
Отполируйте каждую выхлопную трубу, используя точно такие же рекомендации и буферную последовательность, как описано выше.
Шаг 6: Полируйте выходы направляющих . Поместите головку блока цилиндров нижней стороной вверх, чтобы мы могли отполировать выпускные отверстия впускных и выпускных каналов.
Шаг 7: Примените ту же последовательность буферов . Для полировки выпускных отверстий как впускного, так и выпускного каналов применяйте ту же последовательность буферов, которая использовалась ранее. №
Используйте затвор для первого этапа полировки, затем шлифовальный круг средней зернистости для второго этапа и шлифовальный круг мелкозернистого размера для окончательной полировки. В некоторых случаях заслонка может не входить в узкие места. Если это так, используйте поперечный буфер средней зернистости, чтобы закрыть области, недоступные заслонке.
- Совет : Не забывайте распылять WD-40 небольшими порциями, используя мелкозернистый поперечный буфер, чтобы усилить блеск.

Шаг 8: Сосредоточьтесь на нижней части головки блока цилиндров . Теперь давайте сосредоточимся на портировании и полировке нижней части головки блока цилиндров.
Цель состоит в том, чтобы устранить шероховатую поверхность, которая может вызвать преждевременное зажигание, и очистить нагар. Поместите клапаны на их исходные места, чтобы защитить седла клапанов во время портирования.
Часть 4 из 6: полировка платформы и камеры цилиндра
- Dykem Machinist
- Высокоскоростной Dremel (свыше 10 000 об/мин)
- Проникающее масло
- Набор для портирования и полировки
- Защитные очки
- Маленькая отвертка или другой металлический остроконечный инструмент
- Хирургические маски или другие средства защиты органов дыхания
- Рабочие перчатки
- Стяжки
Шаг 1: Используйте ролики картриджа, чтобы сгладить область, где патронник соединяется с декой . Привяжите стяжки вокруг штока клапана, чтобы закрепить клапаны на месте.
Привяжите стяжки вокруг штока клапана, чтобы закрепить клапаны на месте.
Картриджа с зернистостью 80 должно быть достаточно для этого этапа портирования. Выполните этот шаг на каждой платформе и камере цилиндра.
Шаг 2: Отполируйте платформу цилиндров . После того, как каждая дека цилиндра будет портирована, мы отполируем их, используя почти те же методы, что и раньше.
На этот раз отполируйте, используя только мелкозернистый поперечный буфер. В этот момент вы должны действительно начать видеть мерцание головки блока цилиндров. Чтобы головка блока цилиндров действительно сияла ярко, как алмаз, используйте мелкозернистый поперечный буфер, чтобы добиться окончательного блеска.
Часть 6 из 6: Полная притирка клапанов
- Dykem Machinist
- Притирочный инструмент
- Притирочная паста
- Хирургические маски или другие средства защиты органов дыхания
- Рабочие перчатки
Затем мы безопасно восстановим седла ваших клапанов. Этот процесс восстановления известен как притирка клапана.
Этот процесс восстановления известен как притирка клапана.
Шаг 1: Окрасьте края седел клапанов краской Machinist blue red или blue . Краска поможет визуализировать рисунок притирки и указать, когда притирка завершена.
Шаг 2: Нанесите состав . Нанесите притирочный состав на основание клапана.
Шаг 3: Примените притирочный инструмент . Верните клапан в исходное положение и примените притирочный инструмент.
С небольшим усилием вращайте притирочный инструмент между ладонями в быстром темпе, как будто вы согреваете руки или пытаетесь разжечь огонь.
Шаг 4: Проверьте образец . Через несколько секунд вытащите клапан из седла и осмотрите полученный рисунок.
Если на клапане и седле образовалось блестящее кольцо, ваша работа выполнена, и вы можете перейти к следующему клапану и седлу клапана. Если нет, есть большая вероятность, что у вас погнутый клапан, который необходимо заменить.
Шаг 5: Переустановите все компоненты, которые вы удалили . Установите на место распределительный вал, коромысла, клапанные пружины, фиксаторы и толкатели.
Шаг 6: Установите на место головку блока цилиндров . Когда закончите, дважды проверьте время перед запуском автомобиля.
Время, потраченное на полировку, полировку, шлифовку и притирку, окупилось. Чтобы проверить результаты работы, отнесите головку блока цилиндров в механический цех и протестируйте ее на стенде. Тест выявит любые утечки и позволит вам увидеть объем воздушного потока, проходящего через полозья. Вы хотите, чтобы объем, проходящий через каждый впускной канал, был очень похожим. Если у вас есть какие-либо вопросы о процессе, обратитесь к механику за быстрым и полезным советом и обязательно замените датчик температуры головки цилиндров, если это необходимо.
Следующий шаг
График замены датчика температуры головки цилиндров
Самая популярная услуга, которую заказывают читатели этой статьи, — замена датчика температуры головки блока цилиндров.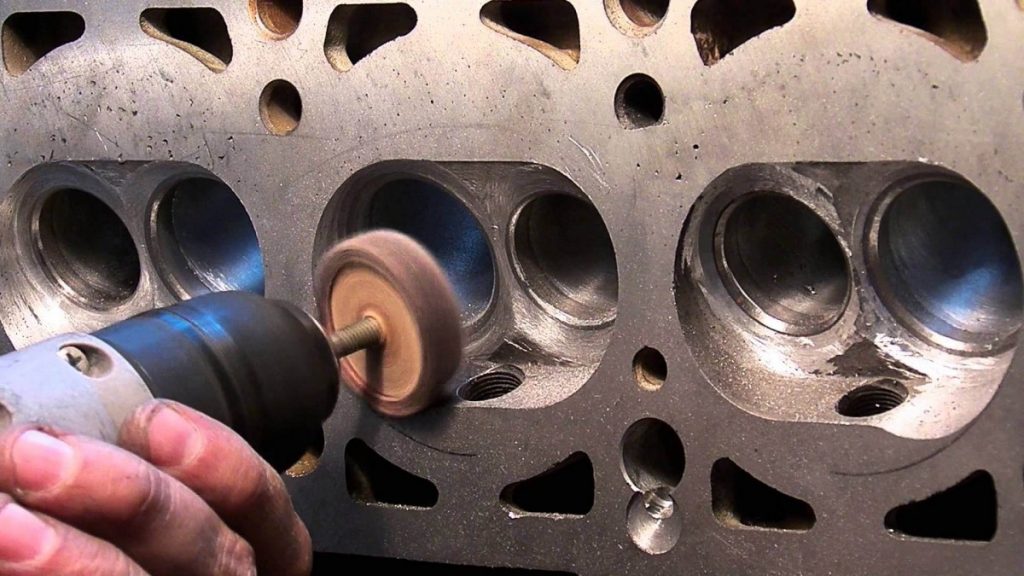 Технические специалисты YourMechanic доставят вам услуги дилера, выполняя эту работу у вас дома или в офисе 7 дней в неделю с 7:00 до 21:00. В настоящее время мы охватываем более 2000 городов и имеем более 100 тысяч 5-звездочных отзывов…
УЧИТЬ БОЛЬШЕ
Технические специалисты YourMechanic доставят вам услуги дилера, выполняя эту работу у вас дома или в офисе 7 дней в неделю с 7:00 до 21:00. В настоящее время мы охватываем более 2000 городов и имеем более 100 тысяч 5-звездочных отзывов…
УЧИТЬ БОЛЬШЕ
СМ. ЦЕНЫ И РАСПИСАНИЕ
Уборка
Цилиндры
Заявления, приведенные выше, предназначены только для информационных целей и требуют независимой проверки. Пожалуйста, смотрите наш условия обслуживания для более подробной информации
Отличные оценки авторемонта.
4.2 Средняя оценка
Часы работы
7:00–21:00
7 дней в неделю
Номер телефона
1 (855) 347-2779
Часы работы телефона
Пн — Пт / 6:00 — 17:00 по тихоокеанскому времени
Сб — Вс / 7:00 — 16:00 по тихоокеанскому стандартному времени
Адрес
Мы приедем к вам без дополнительной оплаты
Гарантия
Гарантия 12 месяцев/12 000 миль
Наши сертифицированные выездные механики выполняют более 600 услуг, включая диагностику, тормоза, замену масла, плановые ТО, и приедут к вам со всеми необходимыми запчастями и инструментами.
Получите честное и прозрачное предложение прямо перед бронированием.
Отличная оценка
Сводка оценок
ПОСМОТРЕТЬ ОТЗЫВЫ РЯДОМ
Джонатан
22 года опыта
304 Обзоры
Запрос Джонатана
Джонатан
22 года опыта
Запрос Джонатан
ТЕММАНСКА EBENER
Merful Колорадо
Работать с Джонатаном было очень приятно! Моему автомобилю требовался новый датчик температуры головки блока цилиндров (работа от среднего до профессионального уровня). Он был как раз вовремя для встречи, он немного поделился своим опытом работы, а затем приступил к работе. Я проверял каждые 30-40 минут, и он терпеливо объяснял, что именно он делает и как это влияет на машину. Я никогда не чувствовал такого уровня комфорта ни с одним магазином или другим механиком. Как только он закончил ремонт, он все почистил, и моя машина была готова. Он был профессиональным, дружелюбным, высококвалифицированным и своевременным. От механики большего и не ждешь. Я бы с удовольствием отдал ему свой бизнес снова!
От механики большего и не ждешь. Я бы с удовольствием отдал ему свой бизнес снова!
Chris
18 -летний опыт
491 Обзоры
Запрос Chris
Chris
18 -летний опыт
Запрос Chris
от Martricia
Ford Fusion L4-2.3L -Cylinder Tratemor -FRS -FRS -FRESNO -FRESNO -FRESNO -Fusion Техас
Отличная работа!!!
Мэтью
12 лет опыта
183 отзыва
Запрос Мэтью
Мэтью
12 лет опыта
Запрос Мэтью
Ромео
Ford Focus L4-2.0L — Датчик температуры головки цилиндров — Индианаполис, Индиана
Он отличный механик, очень хорошо разбирающийся в автомобилях, дружелюбный и своевременный. Является искренним и честным.
Efrain
20 years of experience
81 reviews
Request Efrain
Efrain
20 years of experience
Request Efrain
by Anthony
BMW 328i L4-2.0L Turbo — Cylinder Head Temperature Sensor Replacement — Хаятсвилл, Мэриленд
Отлично поработал! Явился раньше и выполнил задание.
Нужна помощь с вашим автомобилем?
Наши сертифицированные мобильные механики выезжают на дом в более чем 2000 городов США. Быстрые, бесплатные онлайн-расценки на ремонт вашего автомобиля.
ПОЛУЧИТЬ ЦЕНУ
ПОЛУЧИТЬ ЦЕНУ
Статьи по Теме
Как удалить пятна от воды на автомобиле
Сложно удалить после высыхания вода может оставить неприглядные пятна на кузове автомобиля. Однако есть несколько способов удалить эти пятна, включая использование белого уксуса или смеси соляной и плавиковой кислот после мойки автомобиля. Несмотря ни на что…
Как сохранить великолепный вид салона кабриолета
Салон кабриолета нуждается в защите от непогоды. Держите верх поднятым и используйте солнцезащитный козырек для максимальной защиты салона автомобиля.
10 Лучшие подушки и чехлы для автомобильных сидений
Автомобильные подушки и чехлы для сидений обеспечивают комфорт, защиту и отводят влагу. Подушка Comfort Foam Cushion от Aylio снимает боль в спине во время длительных поездок.
Подушка Comfort Foam Cushion от Aylio снимает боль в спине во время длительных поездок.
Похожие вопросы
Проблема с запуском, иногда вообще не запускается — Время от времени гаснет на холостом ходу.
Здравствуйте. Возможно, потребуется очистка корпуса дроссельной заслонки и клапана холостого хода, но симптомом прерывистого запуска и остановки могут быть датчики распределительного вала (https://www.yourmechanic.com/services/camshaft-position-sensor-replacement) и коленчатого вала (https: //www.yourmechanic.com/services/crankshaft-position-sensor-replacement). Это коды P0335 (https://www.yourmechanic.com/article/p0335-obd-ii-trouble-code-crankshaft-position-sensor-a-circuit-malfunction-by-spencer-clayton) и P0340 (https ://www.yourmechanic.com/article/p0340-obd-ii-trouble-code-camshaft-position-sensor-circuit-malfunction-by-jamahl-walker). Код P0446…
Я пропустил переключение с 3-й на 4-ю и разогнал двигатель. Сейчас пропуски зажигания в каждом цилиндре.
Сейчас пропуски зажигания в каждом цилиндре.
К сожалению, это может означать, что вы погнули несколько клапанов. Лучший тест для этого — подать воздух под давлением в каждый цилиндр и посмотреть, откуда он протекает. Вы можете использовать дорогой тестер или просто модифицировать…
сцепление работает неправильно
Здравствуйте, многие распространенные неисправности вызывают проблемы со сцеплением на вашем Chevrolet S10 1998 года. Если линия сцепления постоянно отсоединяется, существует несколько распространенных неисправностей. Скорее всего вышел из строя рабочий цилиндр, воздух в…
Просмотрите другой контент
Техническое обслуживание
Города
Услуги
Наша команда обслуживания доступна 7 дней в неделю, с понедельника по пятницу с 6:00 до 17:00 по тихоокеанскому времени, с субботы по воскресенье с 7:00 до 16:00 по тихоокеанскому стандартному времени.
1 (855) 347-2779 · hi@yourmechanic. com
com
Читать часто задаваемые вопросы
ЗАПРОСИТЬ ЦЕНУ
15 ошибок, которые могут привести к прорыву прокладки ГБЦ
Прорыв прокладки ГБЦ.
Эти три слова могут напугать как новичков, так и опытных автомобилистов. Пробитая прокладка головки блока цилиндров может означать дорогостоящий ремонт, если вы откажетесь от своей механической работы. Это может означать много времени и усилий, если вы будете заниматься своими собственными усилиями.
Прогоревшие прокладки головки блока цилиндров могут быть результатом детонации, плохого охлаждения двигателя или неправильной установки. Поскольку мы, как правило, ориентируемся на тех, кто делает все своими руками, мы решили сосредоточиться на правильной установке прокладок головки блока цилиндров , чтобы предотвратить проблемы с прокладками в будущем. В сочетании с Federal Mogul/Fel-Pro мы выявили 15 ошибок при установке, которые могут привести к выходу из строя прокладки головки блока цилиндров. Избегайте этих ошибок, и у вас будет меньше шансов разорвать двигатель на части в ближайшем будущем.
Избегайте этих ошибок, и у вас будет меньше шансов разорвать двигатель на части в ближайшем будущем.
1. Неправильный выбор материала прокладки: Необходимо выбрать правильную технологию прокладки головки блока цилиндров, соответствующую предполагаемому использованию вашего двигателя. Например, Fel-Pro предлагает не менее пяти различных типов прокладок головки блока цилиндров для малогабаритных автомобилей Chevy, и каждый из них имеет свое назначение:
- Однослойная рельефная стальная шайба: Обычно используется для увеличения степени сжатия и власть.
- Составной: Общее использование на серийных двигателях.
- Композитный материал с кольцом из медной проволоки: высокопроизводительные приложения с использованием алюминиевых головок цилиндров.
- Композитный материал с кольцом из стальной проволоки: производительность и применение на улице/полосе; хорошо подходит для двигателей с наддувом.

- Многослойная сталь: Мощные уличные или гоночные машины; хорошо подходит для двигателей с наддувом.
Чтобы получить хороший базовый обзор прокладочных материалов, мы настоятельно рекомендуем вам прочитать наш предыдущий пост на эту тему.
2. Неправильное обращение с прокладкой и головкой блока цилиндров: Начнем с самого начала, пока вы готовите новую прокладку головки блока цилиндров к установке. Вы должны мыть руки перед тем, как прикасаться к головкам цилиндров и прокладкам головок, так как жирные руки могут удерживать грязь, которая в конечном итоге может попасть на прокладку или поверхность головки. Поверхностное загрязнение — как на головке, так и на прокладке — может помешать хорошему уплотнению. Кроме того, никогда не кладите чистую головку блока цилиндров на пол в гараже. Вес головки может привести к тому, что грязь прилипнет к головке блока цилиндров, что приведет к неправильной уплотняющей поверхности.
3. Отсутствие проверки на плоскостность: Перед установкой новой прокладки головки цилиндров всегда следует проверять плоскостность поверхностей головки цилиндров и блока цилиндров, используя прямую линейку. Расположив поверочную линейку поперек поверхности, вы можете использовать щуп для точного определения избыточного зазора. Слишком большой зазор означает, что поверхность недостаточно плоская, чтобы удерживать уплотнение, и вам потребуется повторное покрытие.
4 . Игнорирование дефектов поверхности: Если на головке цилиндров или блоке цилиндров имеются питтинги, коррозия, трещины, выступы или впадины, существует потенциальный путь утечки. Если вы заметили какой-либо из этих недостатков, вам нужно будет восстановить головку или блок.
5. Недостаточная очистка поверхности деки: Перед установкой новой проверьте поверхность деки на наличие остатков старой прокладки. Любой мусор повлияет на герметичность новой прокладки. Используйте средство для удаления прокладок или обезжириватель поверхностей в сочетании с проволочной щеткой, чтобы удалить оставшийся материал. Для алюминиевых головок используйте неметаллический скребок , чтобы не повредить поверхность.
Любой мусор повлияет на герметичность новой прокладки. Используйте средство для удаления прокладок или обезжириватель поверхностей в сочетании с проволочной щеткой, чтобы удалить оставшийся материал. Для алюминиевых головок используйте неметаллический скребок , чтобы не повредить поверхность.
6 . Неправильное использование герметиков: Старые штампованные стальные прокладки требовали использования герметика для холодной герметизации двигателя. Однако большинство современных прокладок (за некоторыми исключениями) не следует покрывать герметиком. И никогда не используйте химический герметик любого типа на прокладках с покрытием! Герметики, такие как RTV-силикон, могут мешать другим химическим веществам, нанесенным на прокладку для обеспечения герметизации. Результатом может быть плохая герметизация, износ или даже полный выход из строя прокладки. Кроме того, RTV-силикон потенциально может течь, когда головка зажата, и затекать в охлаждающие рубашки или камеру сгорания.
7. Использование болтов с поврежденной головкой: Грязная или поврежденная резьба может привести к ложным показаниям крутящего момента и снизить общую силу зажима болта. Внимательно осмотрите резьбу болтов и замените все болты с деформированной или изношенной резьбой. Кроме того, не забудьте смазать нижнюю часть болтов и шайб (если есть).
8. Непроверка отверстий под болты с головками перед установкой: Деформированные или загрязненные отверстия под болты с головками также могут снизить усилие зажима. Если в инструкциях оригинальных комплектующих не указано иное, вам следует запустить сливной метчик в каждое отверстие под болт. Вершины отверстия также должны быть скошены, чтобы самые верхние резьбы не выходили за поверхность настила при затягивании болтов.
9 . Повторное использование старых болтов: Болты с головкой с пределом текучести (TTY) слегка растягиваются при установке, создавая эффект эластичности, который увеличивает усилие зажима крепежа. Поскольку болты TTY могут постоянно растягиваться, никогда не устанавливайте их повторно. Это может привести к их еще большему растяжению и ухудшению зажимной силы ваших болтов.
Поскольку болты TTY могут постоянно растягиваться, никогда не устанавливайте их повторно. Это может привести к их еще большему растяжению и ухудшению зажимной силы ваших болтов.
10 . Невозможность проверить длину болтов: Полезно убедиться, что у вас есть правильные длины болтов для вашего приложения и каждого конкретного отверстия под болт (для некоторых отверстий требуются более длинные болты, чем для других). Измерьте каждый болт и сравните его друг с другом, чтобы проверить на растяжение.
11 . Истирание головки цилиндров: Если у вас алюминиевые головки цилиндров, обязательно используйте шайбы из закаленной стали под болтами, чтобы предотвратить истирание поверхности головки и обеспечить равномерный зажим на мягком алюминии.
12 . Неправильное использование динамометрического ключа: Само собой разумеется, но не доверяйте дешевому динамометрическому ключу t , чтобы получить точные показания крутящего момента при затяжке головных болтов. С помощью динамометрического ключа хорошего качества затяните болты головки как минимум в три приема, чтобы получить указанный крутящий момент. Кроме того, обязательно затягивайте плавно — внезапные или резкие движения могут привести к ложным показаниям крутящего момента!
С помощью динамометрического ключа хорошего качества затяните болты головки как минимум в три приема, чтобы получить указанный крутящий момент. Кроме того, обязательно затягивайте плавно — внезапные или резкие движения могут привести к ложным показаниям крутящего момента!
13 . Несоблюдение надлежащей последовательности или спецификаций крутящего момента: Всегда соблюдайте рекомендуемые спецификации и схему крутящего момента. Опять же, постепенно затягивайте болты как минимум в три шага, чтобы создать более равномерное усилие зажима.
14 . Без повторной затяжки при необходимости: Для некоторых прокладок головки требуется повторная затяжка болтов головки. Если ваш производитель указывает, что необходима повторная затяжка, запустите двигатель, пока он не достигнет рабочей температуры, а затем выключите его. Повторно затяните каждый болт в соответствии со спецификацией, пока двигатель еще теплый, если только не используются алюминиевые головки цилиндров.