индуктивность, подключение, параметры режима, (ток, напряжение, подача проволоки)
Во многих отраслях промышленности, а также и в быту применяется сварка полуавтоматом. Это простой и эффективный способ соединения металлических поверхностей при помощи оборудования работающего в полуавтоматическом режиме.
В различных источниках данный способ называют по-разному сварка mig, mag иногда даже пишут так миг маг. Правильное название это способа механизированная в среде защитного газа плавящимся электродом.
В зависимости от защитного газа данный способ называют mig если для защитной атмосферы используется инертный газ или mag, если газ является активным. В качестве активного газа очень часто используется углекислота CO2.
Во время сваривания металлических поверхностей полуавтоматом, проволока подается в точку стыковки деталей автоматически при помощи подающего механизма.
Вместе с проволокой в зону сварки подается защитный газ через сопло, расположенное на горелке сварочного полуавтомата. Газ защищает расплавленный метал проволоки и изделия от атмосферных газов. Формирование шва идет за счет плавления как металла сварочной проволоки, так и металла изделия и их перемешивания в сварочной ванне.
Газ защищает расплавленный метал проволоки и изделия от атмосферных газов. Формирование шва идет за счет плавления как металла сварочной проволоки, так и металла изделия и их перемешивания в сварочной ванне.
Содержание
- Перенос металла
- Настройка полуавтомата перед началом работ
- Основные параметры режима при полуавтоматической сварке стали
- Основные ошибки при настройке
- Схема настройки полуавтомата
- Индуктивность
- Газы. Инертные, активные, смеси
- Порошковая проволока.
- Особенности сварки полуавтоматом
- Плюсы сварки полуавтоматом очевидны:
- К минусам можно отнести:
- Полуавтомат для сварки — что это такое
- Основные элементы конструкции сварочного полуавтомата:
- Какие бывают сварочные полуавтоматы
- Как правильно выполнять полуавтоматом сварку
- Проверяем все ли готово
- Зажигание дуги
- Основной этап
- Положения и различия сварочных швов полуавтоматической сварки
- Вертикальное положение
- Потолочное положение
- Горизонтальное положение
- Как сварить сварочным полуавтоматом алюминиевые детали?
- Сварка в углекислом газе
Перенос металла
Плавящийся металл может переноситься как капельным, так и струйным. Капельный подразделяется на крупнокапельный, мелкокапельный.
Капельный подразделяется на крупнокапельный, мелкокапельный.
Последний в свою очередь более предпочтителен так как при нем разбрызгивание металла минимально. Это будет зависеть сварочного аппарата, используемой присадочной проволоки, а также от защитной газовой среды. Все остальные манипуляции, как и в случае сварки штучным электродом, мастер проделывает ручным способом.
Электродом служит проволока из алюминия, медного сплава, стали. С помощью данного способа можно сделать множество операций, например, выполнить кузовной ремонт автомобиля, соединить детали из алюминия, черного металла, цветных сплавов, починить ювелирные украшения и т.п.
Настройка полуавтомата перед началом работ
Чтобы правильно варить начинающие работать с полуавтоматической или как ее еще называют механизированной сваркой необходимо выполнять следующее:
- Перед началом работы полуавтомат необходимо настроить напряжение, силу сварочного тока по заводской инструкции. В комплект сварочного полуавтомата входит инструкция, в которой подробно описано каким образом подбирается эта величина.

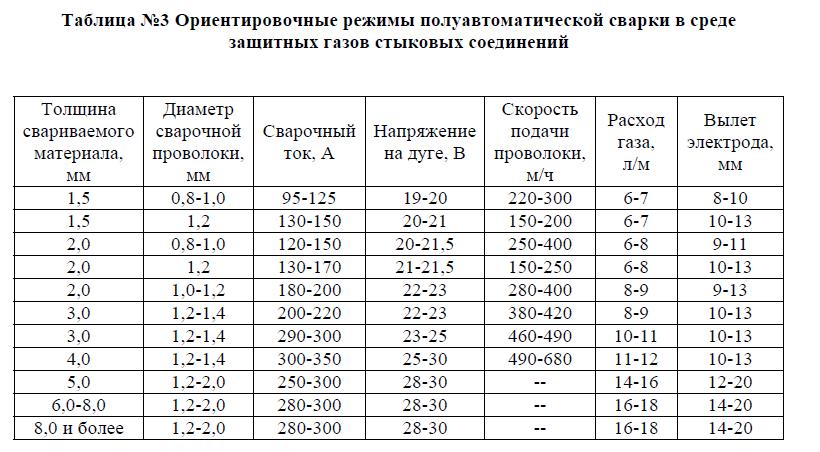
- Настройка механизма подачи. В инструкции написано, с какой скоростью необходимо подавать электродную проволоку к месту сварки для конкретного случая. Регулировка скорости подачи осуществляется при помощи рукоятки. Когда нет инструкции полуавтомат можно настроить согласно усредненным значениям, приведенным в таблице ниже.
Основные параметры режима при полуавтоматической сварке стали
После настройки полуавтомата, необходимо проверить, как он работает, правильно ли выполнен расчет режимов для полуавтоматической сварки. Проверка выполняется на пробных заготовках.
Настроить полуавтомат для выполнения сварки не получится без сварки пробных деталей, так как условия сварки отличаются. Также каждый сварщик варит по своему, кто-то быстро на большом токе, кто-то медленно. Пробные швы осматриваются на наличие сварочных дефектов, размер валика, глубины проплавления. Если, что-то не соответствует нормативным стандартам, то можно изменить параметры, внести корректировки.
Если сварочный полуавтомат настроен правильно, то шов получается прочным, ровным. Аппарат выдает стабильную дугу, процесс идет без треска и брызг.
👉Разработка техкарт по сварке👈
Основные ошибки при настройке
Если при выполнении сварки летят брызги и громкий треск от дуги, то скорее всего у Вас недостаточно сварочного тока. Необходимо добавить силу тока и увеличить скорость подачи проволоки.
На большинстве сварочный аппаратов настройка силы тока совмещена с настройкой скорости подачи проволоки. Но есть и с отдельной настройкой.
Если в процессе сварки получается наплывы. Расплавленного металла очень много или сварочный валик получается широким. В случае сварки такого металла он прогорает, то необходимо уменьшить напряжение или увеличить скорость сварки. Быстрее вести горелку.
Вообще настройка напряжения влияет на глубину и ширину сварочного шва. Если напряжение высокое, то появляются брызги и увеличивается ширина шва. Глубина же провара уменьшается.
Также после завершения процесса сварки посмотрите нет ли на шве пор. Если есть, по скорее всего у вас подается мало газа. Это также будет заметно и при сварке так как процесс будет нестабилен. Причиной брызг металла также может служить и недостаток газовой защиты.
Вообще расход газа зависит от того как быстро идет сварка и где она происходить. Потому что на улице, где ветер или в помещении со сквозняком, защитный газ сдувает. От этого процесс сварки идет, как уже говорилось нестабильно и результат будет неудовлетворительный.
Схема настройки полуавтомата
- Выставляем параметры от заводи или из таблицы с сайта
- Начинаем варить заготовку
- Если перенос металла крупнокапельный, летят брызги, то добавляем скорость подачи и напряжение.
- Если при этом металл прожигается или проволока утыкается в дно ванны — уменьшаем скорость подачи.
- Ищем оптимальный вариант. Как это выглядит, можете посмотреть на видео в конце статьи.
Перед свариванием металлические поверхности необходимо подготовить. С помощью специальных инструментов и веществ, кроки металл зачищают, обезжиривают. Диаметр сварочной проволоки необходимо тщательно подбирать под толщину свариваемых деталей. Марку нужно подбирать исходя из материала, который нужно варить. В противном случае получим брак. Как правило, используют проволоку от 1,0 до 2,4 мм. Кабель массы подключаем к сварочному аппарату.
С помощью специальных инструментов и веществ, кроки металл зачищают, обезжиривают. Диаметр сварочной проволоки необходимо тщательно подбирать под толщину свариваемых деталей. Марку нужно подбирать исходя из материала, который нужно варить. В противном случае получим брак. Как правило, используют проволоку от 1,0 до 2,4 мм. Кабель массы подключаем к сварочному аппарату.
Индуктивность
Индуктивность полезная настройка в сварочном полуавтомате. На сварочном полуавтомате при наличии регулировке значений индуктивности ее нужно правильно использовать что бы это улучшало процесс сварки. Она обеспечивает более плавное протекание процесса сварки, за счет управления переносом металла. Настраиваем индуктивность исходя из поставленной задачи к примеру для сварки в потолочном положении можно сделать дугу мягче, а при сварке в узкий зазор жестче.
На практике индуктивность влияет на жесткость дуги. Увеличивая жесткость дуги увеличивается глубина проплавления. С уменьшением же увеличивается ширина шва, но уменьшается глубина провара. Настройка дросселя (индуктивности) делает процесс более комфортным. Значения сварщик выбирает в зависимости от своих индивидуальных привычек варить.
Настройка дросселя (индуктивности) делает процесс более комфортным. Значения сварщик выбирает в зависимости от своих индивидуальных привычек варить.
Надо знать то что индуктивность нужно увеличивать при увеличении силы тока. Потому что на малых токах до 140А перенос металла идет мелкокапельный и увеличение индуктивности лишь нарушить процесс. Шов будет грубый и появится много брызг. В режимах до 140-160 индуктивность должна быть минимальна.
С увеличением тока необходимо добавлять индуктивность для более плавного формирования шва. Вообще наличие регулировки индуктивности у полуавтомата заметно улучшает процесс и уменьшает количество брызг.
Газы. Инертные, активные, смеси
Чаще всего применяется полуавтомат с газовой защитой в виде инертного (аргон, гелий), активного (СО2) или смесей газов в различных соотношениях. Самые часто используемыми смесями является смесь Ar с СО2 в соотношении 5-15% и 85-95% соответственно.
При использовании данной смеси становиться возможным мелкокапельный и струйный перенос металла. Процесс идет плавно вследствие стабильного горения дуги. Еще одна зачастую использующаяся в промышленности газовая смесь гелия аргона в соотношении 25-30% Ar и 70-75% He. Добавление гелия увеличит температуру на дуге и существенно облегчит сварку толстого металла.
Процесс идет плавно вследствие стабильного горения дуги. Еще одна зачастую использующаяся в промышленности газовая смесь гелия аргона в соотношении 25-30% Ar и 70-75% He. Добавление гелия увеличит температуру на дуге и существенно облегчит сварку толстого металла.
Данная смесь обеспечивает весьма высокие показатели защиты в результате минимум дефектов сварного шва. Для снижения стоимости сварочных работ также используется смесь гелия совместно с аргоном в соотношении один к одному. Данная смесь универсальна для тонких и толстых изделий обеспечивая высокое качество.
Порошковая проволока.
Полуавтоматическую сварку в некоторых случаях ведут без газовой защиты, но с использованием порошковой проволоки. Данные методы редко используются ввиду дороговизны порошковой проволоки, а работа с флюсом ограничивает область применения данного способа в потолочном и вертикальном положении.
Что неприменимо в монтажных условиях. Их очевидный плюс — это возможность варить при ветре так как газовая защита сдувается и это приводит к сварочным дефектам в виде пор, несплавления и кратеров.
Особенности сварки полуавтоматом
Плюсы сварки полуавтоматом очевидны:
- Очень простой способ. Очень быстро можно научиться варить качественные соединения. Начинающим будет легко его освоить.
- Скорость соединения металлических поверхностей намного выше, чем при использовании обычной ручной сварки электродом.
- В процессе возможно наблюдение за сварочной ванной и процессом формирования и кристаллизации шва. Что в свою очередь повышает качество получаемого изделия ввиду своевременного обнаружения дефектов и внесения корректив в сам процесс.
- Сварочный шов отличного качества. Мелкая чешуйчатость соединения обеспечивает высокую пластичность.
- Также имеет место высокая степень автоматизации, а это увеличение производительности в целом.
- Механизированную сварка можно вести как в нижнем положении, так вертикальное и потолочное без ограничений.
- Не большой нагрев изделия и как следствие возможность выполнение процесса тонких изделий и снижение деформаций металла.

- Место соединения не требует зачистки.
- Цена выполнения процесса полуавтоматическим оборудованием ниже, чем при других способах сваривания.
- Сварка полуавтоматом позволяет соединить оцинкованные поверхности без повреждения покрытия.
К минусам можно отнести:
Что при сваривании деталей полуавтоматом, уровень дугового излучения сильнее, чем при использовании других способов.
Также во время работы идёт сильное разбрызгивание металла. Это ведет к существенным потерям электродной проволоки, а также необходимости зачистки. Какой газ лучше подходит для сварки полуавтоматом? В подавляющем большинстве ситуаций для сварочных работ применяют углекислый газ.
Также подходит гелий и аргон. Данные газы используют как в чистом виде, так и в смесях. На полуавтомат подается постоянный ток с подключением обратной полярностью: на проволоку– подается плюс, на заготовку – минус.
Полуавтомат для сварки — что это такое
Это специальный прибор для выполнения сварки расплавленным электродом. Электродом является сварочная проволока, подающаяся автоматически.
Электродом является сварочная проволока, подающаяся автоматически.
Основные элементы конструкции сварочного полуавтомата:
- Источник электрического тока;
- Проволочная катушка;
- Горелка. Ее еще иногда называют держак;
- Электрические кабели для подсоединения полуавтомата к электрической сети;
- Сварочные кабель массы с зажимом;
- Рукав стыковки с емкостью, заполненной газом;
- Контрольные и пускорегулирующие механизмы для управления оборудованием.
- Механизм, подающий электродную проволоку к месту сваривания.
Во время сваривания используется баллон, заполненный газом под давлением.
Электродная проволока, поставляемая в катушках и установленная в аппарат, подается автоматически особым подающим механизмом, входящим в состав аппарата.
Выбор скорости сваривания поверхностей, напряжения для полуавтомата, перемещение электродной проволоки в месте стыковки производится вручную.
Какие бывают сварочные полуавтоматы
Данный вид оборудования бывает разных видов. Различают компоновочные, однокорпусные, двухкорпусные модели.
Различают компоновочные, однокорпусные, двухкорпусные модели.
По способу перемещения на месте соединения деталей полуавтоматы делят на стационарные, мобильные.
По способу присоединения оборудования к источнику питания полуавтоматы делятся на однофазные, трехфазные.
В зависимости от вида применяемого материала:
- Применяемые для стыковки деталей под флюсовым слоем. Применяются редко.
- Применяемые для работ в защитной среде из газов. Используются чрезвычайно часто.
- Аппараты, выполняющие сваривание с применением порошковой проволоки. В этом случае шов также защищают газы. Широкую популярность приобрели сварочные аппараты фирмы kemppi (кемпи). Иногда даже данный вид называют кемпинговая сварки или кемпингом.
По способу подачи, полуавтоматы разделяются на три вида – тянущие, тянуще-толкающие, а также толкающие устройства.
Как правильно выполнять полуавтоматом сварку
Проверяем все ли готово
Проверяем размер вылета сварочной проволоки. Если проволочный конец торчит слишком сильно, то кончик можно обрезать специальным инструментом. Важно, следить за остротой кончика электродной проволоки. Заостренный конец загорается быстрее и легче. Перед каждым рабочим циклом, наложением шва, проволочка откусывается. Это облегчает начало работы.
Если проволочный конец торчит слишком сильно, то кончик можно обрезать специальным инструментом. Важно, следить за остротой кончика электродной проволоки. Заостренный конец загорается быстрее и легче. Перед каждым рабочим циклом, наложением шва, проволочка откусывается. Это облегчает начало работы.
Проверяем подается ли защитный газ при нажатии кнопки. Если сварка ведется в холодное время года, то необходимо использовать подогрев газа. Для этого применяют специальное подогревающее устройство.
Зажигание дуги
Поджигаем дугу. Для этого требуется коснуться концом сварочной проволокой заготовки в нижнем углу разделки кромок, нажать кнопку, расположенную на корпусе горелки.
Сразу после запуска происходит одновременно два процесса – подается газ и электродная проволока в зону процесса. Горелку в процессе сварки необходимо держать таким образом, чтобы была возможность контроля сварочной ванны. Это обеспечить правильное расположение сварочного шва.
Основной этап
В процессе работы необходимо контролировать звук сварочной дуги. Треск с большой громкостью сигнализирует о неправильно настроенной скорости подачи сварочной проволоки. В таком случае необходимо либо увеличивать скорость подачи.
Треск с большой громкостью сигнализирует о неправильно настроенной скорости подачи сварочной проволоки. В таком случае необходимо либо увеличивать скорость подачи.
Важно следить за геометрией получаемого сварочного соединения. Если получается малое проплавление основного металла, а валик узкий необходимо увеличить напряжение сварочного тока. Сварка выполняется зажженной дугой.
Во время работы необходимо вести горелку не только вдоль стыка, но и перемещать ее, совершая колебательные горизонтальные движения изображенные на рисунке. Этим можно улучшить структуру сварочного шва, значительно измельчив структуру сварного соединения.
I – сварка корневого прохода, II – заполнение кромок (второй слой),
III- заполнение и облицовка шва (3 и последующие слои)
Необходимо обязательно защищать тело от разбрызгивания металла.
Чтобы остановить сварочный процесс, нужно просто перестать нажимать кнопку и убрать горелку с места сваривания металлических поверхностей.
Положения и различия сварочных швов полуавтоматической сварки
Для того чтобы быстро освоить сварку полуавтоматом нужно понимание положений в которых приходится вести процесс.
Положения сварочных швов в пространстве различны. Они делятся на швы, которые выполняемые сварщиком в нижнем положении, отсюда и название – нижнее. Варить в этом положении можно вести как справа на лево, так и с лева на право. Можно использовать технику наложения узких валиков или варить с поперечными колебательными движениями.
Вертикальное положение
Следующее положение это вертикальное. Выполнять сварочные швы удобнее на спуск при расположении горелки углом к низу. Это обеспечить удерживание металла сварочной ванны от вытекания за счет давления сварочной дуги.
Данный метод хорош для тонкого металла, когда не требуется глубокое проплавление. В случаях, когда это требуется, применяют метод сварки на подъем. Оно выполняется при угле наклона сварного шва в пределах от 60 до 120 градусов.
Потолочное положение
Более 120 до 180 градусов идет так называемое потолочное положение сварочного шва. Он наиболее сложный для выполнения. Так как метал сварочной ванны вытекает, создавая дефект в виде наплыва, а процесс ведется в крайне неудобном положении практически над головой сварщика. Для его сварки горелку расположить перпендикулярно изделию или с наклоном назад. Также необходимо совершать колебательные движения горелкой в процессе сварки.
Горизонтальное положение
Рассмотрим еще одно положение сварочного шва – горизонтальное. Его выполнение более сложно чем нижнее ввиду все того же вытекания металла. При сварке горизонтальных швов удобнее всего осуществлять колебания поперечные горелки начиная с нижней части кромок изделия.
Горизонтальные швы необходимо выполнять с колебаниями горелки, начиная варить от каря кромки.
Для выполнения вертикальных швов тонких листов используется метод сварки на спуск (сверху вниз), так как использование метода на подъем дает большое тепло вложение, что негативно отражается на конструкции прожогами и деформацией. Наклон электрода 20-35º
Наклон электрода 20-35º
Существует множество видов сварных соединений. Для механизированной сварки их определяет ГОСТ 14771-76. Согласно которому определяются виды швов: стыковые, нахлесточные, угловые, тавровые. Применяемые как для сваривания труб и профильных конструкций, так и для листовых конструкций.
Так выглядят основные стыковые соединения С4, С5, С7 и С18
Так выглядят основные стыковые соединения С4, С5, С7 и С18
Угловой сварной шов У1
Знания, что представляют собой сварочные полуавтоматы, как ими пользоваться позволяет соединять металлы максимально эффективно, качественно.
Управление горелкой можно осуществлять как одной, так и двумя руками. Во втором случае, сварочный шов будет намного ровнее, качественнее, потому что сварщик работает увереннее, крепче удерживает устройство в руке.
Одна рука обхватывает горелку таким образом, чтобы указательный палец смог расположиться на кнопке запуска. Другая рука кладется сверху на ведущую руку, направляет и контролирует движения первой.
Другая рука кладется сверху на ведущую руку, направляет и контролирует движения первой.
Как сварить сварочным полуавтоматом алюминиевые детали?
Соединения алюминиевых поверхностей необходимо пользоваться проволокой из алюминия. Пластичная проволока может легко залипать внутри горелки, загибаться в разные стороны. Избежать этого можно, применяя особые токосъемы.
Для защиты места соединения применяют высококачественный аргон. Давление выбирайте правильно. Оно должно ограждать сварочную ванну от подсасывания воздуха.
Подобное явление возникает, когда защитный газ подается слишком быстро. Необходимо правильно выполнить на сварочном полуавтомате регулировку индуктивности.
При выполнении сваривания сварщику нужно пробить пленку, которая покрывает алюминий, с определенной скоростью тянуть дугу, следить за сварочной ванной. Только так можно добиться ровного, прочного шва.
Сварка в углекислом газе
СО2 – один из самых недорогих газов. Сваривание металла полуавтоматом в углекислоте – распространенный вид сварки.
Подходит для соединения цветных и черных металлов, в том числе тонких заготовок. Для соединения деталей достаточно узкой кромки.
Проволока расплавляется очень быстро, что сокращает период сварки в несколько раз. Получается шов превосходного качества.
Полуавтомат качественно соединяет металлические поверхности разной толщины.
Сварка полуавтоматического типа расплавляющимися электродами помогает сваривать поверхности намного качественнее, легче, быстрее, чем при пользовании другими методами.
Шов получается, прочным, ровным, устойчивым к коррозии и загрязнениям. Освоить, как правильно работать сваркой полуавтоматом несложно. С каждым разом, результат работы будет все лучше и лучше.
Много полезной информации читайте на сайте mrmetall.ru
СВАРКА ПОЛУАВТОМАТОМ своими руками: [технология, видео]
Практика показывает, что [сварка полуавтоматом] своими руками получается стабильной и надежной.
Сварочные работы широко применяются не только в промышленном производстве, но и в бытовой сфере.
В настоящее время на рынке представлена широкая линейка устройств, приспособлений и материалов для того, чтобы варить любые металлы и сплавы или проводить ремонт изделий из них.
Технология сваривания полуавтоматом позволяет добиться высокой производительности и отличного качества шва.
Выбирая это способ, технологи сварочного производства и люди, которые выполняют ремонт своего автомобиля или строительство гаражного бокса, хорошо знают, что стоимость сварочных швов будет минимальной, а качество высоким.
Содержание:
- Особенности и технология
- Устройство сварочного полуавтомата
- Источник питания
- Газовая аппаратура
- Устройство для подачи проволоки
- Настройка полуавтомата
Особенности и технология
Схема традиционного сварочного автомата проста и не требует подробного описания. По своей сути это трансформатор, который имеет мощную вторичную обмотку.
С его помощью можно варить конструкции из стали и сплавов черных металлов.
Однако для сварки алюминия, меди и прочих цветных металлов этот аппарат не годится.
Причина в том, что на открытом воздухе свариваемые детали из цветных металлов моментально окисляются, и соединения не происходит.
Для того чтобы устранить это явление, изобрели сварочный полуавтомат.
Полуавтоматические устройства делятся по типу защиты сварного шва:
- сварка под флюсом;
- сварка в атмосфере инертного газа;
- сварка порошковой электродной проволокой.
Популярность сварочного полуавтомата объясняется тем, что на нем легко выполняются сварочные работы человеком, который впервые взялся за газовую горелку, технология сварки вполне доступна и понятна.
Особенности функциональной схемы и конструкции полуавтомата позволяют добиться качественных результатов даже новичкам. При этом стоимость оборудования на рынке высокая.
Чтобы обойти это обстоятельство, мастера своего дела предпочитают сделать сварочный полуавтомат своими руками.
Практика показывает, что самодельный агрегат имеет такие же эксплуатационные характеристики, как и заводской.
На видео показана работа самодельного полуавтомата, с помощью которого можно делать ремонт автомобиля.
Видео:
О том, как сделать сварочный полуавтомат своими руками, написано большое число инструкций. В большинстве из этих рекомендаций содержится много полезной информации.
Первое, что необходимо усвоить – для получения качественного шва необходимо обеспечить стабильное горение дуги. Именно поэтому сварка выполняется постоянным током.
Принципиальная электрическая схема включает в себя следующие элементы:
- трансформатор;
- выпрямитель;
- дроссель;
- электрод.
В качестве электрода служит горелка, которая обеспечивает поступление в зону сварки защитного газа и сварочной проволоки.
В сварочном аппарате, работающем на переменном токе, добиться стабильного горения дуги сложно из-за колебаний напряжения в сети.
Чтобы нейтрализовать влияния такого рода, используется выпрямительная схема, которая преобразует напряжение переменного тока в постоянное.
Если колебания напряжения возникают во вторичной цепи, то их сглаживает дроссель.
Из курса электротехники известно, что дроссель – это катушка индуктивности, которая является нагрузкой в цепях постоянного тока.
Дроссель компенсирует возникающие колебания и обеспечивает стабильное горение дуги. Тем самым обеспечивая высокое качество сварного шва.
Второй момент, на который следует обратить внимание при подготовке к работе – это выбор режима сварки.
Настройка оборудования выполняется в зависимости от толщины свариваемого металла, здесь важна технология и инструкция.
Независимо от того, какой аппарат используется — самодельный или заводского изготовления, необходимо добиться оптимального расхода электроэнергии и газа.
Если выполняются работы по сварке листового алюминия толщиной более 5 мм, то делать это нужно в два прохода.
Для правильного выбора режима сварки нужно вспомнить уроки металловедения и знать качественные характеристики свариваемых металлов и сплавов, а также элементарно уметь варить.
Устройство сварочного полуавтомата
Принцип работы сварочного полуавтомата основан на преобразовании переменного тока в постоянный.
В дополнение к этому преобразованию необходимо выполнять еще два действия – подать в зону сварки проволоку и необходимое количество защитного газа.
С учетом перечисленных процессов полуавтомат включает в себя следующие узлы и агрегаты:
- источник электрической энергии;
- комплект газовой аппаратуры;
- агрегат для подачи проволоки.
На видео показан сварочный полуавтомат в полном комплекте, вы можете увидеть принцип его работы.
Видео:
Несмотря на кажущуюся сложность, такие аппараты очень часто собирают своими руками.
Многолетний опыт показывает, что самодельный полуавтомат можно сделать под конкретные работы с металлами разного типа в короткие сроки.
Источник питания
Приступая к сборке сварочного полуавтомата своими руками, в первую очередь необходимо выбрать силовой трансформатор. Его можно приобрести в магазине или изготовить самому.
Главное, чтобы на клеммах вторичной обмотки можно было получить напряжение от 15 до 30В и силу тока до 60А.
Кроме трансформатора электрическая схема включает в себя выпрямительный мост, дроссель и конденсатор.
Принцип построения такой схемы заключается в том, чтобы обеспечить стабильное напряжение на выходе.
На видео показан полуавтомат, который собран для того, чтобы варить конструкции из алюминия.
Видео:
Сварка изделий из алюминия и других цветных металлов требует стабильно горящей дуги.
Эту стабильность обеспечивает электрическая схема, содержащая активные элементы. Вместо готового выпрямительного моста можно использовать более мощные диоды.
Конденсатор необходим для того, чтобы компенсировать остаточные пульсации на выходе выпрямителя. Дроссель поддерживает заданный уровень рабочего напряжения.
В качестве основы для сборки источника питания служит шасси, закрытое металлическим кожухом.
Выполняя работы по монтажу полуавтомата, нужно выполнять все требования правил по эксплуатации электрических установок.
Газовая аппаратура
Когда выполняется сварка на полуавтомате деталей из алюминия, то необходимо обеспечить поступление защитного газа в зону горения электрической дуги.
В качестве защитного газа используется аргон или гелий. Если вспомнить школьные уроки химии, то будет понятно, почему используются именно они.
Это инертные газы, которые не вступают в реакцию с другими веществами. Используется для защиты от воздействия атмосферного кислорода и углекислый газ.
Для подачи защитного газа в зону горения дуги используется газовая горелка.
Сделать горелку своими руками сложно.
Проще купить ее в собранном виде. Газ к месту работы поставляется в баллонах.
Газовая горелка включает в себя два основных элемента – наконечник для подведения тока и сопло. На видео показан принцип работы газовой горелки.
Видео:
Конструкция токопроводящего наконечника обеспечивает хороший контакт и скольжение по свариваемой поверхности.
Для изготовления наконечников применяются сплавы на основе меди. Срок эксплуатации наконечника зависит от интенсивности использования и материала, из которого он изготовлен.
Настройка или ремонт горелки выполняется по двум параметрам. Первое, что нужно сделать – отрегулировать подачу сварной проволоки.
Второй шаг – подключить подачу защитного газа.
Устройство для подачи проволоки
В качестве основы для производства сварочной проволоки используются различные металлы и сплавы.
Чаще всего применяются следующие материалы:
- нержавеющая сталь;
- сталь, покрытая медью;
- сплавы на основе алюминия.
В самодельный сварочный полуавтомат заправляется проволока диаметром от 0,6 до 2,0 мм.
Важно отметить, что при использовании порошковой проволоки с флюсом можно варить конструкции без газа.
Такой тип проволоки имеет форму трубки, внутри которой находится флюс. Принцип действия в этом случае прост – сгорая в процессе сварки, флюс образует защитную газовую оболочку.
На видео показан механизм подачи сварочной проволоки в зону горения дуги.
Видео:
Для подачи используются три способа:
- толкающий;
- тянущий;
- комбинированный.
В зависимости от того, в каких условиях приходится выполнять ремонт труб или других конструкций, выбирается и способ подачи.
Технические основы действия механизма понятны уже из названия.
Самодельный полуавтомат чаще всего оснащается газовой горелкой, в ручке которой расположен привод, предназначенный для того, чтобы тянуть проволоку с катушки.
Если аппарат установлен в мастерской, то можно использовать толкающий способ подачи.
Настройка полуавтомата
С помощью сварочного полуавтомата выполняется сложный ремонт автомобильных кузовов. Приходится варить и сталь, и сплавы цветных металлов.
В каждом конкретном случае требуется настройка полуавтомата. В первую очередь, выбирается диаметр сварочной проволоки.
Затем устанавливается величина рабочего тока и проверяется подача защитного газа.
Важно подчеркнуть, что газ должен обдувать рабочую зону, но не выдувать из нее продукты сгорания.
Если настройка выполнена точно, то сварочный шов будет ровным, прочно соединяя элементы изделия.
Gilliland Welding Products — автоматические, полуавтоматические и роботизированные сварочные системы
Gilliland Welding Products — автоматические, полуавтоматические и роботизированные сварочные системыЧем мы занимаемся
Мы разрабатываем инновационные и уникальные автоматические, полуавтоматические и роботизированные сварочные системы, чтобы помочь нашим клиентам экономично выполнять сварочные процедуры, которые раньше считались невозможными.
Оборудование
Пистолеты
Наши сварочные горелки MIG созданы для тяжелых промышленных нужд и изготовлены из самых современных материалов высочайшего качества.
Узнать больше
Сгорая от гордости.
Механизмы подачи проволоки
Наши питатели разработаны с учетом потребностей оператора. Элементы управления просты для легкой настройки. Легкий для легкой мобильности. Поскольку они портативны, они могут добраться до труднодоступных мест и помочь в промышленных сварочных работах, таких как судостроение, строительство и сварка труб.
Узнать больше
Система автоматизации
Система Gilliland On-Track включает в себя 30-футовую гусеницу с сервоприводом и шестиосевого сварочного робота, что позволяет настроить несколько рабочих станций.
Узнать больше
Расходные материалы
Наконечники и адаптеры для наконечников
Наконечники и адаптеры для наконечников
Стандартные наконечники для тяжелых условий, мини- и мини-удлиненные наконечники, а также стандартные и мини-адаптеры для тяжелых условий эксплуатации помогут справиться с вашими сварочными задачами.
Учить больше
Форсунки
Форсунки
Насадки винтового и скользящего типа различных размеров для решения повседневных задач.
Учить больше
Гусиные шеи
Гусиные шеи
Вы можете быстро заменить сменные гусиные шеи вручную, не меняя длины кабелепровода.
Учить больше
ЛАЙНЕРЫ
ЛАЙНЕРЫ
Мы используем сталь самого высокого качества и самые современные методы покрытия для производства наших вкладышей для кабелепроводов. Также есть тефлоновые вкладыши.
Учить больше
Задние разъемы
Задние разъемы
Доступны нестандартные, Miller, Lincoln S1 и стандартные задние разъемы, изготовленные из высококачественной стали.
Учить больше
Таможенный магазин
Мы создаем все наше оборудование, думая о вас и вашей работе, и мы отвечаем за нашу продукцию. Пожалуйста, просмотрите наш сайт, чтобы найти то, что вам нужно, и не стесняйтесь задавать нам любые вопросы, которые могут у вас возникнуть.
Узнать больше
5 советов для новичков в автоматизированной сварке
Сегодня сварочная промышленность адаптировалась к последним технологическим достижениям. Роботизированная и автоматизированная сварка оказывает значительное влияние на обрабатывающую и строительную отрасли.
Автоматизация сварочных операций обеспечивает неизменно высокое качество сварки в течение нескольких часов. Использование машин для поддержки вашего ремесла означает, что вы можете выполнять работу быстрее без необходимости дополнительных трудовых ресурсов и ресурсов.
Вот 5 советов по автоматической сварке, которые помогут вам начать работу:
1. Изучите основы автоматизированной сварки с помощью исследований и наставника
Вы можете посмотреть видео или прочитать статьи о сварочных роботах и машинах. Понимание различий между сваркой MIG, TIG и дуговой сваркой — хорошее начало.
Наставник более интерактивен, чем обучение путем чисто научных исследований. Ошибки в процессе обучения будут уменьшены.
Ошибки в процессе обучения будут уменьшены.
Проверьте свой круг общения в сети. Посмотрите, сможете ли вы найти его у своих друзей или друзей друзей.
2. Безопасность превыше всего
Это может быть совет номер два, но вы всегда должны ставить безопасность на первое место, несмотря ни на что.
Сварка — очень опасный процесс, особенно если вы больше увлекаетесь полуавтоматической сваркой. Всегда разумно инвестировать в защитное снаряжение, такое как шлемы, перчатки, комбинезоны, кожные покровы, сварочный фартук и защитную обувь.
Кроме того, безопасность обеспечивается не только правильным снаряжением. Вы также должны быть внимательны к своему окружению. Убедитесь, что ваше рабочее пространство имеет достаточный размер. Оборудование и материалы подготавливаются перед началом сварочных работ. И, конечно же, необходима надлежащая вентиляция рабочего места.
3. Знайте разницу между полуавтоматической и полностью автоматической сваркой
Автоматическая сварка имеет две подкатегории.
Полуавтоматическая сварка требует, чтобы оператор вручную загружал и начинал работу. Этот тип автоматизированной сварки предназначен для улучшения процесса сварки без полного участия квалифицированных операторов. Это более распространенный выбор автоматизации сварки.
При полностью автоматизированной сварке машина берет на себя весь рабочий процесс. В этом случае оператор будет наблюдать за всем процессом сварки, следя за тем, чтобы машины работали правильно. Этот тип сварки в основном используется в отраслях, связанных с массовым производством.
Важно понимать разницу между ними, чтобы знать, на какой области следует сосредоточиться.
4. Совершенствуйте навыки
Автоматизированная сварка — это очень технический навык, которому нужно учиться и совершенствоваться. Это требует, чтобы вы обладали большинством базовых знаний о ручной сварке.
Обучение автоматизированному обучению значительно повысит вашу производительность за счет получения более качественных результатов за меньшее время.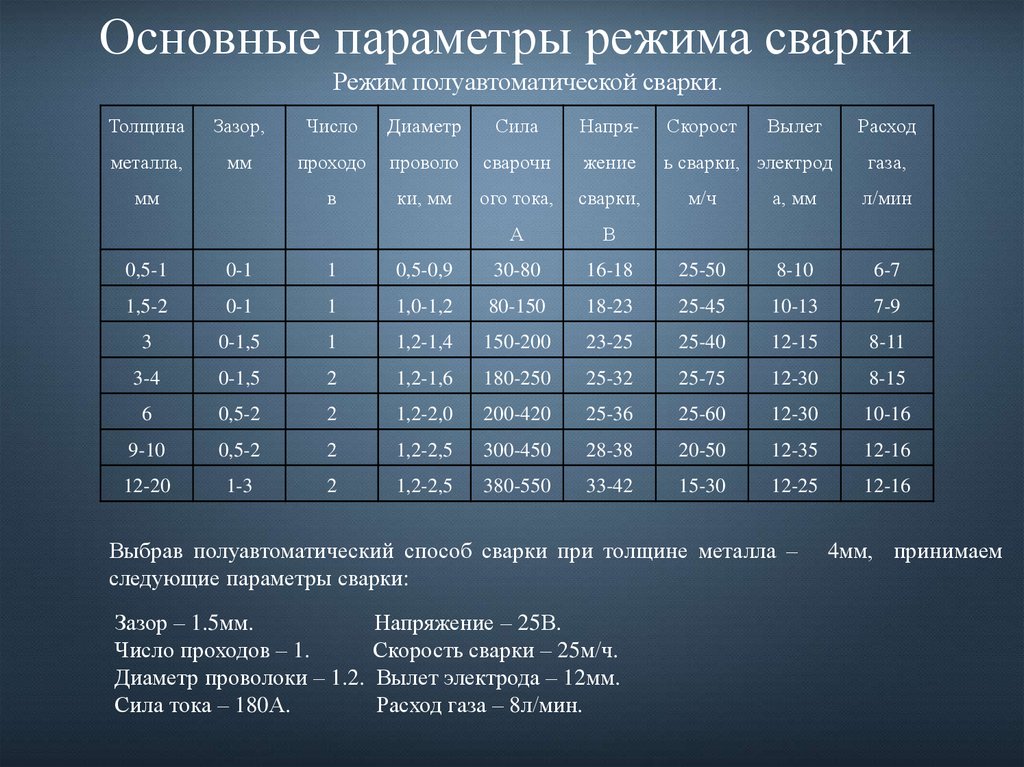
Изучив основы, стремитесь к мастерству. Всегда стремитесь к обучению и будьте лучшим сварщиком, которым вы можете быть!
5. Инвестируйте в правильный аппарат для автоматической сварки
Инвестирование в автоматический сварочный аппарат может быть дорогостоящим, особенно для стартапов.
Малые предприятия, которым не требуются крупные сварочные работы, могут перейти на ручную сварку. Они будут инвестировать в ручной сварочный аппарат, некоторые сварочные материалы и квалифицированного сварщика. Эти инвестиции меньше по сравнению со стоимостью автоматизированных систем
Но в долгосрочной перспективе это может оказаться не менее затратным, чем автоматизация сварки. Вы по-прежнему будете думать о трудозатратах, текущем ремонте, стоимости производственных отходов, а также об аварийных ситуациях в вашем цеху; как если бы ваш сварщик попал в аварию во время процесса сварки.
Если вы ищете лучшую инвестицию для потребностей вашего бизнеса в области сварки, ArcBoss вас поддержит.