
Намотка трансформатора своими руками
Стоят сварочные инверторы недорого, приобрести их сегодня – не проблема. И все же многих домашних мастеров интересует вопрос, как сделать трансформатор (сварочный) своими руками. Насколько это сложно, и как будет работать самодельный аппарат. В принципе, сделать его при правильном подходе несложно. Главное – это намотка трансформатора, потому что от правильно подобранного количества витков, от сечения используемой проволоки зависит мощность агрегата, качество его работы.
Итак, перед тем как намотать сварочный трансформатор, необходимо рассчитать его по всем требуемым параметрам. Необходимо отметить, что проводимый расчет не всегда соответствует типовым правилам и схемам, потому что собирается сварочный аппарат подчас не из тех материалов, которые используются при сборке в заводских условиях. То есть, что нашли, то и использовали.
К примеру, использовалось не самое лучшее трансформаторное железо или обмоточная проволока.![]()
Добавим, что намотать трансформатор можно по нескольким схемам.
- Сетевая обмотка – это когда обе катушки получаются равноправными по числу витков и соединены они последовательно.
- Обе обмотки соединены по принципу встречно-параллельно.
- Намотанный провод расположен с одной стороны сердечника.
- То же самое, что и в предыдущем положении, только на двух сторонах, соединенных последовательно.
Самая простая схема – последняя. Ее обычно и используют для сборки трансформатора в домашних условиях.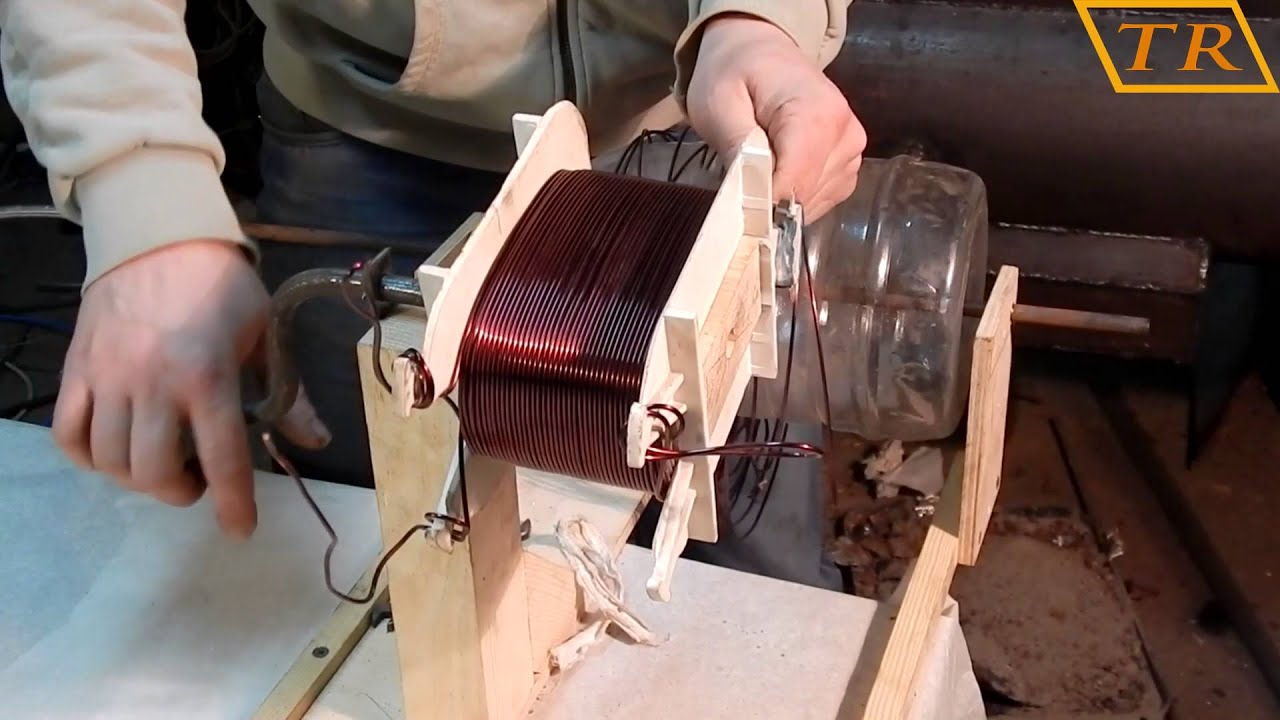
В основе расчета лежат теоретические параметры, на основе которых придется сделать выбор фактических параметров магнитопровода. Главным параметром сварки является ток, который подается на электрод. Так как в быту чаще всего используют электроды диаметром 2; 3 или 4 мм, то для них достаточен будет ток мощностью 120-130 ампер. Теперь можно правильно рассчитать мощность сварочного трансформатора вот по этой формуле:
P=U x I x cos φ /η
U – это напряжение холостого хода, I – это сила тока (120-130 А), cos φ – принимается равным 0,8, η – это коэффициент полезного действия, который для самодельных сварочных аппаратов составляет 0,7.
Расчетная величина мощности должна по таблице свериться с сечением магнитопровода. Табличное значение при таких параметрах обычно составляет 28 см², но фактически необходимо выбирать из диапазона 25-60 см². Теперь по другим таблицам справочников подбирается количество витков провода относительно сечения сердечника.
Теперь по другим таблицам справочников подбирается количество витков провода относительно сечения сердечника.
Очень важный момент – чем больше площадь используемого сердечника для трансформатора, тем меньше витков в катушке должно быть. Все дело в том, что большое количество наматываемых витков может не поместиться в отверстие магнитопровода. Сам расчет количества витков производится вот по этой формуле:
N = 4960 × U/(S × I), где U – это напряжение источника питания на первичной обмотке, I – это ток вторичной обмотки, по сути, это тот самый сварочный ток, S – площадь сечения сердечника.
А количество витков на вторичной обмотке можно вычислить, используя соотношение:
U1/U2=N1/N2
Напряжение холостого хода на вторичной обмотке в самодельных сварочных трансформаторах равно 45-50 вольтам.
Как намотать трансформатор
Итак, расчеты проведены, определены параметры используемых элементов повышающего трансформатора, определена схема намотки, можно переходить к самому процессу перемотки. Но перед этим необходимо разобраться с проводами, которые будут наматываться на сердечник.
Но перед этим необходимо разобраться с проводами, которые будут наматываться на сердечник.
На первичную обмотку наматывается медный провод в стеклотканевой или хлопчатобумажной изоляции. Никакой резины. Исходя из силы тока на первичной обмотке, равной 25 ампер, сечение наматывающего провода – 5-6 мм². Сечение провода на вторичной обмотке должно быть 30-35 мм², потому что по ней протекает ток большой силы (120-130 А). Особое внимание изоляции этого провода, она должна быть термостойкой. Теперь все готово, можно переходить к намотке тероидального трансформатора.
Перед тем как перемотать трансформатор, необходимо понять одну истину, что провода первичной обмотки подвергаются большим нагрузкам, потому что здесь используется проводник меньшего сечения. К тому же плотность уложенных витков здесь выше, поэтому они и греются больше. Вот почему качеству укладки в первичной обмотке надо уделить особое внимание.
Случается так, что самодельный трансформатор собирается не из цельного куска провода, а из нескольких отрезков. Ничего страшного в этом нет, ведь концы кусков можно соединить. Для этого нельзя использовать скрутку, лучше соединить два конца медной проволочкой в несколько витков, а затем пропаять стык и заизолировать.
Ничего страшного в этом нет, ведь концы кусков можно соединить. Для этого нельзя использовать скрутку, лучше соединить два конца медной проволочкой в несколько витков, а затем пропаять стык и заизолировать.
Мотать витки надо аккуратно, плотно прижимая их друг к другу. При этом укладка провода должна проводиться не строго перпендикулярно касательной железа, а немного в сторону. Но как бы впереди должна идти внутренняя намотка. Это просто обеспечит простоту прижима следующего витка к предыдущему. При этом нет необходимости подравнивать провод.
Обратите внимание, чтобы в процессе перемотки трансформатора провод подавался в ровном состоянии. Перегибы и изгибы только усложнят сам производимый процесс. Поэтому лучше провод смотать на руку и натягивать во время укладки.
Для намотки тороидального трансформатора необходимо каждый уложенный слой изолировать. Для этого лучше использовать специальную пропитанную латоткань, которая при соприкосновении прилипает ко всему. Или можно использовать строительный скотч, который наматывается на трансформатор своими руками. Удобнее всего, если скотч нарезать на полоски шириною 15 мм. Ими легко покрывать слой провода, и при этом нужно постараться сделать так, чтобы внутренняя часть обмотки была покрыта изоляционным материалом в два слоя, а снаружи в один.
Удобнее всего, если скотч нарезать на полоски шириною 15 мм. Ими легко покрывать слой провода, и при этом нужно постараться сделать так, чтобы внутренняя часть обмотки была покрыта изоляционным материалом в два слоя, а снаружи в один.
После чего всю обмотку надо смазать клеем ПВА. Он, во-первых, укрепит изоляцию, сделав ее монолитной. Во-вторых, обмотка не будет гудеть. ПВА жалеть не стоит, надо хорошо им обработать всю поверхность. После чего прибор надо высушить. А после еще намотать слой витков и так далее до полной готовности сварочного трансформатора. Намотка тороидального трансформатора своими руками закончена.
Перемотка трансформатора, правильно проведенная – это гарантия высокого качества и долгосрочной его эксплуатации. Перемотанный прибор будет работать точно так же, как практически новый. Конечно, он сильнее гудит, но во всем остальном это все тот же необходимый прибор.
Материалы для намотки
В качестве сердечника используют в основном профильные пластины, изготовленные из специального сплава. Их собирают по необходимой толщине, учитывая расчетное сечение сердечника. Существует несколько форм пластин, но чаще всего используются Ш-образные элементы.
Их собирают по необходимой толщине, учитывая расчетное сечение сердечника. Существует несколько форм пластин, но чаще всего используются Ш-образные элементы.
Каркас трансформатора – это, в принципе, изолятор, который ограждает сердечник от обмоток. На нем же держится и катушка. Изготавливают каркас и диэлектрического материала, он должен быть тонким (0,5-2,0 мм), чтобы поместиться в окошке сердечника. Если будет перематываться старый трансформатор, то функции каркаса могут выполнять картон, текстолит и так далее. Размеры каркаса и его форма определяются параметрами сердечника. Но высота конструкции должна быть больше размеров обмотки.
Для тороидальных трансформаторов лучше использовать медные провода, покрытые защитной эмалью. Для сварочных аппаратов лучше использовать провода медные или алюминиевые с целлюлозной, хлопчатобумажной и ли стекловолокнистой изоляцией. Последний вид не самый лучший. Он прекрасно справляется с нагрузками, особенно с высокими температурами, но в процессе вибрации волокна расслаиваются, а это нарушение изоляционного слоя.
Как видите, перемотать свой собственный старый трансформатор не очень сложно. Это, конечно, займет много времени, но работать прибор будет неплохо. Во всяком случае он будет дешевле, чем покупать новый.
Поделись с друзьями
0
0
0
0
Как намотать сварочный трансформатор?
17.12.2013 Раздел: Разное Комментировать Размер текста: A+ / A-Перемотку сварочного трансформатора желательно выполнять с использованием специального медного провода, способного работать при высоком нагреве. Изоляция медного провода должна быть изготовлена из стеклотканевых или хлопчатобумажных материалов. Провода с поливинилхлоридной изоляцией не подойдут из-за высокой вероятности ее оплавления, что неминуемо приведет к короткому замыканию обмотки.
Перед тем, как намотать сварочный трансформатор, необходимо определиться с параметрами используемого провода. Площадь сечения провода для обмотки определяется, исходя из условия допустимой плотности электротока не превышающей 5,0 А/мм2. При сварке 4 мм электродом и силой тока проходящем через него в 140-160 А, мощность выделяющаяся на первичной обмотке сварочного трансформатора составит около 5 кВт, а на вторичной – до 4 кВт. Максимальный ток, текущий в первичной обмотке, будет примерно 25 А. Это означает, что для перемотки первичной обмотки трансформатора сварочного аппарата должен быть использован медный провод с поперечным сечением не менее 6 мм2. Для перемотки вторичной обмотки рекомендуется взять провод сечением 30-35 мм2.
При отсутствии медного провода необходимого диаметра перемотать трансформатор можно, ведя обмотку в два провода меньшего сечения. Если вместо медного провода используется алюминиевый, потребуется провести перерасчет, увеличив расчетную площадь сечения провода в 1,7 раза.
При 240 витках на первичной обмотке, на вторичную придется около 70 витков. Рекомендуется сделать отводы от 165-го, 190-го и 215-го витка первичной обмотки.
Как намотать сварочный трансформатор видео:
2013-12-17Vash Remontik.ru
Как намотать сварочный трансформатор Reviewed by Vash-Remontik.ru on . Перемотку сварочного трансформатора желательно выполнять с использованием специального медного провода, способного работать при высоком нагреве. Изоляция медног Перемотку сварочного трансформатора желательно выполнять с использованием специального медного провода, способного работать при высоком нагреве. Изоляция медног Rating:
Делаем тороидальный сварочный трансформатор | Самодельные сварочные аппараты, полуавтоматы, схемы
Тороидальный трансформатор своими руками
По всем характеристикам тороидальные трансформаторы превосходят П и Ш образные трансформаторы примерно в 1. 5.. 2 раза. Также по весу торы в намного легче.
5.. 2 раза. Также по весу торы в намного легче.
В связи с этим лучше делать тороидальный трансформатор для сварочных аппаратов.
Об изготовлении тороидального трансформатора в домашних условиях пойдет речь в нашей статье.
В наличии имелось железо от какого то трансформатора размерами 7 см х 65 см.
Берем пластины и обкатываем их круглым предметом, например бутылкой.
Берем одну пластину сворачиваем ее в кольцо и закрепляем саморезами. Это будет оправка для набора пластин.
Начинаем укладывать пластины начиная от края во внутрь. Так как внутренний диаметр самом начале большой, то сначала укладываем ровные пластины, не обкатанные бутылкой.
Набрав небольшое количество пластин, обязательно поджимаем их.
Примерно вот что должно получится. Так как внутренний диаметр кольца уменьшается, то далее применяем пластины, которые обкатывали бутылкой.
Первое кольцо магнитопровода тороидального трансформатора готово. Выглядит оно вот так.
Выглядит оно вот так.
Далее подготавливаем вторую оправку для второго кольца магнитопровода нашего трансформатора.
Продолжаем укладывать пластины от края во внутрь. Процесс повторяется, делать нужно то же самое, что и для первого кольца.
Стремитесь укладывать пластины без зазорно, то есть стык в стык. Конечно в начале будет получаться хорошо, но в конце все равно не получится.
Не забываем обжимать пластины. Делаем это постоянно. От этого зависит качество сборки тора. Лишние зазоры нам ни к чему.
Вот собственно оба кольца. Фотка получилась не резкой.
Далее обстукиваем торцы получившихся колец молотком.
Берем эпоксидный клей, разводим его растворителем.
Пропитываем клеем оба кольца магнитопровода. Клей не жалеем.
Затем склеиваем оба кольца.
Вот такой вот сердечник тороидального трансформатора у нас получился. Высота сердечника получилась 14 см и набор пластин 4 см. Площадь сердечника 56 см.кв. Учитывая небольшие зазоры, которые образовались при сборке, принимаем площадь сердечника 50 см.кв.
Площадь сердечника 56 см.кв. Учитывая небольшие зазоры, которые образовались при сборке, принимаем площадь сердечника 50 см.кв.
Теперь необходимо за изолировать сердечник. Для этого вырезаем из картона куги и накладываем на сердечник.
Далее берем тряпочную черную изоляционную ленту и обматываем сердечник.
Вот что получилось.
Обматываем еще раз сердечник молярным скотчем.
Все готово для намотки обмоток трансформатора. Провод для первичной обмотки наматываем на самодельный челнок, сделанный из куска ДСП.
Обматываем конец провода филенкой.
Начинаем мотать. Просовываем челнок через отверстие в торе и аккуратно прижимаем каждый виток, равномерно распределяя по поверхности сердечника.
Намотав первый ряд обмотки, обматываем обмотку изоляционной лентой.
Далее мотаем второй ряд первичной обмотки, делая отводы для регулирования тока по первичной обмотке.
После того как первичная обмотка намотана, проверяем ток холостого тока трансформатора. Он должен быть в пределах от 0,2 А до 1,2 А.
Он должен быть в пределах от 0,2 А до 1,2 А.
На изображениях показаны замеры тока в в нормальном и форсированном режиме работы трансформатора. Цифровым мультиметром производился замер напряжения вторичной обмотки (для дальнейшего точного расчета количества витков вторичной обмотки), в качестве которой был намотан кусок провода из 4 витков.
Обматываем второй конец первичной обмотки филенкой и изолируем первичную обмотку.
Далее мотаем вторичную обмотку точно так же как первичную, только без применения челнока.
После намотки изолируем ее.
Далее вырезаем из текстолита или подобного материала два круга, сверлим отверстия под крепление обмоток.
В результате мы получаем вот такой вот сварочный трансформатор.
Данный тороидальный трансформатор был установлен в сварочный полуавтомат. При интенсивном использовании сварочного полуавтомата, температура трансформатора не повышалась выше 60 градусов. Трансформатор работает тихо без потрескиваний и гула.![]()
Вес данного экземпляра в собранном виде равен 16 кг.
Ответы на комментарии:
Изолирование проводов.
Пропитка сердечника эпоксидным клеем.
Расчет площади сердечника.
Площадь сердечника равна S=А*Б
Шпильки для тора
Если возникнут вопросы, задавайте их в комментариях.
Автор статьи и фото: Admin Svapka.Ru
Понравилась ли вам статья? Если не трудно, то проголосуйте пожалуйста:Похожие записи
Сварочный трансформатор своими руками
Просмотров 1.1k. Опубликовано
Что нужно знать перед работой?
Перед тем как сделать сварочный трансформатор, необходимо разобраться, что это такое, и какими характеристиками он обладает. Это основной элемент практически любого электросварочного аппарата, преобразователь энергии сетевого электрического тока в сварочный ток, который выполняет функцию источника питания. От трансформатора будут зависеть вес самого аппарата и спектр его технических возможностей.
От трансформатора будут зависеть вес самого аппарата и спектр его технических возможностей.
Основные технические характеристики трансформатора для сварочного аппарата: номинальное напряжение, номинальная частота, потребляемая мощность, диапазон сварочного тока, напряжение холостого тока. Собирая самодельный сварочный трансформатор, следует учитывать все эти характеристики.
Как сделать своими руками сварочный трансформатор?
По сути, трансформатор – это две катушки медного провода, который намотан на железный сердечник, поэтому начать изготовление сварочного трансформатора следует с обмоток. Он состоит из двух катушек, имеющих разное число витков. На каждую катушку наматывается две обмотки — первичная и вторичная.
Первичная подключается к источнику тока, а во вторичной обмотке за счет индукции возникает ток меньшего напряжения, но большего ампеража. Намотка сварочного трансформатора имеет свои особенности: она всегда производится в одном направлении, каждый слой обмотки изолируется слоем электрокартона, кальки или хлопчатобумажной изоляции.
Перед тем как намотать сварочный трансформатор, следует правильно подобрать провод для обмоток. Для первичной обмотки подойдет медный провод в стеклотканевой изоляции. Не стоит использовать провода в ПВХ обмотке, так как она может расплавиться, а это приведет к короткому замыканию.
Если трансформатор сильно гудит, значит, не хватает витков сетевой обмотки и необходимо добавить некоторое количество. Вторичную обмотку необходимо наматывать на двух сторонах сердечника. Можно использовать провод сечением 20-25 мм2. При использовании алюминиевого кабеля следует увеличить его сечение в 1,5 раза.
Количество витков обмоток приходится подбирать под провод имеющегося сечения, получая тем самым необходимую мощность. Первичные обмотки должны соединяться параллельно, а вторичные – последовательно.
Особенности самодельных аппаратов
Самодельный сварочный трансформатор постоянного тока отличается мягким зажиганием дуги, возможностью сваривания тонколистовых металлов, отсутствием непровариваемых участков. Принципиальное отличие от трансформаторов переменного тока – завышенное напряжения во вторичной обмотке.
Принципиальное отличие от трансформаторов переменного тока – завышенное напряжения во вторичной обмотке.
Достигается это введением во вторичную цепь диодного моста с конденсатором, в результате чего выходное напряжение повышается в 1,5 раза.
Сварочный аппарат из трехфазного трансформатора можно изготовить, используя трехфазный понижающий трансформатор на 380 В, потребляемой мощностью 2 кВт. Такой агрегат применяется для питания электроинструмента или освещения пониженным напряжением. Подойдет даже трансформатор с одной перегоревшей обмоткой.
Самодельный трансформатор для сварочного полуавтомата должен быть достаточно мощным. Необходимо, чтобы первичная обмотка состояла из 220 витков медного кабеля со стеклотканевой изоляцией диаметром 2 мм, а вторичная – из 56 витков медного провода сечением 60 мм2.
ТРАНСФОРМАТОР ДЛЯ СВАРОЧНОГО ИНВЕРТОРА
Доброго времени суток, продолжаю цикл статей о правильной намотке трансформаторов. Будут рассмотрены исключительно практические вопросы, а кому необходима теоретическая часть с расчётами — просто скачайте этот документ и почитайте. Сегодня речь пойдет о намотке трансформатора для сварочного инвертора, который был недавно заказан одним знакомым. Сам инвертор должен легко тянуть тройку электрод, потому долго думал над выбором сердечника, было несколько вариантов — Е65, Е70 и R63, первые два состоят из двух половинок, третий трансформатор — кольцо с наружным диаметром 63 мм, было выбрано именно оно, так как почти вся обмотка на нём снаружи и охлаждение таким образом будет оптимальное, да и вторичную обмотку можно сделать потолще, площадь окна это позволяет, что только на руку.
Сегодня речь пойдет о намотке трансформатора для сварочного инвертора, который был недавно заказан одним знакомым. Сам инвертор должен легко тянуть тройку электрод, потому долго думал над выбором сердечника, было несколько вариантов — Е65, Е70 и R63, первые два состоят из двух половинок, третий трансформатор — кольцо с наружным диаметром 63 мм, было выбрано именно оно, так как почти вся обмотка на нём снаружи и охлаждение таким образом будет оптимальное, да и вторичную обмотку можно сделать потолще, площадь окна это позволяет, что только на руку.
Форум по инверторам
Форум по обсуждению материала ТРАНСФОРМАТОР ДЛЯ СВАРОЧНОГО ИНВЕРТОРА
Как сделать сварочный трансформатор своими руками: инструкция
Время чтения: 10 минут
Сварочный аппарат просто обязателен, если вы хотите надежно соединить металлические детали. Ему под силу не только сварка, но и резка металлических заготовок. При этом состав и толщина металла могут быть неограниченными.![]() Существует множество разновидностей сварочного оборудования, но на сегодняшний день особой популярностью пользуются трансформаторные, инверторные и полуавтоматические.
Существует множество разновидностей сварочного оборудования, но на сегодняшний день особой популярностью пользуются трансформаторные, инверторные и полуавтоматические.
Многие домашние мастера хотели бы заняться сварочным делом для себя или в качестве подработки, но стоимость заводских аппаратов кажется им слишком высокой. Это не удивительно, ведь чтобы приобрести более-менее качественный аппарат вам придется выложить от 100 долларов и до бесконечности. Не все обладают такой возможностью.
В этой ситуации лучше сделать сварочный аппарат самому. Ну а если вы ничего в этом не смыслите, то начните с малого — со сборки трансформатор. Трансформатор — это буквально сердце сварочного аппарата. На этом этапе у многих могут возникнуть бесконечные вопросы: как намотать сварочный трансформатор? Как рассчитать сварочный трансформатор? Как сделать сварочный аппарат? Не беспокойтесь. В этой статье мы расскажем, как сделать сварочный трансформатор своими руками и получить отличную основу для дальнейшего изготовления самодельного аппарата.
Содержание статьи
Общая информация
Как мы сказали выше, трансформатор — это сердце сварочного аппарата. Он необходим для преобразования поступающего извне напряжения в переменный или постоянный ток, пригодный для сварочных работ. Представляет собой две обмотки (первичную и вторичную), которые связаны индуктивно. Обмотки располагаются на сердечнике, который является магнитопроводом и изготавливается из электротехнической стали.
Не важно, что вы собираете: сварочные трансформаторы для дома или мощный профессиональный аппарат. Он в любом случае должен обеспечить необходимые вам характеристики для выполнения сварки. Обычно при сборке самодельного аппарата наматывают трансформатор, рассчитанный на силу тока около 150-170 Ампер и способный выдержать напряжение около 50 В.
Читайте также: Что такое сварочный трансформатор?
Этих характеристик достаточно для бытового применения. Вы сможете варить практически любые металлы и использовать электроды диаметром до 3 мм. При желании можно варить и «четверкой», но швы не будут такими же качественными. Под больший диаметр электрода нужно собирать более мощный аппарат.
При желании можно варить и «четверкой», но швы не будут такими же качественными. Под больший диаметр электрода нужно собирать более мощный аппарат.
Также при сборке трансформатора учитывайте его габариты. Размер трансформатора увеличится, если вы пожелаете сделать более мощный сварочный аппарат. Соответственно вес и габариты аппарат тоже увеличатся. Если для вас критичен вес и размер сварочника, то мы рекомендуем сделать аппарат с более слабыми характеристиками.
Особенности аппаратов с самодельным трансформатором
Сварочный аппарат из самодельного трансформатора не будет похож на стандартный заводской сварочник из магазина. Вы должны четко осознавать эту особенность. Не думайте, что сможете в домашних условиях собрать аппарат, идентичный заводскому. Это, конечно, возможно, но в таком случае действительно легче купить готовое устройство в магазине и не мучиться.
Обратите внимание
Какие же особенности стоит учитывать? Прежде всего, домашний аппарат на самодельном трансформаторе не сможет каждый раз выдавать одни и те же характеристики, даже если вы их вручную установите. Проще говоря, вы можете установить силу тока в 120 Ампер, а аппарат в большинстве случаев выдаст либо большее, либо меньшее значение. Погрешность будет всегда. В большинстве случаев она не критична, но если вам важно держать все под контролем, то лучше присмотритесь к покупным аппаратам, в которых все сделано по уму.
Проще говоря, вы можете установить силу тока в 120 Ампер, а аппарат в большинстве случаев выдаст либо большее, либо меньшее значение. Погрешность будет всегда. В большинстве случаев она не критична, но если вам важно держать все под контролем, то лучше присмотритесь к покупным аппаратам, в которых все сделано по уму.
В домашних условиях трудно сделать точный регулятор, который позволит без погрешностей регулировать параметры сварки. Но если вам нужно сварить теплицу или забор, то не беспокойтесь об этом. Аппарат с самодельным трансформатором подойдет для этих задач. И погрешности не сильно повлияют на результат.
Если вы изготовите трансформатор, работающий на постоянном токе, то он будет существенно дешевле заводского. Но его надежность будет под вопросом, поскольку заводские аппараты оснащаются системой предохранителей, что редко встретишь в самоделках. Тем не менее, благодаря самостоятельно сборке вы можете намотать трансформатор с любыми характеристиками, а значит сделать как мощный, так и слабенький аппарат. Достаточно произвести расчет сварочного трансформатора для вашего аппарата.
Достаточно произвести расчет сварочного трансформатора для вашего аппарата.
Если вы решите использовать самодельный трансформатор для дальнейшей сборки аппарата, то его (и все остальные компоненты) можно поместить на металлический каркас или в корпус от какого-нибудь электроприбора (блок питания от ПК, например). Также вы можете использовать для сборки любые схемы и модернизировать их при конструировании. Но не забудьте проверить все узлы самодельного аппарата (и трансформатора в частности) перед тем как впервые включить устройство в сеть и приступить к сварке.
Это основные особенности, на которые вам нужно обратить внимание. Мы не упоминали необходимость наличия элементарных знаний в области электротехники. Это и так понятно. Но если вы ими не обладаете, то предварительно изучите тему и только затем приступайте к сборке трансформатора.
Трансформатор переменного тока
Самодельный сварочный трансформатор переменного тока — это классический тип трансформатора, который применятся в конструкции трансформаторного сварочного аппарата. Трансформатор, работающий на «переменке», проще трансформатора на «постоянке», дешевле и ремонтопригоднее. Но у него есть ряд существенных недостатков. На аппаратах с трансформатором переменного тока хуже поджигается дуга. Она горит нестабильно и требует от сварщика опыта. В противном случае швы получаются некачественными и дефектными.
Трансформатор, работающий на «переменке», проще трансформатора на «постоянке», дешевле и ремонтопригоднее. Но у него есть ряд существенных недостатков. На аппаратах с трансформатором переменного тока хуже поджигается дуга. Она горит нестабильно и требует от сварщика опыта. В противном случае швы получаются некачественными и дефектными.
Тем не менее, трансформатор на «переменке» — это основа трансформатора на «постоянке» (о котором мы расскажем далее), так что вам все равно придется научиться собирать его. И в этом нет ничего сложного.
Выбор проводов для обмотки
Для сборки сварочного трансформатора переменного тока вам необходимы провода для намотки первичной и вторичной обмотки. Также вам нужно сделать так называемый сердечник. Для этого нужна специальная электротехническая сталь, чтобы на этот сердечник уже намотать обмотки.
Определимся с техническими характеристиками, которые должен обеспечить наш трансформатор. Мы в качестве примера возьмем напряжение в 60 В и сварочный максимальный сварочный то от 120 до 160 Ампер. При таком раскладе минимальное сечение у проводов составляет 4 кв.мм.
При таком раскладе минимальное сечение у проводов составляет 4 кв.мм.
Но мы рекомендуем использовать провода сечением 7 кв.мм., это оптимальный вариант. При использовании таких проводов ваш самодельный трансформатор не будет бояться перепадов напряжения. Ну а что касается диаметра медной жилы для первичной обмотки, то в данном случае оптимальным вариантом будет значение в 3 мм.
Подбирая провода обратите внимание на их оболочку. Она обязательно должна быть тканевой. Ни в коем случае не полимерной. Поскольку полимеры легко плавятся от избыточного нагрева, что часто приводит к короткому замыканию. Если по какой-то причине вы не смогли подобрать провод достаточного диаметра, то можете взять два тонких провода и наматывать их вместе.
Но учитывайте, что в такой ситуации обмотка увеличиться в размерах и трансформатор будет нуждаться в большем корпусе. Габариты аппарата и его вес так же увеличатся. Вся эта информация применима к первичной обмотке. Для вторичной обмотки можно использовать более толстые провода. Вроде тех, с помощью которых подключается держатель электрода.
Вроде тех, с помощью которых подключается держатель электрода.
Сборка сердечника
Итак, провода выбраны и подготовлены. Теперь нам нужно собрать тот самый сердечник. На изображении ниже показан идеальный по всем параметрам сердечник для самодельного трансформатора. Он стержневого типа.
Для сборки вам понадобятся пластинки, изготовленные из электротехнической стали. Оптимальная толщина одной пластинки — не менее 0.35 и не более 0.55 мм. А необходимый размер сердечника (a, b, c, d на рисунке выше) рассчитывается отдельно исходя из сечения провода. Но многие умельцы выбирают размеры «на глаз». Главное, чтобы все витки поместились.
Теперь приступаем к сборке сердечника. Возьмите пластины (они должны быть Г-образными) и складывайте в том порядке, который указан на изображении ниже. Когда вы получите сердечник достаточной толщины, скрепите все пластинки по углам с помощью болтов. Обработайте пластинки с помощью надфиля. Потом изолируйте сердечник.
Намотка
Следующий этап — намотка трансформатора. Сначала наматывается первичная обмотка. Необходимо сделать около 210-215 витков. Мотать нужно так, как указано на изображении ниже. Когда сделаете все витки, прикрепите сверху текстолитовую пластинку. На ней можно закрепить концы обмотки, используя болты.
Сначала наматывается первичная обмотка. Необходимо сделать около 210-215 витков. Мотать нужно так, как указано на изображении ниже. Когда сделаете все витки, прикрепите сверху текстолитовую пластинку. На ней можно закрепить концы обмотки, используя болты.
Далее вам нужно перемотать вторичную обмотку. На ней необходимо сделать около 70 витков. Затем так же прикрепите текстолитовую пластинку и на ней закрепите концы обмотки с помощью болтов. Готово! Трансформатор можно использовать и в таком виде, а можно применить для дальнейших модификаций. На изображении ниже показан конечный вид намотанного трансформатора.
Трансформатор постоянного тока
Из трансформатора можно собрать не только аппарат переменного тока, но и сварочник на постоянном токе. Соответственно, для этих целей нужно изготовить трансформатор постоянного тока. Такой трансформатор будет полезен для полуавтомата или инвертора. Он позволяет получить стабильную, легко поджигающуюся дугу. Подобному аппарату под силу сварка любых металлов, в том числе нержавеющей стали или чугуна.
Для сборки трансформатора постоянного тока вам понадобится всего 10-15 минут. Поскольку мы будем просто модернизировать трансформатор переменного тока, сделанный ранее. Вам необходимо подключить выпрямитель к вторичной обмотке. Выпрямитель должен быть собран на диодах.
У диодов должно быть нормальное охлаждение и они должны быть рассчитаны на ток с силой около 200 Ампер. Мы рекомендуем использовать диоды типа Д161. Также нам необходимо выровнять ток. Для этого нужно взять два конденсатора С1 и С2. Их основные характеристики должны быть такими: 15000 мкФ, напряжение 50В. Все компоненты собираются по схеме, которую вы можете видеть ниже. L1 — это дроссель, он нужен для регулировки тока. Х4 — это контакты, предназначенные для подключения держака электрода. А х5 — это контакты для подключения массы.
Данная схема сварочного трансформатора проверена временем и отлично себя зарекомендовала. Вполне рабочая схема, при этом очень удобная.
Вместо заключения
Чтобы собрать трансформатор для сварки своими руками не обязательно обладать специфичными навыками. Но желательно иметь хотя бы базовые знания в области электротехники и понимать, как их применить. Если у вас нет этих знаний, то потратьте буквально неделю на изучение темы. В интернете есть множество бесплатных учебников и наглядных видеороликов. После такого краткосрочного самостоятельного обучения вы уже будете больше понимать и сможете попытать свои силы в сборке трансформатора. А после соберете полноценного сварочного аппарат.
Но желательно иметь хотя бы базовые знания в области электротехники и понимать, как их применить. Если у вас нет этих знаний, то потратьте буквально неделю на изучение темы. В интернете есть множество бесплатных учебников и наглядных видеороликов. После такого краткосрочного самостоятельного обучения вы уже будете больше понимать и сможете попытать свои силы в сборке трансформатора. А после соберете полноценного сварочного аппарат.
Ведь у самодельного аппарата есть множество достоинств. Он экономичный, недорогой, функциональный и ремонтопригодный. Вы сами выбираете, какие детали и какого качества использовать для сборки. Благодаря такой особенности дальнейший ремонт и техническое обслуживание самодельного сварочника не будет проблемой. И уж точно не «влетит в копеечку».
Словом, желаем вам удачи в изучении темы и в сборке самодельного аппарата! Делитесь своим опытом и советами в комментариях ниже. Это будет полезно для многих читателей.
Расчет сварочного трансформатора на тороидальном сердечнике
Трансформатор является главным узлом сварочного аппарата независимо от его конструкции. При самостоятельном изготовлении этого элемента возникает много вопросов: Как выбрать форму магнитопровода? Какой требуется намоточный провод? Как сделать расчет необходимого количества витков?
При самостоятельном изготовлении этого элемента возникает много вопросов: Как выбрать форму магнитопровода? Какой требуется намоточный провод? Как сделать расчет необходимого количества витков?
Тороидальный трансформатор имеет ряд преимуществ перед трансформаторами другого типа:
- Равномерное распределение обмоток;
- Снижение массы на 20…30 % при сохранении мощности;
- Сниженные токи Х.Х. в 10…20 раз;
- Высокий К.П.Д;
- Уменьшение полей рассеяния;
- Низкий уровень шума.
Если приложить определенные усилия для создания тороидального трансформатора своими руками, то можно получить свой уникальный набор характеристик устройства, которое удовлетворит все потребности при работе со сваркой. И даже более того – можно учесть текущие реалии нашей действительности такие как, например пониженное напряжение в сети вашего дома.
Используя формулы и методы, приведенные в нашей статье, вы получите практическое пособие по расчету сварочного трансформатора на тороидальном сердечнике.
Методика расчета – пошаговая инструкция
Сам же расчет тороидального трансформатора разделяется на две части:
- Непосредственно рассчитать мощность тороидального сердечника, чтобы ее определить вы можете получить, при наличии у вас конкретного сердечника, или заданной мощности, то определить размеры будущего трансформатора.
- Расчет собственно электрической части, которая включает в себя количество витков в обмотках, а также какое сечение будет применяться в обмотках и материал провода.
Расчет сердечника
Его мы произведем по формуле, которая уже включает в себя константы, для упрощения понимания его результатов. Дальше останется подставить в ниже приведенную формулу только переменные значения, а именно:
«P=1,9*Sc*So», где:
- P – это мощность, которую возможно получить, применяя сердечник с таким габаритными размерами
- 1,9 – результат математических действий над всеми константами для данного вида трансформаторов
- Sc- площадь сердечника, единица измерения сантиметры квадратные
- So – площадь отверстия в теле сердечника, в «кв.
 см.»
см.»
Формулы расчета площади сечения тороидального сердечника
Если сделанный трансформатор будет иметь основное назначение – сварка, то размеры его сердечника должны быть адекватными, иначе полученной мощности устройства будет не достаточно для выполнения своих функций. Для примера возьмем следующие значения и применив калькулятор вычислим.
«P=1,9*70*70=9310 Ватт»
Определим количество витков первичной обмотки
В первую очередь рассмотрим расчет с единой первичной обмоткой, без регулировки. Для этого сначала выясним, сколько витков обмотки должен иметь тороидальный трансформатор для получения 1 вольта напряжения. Применим следующую формулу.
К=35/ Sc, где:
- K – количество витков на 1 вольт напряжения.
- 35 – это константа, которая одинакова для всех типов тороидальных сердечников.
- Sc- площадь сердечника, единица измерения сантиметры квадратные.
Таким образом, если у нас имеется сердечник площадью 70 «кв. см.», то подставив значения в формулу, получим следующую ситуацию.
см.», то подставив значения в формулу, получим следующую ситуацию.
«K=35/70=0,5» витка на каждый вольт, и соответственно объём первичной обмотки узнаем, применив соответствующую формулу.
«W1=U1*K», где:
- W1- количество витков в первой обмотке.
- U1 – необходимое напряжение в этой точке.
- K – количество витков на 1 вольт напряжения.
«W1=220*0,5=110» – витков.
С учетом того, что мы проводим вычисления для сварочного трансформатора, то примем за рабочее напряжение вторичной равное 35 вольт, тогда исходя из аналогичной формулы, получим.
«W2=35*0,5=17,5» – витков.
Расчет сечения применяемых проводов
Чтобы рассчитать необходимые сечения нужно понять какой ток будет через них протекать, это единственный параметр который влияет на толщину используемого материала, итак, вычисление величины тока в обмотках трансформатора:
«I пер.=9310 Ватт/220 Вольт=42.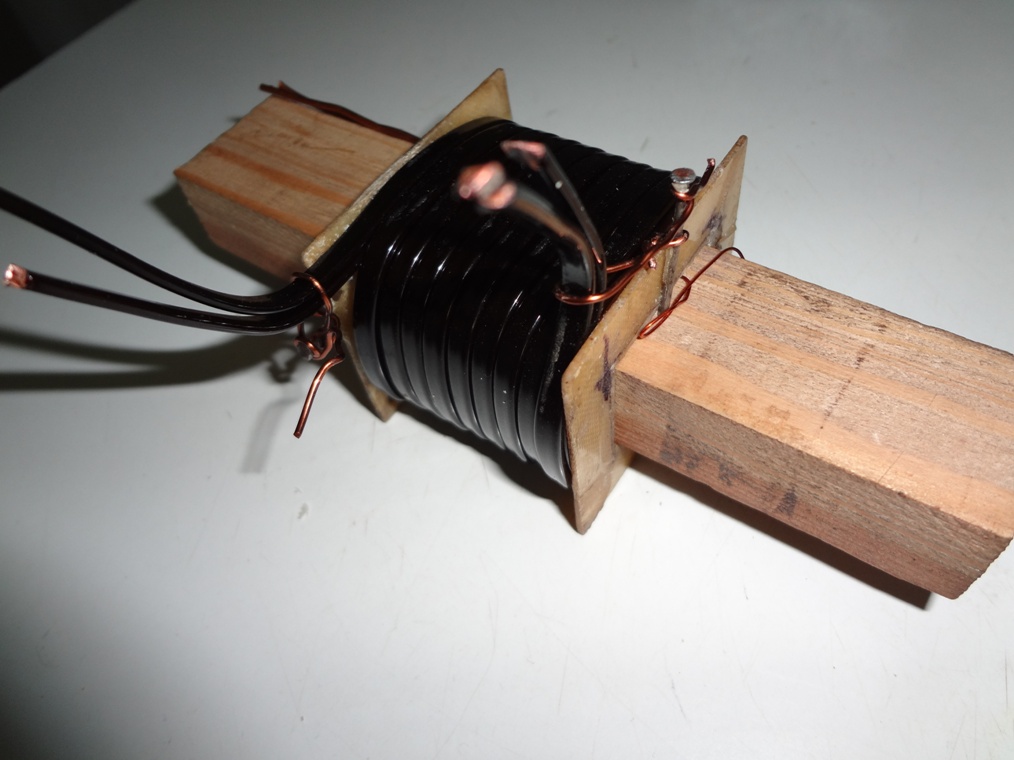 3 Ампера»
3 Ампера»
С вторичной обмоткой несколько сложнее, все должно опираться на напряжение дуги и ток сварки.
«I свар.=(29 Вольт-14)/0.05=300 Ампер», где 29 вольт среднее значение дуги сварки. Теперь проверяем, возможна ли такая мощность у нашего устройства 300 Ампер*29 Вольт=8700 Ватт.
Это значение вполне укладывается в мощность, которой обладает тороидальный трансформатор, рассчитываемый нами, поэтому 300 Ампер, считаем током вторичной обмотки. Проведя эти нехитрые вычисления, для которых даже не всегда нужен калькулятор, можно перейти к определению сечения проводов и их материала.
Из руководящих документов таких как, например «ПУЭ», известно, что для продолжительной работы требуется 1 квадратный миллиметр сечения меди на каждые 5 ампер тока, а при использовании алюминия 2 ампера.
Исходя из этих данных, вычисляем сечение проводов в устройстве для меди:
- Первичная обмотка=42,3/5=8,46 кв. мм, ближайший стандарт сечения это 10.
- Вторичная обмотка=300/5=60 кв.
 мм, выбираем следующее по стандарту сечение в сторону увеличения это 70.
мм, выбираем следующее по стандарту сечение в сторону увеличения это 70.
Применяем условие продолжительности нагрузки 40 процентов, так как никто не работает все время под нагрузкой. В этом случае сечение можно уменьшить в два раза, тогда получаем:
- 8,46/2=4,23 ближайший стандарт сечения -6 кв. мм.
- 60/2=30 следующий стандарт 35 кв. мм.
Как упростить задачу по намотке витков на сердечник
Зная как создать трансформатор во всех подробностях и всеми данными, остается перейти к практической работе, но намотка витков представляет собой достаточно трудоемкий процесс, требующий особой концентрации внимания. Правильность намотки также имеет значение и напрямую влияет на характеристики устройства, которое в итоге получится.
Но для таких случаев в помощь людям существует специальное устройство, станок для намотки тороидальных трансформаторов, цена такого приспособления не высока, но купить его не просто, поэтому на рынке часто встречаются самодельные устройства, и если почитать соответствующую литературу, то можно попробовать сделать этот станок самому.
Изготовление аппарата для дуговой сварки — Часть 1 из 2: 6 шагов (с иллюстрациями)
Чтобы сделать жизнь намного проще, вам нужно будет построить небольшое приспособление для намотки вторичной обмотки. Вряд ли вы получите все необходимые витки провода в таком тесном пространстве без него.
Чтобы сделать это приспособление, я использовал кусок древесины и вырезал его так, чтобы он был шириной с центр трансформатора и немного короче его вершины. Длина была обрезана так, чтобы она выступала примерно на 1/2 дюйма от концов.
Я прикрутил деревянные панели сверху и снизу, чтобы направлять провода и удерживать их на месте, затем сложил лист бумаги так, чтобы он вошел в паз.
После установки в тисках для закрепления трос можно наматывать.
Для этого проекта попробуйте закупить около 50 футов многожильного медного кабеля 8 AWG из местного хозяйственного магазина. Вы, вероятно, могли бы сэкономить немного денег, собирая бесплатный провод, но я решил взглянуть на раздел «конец катушки» в хозяйственном магазине и смог договориться о сделке за полцены на кабель, так что 50 футов стоили только мне около 17 долларов.
Этим модифицированным МОТ потребуется новая вторичная обмотка, состоящая из 18 витков кабеля 8 AWG, и оба МОТ будут соединены последовательно. Я также обнаружил, что мне нужно запустить систему на 240 вольт переменного тока, чтобы получить выходную мощность для хорошей сварки. Моей целью было 30+ вольт переменного тока с переменной силой тока от 0 до 120 + ампер.
На практике это означает, что вам нужно намотать катушку на форму так, чтобы в итоге получилось 6 отрезков кабеля в высоту и 3 длины в ширину. Ах да, и все это должно уместиться обратно в трансформатор, так что наматывайте его плотно!
Первый слой неплох, но наматывание второго и третьего слоев становится все труднее и может показаться почти невозможным.
После того, как 18 витков провода поместятся в канавку, можно сложить бумагу и скрепить ее скотчем, чтобы катушка удерживалась вместе.
Вот сложная часть … снимите его с приспособления, не позволяя ему распутаться!
Верхнюю и нижнюю панели можно снять, а блок вытолкнуть из центра змеевика.
Я использовал изоленту, чтобы убедиться, что катушки плотно прилегают.
Конструкция сварочного трансформатора (со схемой) | Оборудование
В этой статье мы обсудим устройство сварочного трансформатора с помощью схемы.
Сварочный трансформатор имеет две цепи: одна первичная, а другая вторичная. Эти две обмотки не имеют электрических соединений, но магнитно связаны друг с другом. Основная функция трансформатора состоит в том, чтобы изменять мощность переменного тока высокого напряжения при низкой силе тока для сварки. Входное напряжение трансформатора может составлять 440 В или 220 В. Напряжение холостого хода на выходной стороне аппарата обычно составляет от 10 до 100 В, а выходной ток может составлять 600 А. Сварочный аппарат не имеет вращающейся части. Он имеет воздушное или масляное охлаждение.Установки с высоким током охлаждаются маслом.
Для небольших работ по изготовлению или ремонту используется однофазный входной трансформаторный комплект 220 В, но для более высоких рабочих нагрузок используется трехфазный (входной 440) трансформаторный сварочный комплект. Сварочные цепи должным образом заземлены для защиты сварщика в случае выхода из строя трансформатора и попадания основного напряжения питания на цепь сварочной стороны трансформатора. Сторона сварки обеспечивает диапазон настройки тока.
Сварочные цепи должным образом заземлены для защиты сварщика в случае выхода из строя трансформатора и попадания основного напряжения питания на цепь сварочной стороны трансформатора. Сторона сварки обеспечивает диапазон настройки тока.
Величину тока можно отрегулировать, вставив в цепь катушку реактивного сопротивления.Реактор обычно устанавливается на электродной стороне вторичной обмотки.
Сварочная установка обеспечивает диапазон настройки тока, свой выходной ток для сварки в аппарате в зависимости от размера электрода или толщины работы.
Наличие колес, транспортировочных ручек и стропов позволяет легко транспортировать трансформатор.
При напряжении 70 В трансформатор является идеальным устройством для сварки металлов малой толщины. Более того, при таком напряжении обеспечивается стабильное зажигание и горение дуги даже на сильно загрязненных продуктах, затронутых коррозией.Надежная изоляция и относительно небольшой вес делают его непревзойденным в эксплуатации как в заводских условиях, так и в полевых условиях под навесом.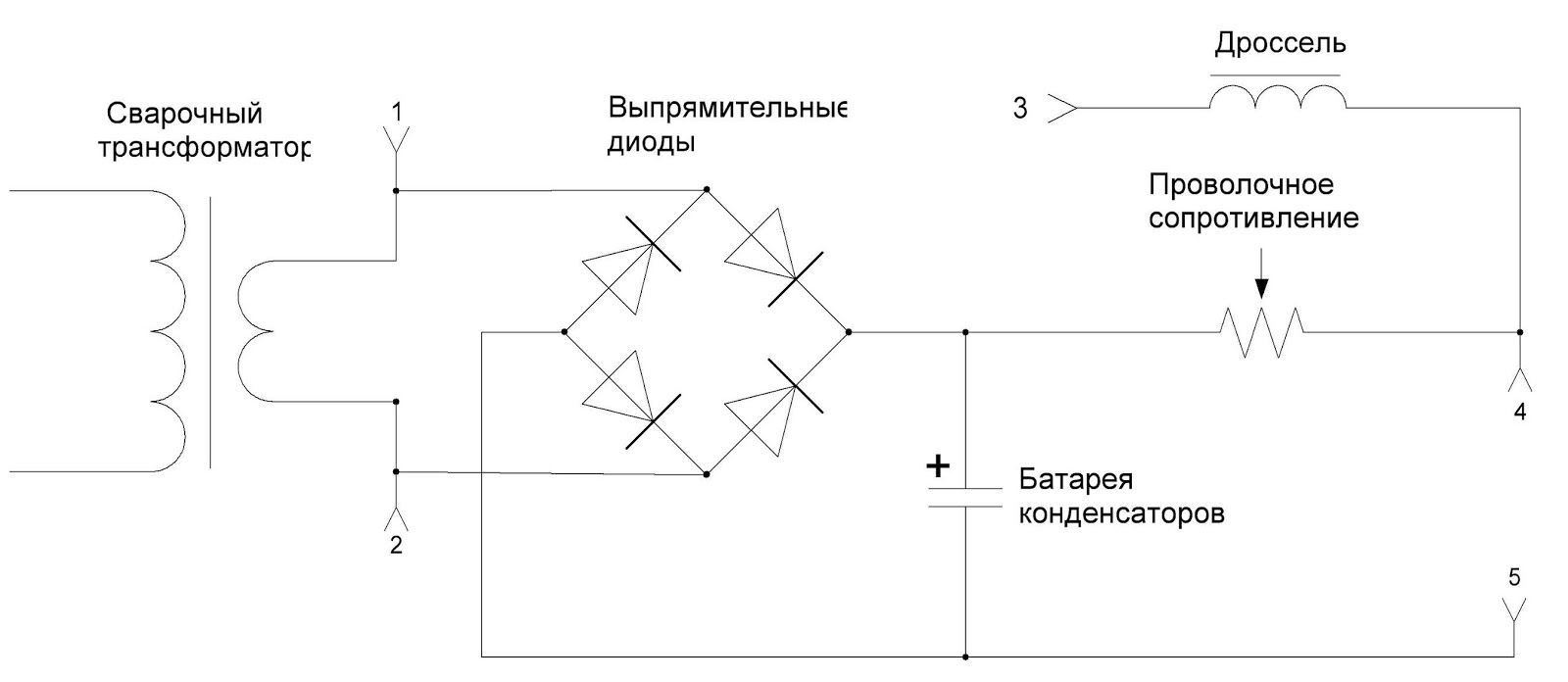
: принцип, требования и типы
Прочитав эту статью, вы узнаете: — 1. Принципы работы сварочного трансформатора 2. Требования к сварочному трансформатору 3. Типы.
Принципы работы сварочного трансформатора:В сварочной дуге переменного тока ток остается почти синусоидальным, в то время как напряжение искажается, как показано на рис.4.9.
Принимая во внимание эти переходные процессы, точка M указывает напряжение, необходимое для зажигания дуги. Время, в течение которого напряжение повышается от нуля до напряжения, достаточного для повторного зажигания дуги, называется ВРЕМЯ ВОССТАНОВЛЕНИЯ ДУГИ. В переходном процессе напряжения дуги это обозначается как Если дуга должна быть устойчивой и тихой, время Y должно быть как можно короче, потому что в противном случае в течение промежуточного интервала катод может стать слишком холодным, чтобы испустить достаточное количество электронов и ионов для повторно зажгите и поддержите дугу.
Одним из способов уменьшения t 1 является повышение напряжения холостого хода источника сварочного тока, как видно из рис. 4.10. Кривая напряжения 2 имеет более низкое пиковое значение, чем кривая напряжения 2. Для кривой 1 напряжение зажигания дуги равно E, а время восстановления дуги составляет t 1 . В случае кривой 2 при том же напряжении повторного зажигания E дуга время восстановления t 2 значительно больше, чем t 1 .
Для поддержания продолжительной дуги переменного тока сварочная цепь должна иметь индуктивность *, которая будет создавать разность фаз между переходными процессами напряжения и тока порядка от 0-35 до 0-45.
При сварке малыми токами катод теряет больше тепла, чем при сварке большими токами. Следовательно, в первом случае время восстановления дуги должно быть как можно короче. Например, при токе от 160 до 250 ампер дуга легко возникает, когда трансформатор имеет напряжение холостого хода от 55 до 60 вольт, а при малых токах, скажем, от 60 до 70 ампер, напряжение холостого хода трансформатора должно составлять 70 до 80 вольт.
Однако повышение напряжения холостого хода может поставить под угрозу безопасность сварщика и снизить коэффициент мощности (т.е.е. Напряжение дуги / напряжение холостого хода) сварочного трансформатора. Поэтому крайне важно поддерживать напряжение холостого хода как можно более низким в рамках установленных ограничений.
Требования к сварочному трансформатору:Сварочный трансформатор должен удовлетворять следующим требованиям:
1. Он должен иметь падающую статическую вольт-амперную характеристику.
2. Чтобы избежать разбрызгивания, скачок сварочного тока во время короткого замыкания должен быть ограничен до минимально возможного значения, превышающего нормальный ток дуги.
3. Напряжение холостого хода обычно не должно превышать 80 вольт и ни в коем случае не должно превышать 100 вольт.
4. Выходной ток должен постоянно контролироваться во всем доступном диапазоне.
5. Напряжение холостого хода должно быть достаточно высоким для быстрого зажигания дуги и не слишком высоким, чтобы снизить экономичность сварки.
Четыре основных типа сварочных трансформаторов:
1.Тип с высоким реактивным сопротивлением,
2. Реактор внешний,
3. Реактор интегрального типа, и
4. Реактор насыщающегося типа.
1. Сварочный трансформатор с высоким реактивным сопротивлением:
Когда трансформатор подает ток, вокруг его обмоток возникают магнитные потоки.
Линии результирующего магнитного потока пересекают магнитную цепь и отсекают первичную (I) и вторичную (II) обмотки, как показано на рис.4.11. Однако не все линии магнитного потока делают это. Некоторые из линий магнитного потока из-за первичного тока не разрезают вторичные витки и наоборот, так как оба имеют свои пути в воздухе.
На диаграмме эти парциальные потоки обозначены как ɸ L1 и ɸ L2 . Другими словами, они отвечают за реактивное сопротивление * катушек и соответствующее падение реактивного напряжения на них. По мере увеличения тока потоки утечки также увеличиваются, как и e.м.ф. самоиндукции. Вот почему увеличение первичного или вторичного тока приводит к увеличению падения реактивного напряжения на соответствующих обмотках.
По мере увеличения тока потоки утечки также увеличиваются, как и e.м.ф. самоиндукции. Вот почему увеличение первичного или вторичного тока приводит к увеличению падения реактивного напряжения на соответствующих обмотках.
Чтобы сварочный трансформатор имел круто падающую вольт-амперную характеристику, как первичная, так и вторичная обмотки должны иметь высокое реактивное сопротивление, т.е. они должны иметь значительные потоки утечки. Это условие выполняется путем размещения первичной и вторичной обмоток либо на разных ответвлениях, либо на одном и том же ответвлении, но на некотором расстоянии друг от друга, например, расстояние «b» на приведенном выше рисунке.
На регулирование тока в сварочных трансформаторах с высоким реактивным сопротивлением можно воздействовать тремя способами. Один из них включает движущуюся первичную обмотку, как показано на рис. 4.12. Поскольку расстояние между обмотками меняется, меняется и реактивное сопротивление, а следовательно, и выходной сварочный ток.
Второй метод основан на использовании обмоток с ответвлениями либо на первичной, либо на вторичной стороне, и изменение коэффициента трансформации может быть выполнено путем включения или отключения необходимого количества витков, как показано на рис.4.13.
В третьем методе используется подвижный магнитный шунт. Положение шунта, размещенного на путях потоков утечки, как показано на рис. 4.14, регулирует выходной сварочный ток посредством управления реактивным сопротивлением.
2. Сварочный трансформатор с внешним реактором:
Этот тип сварочного трансформатора состоит из однофазного понижающего трансформатора с нормальным сопротивлением и отдельного реактора или дросселя.
Индуктивное реактивное сопротивление и сопротивление обмоток в таком сварочном трансформаторе низкие, поэтому его вторичное напряжение незначительно изменяется в зависимости от сварочного тока.Требуемая падающая или отрицательная вольт-амперная характеристика обеспечивается реактором, размещенным во вторичной обмотке сварочной цепи. Реактор состоит из стального сердечника и обмотки, намотанной проволокой, рассчитанной на максимально допустимый ток.
Реактор состоит из стального сердечника и обмотки, намотанной проволокой, рассчитанной на максимально допустимый ток.
Если вторичное напряжение сварочного трансформатора составляет В 2 , напряжение дуги составляет В, дуга , а полное сопротивление и реактивное падение на реакторе составляет В 2 , тогда эти три величины могут быть схематично показаны, как на рис.4.15 и связаны математически следующим образом.
Таким образом, напряжение дуги уменьшается с увеличением тока или с увеличением падения напряжения на реакторе. Это дает отрицательную или падающую вольт-амперную характеристику.
Регулировка сварочного тока может быть достигнута двумя способами, а именно изменением сопротивления реактора (реактор с подвижной активной зоной) или изменением числа витков обмотки, включенной в цепь (реактор с отводом).
Активная зона реактора с подвижной активной зоной, как показано на рис. 4.16, состоит из неподвижной части, несущей обмотку, и подвижной части, которую можно смещать к неподвижной активной зоне или от нее с помощью подходящего устройства, таким образом изменяя воздух. разрыв между ними. Увеличение воздушного зазора увеличивает сопротивление магнитной цепи реактора, в то время как его самоиндукция и индуктивное реактивное сопротивление падают, так что сварочный ток увеличивается.
4.16, состоит из неподвижной части, несущей обмотку, и подвижной части, которую можно смещать к неподвижной активной зоне или от нее с помощью подходящего устройства, таким образом изменяя воздух. разрыв между ними. Увеличение воздушного зазора увеличивает сопротивление магнитной цепи реактора, в то время как его самоиндукция и индуктивное реактивное сопротивление падают, так что сварочный ток увеличивается.
Когда воздушный зазор уменьшается, сопротивление магнитной цепи также уменьшается, магнитный поток увеличивается, как и индуктивное сопротивление катушки, и сварочный ток падает.Таким образом можно очень точно и непрерывно регулировать сварочный ток.
В реакторе с отводом сердечник выполнен сплошным, но змеевик разделен на несколько секций, каждая из которых имеет отвод, выведенный к точке регулятора, как показано на рис. 4.17. Перемещение контактного рычага через ответвители будет изменять количество витков в цепи, а вместе с тем и величину сварочного тока.![]() Таким образом, ток регулируется пошагово.
Таким образом, ток регулируется пошагово.
3. Сварочный трансформатор со встроенным реактором:
Сварочный трансформатор интегрального реакторного типа, изображенный на рис.4.18 имеет первичную обмотку I, вторичную обмотку II и обмотку реактора III. Помимо основных ветвей, у активной зоны есть дополнительные ветви, несущие обмотку реактора. Сила тока регулируется с помощью подвижного сердечника C, помещенного между дополнительными ветвями.
Часть, несущая обмотку I и II, является, таким образом, собственно трансформатором, а часть, несущая обмотку III, является реактором.
Реактор может быть подключен к вторичной обмотке либо последовательно, либо последовательно.
Когда реактор включен последовательно, рисунок 4.18 (a), напряжение холостого хода трансформатора будет
.E т + E 2 + E r
, где E 2 — вторичное напряжение трансформатора, а E r — напряжение реактора.
создает стабильную дугу при малых токах и используется для сварки тонких пластин.
Когда реактор включен последовательно, противоположно, как показано на рис.4.18 (б), его напряжение вычитается из напряжения холостого хода трансформатора, то есть
E т + E 2 — E r
Оппозиционное соединение сериииспользуется для сварки толстых листов на больших токах.
4. Сварочный трансформатор с реактором насыщения:
В этом сварочном трансформаторе используется изолированная низковольтная цепь постоянного тока с низким током для изменения эффективных магнитных характеристик магнитопровода.Таким образом, большое количество переменного тока регулируется с помощью относительно небольшого количества постоянного тока, что позволяет регулировать выходную вольтамперную характеристическую кривую от минимума до максимума. Например, когда в катушке реактора нет постоянного тока, она имеет минимальный импеданс и, следовательно, максимальную выходную мощность сварочного трансформатора.
Поскольку величина постоянного тока увеличивается с помощью реостата в цепи постоянного тока, появляется больше непрерывных магнитных силовых линий, поэтому сопротивление реактора увеличивается, а выходной ток сварочного трансформатора уменьшается.Преимущество этого метода заключается в том, что он удаляет подвижные части и изгибаются проводники и часто используется для источников питания для газовой вольфрамовой дуговой сварки.
На рис. 4.19 показаны основы схемы для простого источника питания с насыщаемым реактором. Для достижения желаемой цели низкого напряжения и высокого тока катушки реактора подключаются напротив управляющей катушки постоянного тока.
При работе на переменном токе очень важна форма волны для дуговой сварки вольфрамовым электродом в газе. Насыщаемый реактор имеет тенденцию вызывать серьезные искажения синусоидальной волны, поступающей от трансформатора.Размещение воздушного зазора в активной зоне реактора, как показано на рис. 4.19, является одним из способов уменьшения этого искажения. В качестве альтернативы в цепь управления постоянным током можно вставить большой дроссель. Любой из методов или их комбинация даст желаемый результат.
4.19, является одним из способов уменьшения этого искажения. В качестве альтернативы в цепь управления постоянным током можно вставить большой дроссель. Любой из методов или их комбинация даст желаемый результат.
Параллельная работа сварочных трансформаторов:
При сварке иногда требуется ток, превышающий максимальный сварочный ток, получаемый от одного трансформатора. В этом случае желаемый сварочный ток может быть получен путем параллельной работы двух или более сварочных трансформаторов.
Меры предосторожности, необходимые для такой параллельной работы, состоят в том, чтобы напряжения холостого хода или холостого хода трансформаторов были одинаковыми. Это особенно важно в случае сварочных трансформаторов с высоким реактивным сопротивлением, где напряжение холостого хода и коэффициент трансформации в некоторой степени изменяются в зависимости от условий регулировки и шага регулирования.
Когда два трансформатора подключены для параллельной работы, как показано на рис.![]() 4.20, одинаковые выводы первичных обмоток должны быть подключены к идентичным линейным проводам A, B, C питающей сети, таким образом обеспечивая совпадение e.м.ф. фазы во вторичных обмотках. Затем аналогичные клеммы вторичных обмоток должны быть соединены попарно, как показано. Такие трехфазные двухоператорные трансформаторы продаются в Индии компанией M / s ES AB India Limited.
4.20, одинаковые выводы первичных обмоток должны быть подключены к идентичным линейным проводам A, B, C питающей сети, таким образом обеспечивая совпадение e.м.ф. фазы во вторичных обмотках. Затем аналогичные клеммы вторичных обмоток должны быть соединены попарно, как показано. Такие трехфазные двухоператорные трансформаторы продаются в Индии компанией M / s ES AB India Limited.
Многооператорные сварочные трансформаторы:
В системе сварочного трансформатора с несколькими дугами или несколькими операторами используется сильноточный источник постоянного напряжения для одновременного обеспечения нескольких сварочных цепей. Такая система используется, когда имеется большая концентрация точек сварки в относительно небольшой рабочей зоне, например, в судостроении, на строительных площадках для электростанций, нефтеперерабатывающих и химических заводов.
Многооперационный сварочный трансформатор с плоской вольт-амперной характеристикой может быть однофазным или трехфазным. Недостатком однофазного сварочного трансформатора с несколькими операторами является то, что он создает несимметричную нагрузку на трехфазную сеть питания. Если сварочный трансформатор с несколькими операторами должен иметь напряжение, которое не будет изменяться в зависимости от нагрузки (максимальное изменение не должно превышать 5%), он должен иметь низкую магнитную утечку, то есть низкое индуктивное реактивное сопротивление.
Недостатком однофазного сварочного трансформатора с несколькими операторами является то, что он создает несимметричную нагрузку на трехфазную сеть питания. Если сварочный трансформатор с несколькими операторами должен иметь напряжение, которое не будет изменяться в зависимости от нагрузки (максимальное изменение не должно превышать 5%), он должен иметь низкую магнитную утечку, то есть низкое индуктивное реактивное сопротивление.
Число дуг или сварочных цепей, которые могут быть подключены к сварочному трансформатору, можно найти по соотношению
n = I т / I a .K
где,
n = количество дуг или сварочных контуров,
I т = номинальный выходной ток сварочного трансформатора,
I a = средний ток дуги в каждой сварочной цепи,
K = коэффициент разнообразия.
Коэффициент разнообразия K учитывает тот факт, что все сварочные аппараты, работающие от одного и того же источника питания, не работают одновременно. Коэффициент разнообразия связан со средним рабочим циклом и законами вероятности, но уменьшается по мере увеличения числа сварщиков, работающих от одного и того же трансформатора.Обычно предполагается, что K находится в диапазоне от 0 ∙ 6 до 0 ∙ 8.
Коэффициент разнообразия связан со средним рабочим циклом и законами вероятности, но уменьшается по мере увеличения числа сварщиков, работающих от одного и того же трансформатора.Обычно предполагается, что K находится в диапазоне от 0 ∙ 6 до 0 ∙ 8.
Каждая сварочная станция подключается через отдельный регулируемый дроссель (регулятор тока), который обеспечивает круто падающую статическую вольт-амперную характеристику для каждой сварочной цепи. Сварочные цепи подключаются параллельно, поскольку при таком расположении источник лучше используется при сварке малыми токами порядка 70–100 ампер.
Примечание:
Следует отметить, что сварочные трансформаторы имеют довольно низкий коэффициент мощности из-за того, что они содержат катушки с высоким индуктивным сопротивлением.Поэтому сварочные трансформаторы не должны иметь номинальную мощность выше, чем это необходимо для выполнения порученной работы. Они также не должны работать на холостом ходу в течение длительного времени.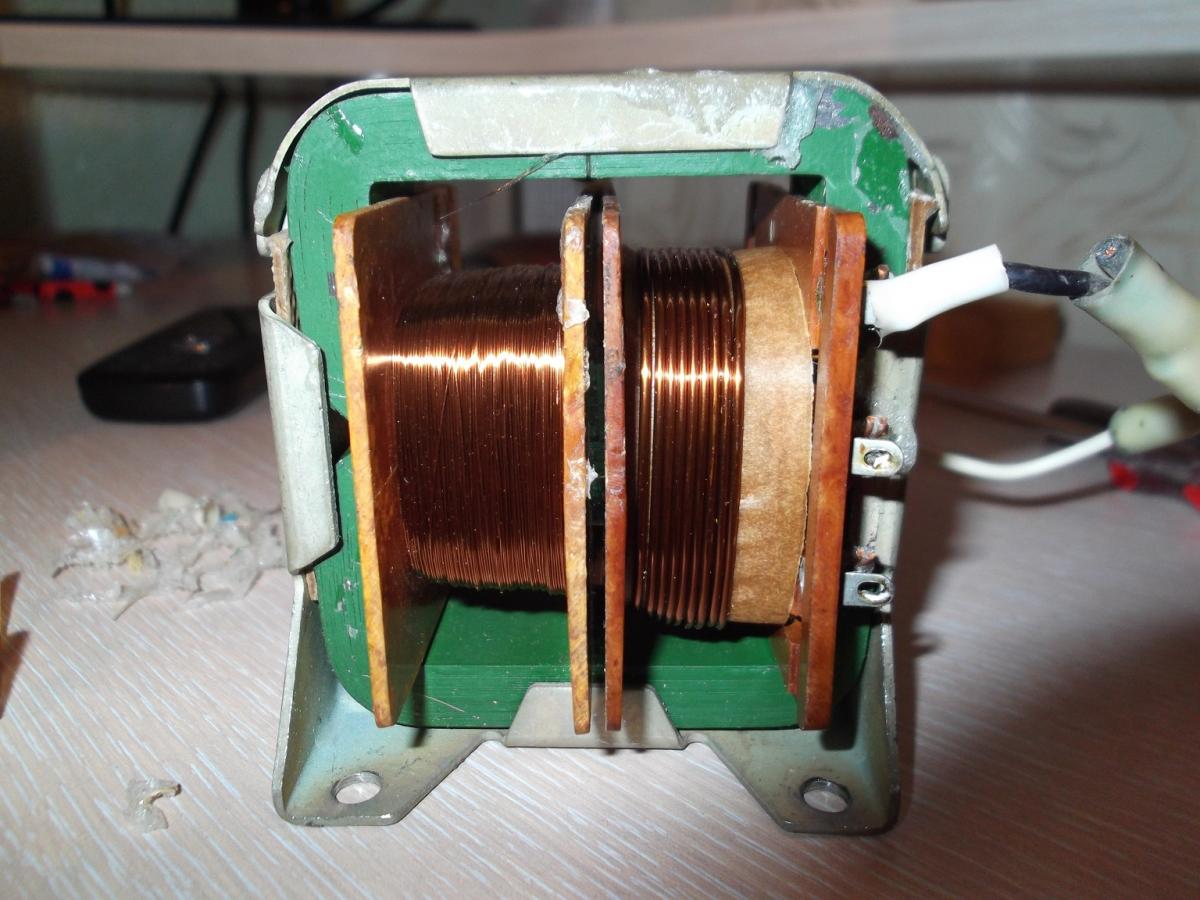
(PDF) ПРОЕКТИРОВАНИЕ И КОНСТРУКЦИЯ СВАРОЧНОЙ МАШИНЫ С ПЕРЕМЕННЫМ СЕЛЕКТОРОМ ТОКА
International Journal of Pure & Applied Sciences Vol.6No.2.
Опубликовано Oxford Research and Publications, январь 2016 г.
62
ПРОЕКТИРОВАНИЕ И КОНСТРУКЦИЯ СВАРОЧНОЙ МАШИНЫ С ПЕРЕМЕННОЙ
СЕЛЕКТОР ТОКА
1 * I.И. Ибрагим и 2Б. I. Adamu
1 и 2 Кафедра физики, Федеральный университет, Дутсе, штат Джигава
Электронная почта для корреспондента автора: [email protected],
+2348036826053
Реферат
Был разработан двухполюсный сварочный аппарат переменного тока и построен. Первый полюс
является первичной цепью и был спроектирован так, чтобы иметь четырехступенчатую катушку SA, AB, BC и CE с
с тремя петлями A, B, C для переменного выбора токовой нагрузки.Первичные цепи были
, намотанные медным проводом калибра 13, и им были даны витки на 80, 20, 20 и 20 витков для
шагов SA, AB, BC и CD соответственно. Второй полюс — это сторона вторичной цепи, конструкция которой была выполнена по
Второй полюс — это сторона вторичной цепи, конструкция которой была выполнена по
, чтобы первичная и вторичная цепи перекрывали друг друга. Первичная цепь
на вторичном полюсе была намотана медным проводом калибра 13 и составляла
при одном витке ступенчатой обмотки из 114 витков, в то время как вторичная цепь внахлестку имела один ступень
витков на 40 витков с клещевым медным проводом. калибра 8.Стиль соединения «начало-начало» был
для первичных цепей, в то время как пусковые и конечные стрелки вторичной цепи были подключены к
заземлению и клещу сварочного аппарата соответственно.
Ключевые слова: вторичный контур, первичный контур, катушка, сварка
1.0 ВВЕДЕНИЕ
Сварка — это производственный процесс, в ходе которого соединяются материалы, обычно металлы или термопласты,
вызывая слияние. Как правило, для большинства свариваемых обычных сталей предпочтительнее соединение
методом сварки.[1] Самый популярный из сварочных аппаратов использует методы дуговой сварки
, в том числе (i) SMAW — сварка штангой или дуговая сварка в среде защитного металла.
сварка (ii) GMAM — сварка вольфрамовым электродом в газовой среде (iii ) GTAM — TIG
сварка или дуговая сварка вольфрамовым электродом в газовой среде [2]. Другие — пайка, пайка и сварка ацетиленом
. В автомобильной промышленности точечная контактная сварка (RSM) является одним из
наиболее эффективных процессов соединения материалов, в нем используются токи в диапазоне 1 — 200 кА с длительностью
в диапазоне от нескольких циклов до одной секунды для генерирования джоулева нагрева. .Трансформаторы RSM
работают в диапазоне средних частот около 1 кГц [3].
В этом исследовании построенная сварочная система использует низкочастотный трансформатор, который
работает при частоте электросети 50 или 60 Гц с переключателями переменного тока до
, чтобы избежать проблем с качеством электроэнергии. Проблема качества электроэнергии связана с отклонением тока напряжения и
частоты от номинального значения в системе распределения и использования электроэнергии.
Повторная обмотка сварочного трансформатора по цене 15000 рупий / шт | Сварочные трансформаторы
Перемотка сварочного трансформатора по цене 15000 рупий за штуку | Сварочные трансформаторы | ID: 11240876012Спецификация продукта
| Минимальное количество заказа | 1 шт. |
Описание продукта
Мы вовлечены в предложение широкого ассортимента Сварочного трансформатора.
Характеристики:
- Точные результаты
- Отличные характеристики
- Увеличенный срок службы
Заинтересовал этот товар? Получите последнюю цену у продавца
Связаться с продавцом
Изображение продукта
О компании
Год основания 2005
Юридический статус Фирмы Физическое лицо — Собственник
Характер поставщика бизнес-услуг
Количество сотрудников от 11 до 25 человек
Годовой оборот До рупий.50 лакх
Участник IndiaMART с января 2014 г.
GST36AZSPP1797Q2Z0
Santosh Electrical Works — одна из ведущих компаний на рынке, известная тем, что предоставляет своим клиентам лучшие в отрасли электротехнические изделия и услуги. Головной офис нашей компании расположен в Хайдарабад, Телангана (Индия), , и наша компания занимается всей своей коммерческой деятельностью как предприятие Sole Proprietorship с момента своего основания в 2005 году.Мы являемся ведущим производителем и поставщиком сварочного трансформатора , панели управления, генератора энергии, гидравлического пресса и сварочного выпрямителя в нашей категории продуктов. Кроме того, мы также являемся поставщиком услуг для перемотки , технического обслуживания электрооборудования и других для наших клиентов.
Видео компании
Вернуться к началу 1 Есть потребность?
Получите лучшую цену
Есть потребность?
Получите лучшую цену
Принцип работы и применение сварочного трансформатора
Сварочный трансформаторПринцип работы и применение и характеристики сварочного трансформатора
Сейчас у нас много блоков питания переменного тока.Таким образом, использование сварочного трансформатора играет важную роль в сварке по сравнению с мотор-генераторной установкой. Когда нам нужно использовать электродвигатель-генератор для сварки, мы должны запускать его непрерывно, что создает много шума. С помощью сварочного трансформатора сварка выполняется с меньшим шумом. Теперь рассмотрим подробнее сварочный трансформатор .
Конструкция сварочного трансформатора:
1. Сварочный трансформатор — понижающий трансформатор.
2. Он имеет магнитный сердечник с тонкой первичной обмоткой и большим количеством витков на одном плече.
3. Вторичная обмотка с меньшим количеством витков и большим поперечным сечением на другом плече.
4. Благодаря этому типу обмоток в первичной и вторичной обмотках он ведет себя как понижающий трансформатор.
5. Таким образом, мы получаем меньшее напряжение и больший ток на выходе вторичной обмотки. Это конструкция сварочного трансформатора переменного тока.
6. Сварочный трансформатор постоянного тока также имеет такой же тип обмотки, с той лишь разницей, что мы подключаем выпрямитель (который преобразует переменный ток в постоянный) во вторичной обмотке, чтобы получить выход постоянного тока.
7. Мы также подключаем индуктивность или фильтр для сглаживания постоянного тока. Это будет конструкция сварочного трансформатора постоянного тока. Схемы показаны ниже.
Рис. 1. Сварочный трансформатор постоянного тока
Рис 2. Сварочный трансформатор переменного тока
Примечание:
Многие люди сомневаются, какая обмотка первичная, а какая вторичная. Обмотка, подключенная к источнику питания, называется первичной обмоткой, а обмотка, к которой подключена нагрузка, называется вторичной обмоткой.
Работа сварочного трансформатора:
1. Поскольку это понижающий трансформатор, у нас меньшее напряжение на вторичной обмотке, которое составляет примерно от 15 до 45 вольт, и высокие значения тока, которые составляют примерно от 200 до 600 А, оно также может быть выше этого значения.
2. Для регулировки напряжения на вторичной обмотке имеются отводы на вторичной обмотке, что позволяет получить необходимое количество вторичного тока для сварки.
3. Эти ответвления подключены к нескольким сильноточным выключателям.
4. Теперь один конец вторичной обмотки подсоединен к сварочному электроду, а другой конец подсоединен к сварочным деталям, как показано на рис. 2.
5. Когда протекает большой ток, выделяется большое количество тепла I2R из-за контактного сопротивления между сварочными деталями и электродом.
6. Из-за этого высокого нагрева кончик электрода плавится и заполняет зазор между сварочными деталями.
Это , как работает сварочный трансформатор.
Вольт — амперные характеристики сварочного трансформатора:На приведенном ниже рисунке показаны вольт-амперные характеристики сварочного трансформатора.
Контроль дуги сварочного трансформатора:
Импеданс сварочного трансформатора должен быть выше, чем у обычного трансформатора для управления дугой, а также для управления током.
Мы можем использовать разные реакторы для управления дугой. Их
1. Реактор с ответвлением.
2. Реактор с подвижным змеевиком.
3. Магнитный шунтирующий реактор.
4. Бесступенчатый реактор.
5. Насыщаемый реактор.
Теперь давайте рассмотрим подробно каждый из этих методов управления дугой сварочного трансформатора .
1. Реактор с ответвлением:
Ниже приведена схема управления дугой с помощью ответвительного реактора.
С помощью кранов контролируем ток. Имеет ограниченный текущий контроль.
2. Реактор с подвижной спиралью:
Ниже представлена схема управления дугой с помощью реактора с подвижной катушкой.
Расстояние между первичной и вторичной обмотками определяет величину тока. Если расстояние между первичной и вторичной обмотками велико, то сила тока меньше.
3. Магнитный шунтирующий реактор:
Ниже представлена схема управления дугой с помощью магнитного шунтирующего реактора.
Регулировкой центрального магнитного шунта изменяют поток. Изменяя поток, можно изменить ток.
4. Реактор непрерывного действия:
Ниже приведена схема управления дугой с использованием реактора с бесступенчатым регулированием.
Путем варьирования изменяется высота ввода активной зоны реактора. Если вставка сердечника больше, реактивное сопротивление выше, поэтому выходной ток будет меньше.
5. Насыщаемый реактор:
Ниже представлена схема управления дугой с использованием насыщающегося реактора.
Реактивное сопротивление реактора здесь регулируется изменением значения постоянного тока. возбуждение, получаемое от постоянного тока управляемый преобразователь. Выше постоянный ток. токи, реактор приближается к насыщению. Это изменяет реактивное сопротивление реактора. Изменяя реактивное сопротивление, можно изменить ток.
С помощью вышеуказанных реакторов можно управлять током, что помогает контролировать дугу.
В этом посте мы узнали о сварочных трансформаторах.
Сварка маслонаполненного трансформатора | Статьи
T&D GuardianОставлять сиденье унитаза поднятым, если вы женаты и имеете двух дочерей, может быть опасно, но это меркнет по сравнению с прожиганием металла на стороне трансформатора, заполненного тысячами галлонов легковоспламеняющегося минерального масла. На протяжении всего срока службы трансформатора вы можете испытывать острую потребность в выполнении этой процедуры, из-за которой даже самое смелое цирковое представление будет выглядеть детской забавой, особенно если есть утечка, которая может создать большую опасность, если ее вовремя не устранить. манера.Надеюсь, вы уберете некоторые передовые методы, чтобы сохранить вашу безопасность, сохраняя целостность и срок службы вашего трансформатора.
Безопасность
Мы знаем из пожарной подготовки, что для пожара или взрыва требуются три вещи: источник тепла, топливо и кислород. Удалите любой из них, и вы сможете резко снизить или исключить возможность катастрофы, связанной с пожаром. В случае сварки резервуара, заполненного маслом, источником тепла, очевидно, является сварщик, а топливом является масло.Ни то, ни другое не может быть исключено из этой ситуации, поэтому вам следует сосредоточиться на снижении или устранении уровней кислорода внутри резервуара, чтобы уровни горючего газа были на или ниже допустимых пределов перед сваркой.
Современные трансформаторы
Большинство современных баков трансформаторов изолированы от внешних элементов и не предназначены для содержания кислорода или горючих газов внутри. Примерно с 1960 года существует две конструкции резервуаров: одна с азотной подушкой, а другая с баллоном для отделения воздуха от масла.
В конструкции с азотной подушкой резервуар заполнен маслом примерно на 90% высоты резервуара. Верхние 10% заполнены газообразным азотом, чтобы учесть тепловое расширение масла. В качестве меры предосторожности не предполагайте, что газ представляет собой чистый азот. Он вполне может содержать кислород или горючие газы. Вам следует проверить уровень кислорода и проверить соответствие стандартам NFPA. Большинство специалистов соблюдают максимальный уровень кислорода 3% перед тем, как приступить к сварке трансформатора, при этом поддерживая уровень горючего газа ниже 1.0% об.
Бак расширителя полностью заполнен маслом, но внешний воздух отделен от масла резиновым баллоном. Сварка трансформатора с таким типом системы консервации масла менее рискованна, поскольку в нем нет газового пространства. Однако будьте осторожны, потому что вы все еще используете много тепла с легковоспламеняющимся маслом.
Старые трансформаторы
Эрнест Хемингуэй однажды написал, что «колебания возрастают по отношению к риску в равной пропорции с возрастом.«Мы не можем быть уверены, знал ли Хемингуэй что-нибудь о трансформаторах, но мы можем принять во внимание риски, присущие работе над чем-то, что было создано несколько десятилетий назад.
Некоторые старые баки трансформатора выпускаются напрямую во внешнюю среду. Этот тип конструкции известен как свободно дышащий. Выполнять сварку на резервуаре этого типа крайне опасно, поскольку уровень кислорода и газа трудно контролировать. Даже если отверстия в баке закрыты и воздух заменен азотом, масло может содержать достаточно растворенного кислорода для поддержания горения.
Если решено, что вы должны сваривать трансформатор этого возраста и типа, всегда безопаснее делать это, когда он заполнен маслом, чтобы ограничить содержание газа и / или кислорода. По этой причине, если принято решение о сварке трансформатора, из которого было удалено масло, из резервуара необходимо удалить воздух и снова заполнить его азотом. Как указано выше, необходимо проверить содержание (или отсутствие) кислорода и уровни горючего газа.
Консервация трансформатора
Теперь, когда мы рассмотрели пожарную безопасность, следующей задачей будет предотвращение или минимизация любого повреждения трансформатора.Следует учитывать несколько моментов:
- Нарушение внутренних диэлектрических зазоров — Область вокруг сварного шва очень быстро нагревается до чрезвычайно высоких температур (2400 ° F или выше). Масло, касающееся этой области внутри резервуара, будет гореть, и будут образовываться горючие газы. Пузырьки газа будут подниматься естественным образом, что может привести к нарушению внутренних диэлектрических зазоров и возникновению вспышки. По этой причине вам следует обесточить трансформатор во время сварки и оставить его обесточенным в течение как минимум нескольких часов после этого, чтобы дать всему возможность остыть.
- Flash — Многие баки трансформатора окрашены изнутри. Сварка резервуара обязательно вызовет подгорание и отслоение внутренней краски. Хлопья содержат углерод и поэтому проводят ток. Возможно, что чешуйки могут попасть в место с минимальным диэлектрическим зазором и вызвать вспышку. Единственный способ устранить эту возможность — это слить воду из агрегата перед сваркой, залить азотом, сварить, удалить азот, залить воздухом, зайти внутрь, осмотреть и собрать пригоревшую краску, а затем снова залить.Это очень дорогое предложение. Риск можно свести к минимуму, снизив температуру сварки до минимума и сварку, достаточную только для устранения проблемы.
- Повреждение неизвестного — Вы всегда должны спрашивать себя: «Что находится прямо внутри, где я собираюсь сварить?» Есть ли изолированные провода, которые можно сжечь? Достаточно ли близко ТТ, чтобы его повредить, при сварке вокруг турелей с втулками? Всегда рекомендуется проконсультироваться с производителем относительно внутренней конструкции.
- Непреднамеренное отключение — Были случаи, когда отключение трансформатора и / или линии было вызвано сваркой на трансформаторе.Например, в случае трансформатора с баком расширительного типа, рассмотренное выше образование газа может вызвать срабатывание реле Бухольца. Все цепи аварийной сигнализации и отключения должны быть заблокированы для предотвращения непреднамеренных отключений.
Уловки торговли
Конечная цель — полностью исключить риск сварки трансформатора. Вот несколько советов и приемов, которые использовались на протяжении многих лет.
Используйте молоток и пробойник, чтобы закрыть зазор, прежде чем приступать к сварке.
Сделайте серию ударов на расстоянии примерно 1/32 дюйма от трещины или отверстия со всех сторон, проталкивая материал внутрь. Часто это уменьшает утечку настолько, чтобы позволить сварку. Сначала хорошо очистите участок металлической щеткой или шлифовальной машиной. В процессе сварки внутри устройства образуются горючие газы. Рекомендуется брать пробу масла до и примерно через 24 часа после сварки. Это объяснит небольшое количество горючих газов в будущих пробах.
Также рассмотрите возможность и потенциальные последствия увеличения утечки при сварке.
Вы готовы к серьезной утечке? Деревянные клинья и колышки можно использовать для заполнения трещин в крайнем случае.
На случай разлива рекомендуется иметь на месте масло для очистки.