
набор крючков, чугунные плиты, молотки, кувалды, киянки, наковальни
Наковальни 3 и 10 кг. Фото ВсеИнструменты.ру
Технологической операцией правка устраняются разнообразные виды дефектов заготовки. Каждому из них подходит определенный вид инструмента, приспособлений и технологических приемов.
Когда необходима правка
Выправить дефект, возникший на заготовке, обладающей пластическими свойствами, можно методами деформирования. Такие отклонения появляются в процессе изготовления или неправильной эксплуатации.
Виды
Технологические приемы устранения дефектов заготовок могут включать в себя как ручные способы правки, так и машинные. Ремонтные работы, в частности кузовные автомобилей, выполняются вручную квалифицированными специалистами, обладающими индивидуальным набором инструментов и колоссальным опытом.
При массовом производстве металлоконструкций заготовки доводятся до нормативных требований с помощью специального правильного оборудования.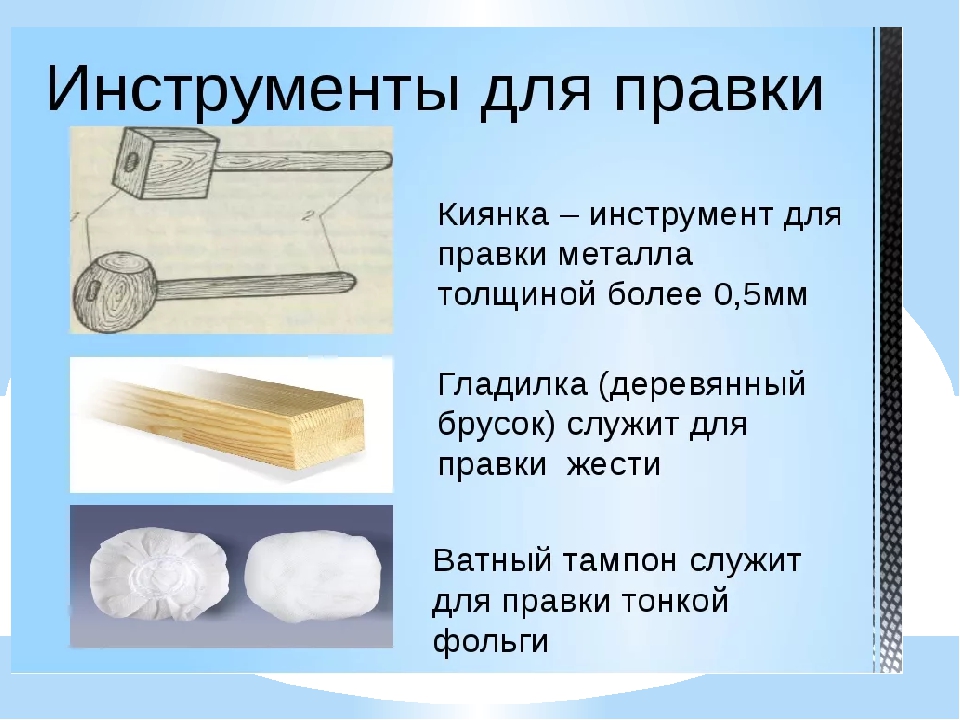
Правка листового металла на специальном механическом оборудовании. Фото Подольский завод оборудования
При применении в технологическом процессе сварки, заготовки деформируются из-за температурных напряжений. Для правки таких заготовок могут изготавливаться специальные приспособления. Заневоленная в такой оснастке заготовка подвергается термическому отжигу, который возвращает ее в исходное состояние.
Типы заготовок
Бухта вязальной проволоки. Фото ВсеИнструменты.ру
Все виды выпускаемого проката можно избавить от дефектов методами деформирования. Достаточно часто встречается волнистость, коробление, складки на листах, приходится для использования в технологическом процессе выпрямлять проволоку из бухт. Профильным трубам и другим заготовкам данной конфигурации требуется возвращать прямолинейность и устранять скручивание вокруг продольной оси.
В процессе производства готовой детали, приходится применять технологическую операцию правка для устранения остаточных деформаций возникших на промежуточных этапах технологии, например, после сварки, резки, вырубки.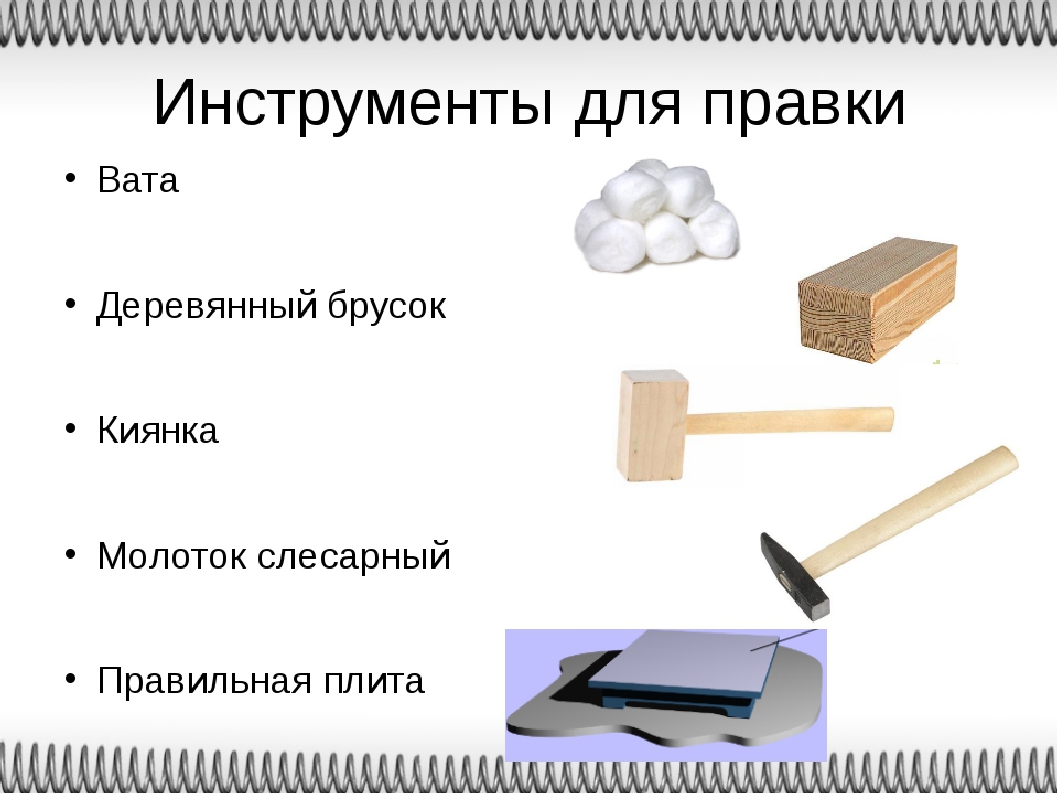
Перечень приспособлений, применяемых для правки, рихтовки и гибки
Ручная правка производится как типовыми инструментами и приспособлениями, так и выполненными исключительно для данной конкретной заготовки. Поэтому перечень такой оснастки разнообразен, ниже приводятся лишь некоторые виды.
Набор крючков
Если на кузове автомобиля обнаружилась вмятина, но лакокрасочное покрытие не повреждено, воспользуйтесь инструментом для правки, который получил название «крючки».
Он представляет из себя набор стержней с ручкой и загибом на конце. Загибы имеют разные радиусы, углы, форму. Каждый из множества видов крючков (конусные, ножевые, сложного доступа, арки, рессорные и другие) предназначен для устранения дефектов определенной формы конструкции кузова.
Набор крючков для правки. Фото PDR Center
Конструкция «крючков» позволяет сделать доступным обработку вмятины изнутри корпуса кузова, что является единственным способом устранить вмятину без нарушения покрытия. Работать с таким инструментом под силу лишь квалифицированным специалистам.
Работать с таким инструментом под силу лишь квалифицированным специалистам.
Полезное видео
Правильные чугунные и стальные плиты
Одним из самых важных приспособлений для ручной правки является правильная плита. На ней выполняется устранение дефектов листовых и полосовых заготовок, прогибов на прутках, трубах и других профилях.
Правильная плита из стали. Фото 4АКБ-ЮГ
Рабочее место для правки металла, оснащенное правильной плитой должно обладать устойчивостью к ударным нагрузкам. Поэтому плиты достаточно массивны и часто выполняются из тяжелых болванок серого чугуна с наибольшим линейным размером до 4,0 метра и даже более. К базовой поверхности плит предъявляются высокие требования к плоскостности, они окончательными операциями строгаются и шлифуются и устанавливаются по горизонтальному уровню.
К базовой поверхности плит предъявляются высокие требования к плоскостности, они окончательными операциями строгаются и шлифуются и устанавливаются по горизонтальному уровню.
Молотки, киянки
Через молотки и киянки передается силовое воздействие непосредственно на дефектные заготовки. Они имеют различные весовые и габаритные характеристики и обладают различными пластическими свойствами. Поэтому применяемые молотки конструктивно отличаются друг от друга.
Рихтовочная киянка Santool. Фото ВсеИнструменты.ру
Для удаления вогнутости у прутков или полосы с неокончательной обработанной поверхностью, боек молотка выполняется из углеродистой стали. Если поверхность уже имеет товарный вид, то правку выполняют с помощью молотков со вставками из твердых пород дерева, медных или алюминиевых сплавов или из прочного пластика. Ударная поверхность бойка должна быть плоской и ровной и не иметь острых углов.
Для правки тонких листов с повышенными свойствами пластичности, где нельзя оставлять следов от ударов на поверхности, применяют киянки. Бойки у них сделаны из прочных пород дерева (дуб, самшит, бук) или ударопрочной резины.
Бойки у них сделаны из прочных пород дерева (дуб, самшит, бук) или ударопрочной резины.
Кувалды
Кувалды применяют для черновой правки крупных заготовок, когда ударного усилия обычного молотка не хватает. Боек повышенной массы (до 5 кг.) оказывает деформирующее действие на круглый и профильный прокат крупного сечения.
Кувалда 2000 грамм с фибергласовой рукояткой Gigant SLh30. Фото ВсеИнструменты.ру
Рихтовальные бабки
Некоторые технологические процессы изготовления деталей включают правку предварительно термически обработанных заготовок. Такие заготовки имеют определенную поверхностную твердость, что создает конкретные требования к инструменту для правки. В закаленном состоянии заготовка правится с более строгими допусками от номинальных размеров, такую правку по-другому называют рихтовкой.
Рихтовальная бабка типа Каблук. Фото ВсеИнструменты.ру
Для базирования заготовок используются рихтовальные бабки, которые изготавливаются из стальных заготовок с содержанием углерода, позволяющим выполнять закалку с высокой твердостью. Для придания заготовке при рихтовке большей степени свободы, поверхность бабок выполняется цилиндрической или сферической формы.
Для придания заготовке при рихтовке большей степени свободы, поверхность бабок выполняется цилиндрической или сферической формы.
Гладилки
Тонколистовой металл править ударным способом не рекомендуется, здесь применяется технология выглаживания. Ключевую роль выполняет инструмент в виде деревянного или металлического бруска, называемого гладилкой. Заготовку располагают на правильной плите и с помощью гладилок вытягивают металл от начала неровности до края заготовки. Таким образом, выпуклость листа исчезает.
Правка металла с помощью гладилки
Наковальня
Кроме правильной плиты в качестве поддерживающего приспособления для ручной правки применяется наковальня, которая дает больше универсализма в выполнении правильных операций. На ней можно править заготовки, как изгибом, так и растяжением, например, расположив плоскую заготовку на лице наковальни для нанесения ударной нагрузки.
Для ручной правки фасонного металла применяют специальные наковальни с вырезами.
Где купить
В соответствующем разделе нашего сайта собраны компании, предлагающие инструменты и приспособления, а также оборудования для правки металла.
Клиенты также имеют возможность заказать услугу правки у специалистов.
инструменты для правки тонколистового металла
В ходе обработки, хранения или эксплуатации металлические детали и заготовки могут терять первоначальную форму.
Правка металлаДля выполнения последующих операций, соблюдения размеров и формы готового изделия важно, чтобы конфигурация и размеры заготовки совпадали с проектными значениями. Этого достигают промежуточно-подготовительной операцией правки металла. Операцию проводят на холодной детали либо нагревают ее с целью пластичности.
Правка металла
Листовая заготовка может помяться, имеющая цилиндрическую форму — искривиться. Валы и оси могут погнуться.
Валы и оси могут погнуться.
Что такое правка металла?
Процесс возвращения металлической заготовке исходной формы называется правкой металла. Дефекты бывают следующие:
- Волна.
- Вмятина.
- Выпуклость.
А также некоторые другие.
Виды правки металла
Операция подразделяется на два подвида:
- Ручная.
- Машинная.
Ручная правка и рихтовка металла применяется в домашних мастерских и при изготовлении уникальных изделий. Набор инструмента несложен, но требуется высокая квалификация рабочего — правильщика.
Ручная правка металла
Машинная правка используется в промышленности. Оборудование массивное и сложное, но обладает высокой производительностью и возможностями автоматизации процесса. Кроме того, операцию машинной правки часто совмещают с гибкой и нарезкой листовых заготовок, включая ее в состав единого технологического комплекса.
Машинная правка металла
Операцию можно осуществлять при комнатной температуре. Работа при температуре 0С и ниже недопустима — материал теряет пластичность и становится хрупким. Иногда заготовку приходится нагревать до 140-400С, чтобы повысить пластичность.
Правка листового металла
От вида дефекта зависит и сложность операции правки листового металла.
Наиболее сложные случаи – это комбинация разных видов дефектов, например, волнистость края и выпуклость в центре листа одновременно.
Выпуклость
Выпуклость правят ударами по окружности, начиная от внешней стороны дефекта и постепенно уменьшая радиус окружности, продвигаясь от края к центру дефекта. Сила ударов становится меньше, а частота — возрастает.
Правка выпуклости в центре металлического листа
Если на заготовке не одна выпуклость, их следует объединить в одну большую. Бить следует между локальными дефектами, добиваясь их объединения, после чего действовать, как описано выше.
Бить следует между локальными дефектами, добиваясь их объединения, после чего действовать, как описано выше.
Волнообразность краев
Правка листового металла с волнистыми краями проводится начиная с краев листа и постепенно продвигаясь к его центру. После растяжения заготовки в середине волнистость краев разглаживается.
Тонкие листы
Заготовки малой толщины не поддаются правке бойками из-за высокой вероятности образования разрывов и заломов.
Правка тонкого листового металла
Для правки тонколистового металла используют протяженные поверхности металлических или деревянных брусков-гладилок. Заготовку разглаживают с разных сторон, постепенно усиливая нажим.
Правка полосового металла, изогнутого в плоскости
Относится к категории несложных. Полосу размещают выгнутой стороной кверху. Удары направляют в самые выступающие участки. С уменьшением дефектов удары следует ослаблять.
С уменьшением дефектов удары следует ослаблять.
Правка полосового металла, изогнутого в плоскости
Периодически надо переворачивать полосу, чтобы не возникла выпуклость в другую сторону. При наличии нескольких выпуклостей в начале следует выправить концы полосы, а потом переходить к середине.
Правка закаленного металла (рихтовка)
Мягкие бойки для рихтовки не применяют. Их делают из высокопрочного сплава и придают округлую форму или скругляют острую сторону.
Правка закаленного металла (рихтовка)
Чтобы выправить закаленный металл, удары направляют по вогнутому участку детали. С растяжением материала на вогнутой стороне заготовка будет распрямляться. Операцию проводят на имеющей полусферическую форму рихтовочной бабке, по которой деталь постепенно передвигают вверх и вниз.
Чтобы выправить закаленный угольник с нарушением прямого угла, разработано два приема. Если угол превратился в острый, удары направляют возле внутреннего угла. Если же угол превратился в тупой, удары направляют в зону у вершины внешнего угла. Материал в зоне воздействия растягивается и прямой угол восстанавливается.
Если угол превратился в острый, удары направляют возле внутреннего угла. Если же угол превратился в тупой, удары направляют в зону у вершины внешнего угла. Материал в зоне воздействия растягивается и прямой угол восстанавливается.
Правка круглого металла
Способ аналогичен работе с полосой. Неровности маркируются мелом, заготовка располагается выпуклостью вверх. Удары направляются от периферии дефекта к его центру.
Правка круглого металла
Когда основной дефект откорректирован, снижают мощность ударов и поворачивают деталь вокруг продольной оси, во избежание деформации в другую сторону. Тем же способом правится квадратный и прямоугольный прокат.
Правка металла, скрученного по спирали
Здесь применяют способ раскручивания. Один конец спирали фиксируют в закрепленных на правильной плите тисках, другой — в ручной струбцине.
Правка металла, скрученного по спирали
После частичного раскручивания спирали ее прижимают к плите и правят, как круглый прокат, определяя кривизну на просвет.
Основные способы правки металла
На выбор способа влияет характер и площадь сечения, марка и вид сплава, размеры дефекта относительно общего размера изделия.
В зависимости от метода приложения напряжений в металлических заготовках, различают три способа правки металла:
- изгибом в холодном состоянии;
- растяжением в холодном состоянии;
- местный нагрев.
Правка металла вытягиванием
Нагрев осуществляется газовыми горелками или индукционным способом.
Для каких целей применяют правку металла
Конфигурация детали может быть нарушена в ходе ее первичной обработки, транспортировки или хранения. Такие заготовки непригодны для дальнейшего использования, но не являются невозвратным, окончательным браком. Правку металла используют с целью возвращения заготовке формы, определенной конструкторско-технологической документацией.
Правка металла с целью возвращения заготовке формы
Иногда с целью снижения себестоимости продукции предприятие намеренно приобретает заготовки ненадлежащей формы, в этом случае операция включается в технологический процесс. Плановая правка металла может также быть включена в техпроцесс после операций по термической обработке, вызывающих изменение формы детали. В противном случае работа будет внеплановой, и стоимость ее входит в незапланированные убытки.
Плановая правка металла может также быть включена в техпроцесс после операций по термической обработке, вызывающих изменение формы детали. В противном случае работа будет внеплановой, и стоимость ее входит в незапланированные убытки.
Оборудование для правки
Основа любого набора инструментов — это правильная плита. Она должна быть идеально ровной, массивной и устойчивой, для чего ее отливают из ударопрочного чугуна или стали, для упрочнения конструкции снабжают продольными и поперечными ребрами жесткости. Устанавливают их на массивное бетонное основание.
Инструменты для правки металла
Молотки для правки должны быть мягче, чем материал заготовки. Поэтому их снабжают деревянными или резиновыми бойками. Для работы со стальными листами используют молотки с мягкими бойками из меди или свинца. Боек должен иметь закругленную форму. Боек квадратной формы не годится, так как он будет оставлять на листовой заготовке характерные следы — забоины. Масса плиты должна относиться к массе молотка примерно как 100:1.
Для работы с листовой заготовкой применяют также подкладочную плиту из плотной резины, со сформированным на ней большим количеством бугорков одинаковой высоты. Под ударами металл сам находит свое место, и производительность процесса заметно возрастает по сравнению с голой стальной правильной плитой.
Для работы с тонкими листами применяется специальная оснастка — гладилки и поддержки. Для работы с закаленными деталями применяют цилиндрические или полусферические правильные бабки.
Однорогая наковальня
В домашней мастерской используют наковальню или массивную металлическую плиту.
На предприятиях применяют специальные механизированные правильные комплексы с механической подачей листа и автоматизированным исправлением дефектов. В одних заготовку протягивают между массивными вращающимися валками, вращающимися в противоположные стороны. В других операция происходит на правильной плите путем опускания широкого пресса.
В других операция происходит на правильной плите путем опускания широкого пресса.
Инструменты и приспособления, применяемые при правке
Правильные плиты (рис. 2.31) изготавливают из серого чугуна с рабочими поверхностями 1,5×5,0; 2,0×2,0; 1,5×3,0; 2,0×4,0 м На таких плитах правят профильные заготовки и заготовки из листового и полосового материала, а также прутки из черного и цветного металла.
Рихтовальные бабки (рис. 2.32) применяют, как правило, для правки и рихтовки заготовок из металлов высокой твердости или предварительно закаленных металлов. Рихтовальные бабки изготавливают из стальных заготовок диаметром 200… 250 мм, их рабочая часть имеет сферическую или цилиндрическую форму.
Молотки при правке применяют для приложения силового усилия в месте правки. В зависимости от физико-механических свойств обрабатываемой заготовки и ее толщины выбирают различные типы молотков. При правке заготовок из пруткового и полосового материала применяют молотки с квадратным и круглым бойком, изготовленные из стали У8А.
При правке заготовок из пруткового и полосового материала применяют молотки с квадратным и круглым бойком, изготовленные из стали У8А.
Для правки обработанных поверхностей применяются молотки с мягкими вставками из алюминия и его сплавов или из меди (рис. 2.33). Боек 2 крепится в корпусе 4 при помощи штифта 1, молоток насаживают на рукоятку 3 с соблюдением тех же требований, что и при насаживании на рукоятку молотков со стальными бойками.
Кувалды представляют собой молотки большой массы (2,0… 5,0 кг) и используются для правки круглого и профильного проката большого поперечного сечения в тех случаях, когда сила удара, наносимого обычным слесарным молотком, недостаточна дня выправления деформированной заготовки.
Киянки — это молотки, ударная часть которых выполнена из дерева твердых пород, ими правят листовой материал из металлов высокой пластичности. Характерная особенность правки киянками в том, что они практически не оставляют следов на выправляемой поверхности.
Гладилки металлические или деревянные (из твердых пород дерева: бук, дуб, самшит) предназначены для выправления (выглаживания) листового материала небольшой толщины (до 0,5 мм). Этот инструмент в процессе обработки, как правило, не оставляет следов в виде вмятин.
Правка. Способы, инструмент для правки.Холодная и горячая правка металла. — Справочная информация
Правка. Способы, инструмент для правки
Детали и заготовки из полосового, пруткового или листового материала могут быть погнутыми, кривыми, покоробленными или иметь выпучивания, волнистость и т.п.
Слесарная операция, называемая правкой, позволяет придать заготовкам или деталям правильную геометрическую форму, в соответствии с требованиями чертежей или функциональным назначением.
Правку деталей и заготовок производят в холодном или в нагретом состоянии. В последнем случае допускается стальные заготовки и детали нагревать до температуры 1100–850 °С, а дюралюминиевые – до 470–350 °С.
Правка металла может быть ручной и машинной (на правильных валках, прессах и всякого рода приспособлениях).
При выборе способа правки учитывают характер материала, размер детали (заготовки) и величину прогиба.
1. Оснастка для правкиРучная правка листового металла и заготовок из него производится молотками на правильных плитах и специальных рихтовальных бабках.
Правильные плиты (рис. 1, а) могут быть из серого чугуна сплошной конструкции или с ребрами или стальными (рис. 1, б).
Рис. 1. Правильная плита: а – чугунная; б – стальная
Рабочая поверхность плиты должна быть ровной и чистой. Плита должна быть массивной, тяжелой и достаточно устойчивой, чтобы при ударах молотка не было никаких сотрясений.
Плиты устанавливают на металлических или деревянных подставках, которые могут обеспечить кроме устойчивости и необходимую горизонтальность.
Вокруг плиты должно быть достаточно места, чтобы можно было свободно работать.
Рихтовальные бабки (рис. 2, а) изготовляют из стали с термической обработкой. Рабочая поверхность бабки может быть цилиндрической или сферической радиусом 150–200 мм. В качестве рихтовальной бабки для правки хорошо себя зарекомендовал рельс длиной 0,5–1 м. Рельс обладает хорошей устойчивостью, мало подвижен при ударах молотка, не оставляет следов от молотка, не деформируется и удобен для перемещения по плите.
Рис. 2. Инструмент для правки металла: а – рихтовальные бабки; б – молоток
При ручной правке лучше использовать молотки с круглым, а не квадратным бойком, так как углами квадратного бойка можно повредить поверхность выпрямляемого листа. Молоток для правки должен обладать гладкой и хорошо отшлифованной поверхностью бойка (рис. 2, б).
Для правки деталей с окончательно обработанной поверхностью, а также тонких стальных изделий или заготовок из цветных металлов и сплавов применяют молотки из мягких материалов – медные, латунные, свинцовые, деревянные.
При правке особо тонкого металла пользуются металлическими и деревянными брусками – гладилками.
Правку деталей с обработанной поверхностью стальным молотком следует проводить, используя прокладку из мягкого металла.
Для правки тонкого листового и полосового металла служат также металлические и деревянные гладилки и бруски.
2. Основные приемы правки металла вручнуюПоступающие на слесарную обработку заготовки могут быть деформированы и нуждаются в правке, иногда говорят, в рихтовке. Заготовка из листового проката может быть деформирована во время погрузочных работ и транспортировки или деформация может возникнуть в результате остаточных напряжений после механической или термической обработки и др. Волнистая поверхность заготовки из листа может образоваться в результате наличия сжатых волокон, остаточных напряжений на одной из поверхностей листа, что определяет направление вогнутости; изгиб по длине в плоскости; изгиб на ребро свидетельствует о том, что край заготовки, куда направлена изогнутость, сжат или деформирован больше противоположного; если у заготовки деформация в виде спирали, то это свидетельствует о том, что у заготовки края более вытянуты, чем осевая линия, и т. д.
д.
Выяснить причину деформации заготовки необходимо для принятия решения о методе ее правки, рихтовки.
Правка полосового материала по плоскости производится в следующей последовательности. Искривленною полосу кладут на плиту и, придерживая ее левой рукой, по выпуклым местам полосы наносят удары молотком, при этом удары наносят сначала по краям выпуклости широкой стороны и постепенно приближаются к середине выпуклости, поворачивая по мере необходимости полосу с одной стороны на другую. Сила удара регулируется в зависимости от размеров полосы и степени искривления.
Молоток при правке держат за конец рукоятки, несильно зажимая ее в руке. При ударе молоток нужно опускать на лист вертикально всей площадью бойка. В момент удара молоток будет обязательно отскакивать. Этим движением следует научиться управлять так, чтобы отскакивание молотка от листа вверх было направлено по вертикали к плите.
Результаты правки (прямолинейность заготовки) оценивают на глаз или же на правильной плите с помощью линейки.
Выправив широкую сторону заготовки, приступают к правке ребер. После одного-двух ударов полосу поворачивают с одного ребра на другое.
При правке полосы, изогнутой на ребро, удары наносят по широкой плоскости. Прижав левой рукой полосу к плите, наносят удары молотком по всей длине полосы, постепенно переходя от нижней кромки к верхней. На рис. 3 указана стрелками схема направлений и последовательности ударов при правке изогнутости заготовки на ребро.
Рис. 3. Схема правки изогнутости заготовки на ребро
У нижней кромки наносят сильные удары, а по мере приближения к верхней силу ударов уменьшают, но увеличивают их частоту. При таком способе правки нижняя кромка постепенно вытягивается больше, чем верхняя, и полоса выравнивается. Правку прекращают, когда верхняя и нижняя кромки становятся прямолинейными.
Правку изогнутого листа, имеющего поперечные волны – волнистость, выполняют на правильной плите, придерживая его одной рукой, а другой – наносят легкие удары молотком по выступающим частям листа вдоль поперечных волн. Сначала правят лист с одной стороны, а затем его переворачивают и правят с другой стороны.
Сначала правят лист с одной стороны, а затем его переворачивают и правят с другой стороны.
При наличии выпуклости в середине заготовки ее кладут на плиту и выпуклости обводят мелом. Затем наносят частые удары молотком от края листа по направлению к выпуклости. По мере приближения к выпуклости удары молотком следует делать чаще и слабее. Если на заготовке имеется волнистость по краям, то удары молотком наносят по направлению от середины заготовки к ее краям.
После устранения выпуклостей и волнистости лист переворачивают и легкими ударами молотка окончательно восстанавливают его прямолинейность.
В процессе правки нужно следить за тем, чтобы на поверхности листа не оставались следы от ударов молотком. Эту работу удобно выполнять, перемещая заготовку вдоль рихтовальной бабки или по поверхности рельса, на котором производится правка.
При правке тонкого листового материала пользуются легкими деревянными, медными, латунными или свинцовыми молотками. Приемы правки такие же, как и стальными молотками.
Правку весьма тонкого листового материала осуществляют на чистой, ровной (без забоин и других неровностей) поверхности скольжением без особой нагрузки металлических или деревянных брусков-гладилок, имеющих ровную и гладкую поверхность. При правке лист периодически переворачивают.
3. Правка листового металла на вальцахДля правки деталей из листового металла могут быть также использованы вальцы.
В ручных вальцах правят обычно заготовки из листа толщиной до 3 мм. Валки 1 и 3 расположены один над другим (рис. 4), и в зависимости от толщины заготовки 2 их можно удалять друг от друга или сближать между собой. Также может быть поднят или опущен расположенный сзади третий валок 4. Валки должны быть отрегулированы так, чтобы они не были сильно прижаты друг к другу.
Рис. 4. Схема работы ручных вальцов
Заготовку (лист или полосу) устанавливают между двумя передними валками и, вращая рукоятку по часовой стрелке, пропускают между валками.
Часто для полного устранения выпуклостей и вмятин заготовки приходится пропускать между валками несколько раз. Заготовки толщиной 3–6 мм правят на вальцах с электроприводом.
Заготовки толщиной 3–6 мм правят на вальцах с электроприводом.
Закаленные детали выправляют носиком молотка (рис. 5). Деталь при этом лучше располагать не на плоской плите, а на рихтовальной бабке, имеющей гладкую поверхность. Удары при правке наносят не по выпуклой, а по вогнутой стороне детали.
Рис. 5. Правка закаленных деталей
При правке закаленную полосу (линейку и пр.) кладут на рихтовальную бабку выпуклостью вниз, носиком молотка наносят не сильные, но частые удары по впадине, начиная с ее середины и постепенно переходя к краям; затем, перехватив левой рукой деталь за второй конец, производят правку другой ее части. В процессе правки периодически проверяют стрелу прогиба детали.
Удары молотком должны быть не сильными, чтобы не сломать деталь.
5. Правка прутков и валовКороткие прутки диаметром до 12 мм правят на рихтовальной бабке в виде бруска или рельса на правильной плите, нанося молотком удары по выпуклостям и искривленным местам. Искривления малого радиуса правят поперек бруска, а большого – вдоль, добиваясь уменьшения кривизны. В положении равновесия пруток на бруске в свободном состоянии наружной поверхностью будет указывать на выпуклость. После устранения заметных выпуклостей добиваются прямолинейности прутка правкой на плите, нанося легкие удары по всей его длине и одновременно поворачивая его левой рукой. Выпрямленный пруток свободно перекатывается по поверхности правильной плиты.
Искривления малого радиуса правят поперек бруска, а большого – вдоль, добиваясь уменьшения кривизны. В положении равновесия пруток на бруске в свободном состоянии наружной поверхностью будет указывать на выпуклость. После устранения заметных выпуклостей добиваются прямолинейности прутка правкой на плите, нанося легкие удары по всей его длине и одновременно поворачивая его левой рукой. Выпрямленный пруток свободно перекатывается по поверхности правильной плиты.
Правка прутков и валов диаметром свыше 12 до 30 мм осуществляется на призмах и ручных прессах. Перед правкой при перекатывании прутка по плите отмечают мелом выпуклые места, которые отрываются от плиты. При ручной правке пруток устанавливают на призмы выпуклым местом вверх так, чтобы призмы отстояли от отметки на расстоянии 50-100 мм и наносят удары по выпуклому месту молотком со вставками из мягкого металла (меди, свинца). Если правку производят стальным молотком, то применяют подкладки из мягких металлов. Стрелу прогиба контролируют при перекатывании прутка по плите.
На ручных прессах (рис. 6) производят правку валов с контролем величины прогиба. При правке валов производят проверку и исправление центровых гнезд.
Рис. 6. Оборудование для правки деталей типа валов: а – скоба-пресс; б – ручной винтовой пресс
После этого вал ставят в центре приспособления для измерения величины (стрелы) прогиба. Значение стрелы прогиба определяют как половину величины биения вала, показываемого индикатором.
Для правки вал 4 (рис. 7) ставят на призмы или опоры 5 винтового или гидравлического пресса выпуклой стороной кверху и перегибают нажимом винта или штока 3 пресса через мягкую прокладку 2 так, чтобы обратная стрела прогиба f1 была в 10–15 раз больше того прогиба f, который имел вал до правки. Точность правки контролируют индикатором 1.
Рис. 7. Схемы холодной правки вала: а – монтажная; б – расчетная; 1 – индикатор; 2 – прокладка; 3 – шток пресса; 4 – вал; 5 – опора
Распространен также метод двойной правки валов, применение которого значительно увеличивает сопротивляемость выправленного вала повторным деформациям. Двойную правку выполняют следующим образом.
Двойную правку выполняют следующим образом.
Подлежащий правке вал устанавливают на призмах (рис. 8) выпуклостью вверх и плавно нажимают на него винтом или штоком пресса. Усилие нажима должно быть таким, чтобы вал после этого остался прогнутым в обратную сторону на ту же величину. Затем указанная операция повторяется, но уже с таким усилием нажима, чтобы вал оказался выправленным. Для повышения устойчивости формы детали и снятия внутренних напряжений, возникающих в результате правки, производят отпуск при 400–450° С в течение 0,5–1 ч. Продолжительность нагрева устанавливается в зависимости от размеров детали.
Рис. 8. Схема двойной правки вала: а – первая правка вала; б – форма вала после первой правки; в – вторая правка вала; г – вал после второй правки
Часто для этой цели при холодной правке валов, тяг и других деталей применяют наклеп вогнутой поверхности в положении, при котором выпрямляемая деталь прогнута винтом или штоком пресса в направлении, обратном изгибу. Легкие удары молотком по выпуклой стороне детали через медную прокладку вызывают растяжение волокон на этой стороне вала. После небольшой выдержки усилие от прогиба винтом или штоком пресса снимают и вал подвергают проверке.
Легкие удары молотком по выпуклой стороне детали через медную прокладку вызывают растяжение волокон на этой стороне вала. После небольшой выдержки усилие от прогиба винтом или штоком пресса снимают и вал подвергают проверке.
Правка наклепом может производиться также следующим образом. Изогнутый вал укладывают на жесткую ровную плиту прогибом вниз (рис. 9). Затем молотком наносят частые легкие удары по поверхности вала до устранения просвета между его поверхностью и плитой.
Рис. 9. Правка вала наклепом: а – момент правки; б – выправленный вал
После этого вал проверяют на биение индикатором или рейсмусом. Термическая обработка вала после правки не требуется. Наклепом чаще всего правят валы, имеющие шпоночный паз по всей длине. Если такой вал выгнут в сторону шпоночного паза, то его проще всего выправить путем наклепа дна шпоночного паза в наиболее вогнутой точке. Наклеп производят нанесением легких ударов молотком по закаленной пластинке, которую постепенно перемещают по дну паза.
Стальные детали при температуре ниже 0° С править холодным способом не следует, так как это может привести к их поломке.
Правку горячим способом при ремонте применяют реже, так как этой операции обычно приходится подвергать полностью обработанные детали, подогрев которых может вызвать окисление поверхности и деформацию детали.
При невозможности выправить деталь в холодном состоянии ее подогревают до температуры ковки. Править при температуре 150–450° С не рекомендуется; в этом интервале температур в стальной детали могут образоваться трещины.
Горячий способ относительно чаще применяется для правки валов большого диаметра. Обычно при этом деталь подвергают местному нагреву пламенем газовой горелки при круговом вращении вала. Нагретый вал выправляют изгибанием домкратом, прессом или быстрым охлаждением небольшой площади на выпуклой стороне. В результате одностороннего охлаждения вал стремится перегнуться в противоположную сторону. Для проведения этого процесса нагретую поверхность быстро укрывают асбестом, оставляя открытым лишь место охлаждения.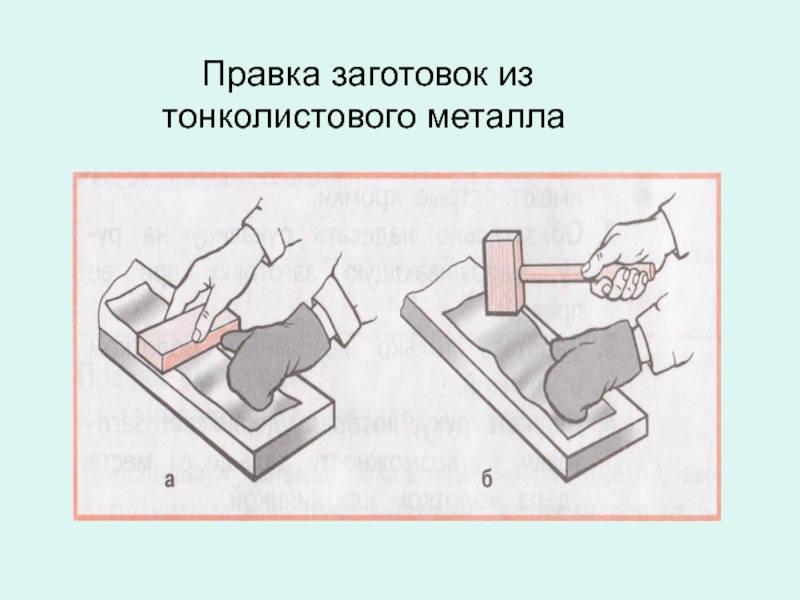 Вал располагают таким образом, чтобы охлаждаемое место было обращено вниз, после чего снизу подают охлаждающую воду.
Вал располагают таким образом, чтобы охлаждаемое место было обращено вниз, после чего снизу подают охлаждающую воду.
Для листового металла можно использовать также метод газопламенной правки. По этому методу на отмеченные места, подлежащие выпрямлению, направляют струю пламени газовой горелки, нагревая неровности до красно-вишневого цвета (600–700° С). Нагретый металл расширяется, а затем при остывании под влиянием сил сжатия выпрямляется. Этим методом, ускоряющим процесс правки, можно править также валы, оси, трубы, уголки.
https://extxe.com/19…nt-dlja-pravki/
9. Правка и гибка металла. Слесарь. Практика слесарного дела. Строительство, ремонт, инструменты, материалы, инструкции
Правка — устранение дефектов заготовок из листового, полосового, пруткового материала (например, вогнутостей, выпуклостей, волнистостей), а также дефектов деталей (например, изгибов, короблений). Металл подвергается правке как в холодном, так и в нагретом состояниях; выбор того или иного способа правки зависит от величины дефекта, размеров, а также от материала заготовки (детали).
Ручная правка выполняется на стальной или чугунной плите. Правку производят специальными молотками с круглым, радиусным или вставным из мягкого металла бойками; тонкий листовой металл правят киянкой. Незакалённый листовой металл толщиной до 0,3 мм можно править деревянным или металлическим бруском (гладилкой) с ровной и гладкой поверхностью. При правке металла очень важно правильно выбрать места, по которым следует наносить удары. Силу удара следует соразмерять с величиной кривизны металлической заготовки и уменьшать её по мере перехода от наибольшего прогиба к наименьшему.
Для правки металлической полосы, изогнутой по широкой плоскости, её кладут на плиту и, поддерживая одной рукой, другой наносят удары по выпуклым местам (рис. 1). По мере необходимости полосу поворачивают с одной стороны на другую. При большом изгибе полосы на ребро удары наносят носком молотка для односторонней вытяжки (удлинения) мест изгиба (рис. 2). Полосы, имеющие скрученный изгиб, правят методом раскручивания с помощью ручных тисков (рис. 3).
3).
Рис. 1. Правка стальной полосы, изогнутой по широкой плоскости.
Рис. 2. Правка стальной полосы, изогнутой по ребру.
Рис. 3. Правка скрученной полосы.
Правку металлических прутков можно производить также на плите или наковальне (рис. 4). Если пруток имеет несколько изгибов, то правят сначала крайние, а затем расположенные в середине. По мере выправления изгиба силу ударов уменьшают, заканчивая правку лёгкими ударами с поворачиванием прутка вокруг оси.
Рис. 4. Правка круглого прутка на плите.
Наиболее сложной является правка листового металла. Лист кладут на плиту выпуклостью вверх (рис. 5). Поддерживая лист одной рукой, другой наносят удары молотком в направлении от краёв листа к выпуклости. Под действием ударов ровная часть листа будет вытягиваться, а выпуклая — выправляться. При правке закалённого листового металла деталь кладут на плиту выпуклостью вниз. Прижимая деталь к плите рукой, наносят несильные, но частые удары носком молотка по направлению от центра вогнутости к её краям; верхние слои металла растягиваются и деталь выправляется.
При правке закалённого листового металла деталь кладут на плиту выпуклостью вниз. Прижимая деталь к плите рукой, наносят несильные, но частые удары носком молотка по направлению от центра вогнутости к её краям; верхние слои металла растягиваются и деталь выправляется.
Рис. 5. Правка листового металла.
При правке металла нужно соблюдать меры предосторожности: на руку, поддерживающую деталь, следует надевать рукавицу; работать только исправным молотком.
По приёмам работы и характеру рабочего процесса к правке металла очень близко стоит другая слесарная операция — гибка металла. Сущность её заключается в том, что одна часть заготовки перегибается по отношению к другой на какой-либо заданный угол. Гибка металла применяется для придания заготовке изогнутой формы согласно чертежу. Ручную гибку выполняют в тисках с помощью слесарного молотка и различных приспособлений. Последовательность гибки зависит от размеров контура и материала заготовки. Гибку тонкого листового металла производят киянкой. При использовании для гибки металлов различных оправок их форма должна соответствовать форме профиля изготовляемой детали с учётом деформации металла (рис. 6). Выполняя гибку, важно правильно определить размеры заготовки. Расчёт длины заготовки выполняют по чертежу с учётом радиусов всех изгибов. Например, для заготовок, изгибаемых под прямым углом без закруглений с внутренней стороны, припуск заготовки на изгиб должен составлять от 0,6 до 0,8 толщины металла.
Гибку тонкого листового металла производят киянкой. При использовании для гибки металлов различных оправок их форма должна соответствовать форме профиля изготовляемой детали с учётом деформации металла (рис. 6). Выполняя гибку, важно правильно определить размеры заготовки. Расчёт длины заготовки выполняют по чертежу с учётом радиусов всех изгибов. Например, для заготовок, изгибаемых под прямым углом без закруглений с внутренней стороны, припуск заготовки на изгиб должен составлять от 0,6 до 0,8 толщины металла.
Рис. 6. Сгибание листового металла на оправках: 1, 3 — оправки; 2 — готовая деталь.
Пластическая деформация металла при гибке всегда сопровождается появлением в нём упругих напряжений. После снятия нагрузки угол загиба несколько увеличивается. Это надо учитывать при гибке. Изготовление деталей с очень малыми радиусами изгиба связано с опасностью разрыва наружного слоя заготовки в месте изгиба.
В домашних условиях часто возникает необходимость в отрезках труб, изогнутых под различными углами. Гибке могут подвергаться цельнотянутые и сварные стальные трубы, а также трубы из цветных металлов и сплавов. Гнут трубы с наполнителем (обычно сухой речной песок) или без него, в зависимости от материала трубы, её диаметра и радиуса изгиба. Холодная гибка труб с наполнителем выполняется в следующем порядке. Один конец трубы плотно закрывают деревянной пробкой. Через второй наполняют трубу сухим песком. При этом слегка постукивают по трубе молотком, чтобы песок уплотнился. После этого второй конец трубы также забивают пробкой. Намечают мелом место изгиба и устанавливают трубу в приспособление (рис. 7). Если труба сварная, то шов должен находиться сбоку изгиба. Берут трубу за длинный конец и осторожно сгибают на заданный угол. После проверки правильности полученного угла шаблоном или по образцу вынимают трубу из приспособления, выбивают пробки и высыпают песок.
Гибке могут подвергаться цельнотянутые и сварные стальные трубы, а также трубы из цветных металлов и сплавов. Гнут трубы с наполнителем (обычно сухой речной песок) или без него, в зависимости от материала трубы, её диаметра и радиуса изгиба. Холодная гибка труб с наполнителем выполняется в следующем порядке. Один конец трубы плотно закрывают деревянной пробкой. Через второй наполняют трубу сухим песком. При этом слегка постукивают по трубе молотком, чтобы песок уплотнился. После этого второй конец трубы также забивают пробкой. Намечают мелом место изгиба и устанавливают трубу в приспособление (рис. 7). Если труба сварная, то шов должен находиться сбоку изгиба. Берут трубу за длинный конец и осторожно сгибают на заданный угол. После проверки правильности полученного угла шаблоном или по образцу вынимают трубу из приспособления, выбивают пробки и высыпают песок.
Рис. 7. Сгибание трубы с использованием специального приспособления.
Горячая гибка труб выполняется, как правило, с наполнителем.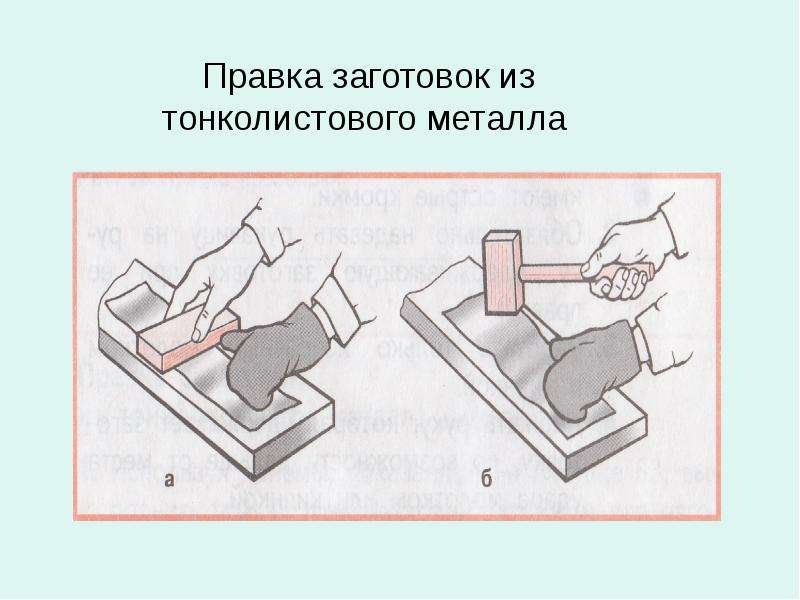 Труба также заполняется песком и забивается с обоих концов пробками, но в пробках делают небольшие отверстия для выхода газов, образующихся при нагревании трубы. Нагревают место изгиба паяльной лампой или газовой горелкой до температуры 850…900 °С и сгибают в приспособлении до заданного угла. Длина нагреваемого участка при изгибе под углом 90° должна быть равной шести диаметрам трубы, под углом 60° — четырём, а под углом 45° — трём диаметрам трубы. Закончив гибку, трубу охлаждают водой, выбивают пробки и освобождают её от песка.
Труба также заполняется песком и забивается с обоих концов пробками, но в пробках делают небольшие отверстия для выхода газов, образующихся при нагревании трубы. Нагревают место изгиба паяльной лампой или газовой горелкой до температуры 850…900 °С и сгибают в приспособлении до заданного угла. Длина нагреваемого участка при изгибе под углом 90° должна быть равной шести диаметрам трубы, под углом 60° — четырём, а под углом 45° — трём диаметрам трубы. Закончив гибку, трубу охлаждают водой, выбивают пробки и освобождают её от песка.
Возможным видом брака при правке и гибке металла является перекос загибов и механические повреждения поверхности заготовки. Причиной брака может быть неправильная разметка или закрепление детали в тисках (приспособлении), а также неправильное нанесение ударов.
Для обеспечения безопасности гибочных рабочих мест следует надёжно закреплять деталь в тисках или специальных приспособлениях, работать только исправным инструментом. При горячей гибке соблюдать меры пожарной безопасности.
При горячей гибке соблюдать меры пожарной безопасности.
Ручная и механическая правка и гибка металла
Ручная и механическая правка и гибка металла
Назвать инструмент и приспособления для правки фасонного, листового и полосового металла.
Для правки фасонного, листового и полосового металла используют разного рода молотки, плиты, наковальни, валки (для правки жести), ручные винтовые прессы, гидравлические прессы, валковые приспособления и вороты.
Назвать инструмент и приспособления для гибки фасонного, листового и полосового металла.
Гибка металла в зависимости от его толщины, конфигурации или диаметра выполняется с использованием слесарных щипцов или кузнечных клещей с помощью молотка, на плите для правки, в тисках или в формах и на наковальне. Можно также гнуть металл в разного рода гибочных приспособлениях, гибочных машинах, в штампах на гибочных прессах и на другом оборудовании.
Что такое молоток, из каких частей он состоит и для чего служит?
Молоток — это ударный инструмент, состоящий из металлической головки, рукоятки и клина (рис. 13).
13).
Металлическая часть состоит из следующих элементов: клиновидной части, слегка закругленного обуха (часть, которой бьют) и отверстия. Рукоятку для молотка делают из твердого дерева с сечением и длиной, зависящими от величины отверстия в молотке и от его веса. После насадки молотка на рукоятку в нее вбивается деревянный или металлический клин, который предохраняет молоток от спадания с рукоятки.
Молотки бывают с круглым и с квадратным бойком. Молоток широко используется при выполнении разных операций, а в слесарном деле — это основной инструмент при выполнении слесарных работ.
Назвать вес слесарных молотков и сорт стали, из которой они изготовляются.
Слесарные молотки изготовляются из инструментальной углеродистой стали У7 или У8 (табл. 1). Рабочая часть молотков подвергается закалке до твердости HRC 49—50.
Что такое правка металла?
Правкой называют операцию возвращения кривым или погнутым металлическим изделиям первоначальной прямолинейной или другой формы.
Слесарный молоток
Назвать способы правки металлов.
Правку можно проводить горячим или холодным способом вручную, а также с использованием приспособлений или машин.
Правка металла инструменты для правки тонколистового металла
В ходе обработки, хранения или эксплуатации детали из металла и заготовки могут терять начальную форму.
Для выполнения дальнейших операций, выполнения размеров и формы готового изделия важно, чтобы конфигурация и размеры заготовки совпадали с проектными значениями. Этого могут достигать промежуточно-подготовительной операцией правки металла. Операцию проводят на холодной детали либо греют ее с целью пластичности.
Правка металла
Листовая заготовка может помяться, имеющая форму в виде цилиндра — искривиться. Валы и оси могут погнуться.
Что такое правка металла?
Процесс возвращения железной заготовке исходной формы именуется правкой металла. Изъяны бывают такие:
Изъяны бывают такие:
- Волна.
- Помятость.
- Выпуклость.
А еще некоторые прочие.
Виды правки металла
Операция делится на 2 подвида:
Ручная правка и рихтовка металла используется в домашних мастерских и во время изготовления уникальных изделий. Набор инструмента несложен, но требуется большая квалификация рабочего — правильщика.
Ручная правка металла
Машинная правка применяется в промышленности. Оборудование массивное и не простое, но обладает большой производительностью и возможностями автоматизации процесса. Более того, операцию машинной правки иногда объединяют с пластичной и нарезкой листовых заготовок, включая ее в состав единого технологического комплекса.
Машинная правка металла
Операцию можно выполнять при температуре 20 градусов. Работа при температуре 0С и ниже неприемлима — материал теряет эластичность и получается хрупким. Порой заготовку приходится обогревать до 140-400С, чтобы увеличить эластичность.
Правка листового металла
От варианта дефекта зависит и сложность операции правки листового металла.
Наиболее непростые ситуации – это комбинация различных вариантов недостатков, к примеру, волнистость края и выпуклость в самом центре листа одновременно.
Выпуклость
Выпуклость правят ударами по окружности, начиная от внешней стороны дефекта и понемногу делая меньше радиус окружности, двигаясь от края до центра дефекта. Сила ударов становится меньше, а частота — увеличивается.
Правка выпуклости в самом центре листа металла
Если на заготовке не одна выпуклость, их следует соединить в одну большую. Бить следует между локальными дефектами, добиваясь их объединения, после этого действовать, как мы уже описали выше.
Волнообразность краев
Правка листового металла с волнистыми краями проходит начав с краев листа и понемногу двигаясь к его центру. После растяжения заготовки в середине волнистость краев разглаживается.
После растяжения заготовки в середине волнистость краев разглаживается.
Тонкие листы
Заготовки небольшой толщины не поддаются правке бойками из-за большой вероятности образования разрывов и заломов.
Правка тонкого листового металла
Для правки тонколистового металла применяют протяженные поверхности деревянных либо металлических брусков-гладилок. Заготовку разглаживают с каждой стороны, понемногу усиливая нажим.
Правка полосового металла, изогнутого в плоскости
Относится к категории несложных. Полосу размещают изогнутой стороной кверху. Удары направляют в самые выступающие участки. С уменьшением недостатков удары следует ослаблять.
Правка полосового металла, изогнутого в плоскости
Иногда нужно переворачивать полосу, чтобы не появилась выпуклость в оборотную сторону. Если есть наличие нескольких выпуклостей в начале следует выправить концы полосы, а потом переходить к середине.
Правка закаленного металла (рихтовка)
Мягкие бойки для выравнивания не используют. Их производят из очень прочного сплава и придают шарообразную форму или скругляют острую сторону.
Правка закаленного металла (рихтовка)
Чтобы выправить закаленный металл, удары направляют по вогнутому участку детали. С растяжением материала на вогнутой стороне заготовка будет распрямляться. Операцию проводят на имеющей полусферическую форму рихтовочной бабке, по которой деталь понемногу передвигают вниз и вверх.
Чтобы выправить закаленный угольник с нарушением прямого угла, разработано два приема. Если угол превратился в острый, удары направляют возле угла внутри. Если же угол превратился в тупой, удары направляют в территорию у вершины внешнего угла. Материал в зоне влияния тянется и прямой угол востанавливается.
Правка круглого металла
Способ подобен работе с полосой. Неровности маркируются мелом, заготовка размещается выпуклостью вверх. Удары направляются от периферии дефекта к его центру.
Неровности маркируются мелом, заготовка размещается выпуклостью вверх. Удары направляются от периферии дефекта к его центру.
Правка круглого металла
Когда ключевой дефект откорректирован, уменьшают мощность ударов и поворачивают деталь вокруг продольной оси, чтобы не было деформации в оборотную сторону. Тем же способом правится квадратный и прямоугольный прокат.
Правка металла, скрученного по спирали
Тут используют способ раскручивания. Один конец спирали фиксируют в закрепленных на правильной плите тисках, другой — в ручной струбцине.
Правка металла, скрученного по спирали
После частичного раскручивания спирали ее прижимают к плите и правят, как круглый прокат, определяя кривизну на просвет.
Главные способы правки металла
На выбор способа оказывает влияние характер и площадь сечения, марка и вид сплава, размеры дефекта относительно общего размера изделия.
В зависимости от метода приложения стрессов в железных заготовках, отличают три способа правки металла:
- изгибом в холодном состоянии;
- растяжением в холодном состоянии;
- здешний нагрев.

Правка металла вытягиванием
Нагрев выполняется атмосферными горелками или индукционным способом.
Для какой цели используют правку металла
Конфигурация детали может нарушиться в ходе ее первой обработки, транспортировки или хранения. Такие заготовки негодны для последующего применения, однако не являются невозвратным, финальным браком. Правку металла применяют с целью возвращения заготовке формы, конкретной конструкторско-технологической документацией.
Правка металла с целью возвращения заготовке формы
Порой с целью снижения себестоимости продукции предприятие намеренно приобретает заготовки ненадлежащей формы, в данном случае операция включается в тех. процесс. Плановая правка металла может также быть включена в техпроцесс после операций по обработке термическим путем, вызывающих изменение формы детали. В другом случае работа будет внеплановой, и цена ее входит в незапланированные убытки.
Оборудование для правки
База любого набора инструментов — это правильная плита. Она обязана быть очень ровной, массивной и стойкой, для чего ее отливают из стойкого к ударам чугуна или стали, для упрочнения конструкции снабжают продольными и поперечными жесткими ребрами. Устанавливают их на массивное основание из бетона.
Она обязана быть очень ровной, массивной и стойкой, для чего ее отливают из стойкого к ударам чугуна или стали, для упрочнения конструкции снабжают продольными и поперечными жесткими ребрами. Устанавливают их на массивное основание из бетона.
Инструменты для правки металла
Молотки для правки обязаны быть мягче, чем материал заготовки. По этому их снабжают древесными или резиновыми бойками. Для работы со листами из стали применяют молотки с мягкими бойками из меди или свинца. Боек обязан иметь округленную форму. Боек в форме квадрата не годится, так как он будет оставлять на листовой заготовке отличительные следы — забоины. Масса плиты должна относиться к массе молотка приблизительно как 100:1.
Для работы с листовой заготовкой используют также подкладочную плиту из плотной резины, со сформированным на ней достаточным количеством бугорков одинаковой высоты. Под ударами металл сам находит собственное место, и продуктивность процесса ощутимо увеличивается если сравнивать с нагой стальной правильной плитой.
Для работы с тонкими листами применяется специализированная оснастка — гладилки и поддержки. Для работы с закаленными деталями используют цилиндрические или полусферические правильные бабки.
В мастерской дома применяют наковальню или тяжелую железную плиту.
На фирмах используют специализированные механизированные правильные комплексы с механической подачей листа и автоматическим исправлением недостатков. В одних заготовку протягивают между тяжелыми крутящимися валками, крутящимися в разные стороны. В прочих операция происходит на правильной плите путем опускания широкого пресса.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Похожие статьи
Захваты и инструменты для правки — Инструменты и оборудование для кузовных работ
Autorobot Finland Oy
» НазадЗахваты и инструменты для правки
673 Цепь 2,5 м
677 Набор двойных крючков
714A-1A Универсальный двойной захват
Эффективный двойной захват подходит для ремонта новых прочных конструкций кузова. Высокая производительность захвата обеспечивается большой контактной поверхностью и двумя парами захватов, которые можно поворачивать в соединительной пластине так, чтобы они подходили к изогнутым краям.Двойной захват можно легко разделить на два отдельных захвата.
Высокая производительность захвата обеспечивается большой контактной поверхностью и двумя парами захватов, которые можно поворачивать в соединительной пластине так, чтобы они подходили к изогнутым краям.Двойной захват можно легко разделить на два отдельных захвата.
Двойной захват рекомендуется, например, для очень сильных продольных тяговых усилий рамы автомобиля. Его также можно использовать в наборах опор для дверей и окон.
714A-4 Тяговая пластина для двух захватов 714A-6
716 + 1 Крепеж цилиндрический для McPherson
738 Стропа страховочная
Страховочная стропа № 738 помещается между тяговой цепью и поврежденным транспортным средством (как на рисунке) или между цепью и правильным станином.Это предотвращает повреждение окружающих участков в случае выхода из строя захвата или точки крепления. Инструкции по технике безопасности, указанные на правильной колонне и в руководстве, должны всегда соблюдаться.Укорачиватель цепи DCH, 6 тонн
G Захват, 4 тонны
h3 Дуга горизонтальная, 320 мм
h5 Арка вертикальная, 180 мм
х38 Захват, 5 тонн
х39 Захват, 3 тонны
h41 Захват + тяговое кольцо, 5 тонн
h44 Инструмент для удаления нескольких отверстий
h44 — инструмент для правки корпусов рамы, внутренних крыльев и т. д.Конструкция с несколькими отверстиями позволяет крепить бамперы к точкам крепления на нескольких марках автомобилей.
д.Конструкция с несколькими отверстиями позволяет крепить бамперы к точкам крепления на нескольких марках автомобилей.H80 Зажим самоблокирующийся 60 мм, 10 тонн
HH Крюк-тяга
LFNH Крюк для листового металла, 2 тонны
NS Нейлоновый строп, 30 тонн
ПП Съемник панелей, 5 тонн
PR + Стяжное кольцо
SFNH Крюк для листового металла, 2 тонны
Инструменты для правки металла— купить инструменты для правки металла с бесплатной доставкой на AliExpress
Отличные новости !!! Вы находитесь в нужном месте, чтобы приобрести инструменты для правки металла.К настоящему времени вы уже знаете, что все, что вы ищете, вы обязательно найдете на AliExpress. У нас буквально есть тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, которые предлагают быструю доставку, надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы найдете новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот лучший инструмент для правки металла вскоре станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что купили инструменты для выпрямления металла на AliExpress.С самыми низкими ценами в Интернете, дешевыми тарифами на доставку и возможностью получения на месте вы можете сэкономить еще больше.
Если вы все еще не уверены в инструментах для правки металла и думаете о выборе аналогичного товара, AliExpress — отличное место, чтобы сравнить цены и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
И, если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести инструменты для выпрямления металла по самой выгодной цене.
Мы всегда в курсе последних технологий, новейших тенденций и самых обсуждаемых лейблов. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Rail Saver RS 120-16AK, комплект принадлежностей, насос, гидроцилиндр, корпус и настенный кронштейн479,00 $ Было 599,00 $ Rail Saver с насосом, Ram Package Посмотреть детали | STA STAPKG 3 зажима в комплекте300 долларов.00 Было 870,00 $ STA STAPKG 3 зажима в комплекте Посмотреть детали | |
Зажим Stanzani # 140 PinzaPull с глубокой канавкой (45 мм)150,00 $ Было 285,00 $ Тяговый зажим премиум-класса для тяжелых условий эксплуатации Посмотреть детали | Stanzani # 135 Поворотный зажим150,00 $ Было 285,00 $ Тяговый зажим премиум-класса для тяжелых условий эксплуатации Посмотреть детали | |
Stanzani # 130 Автоблок 100 мм 150 $. Было 300,00 $ Тяговый зажим премиум-класса для тяжелых условий эксплуатации Посмотреть детали | MCP 0045 Угловой зажим123,00 $ Было 175,00 $ MCP 0045 Угловой зажим Посмотреть детали | |
MCP 0050 А-образный зажим?$ 86.00 Было 123,00 $ MCP 0050 Хомут Посмотреть детали | MCP 0053 Зажим с тяговым кольцом$ 91.00 Было 129,00 $ MCP 0053 Зажим с тяговым кольцом Посмотреть детали | |
MCP 0054 Миниатюрный пружинный зажим110,00 долл. США Было 156,00 $ MCP 0054 Миниатюрный пружинный зажим Посмотреть детали | MCP 0100 B Зажим117,00 Было 167,00 $ MCP 0100 B Зажим Посмотреть детали | |
MCP 0200 C Зажим 132 доллара. Было 188,00 $ MCP 0200 C Зажим Посмотреть детали | MCP 0205 Зажим Dyna-Mo C96,00 Было 136,00 $ MCP 0205 Зажим Dyna-Mo C Посмотреть детали | |
MCP 0250 Зажим Mini C106,00 долларов США Было 151,00 $ MCP 0250 Зажим Mini C Посмотреть детали | MCP 0300 Jr Зажим$ 143.00 Было 204,00 $ MCP 0300 Jr Зажим Посмотреть детали | |
MCP 0305 Dyna-Mo Jr96,00 Был 137,00 $ MCP 0305 Dyna-Mo Jr Посмотреть детали | MCP 0307 Угловой зажим Dyna-Mo125,00 Было 178,00 $ MCP 0307 Угловой зажим Dyna-Mo Посмотреть детали | |
MCP 0400 W Зажим 281 доллар США. Было 400,00 $ MCP 0400 W Зажим Посмотреть детали | MCP 0405 Зажим Dyna-Mo W114,00 $ Было 163,00 $ MCP 0405 Зажим Dyna-Mo W Посмотреть детали | |
MCP Mo Clamp 0440 Двойной зажим175,00 $ Было 249,00 $ MCP 0440 Двойной зажим Посмотреть детали | MCP 0450 Flash Clamp 5-тонный$ 223.00 Было 318,00 $ MCP 0450 Flash Clamp 5-тонный Посмотреть детали | |
MCP 0451 Flash Clamp 3-тонный189,00 $ Было 270,00 $ MCP 0451 Flash Clamp 3-тонный Посмотреть детали | MCP 0452 Flash Clamp 7-тонный259,00 $ Было 369,00 $ MCP 0452 Flash Clamp 7-тонный Посмотреть детали | |
МКП 0550 Т. О. Хомут О. Хомут$ 147,00 Было 209,00 $ MCP 0550 T.O. Хомут Посмотреть детали | MCP 0551 T.O. (Плотное открытие) Зажим220,00 $ Было 314,00 $ MCP 0551 T.O. (Плотное открытие) Зажим Посмотреть детали | |
MCP 0650 Зажим для коробок$ 146,00 Было 208,00 $ MCP 0650 Зажим для коробок Посмотреть детали | MCP 0655 Зажим для коробок Dyna-Mo110 долларов.00 Было 157,00 $ MCP 0655 Хомут Dyna-Mo Box Посмотреть детали | |
MCP 0660 Зажим с длинным носом132,00 Было 187,00 $ MCP 0660 Зажим с длинным носом Посмотреть детали | MCP 0670 Зажим для детских боксов160,00 $ Было 227,00 $ MCP 0670 Зажим для детских боксов Посмотреть детали | |
MCP 0680 Зажим с большим горлом $ 183. Было 261,00 $ MCP 0680 Зажим с большим горлом Посмотреть детали | MCP 0750 Lip Grip с боковым отводом172,00 $ Было 244,00 $ MCP 0750 Lip Grip с боковым отводом Посмотреть детали | |
MCP 0800 Tac-N- Pull с пластинами104,00 Было 148,00 $ MCP 0800 Tac-N- тянуть с пластинами Посмотреть детали | Комплект пластин MCP 0805$ 58.00 Было 82,00 $ MCP 0805 Комплект пластин Посмотреть детали | |
MCP 0808 Maxi Tac-N-Pull$ 271,00 Было 386,00 $ MCP 0808 Макси Tac-N-Pull Посмотреть детали | MCP 1000 крючок ручной57,00 $ Был 81,00 $ MCP 1000 крючок ручной Посмотреть детали | |
MCP 1100 Handy Link $ 63. Было 90,00 $ MCP 1100 Handy Link Посмотреть детали | Распределитель цепи MCP 115077,00 Было 110,00 $ MCP 1150 Распределитель цепи Посмотреть детали | |
MCP 1200 Twin Pull62,00 Было 89,00 $ MCP 1200 Двойная тяга Посмотреть детали | MCP 1250 Съемник панелей$ 64.00 Было 92,00 $ MCP 1250 Съемник панелей Посмотреть детали | |
MCP 1255 Съемник для больших панелей109,00 долларов США Было 155,00 $ MCP 1255 Съемник для больших панелей Посмотреть детали | MCP 1300 Крюк для порога$ 102,00 Было 145,00 $ MCP 1300 Крюк для порога Посмотреть детали | |
MCP 1320 Крючок Slim Line для порога $ 228. Было 325,00 $ MCP 1320 Крючок Slim Line для порога Посмотреть детали | MCP 1340 Съемник для болтов$ 55,00 Было 78,00 $ MCP 1340 Съемник для болтов Посмотреть детали | |
MCP 1350 Крючок Versa$ 162,00 Было 231,00 $ MCP 1350 Крючок Versa Посмотреть детали | MCP 1360 Junior Versa Крючок131 доллар.00 Был 186,00 $ MCP 1360 Junior Versa Крючок Посмотреть детали | |
MCP 1450 Съемник с большим количеством углов (NAP)53,00 $ Было 75,00 $ MCP 1450 Съемник с большим количеством углов (NAP) Посмотреть детали | MCP 1500 Стяжное кольцо63,00 $ Было 89,00 $ MCP 1500 Стяжное кольцо Посмотреть детали | |
MCP 1600 Многоцелевой анкерный крюк 82 руб. Было 117,00 $ MCP 1600 Многоцелевой анкерный крюк Посмотреть детали | MCP 1650 Крюк для цепи с двойной проушиной97,00 $ Было 138,00 $ MCP 1650 Крюк с двойной проушиной Посмотреть детали | |
Вилка с фиксатором цепи MCP 170063,00 $ Было 89,00 $ MCP 1700 Вилка с фиксатором цепи Посмотреть детали | MCP 1800 Гусеничный крюк73 доллара.00 Было 104,00 $ MCP 1800 Гусеничный крюк Посмотреть детали | |
MCP 1850 Встроенный слайдер117,00 Было 167,00 $ MCP 1850 Встроенный слайдер Посмотреть детали | MCP 1900 Быстрый крюк75,00 Было 107,00 $ MCP 1900 Быстрый крючок Посмотреть детали | |
Универсальная переходная пластина MCP 2100 $ 354. Было 504,00 $ MCP 2100 Универсальная переходная пластина Посмотреть детали | Универсальная переходная пластина MCP 2400419,00 $ Было 597,00 $ MCP 2400 Универсальная переходная пластина Посмотреть детали | |
MCP 2450 Съемник башни безболтовой распорки$ 206,00 Было 294,00 $ MCP 2450 Съемник башни безболтовой распорки Посмотреть детали | MCP 2460 Съемник опоры сердечника радиатора142 руб.00 Был 201,00 $ MCP 2460 Съемник опоры сердечника радиатора Посмотреть детали | |
MCP 3100 Крюк для листового металла$ 224,00 Было 319,00 $ MCP 3100 Крюк для листового металла Посмотреть детали | MCP 4010 Зажим Unibody350,00 $ Было 498,00 $ MCP 4010 Зажим Unibody Посмотреть детали | |
MCP 4018 Анкерные адаптеры Mercedes $ 1042. Было 1484,00 $ MCP 4018 Анкерные адаптеры Mercedes Посмотреть детали | MCP 4020 Хомут четырехходовой244,00 $ Было 348,00 $ MCP 4020 Хомут четырехходовой Посмотреть детали | |
MCP 4021 Стойка рамы Dyna-Mo # 1$ 229,00 Было 327,00 $ MCP 4021 Стойка рамы Dyna-Mo # 1 Посмотреть детали | MCP 4022 Стойка рамы Dyna-Mo # 2$ 343.00 Было 488,00 $ MCP 4022 Стойка рамы Dyna-Mo # 2 Посмотреть детали | |
MCP 4024 Стойка рамы Dyna-Mo$ 112,00 Было 159,00 $ MCP 4024 Стойка рамы Dyna-Mo Посмотреть детали | MCP 4028 BMW Hold Down (комплект из 4 шт.)1168,00 $ Было 1664,00 $ MCP 4028 BMW Hold Down (комплект из 4 шт. | |
MCP 4030 Зажим трехходовой162 доллара.00 Было 230,00 $ MCP 4030 Зажим трехходовой Посмотреть детали | Угловой кронштейн MCP 403563,00 $ Было 89,00 $ MCP 4035 Угловой кронштейн Посмотреть детали | |
MCP 4048 Широкое дышло76,00 $ Было 108,00 $ MCP 4048 Широкое дышло Посмотреть детали | MCP 4049 Рамочный ключ67 долларов.00 Было 96,00 $ MCP 4049 Рамочный ключ Посмотреть детали | |
MCP 4050 Многоугольный зажим$ 162,00 Было 231,00 $ MCP 4050 Многоугольный зажим Посмотреть детали | MCP 4052 Треугольник45,00 Было 65,00 $ MCP 4052 Треугольник Посмотреть детали | |
MCP 4065 Универсальный зажим 151 доллар США. Было 215,00 $ MCP 4065 Универсальный зажим Посмотреть детали | MCP 4110 Крюк одинарный40,00 Был 57,00 $ MCP 4110 Крюк одинарный Посмотреть детали | |
MCP 4120 Крюк с двойным захватом50,00 Было 72,00 $ MCP 4120 Крюк с двойным захватом Посмотреть детали | MCP 4130 Заглушка$ 68.00 Было 96,00 $ MCP 4130 Заглушка отверстия Посмотреть детали | |
MCP 4145 Dbl Крюк для захвата82,00 $ Было 117,00 $ MCP 4145 Dbl Крюк для захвата Посмотреть детали | MCP 4146 Комбинированный захват70,00 долл. США Было 100,00 $ MCP 4146 Комбинированный захват Посмотреть детали | |
MCP 5010 No. 1 панель инструментов с инструментами 1 панель инструментов с инструментами$ 1083,00 Было 1543,00 $ MCP 5010 № 1 Панель инструментов с инструментами Посмотреть детали | MCP 5050 # 5 Панель инструментов с инструментами828,00 $ Было 1179,00 $ MCP 5050 # 5 Панель инструментов с инструментами Посмотреть детали | |
MCP 5078 # 10 Панель инструментов с инструментами2899,00 $ Было 4131,00 $ MCP 5078 # 10 Панель инструментов с инструментами Посмотреть детали | MCP 5400 Запасной комплект гаек и болтов279 долларов.00 Было 398,00 $ MCP 5400 Запасной комплект без болтов и болтов Посмотреть детали | |
MCP 5616 Дверной съемник Twister82,00 $ Было 116,00 $ MCP 5616 Дверной съемник Twister Посмотреть детали | MCP 5800 G-зажим$ 231,00 Было 330,00 $ MCP-5800 G-зажим Посмотреть детали | |
MCP 5830 Седло Mate $ 46. Было 66,00 $ MCP 5830 Седло Mate Посмотреть детали | Комплект плат цепи MCP 6000685,00 $ Было 919,00 $ Комплект плат цепи MCP 6000 Посмотреть детали | |
MCP 6300 Строп$ 55,00 Было 78,00 $ MCP 6300 Строп Посмотреть детали | MCP 6311 Ford T Крюк с цепью 5/1630 долларов.00 Был 43,00 $ MCP 6311 Ford T Крюк с цепью 5/16 Посмотреть детали | |
MCP 6313 Ford Т-образный крюк с захватным крюком58,00 $ Было 82,00 $ MCP 6313 Ford Т-образный крюк с захватным крюком Посмотреть детали | MCP 6317 J Крюк 3/8 с захватным крюком40,00 Был 57,00 $ MCP 6317 J Крюк 3/8 с захватным крюком Посмотреть детали | |
MCP 6350 Кабельная стропа $ 38. Было 55,00 $ MCP 6350 Кабельная стропа Посмотреть детали | MCP 6400 Набор глубоких крючков330,00 долл. США Было 470,00 $ MCP 6400 Набор глубоких крючков Посмотреть детали | |
Крючок Coast Medium «J»45,00 Было 45,00 $ Средний J-образный крюк для извлечения из внутренних помещений Посмотреть детали | Замок береговой цепи$ 21.00 Было 21,00 $ Цепной замок, используемый в главных и других приложениях Посмотреть детали | |
BC-49 Body Loc BC-49 Папка-переплет155,00 Было 207,00 $ BC-49 Body-Loc BC-49 Папка-переплет Посмотреть детали | DUT 25046 Электрическая лебедка Dutton-Lainson, 120 В переменного тока с дистанционным управлением449,00 долларов США Было 500,00 $ DUT 25046 Лебедка электрическая 120V AC с дистанционным управлением Посмотреть детали | |
 00
00 00
00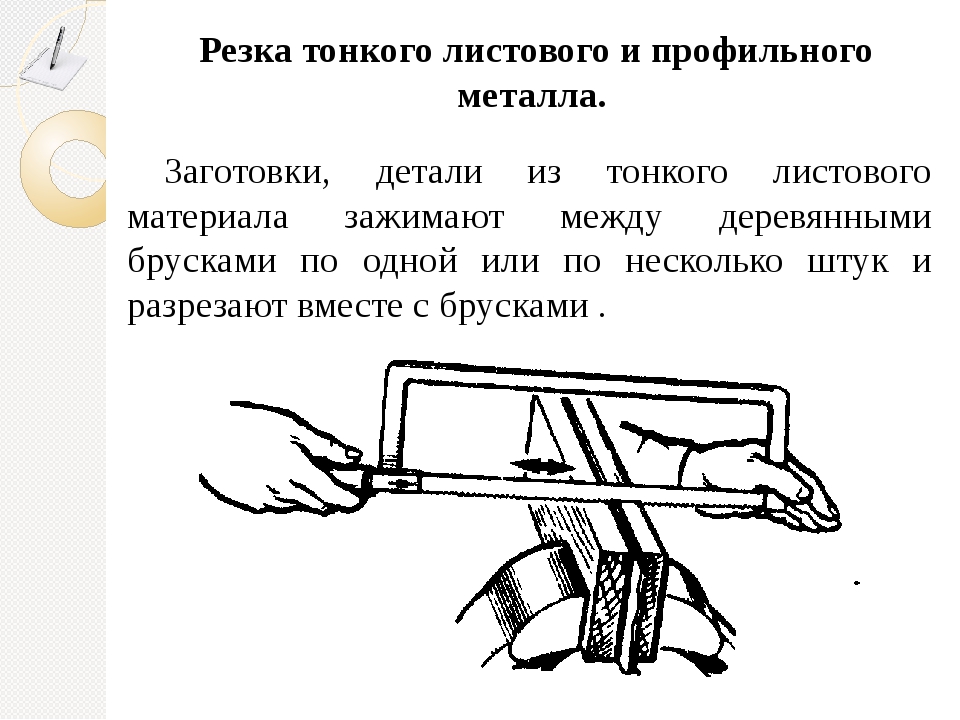 00
00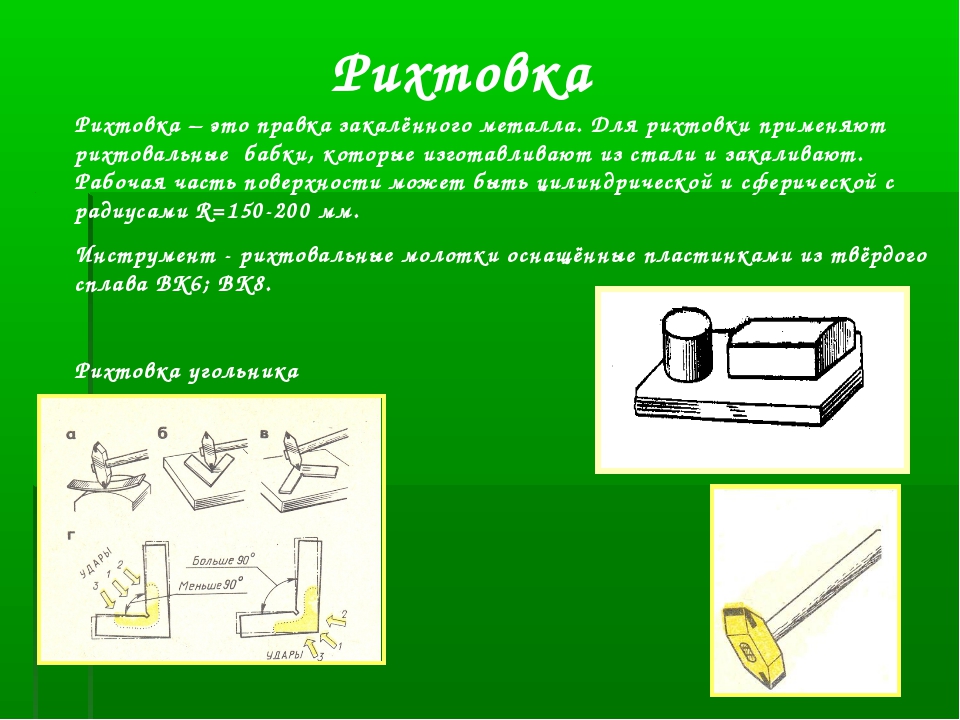 00
00 00
00 00
00 00
00 00
00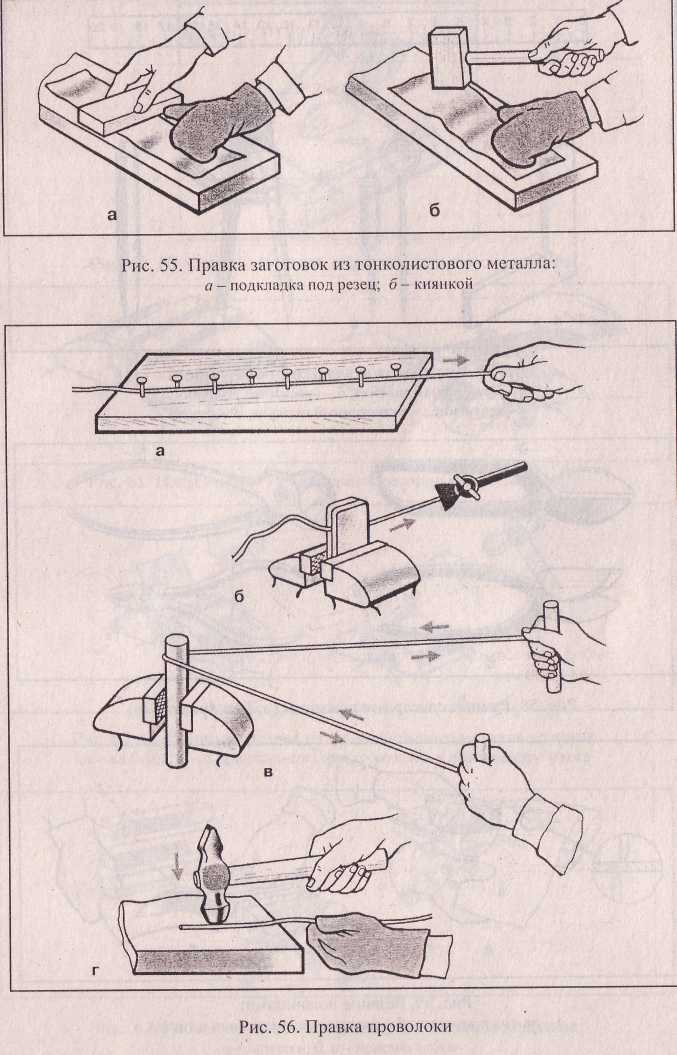 00
00 )
) 00
00 00
00 00
00 Правка молдингов из нержавеющей стали выполняется «чистка металла», как если бы вы выполняли чистовую обработку металла крыла. Если вы сделаете это на крыле, вам не понадобится никакой наполнитель. Искусство обработки металла — дело непростое. Но если вы делаете это на этих молдингах, вы скоро сделаете это на своем помятом крыле или двери. Самая важная вещь, которую вы хотите запомнить, это то, что когда вы напиливаете (файл VEXON для кузовных работ — лучший инструмент) на чем-то подобном, это больше для определения высоких и низких точек, чем для «вырезания» этих высоких точек.Вы запускаете файл по области, затем внимательно смотрите, что произошло с файлом. Если есть области, в которые файл сильно ударился, скорее всего, это выступы, по которым нужно немного постучать, прежде чем продолжить. Вы не хотите продолжать опиливать (или шлифовать), если вы сильно ударяете по одним точкам, а по другим даже нет. Если есть места, которые не поражаются, их нужно поднять. Когда есть большие высокие и низкие точки, можно использовать небольшой молоток или зубило с закругленным концом, чтобы придать ему форму.Все это время проверяя файл, ЭТО инструмент, чтобы узнать, где вы находитесь. Меня научили использовать острый инструмент, например, шило, чтобы поднимать эти низкие точки. Это хорошо работает, потому что давление настолько локализовано. Вы хотите оттолкнуться от спины шилом и НЕ ДВИГАЙТЕСЬ там, где шило соприкасается. Когда вы отжимаетесь, давление настолько локализовано, что вы обычно можете видеть с другой стороны, где вы толкаете. Если вы правы в деньгах, продолжайте и поднимайте их столько, сколько хотите. Если вы немного отклонились, вы можете переместить кончик шила туда, где, по вашему мнению, вам нужно быть, и надавить на него, опять же, внимательно наблюдая за внешней стороной. Если вы не двигаетесь там, где соприкасается острие шила, вы можете легко переместить его немного туда, где вам нужно, помните, что мы, вероятно, говорим о перемещении его на восьмой дюйм или меньше, иногда на тридцать секунд дюйм. Хитрость в том, что НЕ ПИЛИТЕ много, а просто проводите им по поверхности, пока не увидите высокие и низкие точки. Этот процесс может быть долгим и утомительным, вы должны не торопиться, иначе вы нанесете больше вреда, чем пользы. Если вы отжимаетесь слишком сильно, просто закрепите его и попробуйте еще раз. Мы говорим о перемещении металла на несколько тысяч дюймов или около того. Не перемещайте металл настолько, чтобы образовалась видимая «вмятина». Большую часть времени вы едва сможете увидеть, куда вы его переместили (отсюда и важность не перемещать шило), только файл скажет вам, сделали вы это или нет. Теперь, когда вы получили плоскую область, вы ее запилили, и в файле написано, что она ПЛОСКАЯ, вам нужно отшлифовать метки файла. За эту уловку я благодарю одного из своих наставников. Я показал это многим бодибилдерам, и они всегда будут удивлены, насколько хорошо это работает. Вам нужен DA, старый добрый DA, с которым вы можете заблокировать головку в режиме измельчителя. Не орбитальная шлифовальная машина, а настоящая шлифовальная машина двойного действия. Мне больше всего нравится Национальный Детройтский «DAQ». На мой взгляд, это лучшая версия на рынке.У него наибольший крутящий момент при наименьшем количестве воздуха. Хорошо, вы можете послушать рассказ. Я упомянул, что показывал этот трюк многим телохранителям, ну, в последний раз это мне стоило. У меня был почти новый DAQ (последний просуществовал 25 лет!), Который я использовал для демонстрации этой процедуры на обшивке двери, которую делал коллега. Я помогал ему с дверью, и когда мы дошли до металлической отделки кожи, он пошел за своей пневматической шлифовальной машиной с зернистостью 80, НЕТ, НЕТ, НЕТ, не тот инструмент! Я подошел к своему ящику, взял свой DAQ с примерно 120 и быстро снес его с ног на голову. Хорошо, вот трюк, вы используете DA Pad как 6-дюймовый «блок». Если вы установите DA в режим шлифовальной машины с примерно 600 или 800 на нем, вы можете держать его ровно, когда вы водите его по поверхности, отдавая предпочтение направлению слева направо.Диск вращается по часовой стрелке, поэтому вы хотите, чтобы диск проходил по области, ударяясь ТОЛЬКО о верхнюю половину диска о металл, против вращения диска. Эта верхняя часть плоская, верно? Это половина идеально плоского круга, так что это фактически «блок». На этой нержавеющей стали вы должны использовать 600 или более тонкую сталь, чтобы «заблокировать» ее. Я использовал этот метод для молдингов из нержавеющей стали, хромированной стали, толстой стали, например, хромированных бамперов, деталей из листового металла, таких как крылья или двери, загрунтованные и окрашенные, он РАБОТАЕТ. Самое интересное в том, что когда меня учили этому трюку в семидесятых, лучшая бумага, которая у вас была, была 600. Теперь, с бумагой вплоть до 3000, вы ДЕЙСТВИТЕЛЬНО можете делать некоторые трюки. У меня был набор алюминиевых колес для продажи на eBay.У них была бордюрная сыпь на бусине. Я использовал этот метод с 120, 180, 320, 600, 1200, 1500, 2000, а затем отполировал его до прекрасного блеска. |
 Следующий метод, конечно, будет использоваться только при небольших повреждениях, но в зависимости от затраченного времени вы можете использовать ту же процедуру для более крупных вмятин.
Следующий метод, конечно, будет использоваться только при небольших повреждениях, но в зависимости от затраченного времени вы можете использовать ту же процедуру для более крупных вмятин. 
 Если вы переместите шило после того, как протолкнули область вверх, возможно, вы больше не сможете найти это точное место. Дело в том (извините за каламбур), чтобы удерживать давление на шиле, в котором вы толкнули вверх, когда вы смотрите снаружи, чтобы увидеть, попали ли вы в нужное место. Если вам все-таки нужно удалить шило для подпиливания, внимательно посмотрите на заднюю часть и запомните, где именно вы нажали.Таким образом, вы можете вернуться к тому месту, если вам нужно, после того, как увидите, что вам говорит файл. Если вы не двигаете его, вы можете легко «сдвинуть» его на восьмой дюйм или меньше до того места, которое вам нужно поднять. Что я делаю, так это держу форму в руке указательным и большим пальцами. Посередине моей руки шило. Сжимаю молдинг, проталкивая в него шило. Моя рука перевернута, так что лепка обращена ко мне вверх. Таким образом, я могу легко подтолкнуть нижнюю точку вверх, глядя на нее с другой стороны.
Если вы переместите шило после того, как протолкнули область вверх, возможно, вы больше не сможете найти это точное место. Дело в том (извините за каламбур), чтобы удерживать давление на шиле, в котором вы толкнули вверх, когда вы смотрите снаружи, чтобы увидеть, попали ли вы в нужное место. Если вам все-таки нужно удалить шило для подпиливания, внимательно посмотрите на заднюю часть и запомните, где именно вы нажали.Таким образом, вы можете вернуться к тому месту, если вам нужно, после того, как увидите, что вам говорит файл. Если вы не двигаете его, вы можете легко «сдвинуть» его на восьмой дюйм или меньше до того места, которое вам нужно поднять. Что я делаю, так это держу форму в руке указательным и большим пальцами. Посередине моей руки шило. Сжимаю молдинг, проталкивая в него шило. Моя рука перевернута, так что лепка обращена ко мне вверх. Таким образом, я могу легко подтолкнуть нижнюю точку вверх, глядя на нее с другой стороны. После того, как вы обработали поверхность почти до совершенства, вы можете отпилить еще немного, чтобы сбить максимумы и сделать ее идеально ровной для шлифовки и полировки. Но если вы поспешите с определением высоких и низких точек и думаете, что сможете устранить повреждения, вы получите слишком тонкий металл и все взорвете. Когда я учился, я даже раз или два проходил через металл. Это легко сделать, если вы попросите файл сделать слишком много.Напильник следует рассматривать как прямую кромку, а не как режущий инструмент.
После того, как вы обработали поверхность почти до совершенства, вы можете отпилить еще немного, чтобы сбить максимумы и сделать ее идеально ровной для шлифовки и полировки. Но если вы поспешите с определением высоких и низких точек и думаете, что сможете устранить повреждения, вы получите слишком тонкий металл и все взорвете. Когда я учился, я даже раз или два проходил через металл. Это легко сделать, если вы попросите файл сделать слишком много.Напильник следует рассматривать как прямую кромку, а не как режущий инструмент.
 К тому времени там было несколько парней, и все были поражены тем, насколько хорошо это работает. Что ж, одному из них он так понравился, что они подумали, что «променяют» свой изношенный DAQ на мой новый. Да, несколько дней спустя я пошел использовать свой DAQ и обнаружил, что в моем ящике был не мой новый, а старый, испорченный DAQ !!! По сей день я не нашел свой новый красивый DAQ, подозреваю, что он находится в гараже одного из моих «приятелей» в его доме.
К тому времени там было несколько парней, и все были поражены тем, насколько хорошо это работает. Что ж, одному из них он так понравился, что они подумали, что «променяют» свой изношенный DAQ на мой новый. Да, несколько дней спустя я пошел использовать свой DAQ и обнаружил, что в моем ящике был не мой новый, а старый, испорченный DAQ !!! По сей день я не нашел свой новый красивый DAQ, подозреваю, что он находится в гараже одного из моих «приятелей» в его доме. На листовом металле вы можете начать со 120 или 180 и загрунтовать их. Если бы он был хромированным, как бампер из толстого металла, вы все равно могли бы использовать 120 или 180, а затем перейти к 600 и оставить его, об остальном позаботится магазин хромирования.Черт возьми, я все равно не думаю, что они используют что-то более тонкое, чем это.
На листовом металле вы можете начать со 120 или 180 и загрунтовать их. Если бы он был хромированным, как бампер из толстого металла, вы все равно могли бы использовать 120 или 180, а затем перейти к 600 и оставить его, об остальном позаботится магазин хромирования.Черт возьми, я все равно не думаю, что они используют что-то более тонкое, чем это. Это действительно хорошо работает, попробуйте.
Это действительно хорошо работает, попробуйте.Новый метод внешнего правки панели кузова автомобиля: инструменты метода
В последнее время операции по ремонту и эвакуации кузовов автомобилей становятся все более популярными. Особое место здесь занимает оборудование, обеспечивающее выполнение данных ремонтных работ. Самое интересное — это методы восстановления панелей кузова, позволяющие выпрямить без разборки панелей кузова и повреждения существующего защитного покрытия.Сейчас существует несколько технологий ремонта и восстановления кузовных панелей автомобилей без их разборки и разборки. Наиболее перспективной является магнитно-импульсная технология внешней бесконтактной правки. Изучены основы магнитно-импульсного притяжения как ферромагнитных, так и неферромагнитных тонкостенных листов. Приведены расчетные модели индукторных систем магнитно-импульсных правильных инструментов. Приведены окончательные аналитические выражения для расчета возбужденных усилий в рассматриваемых инструментах. Согласно полученным аналитическим выражениям выполнены численные оценки возбужденных сил. Построены объемные эпюры радиальных распределений силы притяжения для различных типов индукторов. Приведены практические испытания магнитно-импульсной правки на исследовательских инструментах. По результатам расчетов можно создать эффективные инструменты для внешней магнитно-импульсной правки кузовных панелей автомобилей.
Согласно полученным аналитическим выражениям выполнены численные оценки возбужденных сил. Построены объемные эпюры радиальных распределений силы притяжения для различных типов индукторов. Приведены практические испытания магнитно-импульсной правки на исследовательских инструментах. По результатам расчетов можно создать эффективные инструменты для внешней магнитно-импульсной правки кузовных панелей автомобилей.
1. Введение
Количество автомобилей в мире растет с каждым годом огромными темпами.К сожалению, количество дорожно-транспортных происшествий, в которых панели кузова автомобилей повреждаются в той или иной степени, но неизбежно, одновременно растет. Поэтому операции по ремонту и восстановлению кузовных панелей автомобилей актуальны и пользуются все большим спросом. А как показывает статистика, до 80% повреждений мелкие и средние. Половина из них — вмятины, не требующие замены всего элемента и устраняемые рихтовкой. Более 50% этих повреждений приходится на участки с затрудненным или полностью закрытым обратным доступом. В связи с этим особый интерес представляют методы восстановления кузова автомобиля, позволяющие выполнить так называемую внешнюю правку без необходимости демонтажа элементов кузова и существующего повреждения защитной окраски [1–3].
В связи с этим особый интерес представляют методы восстановления кузова автомобиля, позволяющие выполнить так называемую внешнюю правку без необходимости демонтажа элементов кузова и существующего повреждения защитной окраски [1–3].
2. Анализ публикаций
Внедрение магнитно-импульсной технологии при ремонте и восстановлении элементов кузова транспортных средств привело к созданию принципиально нового направления, которое можно сформулировать как развитие методов ремонта и восстановления кузовов транспортных средств на основе по энергии электромагнитных полей.
Следует отметить, что при работе с металлом обычными механическими методами (правка, прессование, штамповка и др.) Металл истончается и растягивается. В этом случае верхний металлический слой деформируется, что приводит к нарушению его структуры [3–5]. Методы магнитно-импульсной правки лишены этих недостатков, поскольку взаимодействие магнитного поля с индуцированным током (на всю толщину обрабатываемого металла) вызывает растяжение металла за счет сил притяжения, действующих на всю его толщину [1, 2, 6– 9].
3. Процессы в ферромагнитных материалах
Цель этой части — описать концепцию, предоставить упрощенную математическую модель, предсказывающую притяжение электромагнитных сил для ферромагнитных материалов, и проиллюстрировать эту концепцию экспериментальными результатами, подтверждающими основные выводы аналитического исследования.
4. Аналитическая модель процесса и численные оценки
Конструкция индуктора в виде плоского цилиндрического витка приводит к концентрации сил притяжения непосредственно под витком индуктора.Это связано с ростом модуля вектора напряженности магнитного поля в радиальном направлении от центра системы с максимумом в области катушки. Этот вопрос освещен в публикациях [10, 11]. Физические соображения показали, что мы можем изменить характер распределения поля в системе индукторов и, соответственно, характер распределения действующих сил, если сконфигурировать профиль индуктора в форме усеченного конуса (Рисунок 1). В этом случае максимум действующих сил притяжения должен перемещаться к геометрическому центру катушки.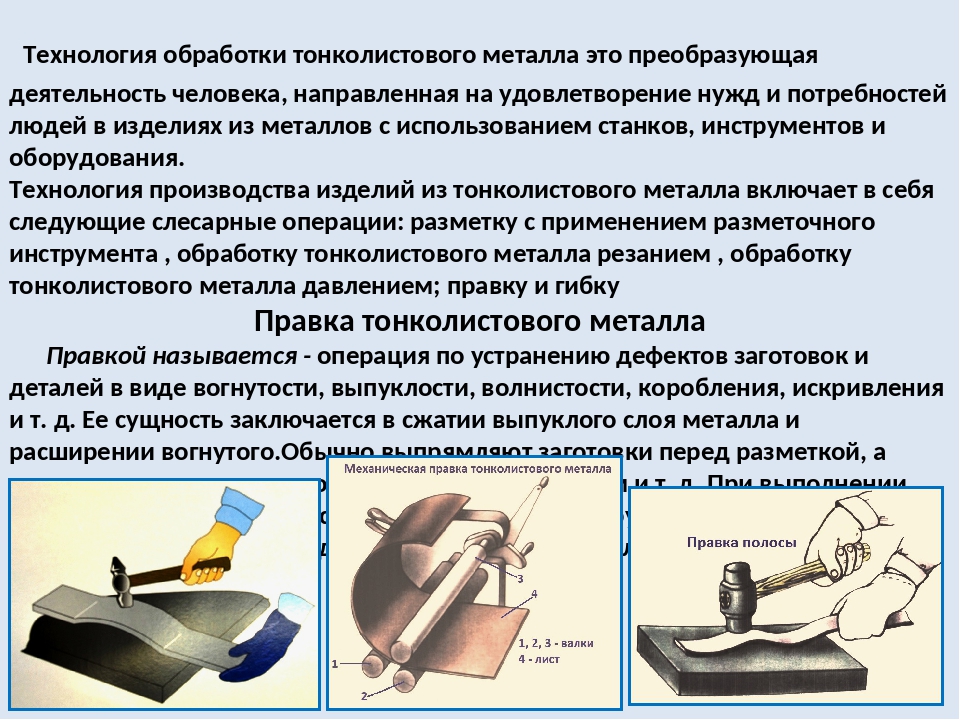 Расчетная модель индукторной системы с внутренним отверстием в форме усеченного конуса представлена на рисунке 1 (а).
Расчетная модель индукторной системы с внутренним отверстием в форме усеченного конуса представлена на рисунке 1 (а).
На рисунке 1 (б) представлена физическая модель индукционной системы, которая была сделана из прочного дюралюминия. Изготовление отверстий и прорезей в индукторе необходимо для того, чтобы направить ток на грань конуса. Это обеспечит необходимый уровень привлечения сил возбуждения в рабочей зоне индуктора. Геометрические размеры рабочей зоны индуктора (фаска конуса -) 0,04 м.Внешний диаметр индуктора () 0,01 м.
Уравнения Максвелла были составлены согласно расчетной модели, представленной на рисунке 1. Не останавливаясь на их решении, запишем окончательное выражение для силы магнитного притяжения, действующей на панель кузова автомобиля: где — условная амплитуда напряженности магнитного поля A / м; — индуктивность системы, H; — амплитуда тока, А; — временная зависимость импульса тока (затухающая синусоида или апериодический сигнал), А; относительная радиальная координата.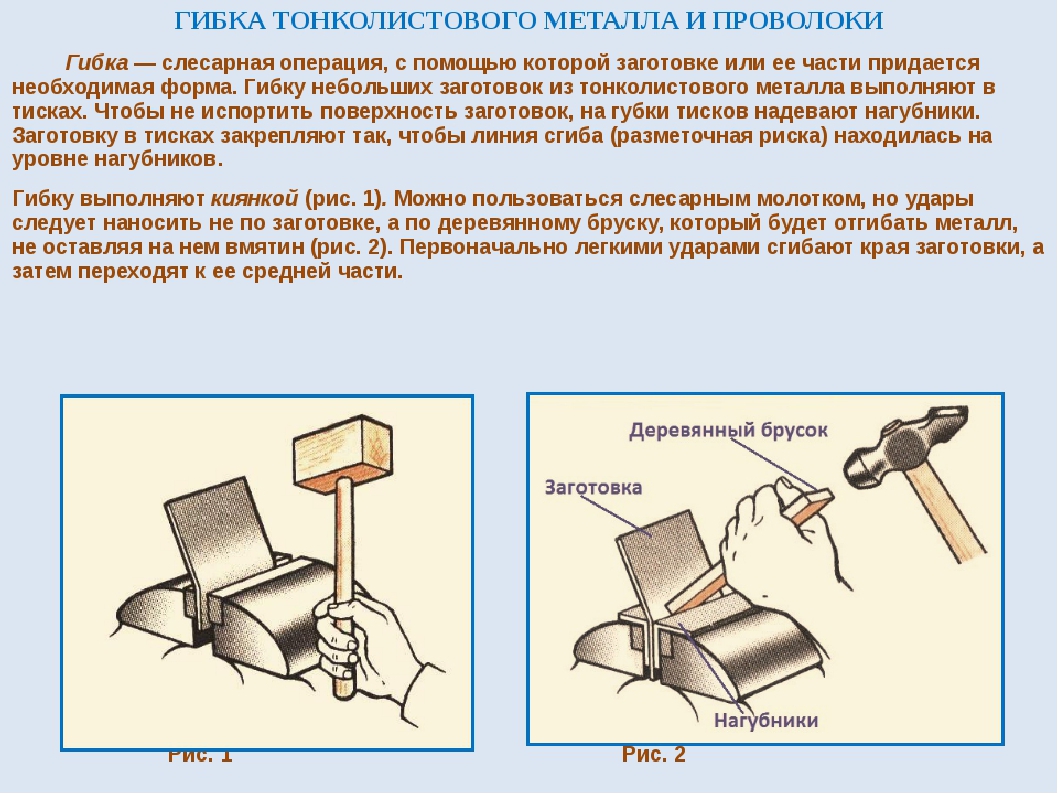
Численные расчеты для конической индукционной системы проводились для следующих значений: = 0,0075 м, = 0,02 м, = 0,0005 м, = 0,0005 м, угол наклона образующей поворота внутреннего конуса β = 60 °,…, 75 °, а амплитуда тока в индукторе 50 кА. Результаты расчетов представлены на рисунке 2.
Подводя итоги расчетов, сформулируем основные выводы: (1) При переходе к конической форме внутреннего окна индуктора существенно меняется характер радиального распределения поля и действующих сил: (i) магнитный поток концентрируется в центральной зоне внутреннего окна, в отличие от плоской цилиндрической катушки индуктивности, где максимум силы приходился на край внутреннего отверстия одновиткового индуктора; (ii) концентрация поля в центре системы приводит к действию концентрация сил в центральной зоне обрабатываемого листа.2. Увеличение угла наклона конусообразной формы внутреннего окна витка массива индуктора существенно влияет на величину возбуждаемых сил. При увеличении угла β с 60 ° до 75 ° амплитуда притяжения увеличивается с Н / м 2 .
5. Экспериментальная проверка
Проводится экспериментальная проверка предложенной конструкции индукторной системы. Эксперименты проводились на ферромагнитных панелях кузова современных автомобилей. Целью данного практического исследования было создание и удаление вмятин на панели кузова автомобиля.При этом защитная окраска панелей кузова автомобиля должна оставаться неповрежденной. Схема экспериментальной установки представлена на рисунке 3.
Массивный одновитковый индуктор с диаметром рабочей зоны 40 мм был подключен к генератору импульсов через трансформатор импульсов тока с коэффициентом трансформации 5. Частота разряда составила 1,9 кГц. Амплитуда электрического тока, протекающего через катушку, составляла 38 кА.
Импульсный трансформатор тока — это согласующее устройство, которое соответствует индуктивной нагрузке генератора импульсов с однооборотным индуктором.Он обеспечивает необходимую частоту и амплитуду импульса тока в однооборотной катушке индуктивности. Схематическое изображение (физическая модель) импульсного трансформатора тока представлено на рисунке 3 (b).
Схематическое изображение (физическая модель) импульсного трансформатора тока представлено на рисунке 3 (b).
Образцы плоской листовой стали DDQ (Deep Drawing Quality) толщиной 0,8 мм (предел текучести стали DDQ равен 180 МПа, нержавеющая сталь — МПа) располагались рядом с одновитковой катушкой. Образец был изолирован от катушки слоем изоляции ~ 1 мм. Первоначально плоские образцы раздувались за счет притяжения внутри рабочей зоны одновитковой катушки.Выпуклость была осесимметричной и имела максимальную высоту 1,5 мм на оси симметрии катушки, рисунок 4 (а).
После того, как начальная выпуклость была создана на плоской заготовке с использованием описанного процесса электромагнитного притяжения, она была перевернута, и процесс удаления вмятин был физически смоделирован путем оттягивания выпуклости назад с помощью процесса электромагнитного притяжения, рис. 4 (b).
Вмятина была успешно удалена, что подтвердило предложенную концепцию.
6. Процесс для немагнитных материалов
Цель этой части — описать концепцию и предоставить упрощенную математическую модель импульсного электромагнитного притяжения немагнитных материалов в «Индукторной системе с притягивающим экраном», а также проиллюстрировать экспериментальные результаты, подтверждающие предложенную концепцию и основные выводы аналитического исследования.
7. Теоретический анализ, численные расчеты
Схема предлагаемого процесса притяжения листового металла использует систему индуктивности с притягивающим экраном (ISAS), показанную на Рисунке 5 (а).
Принцип действия этой системы (рис. 5) основан на использовании закона Ампера, согласно которому проводники с коллинеарными одинаково направленными токами притягиваются друг к другу. В отличие от индукторных систем, основанных на естественном ферромагнитном притяжении, когда рабочая частота существующих полей падает, ISAS является техническим решением.Сюда, кроме индуктора (источника магнитного поля) и листовой заготовки, панели кузова автомобиля добавляем дополнительную конструктивную единицу. Это так называемый привлекающий экран. Он расположен параллельно и симметрично подпространству индуктора и панели кузова автомобиля. Если экран и панели кузова автомобиля идентичны, а не равны по величине, в них возбуждаются токи зависимости от времени и направления. Их взаимодействие приводит к взаимному притяжению. Но экран заблокирован неподвижно. Таким образом, прогибается только панель кузова автомобиля; его место во внутренней области окна будет притягиваться к индуктору.
Но экран заблокирован неподвижно. Таким образом, прогибается только панель кузова автомобиля; его место во внутренней области окна будет притягиваться к индуктору.
Решая составленные уравнения Максвелла, мы получаем формулы для определения искомых величин. Запишем выражение для определения силы притяжения по закону Ампера: где — функция радиального распределения тока в индукторе через переменную; λ — параметр преобразования Фурье-Бесселя; функция Бесселя первого рода;
Сила притяжения, определяемая магнитным поведением металла панели кузова автомобиля, описывается зависимостью где и — составляющие напряженности магнитного поля на краевых поверхностях панели кузова автомобиля.
Такие критерии найдены для проведения численных оценок: = 0,025 м, = 0,035 м, = 0,001 м, = 1150 Гц, = 0,2, = 50 кА, = 0,00075 м, γ = 1 / ( Омм), ≈ 2,5. Результаты расчетов представлены на рисунке 6.
Анализируя полученные результаты расчетов, можно сделать следующие выводы: (1) Влияние магнитных возможностей экрана и панели кузова автомобиля проявляется в появлении мощных сил магнитного притяжения. . (2) Суперпозиция сил притяжения Ампера и сил магнитного притяжения в радиальных распределениях исключает провал силового воздействия на панель кузова автомобиля в области одновиткового индуктора.(3) В целом ферромагнитное притяжение в рассматриваемой ИСАС более эффективно, чем немагнитный металл. Ток индуктора с временной зависимостью в виде экспоненциально затухающего синуса с амплитудой 37 кА возбуждает силу притяжения около. (4) Оценка средних значений силы показала, что среднее значение общей силы притяжения (сила Ампера плюс магнитное притяжение сила) при его действии может доходить до Н / м 2 .
. (2) Суперпозиция сил притяжения Ампера и сил магнитного притяжения в радиальных распределениях исключает провал силового воздействия на панель кузова автомобиля в области одновиткового индуктора.(3) В целом ферромагнитное притяжение в рассматриваемой ИСАС более эффективно, чем немагнитный металл. Ток индуктора с временной зависимостью в виде экспоненциально затухающего синуса с амплитудой 37 кА возбуждает силу притяжения около. (4) Оценка средних значений силы показала, что среднее значение общей силы притяжения (сила Ампера плюс магнитное притяжение сила) при его действии может доходить до Н / м 2 .
8. Экспериментальная проверка
Материал имел следующие свойства: предел текучести 310 МПа; удельная проводимость 1 / (Ом · мм).Экран из листового металла жестко закреплялся на поверхности массивной диэлектрической пластины, предотвращающей деформацию экрана. Одновитковый индуктор с внутренним диаметром 60 мм был установлен поверх экрана и покрыт изолирующей пластиной толщиной 1 мм. Заготовка была изготовлена из того же листа нержавеющей стали толщиной 1 мм. Рабочей зоной исследуемой индукторной системы является круглое отверстие диаметром 45 мм в изоляционной пластине на индукторе. Предполагалось, что часть заготовки из листового металла, расположенная напротив отверстия в изолирующей пластине, будет деформирована силами притяжения ЭДС.Амплитуда электрического тока, протекающего по катушке, составляла = 39,2 кА, частота разряда = 2 кГц. Относительный коэффициент демпфирования = 0,3. После восьми разрядов заготовка из листового металла притягивалась во внутреннее отверстие рабочей зоны: на поверхности листовой заготовки образовалась вмятина диаметром 40 мм и глубиной 1 мм (рис. 7 (а)). Частота следования разрядных импульсов ~ 10 Гц. То есть процесс привлечения занимал около 1 секунды.
Заготовка была изготовлена из того же листа нержавеющей стали толщиной 1 мм. Рабочей зоной исследуемой индукторной системы является круглое отверстие диаметром 45 мм в изоляционной пластине на индукторе. Предполагалось, что часть заготовки из листового металла, расположенная напротив отверстия в изолирующей пластине, будет деформирована силами притяжения ЭДС.Амплитуда электрического тока, протекающего по катушке, составляла = 39,2 кА, частота разряда = 2 кГц. Относительный коэффициент демпфирования = 0,3. После восьми разрядов заготовка из листового металла притягивалась во внутреннее отверстие рабочей зоны: на поверхности листовой заготовки образовалась вмятина диаметром 40 мм и глубиной 1 мм (рис. 7 (а)). Частота следования разрядных импульсов ~ 10 Гц. То есть процесс привлечения занимал около 1 секунды.
Дальнейшие исследования проводились аналогично предыдущему обзору. После того, как начальная выпуклость была создана на плоской заготовке с использованием описанного процесса электромагнитного притяжения, она была перевернута, и процесс удаления вмятины был физически смоделирован путем оттягивания выпуклости назад с помощью процесса электромагнитного притяжения. Экспериментальный образец показан на рисунке 7 (б). Вмятина была успешно удалена, что подтвердило предложенную концепцию.
Экспериментальный образец показан на рисунке 7 (б). Вмятина была успешно удалена, что подтвердило предложенную концепцию.
Следует отметить, что при проведении пилотных исследований защитная краска кузовных панелей автомобиля не была повреждена.Это открывает достаточно большие возможности и перспективы в создании и производстве нового современного оборудования для ремонтной техники.
9. Выводы
Проведенный теоретический анализ и эксперименты подтвердили предложенные концепции индукторных систем для ферромагнитных и неферромагнитных заготовок. Указанная индукционная система может быть использована как средство внешней магнитно-импульсной правки кузовных панелей автомобиля. В этом случае эффективное удаление вмятин происходит снаружи кузова автомобиля без повреждения окраски.
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов в отношении публикации данной статьи.
Станки для правки листового металла разматывающего устройства Soprem
Правка исходных материалов перед штамповкой имеет несколько причин. После использования правильного станка Soprem у меня будут ровные детали, что продлит срок службы моих инструментов и обеспечит стабильность процесса. Тогда не имеет значения, нахожусь ли я в начале или в конце катушки.Выровненный таким образом материал при использовании точного правильного станка SOPREM, т.е. лишенный внутреннего напряжения от первичного производства, готовится к дальнейшей обработке. Благодаря техническому оснащению станка для правки листового металла и деталей SCHUBERT или SOPREM, SOPREM гарантирует, что штамповка станет надежным процессом. Правильные машины SCHUBERT широко известны в основном благодаря лазерной технологии, где детали после лазера, но также и перед лазером, выравниваются с помощью 19-валкового правильного станка.Правка или прокатка проволоки или размотка и намотка листового металла также входят в программу компании SOPREM. Программа для разматывателей Soprem включает широкий спектр устройств. Разматыватели предназначены для разматывания полосы толщиной 0,05-12 мм и шириной 800 мм.
После использования правильного станка Soprem у меня будут ровные детали, что продлит срок службы моих инструментов и обеспечит стабильность процесса. Тогда не имеет значения, нахожусь ли я в начале или в конце катушки.Выровненный таким образом материал при использовании точного правильного станка SOPREM, т.е. лишенный внутреннего напряжения от первичного производства, готовится к дальнейшей обработке. Благодаря техническому оснащению станка для правки листового металла и деталей SCHUBERT или SOPREM, SOPREM гарантирует, что штамповка станет надежным процессом. Правильные машины SCHUBERT широко известны в основном благодаря лазерной технологии, где детали после лазера, но также и перед лазером, выравниваются с помощью 19-валкового правильного станка.Правка или прокатка проволоки или размотка и намотка листового металла также входят в программу компании SOPREM. Программа для разматывателей Soprem включает широкий спектр устройств. Разматыватели предназначены для разматывания полосы толщиной 0,05-12 мм и шириной 800 мм. Разматыватели, в том числе вращающиеся со встроенными правильными машинами, имеют грузоподъемность до 4 тонн.
Разматыватели, в том числе вращающиеся со встроенными правильными машинами, имеют грузоподъемность до 4 тонн.
Разматыватели
Размотка материалов играет важную роль в процессе штамповки.Подобно штамповочным инструментам, разматыватели и намотчики также должны выполнять свою роль. Разматыватели компании SOPREM заинтересуют Вас своей безотказной и не требующей обслуживания работой; тогда размотку можно производить даже в самых сложных условиях 24 часа в сутки. Разматыватели и намотчики SOPREM имеют множество конструкций, как в тоннажном, так и в горизонтальном или вертикальном исполнении. Горизонтальные разматыватели позволяют очень быстро загрузить на разматывающую пластину весь поддон с несколькими бухтами одновременно, что значительно сокращает время, необходимое для переналадки бухты.Таким образом, весь процесс сокращает время простоя до минимума. Намоточные машины SOPREM могут иметь как вращающуюся, так и простую конструкцию с множеством опций. По желанию заказчика намотчики могут быть оборудованы размоткой бумаги и тормозом. Сварка исходного материала-ленты играет свою роль в повышении производительности при крупносерийном производстве штампованных деталей. Сварщики позволят сваривать концы катушки, чтобы новую катушку не приходилось снова вдавливать в инструмент. В зависимости от сложности повторная установка инструмента занимает до 30 минут.За это время при помощи сварного змеевика можно сварить значительное количество штампованных деталей. Это очень способствует использованию времени машины. Таким образом, сварщик сокращает до минимума замену и запуск новой катушки и исключает риски выхода из строя штамповочного инструмента, которые огромны только во время врезания в инструмент. Сварщик компании Soprem может сваривать практически все распространенные материалы, предназначенные для штамповки, конечно, также нержавеющую сталь и медь. Сварщики умеют сваривать материалы толщиной от 0.08-2 мм с лентой шириной до 300 мм.
По желанию заказчика намотчики могут быть оборудованы размоткой бумаги и тормозом. Сварка исходного материала-ленты играет свою роль в повышении производительности при крупносерийном производстве штампованных деталей. Сварщики позволят сваривать концы катушки, чтобы новую катушку не приходилось снова вдавливать в инструмент. В зависимости от сложности повторная установка инструмента занимает до 30 минут.За это время при помощи сварного змеевика можно сварить значительное количество штампованных деталей. Это очень способствует использованию времени машины. Таким образом, сварщик сокращает до минимума замену и запуск новой катушки и исключает риски выхода из строя штамповочного инструмента, которые огромны только во время врезания в инструмент. Сварщик компании Soprem может сваривать практически все распространенные материалы, предназначенные для штамповки, конечно, также нержавеющую сталь и медь. Сварщики умеют сваривать материалы толщиной от 0.08-2 мм с лентой шириной до 300 мм.
Печатные каталоги доступны по адресу:
тел . : +420 577 607315
: +420 577 607315
электронная почта: [email protected]
Ссылки
http://www.soprem.ch//
Процесс правки деталей из листового металла: полное руководство
Необходимость правкиИз-за влияния таких факторов, как внешнее усилие или нагрев, сталь будет подвергаться различным деформациям.
Сырье, такое как стальной лист и профильная сталь, перед производством деформируется на неровности, изгиб, скручивание, волна и т. Д.
Сложно гарантировать качество маркировки, нумерации и лофтинга, а также изготовления и сборки деталей.
Следовательно, перед нанесением маркировки, нумерации, подъема и формовки сырье с чрезмерной деформацией необходимо исправить.
Причины деформации сырья Деформация, вызванная остаточным напряжением стали В процессе прокатки стали могут возникать остаточные напряжения, и сталь может деформироваться.
Например, при прокатке стального листа из-за неисправности механизма регулировки валков зазор между валками непостоянный, и растяжение стали в направлении прокатки непостоянно.
Деталь с небольшим зазором имеет большой выступ из стали; деталь с большим зазором имеет небольшое удлинение.
Следовательно, более крупная удлинительная часть сдерживается меньшей расширяющейся частью для создания сжимающего напряжения, в то время как меньшая расширяющая часть создает растягивающее напряжение.
Когда сталь охлаждается быстрее или по другим причинам, эта часть напряжения остается в стали и образует остаточное напряжение.
Когда сталь подвергается сдвигу, термической резке или другим факторам, остаточное напряжение частично снимается, и сталь деформируется.
Деформация, вызванная обработкой сталиВ процессе обработки стали из-за внешней силы или неравномерного нагрева сталь может деформироваться.
Например, резка, газовая резка или сварка стальных листов вызовут деформацию стали из-за напряжения, неравномерного нагрева и охлаждения.
Сырьем, используемым в холодном листовом металле, являются длинные и большие стальные листы и профильные стали. При неправильном подъеме, транспортировке и хранении сталь будет гнуться, скручиваться и локально деформироваться под действием собственного веса.
ИтогоДеформация стали объясняется многими причинами. Если деформация стали превышает допустимое отклонение, ее необходимо выпрямить.
Выпрямление ПринципПредполагая, что сталь состоит из нескольких слоев волокон в направлении толщины, когда сталь прямая, длина волокон каждого слоя одинакова; при изгибе стали длина волокон каждого слоя неодинакова.
Как показано на рисунке, когда сталь прямая, длины ab и cd равны; когда сталь гнута, длина c / d / короче, а длина a / b / больше.
Выпрямление — это использование внешней силы или нагрева для удлинения более короткого волокна стали или укорочения более длинного волокна. Наконец, длина волокна каждой части стремится быть одинаковой, что исключает изгиб, скручивание, неравномерную деформацию стали или заготовки.
Наконец, длина волокна каждой части стремится быть одинаковой, что исключает изгиб, скручивание, неравномерную деформацию стали или заготовки.
Рис.1
Правка МетодыСуществует множество методов правки, которые можно разделить на ручную правку, механическую правку и правку пламенем в зависимости от источника и характера внешней силы .
Общие инструменты для ручного управления Правка — Ручной молотокКак использовать ручной молоток :
Требования к работе:
1) Освоить использование ручных молотков путем обучения;
(2) Вытрите масляные пятна с поверхности молотка и рукоятки перед использованием, чтобы не поскользнуться и не поранить людей;
(3) Убедитесь, что рукоятка ослаблена, чтобы избежать несчастных случаев из-за выпадения головки молотка.
Молоток
Молоток — основной инструмент при холодной обработке листового металла. Он имеет множество форм и функций.
(1) Молоток с плоской головкой:
Он в основном используется для ударов по плоским поверхностям, но может также поражать более глубокие выемки и углы кромок, как показано на Рисунке 2-а.
(2) Колющий молоток:
Он в основном используется для прямого удара по компонентам дугообразной формы, а также может использоваться в качестве инструмента для отрыва и прокладки, как показано на Рисунке 2-b.
(3) Молоток дуги:
Он в основном используется для формовки и производства дугообразных деталей, например, для ремонта или подготовки торцевых крышек валов небольших автомобилей, как показано на Рисунке 2-c.
(4) Промежуточный молоток:
Используйте промежуточный молоток, чтобы избежать прямого удара по заготовке, как показано на Рисунке 2-d.
Рис. 2 Молоток
(5) Пластиковый молоток с плоской головкой:
Он в основном используется для обрезки углов коробок и других деталей, как показано на Рисунке 2-е.
(6) Крановый молот:
Он в основном используется для удаления небольших ямок на поверхности заготовки, как показано на Рисунке 2-f.
(7) Молоток других форм
В зависимости от необходимости удара молотком головка молотка может иметь различные формы, например, резиновый молоток, деревянный молоток, медный молоток и т. Д., Как показано на рисунке 2-g.
Рис. 2 Молоток
Правильное использование ручного молотка показано на Рис. 3.
Рис.3 Правильное использование ручного молотка
1. Правка вручную процессРучная правка выполняется с помощью такого инструмента, как молоток на плоской пластине, сверлильной наковальне или настольных тисках .
Распространенные методы ручной правки включают метод растяжения, метод скручивания, метод изгиба и метод растяжения.
Метод удлинения
Метод удлинения в основном используется, когда середина листа выпуклая, а края волнистые или деформированные, как показано на рисунке 4.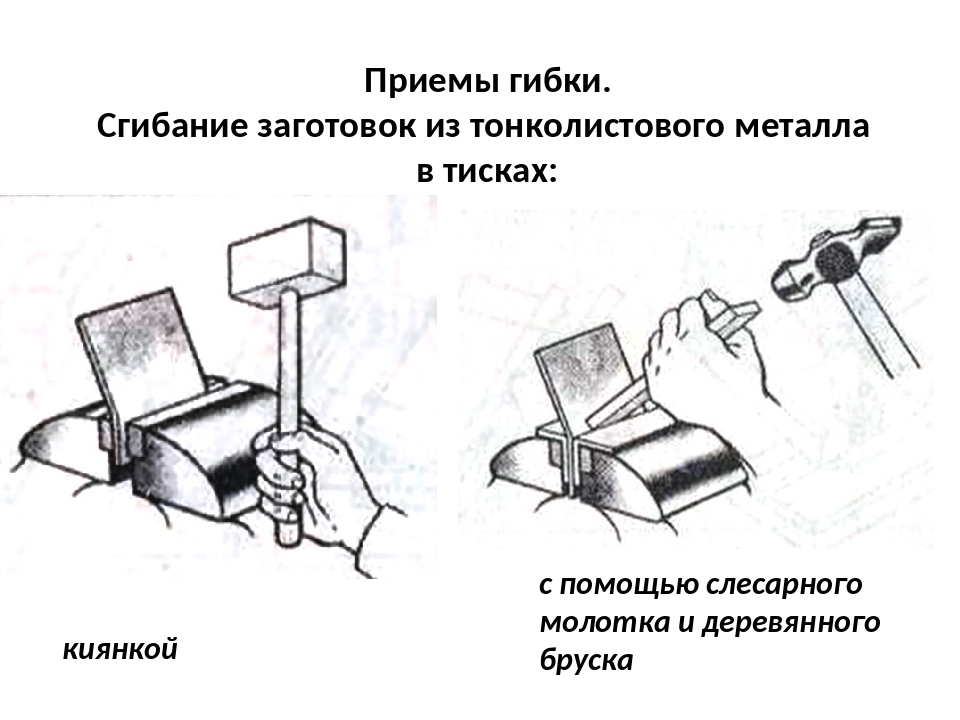
Рис. 4. Метод растяжения для правки тонких металлических пластин
Метод скручивания
Метод скручивания используется для исправления деформации полос.
Во время работы полосы удерживаются в лабораторных тисках и скручиваются до их первоначальной формы с помощью гаечного ключа, как показано на рисунке 5.
Рис. Метод гибки используется для выпрямления различных гнутых стержней и полос, изгибающихся в направлении ширины.
Метод растяжения
Метод растяжения используется для исправления множества тонких проволок, как показано на рисунке 6.
Рис.6 Правка прямых материалов растяжением
(1) S вытягивание выступающей поверхности
Шаг 1: Выпуклая поверхность пластины из листового металла должна быть помещена на платформу, лист можно удерживать левой рукой и молоток можно держать правой рукой.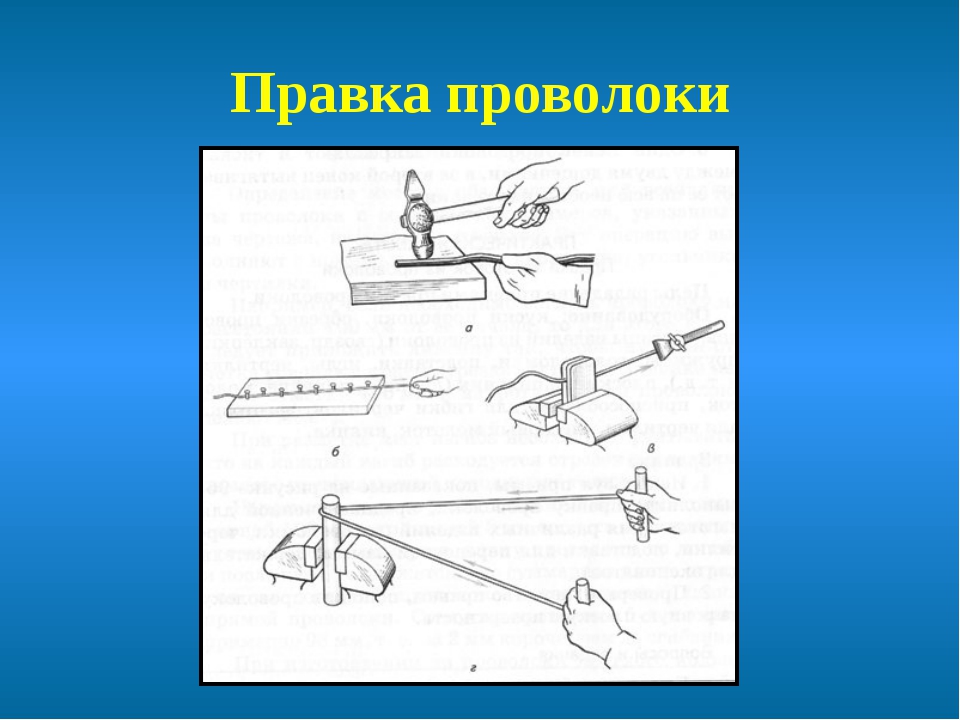
Шаг 2. Удар должен начинаться от края листа и постепенно приближаться к центру выпуклой поверхности барабана, как показано на рисунке 4.
Шаг 3. После того, как лист в основном исправлен, следует использовать деревянный молоток. использоваться для корректирующего удара, чтобы равномерно распределить всю организацию.
(2) S растяжка краевого коробления
Шаг 1: Волнистый лист должен быть помещен на платформу, листовой металл можно удерживать левой руку и молоток можно держать правой рукой.
Шаг 2: Удар начинается с середины листа и постепенно распространяется вокруг, как показано на Рисунке 7.
Шаг 3: После того, как лист в основном исправлен, деревянный молоток используется для выполнения регулировочного удара, чтобы заставить вся группа растягивается равномерно.
Рисунок 7
( 3 ) S выравнивающий лист диагональной деформации 914 При установке на платформу листовой металл можно держать левой рукой, а молоток — правой рукой. Шаг 2: Нарезание резьбы начинается по диагональной линии без деформации, а затем растягивается в обе стороны, чтобы растянуть и исправить, как показано на Рисунке 8. Шаг 3: После того, как лист в основном исправлен, деревянный Молоток используется для выполнения регулировочного удара, чтобы равномерно растянуть всю ткань. (4) Прикосновение и толкание правка листового металла Как показано на Рисунке 9, использование хлопушки (утюга) для ударов по листу может сократить выступающую часть лист, в то время как натяжная часть растягивается под давлением для выпрямления. Рис.8 Правка диагональной деформации Рис.9 Патчение и правка листового металла с толканием (5) S растяжка деформации изогнутой выпуклый Как показано на Рисунке 10, сначала молоток должен быть совмещен с центром верхнего утюга, затем выполняется правка молотка. Рис.10 Распрямление деформации криволинейного выпуклого конуса Рука, держащая молоток, не должна быть слишком тугой, тогда ей нужно ударить с силой запястья. Скорость удара около 100 раз / мин. ( 6) S растяжка развальцовки вогнутой поверхности Как показано на Рис. молотком, который является более высокой частью неровной поверхности. Рис. 11 Выпрямление вогнутой поверхности Развальцовка Это позволяет пластине подвергаться воздействию силы между утюгом и острием молотка. (7) S растяжка с большой вогнутостью Как показано на рисунке 12. Во-первых, средняя часть вогнутости может быть нагрета паяльной лампой. до ярко-розового состояния, а затем нижнюю сторону средней части можно приподнять с помощью верхнего утюга, чтобы можно было сначала восстановить исходную вогнутость. Затем молоток и верхняя часть утюга используются вместе для постепенного выравнивания части, которая становится выше со всех сторон, чтобы восстановить исходную геометрическую форму. Рисунок 12 Выпрямление большой вогнутости ( 8) S вытягивание поверхностей большой кривизны при изображении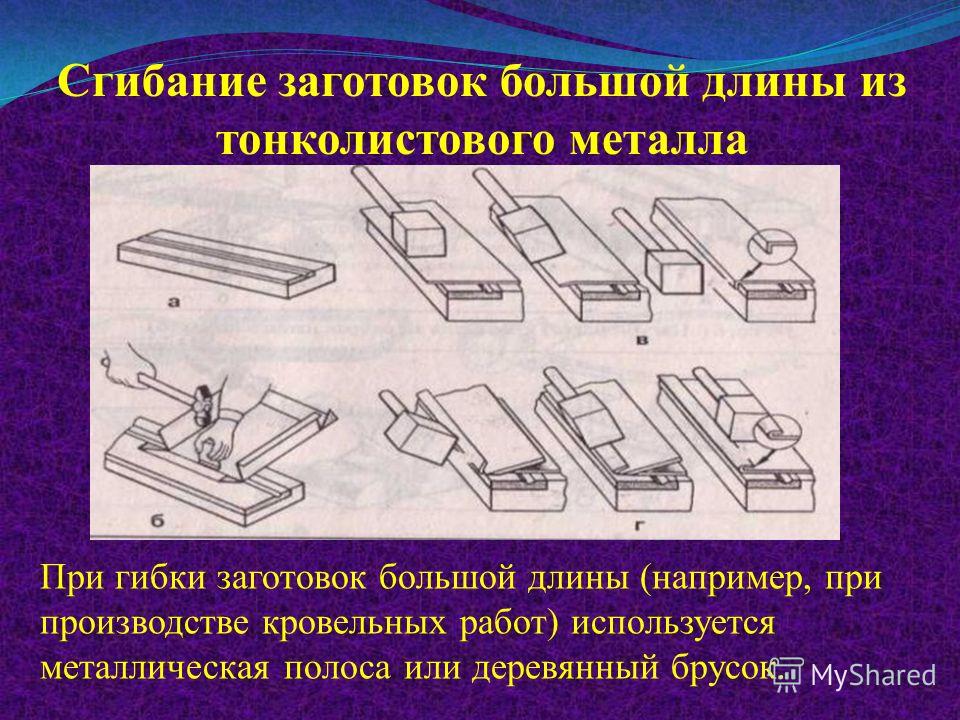

Рисунок 13 Выравнивание поверхностей большой кривизны
( 9) S вытяжка мелких вмятин малых вмятин Как показано
кончик отбойного молотка используется для выравнивания углубления изнутри наружу.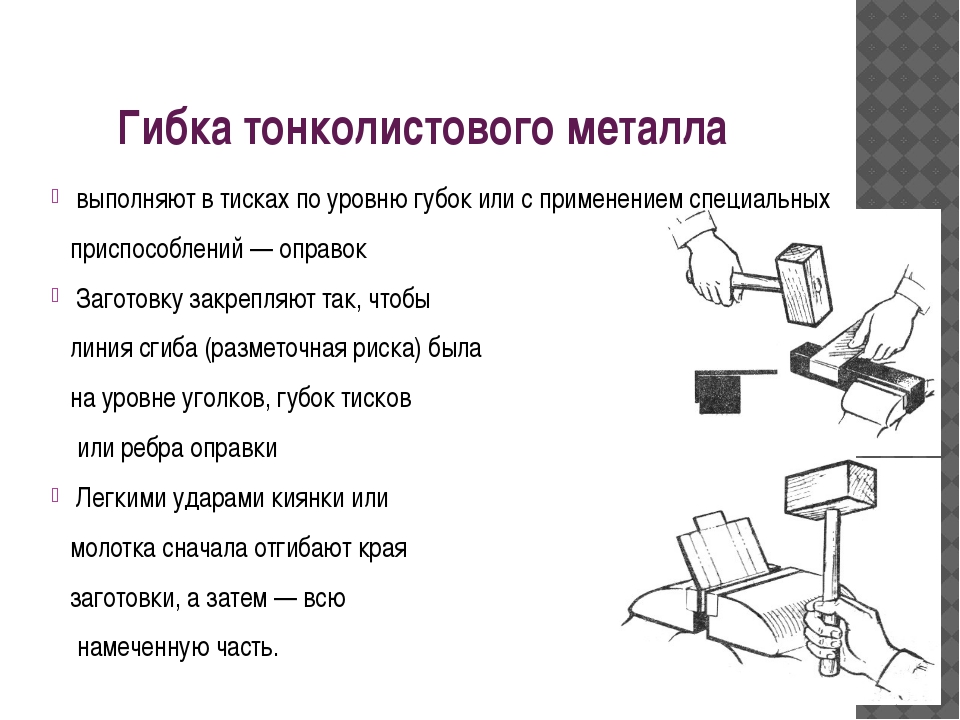
Рис. 14 Выравнивание небольших вмятин
② Как показано на Рис. 15, для проникновения в узкое пространство и выравнивания углубления используется пруток.
Этот метод обычно используется для поддевания выемок дверей, задних крыльев и других закрытых панелей кузова.
Рис. 15 Используйте лом для извлечения углубления.
③ Как показано на Рис. 16, углубление выравнивается с помощью съемника депрессии.
Рис. 16 Используйте съемник для выравнивания углубления.
В основном используется для обработки закрытых панелей кузова или складок, недоступных сзади.
④ Тяга используется для выравнивания углубления, как показано на Рисунке 17, выступ опускается при ударах и вытягивании, а углубление поднимается.
Рис.17 Используйте тягу для выравнивания углубления
(10) правка скрученных плоская сталь
Шаг 1: Удерживайте плоскую сталь на тисках скамейки.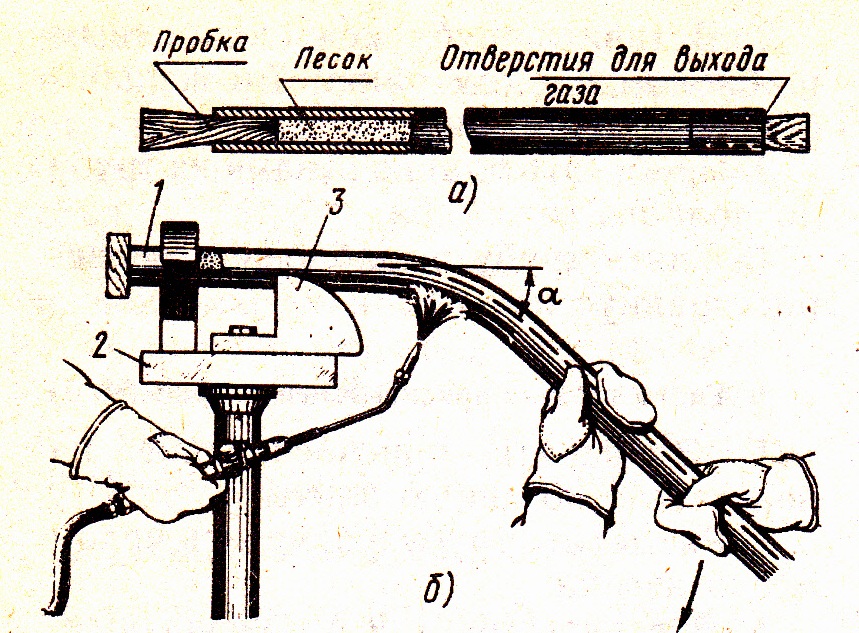
Шаг 2: Удерживая другой конец плоского стального листа с помощью тенорового ключа, сожмите плоский стальной лист, скрученный в направлении, противоположном скручиванию, как показано на рисунке 18.
Рис.18 Используйте настольные тиски для исправления искажения
Шаг 3: После того, как искажение в основном устранено, для его исправления используется упрочнение.
Этап 4∶ При штамповке плоский стальной лист наклонен, плоский участок опирается на платформу, а скрученный изогнутый участок выходит за пределы платформы, как показано на рисунке 19.
Рис.19
Этап 5∶ Используйте молотком для удара по части, которая слегка деформирована вверх за пределами платформы, расстояние между точкой удара и платформой примерно в два раза больше толщины листа, и перемещайте плоский стальной лист к платформе во время удара.
Шаг 6: Поверните на 180 ° и повторяйте те же удары молотком до исправления.
(11) Деформация и правка угловой стали (Рисунок 20 )
Рис.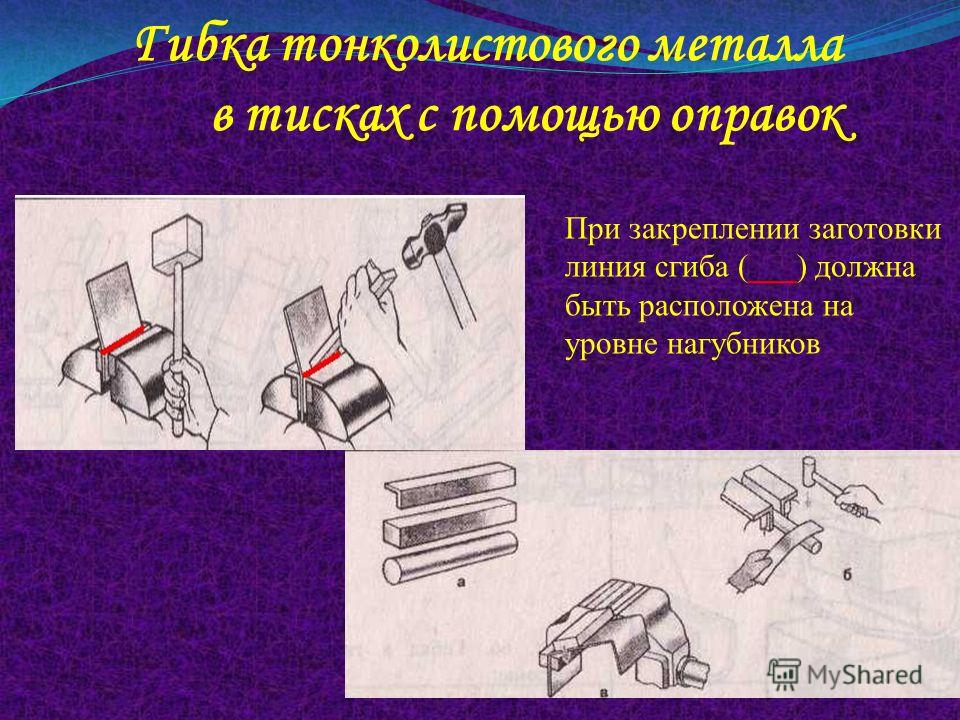 20 Деформация 1 угловой стали
20 Деформация 1 угловой стали
Шаг 2: Согните угол наружу, пробейте края двух прямоугольных сторон, пробейте с края, как показано на Рисунке 21 (a).
Что касается внутреннего угла изгиба, он должен быть выше оснований двух прямоугольных сторон, как показано на Рисунке 21 (b).
Рис.21 Правка стального уголка
Шаг 3: Зажмите один конец скрученного уголка в тисках.
Шаг 4: Удерживая правый угол другого конца стального уголка с помощью гаечного ключа, заставьте стальной уголок повернуться в противоположном направлении и немного превзойти нормальное состояние стального уголка, как показано на рисунке 22.
Рис. 22 Исправление деформации стального уголка
Шаг 5: Повторите несколько раз, чтобы в основном устранить деформацию стального уголка.
( 12) S растяжка из круглой стали деформации
Как показано на рисунке 23, круглая сталь в основном изогнута и деформирована Для выпрямления необходимо только разместить круглую сталь на платформе так, чтобы выступы были направлены вверх.
Рис. 23 Выравнивание деформации круглой стали
Используйте подходящий промежуточный молоток для размещения круглых стальных выступов, а затем ударьте по верхней части промежуточного молотка для исправления.
(13) S растяжка прямоугольной рамы
Метод правки: Прямоугольная сварная деталь показана на рисунке 24,
Рис.24 Выпрямление прямоугольной рамы
Когда рама AD и BC сторона явления двустороннего изгиба, рама может быть установлена на платформе.
Внешний фланец AD обращен вверх, два конца стороны BC смягчены, а выступ E загнут.
Если все четыре стороны слегка изогнуты, неровность может быть выбита наружу или внутрь соответственно.
Если ошибка размера не слишком велика, необходимо поднять раму и отбить конец более длинной стороны, чтобы сократить общую длину.
Если B и ∠D меньше 90 °, можно использовать метод, показанный на Рисунке 25, чтобы забить точку B, чтобы расширить ее.
Рис.25
2. Механическая правка процессРучная правка неэффективна и трудоемка, поэтому подходит только для мелких деталей.
Для правки деталей большего размера используется специальное оборудование.
Механическая правка осуществляется с помощью правильной машины для многократно повторяющейся гибки стального листа, так что длина стального листа из неравных волокон имеет тенденцию быть одинаковой, что позволяет достичь цели правки.
(1) M Механическая правка листового металла деталей
Рабочие требования
(1) Правильно используйте роликовый выравниватель
(2) При необходимости выровняйте деформированные детали из листового металла;
(3) Не кладите руки на валик во время работы.
Этапы операции
(1) Механическое выравнивание металлических листов:
Метод выравнивания: Как показано на Рисунке 26, зазор между роликами регулируется в соответствии с толщиной листа.
Качество правки зависит от точности ролика.
Рисунок 26 Механическое правление листового металла
(2) Прокатка предварительно отформованных заготовок
Метод прокатки: Как показано на Рис.27, ролики под заготовкой сначала заменяются роликами с немного меньшей кривизной, чем ролики над заготовкой.
Затем нижний ролик поднимается быстросъемным устройством, в то время как заготовка помещается между роликами, а давление нижнего ролика регулируется так, чтобы заготовка могла скользить между роликами при умеренном давлении.
Рис. 27 Прокат формованных деталей
Примечание. Полностью прокатан во избежание локального растяжения.
Используйте шаблон для проверки кривизны заготовки в любое время.
После прокатки деталей из листового металла по очереди в одном направлении заготовку нужно повернуть на 90 °.
После повторения вышеуказанной операции линия прокатки пересечет исходное направление, как показано на рисунке 28.
Рис. 28
(3) Волнистые складки плоского листового проката
Метод прокатки : Как показано на Рисунке 29, направление движения металлического листа во время прокатки диагонально по отношению к первоначальному направлению движения, давление поддерживается равномерным, и он движется устойчиво, чтобы снова избежать ряби.
Рис.29
( 4 ) Метод формовки для большого листового металла
Метод формовки: Как показано на Рис.30, для удержания заготовки требуются два человека во время прокатки больших деталей из листового металла в соответствии с требованиями к заготовке, а затем она перемещается вперед и назад на прокатном станке, как описано выше.
Рис.30 Метод формовки больших деталей из листового металла
3.F хром процесс правкиПравка пламенем — это правка деформированной стали методом местного пламенного нагрева.
Металлические материалы обладают свойством термического расширения и сжатия.
При выпрямлении пламенем эта новая деформация используется для исправления исходной деформации.
1. Положение нагрева, уровень энергии пламени и выпрямление
Эффект выпрямления пламенем в основном зависит от положения нагрева и расхода энергии пламени.
Различные положения нагрева могут исправить деформацию в разных направлениях.
Неправильно выбранное место не только не исправит деформацию, но и сделает деформацию более сложной и серьезной.
2 . Метод нагрева
(1) Точечный нагрев: нагреваемая область представляет собой точку в форме круга с определенным диапазоном диаметров, поэтому это называется точечным нагревом, как показано на рисунке 31a.
(2) Линейный нагрев: Площадь нагрева линейна в определенном диапазоне, поэтому это называется линейным нагревом, как показано на Рисунке 31b.
(3) Треугольный нагрев: метод нагрева, при котором область нагрева имеет треугольную форму, называется треугольным нагревом, как показано на Рисунке 3-30c.
Рис.31 Метод нагрева
3. Операция правки пламенем
- Правка пламенем центральной выпуклой детали
Этап 1: Листовой металл помещается на платформу и прижимается к доске. клипы.
Шаг 2: Конвекс можно нагреть точечным нагревом, как показано на Рисунке 32 (а).
Пояснение: Также можно использовать линейный нагрев, как показано на Рис. 32 (b).
Шаг 3: После выравнивания зажимы постукивают молотком в горизонтальном направлении, чтобы освободить зажимы и вынуть листовой металл.
Рис.32 Правка пламенем центральной выпуклой заготовки
- Правка пламенем краевых волнистых заготовок
Шаг 1: Используйте зажимы, чтобы прижать лист к платформе с трех сторон, и не зажимайте ту сторону, где волнистая деформация концентрируется, как показано на рисунке 33.