
GTAW | Сварка и сварщик
Сущность процесса сварки ТИГ
Полное наименование этого процесса сварки таково: Ручная дуговая сварка в инертном газе вольфрамовым электродом (ДСТУ 3761.3-98 «Сварка и родственные процессы. Часть 3 Сварка металлов: соединения и швы, технология, материалы и оборудование. Термины и определения»). Схема и сущность процесса сварки ТИГ показана на рисунке ниже.
При сварке плавлением в защитных газах в качестве источника нагрева используется мощная электрическая дуга. В дуге электрическая энергия преобразуется в тепловую, плотность которой достаточна для локального плавления основного металла. В условиях атмосферы (21%О2+78%N2) зона сварки должна надежно защищаться от насыщения металла шва кислородом и азотом воздуха, которые ухудшают его свойства. Защитные газы, подаваемые через сопло, вытесняют воздух и таким образом защищают сварочную ванну и электрод.
Сварка аргоном осуществляется неплавящимся электродом в среде инертного газа – аргона (TIG, GTAW), от чего и происходит её название.
Другие названия аргонной сварки – «сварка аргоном», «аргоновая сварка», «аргонодуговая сварка».
Приведенные ниже советы для сварки неплавящимся электродом или как ее еще называют — сварка аргоном, помогут вам сберечь время, нервы и деньги на исправление дефектов и обеспечить высокое качество сварки. Соблюдение последовательности действий помогут выполнить работу в срок и избежать лишних проблем в процессе и после сварки.
Ранее мы публиковали видео с канала «Сварка аргон» о технике сварки углового соединения трубы с пластиной ручной аргонодуговой сваркой неплавящимся электродом (TIG,
Это видео полностью посвящено аргонодуговой сварке (TIG, GTAW) нержавеющих сталей:
У многих начинающих сварщиков возникают трудности при сборке обечайки с днищем или диском. Немаловажную роль в этом играет последовательность сборки и прихватки .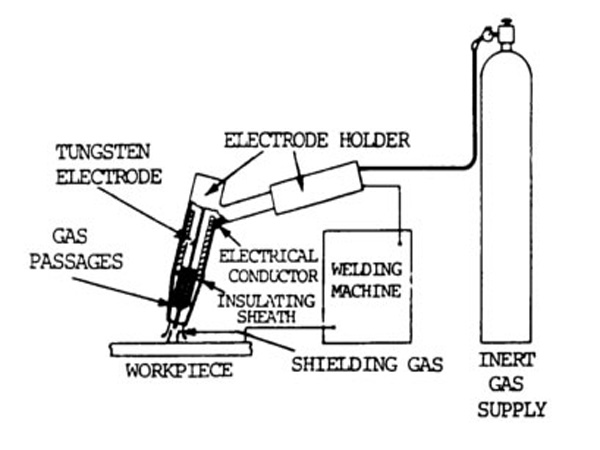
Впервые возможность сварки в среде инертных газов исследовал американец Чарльз Л. Коффин (Charles L. Coffin) в конце 19 века. Однако, даже в начале 20 века сварка таких материалов, как алюминий и магний была затруднена из-за их высокой активности в кислороде воздуха.
В начале 1930-х годов в США для сварки начали применять инертные газы, наполняемые в сосуды. Немного позднее в авиастроении был внедрен процесс сварки магния на постоянном токе. Этот процесс усовершенствовал и доработал Рассел Мередит (Russel Meredith) из Нортроп Эйркрафт (Northrop Aircraft).
Рассел Мередит разработал конструкцию горелки и запатентовал процесс Heli-Arc welding под номеро 2274631 для сварки магния и его сплавов. Таким образом, 1941 год является годом рождения TIG сварки. Позднее Рассел Мередит продал все права на использования патента и торговой марки HELIARC компании Линде Дивижн (Linde Division).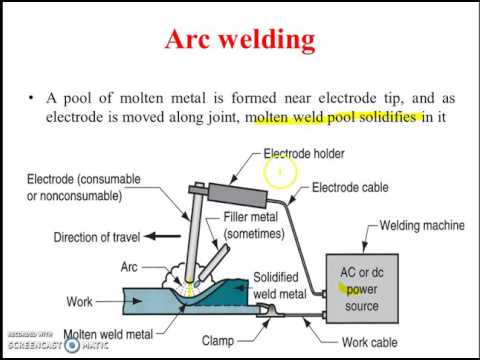
В статье Сварка в инертных газах вольфрамовым электродом (TIG) мы уже давали описание аргонодуговой (TIG) сварки, но как говорится «вместо тысячи слов» рекомендуем посмотреть данное видео.
Страницы
- 1
- 2
- следующая ›
- последняя »
TIG, WIG, MIG/MAG, GMA, GMAW, GTAW, SAW, SMAW, UP, PAW, PTAW
АЛЬФА ИНЖИНИРИНГ: Виды сварки: TIG, WIG, MIG/MAG, GMA, GMAW, GTAW, SAW, SMAW, UP, PAW, PTAW- Главная
- Информация
 org/ListItem»>Статьи
org/ListItem»>Статьи- Расшифровываем сварочные аббревиатуры
В настоящее время в среде сварщиков используется большое количество аббревиатур из английского и немецкого языков. Ниже мы попробуем прояснить наиболее часто используемые из них.
Сварка TIG — Tungsten Inert Gas – ручная дуговая сварка неплавящимся электродом в среде инертного защитного газа. Аналогом аббревиатуры TIG в немецкоязычной литературе будет WIG (Wolfram Inert Gas) ввиду того, что в качестве материала для неплавящихся электродов используется вольфрам. Также сварка TIG может иногда называться GTA (Gas Tungsten Arc).Сварка TIG может производиться с ручной или автоматической подачей присадочной проволоки или без нее. Частично аналогом аббревиатуры TIG является аббревиатура АДС – аргоно-дуговая сварка. Однако это не покрывает все варианты сварки TIG, так как при ней в качестве защитного газа может использоваться не только аргон, но и гелий, азот или различные газовые смеси.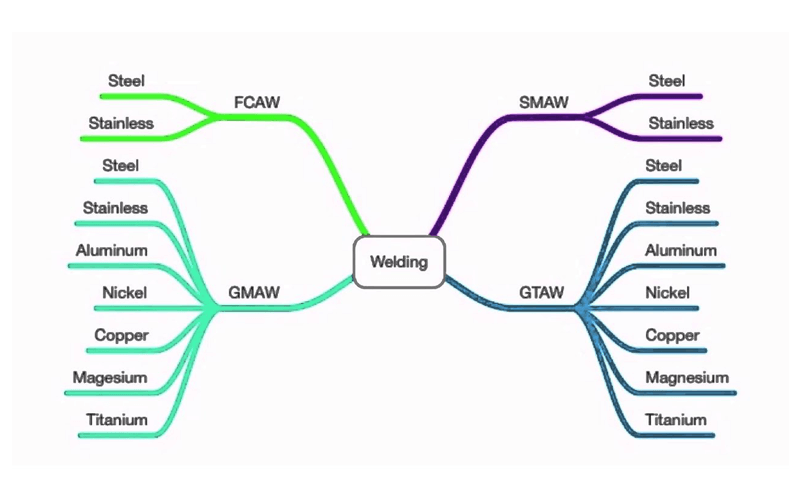
Сварка MIG/MAG — Metal Inert/Active Gas – представляет собой дуговую сварку плавящимся металлическим электродом (проволокой) в среде инертного/активного защитного газа с автоматической подачей присадочной проволоки. Данный метод сварки с успехом применяется при роботизированной и автоматизированной сварке. Также метод сварки MIG/MAG может обозначаться как GMA — Gas Metal Arc.
В случае если используется роботизированная сварка MIG/MAG, то она может обозначаться аббревиатурой GMAW — Gas Metal Automatic Welding. Автоматизированная (роботизированная) сварка TIG обозначается аббревиатурой GTAW — Gas Tungsten Automatic Welding. Это также автоматическая дуговая сварка неплавящимся электродом в среде инертного защитного газа.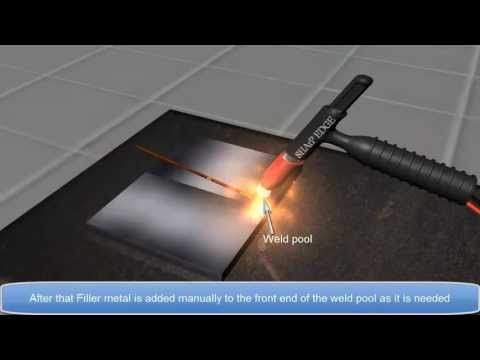 Если производится автоматическая дуговая сварка металлическим электродом (проволокой) под слоем флюса, то используется аббревиатура SMAW (Submerged Metal Automatic Welding). Также при роботизированной сварке может быть использована сварка FCAW (Flux Core Arc Welding) — дуговая сварка плавящейся порошковой проволокой с автоматической подачей присадочной проволоки (проволока самозащитная или для сварки в среде защитного газа).
Если производится автоматическая дуговая сварка металлическим электродом (проволокой) под слоем флюса, то используется аббревиатура SMAW (Submerged Metal Automatic Welding). Также при роботизированной сварке может быть использована сварка FCAW (Flux Core Arc Welding) — дуговая сварка плавящейся порошковой проволокой с автоматической подачей присадочной проволоки (проволока самозащитная или для сварки в среде защитного газа).
Сварка под флюсом имеет следующие аббревиатуры: SAW (Submerged Arc Welding) – собственно дуговая сварка под флюсом и SMAW (Submerged Metal Arc Welding) — автоматическая дуговая сварка металлическим электродом (проволокой) под слоем флюса. В немецкоязычной литературе вместо аббревиатуры SAW используется UP — Under Pulver.
Плазменная сварка обозначается следующим образом: PAW (Plasma Arc Welding) – плазменная сварка, PTAW (Plasma Transferred‐Arc Welding) — плазменная сварка дугой прямого действия. Дополнением PAW-CW обозначается сварка с подачей нейтральной (холодной) присадочной проволоки, PAW-HW — с подачей электропроводящей (подогретой) присадочной проволоки, PAW‐DC – плазменная сварка на постоянном токе, PAW‐AC – сварка на переменном токе.
Если перед вами стоит задача роботизированной сварки любым из перечисленных выше способов, приглашаем вас обратиться в нашу компании. Специалисты компании АЛЬФА ИНЖИНИРИНГ проконсультируют вас по всем интересующим вас вопросам, а также разработают и внедрят роботизированную сварочную ячейку на базе промышленного робота FANUC.
Категории
- Бизнес-советы3
- Инженерные системы10
- Обзор рынка1
- Техническая информация4
- Управление производством11
Облако тегов
конвейеры роботы техническое зрение
Сварка GTAW (сварка TIG) Значение, оборудование и карьера
Сварка GTAW Процесс также широко известен как Сварка TIG или сварка вольфрамовым электродом в среде инертного газа  Это процесс дуговой сварки, в котором для получения сварных швов используется неплавящийся электрод (вольфрам). Обычно в сварке TIG используются присадочные материалы, но в некоторых случаях это может не потребоваться. В этом процессе область сварки защищена атмосферным загрязнением инертным защитным газом.
Это процесс дуговой сварки, в котором для получения сварных швов используется неплавящийся электрод (вольфрам). Обычно в сварке TIG используются присадочные материалы, но в некоторых случаях это может не потребоваться. В этом процессе область сварки защищена атмосферным загрязнением инертным защитным газом.
Основные моменты сообщения:
- Что такое сварка TIG?
- Сварочное оборудование TIG
- Защитные газы для различных металлов при сварке TIG
- Газы, выделяющиеся при сварке
- Как защититься от сварочных газов?
- Где используется сварка TIG?
- Области применения сварки TIG
- Компании нанимают сварщиков TIG
- Типы работ для сварщиков TIG
- Заработная плата сварщика TIG
Что такое сварка TIG?
Сварка GTAW (TIG) является одним из методов сварки. Это происходит путем зажигания дуги между заготовкой и неплавящимся вольфрамовым электродом. Инертный газ, обычно аргон, защищает сварочную ванну и электрод, который подается через газовый баллон на конце сварочной горелки.
Это происходит путем зажигания дуги между заготовкой и неплавящимся вольфрамовым электродом. Инертный газ, обычно аргон, защищает сварочную ванну и электрод, который подается через газовый баллон на конце сварочной горелки.
Сварочное оборудование TIG
Как и другие типы сварки, для дуговой сварки вольфрамовым электродом (GTAW) также используется оборудование. Они следующие:
1. Сварочная горелка
Сварочная горелка должна быть хорошо изолирована и проста в обращении для ручной сварки. Механическая сварка требует этих необходимых вещей. В основном, есть два типа сварочных пистолетов.
i) Сварочная горелка с водяным охлаждением : Может выдерживать сварочный ток 400 А.
ii) Сварочная горелка с воздушным охлаждением : Может выдерживать сварочный ток 200 А.
2. Зажигание дуги
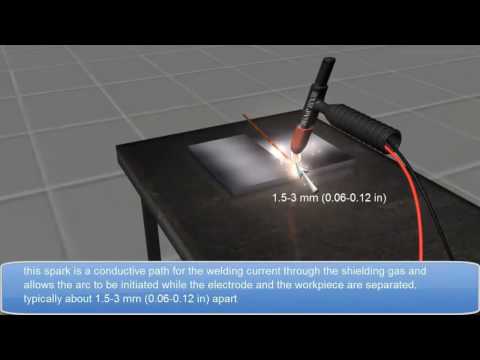
Высокочастотный генератор является основным источником воспламенения. Он производит искру, которая инициализирует необходимый проводящий путь. Частота начального импульса зажигания может быть разной МГц.
Частота начального импульса зажигания может быть разной МГц.
Обычно сварщики не должны практиковать зажигание дуги, царапая электродом заготовку. Потому что это вызывает риск появления вольфрамовых включений в сварном шве и повреждения электрода. Вместо этого другим методом является метод «подъемной дуги», который происходит при прикосновении электрода к заготовке.
3. Источник питания
Обычно TIG работает на постоянном токе с отрицательным электродом. Когда электрод подключен к положительному полюсу, при сварке алюминия разрушается оксидный слой. Поэтому магний и алюминий обычно сваривают на переменном токе. Как правило, источники питания TIG управляются электронным способом.
4. Прямоугольная волна переменного тока
В 1970-х годах применялось несколько новых конструкций источников питания. По сути, они работают над новой технологией, включающей прямоугольную форму волны. Они не используют постоянное высокочастотное напряжение зажигания для сварки TIG на переменном токе.
5. Импульсный термический
Импульсный термический в основном обеспечивает лучший контроль ванны расплава и процесса затвердевания. Установка низкой частоты импульсов позволяет ванне расплава частично затвердевать. Импульсная подача тепла имеет некоторые преимущества, такие как лучший контроль проникновения и профиля проникновения; лучший контроль сварочной ванны при позиционной сварке; меньшая чувствительность к изменениям ширины зазора; и сниженная чувствительность к неравномерной теплопроводности и отводу.
6. Оборудование для контроля
Потребность в оборудовании для контроля зависит от степени механизации процесса сварки. Обычно автоматически регулируются предварительная и последующая подача защитного газа, а также ВЧ-генератор. Наклон тока вниз и способность пульсировать током заполняют кратеры. Предварительная и дополнительная подача газа защищают электрод и сварочную ванну от окисления.
7. Электроды для процесса TIG
Перед выбором подходящего электрода для сварки TIG следует обратить внимание на множество характеристик.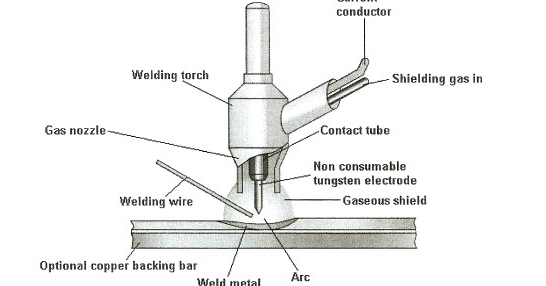 Сварщики должны их учитывать.
Сварщики должны их учитывать.
- Хорошая эмиссия электронов
- Высокая температура плавления
- Хорошая теплопроводность
- Низкое электрическое сопротивление
- Материал, наилучшим образом отвечающий этим требованиям, — вольфрам .
Взгляните на IS0 6848 Электроды для сварки ВИГ и их детали
| Добавка | Доля (%) | Цветовые коды | Типы | AC/DC |
| 0 | Зеленый | WP | АС | |
| Церий | 2 | Серый | WC20 | AC/DC |
| Лантан | 1 | Черный | WL10 | AC/DC |
| Цирконий | 0,8 | Коричневый | WZ8 | АС |
| Торий | 2 | Красный | WT20 | DC |
Защитные газы для различных металлов при сварке GTAW
Существует много газов, используемых в процессах сварки и других связанных процессах сварки и резки. Это топливные газы (ацетилен, пропан, бутан) и защитные газы (двуокись углерода, аргон, гелий). Кроме того, небольшое количество кислорода используется как в топливном газе, так и в защитном газе в виде смеси.
Это топливные газы (ацетилен, пропан, бутан) и защитные газы (двуокись углерода, аргон, гелий). Кроме того, небольшое количество кислорода используется как в топливном газе, так и в защитном газе в виде смеси.
Защитные газы используются в зависимости от материала заготовки при выполнении процесса сварки TIG.
1. Защитный газ для стали
Как правило, при сварке TIG используется аргон для следующих материалов, таких как нержавеющая сталь, нелегированная сталь и низколегированная сталь. Смесь водорода или гелия и аргона в качестве защитного газа применяется для механической сварки всех этих металлов. При сварке дуплексной нержавеющей стали можно использовать небольшую добавку азота для обеспечения правильного ферритно-аустенитного баланса. Корневой газ используется при выполнении качественных сварных швов с помощью сварки TIG для защиты корневого участка сварного шва от окисления. Корневой газ представляет собой смесь азота, водорода или чистого аргона.
2. Защитный газ для алюминия и его сплавов
При сварке TIG алюминия и алюминиевых сплавов защитным газом обычно является аргон, а иногда и гелий. Гелий в основном добавляют для улучшения теплопередачи или при сварке более толстых профилей. Обычно сварочный ток является переменным или имеет низкие уровни тока. Это может быть постоянный ток с электродом, подключенным к плюсу. Использование аргона в качестве защитного газа улучшает такие показатели, как характеристики пробоя оксида, стабильность дуги и качество сварки.
3. Защитный газ для меди и ее сплавов
Аргон считается подходящим вариантом для сварки меди во всех положениях. Кроме того, он дает отличные результаты при сварке металла толщиной до 6 мм. В этом случае требуется предварительный подогрев из-за высокой теплопроводности металла. Лучшим защитным газом для сварки деталей толщиной более 6 мкм является гелий или гелий, содержащий 35% аргона.
4. Защитный газ для титана
Защитный газ для титана
Выбор защитного газа для сварки титана требует исключительно высокой чистоты не менее 99,99 %. Но в некоторых случаях требуется дополнительный защитный газ. Возможно, это может быть либо гелий, либо аргон. Как правило, аргон подходит для металла толщиной примерно до 3 мм из-за его хороших защитных характеристик и более высокой плотности.
Газы, выделяющиеся при сварке
Все горящие предметы выделяют некоторое количество газов и дыма. В процессе сварки и резки также выделяются газы. Взглянем.
| Старший № | Типы газа | Деятельность/процессы |
| 1. | Углекислый газ (CO 2 ) | Выбрасывается при распаде CO 2 Защитный газ |
| 2. | Оксид азота (NO) | Производится за счет нагревания азота и кислорода из атмосферы |
3. | Окись углерода (СО) | Производится за счет разложения флюсов |
| 4. | Хлористый водород (HCl) и фосген (COCl 2 ) | Создан в результате реакции паров и ультрафиолетовых лучей. |
| 5. | Озон (О 3 ) | Выделяется при взаимодействии кислорода воздуха и электрической дуги. |
Как защититься от сварочных газов?
Дым и газы, выделяемые при сварке, вредны для человека. Перед началом сварки каждый сварщик должен прочитать инструкции по технике безопасности от производителя. Некоторые из общих мер безопасности перечислены ниже:
i) Должна быть надлежащая система вентиляции для удаления газов и паров из близлежащей зоны дыхания.
ii) Всегда носить соответствующие средства защиты органов дыхания , возможно, изготовленные с использованием новейших технологий.
iii) Сварщики не должны использовать вентилятор для выдувания дыма ; это может быть проблемой для всех, кто работает вокруг.
iv) Сварщики не должны сваривать еще влажные места с использованием обезжиривающего растворителя.
v) наличие кислорода в месте сварки должно быть достаточным для легкого дыхания.
Применение сварки GTAW
Где используется сварка TIG?
Сварка ВИГ используется в различных отраслях промышленности для сварки профилей из нержавеющей стали и цветных металлов, таких как сплавы алюминия, магния и меди. Его можно использовать для стали, латуни, бронзы, меди, никеля, алюминия, магния и золота. Сварка TIG является чистой, так как не образует дыма и дыма.
Кроме того, сварка ВИГ используется для таких применений, как соединение труб и приварка труб к торцевым пластинам теплообменников. В основном сварка TIG предназначена для сварки нержавеющей стали, сварки легких металлов, т.е. сплавов алюминия и магния, и сварки меди. Следующие отрасли промышленности используют сварку GTAW в больших масштабах.
В основном сварка TIG предназначена для сварки нержавеющей стали, сварки легких металлов, т.е. сплавов алюминия и магния, и сварки меди. Следующие отрасли промышленности используют сварку GTAW в больших масштабах.
1. Использование TIG в автомобильной промышленности – Автомобильная промышленность в основном использует сварку TIG для обеспечения безопасности конструкции. Кроме того, сварка TIG снижает коррозию и защищает автомобили от ржавчины с течением времени благодаря передовым технологиям.
2. Использование сварки ВИГ в трубной промышленности – Использование сварки ВИГ в трубной промышленности для соединения труб под разными углами, например, в химической промышленности, велосипедной промышленности и т. д.
3. Использование TIG в аэрокосмической промышленности – Сварка TIG упростила космические путешествия за счет создания безопасных самолетов и космических кораблей.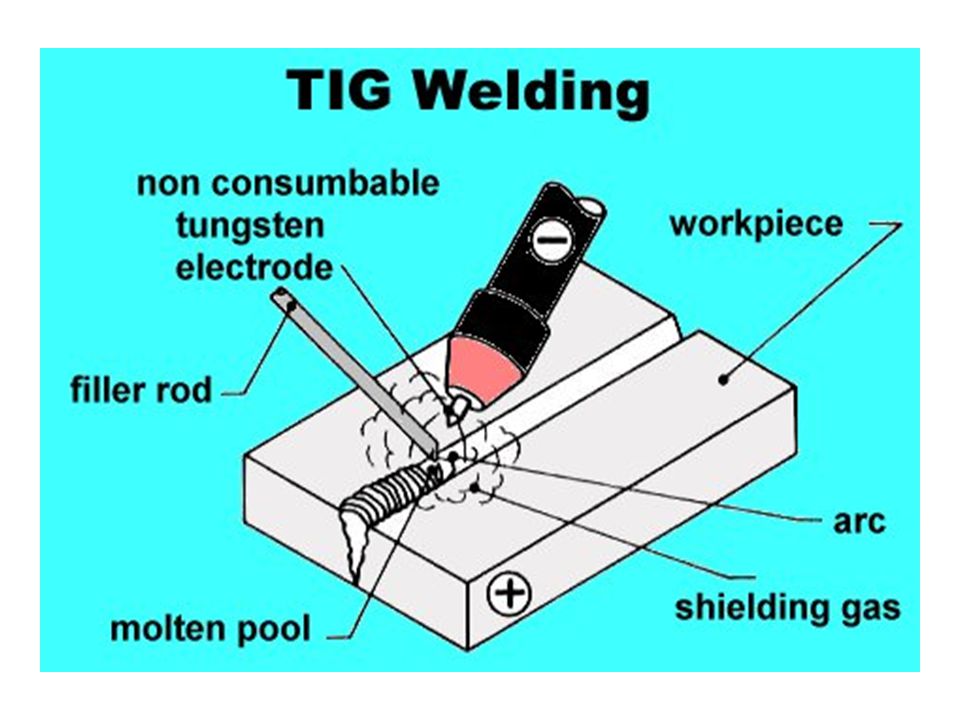 Тип TIG широко используется в компаниях по производству коммерческих самолетов, таких как компания Boeing. Благодаря своей прочности и точности он используется для изготовления специальных сложных кораблей, таких как Международная космическая станция (МКС).
Тип TIG широко используется в компаниях по производству коммерческих самолетов, таких как компания Boeing. Благодаря своей прочности и точности он используется для изготовления специальных сложных кораблей, таких как Международная космическая станция (МКС).
4. Использование ВИГ в художественной/скульптурной промышленности – Обычно сварка ВИГ известна своим превосходным внешним видом. Его можно использовать в индустрии металлических скульптур и других подобных металлических произведений искусства.
5. Использование сварки TIG в ремонтной промышленности – GTAW широко используется в ремонтной отрасли, начиная от небольших игрушек и заканчивая тяжелыми самолетами. Сварка GTAW удобна и может выполняться даже на крошечных детских тележках и инструментах из алюминия.
6. Использование TIG в военной/оборонной промышленности – Когда вы думаете об оборонной промышленности, точность имеет наибольшее значение. Но благодаря современным методам и инструментам сварки TIG сварщики достигают требуемого уровня точности.
Но благодаря современным методам и инструментам сварки TIG сварщики достигают требуемого уровня точности.
Сварка вольфрамовым электродом в среде инертного газа подходит для всех свариваемых материалов со всеми типами соединений и во всех положениях сварки, кроме свинца и цинка. Он лучше всего подходит для тонких материалов толщиной от 0,5 до 3 мкм.
Области применения сварки GTAW
Ниже перечислены основные области сварки TIG.
- Автомобильная промышленность
- Оборонная промышленность
- Трубная промышленность
- Ремонтная промышленность
- Скульптура/Художественная промышленность
- Космическая промышленность
- Сварочные школы и колледжи
Компании нанимают сварщиков TIG
Существует так много сварочных компаний и учреждений, которые нанимают сварщиков на различные должности. Некоторые из них заключаются в следующем.
- Производство AMC, Лас-Вегас, Невада
- MDC Vacuum, Хейворд, Калифорния
- Компания Роберта, Роанок-Рапидс, Северная Каролина
- SpaceX, Хоторн, Калифорния
Типы заданий для сварки ВИГ
Ниже приведены типы заданий для сварки ВИГ.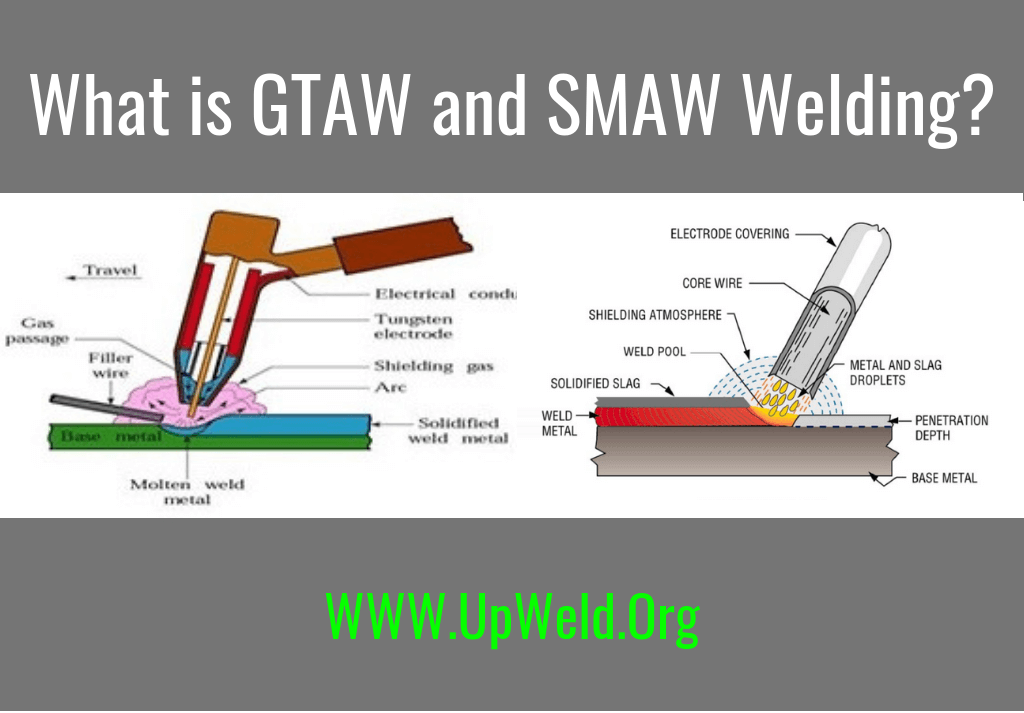
- Педагог/инструктор
- Оператор ВИГ
- Аппарат для сварки труб TIG
- Сварочный аппарат TIG
- Сварщик/производитель TIG
- Камерная сварка TIG/GTAW IV
Зарплата TIG W старший
Все сварщики не получают одинаковую месячную или годовую зарплату во всех Соединенных Штатах. Есть много факторов, влияющих на динамику заработной платы в сварочной отрасли. Доминирующими факторами являются количество сварочных производств, расположение, опыт, навыки сварщика, безудержная конкуренция и т. д. Как правило, сварщик TIG получает 18,36 долларов в час.
Заключение
Прежде всего, почти в каждой отрасли сварка GTAW используется в различных сварочных операциях. Информация о типах сварки TIG полезна студентам, сварщикам, преподавателям и профессионалам в области сварки во многих отношениях.
Родственный: Другие виды сварки
Подготовка, расходные материалы и оборудование, необходимые для процесса
Дуговая сварка вольфрамовым электродом (GTAW) — это процесс электродуговой сварки, при котором возникает дуга между неплавящимся электродом и свариваемым изделием .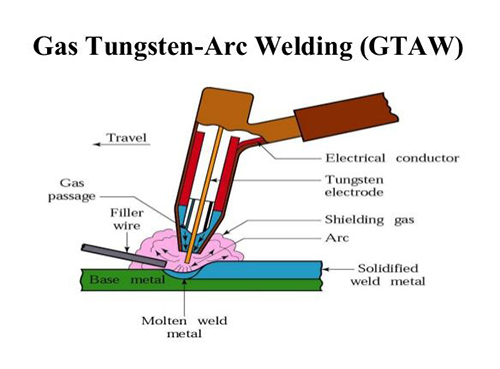 Сварной шов защищен от атмосферы защитным газом, который образует оболочку вокруг зоны сварки (см. 9).0003 Рисунок 1 ).
Сварной шов защищен от атмосферы защитным газом, который образует оболочку вокруг зоны сварки (см. 9).0003 Рисунок 1 ).
| Рис. 1: Процесс GTAW универсален и может использоваться для черных и цветных металлов. Между неплавящимся электродом и свариваемым изделием возникает дуга. Сварной шов защищен от атмосферы защитным газом, который образует оболочку вокруг зоны сварки. |
GTAW универсален и может использоваться для черных и цветных металлов и, в зависимости от основного металла, во всех положениях сварки. Этот процесс можно использовать для сварки тонких или толстых материалов с присадочным металлом или без него.
При сварке более тонких материалов, кромочных соединений и фланцев присадочные металлы не используются. Для более толстых материалов обычно используется присадочная проволока с внешней подачей.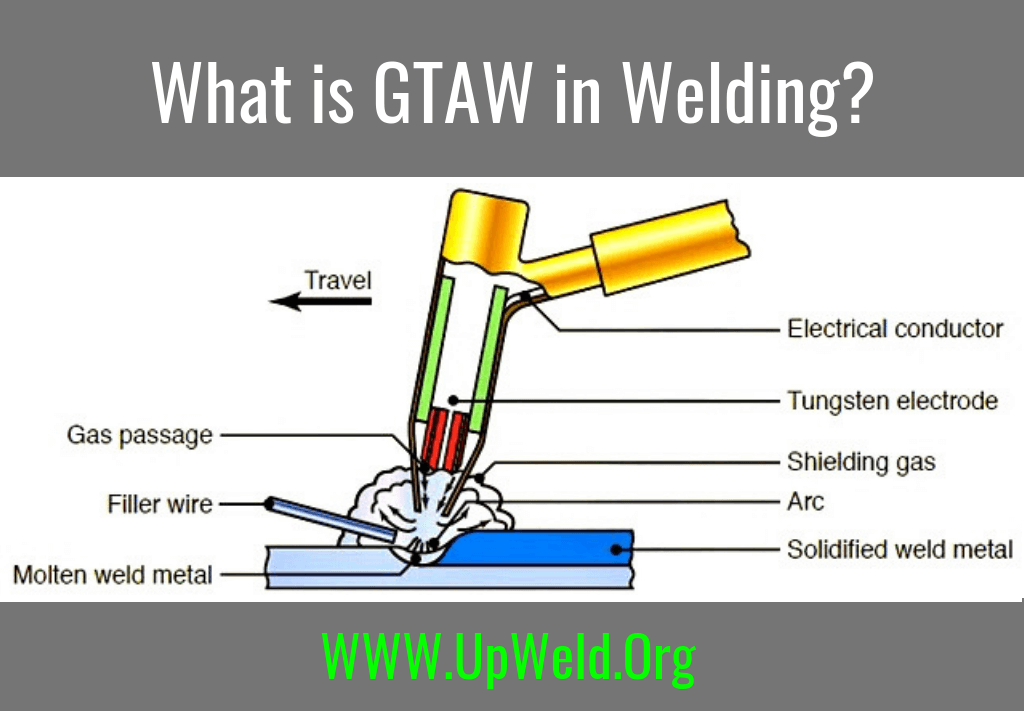 Тип используемой присадочной проволоки определяется химическим анализом основного металла. Размер присадочной проволоки зависит от толщины основного металла, которая обычно определяет сварочный ток.
Тип используемой присадочной проволоки определяется химическим анализом основного металла. Размер присадочной проволоки зависит от толщины основного металла, которая обычно определяет сварочный ток.
Методы работы для GTAW могут быть ручными или автоматическими.
Переменные процедуры сварки и конфигурации соединений
Переменные процедуры сварки управляют процессом сварки и качеством производимых сварных швов. Конфигурация соединения определяется конструкцией сварного соединения, металлургическим анализом, а также процессом и процедурой, требуемыми для сварки.
Переменные сварки выбираются после выбора основного металла, присадочного металла и конфигурации соединения. К фиксированным параметрам сварки относятся тип присадочного металла, тип и размер электрода, тип тока и тип защитного газа.
Настраиваемые переменные управляют формой сварного шва, влияя на такие параметры, как высота и ширина шва, проплавление и целостность сварного шва. Основными регулируемыми переменными для GTAW являются сварочный ток, длина дуги и скорость перемещения.
Вторичные переменные также помогают контролировать процесс сварки, но рассчитать степень их влияния сложнее. Вторичные переменные включают работу и угол перемещения, а также расстояние, на которое электрод выходит за пределы чашки.
Вольфрамовые электроды
Материал электрода для GTAW изготовлен из вольфрамового сплава. Вольфрам имеет одну из самых высоких температур плавления среди всех металлов, около 6170 градусов по Фаренгейту (3410 градусов по Цельсию).
Размер используемого электрода определяется требуемым сварочным током. Большие электроды позволяют использовать более высокие токи. Электроды меньшего диаметра можно использовать для сварки более тонких материалов или при сварке в нерабочем положении.
Ниже приводится список различных типов используемых вольфрамовых сплавов:
1. Чистый вольфрам используется для обработки цветных металлов, таких как алюминий и магний, и обычно используется с закругленными концами на переменном токе (AC) (см.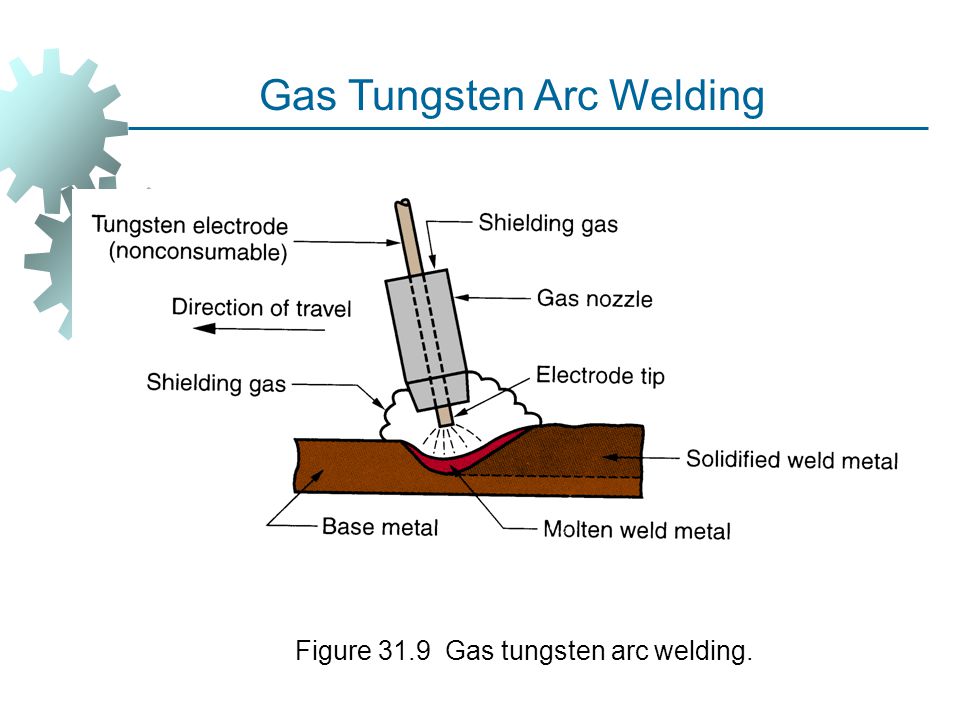 Рисунок 2 ).
Рисунок 2 ).
| Рис. 2: Чистый вольфрам обычно используется с препарированием со сферическим концом. |
2. Торированный вольфрам является наиболее распространенным типом вольфрамового электрода для использования на углеродистой и нержавеющей стали. Его можно купить с 1- или 2-процентным содержанием тория. Торированный вольфрам легко зажигается и поддерживает стабильную дугу. Он более устойчив к загрязнениям, сохраняет острие и не разрушается так легко, как чистый вольфрам.
3. Цирконированный вольфрам обычно используется для сварки цветных металлов более высокими переменными токами.
Подготовка острия или использование угла конусности электрода относится к торированному вольфраму. Торированные вольфрамовые электроды отшлифованы до точки, чтобы обеспечить лучшее зажигание дуги, с добавлением высокой частоты. Это обеспечивает зажигание дуги и предотвращает контакт электрода с изделием. Это также помогает стабилизировать дугу.
Это обеспечивает зажигание дуги и предотвращает контакт электрода с изделием. Это также помогает стабилизировать дугу.
Степень конусности влияет на форму и глубину проплавления сварного шва. Для уменьшения количества затачиваний электрода сварщику необходимо выработать навык не касания вольфрама к заготовке в процессе сварки. Рекомендуемая длина конуса составляет от 2,5 до 3 диаметров электрода (см. 9).0003 Рисунок 3 ).
| Рис. 3: Правильная подготовка кончика электрода необходима для достижения надлежащего провара. |
Защитные газы
Аргон и гелий — два наиболее часто используемых защитных газа для GTAW. Характеристики, наиболее желательные для целей защиты, — это химическая инертность газов и их способность создавать ровную дугу при больших токах. Оба газа инертны и вызывают эффект ионизации сварочной дуги. Они защищают вольфрамовый электрод и расплавленную сварочную ванну от атмосферы.
Они защищают вольфрамовый электрод и расплавленную сварочную ванну от атмосферы.
Чистота газа влияет на сварку. Металлы выдерживают небольшое количество примесей, но для достижения наилучших результатов процент используемого инертного газа должен быть не менее 99,9 %.
Аргон тяжелее гелия и может поставляться в жидком или газообразном виде. Аргон обеспечивает хорошее очищающее действие. Скорость потока определяется размером вольфрама и диаметром газового стакана. Аргон подходит для сварки однородных и разнородных металлов и хорошо работает при сварке в вертикальном и потолочном положениях.
Гелий — более легкий инертный газ. Он может распространяться в виде жидкости, но чаще используется в виде сжатого газа. Он покидает зону сварки быстрее, чем аргон, и при его использовании необходимы более высокие скорости потока.
Гелий образует узкую, но глубокую зону термического влияния (ЗТВ), которая подходит для сварки тяжелых металлов. Он подходит для сварки на высоких скоростях и обеспечивает хорошее покрытие в вертикальном и потолочном положениях сварки.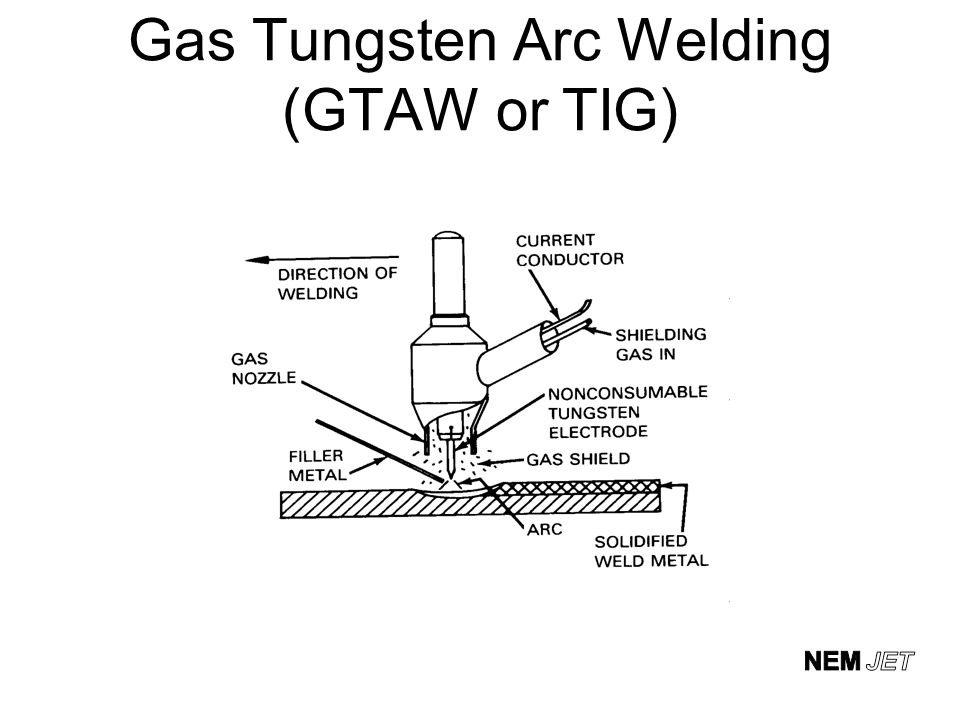 Это помогает увеличить проплавление, а при использовании в качестве обратной продувки имеет тенденцию сглаживать проход сварного шва. Гелий подходит для использования на более толстых цветных металлах.
Это помогает увеличить проплавление, а при использовании в качестве обратной продувки имеет тенденцию сглаживать проход сварного шва. Гелий подходит для использования на более толстых цветных металлах.
Смеси аргона и гелия используются, когда сварщикам необходимо контролировать аргон и проникновение гелия. Эта смесь не нужна при сварке простых углеродистых сталей.
Типичные смеси различаются в зависимости от области применения. Он часто используется для автоматической сварки.
Смеси аргона и водорода часто используются для сварки нержавеющей стали, INCONEL® и MONEL®. Эту смесь нельзя использовать при сварке простых углеродистых сталей. Типичная смесь 95 процентов аргона и 5 процентов водорода.
Азот также можно использовать в качестве защитного газа, но он используется редко из-за более высоких требований к току. Подходит для сварки меди.
Сварочный ток, проектирование соединений
Ток зависит главным образом от типа свариваемого металла, требуемого уровня силы тока и наличия аппарата, производящего данный тип сварочного тока.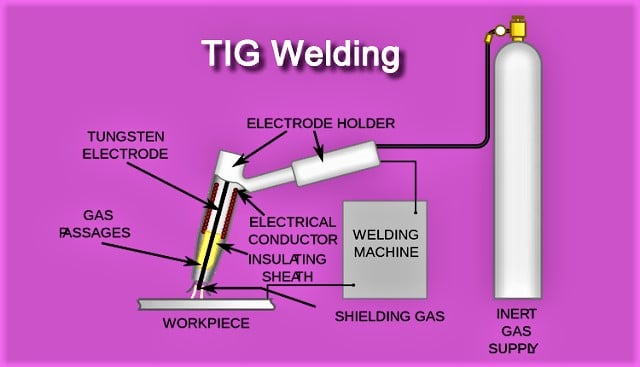
Положительный электрод постоянного тока (DCEP) (обратная полярность) иногда используется для сварки очень тонких цветных металлов, а также для скатывания вольфрамового электрода в шарики. Отрицательный электрод постоянного тока (DCEN) (прямая полярность) чаще всего используется для сварки нержавеющей стали и черных металлов.
Переменный ток с добавлением высокой частоты чаще всего используется для сварки некоторых цветных металлов, таких как алюминий и магний. Обеспечивает хорошее очищающее действие и умеренное проникновение.
Конструкция сварного соединения
Существует пять основных типов соединений: стыковое соединение, угловое соединение, краевое соединение, соединение внахлестку и тройниковое соединение (см. Рисунок 4 ). Из пяти типов соединений чаще всего используются стыковое и тройниковое соединения.
Рис. 4 Сварные соединения могут быть как с частичным, так и с полным проплавлением, в зависимости от требуемой прочности соединения.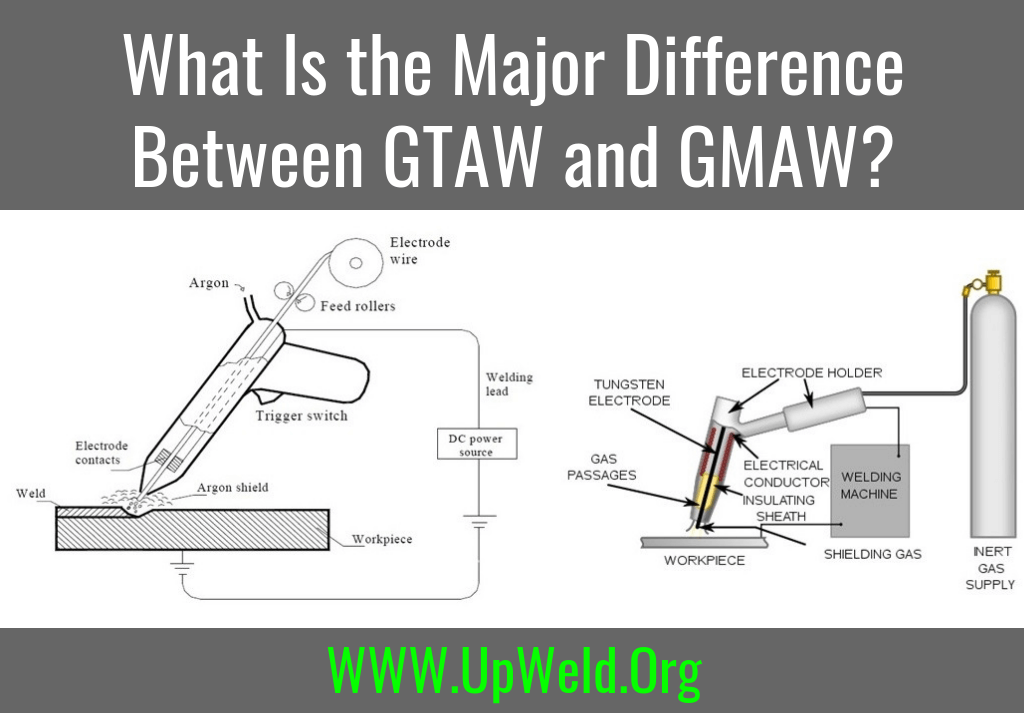 Конструкция сварного соединения или конфигурация сварного соединения для GTAW определяется типом металла, конфигурацией сварного соединения, установленными кодами и спецификациями, а также металлургическим анализом. Несколько факторов влияют на используемую конструкцию соединения, включая требуемую прочность, положение сварки, толщину металла и доступность соединения для сварщика.
Конструкция сварного соединения или конфигурация сварного соединения для GTAW определяется типом металла, конфигурацией сварного соединения, установленными кодами и спецификациями, а также металлургическим анализом. Несколько факторов влияют на используемую конструкцию соединения, включая требуемую прочность, положение сварки, толщину металла и доступность соединения для сварщика.Целью любой конструкции соединения является максимально экономичное получение надежного наплавленного металла с требуемыми свойствами. Подготовка кромок и швов важны, поскольку они влияют как на качество, так и на стоимость сварки.
Подготовка к сварке
Перед использованием GTAW необходимо выполнить несколько шагов, чтобы подготовить электрод и сварной шов, закрепить сварной шов, установить переменные и, при необходимости, предварительно нагреть основной металл. Объем подготовки зависит от размера сварного соединения, типа основного материала, подгонки и требований к качеству.
Подготовка электродов. Подготовка электрода зависит от типа электрода и способа сварки. Наконечник может иметь заземляющую точку или шаровой конец для сварки переменным током.
Подготовка электрода зависит от типа электрода и способа сварки. Наконечник может иметь заземляющую точку или шаровой конец для сварки переменным током.
Для изготовления электрода с острием шлифовальные метки должны проходить параллельно электроду.
Чтобы подготовить шарик на конце вольфрама, источник питания должен быть переключен на DCEP (обратная полярность). Затем, после зажигания дуги между электродом и куском металлолома или меди, ее необходимо поддерживать на умеренном уровне тока. Кончик шарика должен быть идеально чистым, блестящим и иметь зеркальное покрытие.
Подготовка сварного соединения. При подготовке сварного соединения можно использовать несколько различных методов, включая газокислородную резку, плазменную резку, резку ножницами, механическую обработку, строжку воздушно-угольной дугой, шлифовку или скалывание. Помните, что правильная подготовка сварного соединения поможет произвести качественную сварку и выполнить требования стандартов качества для сварки.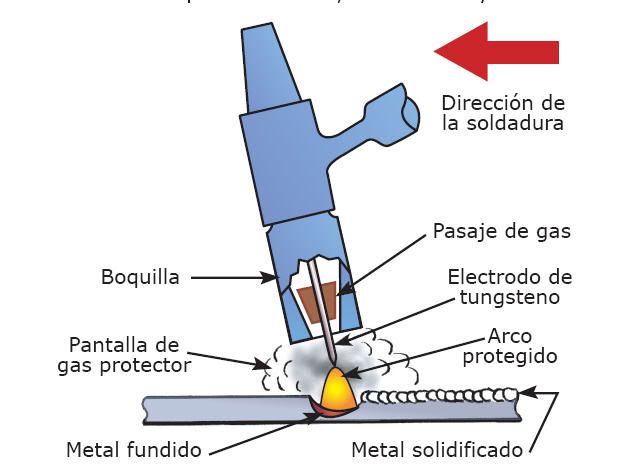
Очистка. Важно очистить свариваемый материал. Сварные швы GTAW часто подвержены загрязнению во время сварки. Свариваемая поверхность должна быть очищена от масла, жира, краски, грязи, оксидов и других посторонних материалов.
Алюминий имеет оксидное покрытие, которое, если его не удалить, загрязнит зону сварки. Чистящие растворы, проволочные щетки, шлифовальные машины и абразивоструйная очистка — вот некоторые из методов, используемых для удаления этих загрязнений.
Фиксация и позиционирование. Крепление и расположение также влияют на форму, размер и однородность сварного шва. Крепежи удерживают сварной шов на месте, контролируя деформацию, помогая локализовать и удерживать детали в их положении относительно сварного шва.
Использование крепежа может сократить время сварки. Позиционирование поможет переместить сварную деталь в плоское положение, что повысит производительность сварщика.
Охлаждающие блоки, радиаторы или опорные стержни могут использоваться при сварке некоторых металлов для предотвращения прожога, снижения температуры основного материала или минимизации деформации.
Подогрев. В зависимости от легирующих элементов в основном материале, толщины стали и конфигурации соединения иногда требуется предварительный нагрев. Количество предварительного нагрева, необходимого для данного применения, обычно определяется процедурой сварки. Доступны несколько методов контроля температуры предварительного нагрева, включая печной нагрев, электрические индукционные катушки, кислородно-топливные горелки и резистивные нагревательные одеяла.
Температуру предварительного нагрева можно измерить с помощью термометров, карандашей, индикаторов температуры, термопар, термисторов или инфракрасных термометров.
Заключение
Изучение основ процесса GTAW повысит способность сварщика производить качественные сварные соединения. Знание правильных расходных материалов, оборудования и необходимой подготовки к сварке поможет сварщику устранить проблемы со сваркой.
Хорошее понимание процесса GTAW поможет сварщику сделать правильный выбор при выборе присадочных металлов, вольфрамовых электродов и защитных газов.