
Станок хонинговальный VCH 450 в Самаре
Станок хонинговальный VCH 450 в Самаре — купить оборудование для хонингования цилиндров @rpcpro
@stanokdvs
🕿 8-927-712-80-98 менеджер
🕿 8-927-766-09-04 менеджер
🕿 8-917-109-23-41 техконсультация
🕿 8-917-829-24-55 ремонт турбин
Поиск…
Previous Next
Магазин турбокомпрессоров:
Более 620 видов для легковых авто на складе
|
Вертикальные станки для хонингования цилиндров модели VCH ВЫСОКОЕ КАЧЕСТВО ПО ДОСТУПНЫМ ЦЕНАМ! |
STANDARD AUTOMOTIVE занимается производством шлифовальных, расточных и хонинговальных станков.
Качество станков STANDARD AUTOMOTIVE соответствует стандартам европейских производителей COMEC, AZ, DALCAN MACHINES и пр.
Станок оснащен системой с изменяемой скоростью шпинделя и скоростью подачи. Это дает возможность выполнять хонингование отверстий с любым углом.
Быстрая регулировка подачи, перемещение «вниз/вверх» нижними кнопками, точные ходы рабочей головки.
Технические характеристики:
| Техническая спецификация | VCH 450 |
| МИН. ДИАМЕТР ХОНИНГОВАНИЯ | 62 MM (2.5”) |
| МАКС. ДИАМЕТР ХОНИНГОВАНИЯ | 200 MM (8″) |
| ДИАМЕТР ХОНИНГОВАНИЯ С ДОПОЛНИТЕЛЬНОЙ ХОНИНГ.ГОЛОВКОЙ | 38 MM-250 MM (1.5″-10″) |
| МИНИМАЛЬНЫЙ ХОД ХОНИНГОВАНИЯ | 50 ММ (1. 96″) 96″) |
| МАКСИМАЛЬНЫЙ ХОД ХОНИНГОВАНИЯ | 450 MM (17.7″) |
| СКОРОСТЬ ХОДА (БЕССТУПЕНЧАТАЯ РЕГУЛИРОВКА) | 1 – 12 М/МИН |
| РЕГУЛИРУЕМАЯ СКОРОСТЬ ШПИНДЕЛЯ | 25 — 200 ОБ/МИН – ПРИВОД 3 Л.С. |
| ЭЛЕКТРОДВИГАТЕЛЬ ПРИВОДА ШПИНДЕЛЯ | 1.5 кВт /2 л.с. |
| МАКС. ДЛИНА БЛОКА | 1100 MM (43″) |
| МАКС. ШИРИНА БЛОКА | 550 MM (21.7″) |
| МАКС. ВЫСОТА БЛОКА | 600 MM (23.6″) |
| ЭЛЕКТРОДВИГАТЕЛЬ ПОДАЧИ | 0.75 кВт /1 л.с. |
| ЭЛЕКТРОДВИГАТЕЛЬ НАСОСА ОХЛАЖДЕНИЯ | 0.09 кВт /0.12 л.с. |
| ПОПЕРЕЧНЫЙ ХОД ХОНИНГОВ. ГОЛОВКИ | 1000 MM (39.3″) |
| ДЛИНА СТАНКА | 1620 MM ( 63.7″) |
| ШИРИНА СТАНКА | 1300 MM (51.2″) |
| ВЫСОТА СТАНКА | 1850 MM (73″) |
| ТРЕБУЕМОЕ РАБОЧЕЕ МЕСТО (ДхШхВ) | 1700х1400х2070 MM (67х55х81. 5″) 5″) |
| ВЕС НЕТТО (ПРИМЕРНЫЙ) | 750 КГ |
| ВЕС БРУТТО (ПРИМЕРНЫЙ) | 1250 КГ |
| ГАБАРИТЫ УПАКОВКИ (ДхШхВ) | 1900 X 1500X2145 MM |
| ТРАСНПОРТНЫЙ ОБЪЕМ | 6 М3 |
| Стандартные аксессуары | VCH 450 |
| УСТАНОВОЧНАЯ ПАРАЛЛЕЛЬ В. 100 MM X Д. 500 MM | 1 ПАРА |
| УСТАНОВОЧНАЯ ПАРАЛЛЕЛЬ В. 100 MM X Д. 650 MM | НЕТ |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА 62 MM ДО 140 MM (2.5” — 5.5″) | 1 ШТ. |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА 115 MM ДО 215 MM (4.5″ — 8.5″) | НЕТ |
| ДВУСТОРОННИЙ ГАЕЧНЫЙ КЛЮЧ 20 / 22 | 1 ШТ. |
| ДВУСТОРОННИЙ ГАЕЧНЫЙ КЛЮЧ 24 / 26 | 1 ШТ. |
| РУЧКА (Т) ДЛЯ ШЕСТИГРАННЫХ КЛЮЧЕЙ 4 MM | 1 ШТ. |
| НАБОР ШЕСТИГРАННЫХ КЛЮЧЕЙ (9 ШТ) | 1 ШТ. |
| T-БОЛТ С ГАЙКОЙ И ШАЙБОЙ | 4 ШТ. |
| КРЕПЕЖНЫЙ БОЛТ УСТАНОВОЧНОЙ ПАРАЛЛЕЛИ С ШАЙБОЙ | 2 ШТ. |
| КРЕПЕЖНЫЙ ЗАЖИМ ДЛЯ БЛОКА | 4 ШТ. |
| ФУНДАМЕНТНЫЙ БОЛТ С ГАЙКОЙ И ШАЙБОЙ | 4 ШТ. |
| РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ | 1 ШТ. |
| УДЛИНЕННЫЙ ДЕРЖАТЕЛЬ | 1 ШТ. |
| ДЕРЖАТЕЛЬ (СРЕДНИЙ И БОЛЬШОЙ) | 1 ШТ. |
| ПОЛИРОВАЛЬНЫЙ БРУСОК | 2 ШТ. |
- Быстрое зажимное устройство
- Зажимное устройство для V-образных блоков цилиндров
- Хонинговальная головка с фрикционной подачей
- Счетчик ходов
C ЖКИ дисплеем для быстрого и понятного отображения скорости хонингования.
Адрес:
443063, Россия, г. Самара,
пр. Юных Пионеров, 34Б
Схема проезда
Телефоны:
8-927-712-80-98 (МТС) менеджер
8-927-766-09-04 (Мегафон) менеджер
8-917-109-23-41 (МТС) техконсультация
Электронная связь:
E-mail: [email protected]
Scype: rem-turbina
icq: 697123182
Оплата и Доставка:
Нал, Безнал, Пластик. Работаем с НДС и без!
.
Доставка в любые регионы транспортными компаниями
На главную
обработка отверстий блока цилиндров двигателя, виды хонинговальных головок
Содержание
- 1 Суть процесса
- 2 Цель хонингования
- 3 Инструмент для обработки
- 4 Проведение работ
- 5 Хонингование цилиндров своими руками
Хонингование — одна из операций технологического процесса, производящая отделочную обработку внутренних цилиндрических отверстий при помощи абразивных инструментов. Машиностроение широко использует данный вид обработки для получения качественных поверхностей в блоке цилиндров двигателя внутреннего сгорания при его изготовлении или при проведении капитального ремонта.
Машиностроение широко использует данный вид обработки для получения качественных поверхностей в блоке цилиндров двигателя внутреннего сгорания при его изготовлении или при проведении капитального ремонта.
Суть процесса
Процесс обработки напоминает абразивное шлифование, но хонингование происходит при небольших скоростях. Головка совершает два основных движения: круговое вращение и возвратно-поступательное перемещение по вертикальной оси. Скорость вращения варьируется в пределах 40−80 м/мин, что составляет менее 100 об/мин. Подача для таких оборотов не превышает 16−20 м/мин.
После нескольких двойных ходов производится разведение брусков. Для снятия равномерного припуска хонинговальная головка имеет плавающее крепление. Хонинговкой можно добиться 5−6 класса точности и 10−12 квалитета шероховатости.
Во время движения абразивных брусков происходит снятие металла в микроскопических объемах. На поверхности отверстия получается рисунок из рисок, угол пересечения которых равен 120°. Это позволяет задерживаться смазочным материалам на поверхности, снижая износ трущихся деталей.
На поверхности отверстия получается рисунок из рисок, угол пересечения которых равен 120°. Это позволяет задерживаться смазочным материалам на поверхности, снижая износ трущихся деталей.
Цель хонингования
Среди причин использования хонов выделяются следующие:
- форма обработанных внутренних отверстий соответствует геометрическим параметрам;
- высокая точность размеров;
- низкая шероховатость;
- нанесение микроскопических рисок, образующих правильный рисунок.
Если отверстие гильзы двигателя не будет иметь правильную форму, то это повлечет за собой снижение компрессии и снижение рабочего ресурса поршневой группы. Растачивание не обеспечивает получение идеальной формы из-за изнашивания и отгибания резцового инструмента. Форма может иметь дефекты в виде конусности и бочкообразности.
Обработка лезвийным инструментом не позволяет добиться требуемой чистоты. Из-за чего в процессе эксплуатации идет повышенный износ компрессионных колец и, как следствие, повышенный расход топлива и масла.
Инструмент для обработки
Для обработки применяется специальный инструмент для хонингования — хон. Хонинговальные головки классифицируются по следующим признакам:
- по способу крепления абразивного инструмента:
- жесткие;
- плавающие;
- по способу обеспечения размера:
- регулируемые;
- саморазжимающиеся.
Хонинговальная головка состоит из:
- корпуса;
- абразивных брусков;
- штока;
- регулирующей муфты.
В корпусе профрезерованы пазы, в которые устанавливаются абразивные бруски. Внутри корпуса предусмотрен цанговый механизм, обеспечивающий одновременный и плавный вылет брусков.
Абразивные бруски изготавливаются из спеченных композитов или матричных алмазосодержащих элементов.
Размер зерен не превышает нескольких десятков микрон.

Соосность гильзы двигателя и инструмента обеспечивает шток. Регулирование получаемого диаметра отверстия производится муфтой.
Саморазжимающиеся хоны выполнены в виде ершика, которым раньше мыли молочные бутылки. На концах пружинных ножек закреплены мелкие абразивные камни. Такое приспособление предназначено для использования в комплекте с ручной электродрелью или шуруповертом.
Обработка такой головкой близка к тонкому шлифованию или полировке. Отсутствие жесткого крепления не позволяет исправить дефекты поверхности после растачивания, но уменьшает шероховатость до значения Ra 0,25.
Проведение работ
Для получения качественного результата необходим хонинговальный станок. Такое оборудование используют в больших специализированных автомастерских, занимающихся ремонтом дизельных и бензиновых двигателей.
Блок цилиндров выставляется и закрепляется на столе станка так, чтобы отверстия или гильзы располагались строго вертикально. Это главное условие. Хонинговальную головку помещают вовнутрь. Муфтой регулируется нужный размер отверстий.
Рабочая поверхность брусков снимет вершины микронеровностей, оставшихся после растачивания. Такой метод называется плосковершинный или платохонингованием.
Процесс обработки проводится с применением рабочих жидкостей. Для обработки чугунов используют керосин, а для обработки сталей — смесь керосина с маслом. Все чаще стали применяться эмульсии СОЖ. Например, 7% водный раствор НСК-5.
Интересно, что во время хонингования происходит упрочнение поверхности на глубину до 0,06 мм. При давлении абразивных брусков равном 5 кгс/см2 твердость повышается на 10−15%. При обработке легированных сталей и давлении, равном 70 кгс/см2, значение твердости увеличивается до 70%.
Хонингование цилиндров своими руками
Многие домашние мастера самостоятельно производят ремонт двигателя своего автомобиля. Блок на расточку отдают в мастерскую, а остальные работы пытаются сделать своими руками. Перед началом работ необходимо приобрести навыки работы.
Блок на расточку отдают в мастерскую, а остальные работы пытаются сделать своими руками. Перед началом работ необходимо приобрести навыки работы.
Для обработки потребуется набор наждачной бумаги, имеющей различную зернистость. Для предварительной обработки используют крупную шкурку. А по мере сглаживания микронеровностей зернистость бумаги уменьшается.
Хонинговальная головка своими руками делается из приспособления для ручной обработки. Конструкция состоит из трех лап. Вокруг них обматывается наждачная бумага по ходу вращения.
Хонингование происходит при обильном смачивании маслом. Процесс напоминает притирание деталей абразивным порошком. Контроль размеров при отсутствии нутромера производится поршнем ремонтного размера.
Китайский производитель хонинговальных камней, Хонинговальные инструменты, Поставщик хонинговальных камней Sunnen
Хонинговальные инструменты
Видео
Свяжитесь сейчасВидео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Хонинговальные камни, Хонинговальные абразивы
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Шлифовальные круги с алмазным камнем и алмазом, отрезные круги
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Профиль компании
{{ util. each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
| Вид бизнеса: | Производитель/завод, Торговая компания | |
| Основные продукты: | точильные камни
,
Хонинговальные инструменты
,
Сунненские точильные камни
,
Однопроходные хонинговальные инструменты
,
Алмаз. .. .. | |
| Сертификация системы менеджмента: | ИСО 9001 | |
| Среднее время выполнения: | Время выполнения заказа в сезон пиковой нагрузки: в течение 15 рабочих дней Время выполнения заказа в межсезонье: в течение 15 рабочих дней |
Компания Boson Abrasives была основана в 2013 году, наши технические инженеры и отдел продаж имеют более чем 20-летний опыт работы в сфере хонингования и шлифования. Мы специализируемся на предоставлении решений по хонингованию и шлифованию для автомобилей, мотоциклов, компрессоров кондиционеров и холодильников, зубчатых колес, подшипников, гидравлики, электроники, аэрокосмической промышленности, производства пресс-форм и инструментов и т. д…
Мы специализируемся на предоставлении решений по хонингованию и шлифованию для автомобилей, мотоциклов, компрессоров кондиционеров и холодильников, зубчатых колес, подшипников, гидравлики, электроники, аэрокосмической промышленности, производства пресс-форм и инструментов и т. д…
Мы стремимся к исследованиям, разработке и производству высококачественных алмазных и CBN хонинговальных камней, хонинговальных инструментов, хонинговальных головок, однопроходных …
Просмотреть все
Промышленность — применение
8 шт.Хонингование цилиндров
Хонингование малых блоков
Хонингование тормозных ступиц
Хонингование гильзы цилиндра
Хонингование втулки плунжера
Хонингование деталей гидравлики
Шатун
Применение — Хонингование блока цилиндров
Пошлите Ваше сообщение этому продавцу
* От:
* Кому:
г-н Майкл Куи
* Сообщение:
Введите от 20 до 4000 символов.
Это не то, что вы ищете? Опубликовать запрос на поставку сейчас
Поставщик инструментов для хонингования цилиндров двигателей для тяжелых условий эксплуатации
Описание
Что такое инструмент для хонингования цилиндров двигателей для тяжелых условий эксплуатации?
Мощный инструмент для хонингования цилиндров двигателя Хонинговальная головка представляет собой инструмент для хонингования цилиндров двигателя, который необходимо использовать в процессе хонингования. Широко используется для обработки отверстий цилиндров, цилиндров, отверстий клапанов и станков с ЧПУ / токарных станков, особенно для хонинговальных станков.
Какие существуют типы инструментов для хонингования цилиндров двигателей?
Инструменты для хонингования головок цилиндров двигателя включают в себя горизонтальные хонинговальные оправки для головок цилиндров и вертикальные хонинговальные инструменты для головок цилиндров.
Инструменты для хонингования цилиндров двигателя для тяжелых условий эксплуатации поставляются компанией DGMF Mold Clamps Co., Ltd, производителем зажимов для пресс-форм в Китае, который также поставляет компоненты для литьевых форм, компоненты для штамповочных прессов, станки и крепежные детали на ваш выбор. .
Набор для хонингования цилиндров двигателя Технические характеристики
| Технические характеристики | ||||
| Модель | Регулируемый диапазон | Тип | Опора 90 140 | Масса |
| DGMF-Mould-Clamps-h51B | 42–66 мм | Ручной | 4 захвата | 2 кг |
| DGMF-Mold-Clamps-H50C | 48-80 мм | Ручной | 4 захвата | 2 кг |
| DGMF-Mold-Clamps-h201 | 66-140 мм | Ручной | 4-кулачковый | 4KG |
| DGMF-Mold-Clamps-MT 40 | 40–62 мм | Ручной/механизированный | 4 захвата | 2 кг |
| DGMF-Mold-Clamps-MT62 | 62-82 мм | Ручной/механизированный | 5-кулачковый | 4K G |
| DGMF-Mold-Clamps-MT82 | 82-110 мм | Ручной/механизированный | 5-кулачковый | 8 кг |
| DGMF-Mold-Clamps-MT110 | 110-17 мм | Ручной/моторизованный | 5-кулачковый | 8 кг 901 40 |
| DGMF-Mold-Clamps-SMT130 | 130-150 мм | Руководство | 5 захватов | 8 кг |
| DGMF-Mold-Clamps-SMT30 | 30-42 мм | Ручной | 4 захвата | 2 кг |
Примечания: Наборы для хонингования цилиндров двигателя или отдельные цилиндры Возможна поставка компонентов инструмента для хонинговальной оправки
Особенности инструмента для хонингования цилиндров двигателя
Прецизионное литье
Строгий стандартный дизайн продукта
Длительный срок службы 90 232
Высокая точность
Простота использования
Стабильная работа
Инструмент для хонингования цилиндров SMT30 – DGMF Mold Clamps Co.
 , Ltd
, Ltd
I. Конструктивные особенности хонинговального инструмента DGMF-Mold-Clamps-SMT30 для хонингования головки цилиндра
1. Инструмент для хонингования головки блока цилиндров подходит для хонинговальных станков, перфораторов, ручных дрелей и любых станков, способных совершать возвратно-поступательное вращение.
2. Изготовлен из высококачественной стали, имеет хорошую прочность и длительный срок службы; высокая точность обработки, хонинговальная головка может точно регулировать радиальный размер, а допуск обрабатываемого отверстия может достигать GB1800IT5.
3. Конструкция с четырьмя челюстями, стабильная конструкция, гибкое использование, высокая скорость хонингования, спецификация шлифовального бруска 60 * 5 * 3 мм, подходит для алмазного или CBN шлифовального бруска.
4. Диапазон регулировки инструмента для хонингования головки блока цилиндров составляет 30-42 мм. Самое маленькое отверстие можно заточить до 30 мм, а самое большое — до 42 мм. Оснащен 3 наборами держателей шлифовальных брусков низкой, средней и высокой высоты, держателями низких шлифовальных брусков для шлифования отверстий 30-34 мм, держателями шлифовальных брусков среднего размера для шлифования отверстий 34-38 мм, держателями высоких шлифовальных брусков для шлифовки отверстий 38-42 мм.
Оснащен 3 наборами держателей шлифовальных брусков низкой, средней и высокой высоты, держателями низких шлифовальных брусков для шлифования отверстий 30-34 мм, держателями шлифовальных брусков среднего размера для шлифования отверстий 34-38 мм, держателями высоких шлифовальных брусков для шлифовки отверстий 38-42 мм.
5. Инструмент для хонингования головки блока цилиндров регулируется вручную с помощью регулировочной гайки, вращение влево для увеличения, вращение вправо для уменьшения.
6. Инструмент для хонингования головки блока цилиндров имеет длину 160 мм и общую длину около 290 мм, а также универсальный шатун диаметром 12 мм.
II. Меры предосторожности при использовании инструмента для хонингования головок цилиндров DGMF-Mold-Clamps-SMT30
1. Перед хонингованием следует хорошо отрегулировать возвратно-поступательный ход хонинговальной головки. Это часть абразивной полосы, выступающая из верхнего или нижнего конца заготовки в хонинговальном отверстии, которая составляет около четверти длины абразивной полосы и выбирает подходящую величину подачи.
2. Перед использованием новой шлифовальной ленты ее следует закруглить, т. е. отшлифовать шлифовальную ленту отверстием заготовки. Только когда шлифовальная планка закруглена, можно гарантировать округлость и цилиндричность хонингованного отверстия. Круглость и цилиндричность хонингованного отверстия могут быть гарантированы только в том случае, если шлифовальная планка закруглена.
DGMF-Mold-Clamps-SMT30 Инструмент для хонингования головки цилиндра Используйте меры предосторожности.
1. Перед хонингованием следует хорошо отрегулировать возвратно-поступательный ход хонинговальной головки таким образом, чтобы шлифовальный брусок выступал из верхнего конца заготовки в хонинговальном отверстии или из верхнего конца.
Верхняя или нижняя часть заготовки, выступающая из хонинговального отверстия, составляет около четверти длины шлифовальной планки.
Четверть длины хонинговального бруска и выберите подходящую величину подачи.
2. Перед использованием новой шлифовальной ленты ее следует закруглить. Шлифовальная полоса должна быть отшлифована вместе с отверстием заготовки.
Шлифовальная полоса должна быть отшлифована вместе с отверстием заготовки.
Только при закруглении шлифовальной планки можно гарантировать округлость и цилиндричность хонингованного отверстия.
Круглость и цилиндричность хонингованного отверстия могут быть гарантированы только в том случае, если шлифовальная планка закруглена.
DGMF-Mold-Clamps-h51B (диапазон регулировки 39–66 мм) регулируемая вручную 4-кулачковая хонинговальная головка с держателем абразива из 8 частей
Набор для хонингования цилиндров двигателя MT30 – DGMF Mold Clamps Co., Ltd 02 ДГМФ -Mold-Clamps-H50C (диапазон регулировки 48-80 мм) регулируемая вручную четырехкулачковая хонинговальная головка с восемью шлифовальными брусками головка с восемью держателями для песка Инструмент для хонингования головок цилиндров h201 – DGMF Mold Clamps Co., Ltd
Инструмент для хонингования головок цилиндров DGMF-Mold-Clamps-h201 представляет собой регулируемую вручную хонинговальную головку.
Диапазон регулировки диаметра хонинговального отверстия 66-140 мм, четырехкулачковая конструкция, алюминиевый сплав.
Подходит для хонингования небольших партий
Может устанавливаться на хонинговальные станки и коромысла.
Все высококачественные стальные хонинговальные оправки для головок цилиндров обычно доступны в следующих размерах: (другие размеры могут быть изменены по индивидуальному заказу)
DGMF-Mold-Clamps-h51B
DGMF-Mold-Clamps-H50C
DGMF-Mold-Clamps-h201
DGMF-Mold-Clamps-MT40, регулируемый диапазон 40-62 мм, ручной или моторизованный, четыре хонинговальная головка
DGMF-Mold-Clamps-MT62, регулируемый диапазон 62-82 мм, ручная или моторизованная, пятикулачковая хонинговальная головка голова Хонинговальная головка DGMF-Mold-Clamps-MT62 представляет собой регулируемую вручную хонинговальную головку с диапазоном хонингования 62–82, пятикулачковой конструкции, полностью из стали, для периодического хонингования и может использоваться на простых хонинговальных станках и коромыслах.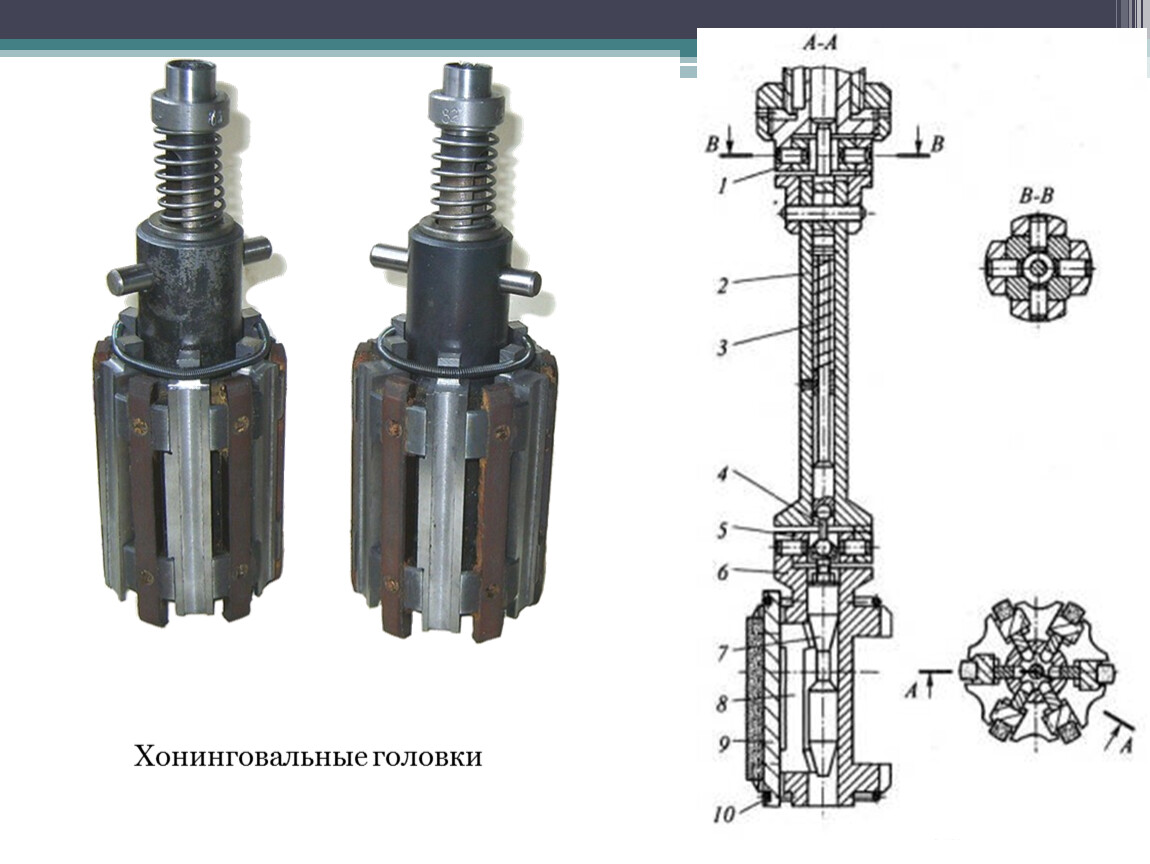 сверла.
сверла.
DGMF-Mold-Clamps-MT82, регулируемый диапазон 82–110 мм, ручная или моторизованная пятикулачковая хонинговальная головка хонинговальная оправка Инструмент Хонинговальная головка DGMF-Mold-Clamps-MT82 является точным и прочным хонинговальным инструментом благодаря своей конструкции, тонкому производству и использованию высококачественной стали.
DGMF-Mold-Clamps-MT110, регулируемый диапазон 110–170 мм, ручное или моторизованное 5-кулачковое хонингование
Все стальные головки Honating обычно доступны в следующих размерах: (можно настроить другие размеры)
DGMF-Mold-Clamps-MT40
DGMF-Mold-Clamps-MT62
DGMF-MOLD-MOLD-MT82
DGMF-Mold-Clamps-MT110
Инструмент для хонингования цилиндров двигателя DMT90 для хонинговального станка M4215 — DGMF Mold Clamps Co,. LtdОсобенности конструкции хонинговальной головки DGMF-Mold-Clamps-DMT90
1. Подходит только для хонинговального станка Dahe M4215, соединенного с шатуном ML2, диаметр интерфейса 52 мм
2. Изготовлен из высококачественной стали, подходит для высокопрочного хонингования
Изготовлен из высококачественной стали, подходит для высокопрочного хонингования
3. Конструкция с пятью захватами, соответствующий размер абразивного бруска 120*12*12 мм
4. Диапазон хонингования 90-122 мм, с 4 различными держатели шлифовальных брусков по высоте
Хонинговальная головка DMT90 Engine Cylinder Hone Kit содержит все элементы
1. Один корпус хонинговальной головки (один набор из одного конуса)
2. 10 верхних штифтов
3. 20 держателей шлифовальных брусков с
4. 20 зеленых шлифовальных брусков из карбида кремния 180 #
5. 4 пружины
Что такое хонингование?
Хонингование, также известное как растачивание, представляет собой чистовую обработку поверхности с помощью масляного бруска (также известного как хонинговальный брусок/цилиндрический хонинговальный камень), вставленного в хонинговальную головку.
Хонингование используется вместе с хонинговальным масляным бруском. Это может значительно повысить точность обработки и производительность деталей с высокой точностью и измеримостью. Он может выполнять общий процесс хонингования и технологию хонингования платформы и т. д.
Он может выполнять общий процесс хонингования и технологию хонингования платформы и т. д.
Спецификации продукта варьируются от φ15 до φ1000, а также могут быть изготовлены различные нестандартные спецификации в соответствии с требованиями пользователя.
Хонинговальная головка для глубоких отверстий адаптирована к вертикальным или глубоким отверстиям головок цилиндров. Мы можем использовать хонинговальную головку цилиндра для обработки всех видов заготовок с глубокими отверстиями. То же самое маленькое поле, когда инструмент использует процесс расточки.
Что такое хонингование?
Заготовка крепится на хонинговальном столе или в зажиме при хонинговании. Хонинговальная головка с несколькими цилиндрическими хонинговальными брусками вставляется в обрабатываемое отверстие, приводимая в движение шпинделем станка для вращения и совершения осевых возвратно-поступательных движений.
Полосы масляного бруска/цилиндрического хонинговального бруска приводятся в контакт со стенкой отверстия с определенным давлением, чтобы срезать очень тонкий слой металла. Хонинговальная головка инструмента для хонингования цилиндров двигателя обычно соединяется со шпинделем плавающим соединением.
Хонинговальная головка инструмента для хонингования цилиндров двигателя обычно соединяется со шпинделем плавающим соединением.
Существует несколько типов хонинговальных головок для цилиндров двигателей: механические, пневматические или гидравлические с автоматическим регулированием давления.
Инструмент для хонингования цилиндров двигателя с регулированием гидравлического давления в основном используется в производстве.
Каковы характеристики процесса хонингования?
① Хонингование — это эффективный метод обработки, обеспечивающий высокую точность обработки поверхности заготовки, высокое качество поверхности и длительный срок службы, что может эффективно повысить точность размеров, точность формы и уменьшить значение Ra, но не может улучшить точность позиционирования отверстие и другие поверхности.
② Может обрабатывать детали из чугуна, детали из закаленной и незакаленной стали и детали из бронзы, но не подходит для обработки деталей из прочных цветных металлов.
③ Хонингование в основном используется для обработки отверстий. Исходный центр отверстия для обработки используется для руководства в процессе хонингования отверстия. Диапазон диаметров обрабатываемых отверстий составляет φ5 ~ φ500, а отношение глубины к диаметру может достигать 10.
④ Хонингование широко используется в массовом производстве для обработки отверстий цилиндров, стволов цилиндров, отверстий клапанов и различных стволов оружия. Его также можно использовать в мелкосерийном производстве штучных изделий.
⑤ Соосность не может быть определена при хонинговании.
⑥ По сравнению со шлифованием хонингование снижает физический труд рабочих, повышает производительность и упрощает автоматизацию.
Для чего применяется хонингование?
Хонингование в основном используется для обработки различных цилиндрических отверстий с отверстием от 5 до 500 мм и более, таких как гильзы цилиндров, отверстия под клапаны, отверстия под шатуны и коробчатые отверстия и т.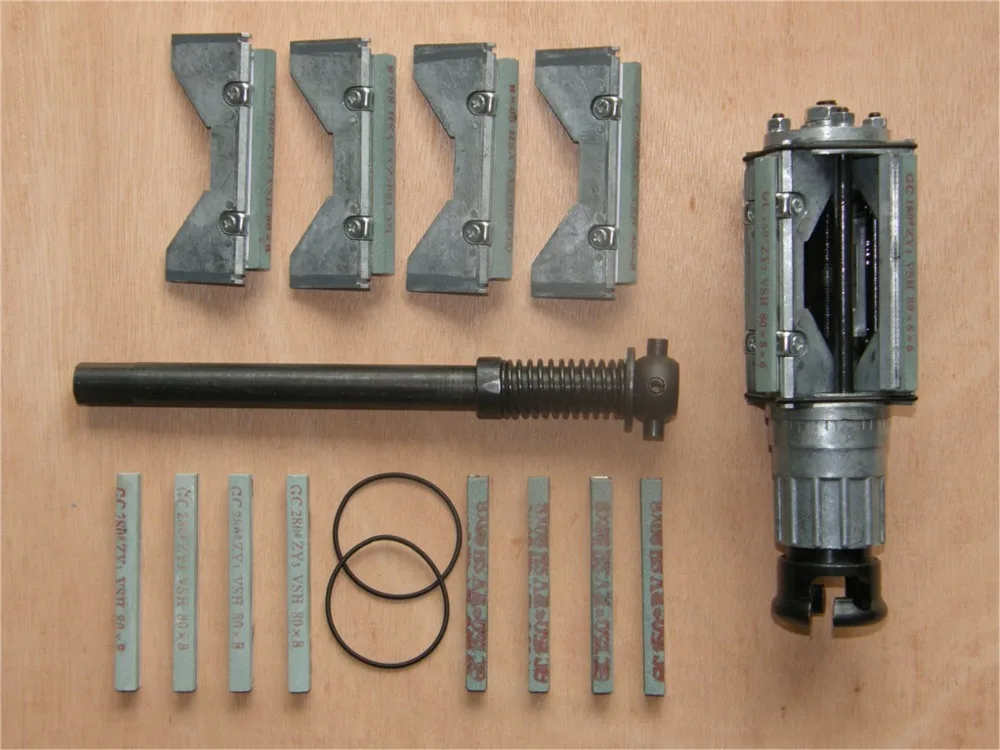 д. Отношение глубины отверстия к отверстию может составлять до 10 или даже больше.
д. Отношение глубины отверстия к отверстию может составлять до 10 или даже больше.
При определенных условиях хонингование может также обрабатывать внешние окружности, плоские поверхности, сферические поверхности, поверхности зубьев и т. д. Цилиндрическое хонингование с шероховатостью поверхности обычно до Ra0,32 ~ 0,08 мкм, тонкое хонингование до Ra0,04 мкм или менее и может улучшить геометрическую точность небольшого количества, точность обработки до IT7-4.
Качество поверхности плоского хонингования несколько хуже.
Как работает хонинговальный станок?
Хонингование обычно выполняется на хонинговальном станке. Шпиндель станка и хонинговальная головка цилиндра двигателя обычно имеют плавающее соединение; однако для улучшения возможности исправления геометрии заготовки также можно использовать жесткую муфту.
При хонинговании отверстия головка хонинговального шпинделя цилиндра двигателя обычно устанавливается с 2–10 масленками/цилиндрическими хонинговальными брусками по внешней окружности, приводимыми в движение шпинделем станка для вращения в отверстии и совершения линейного возвратно-поступательного движения в в то же время, что является основным движением.