
Пара слов о сварочных смесях (Ar+CO2) + генератор углекислоты своими руками от сварщиков-экспериментаторов
Про сварку в газовых смесях ходят легенды. Вот, например, если варить в смеси Ar-75%+CO2-25%, то и брызги исчезают совсем и электродного присадочного материала расходуется меньше: писаки на разношерстных сайтах о сварке утверждают со знанием дела о 3-5% экономии! Если варить много, приличная, однако, экономия получается. Плюс ко всему вместо мелкокапельного металлопереноса образуется фактически струйный перенос металла с электродной проволоки в сварочную ванну, что делает шов плотнее и, очевидно, прочнее. При больших объемах сварки с СО2 обмерзает редуктор и не работает, так что приходится использовать всякие дополнительные приспособления – подогреватели углекислого газа. Так же при сварке в углекислоте наблюдается сильно разбрызгивание. А со смесью этого не происходит. И баллон приходится менять реже.
В общем, смесь «рулит», не смотря на то, что СО2 дешевле и не так чувствительна к подготовке сварочных кромок.
В связи с чем вопрос: действительно ли использование сварочных смесей на основе Ar так эффективно или все-таки лучше варить СО2?
Лично мне очевидно, что процентное соотношение Ar + СО2 газовой смеси выбирают в зависимости от толщины металла, количества легирующих элементов в нем и с учетом требований по механической прочности шва. В целом, играясь этим соотношением можно улучшить или ухудшить свойства сварного соединения.
Конечно, сколько сварщиков, столько мнений, а истина находится где-то посередине. Первое, что, очевидно, нужно учитывать, это тип вашего полуавтомата. Если он рассчитан только на MAG –сварку в активном газе – углекислоте, то использование смеси с высоким содержанием в ней аргона приведет к возникновению проблем с клапаном. Поэтому для сварки в смесях логично выбирать инвертор MIG.
Теперь по сути проблемы…
Может показаться, что смесь применять вообще не стоит, так как есть здесь определенный маркетиноговый ход, позволяющий накрутить цену за счет манипуляций с процентным соотношением разностоимостных газов в баллоне. В итоге получается, что за суррогат аргона и углекислоты нужно платить так же, как за первосортный аргон. Здесь дело обстоит примерно как с бензином. Был 76-й и 92-й бензин. В итоге придумали нечто среднее между этими двумя марками 80-й. В итоге сами знаете, что получилось.
В итоге получается, что за суррогат аргона и углекислоты нужно платить так же, как за первосортный аргон. Здесь дело обстоит примерно как с бензином. Был 76-й и 92-й бензин. В итоге придумали нечто среднее между этими двумя марками 80-й. В итоге сами знаете, что получилось.С другой стороны профессиональные сварщики знают, что действительно смесь эффективна при сварке коррозионостойких сталей, оцинкованного металла, хотя по всем теоретическим канонам сварка в чистом аргоне этих же марок и покрытий качество швов должна только улучшить. Но на практике все происходит иначе.. В промышленности готовят смесь Ar-95-98%+CO2-2-5%
- марка стали ( сварка нержавеющей стали 20Х13 может отличаться от ст. 12Х18Н10Т и т.д.)
- марка присадочной проволоки
- режимы сварки.
Исходя из этого становится понятно, почему смесь, которая одному сварщику подходит идеально, для другого дает неудовлетворительный результат. С нашей точки зрения, однозначного ответа в какой пропорции лучше варить здесь нет. Ее надо подбирать индивидуально в каждом конкретном случае в зависимости от исходных данных.
С нашей точки зрения, однозначного ответа в какой пропорции лучше варить здесь нет. Ее надо подбирать индивидуально в каждом конкретном случае в зависимости от исходных данных.
Аргон применяют при сварке легированных/высоколегированных и жаропрочных сталей, алюминия, титана.
Если же вы занимаетесь кузовным ремонтом, другими словами сваркой низкоуглеродистых сталей, которые применяют в автопроме – здесь однозначно нужно применять углекислоту. Хотя, если будете варить «чернягу» аргоном разницы не почувствуете (разве что в цене за баллон?). Почему так, прояснит следующая статья.
Генератор углекислоты для сварки своими руками
Но немного отвлечемся от серьезной темы…
В каждой шутке есть доля шутки, а остальное правда…
Оказывается, приличный шов, ничем не уступающий по качеству шву, сваренному в смеси аргона с углекислотой, можно получить при сварке на Кока-Коле (Coca Cola). Вспоминаем, что только не делали с этой самой Кока-Колой: и пили, и ели ее, и как средство от ржавчины использовали, ведь «богатый» состав этого чудо-напитка содержит много чего, даже немножко ортофосфорной кислоты. Ее добавляют как усилитель вкуса, или «Третий вкус», изобретенный японцами в «стране восходящего солнца» – этот самый «вкус» более интенсивно всасывается и ощущается вкусовыми рецепторами. Не забываем при этом, что ортофосфорная кислота применяется еще много где в химической промышленности и, в частности, в ваннах электрополировки вместе с хлористым ангидридом и прочими хим. веществами. Электрополировка, напомним, в промышленности служит для придания изделиям из нержавейки товарного вида .
Ее добавляют как усилитель вкуса, или «Третий вкус», изобретенный японцами в «стране восходящего солнца» – этот самый «вкус» более интенсивно всасывается и ощущается вкусовыми рецепторами. Не забываем при этом, что ортофосфорная кислота применяется еще много где в химической промышленности и, в частности, в ваннах электрополировки вместе с хлористым ангидридом и прочими хим. веществами. Электрополировка, напомним, в промышленности служит для придания изделиям из нержавейки товарного вида .
Так вот, оказалось, что у Кока-Колы обнаружился еще один «талант»: ее можно применять в качестве защитной среды при сварке полуавтоматом низкоуглеродистых и низколегированных сталей проволокой св.08Г2С.
Рецепт приготовления защитной среды прост:
- Кока-Кола – 0,5 л
- Уксус -1,25 мл
- Сода пищевая – 100 г
- Лимонная кислота – 20г.
Получается вот такая смесь в предложенных пропорциях и генератор диоксида углерода по совместительству.
А далее, как в сказке: чем дальше, тем страшней…
Берем мерную кружку, засыпаем в нее лимонную кислоту, затем соду, перемешиваем.
Берем пластиковую бутылку и наливаем в нее 0,5 л Кока-Колы, добавляем уксус и пару подготовленных трубочек. Накручиваем трубку для подачи газа в сварочную горелку на бутылку – и вуаля, газовая защитная атмосфера своими руками готова к применению. Проверка шва, выполненного на кока-коле, дала положительный результат.
Вывод: если у вас кончился баллон с газом посреди ночи и варить все-равно надо, а в хозяйстве есть Кола и то, что на кухне у жены под рукой должно всегда найтись – вы будете спасены, сможете закончить работу до утра и при этом не оставите разочарованными ваших заказчиков.
Зачем нужна сварочная смесь и что о ней нужно знать?
Технология сварки металлов в среде инертных газов требует применения такого вещества, как сварочная смесь, за счет применения которого достигается высококачественная работа, эффективное производство соединения и швов.
- Аргон с углекислым газом;
- Аргон с кислородом;
- Углекислый газ с кислородом.
Аргон и углекислый газ
Использование данной смеси (зачастую 18-25%) эффективно при работе по соединению низколегированных и низко углеродных сталей. Если сравнивать со сваркой в чистом аргоне или углекислом газе, то можно понять, что рассматриваемая смесь позволяет достигнуть более легкий струйный перенос электродного металла. Швы получаются более пластичные, нежели при работе в чистой углекислоте. Уменьшается вероятность образования пор.
Аргон и кислород
Газовая аргоновая смесь с кислородом зачастую применяется во время соединительных работ с легированными и низколегированными сталями. Незначительная примесь кислорода позволяет предотвратить образование пор.
Углекислота и кислород
В процессе добавления к углекислоте кислорода разбрызгивание металла во время производства соединений снижается, после чего улучшается формирование шва. Вдобавок ко всему увеличивается выделение тепловой энергии, за счет чего повышается в некоторой степени производительность работы. Глядя с другой стороны на данную смесь, результатом повышенного окисления происходит ухудшение механических свойств шва.
Смеси ТУ 2114-001-99210100-09:- Газовая сварочная смесь аргона (80%) + углекислый газ (20%) — Ar+CO2 20%;
- Аргон (95%) + кислород (5%) — Ar+O2 5%;
- Аргон (92%) + углекислый газ (8%) — Ar+CO2 8%;
- Аргон (88%) +углекислый газ (12%) — Ar+CO2 12%;
- Аргон (98%) + углекислый газ (2%) — Ar+CO2 2%;
- Кислород (95%) + углекислый газ (5%) – O2+CO2 5%.
За счет чего смеси пользуются спросом?
Сварочная смесь является выгодным помощником на пути к созданию долговечных, качественных и неразъемных соединений. Внимания засуживают достоинства, которыми располагают смеси на основе аргона с добавлением углекислоты.
Внимания засуживают достоинства, которыми располагают смеси на основе аргона с добавлением углекислоты.
Преимущества:
- Снижения количества прилипания металлических брызг в области соединения и, как следствие, уменьшение трудоемкости по удалению брызг до 95%;
- Увеличение массы наплавляемого материала за единицу времени, уменьшение потерь электродного материала на разбрызгивание во время производства соединений;
- Значительное повышение пластичности и плотности металлического скрепления деталей;
- Существенное повышение прочности сварочного соединения;
- Улучшение гигиенических условий труда на рабочем месте, получаемое за счет существенного снижения количества выделяемых дымов и сварочных аэрозолей;
- Стабильность сварочного процесса, даже при условии неравномерной подачи проволоки в зону соединения. Также стабильность работы наблюдается при наличии следов ржавчины и технологической смазки на ее поверхности.

Качественная сторона
Сварочный кислородный газ не обеспечивает стабильность и качество соединений так, как это обеспечивает аргон. Таким образом, смесь на основе аргона способна уменьшить количество оксидных включений, к тому же способствует измельчению зерна, при этом улучшая микроструктуру металла. Также увеличивается глубина провара соединения и шва, повышение плотности, за счет чего, в конце концов, увеличивается прочность конструкций, соединяемых посредством сварки.
Производительность
Скорость сварки в сравнении с традиционной кислородной сваркой значительно увеличивается (фактически в два раза). Подобное происходит из-за меньшего натяжения расплавляемого металла на поверхности, после чего происходит снижение разбрызгивания и набрызгивания металла электрода на 70-80%. В большинстве случаев несущественное число брызг, поверхностного шлака исключает, направленные на зачистку сварочных элементов.
Экономия времени и средств
Соединительные работы в среде защитного газа способствуют уменьшению расхода проволоки и электроэнергии на 10-15%. Вдобавок ко всему использование аргона позволяет в значительной мере сократить временные затраты на зачистку и подготовку швов соединений перед покраской, либо оцинкованием. Срок службы насадок, масок, спецодежды также значительно увеличиваются, в результате чего напрашивается следствие — сокращения финансовых затрата на смену упомянутых выше материалов.
Улучшение условий труда
Сварочный дым и его концентрация во время сопряжения металлических деталей посредством аргонодуговой сварки значительно уменьшается. Также снижается концентрация аэрозолей, вредных газов. Так, здоровье сварщика не подвергается вредоносных воздействиям вышеупомянутых веществ. К тому же уменьшается риск образования профессиональной болезни сварщиков – силикоза легких. В результате всего сказанного, условия труда при использовании аргона значительно улучшаются.
Как происходит смешивание?
Зачастую процедура смешивания производится на основе использования ротаметров. Смешивание происходит непосредственно на рабочем месте сварщика, то есть сварочном посте, но также может быть использовано многопостовое снабжение газовыми смесями и смесей на заводе производителе. Состав смеси может регулироваться посредством изменения расхода газов с помощью редуктора, установленного на баллоне.
Соотношение веществ определяется предварительно проградуированным ротаметром по положению поплавка. Относительно конструкции ротаметра, он состоит из конусной стеклянной трубки, которая помещена в металлический каркас. Внутреннее пространство трубки размещает в себе поплавок, выполненный из алюминия, эбонита, либо коррозионно-стойкой стали.
Похожие статьиКакой газ нужен для сварки полуавтоматом
Сварочный полуавтомат дает возможность увеличить продуктивность и качество работы. Оборудование не предполагает использования традиционных электродов. Вместо них применяется специальная присадочная проволока, которая намотана на катушку. Преимущество такого подхода заключается в том, что специалисту не приходится разрывать шов, чтобы сменить стержень. Операция выполняется непрерывно, сохраняется целостность шва и экономится время.
Вместо них применяется специальная присадочная проволока, которая намотана на катушку. Преимущество такого подхода заключается в том, что специалисту не приходится разрывать шов, чтобы сменить стержень. Операция выполняется непрерывно, сохраняется целостность шва и экономится время.
Помимо этого, оборудование позволяет сваривать заготовки разной толщины: от 0,2 мм до нескольких сантиметров. При этом сварщик может работать с заготовками из разных материалов или их сплавов. Для того, чтобы воспользоваться всеми перечисленными преимуществами требуется газ для сварки полуавтоматом. Он будет препятствовать проникновению в сварочную ванну атмосферной влаги и содержащихся в воздухе других элементов.
Какой газ нужен для сварки полуавтоматом
Технологическим регламентом при работе полуавтоматической сваркой предусматривается применения инертного или активного газа в качестве флюса. Активный вступает в химическую реакцию во время сварки и меняет физико-химические показатели сварного шва. Защитный газ не реагирует, но защищает рабочую среду от окислительных процессов. Такой способ особенно актуален в случаях сваривания заготовок из алюминиевого сплава, которые быстро поддаются окислению.
Защитный газ не реагирует, но защищает рабочую среду от окислительных процессов. Такой способ особенно актуален в случаях сваривания заготовок из алюминиевого сплава, которые быстро поддаются окислению.
Наиболее распространенными газами из числа инертных являются гелий и аргон. Активная группа состоит из распространенных элементов: углекислый газ (СО2), кислород, азот. Самые популярные соединения:
- смесь аргона с углекислотой. Инертно-активная среда минимизирует количество брызг;
- состав из гелия и аргона. Инертная среда, позволяющая повысить температуру дуги;
- аргоно-кислородная газовая среда. Инертно активное соединение, которое используется при работе с легированной и низколегированной сталью;
- углекислый газ в сочетании с кислородом. Активная среда, применяемая для повышения производительности полуавтоматического оборудования.
Читайте также: Как правильно варить полуавтоматом
Сварочная смесь для полуавтомата
Выбирая смесь для полуавтомата, специалист учитывает такие критерии: тип материала заготовок, диаметр используемой проволоки, оптимальная толщина сварного шва. На практике для выбора смеси достаточно сопоставить приведенные в специальных таблицах данные. Здесь уже подобраны оптимальные варианты составов для работы с конкретными материалами с учетом технологических особенностей процесса.
Опытный сварщик учитывает и сопутствующие эффекты от использования той или другой газовой смеси. К примеру, применение углекислого газа дает возможность снизить разбрызгиваемость. Поэтому их часто выбирают для формирования потолочных швов.
Технология выполнения работ
Принципиального отличия от дуговой сварки нет, поскольку в основу положены те же физико-химические процессы. Между электродом и рабочей поверхностью создается разница потенциалов, что дает возможность сформировать электрическую дугу. Она накаляется до температуры, которой достаточно для плавления металлов. Расплавленная присадочная проволока связывается с телом заготовки на атомарном уровне. После остывания образуется цельный конструкционный элемент. Прочность соединения присадки и тела заготовки составляет примерно 90% от показателя основного конструкционного материала.
Между электродом и рабочей поверхностью создается разница потенциалов, что дает возможность сформировать электрическую дугу. Она накаляется до температуры, которой достаточно для плавления металлов. Расплавленная присадочная проволока связывается с телом заготовки на атомарном уровне. После остывания образуется цельный конструкционный элемент. Прочность соединения присадки и тела заготовки составляет примерно 90% от показателя основного конструкционного материала.
Нужно учитывать и особенности, которые характерны для полуавтоматической сварки:
- Присадочная проволока подается в рабочую зону непрерывно через специальный проводящий электричество мундштук. При этом расход материала можно отрегулировать вручную, придерживая или отпуская кнопку подачи.
- Вместо привычного флюса в твердой форме, от плавления которого образуется газовое облако, тут подается уже готовая газовая смесь или же чистая среда. Газ поступает все время: как при активной, так и потухшей электрической дуге.

Благодаря такому решению уменьшается количество брызг, показатели работы дуги более стабильны, повышается производительность труда сварщика и, соответственно, снижается трудоемкость сварочных процессов.
Особенности сваривания под газом
Техника сваривания полуавтоматическими устройствами практически ничем не отличается от приемов, которые применяются в традиционной электродуговой сварке. При помощи полуавтоматов можно формировать горизонтальные или вертикальные швы, делать «прихватку», делать стыки герметичными, делать сопряжения встык или внахлест.
Способы формирования остаются точно такими же, как и при использовании классических аппаратов ММА-серии. Более того, по общей схеме определяются оптимальная сила тока и режима сварки — на основе данных о толщине стыка и диаметре электрода.
Единственная особенность, которую отмечают практически все пользователи — простота соединения тонких листов металла. Поэтому чаще всего полуавтоматы используются в кузовном ремонте и при сваривании металлических конструкций из тонких листов.
Основные преимущества сварки полуавтоматом с газом
- Высокая температура воздействует на ограниченный участок заготовки. Поэтому металлы не меняют свих физических свойств.
- Нет дыма в рабочей зоне. Это существенно облегчает визуальный контроль над сварочным процессом.
- Универсальность. Технология отлично подходит для соединения разных металлов: от алюминия и титана до высоколегированной конструкционной стали.
- Нет ограничений относительно пространственного расположения заготовки. Достаточно отрегулировать мощность горелки для того, чтобы положить наклонный или потолочный шов.
- Отсутствуют ограничения по минимальной толщине. Технология дает возможность работать с листами толщиной от 0,2 мм. Максимальная толщина заготовки зависит от навыков специалиста.
- Не требуется постоянно зачищать швы даже при многослойной сварке. Газовый флюс улетучивается сразу после прекращения подачи смеси.
- Высокая производительность установки.

Газовые смеси по низкой цене в Екатеринбурге
Компания «УралСпецГаз» специализируется на поставках воздушно – газовых смесей, которые наряду с однокомпонентными газами используются в производстве, металлообработке и других отраслях.
Мы осуществляем поставки газовых смесей аргона К18 (аргон 82%, диоксид углерода 18%). В нашем ассортименте также всегда в наличии сварочные смеси газов 40 литров К10, К18, К20, К25.
Такие баллоны чаще всего используются как сварочные смеси для полуавтомата. Их использование помогает увеличить производительность труда и улучшить товарный вид металлоизделий.
Кроме того в компании «УралСпецГаз» вы можете воспользоваться услугой заправки баллонов сварочной смесью, или купить баллон для сварочной смеси. Также мы осуществляем продажи поверочных газовых смесей.
Приобрести сварочные смеси аргона, вы можете прямо сейчас, связавшись с нашим менеджером:
Позвоните нам по телефонам:
+7 (343) 221-00-14
+7 (912) 045-81-22
Оставьте заявку на почте:
usgaz@mail. ru
ru
Или заполните форму обратной связи ниже.
Наш менеджер проконсультирует вас и поможет оформить заказ и доставку. Купить сварочные смеси в баллонах или заказать заправку вы можете ежедневно с 8:00 до 19:00.
Сварочные смеси – цена в «УралСпецГаз»
Цена газовых смесей
| Наименование продукции | Баллоны оборотные | Цена с НДС, в рублях. |
| Газовая смесь, К18 К10 К18 К20 К25 (10% СО2+Ar), ТУ 2114-004-00204760-99, объем 40л. (6,1м³) | 6000 | 750 |
| Газовая смесь, К18 объем 25 л | 5500 | 500 |
| Газовая смесь, К18 объем 10 л | 4000 | 400 |
От чего зависит стоимость сварочных смесей?
В первую очередь, цена газовой смеси определяется исходя из объёма газа. Мы осуществляем продажу баллонов сварочной смеси 10 литров и 40 литров. Кроме того, у нас вы можете приобрести баллоны для газовой смеси 40 литров и 10 литров и в дальнейшем пользоваться услугой заправки газом, имеющихся у вас в наличии баллонов.
Мы осуществляем продажу баллонов сварочной смеси 10 литров и 40 литров. Кроме того, у нас вы можете приобрести баллоны для газовой смеси 40 литров и 10 литров и в дальнейшем пользоваться услугой заправки газом, имеющихся у вас в наличии баллонов.
Преимущества покупки газовых смесей для сварки в компании «УралСпецГаз»
- У нас вы можете купить сварочные газовые смеси, а также специальное оборудование для сварочных работ;
- Мы работаем в выходные и праздничные дни;
- Возможна доставка день в день;
- Соответствие ГОСТу;
- Заправка баллонов сварочными смесями осуществляется квалифицированным персоналом;
- Широкий ассортимент газовых баллонов всегда в наличии;
- Скидки для постоянных покупателей.
Применение воздушно-газовых смесей
Чаще всего используется газовая смесь для полуавтомата и при других видах сварочных работ, а также при газовой резке углеродистых конструкционных и некоторых легированных сталей.
Сварка сварочной смесью применяется как для мелких металлических изделий, так и при возведении сложных и больших металлоконструкций.
Сварочная смесь Ar CO2 улучшает текучесть, увеличивает стабильность дуги и нагнетание металла в сварочную ванну, что позволяет сократить временные издержки на сварку и повышает надёжность сварочного шва.
Правила безопасности при использовании и хранении баллонов со сварочными смесями
Баллон под сварочную смесь представляет собой сосуд чёрного цвета с указанием газов, которые в нём содержатся – «Газ. Смесь Ar + CO2».
Хранить баллон сварочной смеси надлежит строго в вертикальном положении. Также необходимо исключить попадание прямых солнечных лучей на баллон, и сократить до минимума вероятность его нагревания.
В процессе сварки необходимо использовать редуктор сварочной смеси, который позволит контролировать давление газа в баллоне.
Купить сварочные смеси в Екатеринбурге с доставкой вы можете прямо сейчас по телефонам:
+7 (343) 221-00-14
+7 (912) 045-81-22
какие разновидности использовать, какой расход в работе и какое давление применяется для получения ровного шва – Газовая сварка на Svarka.
 guruНа сегодняшний день существует множество режимов и видов сварки. Для одних типов требуются переносные (инверторные) источники питания другие же могут использоваться только в условиях цеха под наблюдение нескольких специалистов.
guruНа сегодняшний день существует множество режимов и видов сварки. Для одних типов требуются переносные (инверторные) источники питания другие же могут использоваться только в условиях цеха под наблюдение нескольких специалистов.Чтобы получился хороший, ровный и прочный шов, нужно соблюдать все правила, знать какие газы будут оптимальны для данного аппарата и каких правил нужно придерживаться при работе с металлами.
Особенности
Алгоритм сварки полуавтоматом — это своего рода модификация ручной электродуговой сварки. Чтобы в полной мере оценить преимущества недостатки, нужно рассмотреть как именно проводится полуавтоматическая сварка.
Перед тем как приступать к процессу сварки нужно усвоить несколько пунктов:- В плюсовую клемму нужно подключать горелку, а в минусовую — заготовку.
- Для каждого типа металла используется специальная проволока.
- Сила тока и скорость его подачи проволоки это прямо пропорциональное значение.
 Чем сильнее поступает ток, тем больше должна быть скорость подачи и наоборот.
Чем сильнее поступает ток, тем больше должна быть скорость подачи и наоборот. - Токосъемный наконечник это расходный материал который будет часто меняться. Его диаметр должен соответствовать диаметру самой проволоки.
- В основном, от параметров работы механизма падающего проволоку зависит качество готового шва.
- Чтобы подача проволоки была непрерывной, шланг который подаёт её, должен быть крайне жестким.
- Если толщина металла который сваривают, менее 1 мм то лучше производить сварку точками, тогда заготовка не перегреется и не прогорит.
- В том случае когда напряжение в сети 190 вольт а не 220, то есть меньше стандартного, лучше использовать проволоку маленького диаметра. К примеру вместо 0,8 взять 0,6, тогда аппарат намного легче справится с ней и шов качественный.
- Если сварка полуавтоматическим устройством происходит без участия газа, то плюсовую клемму нужно подключать непосредственно к заготовке и применять для сварки специальную проволоку.
Что можно варить?
Полуавтоматом можно варить металл любой толщины, тем не менее толстые изделия нужно разогревать докрасна паяльной лампой. Для этих целей отлично подходит инверторный источник питания.Сварка в аргоне это совсем другое, ведь принцип работы полуавтомата заключается в том чтобы плавить стальную проволоку и заполнять ею швы. Чтобы не происходил процесс окисления, процедура проходит под действием углекислоты. Аргон применяется для защиты активных металлов от окисления.
Атмосфера из инертных газов не даст кислороду реагировать с поверхностью.
Разновидности
Рассмотрим виды газов, которые применяются при сварке полуавтоматом
Ацетилен это бесцветный газ, который легче воздуха. Он обладает особенным запахом. Один из широко распространенных газов, которые применяются в данной сфере, так как обладает самой высокой температурой горения и имеет повышенную полярность. Часто используется из-за высоких температурных показателей при резке металлических конструкций.
Водород — также бесцветный, не пахнущий газ, который относится к классу взрывоопасных веществ. При контакте с кислородом воздушная среда образует гремучую смесь. По технике безопасности водородные баллоны не должны находиться под давлением больше 15 мПА.
Коксовый газ не имеет цвета, но имеет специфический запах. Это отход, извлекаемый в процессе добычи кокса, который используется при сварке. Он выводится из каменного угля. Газ можно транспортировать при помощи трубопроводных магистралей.
Природные газы, такие как метан, бутан и пропан не имеют особых требований к хранению и транспортировке. Добыча газа чаще всего происходит прямо на месте зарождения.
Пиролизный газ добывается в процессе распада нефтепродуктов. Он способствует образованию коррозии горелки, из-за этого они быстро выходят из строя. Перед самим использованием пиролизный газ очищают. Использует такую субстанцию не только при сварке но и при резке металлов.
Непосредственно для сварки в стандартных условиях, то есть при подключении к сети 220 В, используется два вида газов — это Углерод и Аргон. Они оба подходят для сварки полуавтоматом. Иногда можно встретить комбинацию этих газов или особые газовые смеси которые отличаются по свойствам от их оригиналов.
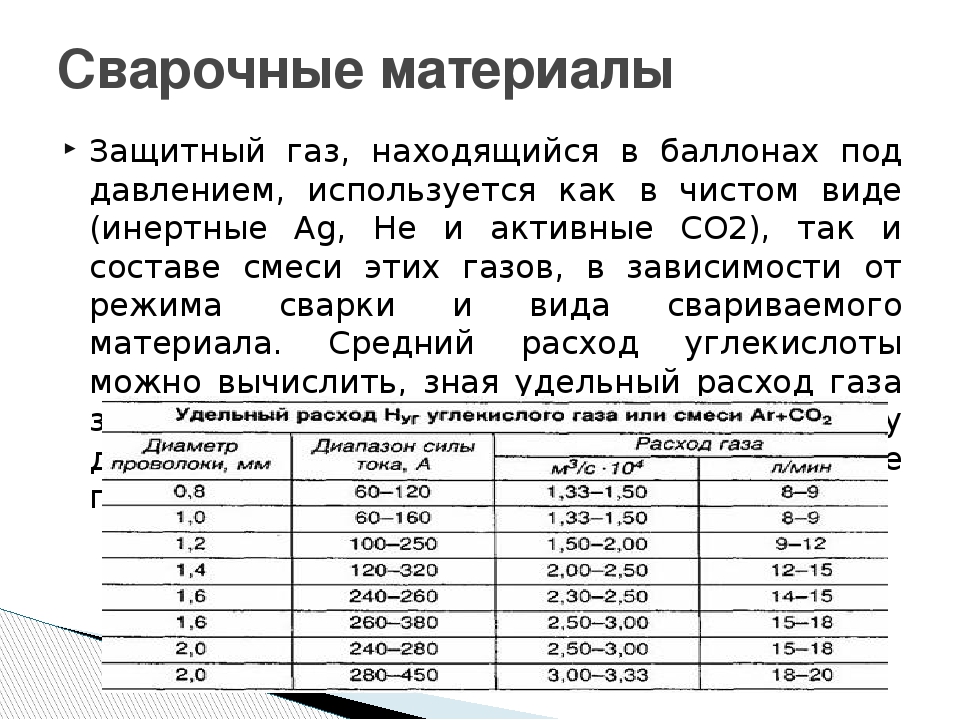
Расход в работе
Обычный 40-литровый баллон содержит в себе 24 кг углекислого газа. При испарении из него образуется 12000 дм. куб. Если учитывать данные, которые были выведены, можно узнать на сколько хватит баллона при непрерывном использовании.Если при работе используется проволока, толщиной 1 мм и ток, напряжением в 100 А, то 40 литров газа хватит примерно на 24 часа. Из этого следует, что баллон, объемом 10 литров может обеспечить 6 часов беспрерывной работы. Если верить справочникам, на 1 кг расплавленного металла перепадает 1100 грамм углекислого газа и 1350 грамм сварочной проволоки. С помощью этих данных можно определить пропорцию соотношения углекислого газа и проволоки. На 1200 грамм проволоки расходуется примерно 1 кг углекислоты в жидком виде.
На 1200 грамм проволоки расходуется примерно 1 кг углекислоты в жидком виде.
[stextbox id=’info’]Итого, 24 кг углекислого газа хватит на 29 кг сваренного металла.[/stextbox]
Исходя из статистики можно сказать, что в большинстве случаев эти данные соответствуют реальности.
| Удельный расход газа (углекислый газ или смесь Аргона и углекислого газа) при сварке | |||
| Диаметр проволоки, мм | Диапазон силы тока, А | Расход газа | |
| м3/с *104 | л/мин | ||
| 0,8 | 60-120 | 8-9 | |
| 1,0 | 60-160 | 1,33-1,5 | 8-9 |
| 1,2 | 100-250 | 1,5-2,0 | 9-12 |
| 1,4 | 120-320 | 2,0-2,5 | 12-15 |
| 1,6 | 240-260 | 2,3-2,5 | 14-15 |
| 1,6 | 260-380 | 2,5-3,0 | 15-18 |
| 2,0 | 240-280 | 2,5-3,0 | 15-18 |
| 2,0 | 280-450 | 3,0 – 3,33 | 18-20 |
Газовые смеси
Подробнее о смесях — у них есть определенный ряд преимуществ перед чистыми глазами а именно:- малое разбрызгивание металла;
- хорошая глубина проплавки;
- невысокая степень деформации;
- уменьшенное потребление проволоки;
- быстрая скорость сварки;
- высокая эффективность с точки зрения КПД.

Какие бывают смеси?
- Газовая смесь НП-1: состоит на 85% из гелия, на 13,5% из аргона, на 1,5% из двуокиси углерода. Обеспечивает ровный, гладкий шов, без оксидной плёнки. Хорошо взаимодействует с тонкими поверхностями, ведь не деформирует их.
- Газовая смесь НП-2: состоит на 55% из гелия, на 43% из аргона, на 2% из двуокиси углерода. Обеспечивает низкий уровень шва и быструю скорость сварки. Варить можно материалы любой толщины в любом режиме (в том числе и в автоматическом).
- Газовая смесь НП-3: состоит на 38% из гелия, на 60% из аргона, на 2% из двуокиси углерода. Обеспечивает стабильность дуге, низкую степень деформации и разбрызгивания металла. Подходит для сварки поверхностей, толще 9 мм.
В конечном итоге выбор смеси будет зависеть только от конкретного режим работы. Если сварка происходит в автоматических условиях, то лучше выбирать смесь НП-2 или чистый Аргон. Если сварка происходит вручную, то придется выбирать между НП-1 и НП-3. Далее всё зависит от толщины металла который будет свариваться.
Если сварка происходит вручную, то придется выбирать между НП-1 и НП-3. Далее всё зависит от толщины металла который будет свариваться.
Для промышленных предприятий и крупных партий сварок часто разрабатывается собственные смесь, которая удовлетворяет конкретно условиям изделия. Такие смеси на рынке чаще стоят намного дешевле обычных, но приобретать их можно только на свой страх и риск, потому что если она подошла для одной партии, она может не подойти для вашего изделия, а производителю нужно куда-то спихнуть остатки.
Заключение
Надеемся, что наша статья поможет вам разобраться в процессе сварки при помощи полуавтоматических устройств, или как минимум не переплатить в том случае, если вы заказываете сварку у специалистов.Краткий итог:
- для удачной сварки двух поверхностей нужно определить, могут ли они быть сварены при помощи полуавтоматического устройства;
- далее нужно рассчитать расход газа и правильно рассчитать условия работы. Неверные параметры не только замедлят процесс сварки, а и могут привести к порче поверхностей;
- также нужно правильно определить вид газа, который будет использоваться при сварке.
 И у инертных и у чистых газов есть свои преимущества, и каждый подойдёт для конкретного способа.
И у инертных и у чистых газов есть свои преимущества, и каждый подойдёт для конкретного способа.
Если после прочтения нашей статьи вы всё ещё не уверены в своих силах, то можно попробовать сварить парочку не ответственных деталей или ненужных поверхностей, чтобы проверить навыки, полученные в процессе чтения.
Газовая сварочная смесь Ar+CO2
Газовая сварочная смесь Ar+CO2
Сварочная смесь двуокись углерода — аргон используется в качестве защитной газовой среды при сварке металлов. Основная область применения – сварка MIG-MAG обычных и легированных (нержавеющих) сталей.
Газовые сварочные смеси «двуокись углерода — аргон» выпускаются со следующими процентными соотношениями по аргону: 2%, 8%, 12%, 20% и 25%.
Область применения в сварке:
– полуавтоматическая сварка нержавеющих сталей;
– тонкостенных изделий (толщина менее 1 мм) из обычных конструкционных сталей;
– сварка-пайка на полуавтомате оцинкованных деталей и соединений медь-железо.
Преимущества применения газовых сварочных смесей по сравнению с СО2
— увеличение количества наплавленного металла за единицу времени, а также снижение потерь электродного металла на разбрызгивание
— снижение количества прилипания брызг (набрызгивания) в районе сварного соединения и как следствие уменьшение до 95% трудоемкости по их удалению
— повышение плотности и пластичности металла шва
— повышение прочности сварного соединения
— процесс сварки стабилен даже при некоторой неравномерности подачи сварочной проволоки, а также наличия на ее поверхности следов технологической смазки и ржавчины
— гигиенические условия труда на рабочем месте сварщика улучшаются за счет значительного уменьшения количества выделений сварочных аэрозолей и дымов.
Сварка в защитных газах – один из ведущих технологических процессов соединения различных металлов.
Сварка в среде защитных газов сегодня применяется практически для всех металлов, включая углеродистую сталь, алюминий, медь, нержавейку и титан.
Широко применяемый в сварочном производстве способ защиты сварочной ванны с помощью однокомпонентных газов (двуокись углерода или аргон) со временем стал не удовлетворять требованиям качества и производительности. Дальнейшим этапом повышения эффективности сварки при изготовлении сварных металлоконструкций стало применение многокомпонентных газовых смесей на основе аргона.
Изменяя состав газовой смеси, можно в определенных пределах изменять свойства металла шва и сварного соединения в целом. Преимущества процесса сварки в газовых смесях на основе аргона проявляется в том, что возможен струйный и управляемый процесс переноса электродного металла. Эти изменения сварочной дуги – эффективный способ управления ее технологическими характеристиками: производительностью, величиной потерь электродного металла на разбрызгивание, формой и механическими свойствами металла шва, а также величиной проплавления основного металла.
Выбор сварочного защитного газа
Влияние сварочного газа на процесс сварки
Сварщики и специалисты в этой сфере часто упускают из виду применяемый ими защитный газ и его вклад в процесс сварки.
Защитные газы влияют на режим переноса металла, свойства и геометрию сварочного шва, задымленность и многие другие характеристики сварочного шва.
Правильный выбор защитного газа для процессов дуговой сварки металла, таких как аргонодуговая TIG сварка и полуавтоматическая сварка MIG MAG могут резко повысить скорость, качество сварки и глубину проплавления.
Чистые сварочные газы
Чистые газы, используемые для сварки, это аргон, гелий, и углекислый газ. Эти газы могут иметь как положительное, так и негативное воздействие на дуговой процесс сварки и появление дефектов в сварочном шве.
- Аргон
100% аргон обычно используются для аргонодуговой TIG сварки для всех материалов и MIG сварки цветных металлов. Аргон химически инертен, что делает его пригодным для сварки химически активных и тугоплавких металлов.Этот газ имеет низкую теплопроводность и потенциал ионизации, что приводит к низкой передаче тепла на внешнюю область сварочной дуги.
 В результате формируется узкий столб дуги, который в свою очередь, создает традиционный для сварки в чистом аргоне профиль сварочного шва: глубокий и относительно узкий.
В результате формируется узкий столб дуги, который в свою очередь, создает традиционный для сварки в чистом аргоне профиль сварочного шва: глубокий и относительно узкий. - Гелий
Гелий также является одноатомным инертным газом, и чаще всего используется для аргонодуговой TIG сварки цветных металлов. В отличие от аргона, гелий имеет высокую проводимость тепла и потенциал ионизации, которые дают противоположный, чем при сварке в аргоне, эффект. Гелий обеспечивает широкий профиль сварочного шва, хорошее смачивание по краю и более высокое тепловложение, чем чистый аргон. - Углекислый газ
Углекислый газ CO2 – активный газ — обычно используется для полуавтоматической MAG сварки короткой дугой и MAG сварки порошковой проволокой. CO2 является наиболее распространенным из химически активных газов, используемых в MAG сварке. И единственным газом , который можно использовать в чистом виде без добавления инертного газа.
Углекислый газ является одним из самых дешевых защитных газов, что делает его привлекательным выбором, когда материальные затраты являются основным приоритетом при сварочном процессе. CO2 обеспечивает очень глубокое проплавление, что полезно для сварки толстого металла, однако, при сварке в этом газе менее стабильна сварочная дуга, что приводит к большому образованию брызг. Также его применение ограничивается сваркой на короткой дуге и делает не возможной сварку со струйным переносом.
Сварочные газы, используемые как компоненты сварочной смеси газов
- Кислород
Кислород — двухатомный, активный защитный газ обычно используется для MIG MAG сварки как один из компонентов сварочной смеси, в концентрации менее 10%.Кислород обеспечивает очень широкий профиль сварочного шва с неглубоким проплавлением и высокое тепловложение на поверхности металла. Кислородо-аргонные смеси обладают характерным профилем проплавления сварочного шва в виде «шляпки гвоздя».
 Кислород также используется в тройных смесях с СО2 и аргоном, где он обеспечивает хорошую смачиваемость и преимущества струйного переноса.
Кислород также используется в тройных смесях с СО2 и аргоном, где он обеспечивает хорошую смачиваемость и преимущества струйного переноса. - Водород
Водород — двухатомный, активный компонент защитного газа обычно используется в сварочной смеси в концентрации менее 10%. Водород используется главным образом при сварке аустенитной нержавеющей стали для удаления оксида и повышения тепловложения. Как и для всех газов из двухатомных молекул, результат — широкий на поверхности сварочный шов. Проплавление увеличенное.Водород не подходит для ферритных или мартенситных сталей из-за возникновения трещин.
Водород может быть использован в более высокой концентрации (от 30 до 40%) для плазменной резке нержавеющей стали — для увеличения мощности и сокращения шлака. - Азот
Азот используется реже всего для защитных целей. Он в основном используется для того, чтобы повысить коррозионную стойкость в дуплексных сталях.
Сварочные смеси газов
В зависимости от сварочного процесса и материалов для сварки используется множество различных сварочных газов и их смесей:
| Сварка TIG | Сварка MIG MAG |
|||||
| Сварочный газ или смесь |
Сталь | Нерж. сталь |
Алюминий | Сталь | Нерж. сталь |
Алюминий |
| Аргон (Ar) | х | х | х | х | ||
| Гелий (He) | х | |||||
| Углекислый газ (СО2) | х |
|||||
| Смесь Ar/ СО2 | х | х | ||||
| Смесь Ar/ О2 | х | х | ||||
| Смесь Ar/ He | х | х | х | х | ||
| Смесь Ar/ СО2/ О2 | х | |||||
| Смесь Ar/ H2 | х | |||||
| Смесь Ar/ He/ СО2 | х | х | ||||
| Смесь He/ Ar/ СО2 | х | |||||
Стоимость сварочного газа на фоне общей стоимости сварочных работ
Если посмотреть на диаграмму распределения стоимости сварочных работ, то можно увидеть, что затраты на сварочный газ составляют всего 2-5% от всех затрат на сварку. Однако недооценивать эти затраты не следует.
Однако недооценивать эти затраты не следует.
Выбор правильного газа и его качество значительно влияют на расход сварочных материалов, геометрию сварочного шва и на весь процесс сварки в целом. Также выбор газа влияет и на затрачиваемый труд на исправление дефектов и обработку сварочного шва после сварки.
Надеемся данная статья было полезна для вас. На этом сайте вы найдете много других интересных и полезных статей. Спасибо.
© Смарт Техникс
Данная статья является авторским продуктом, любое её использование и копирование в Интернете разрешена с обязательным указанием гиперссылки на сайт www.smart2tech.ru
Как выбрать типы защитного газа для GMAW
- Гелий имеет более низкую плотность, чем аргон, что требует более высоких скоростей потока. Гелий также является газом с одним атомом, который обычно используется для более толстых материалов. Это также хороший выбор для сварки алюминия. Потому что, несмотря на его ограниченно высокую цену, гелий уже редко встречается в отрасли.

- Двуокись углерода (CO 2 ) редко используется отдельно, потому что она дает широкий сварной шов и часто приводит к образованию большого количества брызг.CO 2 чаще всего сочетается с аргоном для получения наилучшего конечного результата. CO 2 также является химически активным газом, что означает, что он имеет высокий потенциал ионизации.
Газы, используемые в смесях
- Кислород — это двухатомная молекула, обычно добавляемая в газовые смеси GTAW в количестве 10% или меньше. Его можно рассматривать как дополнение к аргону для GMAW, поскольку он может помочь создать глубокий и узкий проплавленный сварной шов в специализированных приложениях.
- Водород — активный защитный газ, который также обычно используется в смесях GMAW в количестве 10% или меньше. Эта двухатомная молекула имеет тенденцию давать горячие бусинки с широкой поверхностью.
 Водород в основном используется в материалах из нержавеющей стали для улучшения текучести и увеличения скорости движения.
Водород в основном используется в материалах из нержавеющей стали для улучшения текучести и увеличения скорости движения.
При выборе защитного газа для GMAW необходимо учитывать три основных компонента: тип материала, тип наполнителя и режим переноса.
- Тип материала : Наиболее важным фактором является соответствие вашего газа типу материала. Например, сталь намного плотнее алюминия, поэтому для достижения желаемого результата сварки требуется другой защитный газ. Также важно учитывать толщину материалов, поскольку более толстые материалы потребуют более высоких тепловложений.
- Присадочный металл Тип : дважды проверьте, соответствует ли присадочный металл основному материалу.Это даст вам уверенность, когда дело доходит до выбора наилучшего защитного газа.
- Режим переноса сварки : определите, используете ли вы короткое замыкание, дугу со струйным переносом, импульсную дугу или глобальный перенос.
 Каждый режим передачи будет лучше работать с определенными защитными газами, чем с другими.
Каждый режим передачи будет лучше работать с определенными защитными газами, чем с другими.
Когда дело доходит до защитного газа для GMAW, нужно учесть гораздо больше. Следите за новостями в следующих статьях, в которых мы рассмотрим правильный поток защитного газа и подробно расскажем о процессе GMAW с каждым типом материала!
GMAW Welding Equipment BuildersВыбор подходящего защитного газа — важный шаг на пути к успеху сварки.При правильной оптимизации это не только улучшит качество сварки, но и сэкономит деньги и время. Команда Bancroft Engineering может помочь вам выбрать подходящий защитный газ и убедиться, что ваша автоматизированная или полуавтоматическая сварочная система дает наилучшие результаты. Свяжитесь с нашими инженерами-сварщиками сегодня!
Газовая дуговая сварка металлическим электродом (GMAW / -MIG-)
В процессе газовой дуговой сварки (GMAW / «MIG») используется электрическая дуга, возникающая между плавящимся проволочным электродом и заготовкой. GMAW может быть реализован как ручной, полуавтоматический или автоматический процесс, а гибкость, обеспечиваемая различными вариациями процесса, является преимуществом во многих приложениях. GMAW обеспечивает значительное увеличение скорости наплавки металла шва по сравнению с GTAW или SMAW, а при реализации в полуавтоматическом режиме обычно требуется меньше навыков сварщика. Однако оборудование GMAW более сложное, менее портативное и, как правило, требует более регулярного обслуживания, чем для процессов GTAW и SMAW.GMAW — это наиболее распространенный процесс сварки коррозионно-стойких сплавов и выполнения сварных швов толстого сечения.
GMAW может быть реализован как ручной, полуавтоматический или автоматический процесс, а гибкость, обеспечиваемая различными вариациями процесса, является преимуществом во многих приложениях. GMAW обеспечивает значительное увеличение скорости наплавки металла шва по сравнению с GTAW или SMAW, а при реализации в полуавтоматическом режиме обычно требуется меньше навыков сварщика. Однако оборудование GMAW более сложное, менее портативное и, как правило, требует более регулярного обслуживания, чем для процессов GTAW и SMAW.GMAW — это наиболее распространенный процесс сварки коррозионно-стойких сплавов и выполнения сварных швов толстого сечения.
В GMAW механизм, с помощью которого расплавленный металл на конце проволочного электрода переносится на заготовку, оказывает значительное влияние на характеристики сварного шва. При GMAW возможны три режима переноса металла: перенос с коротким замыканием, глобулярный перенос и перенос распылением. Кроме того, существует разновидность режима распыления, называемого импульсным распылением.
Электрическая полярность для GMAW сплавов HASTELLOY® и HAYNES® должна быть положительной для электрода постоянного тока (DCEP / «обратная полярность»).Типичные параметры для различных режимов переноса GMAW приведены в таблице 2 для сварки в плоском положении. Поскольку разные источники питания GMAW сильно различаются по конструкции, принципам работы и системам управления, параметры следует рассматривать как оценочный диапазон для достижения надлежащих сварочных характеристик с конкретным сварочным оборудованием. Скорость перемещения GMAW обычно составляет от 6 до 10 дюймов в минуту (дюйм / мин) / от 150 до 250 мм / мин.
Передача при коротком замыкании происходит в самых низких диапазонах тока и напряжения, что приводит к низкому тепловложению сварного шва.Он обычно используется с присадочной проволокой меньшего диаметра и дает относительно небольшую сварочную ванну, которую легко контролировать, которая хорошо подходит для сварки в нерабочем положении и соединения тонких секций. Однако низкое тепловложение делает передачу при коротком замыкании восприимчивой к дефектам неполного плавления (холодному притирку), особенно при сварке толстых секций или во время многопроходных сварных швов.
Однако низкое тепловложение делает передачу при коротком замыкании восприимчивой к дефектам неполного плавления (холодному притирку), особенно при сварке толстых секций или во время многопроходных сварных швов.
Шаровидный перенос происходит при более высоких уровнях тока и напряжения, чем при коротком замыкании, и характеризуется большими нерегулярными каплями расплавленного металла.Режим глобулярного переноса теоретически может использоваться для сварки сплавов на основе никеля и кобальта, но он используется редко, поскольку он создает непостоянный провар и неровный контур сварного шва, что способствует образованию дефектов. Поскольку сила тяжести имеет решающее значение для отделения и переноса капель, глобулярный перенос обычно ограничивается сваркой в плоском положении.
Распыление происходит при самых высоких уровнях тока и напряжения и характеризуется направленным потоком мелких металлических капель.Это процесс с высоким тепловложением и относительно высокими скоростями наплавки, который наиболее эффективен для сварки толстых участков материала. Однако он в основном полезен только в плоском положении, а его высокая погонная энергия способствует образованию горячих трещин в сварном шве и образованию вторичных фаз в микроструктуре, что может ухудшить эксплуатационные характеристики.
Однако он в основном полезен только в плоском положении, а его высокая погонная энергия способствует образованию горячих трещин в сварном шве и образованию вторичных фаз в микроструктуре, что может ухудшить эксплуатационные характеристики.
Импульсный перенос распылением — это строго контролируемый вариант переноса распылением, при котором сварочный ток чередуется между высоким пиковым током, при котором происходит перенос распылением, и более низким фоновым током.Это приводит к стабильному процессу с низким уровнем разбрызгивания при среднем сварочном токе, значительно меньшем, чем при переносе распылением. Импульсное распыление обеспечивает меньшее тепловложение по сравнению с переносом распылением, но менее подвержено дефектам неполного плавления, которые являются обычными для переноса с коротким замыканием. Его можно использовать во всех положениях сварки и для материалов различной толщины. В большинстве случаев Haynes International настоятельно рекомендует использовать импульсный перенос распылением для GMAW сплавов HASTELLOY® и HAYNES®. Использование современного источника питания с синергетическим управлением и возможностью регулировки формы волны («адаптивный импульс») очень выгодно для импульсной передачи распыления. Эти передовые технологии облегчили использование импульсного распыления, при котором параметры импульса, такие как импульсный ток, длительность импульса, фоновый ток и частота импульсов, включаются в систему управления и связаны со скоростью подачи проволоки.
Использование современного источника питания с синергетическим управлением и возможностью регулировки формы волны («адаптивный импульс») очень выгодно для импульсной передачи распыления. Эти передовые технологии облегчили использование импульсного распыления, при котором параметры импульса, такие как импульсный ток, длительность импульса, фоновый ток и частота импульсов, включаются в систему управления и связаны со скоростью подачи проволоки.
Выбор защитного газа имеет решающее значение при разработке процедуры GMAW.Для сплавов на основе никеля / кобальта в качестве защитной газовой атмосферы обычно используется аргон или аргон, смешанный с гелием. Относительно низкая энергия ионизации аргона способствует лучшему зажиганию / стабильности дуги, а его низкая теплопроводность обеспечивает более глубокий профиль проникновения, похожий на палец. При использовании по отдельности гелий создает неустойчивую дугу, чрезмерное разбрызгивание и сварочную ванну, которая может стать чрезмерно жидкой, но при добавлении к аргону он обеспечивает более жидкую сварочную ванну, которая улучшает смачивание и дает более плоский сварной шов. Добавки кислорода или углекислого газа, которые обычно используются с другими металлами, следует избегать при сварке сплавов на основе никель / кобальт. Эти добавки создают сильно окисленную поверхность и способствуют пористости металла шва, неровной поверхности валика и дефектам неполного плавления. Оптимальная смесь защитного газа зависит от многих факторов, включая конструкцию / геометрию сварного шва, положение сварки и желаемый профиль проплавления. В большинстве случаев предлагается смесь 75% Ar и 25% He; хорошие результаты были получены при содержании гелия от 15 до 30%.Во время короткого замыкания добавление гелия к аргону помогает избежать чрезмерно выпуклых сварных швов, которые могут привести к дефектам неполного плавления. Для переноса распылением хорошие результаты могут быть получены с чистым аргоном или смесями аргона с гелием. Добавление гелия обычно требуется для импульсного распыления, поскольку он значительно улучшает смачивание.
Добавки кислорода или углекислого газа, которые обычно используются с другими металлами, следует избегать при сварке сплавов на основе никель / кобальт. Эти добавки создают сильно окисленную поверхность и способствуют пористости металла шва, неровной поверхности валика и дефектам неполного плавления. Оптимальная смесь защитного газа зависит от многих факторов, включая конструкцию / геометрию сварного шва, положение сварки и желаемый профиль проплавления. В большинстве случаев предлагается смесь 75% Ar и 25% He; хорошие результаты были получены при содержании гелия от 15 до 30%.Во время короткого замыкания добавление гелия к аргону помогает избежать чрезмерно выпуклых сварных швов, которые могут привести к дефектам неполного плавления. Для переноса распылением хорошие результаты могут быть получены с чистым аргоном или смесями аргона с гелием. Добавление гелия обычно требуется для импульсного распыления, поскольку он значительно улучшает смачивание.
Поскольку аргон и гелий являются инертными газами, поверхность сварного шва после наплавки должна быть яркой и блестящей с минимальным окислением. В этом случае при многопроходной сварке шлифование между проходами не является обязательным.Однако на поверхности сварного шва может наблюдаться некоторое окисление или «сажа». В таком случае рекомендуется чистка толстой проволочной щеткой и / или легкое шлифование / кондиционирование (зернистость 80) между проходами сварного шва, чтобы удалить окисленную поверхность и обеспечить надежное покрытие последующих сварных швов. Расход защитного газа обычно должен находиться в диапазоне от 25 до 45 CFH (от 12 до 21 л / мин). Слишком низкая скорость потока не обеспечивает адекватной защиты сварного шва, в то время как чрезмерно высокая скорость потока может нарушить стабильность дуги.Как и в случае GTAW, рекомендуется защита от обратной продувки для предотвращения сильного окисления корневой части сварного шва. Если экранирование с обратной продувкой невозможно, корневую сторону сварного шва после сварки следует отшлифовать, чтобы удалить весь окисленный металл шва и любые сварочные дефекты. При необходимости сварной шов можно заполнять с обеих сторон.
В этом случае при многопроходной сварке шлифование между проходами не является обязательным.Однако на поверхности сварного шва может наблюдаться некоторое окисление или «сажа». В таком случае рекомендуется чистка толстой проволочной щеткой и / или легкое шлифование / кондиционирование (зернистость 80) между проходами сварного шва, чтобы удалить окисленную поверхность и обеспечить надежное покрытие последующих сварных швов. Расход защитного газа обычно должен находиться в диапазоне от 25 до 45 CFH (от 12 до 21 л / мин). Слишком низкая скорость потока не обеспечивает адекватной защиты сварного шва, в то время как чрезмерно высокая скорость потока может нарушить стабильность дуги.Как и в случае GTAW, рекомендуется защита от обратной продувки для предотвращения сильного окисления корневой части сварного шва. Если экранирование с обратной продувкой невозможно, корневую сторону сварного шва после сварки следует отшлифовать, чтобы удалить весь окисленный металл шва и любые сварочные дефекты. При необходимости сварной шов можно заполнять с обеих сторон.
Во время GMAW сварочный пистолет следует держать перпендикулярно обрабатываемой детали как под рабочим углом, так и под углом перемещения примерно 0 °.Для видимости может потребоваться очень небольшое отклонение от перпендикуляра. Если пистолет расположен слишком далеко от перпендикуляра, кислород из атмосферы может попасть в зону сварки и загрязнить расплавленную сварочную ванну. Сварочный пистолет с водяным охлаждением всегда рекомендуется для сварки распылением и в любое время, когда используются более высокие сварочные токи.
Следует учитывать, что некоторые части оборудования GMAW, такие как контактный наконечник и канал / вкладыш присадочной проволоки, сильно изнашиваются и должны периодически заменяться.Изношенный или грязный лайнер может вызвать неустойчивую подачу проволоки, что приведет к нестабильности дуги или застреванию присадочной проволоки, что называется «птичьим гнездом». Рекомендуется свести к минимуму резкие изгибы кабеля пистолета. По возможности механизм подачи проволоки следует расположить так, чтобы кабель горелки был почти прямым во время сварки.
Таблица 2: Типичные параметры газовой дуговой сварки металла (плоское положение)
| Проволока Диаметр | Проволока Скорость подачи | Сварка Ток | Среднее значение Напряжение дуги | Защитный Газ | ||
| из | мм | изобр. / Мин / Мин | мм / с | Ампер | Вольт | – |
| Режим передачи с коротким замыканием | ||||||
| 0.035 | 0,9 | 150-200 | 63-85 | 70-90 | 18-20 | 75Ar-25He |
| 0,045 | 1. 1 1 | 175-225 | 74-95 | 100–160 | 19-22 | 75Ar-25He |
| Режим распыления | ||||||
| 0.045 | 1.1 | 250–350 | 106-148 | 190–250 | 28-32 | 100Ar |
| 0,062 | 1. 6 6 | 150–250 | 63-106 | 250–350 | 29-33 | 100Ar |
| Импульсный режим распыления * | ||||||
| 0.035 | 0,9 | 300-450 | 127-190 | 75-150 Ср. | 30–34 | 75Ar-25He |
| 0,045 | 1. 1 1 | 200–350 | 85–148 | 100-175 Ср. | 32–36 | 75Ar-25He |
* Подробные параметры импульсного распыления доступны по запросу
Влияние защитной газовой смеси на газовую дуговую сварку стали HSLA сплошной и порошковой проволокой
Варга Т., Конколи Т., Штраубе Х. Исследование микроструктуры, ударной вязкости и дефектности металла сварного шва газовой металлической дугой .Документ IIW, X-1205-90
Вайдя В.В. (2002) Смеси защитных газов для полуавтоматов. Сварка J 81 (9): 43–48
Google Scholar
Латхабай С., Стаут Р. Д. (1985) Влияние защитного газа и тепла на свойства металла сварного шва с флюсовой сердцевиной. Сварка J 64 (11): 303-S – 313-S
Сварка J 64 (11): 303-S – 313-S
Google Scholar
Lesnewieh A (1990) Обзор процессов дуговой сварки и соединения сталей HSLA.В: Материалы Международной конференции по металлургии, сварке и аттестации сварных деталей из микролегированной стали (HSLA), 6–8 ноября
Барбу Ф.Дж., Крауклис П., Истерлинг К.Е. (1989) Mater Sci Technol 5: 1057 –1068
Google Scholar
Клюкен А.О., Гронг О. (1989) Механизмы образования включений в металлах швов раскисленной стали Al-Ti-Si-Mn. Металл Транс А 20А: 1335–1349
Google Scholar
Фаррар Р.А. (1976) Роль включений в пластическом разрушении металлов сварных швов. Производство сварочных металлов 44 (8): 578–581
Google Scholar
Фрэнсис Р.Е., Джонс Дж., Олсон Д.Л. (1990) Влияние активности кислорода в защитном газе на микроструктуру металла сварного шва микролегированной стали HSLA, сваренной методом GMA. Сварка J 69 (11): 408–415 с
Сварка J 69 (11): 408–415 с
Google Scholar
Пал Т.К., Дутта С., Маджумдар С.К. (1997) Влияние состава защитного газа на химический состав и механические свойства металла сварного шва, выполненного газовой дугой.Trans Indian Instals 50 (2–3): 201–208
Google Scholar
Pargeter RJ, Bolby RE (1984) Идентификация и количественное описание ферритной микроструктуры металла шва. Документ IIW IX-1323
Grong O, Christensen N (1983) Факторы, контролирующие химию металла сварного шва MIG. Скандинавский J Metall 12: 155–165
Google Scholar
Лю С., Индкочеа Дж. И. (1990) Контроль химического состава и микроструктуры сварных деталей из низкоуглеродистой микролегированной стали. В: Олсон Д.Л., Диксион Р., Либи А.Л. (ред.) Теория и практика сварки. Северная Голландия, Нидерланды

Солтер Г.Р., Милнер Д.Р. (1960) Абсорбция газа из атмосферы дуги. Brit Welding J 7 (2): 89–100
Google Scholar
Поллард Б., Милнер Д.Р. (1971) Реакции газа и металла при дуговой сварке CO 2 .JISI 209 (4): 291–300
Google Scholar
Лю С., Олсон Д.Л. (1986) Влияние включения на контроль микроструктуры сварных швов стали HSLA. Сварка J 65 (6): 139S – 149S
Google Scholar
Лю С., Олсон Д.Л. (1987) Влияние химического состава включений на микроструктуру металла шва. ASM J Mater Energy Syst 9 (3): 237–251
Google Scholar
Hehemann RF, Kinsman KR, Aaronson HI (1972) Дебаты о бейнитной реакции. Металл Транс 3 (5): 1077–1094
Google Scholar
Браунли Дж. К., Мэтлок Б. К., Эдвардс Г. Р. (1986) Влияние алюминия и титана на микроструктуру и свойства сварочного металла из микролегированной стали. Сварочный институт Res Bull 245–250
К., Мэтлок Б. К., Эдвардс Г. Р. (1986) Влияние алюминия и титана на микроструктуру и свойства сварочного металла из микролегированной стали. Сварочный институт Res Bull 245–250
Cochrane RC, Kirkwood PR (1978) Влияние кислорода на микроструктуру металла шва. В: Материалы Международной конференции по тенденциям в производстве стали и расходных материалов для сварки, Институт сварки, Лондон, стр. 103–121
Pargeter RJ (1981) Отчет института сварки 151/1981 / M. Институт сварки, Лондон
Канадзава С., Накашима А., Окамото К., Каная К. (1976) Trans I SI Japan 16: 486
Google Scholar
Левин Э., Хилл, округ Колумбия (1976) Сварка конструкционной стали HSLA. В: Proceedings of the International Conference on ASM, Metals Park, Ohio, pp 402
Газовая дуговая сварка металлов — обзор
8.2.2 Дуговая сварка
При дуговой сварке тепло, необходимое для плавления металлов в месте соединения, вырабатывается электрической дугой между электродом и соединяемыми деталями. Используются два типа электродов: (i) плавящийся стержень или проволочный электрод, который не только проводит ток, но также плавит и подает присадочный материал в стык, и (ii) стержневой электрод из неплавящегося стержня, который просто проводит ток к сварному шву. область. Дуга создает температуру около 3500 ° C на конце электрода и создает лужу жидкого металла в области сварного шва.Когда ванна затвердевает за электродом по мере ее удаления от стыка, между соседними частями создается металлургическая связь. Чтобы предотвратить химическую реакцию между жидким металлом и кислородом или азотом в окружающем воздухе, область сварного шва защищена источником инертного газа или шлака.
В автомобильной промышленности дуговая сварка применяется как для стали, так и для алюминия. Однако методы дуговой сварки стали и алюминия различаются из-за различий в их температурах плавления, теплопроводности и коэффициентах теплового расширения (см. Таблицу 8.3). На дуговой сварке алюминия также влияет наличие на его поверхности слоя оксида алюминия. Температура плавления оксидного слоя составляет примерно 2035 ° C, что в три раза выше, чем у алюминия. Этот оксидный слой имеет тенденцию поглощать влагу из воздуха, и, поскольку влага является источником водорода, она вызывает пористость в сварных швах алюминия. Водород также может поступать из масла, смазок, краски и различных поверхностных загрязнителей. Поскольку водород растворяется в жидком алюминии, он растворяется в жидкой сварочной ванне.Однако при понижении температуры во время охлаждения растворимость водорода в алюминии уменьшается, и растворенный водород удаляется во время затвердевания. При высоких скоростях охлаждения свободный водород захватывается сварным швом и вызывает пористость. Поэтому слой оксида алюминия необходимо удалить с поверхности алюминия перед дуговой сваркой. Помимо образования водородной пористости, мелкие частицы оксида, смещенные из оксидного слоя, могут захватываться сварным швом и вызывать снижение пластичности, неполное плавление и растрескивание.
Целостность металла сварного шва обычно не является проблемой для низкоуглеродистых сталей. Однако при дуговой сварке сталей с цинковым покрытием необходимо соблюдать осторожность, поскольку пары цинка могут вызвать пористость в сварных швах при высокоскоростных сварочных процессах. Обычно дуговая сварка низкоуглеродистой стали имеет такую же прочность, как и основная сталь; но в большинстве случаев дуговая сварка в алюминиевом сплаве слабее, часто в значительной степени, чем у основного алюминиевого сплава. Для нетермообрабатываемых сплавов серии 5000 зона сварного шва будет иметь свойства без отпуска, отожженные, независимо от начальной холодной обработки.Для термообрабатываемых сплавов серии 6000 свойства зоны сварного шва будут значительно ниже, чем свойства состояния T6. Термическая обработка после сварки может помочь восстановить свойства зоны сварки в термообрабатываемых сплавах.
Среди алюминиевых сплавов, используемых для автомобильных кузовов, сплавы серии 5000 имеют более высокую свариваемость, чем сплавы серии 6000. Сплавы серии 5000 можно сваривать с присадочным материалом или без него, в то время как сплавы серии 6000 нуждаются в присадочном материале для предотвращения усадочного растрескивания, возникающего во время затвердевания жидкой сварочной ванны.В качестве присадочного материала, обычно используемого для алюминиевых сплавов, используется алюминиевый сплав с высоким содержанием Mg, такой как сплав 5356 (Al-5% Mg). Второй присадочный материал, используемый со сплавами серии 6000, представляет собой алюминиевый сплав с высоким содержанием Si, такой как сплав 4043 (Al-5% Si). Другая проблема, связанная с дуговой сваркой алюминиевых сплавов, — это термически индуцированная деформация, которая может создавать значительные проблемы при сохранении размерной подгонки.
С увеличением использования современных высокопрочных сталей возникла необходимость учитывать их способность к дуговой сварке.В таблице 8.4 приведены значения прочности сварного шва, определенные в результате испытаний на сдвиг внахлест на HSLA, который представляет собой обычную высокопрочную сталь, и четырех современных высокопрочных сталей, а именно двух двухфазных (DP) стали и двух мартенситных (M) сталей. Эффективность соединения, определяемая как соотношение прочности сварного шва и прочности основного металла, очень высока как для HSLA, так и для двухфазных сталей, но значительно ниже для мартенситных сталей. Низкая эффективность соединения мартенситных сталей объясняется размягчением зоны термического влияния (HAZ) из-за отпуска на стадии охлаждения.Интересно отметить, что на усталостную прочность этих сталей не влияет размягченная ЗТВ, и обнаружено, что они нечувствительны к статической прочности основного материала (Ян и др., 2005).
Таблица 8.4. Прочность и эффективность соединения при газовой дуговой сварке (GMAW) высокопрочных сталей
| Марка стали | Покрытие поверхности | Прочность основного металла | |||
|---|---|---|---|---|---|
| Предел текучести (МПа) | UTS (МПа) | Прочность сварного шва (МПа) | Эффективность соединения (%) | ||
| HSLA350 | Без покрытия | 350 | 512 | 508 | 99 |
| горячее цинкование | DP600 617 | 586 | 96 | ||
| DP695 | Голый | 645 | 980 | 726 | 74 |
| M900 | 9046 9 9046 9 Electro-|||||
| M1300 | Без покрытия | 1157 | 1353 | 610 | 45 |
Источник: Yan et al., 2005.
Газовая дуговая сварка металлическим электродом
Газовая дуговая сварка металлическим электродом (GMAW), также называемая сваркой в среде инертного газа (MIG), представляет собой процесс дуговой сварки, при котором тепло для плавления металла генерируется электрической дугой между расходуемый электрод и металл (рис. 8.4). Электрод представляет собой сплошную проволоку, непрерывно подаваемую через дугу в сварочную ванну, которая в конечном итоге становится присадочным металлом в сварном шве. Тип проволоки выбирается в соответствии с прочностью металла сварного шва и прочностью основного металла.Смесь инертных газов, таких как гелий и аргон, втекает в зону сварного шва для экранирования и защиты дуги, сварочной ванны, электрода и основного металла, прилегающего к сварному шву, от взаимодействия с атмосферой. Параметры сварки, которые контролируются для получения приемлемых сварных швов, включают ток дуги, напряжение дуги, скорость подачи проволоки, скорость перемещения электрода, плотность тока и температуру предварительного нагрева. Предварительный нагрев включает нагрев основного металла в области, окружающей стык, перед сваркой и часто используется для уменьшения остаточных усадочных напряжений и повышения устойчивости к растрескиванию в зоне сварного шва.
8.4. Процесс газовой дуговой сварки (GMAW).
GMAW может использоваться для соединения разнородных металлов с близкими температурами плавления и металлургической совместимостью. Близкая температура плавления требуется для обеспечения контролируемого плавления с обеих сторон соединения. Металлургическая совместимость требуется для предотвращения растрескивания в зоне термического влияния (HAZ) или в основных металлах, а также для создания микроструктуры в зоне сварного шва, которая может обеспечить адекватные характеристики соединения и коррозионную стойкость. Например, при сварке низкоуглеродистой стали с высоколегированной сталью граница плавления может содержать недопустимые уровни очень твердой, хрупкой мартенситной фазы, что снижает прочность соединения.Для некоторых металлургически несовместимых металлов можно выполнить удовлетворительный сварной шов с использованием подходящего присадочного материала.
Сталь и алюминиевые сплавы несовместимы для дуговой сварки, поскольку (i) существует большая разница между их температурами плавления (см. Таблицу 8.3), (ii) железо имеет почти нулевую растворимость в алюминии и (iii) хрупкие интерметаллические соединения, такие как Fe 2 Al 5 и FeAl 3 , образуются в месте сварки. Кроме того, большие различия в их тепловых свойствах, таких как коэффициент теплового расширения и теплопроводность, приводят к возникновению внутренних усадочных напряжений после сварки.По этим причинам сварные швы плавлением стали и алюминия при эксплуатации подвержены растрескиванию и хрупкому разрушению.
Газовая дуговая сварка вольфрамом
При газовой вольфрамовой дуговой сварке (GTAW), также называемой сваркой вольфрамовым электродом в среде инертного газа (TIG), электрическая дуга создается между неплавящимся вольфрамовым электродом и соединяемыми деталями. Как и в GMAW, для защиты сварочной ванны вокруг дуги используется экранирование инертным газом. Вольфрам является хорошим электродным материалом из-за его высокой температуры плавления 3410 ° C.В случае алюминия сам электрод используется для разрушения оксидного слоя на поверхности алюминиевого листа. В некоторых случаях может потребоваться наполнитель. Когда используется присадочный материал, он подается в место сварки из отдельного прутка или проволоки, а не через электрод. Присадочный материал расплавляется дугой и добавляется в сварочную ванну. GTAW медленнее, чем GMAW, но сварные швы, выполненные с помощью GTAW, имеют гораздо лучший внешний вид поверхности и требуют минимальной чистовой обработки или совсем не требуют ее, поскольку в GTAW не образуются брызги.
Сварка MIG
Сварка MIG, также известная как газовая дуговая сварка (GMAW), представляет собой процесс, в котором используется непрерывно подаваемый твердый электрод, защитный газ из внешнего источника и электрическая мощность для плавления электрода и осаждения этого расплава. материал в сварном шве. Используемое оборудование автоматически регулирует электрические характеристики дуги. Единственные ручные органы управления, необходимые сварочному аппарату для полуавтоматической работы, — это скорость движения, направление движения и позиционирование горелки (горелки).При правильных настройках оборудования источник питания будет обеспечивать необходимую силу тока для плавления электрода со скоростью, необходимой для поддержания предварительно выбранной длины дуги (напряжения). Например, увеличенный вылет резака, вызванный отводом резака от обрабатываемой детали, приводит к снижению тока от источника питания. Это поддерживает такой же нагрев электрода и возвращает длину дуги к заданному значению. Выбор присадочного металла должен точно соответствовать свариваемому материалу.При сварке MIG присадочный металл не только проводит ток в зону дуги (что приводит к плавлению основного металла и электрода), но и усиливает готовое сварное соединение.
Сварка МИГ может применяться на самых разных металлах и на различных толщинах основного металла. Его успешное применение зависит от правильного выбора:
- Электрод — состав, диаметр и упаковка
- Защитный газ — тип (состав), чистота и расход
- Переменные процесса — ток, напряжение, режим переноса металла и скорость перемещения
- Оборудование — источник питания, сварочная горелка и механизм подачи проволоки
Зачем нужна сварка MIG?
- Это высокопроизводительный и недорогой сварочный процесс
- Он может использоваться для сварки всех типов коммерчески доступных металлов и сплавов
- Сварка может выполняться во всех положениях при правильном выборе оборудования и параметров
- Использование электрод с непрерывной подачей поддерживает высокий рабочий цикл оператора и сводит к минимуму возникновение дефектов при пусках и остановках
- Может быть получено глубокое проплавление шва, что позволяет использовать сварные швы малых размеров для обеспечения эквивалентной прочности сварного шва в определенных областях применения
- Минимальная очистка шва после сварки из-за отсутствия покрывающего шлака на валике сварного шва
- Скорость сварки и скорость наплавления металла шва выше, чем при сварке палкой
- Идеально для многопроходной сварки (при правильном выборе присадочного металла)
- Требуется меньшая квалификация оператора по сравнению с сваркой стержневой сваркой
- Уровень дыма находится на очень низком уровне по сравнению с сваркой стержневой сваркой и сваркой электродом. Порошковая сварка ux
- Для сварки толстых или тонких материалов доступен широкий выбор присадочного металла
- Этот процесс идеально подходит для механизированной сварки
- Этот процесс обеспечивает повышенную эффективность осаждения электродов по сравнению с сваркой палкой и FCAW
- X- сварочные швы с лучевым качеством можно производить
Ограничения по сварке MIG
- Сварочное оборудование более сложное, более дорогое и менее портативное, чем для сварки палкой
- Требуемая сварочная горелка затрудняет доступ к узким участкам и требует хорошего газа Для защиты требуется, чтобы горелка находилась относительно близко к области сварного шва.
- Сварочная дуга с ее газовой защитой должна быть защищена от сквозняков, которые могут привести к отрыву экрана от дуги.Это ограничивает использование процесса на открытом воздухе, если вокруг рабочей зоны не установлены защитные экраны
- Относительно высокие уровни излучаемого тепла и света могут вызвать дискомфорт оператора и первоначальное сопротивление процессу
- Прожог — обычная проблема при сварке очень тонких материалов (<1/16 дюйма)
- При обычном переносе при сварке в нерабочем положении скорость осаждения металла шва ниже, чем при сварке порошковой проволокой
- Этот процесс неэффективен там, где загрязнение основного металла является проблемой.Основной металл должен быть чистым и без ржавчины.
- Неправильная установка параметров процесса может привести к дефектам плавления. Это особенно важно при сварке основных металлов толщиной более 1/4 дюйма
Welcome
[ПРИМЕЧАНИЕ: ПРИМЕНЯЙТЕ ОБЩЕЕ ЗАЯВЛЕНИЕ ПО СВАРКЕ К AW&F. ОСНОВЫ СВАРКИ MIG & TIG ДЛЯ AW&F. СЕРТИФИЦИРОВАННЫЕ ТИПЫ СВАРКИ И ПРИМЕНЕНИЕ В ПРОЦЕССАХ: СВАРКА ТЯЖЕЛОГО ОБОРУДОВАНИЯ, КРАТКАЯ СВАРКА, СВОБОДНЫЕ КОНСТРУКЦИИ, ПЕРЕНОСНОЕ СВАРОЧНОЕ ОБОРУДОВАНИЕ.ЕСЛИ СПЕЦИАЛЬНЫЕ ПРИЛОЖЕНИЯ НЕ УКАЗАНЫ НА СТРАНИЦЕ УСЛУГ ДЛЯ ССЫЛКИ, ОНИ ДОЛЖНЫ БЫТЬ ВКЛЮЧЕНЫ НА ЭТОЙ СТРАНИЦЕ.]] Сварка — это процесс изготовления или скульптуры, при котором материалы, обычно металлы или термопласты, соединяются путем плавления, отличного от более низкой температуры. методы соединения металлов, такие как пайка и пайка, которые не плавят основной металл. Помимо плавления основного металла, в соединение часто добавляют присадочный материал, чтобы сформировать ванну расплавленного материала (сварочную ванну), которая охлаждается, образуя соединение, которое может быть таким же прочным, как и основной материал.Давление также может использоваться вместе с нагревом или само по себе для создания сварного шва.
К наиболее известным методам сварки относятся:
- Дуговая сварка защищенным металлом (SMAW) — также известная как «сварка палкой или электросварка», при которой используется электрод, вокруг которого нанесен флюс, защищающий лужу. Электрододержатель удерживает электрод, пока он медленно тает. Шлак защищает сварочную ванну от атмосферного загрязнения.
- При газовой вольфрамовой дуговой сварке (GTAW), также известной как TIG (вольфрам, инертный газ), для сварки используется неплавящийся вольфрамовый электрод.Зона сварки защищена от атмосферного загрязнения инертным защитным газом, например, аргоном или гелием.
- Газовая дуговая сварка металлическим электродом (GMAW), обычно называемая MIG (металл, инертный газ), использует пистолет для подачи проволоки, который подает проволоку с регулируемой скоростью и пропускает защитный газ на основе аргона или смесь аргона и диоксида углерода (CO2). над сварочной ванной, чтобы защитить ее от атмосферного загрязнения.
- Дуговая сварка порошковой проволокой (FCAW) — почти идентична сварке MIG, за исключением того, что в ней используется специальная трубчатая проволока, заполненная флюсом; он может использоваться с защитным газом или без него, в зависимости от наполнителя.
- Дуговая сварка под флюсом (SAW) — использует автоматически подаваемый расходный электрод и слой гранулированного плавкого флюса. Расплавленный сварной шов и зона дуги защищены от атмосферного загрязнения за счет того, что они «погружены» под слой флюса.
- Электрошлаковая сварка (ESW) — высокопроизводительный однопроходный процесс сварки более толстых материалов от 1 дюйма (25 мм) до 12 дюймов (300 мм) в вертикальном или близком к вертикальному положению.
Для сварки можно использовать множество различных источников энергии, включая газовое пламя, электрическую дугу, лазер, электронный луч, трение и ультразвук.Хотя сварка часто является промышленным процессом, она может выполняться во многих различных средах, в том числе на открытом воздухе, под водой и в открытом космосе. Сварка — опасное мероприятие, и необходимо соблюдать меры предосторожности, чтобы избежать ожогов, поражения электрическим током, повреждения зрения, вдыхания ядовитых газов и паров и воздействия интенсивного ультрафиолетового излучения.
До конца 19 века единственным процессом сварки была кузнечная сварка, которую кузнецы веками использовали для соединения железа и стали путем нагрева и обработки молотком.Дуговая сварка и кислородная сварка были одними из первых процессов, разработанных в конце века, и вскоре после этого последовала контактная сварка сопротивлением. Технологии сварки быстро развивались в начале 20-го века, поскольку Первая и Вторая мировые войны вызвали спрос на надежные и недорогие методы соединения. После войн было разработано несколько современных методов сварки, в том числе ручные методы, такие как SMAW, в настоящее время один из самых популярных методов сварки, а также полуавтоматические и автоматические процессы, такие как GMAW, SAW, FCAW и ESW.Развитие продолжилось с изобретением лазерной сварки, электронно-лучевой сварки, магнитно-импульсной сварки (MPW) и сварки трением с перемешиванием во второй половине столетия. Сегодня наука продолжает развиваться. Роботизированная сварка — обычное дело в промышленных условиях, и исследователи продолжают разрабатывать новые методы сварки и лучше понимать качество сварки.
Что такое газовая дуговая сварка металла
Автор: G.E. Матис Компания
Газовая дуговая сварка металлическим электродом (GMAW) — это процесс соединения металлов, который играет важную роль в производственном секторе.В процессе сварки используется плавящийся проволочный электрод, который непрерывно подается через контактный наконечник, и источник питания, который создает электрическую дугу между металлическим электродом и заготовкой. Дуга нагревает металлы, позволяя им соединяться, а защитный газ защищает сварной шов от загрязнения окружающей среды во время процесса. В операцияхGMAW используются два типа газов — инертный или активный, каждый из которых характеризует одну из двух форм процесса: MIG и MAG. При сварке в среде инертного газа (MIG) в процессе сварки используется инертный газ, а при сварке в среде активного газа (MAG) используется активный газ.Помимо классификации на основе используемого вспомогательного газа, операции GMAW также могут быть классифицированы на основе их режимов передачи.
Хотя GMAW обычно использует системы постоянного напряжения и постоянного тока, в процессе также используются системы переменного тока с диапазоном различных ампер и напряжений и различными диаметрами электродов. Кроме того, в зависимости от требований и ограничений области применения сварки, GMAW можно настроить как полуавтоматический, т.е., требуют участия человека-оператора или полностью автоматизированы с механизированным управлением. Эти возможности делают этот процесс жизнеспособным решением для широкого спектра приложений крепления.
Как отмечалось выше, GMAW использует разные режимы переноса металла. Каждый режим предлагает различные характеристики и наилучшие варианты использования и в значительной степени зависит от конкретного процесса сварки, источника питания и используемых расходных материалов. На выбор режима переноса для GMAW влияет множество факторов, включая количество и тип тока, химический состав, поверхность и диаметр электрода, тип и подачу защитного газа, а также расстояние от контакта до детали.Выбор режима переноса влияет на то, какой присадочный металл будет идеальным.
Четыре режима передачи GMAW включают:
- Шаровидный. В этом режиме используется защитный газ CO 2 , который дешевле, чем другие защитные газы, такие как аргон. Несмотря на то, что он предлагает более высокую скорость наплавки, что обеспечивает более высокие скорости сварки, он выделяет больше тепла, чем другие режимы, что приводит к неровным поверхностям сварного шва и большему разбрызгиванию. Чтобы преодолеть эти недостатки, сварочные операции, в которых используется режим шарового переноса металла, требуют более толстых материалов и полностью плоского расположения.
- Короткое замыкание. Сварочные операции, в которых используется режим короткозамкнутого переноса металла, также называют короткой дугой GMAW или SCT. В этом режиме передачи короткое замыкание происходит при контакте электрода с заготовкой, обеспечивая скорость передачи от 20 до 200 раз в секунду. Он использует смесь 75% аргона и 25% CO 2 или трехкомпонентные газовые смеси в качестве защитного газа и может использоваться для тонкого (менее дюйма) материала из черных металлов и труб без подложки.
- Спрей. В режиме распыления расплавленные капли материала — обычно меньше диаметра электрода — разбрызгиваются по заготовке. В этом режиме используются различные смеси от 80% до 98% аргона с 2% до 20% CO 2 и требуется более высокое напряжение или сила тока, более высокая скорость подачи проволоки, более толстые материалы и горизонтальное или плоское расположение.
- Импульсный спрей. Основная характеристика этого режима — чередование между высоковольтным током распыления и низким фоновым током.Это качество улучшает процесс распыления за счет переохлаждения сварочной ванны во время цикла низкого тока и снижает тепловыделение и деформацию.
Каждый из режимов передачи дает свои преимущества в конкретных приложениях. Однако есть некоторые общие преимущества, связанные с использованием дуговой сварки металлическим электродом в газе, в том числе:
- Возможность настройки на полуавтоматический или полностью автоматический режим
- Универсальность по материалу и толщине шва
- Простота очистки и отсутствие сколов
- Гибкость положения при сварке
- Рентабельность
- Скорость процесса
- Экологичность (отходы минимальны, поскольку электроды полностью израсходованы)
GMAW возник как решение для сварки алюминия и других цветных металлов.Однако из-за его способности ускорять процесс сварки, его применение распространилось на сталь и нержавеющую сталь. Его универсальность позволяет использовать его в любой отрасли и с широким спектром материалов. Некоторые из наиболее распространенных приложений для GMAW включают:
- Производство и техническое обслуживание автомобилей
- Роботизированные сборочные линии
- Фитинг
- Строительство и ремонт путей в железнодорожной отрасли
по адресу г.E. Mathis, мы предлагаем услуги точной дуговой сварки и сварки MIG клиентам в широком спектре отраслей, включая сельское хозяйство, горнодобывающую промышленность, аэрокосмическую промышленность, военную промышленность и строительство. Наша команда высококвалифицированных сварщиков, обладающая современным оборудованием и многолетним опытом работы в отрасли, обладает инструментами и опытом, необходимыми для оказания разнообразных сварочных услуг. Помимо GMAW мы предоставляем:
- Двухпроволочная сварка под флюсом / MIG Сварка
- Дуговая сварка под флюсом (FCAW)
- Дуговая сварка вольфрамовым электродом (GTAW)
- Шовная сварка
- Дуговая сварка в среде защитного металла (SMAW)
- Сварка под флюсом (SAW)
Расположенный в Чикаго, штат Иллинойс, наш завод площадью 135 000 квадратных футов, оснащенный полностью автоматизированным сварочным оборудованием с ЧПУ, позволяет нам выполнять практически любые требования клиентов при выполнении высокоточных крупносерийных проектов.