
описание, особенности и нюансы работы
Головка блока цилиндров в двигателе – это достаточно специфический узел. Неисправности этого механизма могут приводить к полной неработоспособности транспортного средства. К примеру, нарушения сопряжения поверхности ГБЦ и блока цилиндров могут быть вызваны пробоем прокладки. Это влечет за собой и другие неприятности. Так, в масло попадает антифриз. В расширительном бачке и в системе охлаждения тоже будет масло. Если эксплуатировать автомобиль с такой неисправностью, то двигатель погибнет окончательно. Следовательно, проблему необходимо срочно устранять. Восстановить плоскости головки поможет такая операция, как фрезеровка ГБЦ.
Характеристика ГБЦ
Головка блока цилиндров, как уже было замечено выше, – один из важнейших узлов любых двигателей внутреннего сгорания. В головке установлены все основные детали газораспределительного механизма ДВС.
Это сложный элемент, и чаще всего изготавливается он из алюминиевых сплавов либо из легированного чугуна. Чтобы ГБЦ и блок цилиндров двигателя могли надежно взаимодействовать друг с другом, снизу ГБЦ расширена, а ее привалочная плоскость идеально ровная.
Чтобы ГБЦ и блок цилиндров двигателя могли надежно взаимодействовать друг с другом, снизу ГБЦ расширена, а ее привалочная плоскость идеально ровная.
Особенности конструкции
В конструкции имеются самые разные элементы – это свечи зажигания, форсунки, свечи накала, распределительные валы. В головку интегрируются также клапана – впускные и впускные. Рядные двигатели оснащаются одной ГБЦ, а V-образные моторы имеют по отдельной головке на каждый ряд цилиндров.
Отверстия на ГБЦ необходимы для монтажа форсунок, свечей зажигания. В верхней нише установлены пружины клапанов, клапанные втулки, опорные шайбы, корпуса подшипников распредвала. Также в корпусе имеются отверстия для установки впускного и выпускного коллектора.
Когда нужна фрезеровка ГБЦ?
Итак, целью фрезеровки является процесс доводки поверхности головки, взаимодействующей с блоком цилиндров, до необходимых критериев привалочных плоскостей.
Данная операция выполняется в двух случаях. Обычно головку фрезеруют, когда делают тюнинг двигателя. Так, нередко уменьшают высоту ГБЦ, чтобы повысить степень сжатия мотора. Это не является актуальным для обычных автолюбителей, ибо обычным водителям вполне хватает штатных характеристик и возможностей ДВС.
Так, нередко уменьшают высоту ГБЦ, чтобы повысить степень сжатия мотора. Это не является актуальным для обычных автолюбителей, ибо обычным водителям вполне хватает штатных характеристик и возможностей ДВС.
В случае ремонта без фрезеровки ГБЦ не обойтись. Она делается обязательно. Любой капитальный ремонт двигателя не проводится без этой процедуры. Так или иначе, но любой двигатель хоть один раз, но подвергался перегреву. А перегрев пагубно влияет на привалочную плоскость. Нередко следствием перегрева является деформация головки блока. Что касается ремонта, то это могут быть любые операции. К примеру, от замены уплотнительных прокладок до ремонта или замены распределительных валов. Даже банальная пригоревшая прокладка к головке блока – уже повод для обработки.
Возможно ли фрезеровать своими руками?
Нужно понимать, что фрезеровка ГБЦ невозможна без специального оборудования, а точнее – без фрезерного станка. При наличии такого станка в гараже операция выполнима. Что касается самого станка, то главное, чтобы он был хоть немного “живой”. Вручную же можно только провести шлифовку поверхности, если пригорела прокладка.
Вручную же можно только провести шлифовку поверхности, если пригорела прокладка.
Когда головка демонтирована с мотора и установлена на станок, первым делом важна толщина фрезерования. В данном случае нужно узнать максимальную ремонтную глубину фрезеровки. Это указано в сервисной документации к автомобилю. Если этот параметр соблюдать, то никаких проблем с двигателем не возникнет.
Не стоит пытаться выполнить работу самостоятельно. Современные станки для фрезеровки ГБЦ оснащены программной системой, которая имеет высокую точность. На глаз не удастся “снять” слой металла строго необходимой толщины. Гораздо лучше для нервов и бюджета воспользоваться услугами профессионалов.
Как зачистить поверхность от старой прокладки?
Это обязательно нужно выполнить перед шлифовкой фрезеровкой ГБЦ. Понадобится обыкновенный нож или точильный камень от заточных станков. Работая камнем, делают круговые движения или движения в форме восьмерки. Они обязательно должны быть максимально плавными.
После удаления остатков прокладки будет видно, как деформирована ГБЦ. Такую обработку следует проводить до тех пор, пока не будут выровнены все неровности. В итоге нужно получить максимально ровную и желательно зеркальную плоскость. Так обеспечивается хорошее уплотнение.
Как правильно подготовить ГБЦ?
Следует помнить, что перед выполнением работ нужно проверить плоскости. Это можно сделать своими руками. Для этого нужен набор щупов и обыкновенная линейка. Последнюю кладут по очереди на каждую диагональ нижней плоскости ГБЦ и далее подбирают щуп, который пройдет между линейкой и привалочной плоскостью. Этот метод измерений не даст особой точности, но можно примерно понять, как деформирован узел. Обычно плоскость сильно деформируется в районе поршней, где имеется нагар, или в месте пробития прокладки.
Также следует учитывать, что фрезеровка ГБЦ ВАЗа должна выполняться только после полной проверки узла на микротрещины и другие дефекты. Перед этой операцией все дефекты должны быть исключены.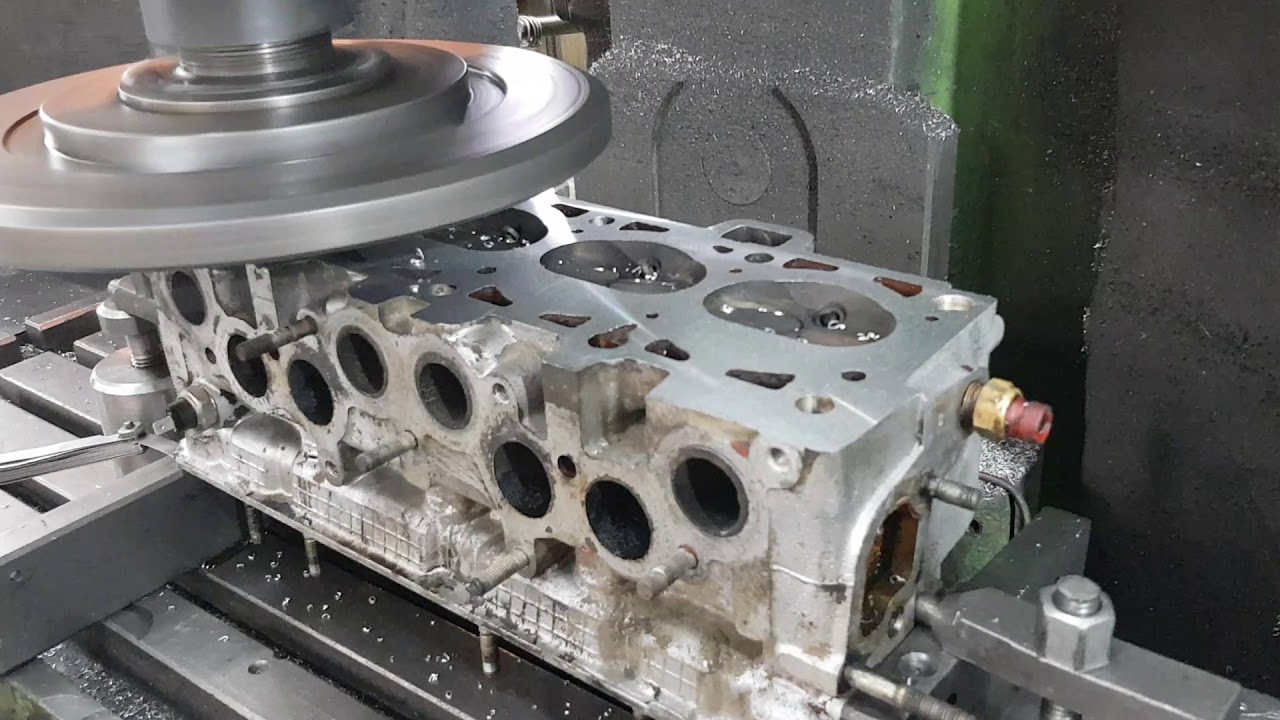 Для того чтобы найти трещины, понадобится специальная жидкость – она сразу же покажет дефектные места.
Для того чтобы найти трещины, понадобится специальная жидкость – она сразу же покажет дефектные места.
После нанесения жидкости на поверхность ждут пять или более минут, прежде чем смыть ее. Если поверхность ГБЦ имеет дефекты, то красящий пигмент забьется именно в трещины. Но так можно обнаружить лишь внешние огрехи.
Фрезы
Станок важен не так сильно, как набор фрез для фрезеровки ГБЦ. Наиболее распространены торцевые фрезы с пятигранными пластинами. Они производились в СССР по ГОСТ 26595-85. Это мощные режущие инструменты для черновой и получистовой обработки стали и чугуна. Но данная фреза мало подходящая для работ с чистым алюминием. Однако при необходимости качество поверхности можно улучшить. Сменные пластины на таких фрезах не имеют канавки для схода стружки. Пластина получает ударные нагрузки, но качества поверхности нет. Но эти же пластины, оснащенные такой канавкой, позволяют получить поверхность в разы качественней. Что касается выбора сплавов, то он совсем маленький – в продаже можно найти Т5К10 и Т15К6.
Чтобы выполняемой своими руками фрезеровкой ГБЦ с имеющимися инструментом добиться лучших результатов, из фрезы убирают 6 клиньев и оставляют только две пластины. При работе на станке подача должна быть невысокой, а обороты – большими.
Заключение
Не имея должного опыта работы на фрезерных станках, не стоит пытаться заниматься фрезеровкой такой ответственной детали, как ГБЦ. Лучше всего довериться профессионалам, но выбирать нужно грамотно. Сейчас услуги предоставляют разные мастера, и не все одинаково квалифицированные и опытные.
Фрезеровка головки блока цилиндров.
Фрезеровка головки блока цилиндров считается одной из самых востребованных операций по ремонту данной детали. Во время эксплуатации двигатель постоянно нагревается и охлаждается, что способствует изнашиванию металла, в результате чего базовые детали мотора деформируются, в том числе и головка блока цилиндров. Если привалочные поверхности этой составной части мотора искривляются, то нарушаются и уплотнения сопряженных с ней составных частей двигателя.
Самым негативным последствием в данной ситуации может стать то, что прокладка головки блока прогорит и вырвется, охлаждающая жидкость начнет протекать и сможет попасть в систему смазки, выхлопные газы прорвутся в систему охлаждения, а все это вместе взятое станет причиной завоздушивания и выброса охлаждающей жидкости.
Чаще всего искривляются длинные головки, предназначенные для четырех-шести цилиндров, и головки из алюминиевого сплава. Кроме случаев изнашивания в процессе эксплуатации, фрезеровка головок также используется при форсировании моторов на бензине, их переводе на другой вид бензинного топлива, что влечет за собой изменения в объеме камеры сгорания.
Профессиональная фрезеровка головок блока цилиндров
Осуществлять фрезеровку головок блока цилиндров можно только в том случае, когда выявлены ее искривления либо двигатель отказывается работать. Для того чтобы определить искривление, нужно использовать большую лекальную линейку и набор щупов. Если деталь имеет отклонение от плоскости не более 0,05 мм, то фрезеровка головки двигателя не нужна. Если показатели искривления больше, то придется фрезеровать деталь.
Если деталь имеет отклонение от плоскости не более 0,05 мм, то фрезеровка головки двигателя не нужна. Если показатели искривления больше, то придется фрезеровать деталь.
Количество снимаемого в процессе фрезеровки металла должно быть минимальным и не превышать 0,3 мм в толщину. Обычно завод-изготовитель регламентирует степень уменьшения высоты головки блока цилиндров двигателя. Если эти рекомендации нарушить, то объем камеры сгорания изменится, увеличится степень сжатия, уменьшится межцентровое расстояние от одного приводного элемента распредвала к другому.
Что касается двигателей, работающих на дизельном топливе, то здесь не все так критично, так как в большинстве случае камера сгорания у них размещена в днищах поршней.
Осуществляется фрезеровка головки блока цилиндров на фрезерных станках. Установка детали производится на специальных регулируемых опорных пеньках, которые обеспечивают максимальную параллельность поверхности обработки к поверхности стола, на котором установлен станок.
Доверить выполнение данной операции лучше специалистам, которые обладают всем необходимым оборудованием и опытом в проведении подобных и других работ.
Шлифовка головка блока цилиндров ГБЦ
Шлифовка Головки блока цилиндров в «1Микрон» СПб. В короткий срок и с высокой точностью произведем шлифовку ГБЦ в Санкт-Петербурге без очередей и по адекватной цене |
Изначально привалочная плоскость головки блока ( ГБЦ ) должна быть тщательно очищена и обследована на искривление, изгиб или скручивание в пяти плоскостях. Неровность поверхности промеряется при помощи поверочной линейки и набора щупов. Допустима неровность 0,04мм на 30см длины головки.
Если головка блока цилиндров ( ГБЦ ) деформирована, то следует промерить высоту (от разъема клапанной крышки да привалочной плоскости) на соответствие техническим требованиям производителя. Высота ГБЦ промеряется при помощи микрометра. Часто в ремонт приезжают изделия, где шлифовка головки блока цилиндров не допускается производителем, если ее неровность выходит за допуски, или после обработки плоскости высота головки будет меньше допустимой, то тогда ГБЦ подлежит только замене.
Часто в ремонт приезжают изделия, где шлифовка головки блока цилиндров не допускается производителем, если ее неровность выходит за допуски, или после обработки плоскости высота головки будет меньше допустимой, то тогда ГБЦ подлежит только замене.
По какой причине желательно шлифовка ГБЦ ( головку блока цилиндров) после снятия с двигателя, даже если отсутствовал перегрев мотора?
Изначально головка блока цилиндров отливается из металла, а только потом обрабатываются отверстия, устанавливаются седла, направляющие втулки и шлифуются плоскости. Из-за разности толщины металла в разных частях отливки, в головке имеются внутренние напряжения. После установки новой головки блока и сборке двигателя, под действием сил возникающих при работе мотора (сгорание смеси, охлаждение и нагрев), внутренние напряжения постепенно снижаются. По этой причине головки, демонтированные с любого мотора всегда немного искривлены. Пока головка прикручена к блоку цилиндров, она может быть ровная, но после ослабления болтов ее обязательно деформирует в следствии снижении внутренних напряжений.
Фрезеровка ГБЦ головки блока цилиндров
Во время сильного перегрева алюминиевой головки создается внутреннее напряжение и ее выгибает по центру. Обратите внимание, что деформируется не только привалочная плоскость ГБЦ, но и ось распредвала. Перед шлифовкой или фрезеровкой плоскости сильно деформированной головки ( ГБЦ ) следует проверить ось распределительного вала и восстановить ее при необходимости.
В нашей компании для фрезеровки ГБЦ головки блока цилиндров используются шлифовально-фрезерный станок, который гарантирует идеально ровную плоскость.
Но не только ровность ГБЦ имеет значение, но и шероховатость после фрезеровки плоскости головки блока цилиндров. Оценить шероховатость поверхности можно при помощи прибора под названием ПРОФИОГРАФ. Алмазная игла прибора передвигается по плоскости ГБЦ и промеряет выступы, а также впадины по высоте.
Для фрезеровки плоскости головки блока цилиндров имеются свои допуски по шероховатости, тк низкая шероховатость ухудшает плотность прилегания прокладки, а высокая (речь идет про чугунные головки) создает опасность скольжения прокладки ГБЦ.
Фрезеровка Головки блока цилиндров в «1Микрон» г.Санкт-Петербург. В короткий срок и с высокой точностью произведем Фрезеровку ГБЦ в СПб без очередей и по адекватной цене |
выбираем расточную головку для станка по дереву, долбежную и угловую, поворотную и быстроходную, со сменными ножами
Для обработки разных типов материалов используется приспособление, именуемое фрезой. Особенность ее работы заключается в том, что фреза совершает вращательные движения, а заготовка, в которой создается отверстие, – поступательные.
Разновидности
Фрезерная головка является частью станка, в некоторых моделях оборудования может быть установлено сразу несколько таких элементов. Существует множество видов фрезерных головок, приспособленных под разные нужды – например, для сверления и расточки боковых плоскостей.
Критериев, по которым головки разделяют на виды, существует несколько. Чаще всего используется распределение по типу установки.В этом случае производители предлагают:
- наклонные;
- горизонтальные;
- вертикальные варианты.

Следующим критерием является разделение в зависимости от формы имеющейся головки. В этом случае речь идет о:
- цилиндрических;
- дисковых;
- торцевых;
- угловых;
- концевых;
- шпоночных;
- фасонных.
Отдельной группой выступают головки, выпускаемые для обработки Т-образных пазов.
Фрезерные головки со сменными ножами активно используются при работе с деревом: например, мебельным щитом или оконным брусом. Если на головке по дереву установлены профильные ножи, то на станке появляется возможность изготавливать детали с более сложной конфигурацией. К ним относят такие изделия, как плинтусы и багеты. Основной особенностью данных типов головок является материал, из которого они изготавливаются.
К ним относят такие изделия, как плинтусы и багеты. Основной особенностью данных типов головок является материал, из которого они изготавливаются.
На корпус идет высокопрочный термообработанный сплав, на сменные ножи – высоколегированная сталь.
Угловые головки имеют постоянный угол наклона, равный 90 градусам.
Их основное предназначение – работа с элементами, которые из-за своего сложного строения не могут быть приближены к корпусу шпинделя станка. При необходимости угловая головка устанавливается шпиндельным креплением. Используя такой способ, работают с металлами; так обрабатываются пазы и карманы, при этом смена инструмента не требуется.Универсальная головка значительно расширяет возможности фрезерных станков. В большинстве случаев они унифицированы. Приспособление активно используется для фрезерования торцевых поверхностей, которые образуют угол между продольной и поперечной осями станка. Такие же головки применяют при необходимости создания винтообразных каналов.
В большинстве случаев они унифицированы. Приспособление активно используется для фрезерования торцевых поверхностей, которые образуют угол между продольной и поперечной осями станка. Такие же головки применяют при необходимости создания винтообразных каналов.
Сменная поворотная головка обеспечивает экономичное фрезерование поверхностей на среднюю глубину.
Быстроходная головка устанавливается на горизонтально-фрезерные станки, осуществляющие вертикальное фрезерование. Таким способом ведутся работы с цветными металлами. Каждое такое приспособление крепится к торцу шпиндельной бабки. Его работа обеспечивается четырёхскоростным приводом. Изменить скорость можно, если переставить клиновый ремень.
Каждое такое приспособление крепится к торцу шпиндельной бабки. Его работа обеспечивается четырёхскоростным приводом. Изменить скорость можно, если переставить клиновый ремень.
Многошпиндельные сверлильные головки разделяются на 2 вида: с изменяемым расстояниями между осями и с фиксированным. Многошпиндельные головки с изменяемым межосевым расстоянием, в свою очередь, подразделяются еще на 2 типа в зависимости от способа передачи крутящего момента к инструментальному шпинделю.
Расточная головка предназначена для выполнения расточных работ, которые заключаются в изготовлении отверстий с заранее заданными параметрами. Чаще всего таким способом изготавливаются отверстия большого диаметра с минимальной шероховатостью.
Очень часто торцевые насадные фрезы поставляются производителем в комплекте со съемными пластинами, которые позволяют значительно повысить производительность станка. Они незаменимы в ситуациях, когда сверло работает на большой скорости – их наличие позволяет использовать резцы значительно дольше.
Они незаменимы в ситуациях, когда сверло работает на большой скорости – их наличие позволяет использовать резцы значительно дольше.
Как выбрать?
При выборе фрезы следует в первую очередь обращать внимание на материал, из которого произведено изделие. Это должны быть очень твердые сплавы или сталь. На рынке можно встретить фрезы и из более экзотичных материалов, например, выполненные из порошковых металлов. Ответить на вопрос, какой материал для головок лучше, невозможно. Выбор изделий подобного типа полностью зависит от материала, с которым предполагается работать.
А также на выбор покупки сильно повлияет скорость, с которой будет вращаться шпиндель. В ситуации, когда на станке будут обрабатываться мягкие металлы, такие как алюминий, твердосплавные головки будут неэффективны. Для станков, скорость шпинделя которых не превышает 6000 об/мин, для алюминия рекомендуется использовать быстрорежущую сталь при условии, что диаметр фрезы больше 1/2.
Для станков, скорость шпинделя которых не превышает 6000 об/мин, для алюминия рекомендуется использовать быстрорежущую сталь при условии, что диаметр фрезы больше 1/2.
При меньших размерах – карбид вольфрама.
В продаже имеются фрезы самых разных размеров. При необходимости можно найти микрофрезы, которые используются для работы с совсем мелкими деталями. При выборе и покупке фрез следует обязательно учитывать, что диаметр почти всех концевых фрез указывается с большой погрешностью.
В ситуации, когда будущая работа должна быть выполнена с высокой точностью, рекомендуется проводить пробную резку, таким способом определяя настоящий диаметр. Обычное измерение диаметра не так эффективно, как пробная резка, поэтому ее использование считают более надежным методом.
Обычное измерение диаметра не так эффективно, как пробная резка, поэтому ее использование считают более надежным методом.
При изучении ассортимента головок следует обращать внимание на то, какие ножи – торцевые или профильные – на ней установлены. Шлифовальная головка, например, имеет специальную маркировку, которая помогает выбрать изделие с необходимой зернистостью рабочей поверхности.
А также при выборе необходимых деталей следует учитывать, что импортные ускорительные головки обойдутся в несколько раз дороже, чем изделия отечественного производства.
Особенности эксплуатации
Качество выполняемых на устройстве операций зависит от правильности установки фрезерного станка. Для того чтобы все виды работ выполнялись максимально точно, станок при монтаже должен быть установлен на бетонный фундамент. Крепление устройства к полу осуществляется специальными болтами. Гайки для них заранее опускают в колодцы, сделанные из цемента. Положение станка точно выверяется с помощью уровней. Через определенные временные промежутки проводится контроль оборудования. При наличии износа старые детали заменяются на новые. Особенно часто приходится менять фрезерные головки, которые в ходе эксплуатации могут прийти в полную негодность.
Для того чтобы все виды работ выполнялись максимально точно, станок при монтаже должен быть установлен на бетонный фундамент. Крепление устройства к полу осуществляется специальными болтами. Гайки для них заранее опускают в колодцы, сделанные из цемента. Положение станка точно выверяется с помощью уровней. Через определенные временные промежутки проводится контроль оборудования. При наличии износа старые детали заменяются на новые. Особенно часто приходится менять фрезерные головки, которые в ходе эксплуатации могут прийти в полную негодность.
Объем операций, выполняемых на станках такого типа, довольно широк. Иногда фрезерные головки приходится задействовать в практически ювелирных по исполнению работах.
Как фрезеровать головку блока цилиндров без наличия специального оборудования? Исправить положение постоянного износа стенок цилиндров возможно, если произвести минимальное снятие металла с помощью фрезы. Такая работа требует высокой точности, выполнить ее вручную невозможно.
Такая работа требует высокой точности, выполнить ее вручную невозможно.
Техника безопасности
Прежде чем начать установку фрезы, обязательно проверяют ее состояние, качество заточки; режущие кромки не должны иметь окрашиваний. На всей поверхности фрезы не должно быть загрязнений в виде пыли и волокон от ветоши.
Так как в изделии множество острых кромок, которыми легко можно порезаться, при выполнении любых работ требуется соблюдать все меры предосторожности. На руки надеваются защитные перчатки или кожухи на фрезу.
Фрезерование головки 101: основы фрезерования головки до сжатия
(Изображение любезно предоставлено Hot Rod)
Компрессия равна лошадиным силам.
Причина проста: чем сильнее вы сжимаете топливно-воздушную смесь в камере сгорания, тем больше мощности вы можете создать. Теоретически нагнетание воздуха и топлива в как можно меньшую камеру сгорания (измеренную по объему) приведет к максимальной компрессии двигателя и мощности. Есть несколько способов выполнить эту задачу.Вы можете купить головок цилиндров с камерами небольшого объема, уже отлитыми или обработанными на станке с ЧПУ. Вы можете использовать купольные поршни для эффективного уменьшения объема большой камеры сгорания или даже выбрать более тонкие прокладки головки .
Теоретически нагнетание воздуха и топлива в как можно меньшую камеру сгорания (измеренную по объему) приведет к максимальной компрессии двигателя и мощности. Есть несколько способов выполнить эту задачу.Вы можете купить головок цилиндров с камерами небольшого объема, уже отлитыми или обработанными на станке с ЧПУ. Вы можете использовать купольные поршни для эффективного уменьшения объема большой камеры сгорания или даже выбрать более тонкие прокладки головки .
Или можно фрезеровать головы.
Фрезерование включает удаление материала с головки блока цилиндров (или поверхности деки блока, где головки и блок встречаются) для эффективного уменьшения объема камер сгорания. Этот метод, который также используется для исправления деформированных или несовершенных поверхностей деки, позволяет вам контролировать размер камеры, чтобы вы могли получить объем, необходимый для достижения желаемой степени сжатия.В Интернете есть несколько калькуляторов , подобных этому , которые помогут вам определить, сколько материала необходимо удалить для достижения желаемого сжатия.
Фрезерование позволяет получить более высокое сжатие с помощью поршней с плоским верхом, избегая потенциальных проблем детонации, связанных с купольными поршнями. Как и в случае любого метода увеличения компрессии, вам придется уменьшить общую установку опережения зажигания и, возможно, использовать топливо с более высоким октановым числом с фрезерованными головками для предотвращения детонации.Правильная настройка покажет вам, сколько времени и октанового числа потребуется вашему двигателю.
Имейте в виду, что фрезерование изменяет соотношение между головками и / или блоком и впускным коллектором. В зависимости от количества удаленного материала, приемное устройство также может потребовать фрезерования для компенсации. Чтобы помочь вам определить надлежащие характеристики фрезерования заводских головок на популярных классических двигателях V8, мы включили таблицу ниже. При работе с головками блока цилиндров послепродажного обслуживания лучше всего проконсультироваться с производителем, чтобы определить, сколько фрезерования можно выполнить. Некоторые послепродажные головки изготавливаются из дополнительного материала деки, чтобы приспособиться к будущему фрезерованию.
Некоторые послепродажные головки изготавливаются из дополнительного материала деки, чтобы приспособиться к будущему фрезерованию.
Помните, что эти спецификации относятся к плоскому фрезерованию и служат в качестве общих рекомендаций. Перед тем, как приступить к фрезерованию, проконсультируйтесь с авторитетной станочной мастерской, специализирующейся на этом виде работ, и следуйте их рекомендациям.
Что такое отверстие для головки цилиндров и как оно увеличивает мощность?
Это работа только для самых опытных механиков, но перенос головы может привести к впечатляющему увеличению мощности при правильном выполнении
Есть бесчисленное множество способов модифицировать автомобиль для увеличения мощности, но все они сводятся к одним и тем же общим факторам: подавать больше воздуха и топлива в цилиндры, эффективно сжигать его и выпускать его как можно быстрее и плавнее. И хотя многие заправщики одержимы принудительной индукцией, перенос головки блока цилиндров — гораздо менее радикальная, но стоящая модификация, которая могла бы принести в конюшню еще несколько лошадей.
И хотя многие заправщики одержимы принудительной индукцией, перенос головки блока цилиндров — гораздо менее радикальная, но стоящая модификация, которая могла бы принести в конюшню еще несколько лошадей.
Головки цилиндров изготавливаются с использованием процесса литья, при этом чугун или алюминиевый сплав заливают в шаблон для застывания. Во время этого процесса может произойти отливка, которая является дефектом, вызванным утечкой металла из стыков в отливке и контактом между основанием формы и материалом в расплавленном состоянии.После изготовления основного материала головки используется обработка с ЧПУ для фрезерования седел клапанов и любых других мелких фасок и надрезов, необходимых для завершения конструкции головки цилиндров.
Анатомия головки блока цилиндров с соответствующим клапанным механизмом выше Все это приводит к довольно грубой головке блока цилиндров, влияющей на поток жидкости, когда она проходит через боковую часть головки блока цилиндров и попадает в цилиндры через горловину клапана. Для наиболее эффективного потока жидкости и максимальной производительности головка цилиндра может быть обработана, чтобы уменьшить количество небольших ограничений и шероховатостей, которые могут препятствовать потоку в каждый соответствующий цилиндр. Уменьшение турбулентности потока жидкости приведет к более плавному впуску и выпуску системы, что приведет к увеличению мощности.
Для наиболее эффективного потока жидкости и максимальной производительности головка цилиндра может быть обработана, чтобы уменьшить количество небольших ограничений и шероховатостей, которые могут препятствовать потоку в каждый соответствующий цилиндр. Уменьшение турбулентности потока жидкости приведет к более плавному впуску и выпуску системы, что приведет к увеличению мощности.
Перфорация базовой головки может быть завершена с помощью небольшого ручного сверла с коническими сверлами шлифовального станка, которые по сути действуют как моторизованная наждачная бумага.Для более тяжелых работ, таких как согласование портов, вам понадобится шлифовальный станок и твердосплавные заусенцы, чтобы аккуратно прорезать материал головки блока цилиндров. Более сложную геометрию можно перенести с помощью станка с ЧПУ, используя лазерное наведение для идеальной формы и бритья головки блока цилиндров в точном соответствии с заданными пользователем параметрами.
Перенос головы — долгий, сложный и запутанный процесс, но выигрыш в мощности может того стоить.
Чтобы правильно проанализировать и подтвердить работу, сначала необходимо протестировать головку на стенде для измерения расхода воздуха, который измеряет объемный расход (сколько воздуха входит и выходит из головки).Это даст базовую цифру для сравнения после того, как головка будет полностью перфорирована и отполирована, что приведет непосредственно к увеличению мощности.
Установка ГБЦ для испытаний на стенде воздушного потокаВ головке блока цилиндров есть много областей, за которыми следует обратить внимание:
• Выхлопные отверстия — материал можно срезать, особенно с верхней части каждого выпускного отверстия, где воздух с наибольшей скоростью выходит из цилиндра. Также можно выполнить согласование порта с выпускным коллектором, убедившись, что нет изменений в диаметре между любыми компонентами, которые в противном случае могли бы вызвать ограничение.
Также можно выполнить согласование порта с выпускным коллектором, убедившись, что нет изменений в диаметре между любыми компонентами, которые в противном случае могли бы вызвать ограничение.
• Впускные отверстия — материал можно сбрить, чтобы избавить порт от выбоин и нежелательного металла от литья, но при этом сохранится определенная шероховатость поверхности, чтобы способствовать испарению топлива, отложившегося на боковых сторонах порта. Изменение всей ориентации впускного порта также может быть крайней, но эффективной формой перфорации головки, например, изменение угла порта по отношению к бегунку от впускного коллектора для минимизации возмущения потока жидкости.Соответствие портов также применяется к впускному коллектору, чтобы убедиться, что он точно соответствует
• Карман горловины клапана — возможно, самая важная область, которую нужно сгладить и расширить, способствуя эффективному движению потока через горловину за счет сглаживания всех краев и фаски, оставленных заводской обработкой
• Седло клапана — особенно сложная работа, которую почти наверняка должен выполнять только тот, у кого есть доступ к оборудованию с ЧПУ, эта модификация гарантирует, что клапаны создают точное уплотнение с седлом клапана в закрытом состоянии, тем самым улучшая объемный КПД клапана. двигатель
двигатель
• Камера сгорания — полировка верхней части камеры сгорания (в которой находится свеча зажигания) способствует эффективному выпуску газа из цилиндра, а полированная поверхность обеспечивает плавный переход сгоревшей воздушно-топливной смеси из цилиндра. цилиндр и в выпускной коллектор
Соответствие порта может включать стружку из выпускного и впускного коллектора вместо головки блока цилиндров. Когда увеличение мощности от других методов достигнет предела до точки, перенос головки может стать отличным следующим шагом к созданию еще одного скачка мощности.Не ждите огромных скачков мощности; результаты, очевидно, зависят от исходного состояния ГБЦ и качества изготовления. Если вы верите в болтовню на онлайн-форумах, головки блока цилиндров LS1 могут дать от 10 до более 50 л. С. От порта и полировки, так что это ни в коем случае не линейный процесс.
Если вы верите в болтовню на онлайн-форумах, головки блока цилиндров LS1 могут дать от 10 до более 50 л. С. От порта и полировки, так что это ни в коем случае не линейный процесс.
Однако небольшое расширение впускного и выпускного отверстий немного изменит способ выработки мощности вашим двигателем; крутящий момент будет принесен в жертву в диапазоне оборотов из-за уменьшения скорости жидкости из-за нового расширения порта, но выигрыш в мощности будет высоким в диапазоне оборотов, поскольку больший объемный расход воздуха и топлива может пробиться в цилиндры.Соедините отверстие головки с рабочим распределительным валом с хорошим высоким подъемом клапана, и это может иметь серьезный потенциал для более высокой выходной мощности в верхнем диапазоне оборотов.
Двигатель LS1, похоже, имеет широкий простор для работы с головкой блока цилиндров.
Предостережение перед тем, как вы начнете разбирать головку блока цилиндров с помощью дрели — этот вид модификации должен выполняться только тем, у кого есть прошлый опыт, или путем передачи головки в профессиональную мастерскую для обработки.Чрезмерное портирование головы не оставляет пути назад; это приведет к тому, что головка блока цилиндров окажется в мусорном ведре и ее придется заменить.
Так что не полагайтесь на обучающие материалы или статьи YouTube, посвященные портированию и полировке головки блока цилиндров. Однако с помощью опытного прикосновения и некоторого точного шлифования вы можете получить некоторых когда-либо необходимых дополнительных лошадей обратно под капот, что по сути является просто очисткой!
Головка фрезерная | Moped Wiki — Moped Army
Фрезерование головки относится к процессу удаления очень тонкого слоя материала со стороны головки цилиндра, которая герметизирует цилиндр. Этот процесс немного уменьшает объем над поршнем в ВМТ и увеличивает степень сжатия двигателя.
Этот процесс немного уменьшает объем над поршнем в ВМТ и увеличивает степень сжатия двигателя.
Головка фрезерная Laura M48
Эта информация была написана для двигателя Batavus Laura M48, но она также может относиться к другим двигателям с алюминиевой головкой. Важно помнить, что поверхность головки, где она крепится к цилиндру, должна быть как можно более плоской, без масел и смазки и гладкой. Головка и цилиндр работают вместе, чтобы охладить двигатель.НЕ используйте какие-либо уплотнительные материалы.
Если вы не уверены в своих способностях выполнять эту работу, не делайте этого. Ходовой маломощный мопед лучше мертвого мопеда. Ожидайте, что это займет 2 или более часов. Фрезерование головки увеличивает степень сжатия и дает двигателю больше мощности без нарушения синхронизации портов. Для достижения наилучших результатов вам нужно будет поработать с вытяжкой и впуском.
Необходимые инструменты и материалы:
- Очень плоский кусок (любого из следующего):
- Тип доски, используемой под настилом на плоской бетонной поверхности, называемый подстилкой.

- Выброшенный кусок мраморной столешницы.
- Прецизионная измерительная поверхность, используемая с высотомерами и т.п. Обычно это большой кусок гранита.
- Тип доски, используемой под настилом на плоской бетонной поверхности, называемый подстилкой.
- Фрезерные инструменты:
- Напильник по металлу хорошего качества.
- Металлическая щетка для очистки файла.
- Плоская металлическая линейка (как карманная линейка машиниста)
- Запасной кусок металла, на котором можно попрактиковаться в технике подачи.
- Наждачная бумага следующей зернистости:
- 80 (5 листов).
- 150 (10 листов).
- 400 (мокрая / сухая) (10 листов).
- светлое машинное масло.
- Банка WD-40.
- Запасная свеча зажигания.
- Хороший набор головок / динамометрический ключ.
Снятие головки
Снимите свечу зажигания. Чтобы снять головку, имейте в виду, что болты головки туго затянуты и, вероятно, были затянуты давно. Используйте немного WD-40 или другого промышленного масла для спрея, чтобы предотвратить поломку болтов. В схеме X ослабьте каждую гайку примерно на четверть оборота. Затем удалите каждую по очереди. Повторная сборка противоположна этой процедуре . Проверьте или спросите на форумах, какой крутящий момент будет правильным при повторной установке головки. Для M48 это 11 фут-фунт крутящего момента. Возможно, вы захотите немного увеличить это, потому что, когда вы закончите, будет намного больше сжатия. Я использовал 17 футов фунтов.
В схеме X ослабьте каждую гайку примерно на четверть оборота. Затем удалите каждую по очереди. Повторная сборка противоположна этой процедуре . Проверьте или спросите на форумах, какой крутящий момент будет правильным при повторной установке головки. Для M48 это 11 фут-фунт крутящего момента. Возможно, вы захотите немного увеличить это, потому что, когда вы закончите, будет намного больше сжатия. Я использовал 17 футов фунтов.
После снятия головки осмотрите поверхность цилиндра и головки и посмотрите, как они совпадают.Если есть выступы, царапины или вмятины, их следует отшлифовать. Установите запасную свечу зажигания. Это позволит вам оценить, сколько материала вы удалили, и поможет предотвратить удар поршня по свече зажигания, когда вы закончите.
Поместите головку в хорошие настольные тиски, используя свечу зажигания, чтобы удерживать ее на месте. Ребра охлаждения на голове , а не , хороший способ зажать! Они могут сломаться. Как только голова окажется на месте, убедитесь, что она ровная. Это поможет вам держать его ровно во время фрезерования.
Это поможет вам держать его ровно во время фрезерования.
Фрезерование головки напильником. Обратите внимание на технику и то, как голова удерживается в тисках .
STEP ONE — Подача
Используя файл, при условии, что ваша техника опиливания хороша (если не использовать сначала кусок металла! Разработайте хорошую технику), начните опиливать по всей поверхности головы. Делайте длинные движения напильником, часто останавливаясь, чтобы:
1. Очистите файл металлической щеткой. Это связано с тем, что алюминий будет комковаться на файле и вызывать царапины на голове.
2. Проверить работу карманной линейкой. Положите край линейки на поверхность и проверьте ярким светом несколько участков за линейкой. Любые зазоры под линейкой указывают на низкую точку. Будьте осторожны, , , фиксируя их. Вы можете легко сделать поверхность неровной.
Продолжайте эти шаги до тех пор, пока вы не отрежете удобную для вас величину или , то есть примерно 0,050 дюйма от свечи зажигания.
ШАГ ВТОРОЙ — Первое шлифование
Убедившись, что опиловка хорошая (ровная поверхность), снимите головку с тисков. Начиная с наждачной бумаги зернистостью 80, приклеенной к плоской поверхности, перемещайте головку по схеме «восьмерка». Продолжайте, пока не удалите все отметки файлов. Часто проверяйте свою работу. Вы увидите различия в шлифуемой поверхности. Как только он станет ровным по поверхности, переходите к следующему шагу.
ШАГ ТРЕТИЙ — Вторая шлифовка
Продолжайте шлифование наждачной бумагой с зернистостью 150.Используйте столько листов, сколько нужно. Продолжайте проверять свою работу. Это самый важный шаг — здесь вы сделаете поверхность головы максимально гладкой. Тратить твое время.
ШАГ ЧЕТВЕРТЫЙ — Третье шлифование
Снова начните шлифование наждачной бумагой с зернистостью 400. Используйте первый лист насухо. После этого используйте небольшое количество машинного масла при шлифовании рисунка в виде восьмерки. Продолжайте шлифовать, пока металл не станет почти зеркально гладким.
После этого используйте небольшое количество машинного масла при шлифовании рисунка в виде восьмерки. Продолжайте шлифовать, пока металл не станет почти зеркально гладким.
Заключительные очень важные шаги
Очистите всю головку с помощью WD-40 или очистителя карбюратора (спрей).Любая стружка может испортить поршень. Соберите головку в обратном порядке.
При первом запуске мопеда дайте ему поработать несколько минут. Затем дайте остыть и снимите головку. Теперь посмотрите на поверхности, на которых совпадают головка и цилиндр. Если есть масляные полосы, идущие к внешней стороне головы, у вас низкая точка и вам нужно больше шлифовать. Если нет и / или масло имеет круговую форму, все готово. Собираем и едем.
American Cylinder Head Inc — Продажа и ремонт головок цилиндров
Добро пожаловать в американскую головку блока цилиндров
Если вам нужен Quality , вам нужна американская головка цилиндра
- Головка блока цилиндров Ремонт и Восстановление
- Головки цилиндров для автомобильной, тяжелой и промышленной техники и КПГ
- Огромный выбор ГБЦ на складе
- Превосходное качество
- ISO 9001: 2009 Сертифицировано
- Отличные цены
- Возможна обработка на заказ
- Ремонт головки блока цилиндров для тяжелых условий эксплуатации
- Ремонт головки промышленного блока цилиндров
- Головки блока цилиндров для сжатого природного газа (КПГ)
- 6 Точка зрения наших головок блока цилиндров
- Сделано в США
Информация о головке блока цилиндров для Америки
Адрес: 499 Lesser Street Oakland CA 94601 Часы работы:
Пн-пт 7:00 — 16:30
Телефон: (800) 356-4889
Факс: (510) 536-6620
Электронная почта: sales @ americancylinderheads.com
или воспользуйтесь нашей контактной формой
Почему мы?
- У нас есть на складе новые и отремонтированные головки блока цилиндров, готовые к отправке.
- Fast Service, мы обработаем ваш заказ, как только вы его отправите.
- Превосходное качество. American Cylinder Head придерживается очень точных международных стандартов; мы
сертифицированы по ISO 9001: 2009. - Мы НЕ передаем нашу работу на аутсорсинг, все делается в нашем магазине здесь, в Калифорнии, США.
- У нас есть возможность отремонтировать головки цилиндров для тяжелых условий эксплуатации и промышленного назначения!
- Предлагаем индивидуальную обработку головки блока цилиндров.
- Оптовые заказы доступны по запросу.
Компания American Cylinder Head является ЕДИНСТВЕННЫМ предприятием по восстановлению головок блока цилиндров в Соединенных Штатах, которое соответствует требованиям ISO 9001-2009.
Чтобы соответствовать требованиям ISO, мы прошли строгую программу сертификации, в которой основное внимание уделялось контролю качества. Соответствуя стандарту ISO 9001: 2009, американская головка цилиндров демонстрирует приверженность качеству, стремление к постоянному совершенствованию и добросовестную заботу об удовлетворении потребностей клиентов.
Так что же для вас означает соответствие требованиям стандарта ISO 9001: 2009 компании American Cylinder Head?
ISO 9001: 2009 означает, что вы, как потребитель, можете рассчитывать на качественное обслуживание с момента принятия заказа до его отправки.Жалоба на соответствие стандарту ISO 9001: 2009 гарантирует американским заказчикам головок цилиндров, что в их распоряжении находится знающий и обученный персонал.
Нет такого файла или каталога
Головка цилиндра, фрезерование и шлифование блоков
- Дом
- Оборудование для ремонта и ремонта двигателей
- Фрезерование и шлифование головки блока цилиндров и блоков
Оборудование премиум-класса, произведенное и спроектированное в Италии:
Станок для ремонта головок цилиндров Comec RP 330 — это небольшой фрезерно-шлифовальный станок для ремонта плоских поверхностей, таких как головки цилиндров или блоки цилиндров, из алюминия или чугуна.
• Прочная чугунная рама.
• Сухая резка или мокрое шлифование в соответствии с требованиями.
№
• Возможность мокрого шлифования с помощью оборудования RP 330 с насосом охлаждающей жидкости, брызговиком и шкафом.
| Технические характеристики | |
|---|---|
| Поверхность стола | 26 3/8 дюйма x10½ |
| Макс.расстояние от стола до шлифовального круга | 13 « |
| Вертикальное перемещение шлифовального круга | 8 « |
| Диаметр шлифования | 13 « |
| Скорость шпинделя | 700-1400 об / мин |
| Скорость автоматической подачи (в обоих направлениях) | 6 дюймов / мин |
| Мощность двигателя головки колеса | 1.125-1,875 кВт |
| Мощность двигателя подачи | 0,11 кВт |
| Двигатель насоса охлаждающей жидкости Мод. C мощность | 0,11 кВт |
| Размеры ДхШхВ Мод. C | 55x47x68 « |
| Вес Мод.C | 893 фунтов |
Опыт в шлифовке чугуна и алюминия с использованием специальных инструментов, таких как CBN или PCD на высокой скорости, дает нам возможность разработать и реализовать эту машину для шлифовки головки двигателя и блоков.
Характеристики, такие как большая рабочая емкость (ход стола 970 мм), регулируемая скорость головки и стола с помощью преобразователей частоты, а также чрезвычайно интересная цена, делают его идеальным выбором для небольшого гаража, а также для большой мастерской по ремонту двигателей.
| Технические характеристики | |
|---|---|
| Перемещение стола | 970 мм |
| Макс.длина заготовки | 815 мм |
| Макс.ширина заготовки | 310 мм |
| Мин-макс высота заготовки | 190-430 мм |
| Диаметр режущей пластины | 310 мм |
| Регулируемая скорость вращения шпинделя | 110-900 об / мин |
| Регулируемая скорость перемещения стола | 0-600 мм / мин |
| Мощность двигателя головки | 1,1 кВт |
| Мощность двигателя стола | 0,75 кВт |
| Размеры (ДxДxВ) | 1550x870x1720 мм |
| Масса | 525 кг |
RP 1000 — это станок для шлифовки головок цилиндров и блоков легковых и грузовых автомобилей, а также всех плоских поверхностей, для которых требуется высокое качество сопряжения, чистовая обработка и точность.Все части, составляющие машину, такие как цоколь, стол, колонна и головка, изготовлены из высококачественного чугуна с широкой рамой, что обеспечивает высокую жесткость и надежность. Подача стола приводится в действие шариковинтовой передачей с высокой точностью даже при низких скоростях подачи; Преобразователь частоты, который управляет мотор-редуктором привода шарико-винтовой передачи, предлагает регулируемую подачу, широко регулируемую потенциометром.
| Технические характеристики | |
|---|---|
| Перемещение стола | 1050 мм |
| Макс.длина заготовки | 895 мм |
| Макс.ширина заготовки | 315 мм |
| Макс.высота заготовки | 545 мм |
| Мин. Высота заготовки | 125 мм |
| Сегментированный шлифовальный круг диаметром | 315 мм |
| Вращение с переменной скоростью | 550 — 1450 об / мин |
| Регулируемая скорость перемещения стола | 130-1300 мм / мин |
| Головка двигателя | 2.2 кВт |
| Электродвигатель стола | 0,75 кВт |
| Двигатель быстрой подачи головки | 0,18 кВт |
| Двигатель насоса охлаждающей жидкости | 0.10 кВт |
| Размеры (ДxДxВ) | 1680x1100x1850 мм |
| Масса | 1015 кг |
RP 1300 — это станок для шлифовки головок цилиндров и блоков легковых и грузовых автомобилей, а также всех плоских поверхностей, требующих высокой степени чистоты и точности сопряжения.Технологический дизайн, принятый на RP 1300, сочетает в себе хорошо проверенные решения, такие как плоские и V-образные направляющие, обрабатываемые непосредственно на основании и всегда идеально смазанные, что обеспечивает отличную плавность хода даже при низких скоростях подачи, с другими более инновационными функциями, такими как шарико-винтовая передача Подача с широкой регулируемой скоростью подачи и бесступенчатой регулировкой скорости шпинделя с помощью инвертора или автоматического цикла для операции фрезерования.
На самом деле RP 1300 поставляется в стандартной комплектации с сегментированным шлифовальным кругом для чугуна или алюминия, шлифовальным кругом головки блока цилиндров и припаянным инструментом для обработки алюминия.
| Технические характеристики | |
|---|---|
| Перемещение стола | 1350 мм |
| Максимальная рабочая длина | 1175 мм |
| Максимальная рабочая ширина | 350 мм |
| Максимальная рабочая высота | 600 мм (750 мм) |
| Полезная поверхность стола | 1100×230 мм |
| Диаметр шлифовального круга | 350 мм |
| Скорость вращения шпинделя (с опцией VMV013) | 1450 об / мин (550 ÷ 1450) |
| Регулируемая скорость подачи стола | 0 ÷ 1500 мм / мин |
| Двигатель шпинделя | 4.2 кВт |
| Моторедуктор настольный | 0,75 кВт |
| Двигатель быстрой подачи | 0,5 кВт |
| Двигатель насоса охлаждающей жидкости | 0.25 кВт |
| Размеры (ДxДxВ) | 2500x1000x1800 мм |
| Масса | 1380 кг |
Comec RP 1400 PLC — это машина для шлифовки головок цилиндров и блоков двигателей легковых и грузовых автомобилей, а также всех плоских поверхностей, для которых требуется максимальная точность контактных поверхностей.Конструкционная технология сочетает в себе инновационные решения, такие как бесщеточный двигатель для автоматического позиционирования и прецизионный толстолистовой прокатный стан, управляемый ПЛК, с такими общепринятыми технологиями, как линейные направляющие и шарико-винтовая передача. Оси и скорость вращения фрезы контролируются инвертором, на самом деле можно контролировать скорость продвижения. Панель управления представляет собой промышленный сенсорный экран, оснащенный простой и интуитивно понятной программой. RP PLC 1400 может быть снабжен пластиной для шлифования с абразивными сегментами или фрезой с державкой для вставки CBN-PCD диаметром 355 мм или 405 мм для шлифования поверхностей из чугуна или алюминия.Для головок с камерой предварительного сгорания можно использовать специальный инструмент, обеспечивающий их безупречную отделку.
| Перемещение стола | 1400 мм |
| Максимальная рабочая длина | 1195 мм |
| Максимальная рабочая ширина | 355 мм (405 мм ДОПОЛНИТЕЛЬНО) |
| Максимальная рабочая высота | 720 мм |
| Полезная поверхность стола | 920×230 мм |
| Диаметр шлифовального круга | 355 мм (405 мм ДОПОЛНИТЕЛЬНО) |
| Скорость вращения шпинделя | 300 ÷ 1500 об / мин |
| Регулируемая скорость подачи стола | 0 ÷ 1500 мм / мин |
| Двигатель шпинделя | 4.0 кВт |
| Моторедуктор настольный | 0,75 кВт |
| Двигатель быстрой подачи | 0,5 кВт |
| Двигатель насоса охлаждающей жидкости | 0.25 кВт |
| Размеры (ДxДxВ) | 2180x1280x2000 мм |
| Масса | 1410 кг |
Ремень Comec SPN800 — это наиболее экономичный и производительный способ шлифования таких деталей двигателя, как впускной и выпускной коллекторы, головки цилиндров, крышки и все участки поверхности прокладок.
Эта модель — самая простая в эксплуатации машина в своем роде благодаря ножному предохранительному выключателю, а также в обслуживании для быстрой и легкой замены шлифовальной ленты. Кроме того, он не требует никакой подготовки или настройки, кроме подъема изделия на шлифовальную поверхность, поэтому им может легко управлять полуквалифицированный оператор.
| Технические характеристики | |
|---|---|
| Максимальная рабочая зона | 800 x 300 мм |
| Скорость ленты Grindig | 3.2 м / сек |
| Мощность двигателя | 3 кВт |
| Размер ремня | 2260 x 300 мм |
| Габаритные размеры | 1560 x 550 x 420 в |
| Масса | 160 кг |
Общий воздушный поток двигателя | Услуги магазина | Обработка с ЧПУ | Подключение головки цилиндров | Головка блока цилиндров двигателя 44278 | Развитие воздушного потока Огайо | Головки цилиндров | Перенос с ЧПУ | ЧПУ перенесено
МАШИНОСТРОЕНИЕ
Нужна работа с клапаном, фрезерование, сварка, чистка или другие работы с головкой блока цилиндров? Total Engine Airflow — это цех по производству головок цилиндров с полным спектром услуг.
Стандартная производственная ставка 75,00 долларов в час
Заказ клапана Serdi 175 долларов и выше
Шлифование седел, краев, обратных прорезей на клапанах 2,00 доллара США и выше
Снимите и замените направляющие клапана 4,00 долларов США.
Алмазная направляющая для шлифовки 4,00 $ шт.
CC Камера сгорания — 10 долларов
CC Впускное отверстие — 25 долларов
Дробеструйная головка — 10 долларов
Просверливание отверстий под болты до 1/2 ″ — 25 долларов
Головка в сборе — 60 долларов (большинство головок) чистая, установите высоту пружины
Головки угловых мельниц .100 ″ — $ 200
Фрезерный станок до.010 ″ — 65 $
Головки мельницы до 0,050 ″ — 75 $
Головки мельницы до .100 ″ — 100 $
Прием в мельницу до 0,010 ″ — 50 $
Прием в мельницу до 0,050 ″ — 75 $
Прием в мельницу до. 100 ″ — 100 долларов США
Головки с уплотнительными кольцами и нержавеющая проволока 0,041 дюйма — 125 долларов США
Вырезанные канавки приемника для прокладки Fel-Pro Loc-Wire — 125 долларов США
Вырезанные канавки приемника для блока уплотнительных колец — 125 долларов США
Головки для проверки вакуума — 20 долларов США
Впуск Согласование портов коллектора — 300 долларов США + стоимость необходимого набора впускных прокладок.
Обратитесь в другие службы обработки.
ИСПЫТАНИЕ РАСХОДА
Наш поточный стенд является чрезвычайно важной частью нашего производственного процесса головки блока цилиндров. По мере разработки головы мы можем получать данные об объеме и скорости воздуха, проходящего через различные части головы. Тестирование достаточно точное, чтобы мы могли видеть воздушный поток вокруг участков периметра каждого клапана в головке. Помните, что хороший напор не просто дает хорошие показатели пикового расхода… все дело в площади под кривой. Если вы хотите знать, как складываются ваши головы, мы можем провести поточный тест для любой головы.
Напор — $ 75.00 впуск и выпуск
Total Engine Airflow заботится о конструкции вашего двигателя, мы хотим помочь вам техническими советами, опытом и квалифицированной работой с машиной. Если вы не видите то, что ищете, или у вас есть вопросы; позвоните нам по телефону 330-634-2155
или отправьте нам письмо по электронной почте sales@totalengineairflow.