
Гальваническое покрытие в домашних условиях.
Довольно часто, многие мастера, хотят защитить какую то деталь автомобиля или мотоцикла от коррозии. Можно конечно это сделать с помощью грунтовки и краски. Ну а что делать мастеру, если например разболталось (выработалось) посадочное место под подшипник в картере двигателя или коробки передач и его проворачивает. Как восстановить изношенную поверхность и нарастить её размер (диаметр)? Краска здесь не поможет.
Всё вроде бы довольно просто. Нужно нарастить поверхность детали гальваническим способом, то есть наложением тонкого слоя какого то металла, и если накладывать несколько тонких слоёв, то можно восстановить довольно глубокую выработку поверхности основного металла. Для покрытия металлической поверхности хромом или никелем, требуется сложное заводское оборудование, а так же куча вытяжных и вентиляционных систем, так как наложение этих блестящих металлов очень вредное для здоровья.
Предлагаю способ намного проще, который можно осуществить даже дома на кухне, и к тому же он безвредный. Не смотря на то, что этот способ не такой блестящий как никель или хром, зато он позволяет осуществить две важные функции. Это защита от коррозии стальной детали и восстановление её размера (если она изношена). Этим способом может воспользоваться каждый, даже двоечник по химии.
Не смотря на то, что этот способ не такой блестящий как никель или хром, зато он позволяет осуществить две важные функции. Это защита от коррозии стальной детали и восстановление её размера (если она изношена). Этим способом может воспользоваться каждый, даже двоечник по химии.
Для осуществления этого способа покрытия, необходимо купить в автомагазине немного обыкновенного электролита для аккумуляторов. Затем потребуется собрать немного металла, которым будет наноситься гальваническое покрытие. Этот металл стоек к коррозии и очень распространён — это цинк. Где его взять? Да везде. Вспомните сколько вы видели отработавших и валяющихся где попало батареек у себя и у друзей. Пособирайте их, и причём чем старее год выпуска батарейки, тем лучше у них цинк и проще его изъять. С помощью острого ножа, надрежьте корпус батарейки, и осторожно снимите цинк, как кожуру у мандарина, а затем промойте обрезки водой.
Теперь можно начинать сам химический процесс. Налейте в стеклянную или фарфоровую банку грамм 100- 150 электролита, а затем начинайте потихоньку (чтобы реакция проходила не слишком бурно) засыпать в него обрезки цинка. Вы увидите, что тут же начнётся химическая реакция, и в результате этого, образуется раствор сульфата цинка, который вам понадобится, а так же гремучий газ, состоящий из водорода и кислорода. Такой же газ выделяется и при зарядке аккумулятора и он очень взрывоопасен, поэтому проводите работы подальше от открытых источников огня и гоните курильщиков подальше. Если кому то лень возиться с электролитом, то можно поискать готовый сульфат цинка в магазинах химреактивов.
Вы увидите, что тут же начнётся химическая реакция, и в результате этого, образуется раствор сульфата цинка, который вам понадобится, а так же гремучий газ, состоящий из водорода и кислорода. Такой же газ выделяется и при зарядке аккумулятора и он очень взрывоопасен, поэтому проводите работы подальше от открытых источников огня и гоните курильщиков подальше. Если кому то лень возиться с электролитом, то можно поискать готовый сульфат цинка в магазинах химреактивов.
При добавлении кусочков цинка в электролит, он будет растворяться, и добавлять цинк нужно будет до тех пор, пока он не перестанет реагировать с кислотой (перестанет растворяться), то есть кислота расходуется на реакцию полностью и полностью «насытится» цинком. Так же, следует подготовить к покрытию металлические детали, которые вы собираетесь покрыть цинком. Очистите их от грязи и ржавчины, а если деталь декоративная, то желательно отполировать её до блеска, ведь любое гальваническое покрытие, в точности повторяет рельеф поверхности покрываемого металла. И если на поверхности есть царапины, то после покрытия, не важно чем, хоть хромом или никелем, все эти царапины будут видны на поверхности ещё лучше.
И если на поверхности есть царапины, то после покрытия, не важно чем, хоть хромом или никелем, все эти царапины будут видны на поверхности ещё лучше.
Кстати удалить всё ржавчину с поверхности металла можно не механическим, а химическим способом. Для этого следует опустить ржавую деталь в аккумуляторный электролит, соляную кислоту, можно даже в обыкновенный уксус. Но не в коем случае не в преобразователь ржавчины, как могут посоветовать местные знатоки, так как к образовавшейся от преобразователя плёнке фосфатов, цинк, да и хром тоже, никогда не пристанут. Преобразователем ржавчины следует пользоваться только тогда, когда вы хотите просто загрунтовать и покрасить деталь.
Продолжим работу. Подготовленный раствор сульфата цинка налейте в стеклянный или фарфоровый сосуд, размер которого зависит от размера детали, которую вы собираетесь покрыть цинком. Но если со стеклом или фарфором у вас проблемы, то можно использовать подходящее корытце, вырезанное из капроновой канистры.
Источник электропитания лучше всего использовать с регулировкой тока (переменным резистором) и амперметром, глядя на который удобно регулировать силу тока (Амперы). Большинство зарядных устройств имеют и амперметр и регулировку тока, поэтому можно использовать зарядное устройство и даже для зарядки аккумуляторов мотоцикла, так как ток для работы потребуется небольшой.
Большинство зарядных устройств имеют и амперметр и регулировку тока, поэтому можно использовать зарядное устройство и даже для зарядки аккумуляторов мотоцикла, так как ток для работы потребуется небольшой.
Сам принцип гальваники простой. Металл анода (кусочек цинка) под действием потока электронов переносится на катод (деталь). Анод переносится на деталь и утрачивается (растворяется), и его необходимо периодически менять, подвешивая на проволоке новый кусочек цинка. Подвешивая его, следите что бы в раствор электролита был погружён только кусочек цинка, но не проволока, к которой он прикручен. Иначе электролит загрязнится медью от проволоки, и в итоге коррозионная стойкость вашей детали намного ухудшится.
Ну а что же делать, если требуется покрыть цинком довольно большую поверхность, а подходящей ванны для этого нет? Существует довольно простой способ. Подготовьте анод так: обмотайте кусочек цинка ватой или марлей, смоченной в растворе сульфата цинка (см. фото ниже, а в качестве насыщенного раствора сульфата цинка используйте паяльную кислоту, которую можно купить на радиорынке) и подключите его к плюсу вашего источника постоянного тока (зарядного устройства), а минус к покрываемой детали. А если участок покрываемой детали невелик, то можно воспользоваться даже аккумулятором.
А если участок покрываемой детали невелик, то можно воспользоваться даже аккумулятором.
А как проверить необходимую величину силы тока? При нормальной величине тока, должно получится цинковое покрытие серого цвета. Если получается рыхлое покрытие чёрного цвета, то следует сразу уменьшить регулятором силу тока. Ну а если получается светло-серая поверхность детали, то следует немного увеличить силу тока. По опыту скажу, что обычно хватает силы тока всего в 0,5 — 1 Ампер.
В качестве индикатора тока и простейшего стабилизатора напряжения можно использовать обыкновенную лампочку на 12 вольт, которая при натирании детали не должна светиться слишком ярко. Лампочка подсоединяется в разрыв плюсового провода (наглядно это показано в видеоролике под статьёй). Если лампа светит слишком ярко, то следует немного ослабить силу тока.
После нанесения гальванического покрытия, готовую деталь хорошенько промойте водой. Ну а если вы использовали раствор сульфата цинка не от электролита, а от серной кислоты, то советую готовую деталь сначала ополоснуть раствором питьевой соды, чтобы нейтрализовать серную кислоту, а затем уже промыть деталь в воде.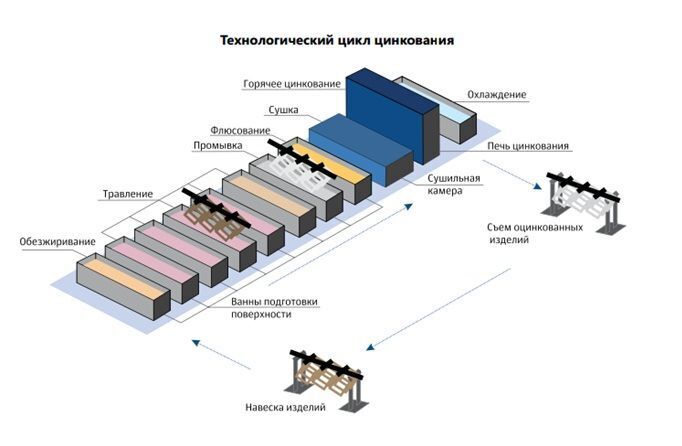
Ну а как же восстановить размеры посадочного отверстия деталей? Ведь часто из-за этого многие выбрасывают картер, а картер или блок мотора — это номерная деталь, и восстановление её крайне важно. И если в блоке провернуло подшипник и посадочное отверстие потеряло размер (диаметр), то восстановить место подшипника в чугунном блоке, не составит труда описанным выше способом с помощью цинка, обёрнутого марлей.
Но корпуса коробок передач, всегда изготавливали из алюминиевого сплава, и блоки моторов новых автомобилей начали лить тоже из алюминия (гильзы цилиндров покрыты никасилем),который не так то просто чем либо покрыть. Существуют способы, но они дорогие и сложные, применимые только в заводских условиях. Но на то и существует этот сайт, чтобы любому мастеру можно было обойтись без сложного заводского оборудования. Выход есть всегда, и я всегда говорил, что металл не хуже пластилина и лепить из него можно всё что угодно.
Чтобы раствор сульфата цинка не попал внутрь подшипника к шарикам или сепаратору, нужно закрыть подшипник с двух сторон резиновыми прокладками, и наложенными на них текстолитовыми пластинами (толщина 3 — 5 мм), и затем стянуть этот «бутерброд» болтом с гайкой, а потом подвести к наружной обойме подшипника минус источника постоянного тока.
Пластины должны быть именно из диэлектрика (текстолита, пластика и т.п.), а не из металла, иначе цинк будет расходоваться и на покрытие металлических пластин, и вам не хватит металла цинка. Так же советую купить подшипник закрытого типа, так больше гарантии, что кислота не попадёт внутрь к шарикам.
А затем покрыв подшипник цинком, перед установкой его в блок мотора, при желании всегда можно удалить острым ножом закрывающие подшипник герметичные шайбы, и подшипник в итоге станет открытого типа (это нужно, чтобы он смазывался маслом изнутри блока двигателя).
А можно не погружать подшипник в ванну, а покрыть его наружную обойму вторым более простым способом, с помощью натирания кусочком цинка, обёрнутого марлей и подключенного к плюсу источника постоянного тока.
Хочу так же заметить, что для восстановления размера детали (например обоймы подшипника), можно использовать медное покрытие. Как антикоррозийное покрытие медь использовать нельзя, а вот для восстановления размера — легко. К тому же сейчас в кастомайзинге мотоциклов, пошло модное направление, называемое олдскул (старая школа).
К тому же сейчас в кастомайзинге мотоциклов, пошло модное направление, называемое олдскул (старая школа).
Так вот, для покрытия всевозможных трубок масло или бензо-проводов, различных мелких деталей, не только можно, а ещё и нужно использовать медное покрытие. После полировки таких деталей, ваш мотоцикл будет выглядеть не просто круто, а супер круто!!!
Ладно, я немного отвлёкся, кастомайзинг для меня больная тема, оно и понятно — творческих границ не существует. Вернёмся к банальному восстановлению размера деталей. Одно из достоинств медного покрытия, это то, что вам не потребуется возиться с кислотой. Так как медный купорос, а кто помнит из курса школьной химии, он же сульфат меди, из которого приготавливается раствор, очень легко найти и купить в хозяйственном магазине.
Ну и второе ощутимое достоинство при покрытии медью, это то, что вам не нужно будет разыскивать бэушные батарейки для анода. Ведь можно использовать медную пластинку, или просто пучок медных проводов, свёрнутых в кабель.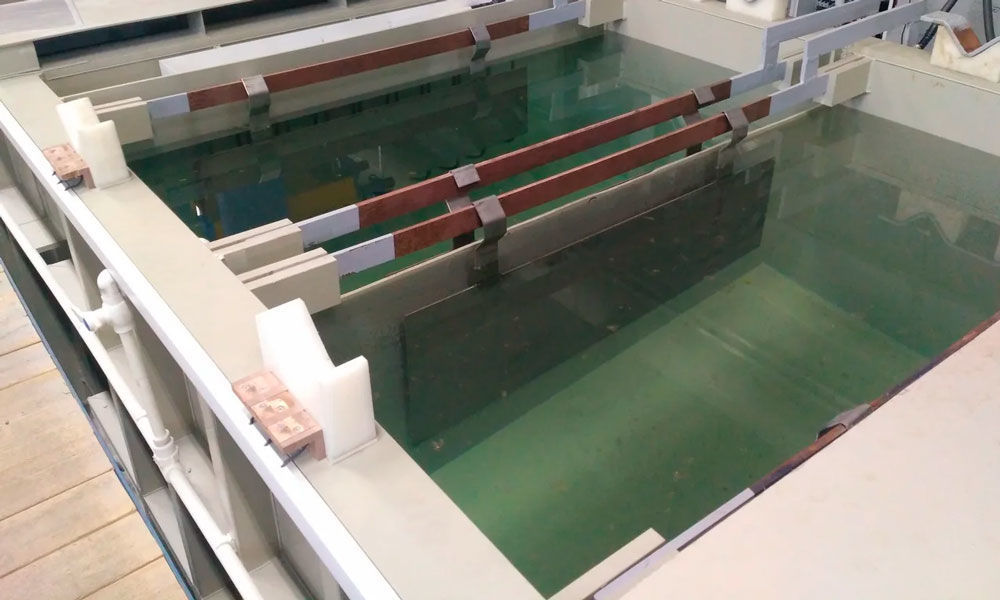 В воде (лучше дистиллированной) нужно будет растворить максимальное количество порошка медного купороса. Силу тока подбирайте так же как я описал выше, при нанесении цинкового покрытия.
В воде (лучше дистиллированной) нужно будет растворить максимальное количество порошка медного купороса. Силу тока подбирайте так же как я описал выше, при нанесении цинкового покрытия.
Как вы поняли, ничего сложного в такой науке как химия и нанесении гальванического покрытия в домашних условиях нет. И теперь для вас не существует проблема восстановления изношенной детали, и вы сможете восстановить любой картер, или просто защитить многие детали от коррозии. А мотоциклисты смогут довольно ярко освежить внешний вид своего мотоцикла. Ведь я согласен, что хром есть хром, но пора вносить разнообразие в дизайн.
Кстати, кто хочет восстановить цинковое покрытие оцинкованного кузова своего автомобиля, то читаем об этом вот эту статью, удачи всем и творческих успехов!
Теги: как восстановить размер детали гальваническим способом., как защитить деталь от коррозии гальваническим способом.
Гальваническое цинкование: особенности и этапы процесса
Гальваническое цинкование металлоконструкций является одним из самых востребованных видов цинкования, благодаря которому изделия приобретают высокие защитные и декоративные свойства.
В отличие от горячего метода обработки, данная технология является более простой и дешевой.
Однако она имеет определенные ограничения по использованию, что обусловлено сравнительно тонким слоем защитного покрытия (не превышает 40 мкм).
Технология гальваники предусматривает осаждение цинка из состава электролита на металлоконструкцию, которая в свою очередь подключена к сети питания через отрицательный полюс.
Чтобы увеличить уровень механической и коррозийной устойчивости, а также для повышения декоративных качеств деталей, цинковое покрытие дополнительно подвергают хроматированию, кадмированию или обработке фосфатными составами.
На производстве гальваническая обработка металла проводится в строгой последовательности
- Очистка поверхности деталей от лакокрасочных и смазочных материалов, ржавчины и окалины (процедура проводится с использованием обезжиривающих и щелочных смесей).

- Промывка чистой водой в специальной проточной ванне.
- Электролитическое обезжиривание и последующая промывка.
- Травление в составе, который включает воду и соляную кислоту. Процедура удаляет остатки ржавчины и окалины, исключая растворение или деформацию основного металла, а также декапирует поверхности перед обработкой.
- Промывка, непосредственно гальваническая оцинковка и повторная промывка.
- Для устранения с поверхности окисной пленки применяться осветление металла в растворе, состоящем из воды и азотной кислоты.
- Промывка, фосфатирование (при необходимости) с последующей промывкой.
- Может быть проведена пассивация электролитическим хроматированием или путем хроматированного распыления.
- Сушка детали.
В зависимости от особенностей технологии обработки и типа продукции гальваническая обработка металла может включать дополнительные манипуляции.
Если обрабатывают полосу, то цинкование начинают с разматывания материала, а далее выполняют сварку концов. На заключительном этапе полосу обрабатывают маслом и сматывают.
На заключительном этапе полосу обрабатывают маслом и сматывают.
Дефекты при гальваническом цинковании
Среди причин, которые значительно влияют на уровень качества обрабатываемых деталей, выделяют следующие:
- Низкое качество подготовки металлоконструкций;
- Отклонение от соблюдения рецептуры электролита;
- Нарушения характеристик и последовательности этапов гальванической обработки.
Также качество готовой продукции зависит от конфигурации, особенностей расположения и состояния плоскостей ведущих и дополнительных анодов, а также пространственного расположения изделий в электролите.
Вследствие этого на деталях могут присутствовать такие дефекты, как:
- Питтинг – на металле образуются углубленные полосы или незначительные точечные каверны. Такие недостатки появляются, как правило, в результате того, что в электролите присутствуют гидрокисные или органические примеси, а также при низкой интенсивности перемешивания или его полном отсутствии.

- Низкий уровень адгезии – плохое схватывание цинкового слоя или его отслаивание может наблюдаться при нарушении процесса очистки, травления или обезжиривания детали. Также такое наблюдается при засорении электролита различными органическими соединениями, включая соли разных других металлов.
- Разнотипность внешнего вида
- Повышенная шероховатость – свидетельствует о присутствии в гальванической смеси всевозможных механических примесей, сульфата цинка и гидроксидов в повышенном объеме. Также это возникает в результате недостаточного количества анионов цинка в электролите и при избыточной плотности тока.

- Хрупкость цинкового покрытия – является следствием превышенной плотности тока в катодном пространстве или присутствием в электролите органических примесей в большом объеме.
- Темный (преимущественно коричневый) цвет – вызывает наличие в гальванической ванне различных органических загрязнений. Такой эффект также может вызвать существенно снижение плотности тока возле катода и повышение температуры электролитической смеси.
Сравнительные характеристики горячего и гальванического цинкования
Сегодня применяется два вида цинкования металлоизделий – это горячее оцинкование путем окунания деталей в расплав цинка и гальванический способ обработки цинком, который предполагает воздействие на детали электрического тока. В свою очередь гальваническая технология цинкования производится двумя технологическими методами.
В первом случае обработка выполняется в специальных установках (барабанах), которые вращаются с определенной скоростью. Метод получил распространение для обработки деталей с резьбой и без резьбы.
Метод получил распространение для обработки деталей с резьбой и без резьбы.
Во втором случае металлоконструкции подвешивают при помощи медной проволоки, а затем опускают в смесь с электролитом. Широко применяется для оцинкования габаритных конструкций. В свою очередь метод горячего оцинкования также выполняется подвесным способом, используется для крупногабаритных конструкций.
Перед выбором конкретного способа обработки деталей нужно учитывать следующие факторы:
- Эстетические и декоративные требования к защитному покрытию.
- Уровень влияния агрессивности факторов внешней среды, в которой планируется использовать конструкцию.
- Конструктивные особенности деталей (наличие отверстий, пр.).
- Насколько метод обработки отвечает технологическим нормам процессов оцинкования.
В случае, когда конструкции предполагается эксплуатировать на улице и в других агрессивных условиях, главным требованием к покрытию выступает высокая антикоррозийная стойкость. Такие изделия следует обрабатывать цинком по технологии горячего оцинкования, которая позволяет наносить покрытие толщиной от 60 микрометров.
Такие изделия следует обрабатывать цинком по технологии горячего оцинкования, которая позволяет наносить покрытие толщиной от 60 микрометров.
В данном случае в течение года цинковое покрытие разрушается не больше, чем на 10 микрометров.
Однако метод горячей обработки может применяться только в отношении конструкций, в которых имеются отверстия определенного диаметра. Также следует учитывать, что на деталях, обработанных таким способом, могут оставаться наплывы, подтеки и капли.
Поэтому декоративные качества покрытия в данном случае достаточно низкие. К тому же тонкие металлоизделия могут деформироваться вследствие горячей обработки, что обусловлено особенностями технологии (цинк наносят при температуре 450°C).
Гальваническая оцинковка металла проводится при комнатной температуре, поэтому данный метод иногда называют «методом холодного цинкования», при котором металл не подвергается деформации.
Данный способ обработки отлично подходит для деталей, в которых присутствуют резьбовые соединения.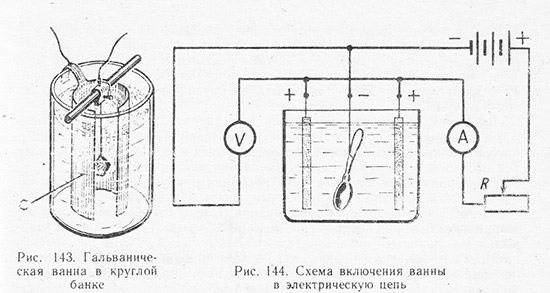
Сфера применения гальванического цинкования
Данный способ широко применяется на изделиях, изготовленных из углеродистых сталей и разных видов чугуна. Основной сортамент гальваники представлен разным инструментом, деталями машин и оборудования, всевозможными опорами и крепежными элементами, включая тонколистовой холоднокатаный металлопрокат.
Наряду с защитными свойствами, гальваническое цинкование также наделяет металл декоративными качествами. Это обусловлено равномерностью распределения покрытия по поверхности и точным повторением покрытия конфигурации детали.
Толщина цинкового покрытия составляет 6 – 9 микрометров, но при этом конструкции подвергаются пассивации в специальном хроматном растворе. Благодаря пассивации можно получить высокий эстетический эффект.
Процедура позволяет придать конструкциям такие цветовые решения, как радуга (золотистый цвет, который отлично переливается на солнце) и голубизна (цинк белого цвета приобретает голубой отлив).
Методика гальваники предполагает лишь внешнее покрытие деталей, поскольку нанести покрытие в труднодоступных местах невозможно вследствие отсутствия электропроводимости.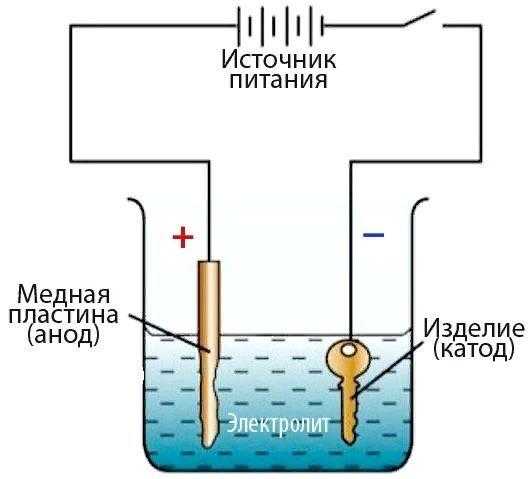
Металлоконструкции, оцинковка которых проводилась гальваническим способом, широко применяются в умеренной среде. Таким образом, такие конструкции могут использоваться на улице лишь периодически, при этом они не должны иметь прямой контакт с влагой.
Виды электролит
Применение данной технологии предусматривает соблюдение состава электролита и температурного режима. Это обусловлено тем, что эти параметры при требуемой плотности тока оказывают прямое воздействие на структуру наносимого покрытия и скорость осаждения цинка.
Чтобы получить желаемый декоративный эффект, в электролит добавляют окрашивающие и блескообразующие компоненты.
Метод гальванического оцинкования предполагает использование нескольких групп электролитов, которые отличаются составом рецептуры:
- Слабокислые и кислые – наиболее простые составы, при создании которых применяются сульфаты, хлориды, борфториды и их смеси;
- Цинкатные и цианидные – это щелочные вещества, в составе которых присутствует цианид натрия и цинкат натрия, которые растворяют в едком натре;
- Аммиакатные – нейтральные и щелочные составы, полученные посредством растворения оксида цинка в смеси хлорида или сульфата аммония.

Также технологи используют электролиты, создаваемые на основе аминосоединений. Однако такие растворы применяются крайне редко.
Вывод
Цинковый слой, нанесенный методом горячего оцинкования, способен сохранять эксплуатационные свойства на протяжении до 120 лет при использовании в обычных условиях. Это обусловлено толщиной слоя цинка, который составляет до 200 мкм.
В результате металл приобретает высокие защитные свойства и отличается стойкостью к механическим воздействиям. Более того, покрытие способно самостоятельно восстанавливаться при образовании трещин, что обусловлено особенным составом цинкового раствора.
В свою очередь толщина слой цинка при гальванике составляет не более 15 мкм. Поэтому срок службы изделий с такой толщиной покрытия в агрессивных условиях способно прослужить не более 1 года. Преимуществами данной методики выступают доступная стоимость, ровность и равномерность покрытия.
Цинковое гальванопокрытие по сравнению с цинкованием
Где мир собирается для
гальванопокрытия, анодирования и отделки Вопросы и ответы с 1989 г.
——
2004
Я работаю в компании, которая начинает строить декоративные заборы. Мы немного смущены тем, какой тип «антикоррозионной защиты» мы должны использовать. В моем районе есть несколько компаний, которые предлагают различные виды отделки. Проблема, с которой мы столкнулись, заключается в том, что эти заборы имеют порошковое покрытие (полиэстер), и мне сказали, что порошковое покрытие оцинкованной стали может вызвать проблемы (краска не очень хорошо держится, а поверхность не очень гладкая), но я Мне сказали, что это не относится к цинковому гальванопокрытию. А защита от ржавчины? гальваника лучше? Потому что, насколько я знаю, оцинковка идет везде (внутри трубы забора), и это не относится к цинковому гальваническому покрытию.
Заранее спасибо,
Патрик Марсель
— Бленвиль, Квебек, Канада
2004
Покраска поверх оцинковки не проблема, если найти человека с опытом. Подготовка поверхности является ключевым моментом (см. многие прошлые вопросы о гальваническом покрытии на этом форуме). Окрашивание поверх цинкования очень распространено, и в вашем районе есть несколько человек, которые могут это сделать.
Подготовка поверхности является ключевым моментом (см. многие прошлые вопросы о гальваническом покрытии на этом форуме). Окрашивание поверх цинкования очень распространено, и в вашем районе есть несколько человек, которые могут это сделать.
Майк Строя
Гальванизация — Кантон, Огайо
2004
Патрик,
Можно покрыть щелочным цинком, не содержащим цианидов, до толщины, скажем, 30 микрон, хромировать желтым хроматом, а затем порошковым покрытием. Вполне возможно. Это делается. Цинкование тоже можно покрыть порошковой краской, предварительно правильно нанеся хороший хромат.
Удачи,
Асиф Нурие [декабрь]
— Нью-Дели, Индия
С глубоким прискорбием сообщаем, что Асиф скончался 24 января 2016 г.
2004
Хорошие вопросы. Вы хотите, чтобы ваши заборы оставались декоративными. У меня нет большого опыта в вопросах покраски, но что касается цинкования, покрытие горячего цинкования может быть толщиной от пары мил и толщиной от 15 до 30.
Долгосрочная защита от коррозии определяется толщиной цинка. Хорошо сделанное лакокрасочное покрытие, нанесенное поверх цинка, еще больше продлит срок службы. Там, где есть праздники, повреждения или выветривание краски, цинк защитит сталь, и она не будет ржаветь до тех пор, пока цинк полностью не пропитается.
В долгосрочной перспективе, чтобы максимально увеличить срок службы, особенно в промышленных или морских условиях, необходимо интенсивное горячее цинкование. После того, как вы покроете любую такую структуру, вы продлите жизнь, но если она будет видимой/декоративной, вы можете посвятить себя уходу за покрытием или столкнуться с ухудшением внешнего вида.
Пол Тиббалс, ЧП
газ и электричество
Сан-Рамон, Калифорния, США
(Мои мнения не связаны ни с заявлением моего работодателя)
Finishing. com стал возможным благодаря …
com стал возможным благодаря …
этот текст заменяется на bannerText
Вопрос, ответ или комментарий в ЭТОЙ теме -или- Начать НОВУЮ тему
Отказ от ответственности: с помощью этих страниц невозможно полностью диагностировать проблему отделки или опасность операции. Вся представленная информация предназначена для общего ознакомления и не является профессиональным мнением или политикой работодателя автора. Интернет в значительной степени анонимен и непроверен; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Если вы ищете продукт или услугу, связанную с отделкой металлов, проверьте следующие каталоги:
О нас/Контакты — Политика конфиденциальности — ©1995-2023 Finishing.com, Пайн-Бич, Нью-Джерси, США Гальваническое покрытие
Место, где весь мир собирается для
гальваники, анодирования и отделки. Вопросы и ответы с 1989 года.
——
Текущие сообщения:
← Ред. примечание: читатели, пожалуйста, подробно опишите свою ситуацию
Хм? Почему?
примечание: читатели, пожалуйста, подробно опишите свою ситуацию
Хм? Почему?
8 марта 2022 г.
В. Сравните срок службы (коррозионную стойкость) покрытий одинаковой толщины: гальваническое цинковое покрытие и горячее цинкование погружением?
Предполагая, что все остальные переменные являются постоянными, будет ли разница в сроке службы (коррозионной стойкости) между гальваническим цинкованием толщиной 7 микрон и цинковым покрытием толщиной 7 микрон, полученным горячим погружением?
Эрик Тьюс
— Санта-Круз [Калифорния]
Март 2022 г.
A. Привет, Эрик. Некоторые говорят, что цинко-железный сплав, полученный путем цинкования, обеспечивает более высокую коррозионную стойкость, другие говорят, что чистый цинк, полученный гальванопокрытием, обеспечивает лучшую стойкость, третьи говорят, что «цинк — это цинк, это просто вопрос толщины». Я лично в основном на стороне последнего, но добавлю, что на этот вопрос трудно ответить абстрактно.
Дело в том, что вы не сможете «естественным образом» получить толщину всего 7µ при горячем цинковании погружением; вы получите это, только «вытирая» проволоку или лист во время непрерывной обработки, чтобы удалить с него весь лишний цинк. Дискретные детали будут иметь гораздо более толстое покрытие. Так что, если вам нужно 7 мкм, гальванопокрытие, вероятно, вам подойдет. Если вам нужно 25 мкм, это, вероятно, жеребьевка. Если вам нужно намного больше, чем это, гальванизация путь.
Это немного повторяется, но при нанесении цинкового покрытия требуемая толщина (а иногда и чувствительность к водородному охрупчиванию) являются основными определяющими факторами при выборе метода нанесения: Если вам нужна тонкая пленка, например, 7 мкм, вам подойдет гальваническое покрытие. Если вы хотите подумать, например, в 5-10 раз больше, горячее цинкование — лучший способ. Если вы хотите «промежуточный вариант», то механическое покрытие или «краска» с высоким содержанием цинка, вероятно, окажутся лучшими. Пожалуйста, расскажите нам о вашей реальной ситуации, а не излагайте предложение абстрактно. Спасибо!
Пожалуйста, расскажите нам о вашей реальной ситуации, а не излагайте предложение абстрактно. Спасибо!
Удачи и С уважением,
Тед Муни, ЧП RET
Стремление жить Алоха
Finishing.com — Пайн-Бич, Нью-Джерси
Тесно связанные вопросы и ответы, самые старые сначала:
2001
В. ПОЖАЛУЙСТА, ПОДСКАЖИТЕ МНЕ, ЧТО БОЛЕЕ УСТОЙЧИВО К КОРРОЗИИ, И РАЗНИЦУ МЕЖДУ ДВУМЯ ПОКРЫТИЯМИ: ГОРЯЧЕЕ ОЦИНКОВАНИЕ И ОЦИНКОВАНИЕ?
Ричард Д. Очоторена
— Гонконг
2001
A. Привет, Ричард! Я буду краток в своем ответе, но вы можете поискать на сайте более подробные ответы, если это слишком кратко, потому что этот вопрос уже обсуждался здесь много раз. По сути, «цинк есть цинк», и коррозионная стойкость цинковых покрытий примерно пропорциональна их толщине. Если вам нужно тонкое покрытие, гальваническое покрытие обычно является наиболее экономичным способом его получения; если вам нужно толстое покрытие, цинкование обычно является наиболее экономичным способом его получения.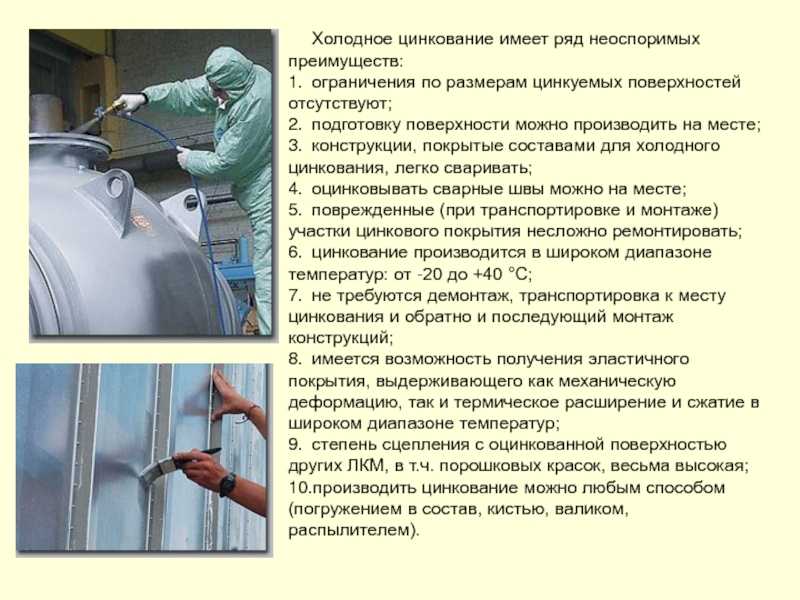 Таким образом, в большинстве случаев цинкование значительно дороже и устойчивее к коррозии, чем гальваническое цинкование, потому что оно значительно толще (скажем, в 5-10 раз толще).
Таким образом, в большинстве случаев цинкование значительно дороже и устойчивее к коррозии, чем гальваническое цинкование, потому что оно значительно толще (скажем, в 5-10 раз толще).
Тед Муни, ЧП
Стремление жить Алоха
finish.com — Пайн-Бич, Нью-Джерси
«Цинковое покрытие»
от Херб Гедульд
из Abe Books
или
Доп. Ссылка
Ваши покупки делают отделку.com возможной
«Справочник по горячему цинкованию погружением»
от Maass & Peissker
из Abe Books
или
Доп. Ссылка
Ваши покупки делают отделку.com возможной
«Горячее цинкование стальных конструкций погружением»
by Kuklik & Kudlacek
из Abe Books
или
Доп. Ссылка
Ваши покупки делают отделку.com возможной
2005
В. На этом предприятии мы производим предохранительные клапаны. В этой сборке мы используем болты из углеродистой стали с мелкой резьбой, которую мы в настоящее время защищаем электроосажденным цинко-кобальтовым сплавом с желтым хроматным конверсионным покрытием. Стандартная толщина покрытия для наших крепежных изделий с мелкой резьбой составляет 0,00015–0,00020 дюйма. Это покрытие должно иметь нейтральный солевой туман в соответствии с ASTM B117.
[аффил. связь]
сопротивление следующим образом:
В этой сборке мы используем болты из углеродистой стали с мелкой резьбой, которую мы в настоящее время защищаем электроосажденным цинко-кобальтовым сплавом с желтым хроматным конверсионным покрытием. Стандартная толщина покрытия для наших крепежных изделий с мелкой резьбой составляет 0,00015–0,00020 дюйма. Это покрытие должно иметь нейтральный солевой туман в соответствии с ASTM B117.
[аффил. связь]
сопротивление следующим образом:
Отсутствие белой коррозии (за исключением углов и краев), ни красной ржавчины, видимой невооруженным глазом на нормальном расстоянии для чтения в течение следующего времени испытаний, белая коррозия — 140 часов, красная ржавчина — 300 часов.
Исходная информация: Вышеупомянутый процесс был выбран для замены нашего предыдущего процесса электроосаждения кадмия еще в 1994 году, когда правила EPA и OSHA, касающиеся обработки, использования и утилизации кадмиевых продуктов, стали непомерно дорогими. Мы также выбрали этот процесс, чтобы не требовать каких-либо изменений допусков на механическую обработку из-за избыточного нарастания или толщины покрытия, как это обычно бывает при горячем цинковании погружением.
Вопрос: У нас есть клиент, запрашивающий использование горячего цинкования на болтах. Мы предоставили им на рассмотрение наш процесс нанесения цинко-кобальтового покрытия, и теперь они просят провести прямое сравнение коррозионной стойкости между нашим процессом цинко-кобальтового покрытия и их запрошенным горячим цинкованием. У вас есть такие сравнительные данные или вы можете направить меня к кому-то, у кого может быть ASTM B117? [аффил. связь] результаты соляного тумана для горячеоцинкованного покрытия толщиной 0,00015 -0,00020 дюймов, которое мы теперь используем для нашего процесса цинк-кобальтового покрытия? Я не уверен, можно ли наносить горячеоцинкованное цинковое покрытие, даже с новым методом «вращения», при толщине от 3,1 до 5,1 микрона, которую мы используем для покрытия из цинко-кобальтового покрытия.
Будем признательны за любую информацию, которую вы можете предоставить по приведенному выше конкретному сравнению.
Спасибо,
Клапаны и элементы управления James Lee Luksa
— Стаффорд, Техас
2005
A. Пожалуйста, присядьте со своим клиентом, потому что я думаю, что он скорее сбит с толку, чем просветлен. Гальваническое покрытие такой толщины, если бы оно могло быть достигнуто, не будет выгодно сравниваться с коррозионной стойкостью вашего цинково-кобальтового покрытия. В моей библиотеке нет рейтинга соляного тумана для гальванизированных покрытий, и уж точно не для покрытий такой неслыханной толщины, но http://galvinfo.com/ginotes/GalvInfoNote_3_4.pdf говорит о 10 часах на микрон, что делает его от 30 до 50 часов до красной ржавчины.
Пожалуйста, присядьте со своим клиентом, потому что я думаю, что он скорее сбит с толку, чем просветлен. Гальваническое покрытие такой толщины, если бы оно могло быть достигнуто, не будет выгодно сравниваться с коррозионной стойкостью вашего цинково-кобальтового покрытия. В моей библиотеке нет рейтинга соляного тумана для гальванизированных покрытий, и уж точно не для покрытий такой неслыханной толщины, но http://galvinfo.com/ginotes/GalvInfoNote_3_4.pdf говорит о 10 часах на микрон, что делает его от 30 до 50 часов до красной ржавчины.
Преимущество цинкования перед гальванопокрытием заключается в толщине. Уберите это, и я не могу себе представить, чтобы горячее цинкование конкурировало с цинк-кобальтом в качестве тонкого покрытия. Цинк-кобальт представляет собой покрытие из сплава с тщательно подобранным потенциалом, разработанным для защиты стали при меньшем разъедании, чем обычный цинк, и с продуктами коррозии, которые являются более плотными и более прочными для сдерживания коррозии; простое цинковое покрытие той же толщины не будет соответствовать ему по коррозионной стойкости.
Тед Муни, ЧП
Стремление жить Алоха
finish.com — Пайн-Бич, Нью-Джерси
«Шерардизация: учебник для архитекторов и инженеров» ! Шерардизация — это термохимический процесс, при котором обрабатываемые стальные детали нагреваются в контакте с цинковой пылью, что позволяет цинку поглощаться стальной подложкой посредством диффузии с образованием шерардизированного покрытия. Согласно металлографии, шерардизированное покрытие состоит из сплавов цинка и железа, обогащенных цинком во внешних слоях, содержание цинка уменьшается с увеличением содержания железа ближе к границе покрытия и подложки. Основная роль шерардизированного покрытия для защиты стали от агрессивной среды заключается в формировании защитной пленки и выполнении функции расходуемого анода. — Виндзор, Онтарио, Канада Спасибо, что напомнили читателям, Дмитрий, что гальваническое покрытие и горячее цинкование — не единственные два способа нанесения цинконаполненных покрытий на стальную основу, хотя они и наиболее распространены. Существует также шерардизация, о которой вы упоминаете, а также механическое покрытие, покрытие краской, обогащенной цинком, методом погружения в центрифугу и пламенное напыление. |
 Шерардизация обеспечивает превосходную коррозионную стойкость различных металлических деталей, в том числе с достаточно жесткими допусками.
Шерардизация обеспечивает превосходную коррозионную стойкость различных металлических деталей, в том числе с достаточно жесткими допусками.30 марта 2009 г.
A. Горячее цинкование (HDG) болтов с мелкой резьбой не рекомендуется. Цинк заполнит резьбу и, вероятно, вызовет большие проблемы при сборке. Сопрягаемые внутренние резьбы должны быть нарезаны слишком большим размером, чтобы приспособиться к большой толщине оцинковки, но насколько это возможно, можно только догадываться. HDG болтов с мелкой резьбой не является обычной практикой и обычно применяется к болтам/шпилькам с крупной резьбой диаметром 1/4 дюйма и больше.
HDG болтов с мелкой резьбой не является обычной практикой и обычно применяется к болтам/шпилькам с крупной резьбой диаметром 1/4 дюйма и больше.
Билл Кинг 9Компания по производству крепежных изделий 0003 — Карсон, Калифорния
27 августа 2009 г.
В. Наша компания занимается производством изделий из нержавеющей стали уже 40 лет. Мы конкурируем с металлической деталью, которая не изготовлена из нержавеющей стали.
Я пытаюсь понять разницу между гальванопокрытием блестящим цинком и цинкованием. Есть ли разница? Насколько я понимаю, процесс в основном одинаков для обоих, за исключением того, что гальванизация — это матовая отделка, а покрытие более толстых деталей и гальванопокрытие цинком — более яркая отделка для покрытий более тонких деталей.
Это правильно?
Заранее спасибо за помощь.
John Coiro
производитель — Аллентаун, Нью-Джерси
4 сентября 2009 г.
A. Да, Джон, это верно, но подведем итоги на случай, если вы сделали какие-либо предположения, которые вы не указали:
— Цинкование выполняется путем погружения деталей в расплавленный цинк; тогда как гальваническое покрытие (иногда называемое гальванопокрытием) выполняется в водной ванне путем подачи электричества на детали, так что цинк растворяется в растворе с цинковых анодов и восстанавливается на деталях в виде металлического цинка.
— Хотя толщина гальванического покрытия варьируется в зависимости от толщины стали и некоторых композиционных факторов, и хотя толщину гальванического покрытия можно варьировать, выдерживая детали в растворе в течение более короткого или более длительного времени, гальваническое покрытие имеет тенденцию быть в 5-10 раз более длительным. толстый, как гальваника.
— Коррозионная стойкость прямо пропорциональна толщине цинкового покрытия.
С уважением,
Тед Муни, ЧП
Стремление жить Алоха
Finishing. com — Пайн-Бич, Нью-Джерси
com — Пайн-Бич, Нью-Джерси
25 апреля 2012 г.
В. Почему цинкование называется цинкованием?
Рашид Али
— Лахор, Пенджаб, Пакистан
26 апреля 2012 г.
А. Привет, Рашид.
НЕКОТОРЫЕ цинковые покрытия называют цинкованием. Не всякое цинкование называется гальванопокрытием.
Извините, я не знаю происхождения этого термина, но могу предположить, что он произошел от «обработки для гальванической защиты».
С уважением,
Тед Муни, ЧП
Стремление жить Алоха
finish.com — Пайн-Бич, Нью-Джерси
14 апреля 2013 г.
В. Не могли бы вы сравнить процессы горячего цинкования и гальванического цинкования для стального листа, используемого в автомобиле (автомобильном кузове)
Милад Фадави
— Нью-Йорк, США
14 апреля 2013 г.
A. Привет, Милад. Поскольку вы говорите о листовом металле кузова, вы, вероятно, говорите о чем-то, что будет окрашено, а не останется голым и неокрашенным. В этом случае требуется меньшая гальваническая защита, так как весь кузов автомобиля электрогрунтуется и окрашивается.
В случае, если уравнение начинает смещаться от того, какое покрытие обеспечивает наилучшую защиту от коррозии, к тому, какое покрытие лучше всего окрашивается. И в этот момент производители автомобилей перешли к «гальванике», что означает электрогальваническое цинкование с последующим процессом отжига, который делает покрытие наиболее пригодным для покраски.
С уважением,
Тед Муни, ЧП
Стремление жить Алоха
finish.com — Пайн-Бич, Нью-Джерси
16 июня 2013 г.
В. Уважаемый сэр,
Я хочу нанести цинк на медную проволоку, которая должна быть достаточно белой, либо горячим погружением, либо гальванопокрытием. Пожалуйста, пришлите мне оба метода вместе с рецептом.
Пожалуйста, пришлите мне оба метода вместе с рецептом.
Шакил Хан
— Лахор, Пакистан
Иногда доступны старые версии
из Abe Books
или
от Amazon
Партнерские ссылки
(finishing.com может получать комиссию)
pdf в настоящее время доступен на сайте academia.edu
17 июня 2013 г.
А. Привет, Шакил. Я лично не слышал о горячем погружении цинка в медную проволоку, хотя я видел, как олово окунают в горячую медную проволоку. Нанесение цинка на медь гальванопокрытием, безусловно, возможно, но опять же я должен задаться вопросом, потому что на медную проволоку обычно наносится олово, а не цинк. Каждая тема заполняет целые библиотечные полки, кузен, поэтому никто не может поместить достаточно информации в ответ на интернет-форуме, чтобы вы могли выполнить этот процесс. Но вы можете просмотреть онлайн-руководство по отделке металлов в качестве отправной точки.
… и потом задавать любые вопросы. Удачи.
С уважением,
Тед Муни, ЧП
Стремление жить Алоха
finish.com — Пайн-Бич, Нью-Джерси
15 ноября 2014 г.
Q. Привет
Я продам кровельные крепления / гвозди оптом в Ирландии
У нас есть фиксирующий гвоздь для конька, который обычно оцинкован горячим способом и окрашен в черный цвет для косметических целей, но мы не полностью удовлетворены этим для долговечность. Один китайский поставщик предложил следующее покрытие, и мне было интересно, есть ли у кого-нибудь мнение относительно его достоинств:
По поводу цинкования-черн.
Обработка следующим образом:
Удаление масла, промывка, травление кислотой, промывка, цинкование, промывка, пассивация, светлое погружение, промывка, сушка.
, где синим цветом обозначены ключевые шаги, отличающиеся от обычных способов.
Это новая технология, которая специализируется на улучшении способности гвоздей предотвращать ржавчину.
Если вы заинтересованы, мы можем предоставить вам образец для вашей информации.
Мы будем очень признательны за любые ответы.
Мэтт Каллах
— Типперэри, Ирландия
Ноябрь 2014 г.
A. Привет, Мэтт. Мне кажется, здесь смешанный вопрос. Гальваническое покрытие хорошо отвечает на вопрос о чернении, потому что хроматное конверсионное покрытие имеет черный цвет и не требует покраски.
Но покрытие с гальваническим покрытием вряд ли обеспечит такую же коррозионную стойкость, как покрытие с горячим цинкованием. Горячее покрытие, вероятно, примерно в 5 раз толще и, следовательно, в 5 раз дольше. Но должны быть реальные цифры толщины двух покрытий, чтобы вы могли оценить их относительную долговечность.
С уважением,
Тед Муни, ЧП
Стремление жить Алоха
finish.com — Пайн-Бич, Нью-Джерси
11 июля 2015 г.
В. Здравствуйте,
1. Различаются ли процессы горячего цинкования и цинкования разным сроком защиты от коррозии? Для крепежа какой процесс больше подходит?
2. Гальваническое покрытие и покрытие цинковыми чешуйками — это разные процессы. Но как насчет жизни в обоих случаях при одинаковом ДПФ?
3. Как контролировать допуск резьбы для наружной резьбы в случае горячего цинкования, чтобы она соответствовала внутренней резьбе?
Дхирадж Кадам
— Пуна, Махараштра, Индия
Июль 2015 г.
А. Привет Дхирадж.
1. Для вас важно точно определить, что подразумевается под «гальванопокрытием» в вашей конкретной ситуации. Это может быть просто сокращенная форма фразы, которую использует специалист по горячему цинкованию, или это может быть сокращенная форма «гальванического цинкования», которую использует гальванотехника цинка.
Если бы одно из них было откровенно «более подходящим», то другое быстро исчезло бы из практики. Поищите на этом сайте «гальванизация против цинкования», и вы найдете множество точек зрения на относительные преимущества для различных ситуаций.
Поищите на этом сайте «гальванизация против цинкования», и вы найдете множество точек зрения на относительные преимущества для различных ситуаций.
2. Если бы толщина была одинаковой, коррозионная стойкость была бы примерно одинаковой. Но вы, вероятно, обнаружите, что толщины не равны. Обогащенное цинком чешуйчатое покрытие методом погружения обычно немного толще. Вкратце, ситуация такова, что цинкование экономически выгодно для тонких покрытий, окунание и механическое цинкование экономически подходят для покрытий средней толщины, а горячее цинкование экономически выгодно для покрытий большой толщины.
3. В случае горячего цинкования вы, вероятно, не сможете контролировать толщину наружной резьбы, чтобы она соответствовала внутренней резьбе. Скорее всего, вы сочтете необходимым нарезать внутреннюю резьбу после цинкования. Последующее отсутствие цинка на внутренней резьбе обычно не является проблемой. Удачи.
С уважением,
Тед Муни, ЧП RET
Стремление жить Алоха
finish. com — Пайн-Бич, Нью-Джерси
com — Пайн-Бич, Нью-Джерси
19 марта 2017 г.
В. Всем привет,
Хочу задать вам вопрос по гальваническому цинкованию. Я хотел узнать немного больше о цинковом покрытии, я нашел веб-сайт Американской ассоциации гальванистов и заметил, что существует множество процессов для цинкового покрытия. Тогда у меня возник вопрос, как выбрать лучший?
Текущая формула, которую они дают нам в соответствии с операцией, это sn10/ cu10 / Fe, что также кажется мне немного странным, почему в формуле не содержится цинк. Не могли бы вы помочь мне с этим?
Фарзад Тораби
— Лекко, Италия
Март 2017 г.
А. Привет, Фарзад. Причина, по которой существует так много разных методов, конечно же, заключается в том, что каждый из них имеет свои преимущества и недостатки. Если вы можете предоставить нам подробную информацию о том, на что вы хотите нанести цинковое покрытие и почему, мы, вероятно, сможем помочь вам выбрать наиболее подходящий метод. Спасибо.
Спасибо.
Извините, я не могу понять, к чему относятся ваши 10% олова и 10% меди, но точно не к раствору для покрытия.
С уважением,
Тед Муни, ЧП RET
Стремление жить Алоха
finish.com — Пайн-Бич, Нью-Джерси
19 марта 2017 г.
В. Большое спасибо, ну, первое, что нужно знать, это значение той формулы, которую я упомянул,
Sn10 cu10 Fe, и знать это, если поставщик не подготовил меня со спецификациями, как я могу узнать, как это сделано?
Вот сайт AGA и калькулятор. Но не знаю, поможет мне это или нет.
Я хотел бы сделать это более дешевым способом, чем текущий. Но для этого, может быть, по крайней мере, мне нужно знать разные методы.
Фарзад Тораби
— Лекко, Италия
Март 2017 г.
A. Еще раз здравствуйте, Фарзад. Вероятно, у нас проблемы с языком, но я должен извиниться за то, что считаю ваш вопрос непонятным 🙁
Да, как отмечалось ранее в этой ветке, существует множество способов нанесения цинковых покрытий, но я не знаю, что вы хотите. Вы не сказали нам, кто вы и какова ваша ситуация, и вы не ответили на мою просьбу предоставить некоторую информацию о том, какие детали вы хотите покрыть и почему. Вы говорите нам, что «Текущая формула, которую они дают нам в соответствии с операцией, это sn10/ cu10 / Fe», но я не знаю, кто «они», или что эта «формула» должна быть, или что вы подразумеваете под поставщик, или какую спецификацию вы ищете, или от кого и почему. Вы хотите «более дешевый метод, чем текущий», но мы понятия не имеем, о каком процессе вы говорите. Вы пытаетесь сделать «Sn10 cu10 Fe»? Вы пытаетесь оцинковать его цинком 🙂
Вы не сказали нам, кто вы и какова ваша ситуация, и вы не ответили на мою просьбу предоставить некоторую информацию о том, какие детали вы хотите покрыть и почему. Вы говорите нам, что «Текущая формула, которую они дают нам в соответствии с операцией, это sn10/ cu10 / Fe», но я не знаю, кто «они», или что эта «формула» должна быть, или что вы подразумеваете под поставщик, или какую спецификацию вы ищете, или от кого и почему. Вы хотите «более дешевый метод, чем текущий», но мы понятия не имеем, о каком процессе вы говорите. Вы пытаетесь сделать «Sn10 cu10 Fe»? Вы пытаетесь оцинковать его цинком 🙂
Пожалуйста, выделите несколько абзацев и расскажите нам, кто вы, чем занимаетесь, о каких частях идет речь, где вы нашли эту формулу «sn10/cu10/Fe» и к чему она относится и т.д. Пожалуйста, подготовьте сцену так что у нас есть некоторое представление, о чем вы говорите. Извините, но я совсем потерялся. Спасибо!
С уважением,
Тед Муни, ЧП RET
Стремление жить Алоха
finish. com — Пайн-Бич, Нью-Джерси
com — Пайн-Бич, Нью-Джерси
10 мая 2017 г.
A. В нашем цехе (закрытом) мы делаем щелочное цинкование с последующим хроматным конверсионным покрытием. Это хороший вариант для нас, потому что подавляющее большинство наших деталей изготовлены из стали, а цинкование дает нам хорошую основу для различных цветов хроматного конверсионного покрытия. У нас есть черное дерево, анохром и медный цвет.
Steve Knape
— Гранд-Рапидс, Мичиган, США
Визуальное отличие горячего цинкования от гальванического цинкования
20 сентября 2017 г.
В. По моему опыту, горячее цинкование оставляет толстое (относительно) тускло-серое покрытие на продукте, подвергаемом горячему погружению, в то время как гальваническое цинкование оставляет блестящую, блестящую поверхность. Мы получили продукт, который, на мой взгляд, выглядит гальваническим, а не горячим цинкованием. Есть ли способ окончательно определить, что есть что, просто визуально взглянув на продукт?
Есть ли способ окончательно определить, что есть что, просто визуально взглянув на продукт?
Прикреплены 3 фотографии, 2 из которых оцинкованы горячим способом, а 3-я, как я подозреваю, покрыта гальванопокрытием, а не горячим цинкованием.
Рик Сидзик
— Лос-Анджелес, Калифорния, США
Сентябрь 2017 г.
A. Привет, Рик. Когда кто-нибудь спрашивает меня, как обычно выглядит оцинковка, я отвечаю, что она может быть усыпана крупным кристаллическим узором, как вы видите в замерзшем окне (большинство из нас видели новые оцинкованные мусорные баки, демонстрирующие этот вид), или она может иметь «мокрый вид». «взгляд» из-за замерзающих на нем капель горячего цинка (эти капли часто бывают на горячих кровельных гвоздях), но он может быть блестящим. По моему опыту, цинковое гальванопокрытие никогда не демонстрирует ни один из этих первых двух видов и является гладким. и обычно «выглядит» тонким (обнаруживая топографию нижележащего субстрата, а не свою собственную).
Да, на мой взгляд, фото 3 менее распространено для оцинковки, чем фото 1 и 2, но если вы знаете, что это стальной столб, а не алюминий, я думаю, что он оцинкован (я добавил крупный план для наших читателей) .
Доктор Кук прислал мне много фотографий горячего цинкования, которые были такими яркими или более яркими, а также такими гладкими или более такими. Тем не менее, я должен сказать, как я уже говорил в нескольких других темах, что 50 лет в отделке металла научили меня мало уверенности в том, чтобы понять, что такое отделка, по тому, как она выглядит на самом деле, не говоря уже о фотографии, на которой зрители иногда даже не могут договориться, бело-золотое платье или сине-черное 🙁
С уважением,
Тед Муни, ЧП RET
Стремление жить Алоха
finish.com — Пайн-Бич, Нью-Джерси
23 сентября 2017 г.
A. Согласен, похоже на горячее цинкование.
HDG может быть любой, от очень гладкой и очень блестящей до тускло-серой, и в основном это зависит от химического состава стали.
HDG представляет собой реакцию сплавления, иногда заканчивающуюся покрытием кошельковым цинком, (блестящим), иногда нет (полностью легированным и тускло-серым)
Гораздо более точным испытанием является измерение толщины, неразрушающий контроль. Гальваническое покрытие обычно имеет толщину 10% от HDG.
Джефф Кроули
Crithwood Ltd.
Вестфилд, Шотландия, Великобритания
8 января 2019 г.
В. Здравствуйте, могу ли я заказать отламываемый болт, горячеоцинкованный и оцинкованный? или болт должен быть один или другой?
Джанет Оливарес
— Лос-Анджелес Калифорния
январь 2019 г.
А. Привет, Джанет. Вероятно, это должно быть одно или другое, несмотря на то, что теоретически возможно оцинковать часть его, а часть оцинковать. Хотя мы все в целом понимаем, что такое обламываемый болт, я не думаю, что мы обязательно понимаем, о чем вы говорите 🙂
С уважением,
Тед Муни, ЧП RET
Стремление жить Алоха
finish.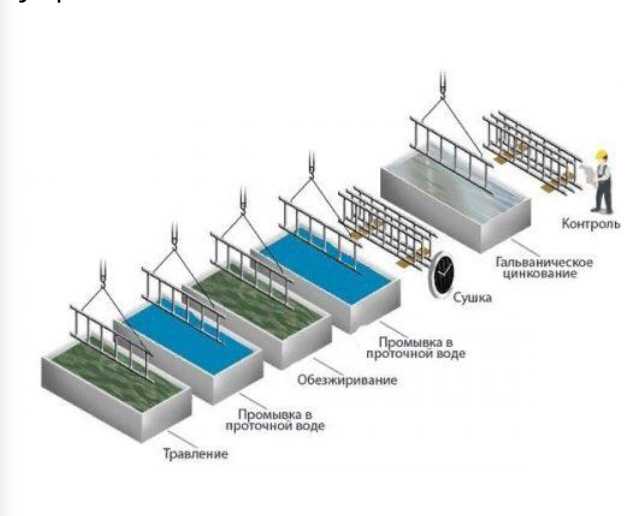 com — Пайн-Бич, Нью-Джерси
com — Пайн-Бич, Нью-Джерси
9 января 2019 г.
Болт регулировки натяжения
A. Я полагаю, что речь идет о том, что обычно называют «болтами регулировки натяжения». См. статью в Википедии. Обычно их механически оцинковывают, так что (1) достигается хорошая защита от коррозии (с отложением цинка толщиной 2 мил или класса 50) и (2) воспроизводим крутящий момент, при котором срезается шлиец, и (3) отсутствует водород. охрупчивание.
Том Рочестер
Технический директор — Джексон, Мичиган, США
Plating Systems & Technologies, Inc.
Необходимо просверлить и нарезать резьбу, затем оцинковать лист, оцинкованные детали горячим погружением
15 января 2019 г.
В. Уважаемые специалисты по отделке,
. В дополнение к вопросу Джанет, я отправляю аналогичный запрос об одном из требований моего клиента к деталям весом от 0,5 до 1,5 кг, которые должны быть подвергнуты обработке методом центрифугирования. . После этого нам нужно просверлить и нарезать несколько отверстий на детали.
. После этого нам нужно просверлить и нарезать несколько отверстий на детали.
Затем необходимо оцинковать эту деталь толщиной от 5 до 8 мкм, чтобы защитить открытое резьбовое отверстие. Мой клиент сказал мне, что если бы мы немного выдержали в резервуаре для активации перед цинкованием, можно было бы удалить от 30 до 50 мкм оцинкованного цинка.
Что вы думаете об этом заявлении? Еще одна причина, по которой мы делаем это, заключается в том, чтобы поверхность выглядела более яркой и блестящей ПОСЛЕ цинкования. И они хотели бы, чтобы мы последовали этому.
Кто-нибудь может помочь здесь? Спасибо!
Johnny Ho
Цепочка поставок — Джорджтаун, Пенанг, Малайзия
Январь 2019 г.
A. Привет, Джонни. Обычная очистка замачиванием, электроочистка и обработка соляной кислотой, используемые при подготовке голой стали к цинкованию, серьезно разрушают/растворяют/удаляют гальваническое покрытие.
Я подозреваю, что стандартный, но надежный цикл очистки удалит по крайней мере 50 мкм, но точно предсказать, какую именно толщину, не говоря уже о гарантии, будет трудно. Как правило, получение деталей с резьбовыми отверстиями надежно и прочно в чистоте и активации является достаточно сложной задачей, если не пытаться одновременно удерживать толщину удаляемого цинка в жестких пределах.
Я не знаю ни заказчика, ни деталей, ни потребностей проекта, поэтому не могу сказать, что это плохой подход, но, наверное, могу сказать, что это сложная работа. Очистку и активацию после сверления и нарезания резьбы, вероятно, потребуется выполнить с помощью относительно мягких чистящих средств, ультразвука и, возможно, теплой серной кислоты, а не соляной. И после этого вы уверены, что сможете оцинковать эти резьбовые отверстия? Если это должно быть сделано, я думаю, что это проект развития, а не работа, для которой вы просто рассылаете запросы предложений на услуги гальванического покрытия.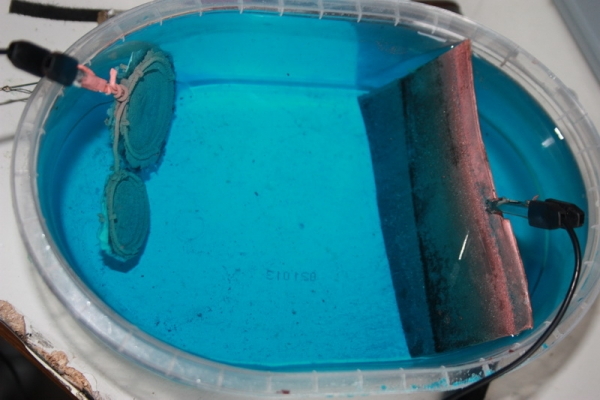 Удачи.
Удачи.
С уважением,
Тед Муни, ЧП RET
Стремление жить Алоха
finish.com — Пайн-Бич, Нью-Джерси
15 января 2019 г.
A. Здесь может быть применима универсальная истина. Если вы попытаетесь сделать невозможное, вы потерпите неудачу. А если серьезно, лучше покрыть цинк-никелем. Он яркий, а щелочной цинк-никель обладает хорошей рассеивающей способностью. Это обеспечит защиту от коррозии не хуже, чем горячее цинкование. Большая часть горячего цинкования выполняется с использованием первоклассного западного цинка, который представляет собой цинково-свинцовый сплав; удаление его приведет к попаданию свинца в ваш поток отходов, что разрешено не всем производителям пластин.
Том Рочестер
Технический директор — Джексон, Мичиган, США
Plating Systems & Technologies, Inc.
adv.
этот текст заменяется на bannerText
Вопрос, ответ или комментарий в ЭТОЙ теме -или- Начать НОВУЮ тему
Отказ от ответственности: с помощью этих страниц невозможно полностью диагностировать проблему отделки или опасность операции.