
настройка и работа аргонодугового инвертора – 1001Сварка
Главная Все о сварке
Все о сварке Вадим 2.7k.
ТИГ-сварка для начинающих сварщиков кажется какой-то высшей математикой и многих откровенно пугает. В сравнении с ручной дуговой, процесс аргонодуговой сварки характеризуется большей сложностью исполнения и необходимостью не самой простой настройки инвертора. Чтобы развеять эти страхи и помочь сделать необходимые шаги в направлении осваивания новых перспектив, мы предлагаем Вашему вниманию этот материал по настройке аппарата ТИГ-сварки и его последующей эксплуатации.
Содержание
- Подготовка аппарата для ТИГ-сварки к работе
- Выбор параметров ТИГ-сварки
- Манипуляции с горелкой ТИГ-аппарата
Подготовка аппарата для ТИГ-сварки к работе
Весь подготовительный процесс инвертора для аргоновой сварки можно разделить на три существенных этапа:
- Сборка и подготовка горелки;
- Сборка сварочной системы с учетом расходных материалов;
- Очистка рабочего материала.


Ввиду тотальной схожести горелок для выполнения этой сварочной технологии монтаж их слабо зависит от конкретной модели. Он включает следующие действия:
- Цангодержатель устанавливается в корпус горелки;
- Затем в него монтируется цанга;
- К корпусу горелки прикручивается хвостовик;
- Монтируется керамическое сопло ТИГ-горелки;
- В цангу помещается нерасходуемый вольфрамовый электрод;
- Настраивается вылет электрода и затягивается хвостовик горелки.
Сборка сварочной системы подразумевает выполнение следующих шагов:
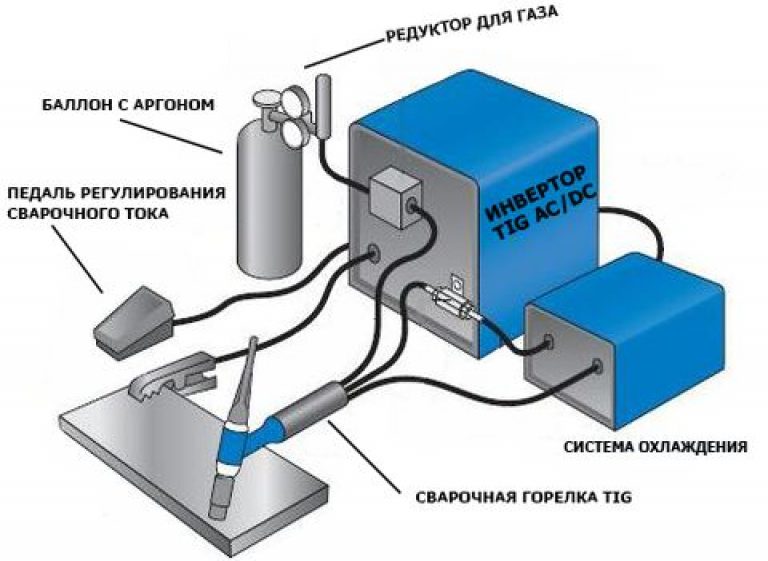
- Установка редуктора на баллон с газом и его соединение с инверторным аппаратом для ТИГ-сварки;
- Подключение клемм: «минус» – к горелке, «плюс» – к массе, с которой предстоит работать сварщику;
- Подключение кабеля управления в соответствующий разъем инвертора.
Подготовительная часть сварочного процесса в плане расходного материала и поверхности соединяемых элементов включает такие шаги:
- Очистка рабочей поверхности конструкций от ржавчины, грязи, жира;
- Зачистка и обезжиривание присадочного прутка, что повышает прочность соединения и высокое качество шва.
Выбор параметров ТИГ-сварки
Перейдем к настройке аппарата для аргонодуговой сварки. Если он является универсальным или имеющим несколько режимов первым пунктом является выбор метода сварочных работ TIG. Далее следуют такие шаги:
- Предварительная продувка инертным газом (примерно полсекунды). Поступление газовой смеси необходимо до зажигания сварочной дуги. Это предохраняет поверхность заготовки от окисления и снижения эксплуатационных характеристик шва.
- Ток зажигания дуги выбирает на уровне четверти от значения рабочего тока;
- Время нарастания тока до рабочего значения подбирается опытным путем. Оно не должно превышать 1 секунды;
- Подбор величины сварочного тока. Он берется из табличных значений на основании толщины заготовки и сплава соединяемых элементов. Многими производителями эта таблица прилагается к инвертору и крепится на каком-нибудь видном месте для облегчения работы исполнителю;
- Установка времени спада для заваривания кратера (до 1 секунды).
 Правильно подобранное время гарантирует отсутствие дефектов в образованном шве;
Правильно подобранное время гарантирует отсутствие дефектов в образованном шве; - Подбор значение тока для заваривания кратера. Подбирается опытным путем, примерно четверть значения рабочего тока;
- Продувка газа по завершению сварочного процесса.
Манипуляции с горелкой ТИГ-аппарата
Многие модели сварочников для аргонодуговой сварки предусматривают два вида розжига дуги – контактный и высокочастотный. Второй вариант оптимален и для опытных сварщиков ввиду своего удобства, и для новичков, не желающих рисковать ввиду вероятности неверных настроек процесса. Высокочастотный розжиг дуги не позволяет прожечь заготовку, не оставляет на ней частицы вольфрама и не загрязняет сам электрод. Кроме того, исполнитель получает возможность четко контролировать дистанцию между электродом и поверхностью свариваемых конструкций.
Несколько рекомендаций по положению горелки. Если сварка металлов ТИГ производится без применения присадочного прутка, сопло стоит держать перпендикулярно свариваемой плоскости. Если присадка применяется, угол должен выбираться в пределах 70°-80°. Пруток должен располагаться под углом к заготовке в 15°-20° и перпендикулярно относительно плоскости сопла. Рекомендуемая длина сварочной дуги при этом не должна быть более 3 мм.
Если присадка применяется, угол должен выбираться в пределах 70°-80°. Пруток должен располагаться под углом к заготовке в 15°-20° и перпендикулярно относительно плоскости сопла. Рекомендуемая длина сварочной дуги при этом не должна быть более 3 мм.
Подача присадочной проволоки в рабочую зона должна производиться только после образования сварочной ванны – не раньше и не позже. Если опоздать, есть риск прожига заготовки. Этот навык для своей отработки потребует определенного опыта. Поэтому новичкам потребуется отработать его на пробниках.
По окончанию работ горелку не стоит убирать сразу. Продувая рабочую зону инертным газом, исполнитель обеспечивает отсутствие в шве скрытых дефектов.
Все вышеперечисленное необходимо выполнять с четким выполнением правил безопасности, предъявляемых к любому сварочному процессу. А если Вы еще только обдумываете, какой сварочный аппарат для ТИГ-сварки приобрести, рекомендуем ознакомиться с нашим каталогом. Вашему вниманию предлагается широкий выбор лучших сварочников для соединения элементов из цветных и черных металлов в аргоновой среде.
Сварка металлов ТИГ с помощью лучших инверторов от нашего интернет-магазина – залог высокого качества работы и ее высокой эффективности!
tig сварка параметры инвертора сварочный инвертор
Оцените статью
Аргоновая сварка из инвертора: собираем своими руками
Время чтения: 7 минут
Аргонодуговая сварка — это одна из самых востребованных сварочных технологий. Аппарат для аргонной сварки дает практически безграничные возможности. Вам под силу сварка любых металлов практически без ограничений по толщине. Но всегда у домашнего мастера есть возможность приобрести заводской аппарат. И причины могут быть разными: от недостатка средств до банального недоверия к современным производителям.
К счастью, эта проблема решается довольно просто и, что самое главное, быстро. Если вы хотите сэкономить или по каким-либо другим причинам не можете купить заводской аппарат, то аргонная сварка из инвертора своими руками — это ваш выбор. В этой статье мы расскажем, как собрать аргонный аппарат своими руками.
Если вы хотите сэкономить или по каким-либо другим причинам не можете купить заводской аппарат, то аргонная сварка из инвертора своими руками — это ваш выбор. В этой статье мы расскажем, как собрать аргонный аппарат своими руками.
Содержание
Аргонно дуговая сварка во многом очень схожа с ручной дуговой сваркой, вот только дополнительно применяется защитный газ аргон и присадочная проволока. Одновременно с этим используется неплавящийся электрод из вольфрама. Электрод помогает поджечь дугу, а проволока формируется шов. В мире эта сварочная технология называется TIG (ТИГ).
Суть аргонодуговой сварки проста. Сначала горелка подает в сварочную зону аргон. Спустя секунду после подачи газа поджигается сварочная дуга. Чтобы поджечь дугу, нужно поднести к металлу горелку с электродом внутри и нажать на копку включения. Но отчего поджигается дуга? Ведь нет никаких причин для этого.
Эту задачу решает осциллятор. Он ионизирует газ и тем самым позволяет дуге зажечься в парах аргона.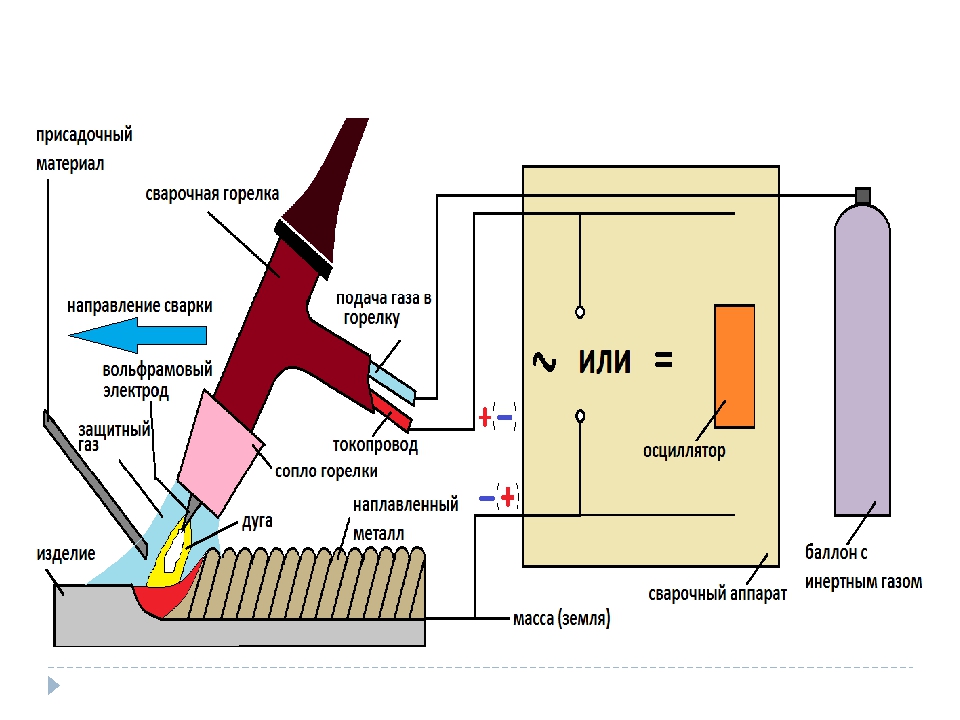
После того, как дуга стабилизировалась, можно подавать в сварочную ванну присадочный материал. Это можно делать вручную или с помощью подающего механизма. Дуга плавит металл, а вот присадочная проволока позволяет сформировать сварной валик. Проволока плавится вместе с металлом и смешивается с ним.
Далее мы расскажем, что вам понадобится для сборки аргонной сварки своими руками.
Сборка самодельного аргонового аппарата
Из чего собираем?
Аргонная сварка своими руками собирается из очень простых компонентов. Мы перечислим основные компоненты, которые понадобятся вам для сборки аргонной сварки своими силами.
Для начала, вам понадобится источник сварочного тока. В нашем случае это сварочный аппарат типа инвертор. Также вам нужен осциллятор. Дополнительно мы соберем блок защиты для нашего инвертора. Из второстепенных компонентов понадобится сварочная горелка, газовый баллон с аргоном, редуктор, газовые шланг и кабели. Давайте подробнее остановимся на каждом компоненте.
Про источник тока
Аргонныйаппарат собирается на основе какого-либо источника тока. Мы выбрали для этих целей обычный сварочный инвертор. Конечно, можно использовать трансформатор или выпрямитель, но инвертор предпочтительнее.
Однако, учтите, что из инвертора сделать аргонный аппарат сложнее. Если вы возьмете обычный инвертор и подключите к нему осциллятор, то аппарат все равно не сможет работать как аргонный. Он просто выйдет из строя. Так что вам придется немного переделать инвертор, добавив к основной схеме так называемый блок защиты. Блок собирается на той же плате, что и осциллятор, и плата монтируется в отдельный корпус.
Есть еще один вариант. Внимательно осмотрите ваш инвертор. Возможно в нем есть встроенная функция TIG. Если это действительно так, то считайте вам повезло. Инвертор не нужно переделывать. Достаточно подсоединить к нему газовый баллон, горелку и можно варить. Такие инвертор зачастую предназначены для ММА сварки, но оснащены осциллятором и блоком защиты. Поэтому производитель дает возможность использовать аппарат для TIG.
Поэтому производитель дает возможность использовать аппарат для TIG.
Про осциллятор и блок защиты
Предположим, что у вас обычный инвертор без функции TIG, и из него вам нужно собрать аргонную сварку своими руками. В таком случае вам придется отдельно сделать осциллятор и блок защиты. Ниже приведена удобная схема.
Про горелку и газ
Теперь о второстепенных компонентах. Вам понадобится газовая горелка, но не любая. А специально предназначенная для сварки аргоном. У нее керамическое сопло и специальный держатель для неплавящегося электрода.
Вы можете самостоятельно собрать аргонную горелку дома, купив все детали в интернете. Но по нашему опыту это пустая трата времени и сил. Лучше купите заводскую, она стоит не так уж дорого.
В качестве газа нужно использовать аргон. Он поставляется в баллонах черного или серого цвета, так что не перепутаете. Но лучше всего использовать именно газ из серых баллонов, поскольку там содержится чистый аргон. Он предпочтительнее для сварки.
Но лучше всего использовать именно газ из серых баллонов, поскольку там содержится чистый аргон. Он предпочтительнее для сварки.
Что касается емкости, то для сварки в домашних условиях вам будет достаточно баллона 10 л. Он достаточно легкий и компактный, его можно без проблем привезти на дачу или в гаражный кооператив. Для дома лучше не покупать большие баллоны по 50 литров. Вам будет трудно его перемещать.
Про редуктор и шланг
Также вам понадобится специальный газовый редуктор. Он надевается на баллон и используется для стабилизация давления в нем. Редуктор тоже должен быть аргонный, а не первый попавшийся. Для удобства редукторы окрашивают тем же цветом, что и баллоны. Так что ищите серый или черный редуктор.
Отдельно обращайте внимание на шланг. Мы рекомендуем сразу купить готовый и не мучиться с самостоятельной сборкой. Самодельный шланг, скорее всего, будет неудобным и вы потеряете много времени на поиск и установку специальных разъемов для подключения шланга к баллону и горелке.
Сборка аппарата
Итак, все компоненты собраны, можно приступать. Аргоновая сварка своими руками начинается с подключения осциллятора + блока защиты к инвертору. Посмотрите на схему выше, там все понятно. Возьмите массу и подсоедините ее к плюсовой клемме осциллятора. К минусовой клемме подключите кабель, идущий от горелки. Если будете варить алюминий, то поменяйте эти кабели местами.
Далее соедините газовый рукав и горелку, установите редуктор на баллон. Подсоедините горелку к рукаву с кабелем и газовым шлангом. Затем подсоедините шланг к редуктору. Теперь можно включать инвертор розетку. А вот для осциллятора обеспечьте питание 6В. Прикрутите к баллону с аргоном редуктор.
Газовый шланг необходимо подсоединить к редуктору, установленному на баллоне с аргоном. Подключите инвертор к сети 220 В, а осциллятор к блоку питания на 6 В. Все готово. Осталось настроить аппарат для корректной работы.
Настройка самодельного аппарата
Любая самодельная вещь или прибор нуждается в грамотной настройке, чтобы сварка проходила более-менее качественно.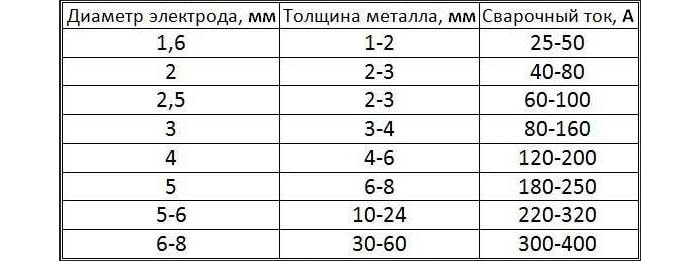 Наш самодельный аппарат не исключение. Мы расскажем о некоторых особенностях, которые нужно учитывать.
Наш самодельный аппарат не исключение. Мы расскажем о некоторых особенностях, которые нужно учитывать.
Для начала нужно заточить электрод. Для этого можно использовать специальную точилку. Конец электрода должен быть остро заточен. Если использовать для сварки не заточенный электрод, дуга будет нестабильной и не сможет сконцентрироваться в одной точке. Так что не игнорируйте этот этап.
Затем вам нужно установить электрод в горелку и включить ее, открыв вентиль на баллоне. С помощью редуктора отрегулируйте расход газа. Он не должен превышать 15 литров в минуту. После регулировки выключите горелку и приостановите подачу газа.
Читайте также: Оптимальный расход углекислоты при сварке полуавтоматом
Теперь вам нужно включить осциллятор с блоком защиты и поднести горелку к металлу. Предварительно на металл присоединяется масса. Держите горелку близко к поверхности металла. При включении появится сварочная дуга. Далее вам нужно опять включить подачу газа, одновременно отводя горелку чуть дальше.
Вот и все. Аппарат настроен и готов к работе.
Вместо заключения
Как видите, аргоно дуговая сварка своими руками собирается довольно просто. Для его сборки вам понадобятся детали, которые можно купить с рук или поискать у себя в гараже. Самодельный аппарат обладает множеством достоинств. Он прост в применении, стоит недорого и ремонтопригодный. К тому же, вы знаете с точностью до детали, какие компоненты использовали при сборке. И поэтому можете быть уверены в его надежности.
Конечно, не стоит требовать слишком многого от самодельного аргонного аппарата. Он точно не подойдет для регулярной профессиональной сварки. А вот для работы на дому его можно смело использовать.
Как вам статья?
Преимущества инверторной технологии по сравнению с традиционной технологией сварки TIG – Baker’s Gas & Welding Supplies, Inc.
перейти к содержанию
Сегодняшний гостевой пост написан Джоном Лаком из Miller Electric :
Ранние источники сварочного тока были относительно простыми устройствами — массой многослойной стали, обернутой медью и алюминием, предназначенной для рассеивания тепла.
Перенесемся к сегодняшним инверторным источникам питания. Инновационные системы с инверторной технологией обладают многими преимуществами по сравнению с машинами с традиционной технологией сварки. Сварочные аппараты Miller TIG, использующие инверторную технологию, обеспечивают повышенную производительность, улучшенное качество, повышенную энергоэффективность и большую портативность.
Повышенная производительность сварки TIG Одним из важных преимуществ сварочного аппарата с инверторной технологией является то, что аппарат позволяет оператору настраивать профиль сварного шва настолько, насколько это необходимо. Возможность сделать это не только улучшает внешний вид сварного шва, но и обеспечивает постоянное качество сварного шва.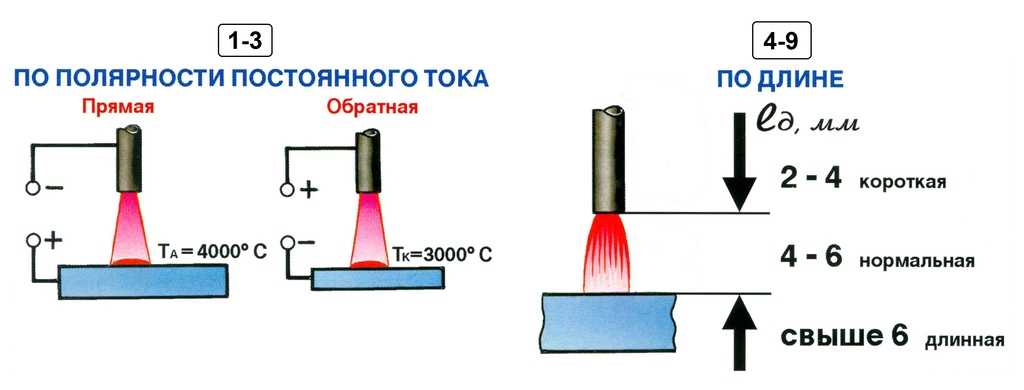
Это усовершенствование помогает устранить избыточную сварку и доработку, которые могут возникать при использовании традиционных аппаратов с технологией TIG. С устранением этих шагов, не добавляющих ценности, увеличивается скорость движения и производительность. Также снижается тепловложение и расход присадочного металла.
Улучшенное качество сварки для сварки TIG Благодаря инверторной технологии запуск дуги регулируется в соответствии с точным значением силы тока и времени, необходимых для зажигания дуги без повреждения основного материала. Оператор может точно настроить выходные характеристики в соответствии с конкретным состоянием основного металла и добиться лучших результатов. Эта передовая технология приводит к меньшему количеству отказов при сварке, уменьшению переделок сварки и отходов материала. Сварочные аппараты Miller TIG также предлагают точное цифровое управление, которое обеспечивает более высокую производительность, повышенную точность и повторяемость по сравнению с традиционной технологией.
Энергоэффективность — это просто процесс достижения большего с меньшими затратами. Сокращение энергопотребления снижает затраты на электроэнергию и приводит к экономии финансовых средств. Сварочные аппараты с инверторной технологией потребляют меньше энергии, чем традиционные сварочные аппараты, что делает их более энергоэффективными и менее дорогими в установке и эксплуатации.
Энергоэффективность серии Miller Dynasty и Maxstar позволяет владельцам бизнеса добавлять машины и рабочие станции к существующей мощности, не требуя расширения или наращивания мощности. Для домашних любителей серия Miller Diversion может использоваться в гаражах или магазинах без необходимости в дорогостоящей проводке, необходимой для работы старых трансформаторных машин с их высокой потребляемой силой.
Повышенная портативность для сварки TIG Системы с инверторной технологией меньше и легче по сравнению с трансформаторными аппаратами, которые могут быть в 3-4 раза тяжелее. Эта повышенная мобильность означает, что их можно легко взять с собой на стройплощадку, на гоночную трассу, в магазин друзей или в любое другое место, где вам нужна сварка TIG.
Эта повышенная мобильность означает, что их можно легко взять с собой на стройплощадку, на гоночную трассу, в магазин друзей или в любое другое место, где вам нужна сварка TIG.
Переход на инновационную технологию TIG компании Miller обеспечивает многочисленные улучшения. Внедрение меньших по размеру и более эффективных источников сварочного тока повышает производительность и качество сварки, а также обеспечивает экономию места и энергии, что невозможно при использовании традиционных систем.
Если вы все еще используете традиционное оборудование, пришло время воспользоваться преимуществами инверторных инноваций Miller.
Узнайте больше о Сварочные аппараты TIG компании Miller Electric
О сегодняшнем госте Блогер, Джон Лак
Менеджер по продукции, Tig Solutions
Miller Electric Mfg. Co. Компания ITW
Co. Компания ITW
Джон Лак был в сварочная промышленность за последние 20 лет. В дополнение к своей текущей роли менеджера по продукции Miller’s TIG Solutions, он также отвечал за управление продукцией Miller’s Industrial Engine Drives. Джон начал свою карьеру в Miller в 19 лет.92 года в должности инженера-сварщика в отделе продаж техники.
Посмотреть все >
Защитите свои легкие с помощью дымоудаляющих аппаратов Lincoln Electric!
Lincoln Electric признана сварщиками во всем мире за свою удивительную продукцию! Из них получаются не только отличные сварщики, но и отличная защита органов дыхания при сварке опасных материалов. Здесь мы рассмотрим некоторые особенности современной системы дымоудаления Lincoln Prism.
Подробнее
Новый Viking 3350 ADV — новый уровень сварочной маски
Совершенно новый Lincoln Electric Viking 3350 ADV только что появился на рынке. Этот шлем оснащен множеством интересных новых функций, таких как светодиодная подсветка, цифровой экран и режимы памяти. Продолжайте читать, чтобы узнать больше об этом новом шлеме, который намного превышает бюджет.
Этот шлем оснащен множеством интересных новых функций, таких как светодиодная подсветка, цифровой экран и режимы памяти. Продолжайте читать, чтобы узнать больше об этом новом шлеме, который намного превышает бюджет.
Подробнее
Миллер Электрик 220 Обзор
Miller Multimatic 220 — универсальный сварочный аппарат, способный выполнять сварку MIG, TIG и электродуговую сварку. Его лучшей особенностью является возможность легкого переключения между процессами сварки, что делает его удобным и эффективным инструментом для сварщиков, которым необходимо работать с различными материалами различной толщины.
Подробнее
Как выполнять сварку TIG с помощью инверторного сварочного аппарата
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Там
Есть много преимуществ использования сварки TIG для определенных сварочных проектов. Потому что
этот тип шва обеспечивает более глубокое проникновение сварочного наполнителя, это
делает его подходящим типом сварки для сосудов под давлением и других металлических швов/соединений
которые должны быть просвечены рентгеном для кода. О чем не знают многие сварщики, так это о том, что вы
во многих случаях можно сваривать TIG с инверторного сварочного аппарата.
О чем не знают многие сварщики, так это о том, что вы
во многих случаях можно сваривать TIG с инверторного сварочного аппарата.
Так как же можно выполнять сварку TIG с помощью инверторного сварочного аппарата? При сварке TIG с помощью инверторного сварочного аппарата заостренный вольфрамовый стержень используется для зажигания дуги TIG, а присадочный стержень находится в прямом защитном газе аргона, используемом со скоростью примерно 8-10 литров в минуту для предотвращения загрязнения.
Сварка ВИГ от инверторного сварочного аппарата может показаться сложной, но после нескольких шагов подготовки это не обязательно должно быть так. Любой, кто выполнял базовую кислородно-топливную сварку, может получить представление о сварке TIG. Читайте дальше, чтобы узнать больше о том, как использовать инверторный сварочный аппарат, чтобы осуществить это.
Что такое TIG-сварка?
Для тех
тех, кто не знаком с этим термином, сварка TIG — это сокращение от вольфрама. сварка в среде инертного газа, метод сварки, при котором электрическая дуга возникает
неплавящийся вольфрамовый электрод, защищенный инертным газом от окисления
и загрязнения. Этот защитный газ обычно представляет собой чистый аргон, но иногда
используется смесь гелия и аргона.
сварка в среде инертного газа, метод сварки, при котором электрическая дуга возникает
неплавящийся вольфрамовый электрод, защищенный инертным газом от окисления
и загрязнения. Этот защитный газ обычно представляет собой чистый аргон, но иногда
используется смесь гелия и аргона.
ТИГ сварка медленнее и сложнее, чем у его конкурента, MIG (металлический инертный газ). сварка, но предлагает гораздо более точную связь.
Его также можно использовать при меньшей силе тока, чем при сварке MIG, что означает, что его можно использовать на экзотических металлах, которые не выдерживают более высокие силы тока, и на более тонких металлах без прожигания и нарушения структурной целостности материалов.
Сварочные аппараты с инвертором питаются от переменного тока (который проходит через большинство жилых зданий) в полезную мощность постоянного тока. Мощность постоянного тока влияет на качество сварного шва двумя способами:
- Положительный постоянный ток: Большее проникновение в стальную основу сварного шва
- Отрицательный постоянный ток: a Более высокий уровень наплавки для сварки тонколистового металла
Что Проекты Должны ли использоваться сварные швы TIG? Кому подходит сварка TIG?
Сварка ВИГ с помощью инверторного сварочного аппарата — отличный выбор для более тонких материалов, так как сварка ВИГ требует, чтобы куски соединяемого металла были достаточно горячими для образования атомных связей в месте их стыка. Напротив, при сварке MIG используется присадочная проволока для соединения двух частей металла швом.
Напротив, при сварке MIG используется присадочная проволока для соединения двух частей металла швом.
Использование сварки TIG на более толстом материале все же может привести к получению результата, но может привести к растрескиванию под воздействием теплового напряжения и другим косметическим или структурным проблемам.
Сварка ВИГ известна тем, что она немного сложнее и тяжелее в освоении, чем сварка МИГ, и сварка МИГ обычно рекомендуется для новых неопытных сварщиков, поскольку она не так прощает ошибки новичка, как другие методы сварки.
ТИГ сварка требует очень четкого понимания следующих переменных в середине сварки:
- ГРМ
- Давление
- Электрический текущий
Нет надлежащий мониторинг или манипулирование любой из этих переменных оператора во время может привести к нарушению сварного шва (в лучшем случае) или к тому, что сварщик станет травмы (в худшем случае).
Для
По этой причине сварку TIG с помощью инверторного сварочного аппарата следует проводить только
кто-то удобный и хорошо разбирается в электрических и металлургических концепциях
занимается сваркой.
Сварка ВИГ является хорошим вариантом для сварки стали или нержавеющей стали, но ее нельзя использовать с алюминием, для которого требуется переменный ток. Некоторые аппараты TIG имеют опцию для переменного тока, но, поскольку инверторные сварочные аппараты предназначены для преобразования переменного тока в постоянный, многие из них не имеют этой опции.
Расходные материалы Требуется для сварки TIG с инверторным сварочным аппаратом
Сделать Сварка TIG с инверторным сварочным аппаратом, несколько основных сварочных материалов нужный.
Это лучше собрать все эти материалы перед началом сварки, так как сварка — это точное ремесло, и вы не хотите карабкаться посередине сварки, пытаясь чтобы найти что-то, что вы забыли найти возле своего верстака.
Здесь Вот некоторые расходные материалы, которые вам понадобятся для сварки TIG на инверторном сварочном аппарате:
- Вольфрамовый электрод
- Инверторный сварочный аппарат с высокочастотным блоком
- Горелка (электродержатель)
- Защитный газ (аргон или гелий)
- Наполнительный предохранительный стержень
- Сварочная маска
- Сварочные перчатки
- Защитный жилет сварщика или фартук
Некоторые
защитного снаряжения, необходимого для сварки TIG, может показаться ненужным,
особенно для опытных сварщиков. Все-таки сварка требует работы с расплавленным
металл и дуги настолько яркие, что могут обжечь глаза. В хобби или профессии, например
сварка, защитное оборудование имеет решающее значение.
Все-таки сварка требует работы с расплавленным
металл и дуги настолько яркие, что могут обжечь глаза. В хобби или профессии, например
сварка, защитное оборудование имеет решающее значение.
Сделать убедитесь, что вы экипированы защитным снаряжением до начала сварите и держите все инструменты под рукой, чтобы не вставать. Как указано Ранее сварка TIG требовала точного контроля над задействованными элементами, поэтому вы не хочу отвлекаться.
Как выполнять сварку TIG на инверторном сварочном аппарате
Нравится другие виды сварки стержнями, сварка TIG инверторным сварочным аппаратом имеет серию шагов, которые необходимо выполнить, чтобы сварка прошла гладко. Во-первых вам нужно сделать, это запустить свою палку.
Что «Вылет» и как его запустить
В
При сварке TIG электрический вылет определяется как расстояние между
контактный наконечник и нерасплавленный конец вольфрамового электрода. Это расстояние
также называется количеством проволоки в сопротивлении. Электрический торчать
влияет на множество факторов сварного шва, в том числе следующие:
Электрический торчать
влияет на множество факторов сварного шва, в том числе следующие:
- Скорость плавления: Скорость плавления – это вес или длина электрода/проволоки/прутка/порошка, расплавленного в заданную единицу времени
- Проплавление: Проплавление – это глубина, на которую линия сплавления в сварном шве проникает в основной металл; чем глубже проплавление в сварном шве, тем прочнее сварное соединение
- Форма сварного валика: Форма сварного валика имеет важное значение для хорошего сплавления в сварном шве, и впоследствии от нее зависит структура полученного сварного соединения
Для Сварка ВИГ, выступ должен составлять примерно половину диаметра внутреннего диаметра защитного стакана при стандартной установке . Конкретная длина будет варьироваться от сварочной установки до настройки, но это эмпирическое правило служит хорошим стандартом для большинства из них. Эксперименты со сварочной установкой дополнительно информируют сварщика об оптимальном вылете для обеспечения качественного сварного шва.
Эксперименты со сварочной установкой дополнительно информируют сварщика об оптимальном вылете для обеспечения качественного сварного шва.
Один из способов увеличить длину вылета, который вы можете использовать без ущерба для качества сварки, — использовать стеклянную линзу для сварки TIG.
Эти линзы помогают удерживать вольфрам в устойчивом положении и обеспечивают надлежащую передачу электрического тока, одновременно улучшая экранирование и доступ к свариваемому соединению.
Использование Заостренная вольфрамовая проволока в сварочном аппарате TIG на инверторном сварочном аппарате
Сварка TIG может выполняться инверторным сварочным аппаратом как с присадочной проволокой, так и без нее, но при использовании заостренной вольфрамовой проволоки следует соблюдать осторожность, чтобы вольфрам не прилипал. Если это произойдет, вам придется остановиться и заново заточить вольфрам, чтобы избежать загрязнения.
Случайно
Загрязнение вольфрамового электрода при сварке TIG может произойти в нескольких различных случаях. Способы:
Способы:
- Погружение вольфрамового электрода в расплавленную сварочную ванну
- Прикосновение вольфрамового электрода к присадочному стержню
Загрязнение вольфрама во время сварки TIG является одной из самых распространенных ошибок, которые вы можете совершить. К счастью, все, что вам нужно сделать, это заново заточить свой вольфрам на настольном шлифовальном станке, и вы снова будете в седле. Чтобы заточить или повторно заточить вольфрам для сварки TIG, выполните следующие действия:
- Измельчите вольфрам на настольном шлифовальном станке, предназначенном для вольфрама (не используйте настольный шлифовальный станок, используемый для шлифовки стали, иначе вы внесете загрязняющие вещества в сварку). вольфрам)
- Отшлифуйте вольфрам вдоль, убедившись, что кончик вольфрама примерно в два раза больше диаметра электрода.
- Отрежьте кончик вольфрамового конуса, чтобы он не отсоединился и не загрязнял следующий сварной шов.

вольфрам, необходимый для использования при сварке TIG на постоянном токе, — это не просто вольфрам, или.
Вам понадобится торированный вольфрам, который может быть весьма токсичным и требует осторожного обращения. Торированный вольфрам обрабатывали торием, который является радиоактивным соединением. Эта радиоактивность является инертной и экранированной при обычном использовании сварки, но может выделяться и вдыхаться при шлифовке вольфрама.
Царапина или Коснитесь Запуск дуги
Это основное отличие сварки TIG от сварки MIG. При использовании сварочного аппарата TIG горелка включается, как только вы включаете сварочный аппарат. Кнопки для запуска дуги нет, поэтому для этого вам придется либо нажать «Пуск», либо запустить дугу с нуля.
Кран Запуск дуги для сварки TIG с помощью инверторного сварочного аппарата
Один
Способ зажигания дуги при сварке TIG — запуск дуги касанием. Это делается
резкое постукивание стержнем по металлу, над которым вы работаете, удалит
любой дополнительный поток от конца вольфрамового стержня, а также создаст электрический
контакт, необходимый для начала дуги.
Это движение должно выполняться решительно и резко, касаясь лишь на момент перед тем, как потянуть стержень назад. Это действие также должно быть выполнено в легкий путь. Если вы слишком медленно нажимаете или нажимаете слишком сильно, это может вызвать прилипание вольфрама.
Если ваши вольфрамовые палочки, поздравляю, вы испортили сварку TIG. Возвращаться к предыдущему разделу этого практического руководства, заново заточите свой вольфрам и попробуйте снова. Одним из преимуществ сварки TIG на инверторном сварочном аппарате является то, что если ваш стержень палочки, инверторный сварочный аппарат должен автоматически снизить напряжение.
Если вы новичок в сварке TIG, может быть разумным попрактиковаться в сварке метчиком на металлоломе, пока вы не почувствуете уверенность в этом, прежде чем начинать серьезную сварку.
Царапина Зажигание дуги при сварке ВИГ с помощью инверторного сварочного аппарата
Еще один способ зажечь дугу при сварке ВИГ, отличный от запуска врезным контактом, — начать сварку с нуля.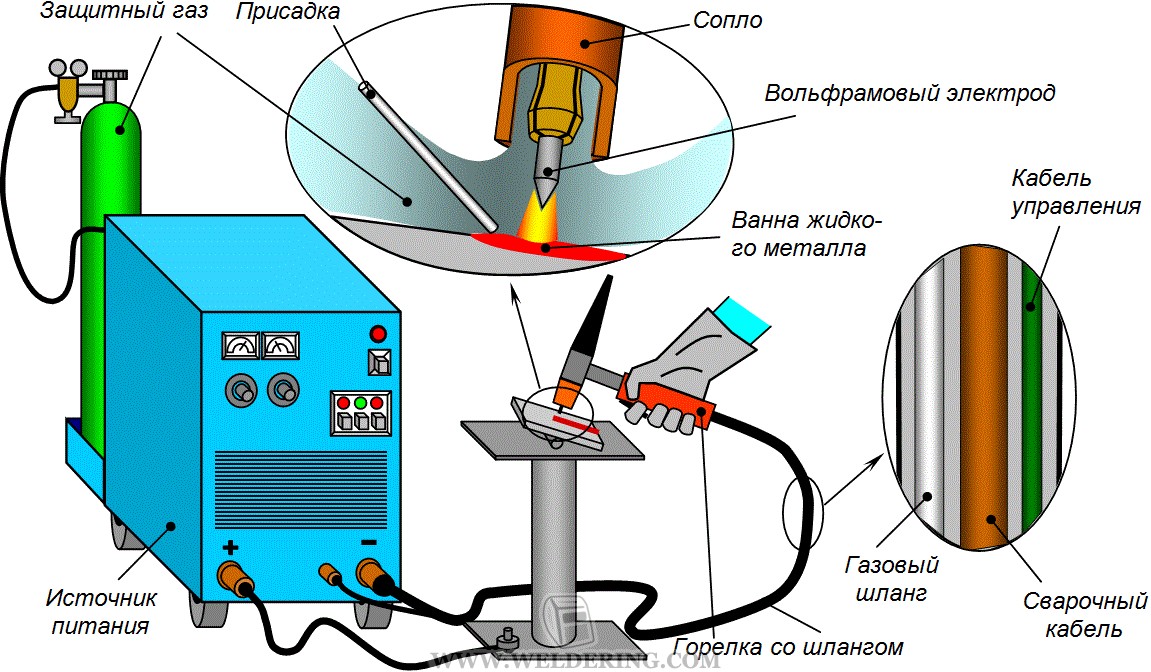 Здесь вы перемещаете стержень по металлу, чтобы удалить лишний поток и инициировать электрический контакт. При зажигании дуги с нуля стержень следует оторвать от металла, как только он начнет искрить.
Здесь вы перемещаете стержень по металлу, чтобы удалить лишний поток и инициировать электрический контакт. При зажигании дуги с нуля стержень следует оторвать от металла, как только он начнет искрить.
При зажигании дуги с помощью царапания перемещайте стержень вперед и назад небольшими царапающими движениями, чтобы удалить флюсовое покрытие. Старайтесь не царапать длинным движением, так как это может привести к тому, что сварочная дуга начнет двигаться дальше от желаемой начальной точки, чем это необходимо.
Чтобы предотвратить прилипание стержня, его следует вытащить, как только появятся искры, а затем вернуть к нормальной длине сварочной дуги. Избегайте чрезмерного давления, так как это способствует прилипанию.
Зажигание дуги с помощью царапания похоже на зажигание дуги прикосновением, но оно склонно к залипанию, если сварщик недостаточно быстр или не имеет опыта запуска дуги таким способом. Тем не менее, запуск с нуля может быть хорошим выбором для удилищ, которые сложнее запустить.
Газ Защита сварных швов TIG с использованием инверторных сварочных аппаратов
Другое Основная проблема, с которой сталкиваются люди, пытающиеся сварить TIG с помощью инверторного сварочного аппарата, недостаточная защита инертным газом, что приводит к загрязнению материалов. Для Сварка TIG, вы должны использовать либо чистый аргон, либо аргон-гелий смешивание.
При сварке методом TIG с использованием аргона и двуокиси углерода вы немедленно загрязните и разрушите сварной шов. По этой причине наличие надлежащей газовой защиты во время сварки TIG является жизненно важным. Чтобы обеспечить надлежащую газовую защиту при сварке TIG, соблюдайте следующую процедуру:
- Установите расход газа. Правильный расход газа для сварки TIG с использованием инверторного сварочного аппарата должен составлять 8-10 литров в минуту. Не устанавливайте слишком высокую скорость потока так же важно, как и достаточно высокую скорость потока — высокие скорости потока защитного газа могут вызвать турбулентность, которая приведет к попаданию загрязняющих веществ в окружающий воздух.

- Проверьте фитинги и шланги на отсутствие утечек. Если вы наблюдаете загрязненный сварной шов и считаете, что ваш экран должен быть адекватным, проверьте установку на наличие утечек. Чтобы проверить наличие утечек, промойте шланги и фитинги мыльной водой. Если есть утечка, вы должны увидеть пузыри в негерметичном шве.
Другое Распространенные проблемы сварки TIG с инверторным сварочным аппаратом
В то время как Сварке TIG может легко научиться любой человек, имеющий базовые знания в области сварки. Методы и концепции сварки, есть несколько проблем, с которыми сталкиваются сварщики TIG. в которых может поразить любого сварщика, новичков и профессионалов.
Здесь Вот некоторые из распространенных проблем, с которыми вы сталкиваетесь во время сварки TIG с инверторный сварочный аппарат:
- Сварка алюминия ВИГ постоянным током: Постоянный ток не идеален для сварки алюминия, вместо этого следует использовать переменный ток.
 TIG-сварка алюминия на постоянном токе приводит к загрязнению.
TIG-сварка алюминия на постоянном токе приводит к загрязнению.
При сварке алюминия методом TIG убедитесь, что все оксидные соединения сгорели, а место сварки идеально блестит, прежде чем вводить присадочную проволоку, чтобы предотвратить загрязнение. Сварка TIG на переменном токе может удалить эти оксиды, но имейте в виду, что она также притупляет вольфрам и может усилить травление.
В ВИГ Сварка на инверторном сварочном аппарате. Самое главное — управление дугой
При сварке ВИГ на инверторном сварочном аппарате одним из самых важных навыков, которым вы можете овладеть, чтобы стать лучшим сварщиком ВИГ, является управление дугой. Это означает, что с момента нажатия или поцарапать дугу до момента, когда вы убьете переключатель.
Наряду с изучением надлежащей газовой защиты крайне важно обеспечить успешную, прочную и эстетически привлекательную сварку TIG.
Кому
правильно контролировать дугу при сварке TIG, дуга должна быть как можно короче. возможный. Хотя может показаться более естественным удлинить дугу, поскольку это позволяет вам
чтобы лучше видеть контакт и сварочную ванну, лучше двигать головой или
переместите свое тело, а не фонарик.
возможный. Хотя может показаться более естественным удлинить дугу, поскольку это позволяет вам
чтобы лучше видеть контакт и сварочную ванну, лучше двигать головой или
переместите свое тело, а не фонарик.
Любой регулировка длины дуги в середине сварного шва ухудшит внешний вид сварного шва, а в более серьезных случаях может вызвать структурные проблемы. При первом обучении сварке TIG может быть полезно попрактиковаться в сварке многих сварных швов. различные положения на металлоломе перед попыткой какой-либо серьезной сварки проект.
ТИГ Сварка для каждого сварщика
Любой, кто знаком со сваркой МИГ, может запрыгнуть на линию сварки ТИГ, и для этого нет необходимости приобретать источник питания сварки ТИГ промышленного класса. Это может сделать любой, у кого есть инверторный сварочный аппарат, горелка TIG, баллон с аргоном и регулятор.
С
инверторный сварочный аппарат и правильные инструменты, легко выполнять качественно,
прочные и точные сварные швы TIG на тонких и экзотических металлах, не выходя из дома
мастерская.