
Сварка алюминия полуавтоматом: технология, оборудование
Алюминий широко применяется человеком во многих сферах. Однако, по мнению профессиональных сварщиков, он относится к разряду металлов, характеризующихся достаточно сложным сварочным процессом. Это обосновано наличием у алюминиевых сплавов специфических физических и химических особенностей. Поэтому по сравнению со стандартный материалом – сталью — осуществление сварочного процесса с алюминием связано с большим количеством нюансов.
1 / 1
Сварка алюминия полуавтоматом (MIG) поможет эффективно решить большинство этих сложностей. Такой метод сварки позволит гарантированно устранить сложности с преодолением на алюминиевых деталях защитной микронной оксидной пленки, обеспечив выполнение сварных соединений с отличными характеристиками и высоким качеством.
К тому же как опытный, так и начинающий сварщик, должны понимать, что:
-
Требуется осуществить тщательную подготовку поверхностей свариваемых алюминиевых деталей.

-
За счет более высокой теплопроводности алюминия по сравнению с обычными стальными сплавами требуется настроить сварочную дугу на большую мощность.
-
При этом требуется помнить, что у этого материала достаточно низкая температура плавления, а это может стать причиной вероятности его прожога.

Сварочный процесс алюминия и его сплавов с использованием полуавтоматов осуществляется с использованием специальной проволоки (сварщики в большинстве случаев называют ее – плавящийся электрод) с применением защитной газовой среды.
Применение инертного газа дает возможность исключить:
-
увеличение в шве пористости, повышая его прочностные характеристики;
-
сильное разбрызгивание расплавленных металлических капель;
-
нестабильность электрической дуги.
Сварочные работы, связанные с изготовлением изледлий из любого алюминиевого сплава с использование инверторных источников питания применяют как на промышленных предприятиях, так и в автосервисах. Для процесса полуавтоматической сварки алюминия потребуется:
присадочная проволока и инертный газ высокого качества;
-
профессиональные сварщики;
-
технологичное сварочное оборудование.
Грамотно организованная комбинация этих трех важнейших факторов позволяет обеспечивать первоклассный результат.
Отличия сварки полуавтоматом от аргонодуговой
Полуавтоматическая сварка алюминия по сравнению с аргонодуговой имеет несколько отличий. Главное различие этих двух технологий состоит в типе используемых электродов:
-
При полуавтоматическом способе сварки применяют алюминиевую проволоку, а при аргонодуговом – основу электрода составляет тугоплавкий вольфрам, а присадочный металл подается в зону сварки в виде прутка.
-
Аргонодуговой способ применяют чаще всего при ручной сварке.
-
Сварочный процесс TIG используют для получения неразъемного соединения на более ответственных участках, так как обеспечивается более высокая точность геометрии сварочного шва.
-
Проведение сварочным работ методом TIG связано с большими денежными затратами на комплектующие и расходные материалы, а также требует значительно большего времени на выполнения сварного соединения.

Сварочные полуавтоматы для сварки деталей из алюминиевого сплава традиционно оснащают не только стандартными функциями, но и возможностью работы в импульсном режиме. Применение последнего позволяет достичь более эстетического внешнего вида шва, а также повысить качество соединения. Воздействие мощным импульсом электрического тока дает возможность моментально пробить оксидную пленку соединяемых деталей.
Каждый импульс тока как бы вдавливает в поверхность сварочной ванны каждую каплю расплавленного металла, образующуюся при плавлении алюминиевой проволоки на базовом (нижнем) токе. При применении импульсного режима сварки перенос электродного металла становится контролируемым. Такая технология позволяет значительно повысить качественные параметры сварного шва, максимально исключив разбрызгивание алюминия.
Преимущества механизированной сварки плавящимся электродом в среде защитного газа
Грамотно организованная сварка алюминия полуавтоматом предоставляет ряд достоинств:
-
Высокую производительность.
 В сравнении с дуговой сваркой неплавящимся электродом в среде аргона процесс МИГ происходит в 3 раза быстрее.
В сравнении с дуговой сваркой неплавящимся электродом в среде аргона процесс МИГ происходит в 3 раза быстрее.
-
Простота применения. В отличие от аргонодугового способа сварки, полуавтомат может быстро освоить даже начинающий сварщик. В связи с этим выполнение сварных соединений деталей из алюминия своими руками пользуется популярностью у любителей.
-
Оснащение полуавтомата импульсным режимом позволяет достичь высоких качества сварного шва и точности геометрических размеров. При этом минимизируются потери проволоки на разбрызгивание.
Требования к оборудованию и материалам
Для более полного использование возможностей сварки алюминия с помощью полуавтомата необходимо обратить особое внимание на дополнительные требования, предъявляемые к применяемому инвертору и расходным материалам:
-
Должна быть предусмотрена обратная полярность тока.
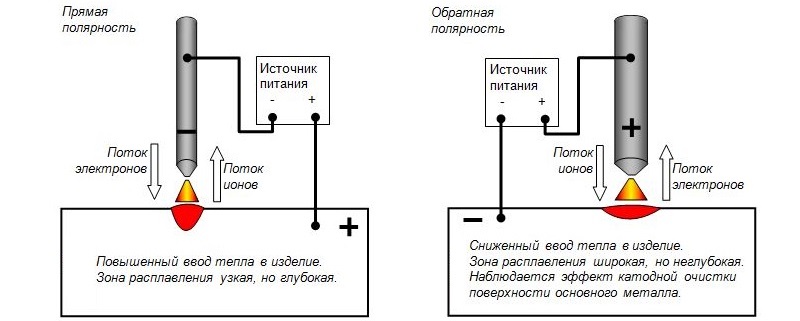 Это даст возможность гарантированно разрушить оксидную пленку на свариваемых деталях.
Это даст возможность гарантированно разрушить оксидную пленку на свариваемых деталях.
-
Для плавной и равномерной подачи проволоки в зону сварки подающее устройство должно иметь 4-х роликовый механизм. Так как малейшее сопротивление, возникающее в момент подачи проволоки, может легко смять мягкий алюминий. Как правило, устанавливаются ролики с U-образными канавками без насечек.
-
За счет высокой теплоотдачи алюминиевый сплав расширяется сильнее в отличие от стали. Поэтому рекомендуется использовать специальный контактный наконечник, у которого больший допуск по диаметру отверстия.
-
Для обеспечения максимального качества сварного шва необходимо использовать для создания защитной среды сварочного процесса лишь чистый аргон.
-
Для уменьшения трения алюминиевой проволоки сварочная горелка должна быть оснащена тефлоновым каналом.

-
Сварку алюминиевых сплавов методом МИГ целесообразно применять для соединения деталей, имеющих толщину больше 3 мм.
Выбираем сварочные аппараты для сварки алюминия
Мы предлагаем полуавтоматы для сварки алюминия нескольких основных групп:
-
Начального класса. Аппарат КЕДР AlphaMIG-200S имеет компактные размеры, небольшой вес, способность работать от обычной сети с напряжением 220В, доступную стоимость. Он пользуется большим спросом для выполнения периодических работ в быту, а также в автосервисах.
-
Среднего класса. Модель КЕДР UltraMIG-250S-3 аппарат отлично подходит для использования на малых и средних производствах, в крупных автомастерских, где важна компактность, экономичность и высокая производительность оборудования.
Промышленного класса. Полуавтомат КЕДР MultiMIG-5000DP можно эксплуатировать для решения самых сложных на протяжении длительного срока.
 Предусмотренный импульсный режим сварки, а также технология двойного импульса позволяют гарантировать получение отличного сварного шва с самыми высокими требованиями.
Предусмотренный импульсный режим сварки, а также технология двойного импульса позволяют гарантировать получение отличного сварного шва с самыми высокими требованиями.
Предлагаем ознакомиться с видео, наглядно показывающим сварочный процесс соединения алюминиевых деталей полуавтоматом.
Читайте также
Особенности и преимущества газовой сварки
Как сделать магнитный уголок для сварки своими руками
Светофильтр «Хамелеон» в сварочной маске: особенности, устройство и характеристики
Как выбрать стекло для сварочной маски
Сварка алюминия полуавтоматом в аргоне
 org/ListItem»>
Главная
org/ListItem»>
Главная- /
- Рубрики журнала Кузов
- /
- Кузовной ремонт
- /
- Сварка алюминия в аргоновой среде полуавтоматом
14 мая 2021
Сварка деталей из алюминия — одна из тех задач, которые требуют от автомобильного мастера высокого профессионализма. Этот легкий и недорогой металл все чаще используется в автопромышленности. Но то, что выгодно заводу, не всегда выгодно сервису: сварка алюминия требует особых знаний и специального оборудования (например, импульсного сварочного аппарата). Но даже при наличии того и другого можно легко допустить ошибку и прожечь тонкий металл. Мы попросили технолога по сварочному оборудованию GYS компании «Европроект Групп» Дмитрия Мягкова рассказать, как правильно сваривать алюминий полуавтоматом T3 GYS Auto в среде защитного газа аргона.
О сварочном аппарате
T3 GYS Auto — это синергический инверторный полуавтоматический аппарат, созданный во Франции и предназначенный для работ по тонкому листовому металлу. Разработчики специально проектировали его для автосервисов и кузовных цехов. Благодаря низкому минимальному току (15 Ампер) полуавтомат может варить листовую сталь, нержавейку, алюминий. Также аппарат имеет функцию сварки-пайки медными сплавами.
Подачу сварочной проволоки обеспечивают два четырехроликовых механизма. Мастер может выбрать синергетический режим (автоматическая настройка в зависимости от силы тока) или настроить скорость ее выхода вручную.
Spool gun обеспечивает уверенную подачу проволоки диаметром 0.8 мм. Делать это на полуавтомате можно и через обычный еврорукав, но при этом необходимо внимательно следить, чтобы он оставался прямым — любой изгиб затрудняет прохождение мягкой проволоки, она запутывается и мнется. При использовании «спулгана» это исключено.
Нюансы сварки алюминия
Самая большая проблема при сваривании алюминиевых деталей заключается в том, что этот металл имеет низкую температуру плавления (660 °С) и нагревается гораздо быстрее стали. Поэтому работать с ним нужно аккуратно, чтобы случайно не прожечь кузов насквозь.
Поэтому работать с ним нужно аккуратно, чтобы случайно не прожечь кузов насквозь.
Еще один нюанс — в реакции алюминия на кислород. При их взаимодействии на поверхности детали образуется тонкая оксидная пленка, которая сильно усложняет дело. Для ее проплавления нужна очень высокая температура — 2044°С, что значительно повышает энергозатраты. Поэтому для борьбы с окислением сваривание алюминия осуществляют в среде защитного газа аргона, который вытесняет кислород из рабочей зоны. Также благодаря реакции аргона с алюминием шов получается более прочным и качественным.
А вот взаимодействие алюминия со сталью в процессе ремонта крайне нежелательно, так как приводит к появлению гальванической коррозии. Поэтому сварщику нельзя использовать плохо очищенные инструменты, которыми до этого ремонтировали стальные детали.
Это далеко не все проблемы, с которыми мастер сталкивается при сваривании алюминия, однако формат статьи не позволяет рассмотреть этот вопрос всесторонне. Перейдем к самому процессу сварки полуавтоматом.
Свариваем алюминиевый капот
Возможности полуавтомата T3 Auto Дмитрий Мягков продемонстрировал на выполненном из алюминия капоте автомобиля. Для этого при помощи плазмореза он сделал на нем небольшой надрез толщиной 1 мм, имитирующий трещину в металле.
Сварку алюминия под защитой аргона производят небольшими участками во избежание перегрева и прожига, об опасности которых мы уже говорили выше. Паузы, в которых алюминий остывает, нужно использовать для зачистки зоны шва металлической щеткой. Это позволяет удалить с поверхности все выгорающие присадки.
Законченный шов необходимо снова зачистить абразивом, чтобы удалить излишки присадочного материала. Даже если он получился не очень аккуратным, на этапе шлифования можно все исправить, и поверхность станет идеально ровной. Итог — практически незаметный шов. Увидеть работу полуавтомата своими глазами можно в нашем видео.
Комментарии
Рекомендованные статьи
Как сварить алюминий? | ПАТОН Европа
Алюминий – второй по распространенности сплав в мире .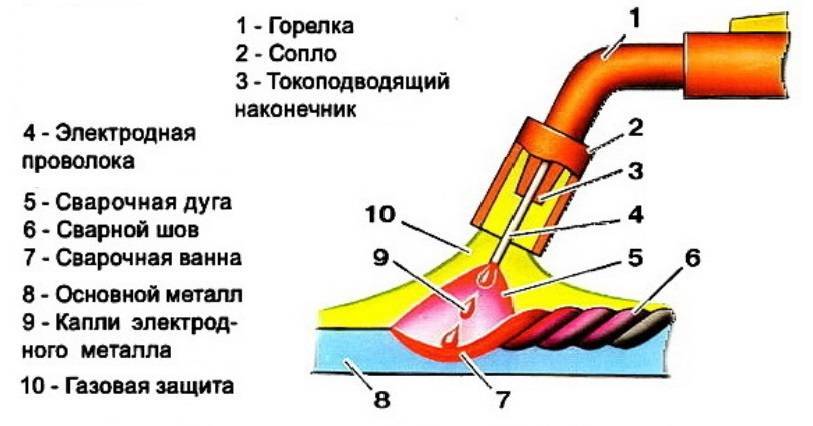 Его плотность в три раза меньше, чем у железа. Среди его важнейших преимуществ, помимо легкого веса и высокой прочности, можно выделить малый вес и устойчивость к ржавчине.
Его плотность в три раза меньше, чем у железа. Среди его важнейших преимуществ, помимо легкого веса и высокой прочности, можно выделить малый вес и устойчивость к ржавчине.
В дополнение к своим антикоррозионным свойствам алюминий также имеет низкую температуру плавления и хорошую электропроводность. Неудивительно, что все больше людей хотят сваривать алюминий – его широкое применение отмечается в пищевой, автомобильной, аэрокосмической, строительной и электротехнической отраслях. Безусловно, наибольшая роль алюминия и его сплавов приходится на автомобильную промышленность.
Размещение алюминиевых компонентов в транспортных средствах делает их намного легче, чем изготовленные из других металлов, поэтому вес транспортного средства меньше, что приводит к более эффективному расходу топлива и снижению выбросов CO2 в атмосферу.
Содержание
Правильный процесс сварки
Для сварки алюминия нам необходимо выбрать правильный процесс сварки.
Любой процесс сварки, в котором используется флюс, включая электродуговую сварку, дуговую сварку порошковой проволокой, сварку алюминия электродами и дуговую сварку под флюсом, как правило, неэффективен для этого материала.
Процессы сварки определяют не только то, как будет выглядеть сварка алюминия, но и то, какой сварочный аппарат нам нужен. В большинстве случаев нам понадобятся два отдельных сварочных аппарата для сварки алюминия двумя методами — и это потому, что большинство полуавтоматических сварочных аппаратов не имеют переменного тока в методе TIG, который требуется для сварки алюминия.
Итак, у нас есть два метода сварки алюминия:
- Сварка ВИГ (вольфрам в инертном газе)
- Сварка МИГ (металл в инертном газе)
Сварочные аппараты ВИГ чаще всего используются для сварки алюминия. Это метод дуговой сварки в защитных газах, это гарантия получения швов высочайшего качества. При этом способе весь процесс осуществляется неплавким и жаростойким вольфрамовым электродом, при участии которого образуется сварочная дуга, нагревающая и разжижающая алюминий.
Метод сварки MIG алюминия применяется, когда толщина металла превышает 1 мм. Сам процесс требует использования присадочной проволоки, которая подается через классическую горелку MIG или шпульный пистолет с помощью механической системы подачи проволоки. Сварка MIG алюминия может быть сложной даже для тех сварщиков, которые имеют опыт в этом методе сварки, так как он сильно отличается от сварки MIG мягкой стали.
Сам процесс требует использования присадочной проволоки, которая подается через классическую горелку MIG или шпульный пистолет с помощью механической системы подачи проволоки. Сварка MIG алюминия может быть сложной даже для тех сварщиков, которые имеют опыт в этом методе сварки, так как он сильно отличается от сварки MIG мягкой стали.
Сварка MIG алюминия
Метод сварки MIG включает сварку с использованием аналогичного инертного защитного газа, такого как гелий или аргон. Сварка осуществляется с помощью электрической дуги, создаваемой между плавким электродом и свариваемой частью алюминия.
Сварные швы, выполненные таким образом, отличаются хорошим качеством, эффективностью сварки и низкими затратами на сварку. При сварке МИГ, в зависимости от параметров тока, различают метод короткого замыкания и метод распыления. При сварке алюминия ток не должен быть очень большим, чтобы перенос капель был распылением, потому что температура плавления намного ниже по сравнению со сталью.
Как сваривать алюминий методом сварки MIG
Необходимое оборудование для сварки алюминия
Первое, с чего нужно начать в случае сварки MIG алюминия, это заменить картридж в горелке MIG со стандартного металлического на тефлоновый. Этот тип вставки улучшит скольжение алюминиевой проволоки в держателе и предотвратит ее деформацию. Вы можете пропустить этот процесс, если у вас есть подходящая катушка.
Тефлон для горелки MIG/MAGТо же самое относится и к роликам в подающем устройстве, их необходимо заменить на такие, у которых форма канавки напоминает букву «U» – это также направлено на ограничение деформации, которая может возникнуть на сварочной проволоке.
Чтобы обеспечить точную подачу проволоки в месте сварки, наш аппарат должен быть оснащен 4-х роликовым механизмом подачи проволоки . После установки проволоки в держатель токовый наконечник следует заменить на маркированный «А» для сварки алюминия — из-за расширения алюминия при нагреве.
Что касается защитного газа, то лучше всего подойдет чистый аргон.
Полезные функции для сварки MIG алюминия
Современное сварочное оборудование также дает нам возможность сварки импульсным током, функция, которая будет полезна для сварки тонких алюминиевых деталей. Для сварки алюминия необходимо использовать аргон в качестве защитного газа и нагревать материал перед сваркой.
Нет необходимости нагревать материал, если используется смесь Ar+ (50÷75%). Имеет защитный газ, т.к. гелий увеличивает тепловую мощность дуги. Последнее, что нужно сделать перед сваркой, это как следует очистить материал от слоя оксида алюминия.
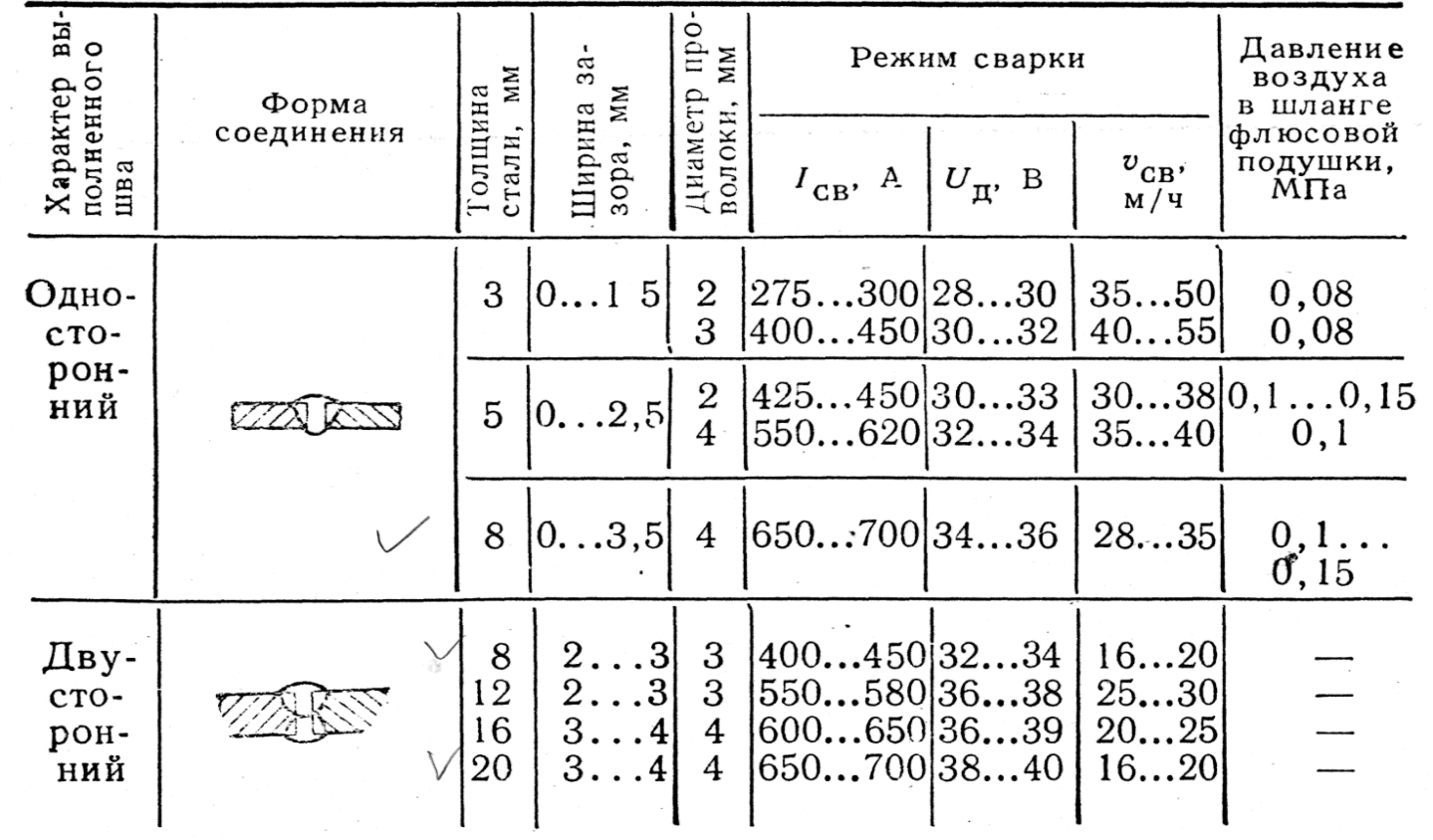
Сначала обезжирьте свариваемую поверхность, например, экстракционным бензином, а на следующем этапе удалите оксидные покрытия щеткой из нержавеющей стали. Метод MIG позволяет добиться глубокого провара при сварке, поэтому металлические листы толщиной до 6 мм не нуждаются в скашивании кромок.
Необходимо только оставить зазор около 1 мм между краями. В пределах 6-15 мм кромки пластин скошены по V (угол 70°). с порогом 2-5 мм и зазором между краями 1-2 мм. При возможности двусторонней сварки листовой металл толщиной более 15 мм должен быть скошен по Х (угол 70°) с порогом 2-3 мм.
Помимо необходимости скашивания кромок листов, требуется также их тщательное обезжиривание и очистка от окиси алюминия – здесь очень поможет проволочная щетка из нержавеющей стали.
Надлежащая подготовка материала методом MIG
Подготовленный таким образом материал дает нам гарантию правильно выполненного соединения без дефектов.
Сварка коротким замыканием более удобна при сварке тонколистового металла, а также при сварке в вынужденных положениях. До толщины 25 мм используется 100% аргон, для листов толщиной 25-50 мм используется аргон с 10-35% гелия, а для толщин более 50 мм используется смесь аргона с 35-70% гелия.
Из-за высокой теплопроводности алюминия при использовании смесей гелия с высокой энергией ионизации сварочные токи аналогичны сварочным токам стали, но напряжение дуги выше. Температура плавления алюминия ниже, поэтому для поддержания подходящего сечения стежка скорость сварки намного выше. С введением в сварочное оборудование функции импульсной сварки удалось добиться надежности соединения, как в методе TIG, и снизить риск образования горячих трещин.
Температура плавления алюминия ниже, поэтому для поддержания подходящего сечения стежка скорость сварки намного выше. С введением в сварочное оборудование функции импульсной сварки удалось добиться надежности соединения, как в методе TIG, и снизить риск образования горячих трещин.
Как направлять горелку сварщика в методе MIG MAG?
Независимо от толщины соединяемых кромок наиболее выгодно сваривать слева направо. Шпулемет должен быть установлен почти перпендикулярно листам (угол отклонения пистолета не более 10-20°).
Сварка без перерыва и максимально короткой дугой (расстояние газового сопла пистолета от материала не должно превышать 10-15 мм) . Используя этот метод, вы можете сваривать в горизонтальном, вертикальном и пристенном положениях. Из-за высокой скорости процесса в настоящее время это самый экономичный из методов сварки.
Раньше метод MIG MAG применялся только для менее ответственных соединений из-за микропористости сварных швов и связанного с этим снижения прочности. Благодаря современному сварочному оборудованию и материалам все более высокого качества сегодня соединения, выполненные на машинах mig, обладают достаточной прочностью.
Благодаря современному сварочному оборудованию и материалам все более высокого качества сегодня соединения, выполненные на машинах mig, обладают достаточной прочностью.
Как полуавтоматическая, так и автоматическая сварка позволяют выполнять сварку во всех положениях, включая вертикальное и пристенное.
Толщина материала в процессе сварки MIG
Толщина материала [мм] | Проволока [мм] | Сварочный ток [А] | Напряжение [В] | Скорость подачи сварочной проволоки [м/мин] | Расход аргона [л/мин] | Скорость сварки [мм/мин] |
2 3 4 5 6 8 10 12 20 | 0,8 1,0 1,2 1,6 1,6 2,0 2,0 2,4 2,4 | 90–130 100–150 150–200 180–240 220–270 250–300 280–320 300–370 350–400 | 22–24 22–24 24–25 24–25 24–25 25–26 26–28 26–28 26–28 | 7,5 6,0 5,0 4,6 5,0 4,8 5,0 3,8 4,0 | 12 14 14 15 15 18 18 18 20 | 700 650 600 600 600 550 500 450 300 |
Сварка ВИГ алюминия
Сварка ВИГ чаще всего используется для сварки тонких профилей из нержавеющей стали, цветных металлов, таких как сплавы алюминия, магния и меди. Это гораздо более медленный процесс, чем большинство других методов сварки.
Это гораздо более медленный процесс, чем большинство других методов сварки.
Это также гораздо более сложный и трудный для освоения способ сварки, так как он требует от сварщика большого контроля и ловкости. Сварщик, использующий метод TIG, должен поддерживать надлежащую короткую длину дуги, что делает этот процесс требующим большой осторожности, чтобы предотвратить контакт электрода с заготовкой.
Не каждый сварщик, который позволяет сварку TIG, сможет сваривать алюминий . Большая часть сварщиков на рынке, которые предлагают методы сварки TIG в дополнение к методам сварки MMA или MIG, могут сваривать только постоянным током, что исключает сварку алюминия.
Для сварки алюминия нужен сварочный аппарат с режимом переменного тока. Такие сварочные аппараты чаще всего имеют в названии «AC/DC», что означает, что мы можем сваривать ими как на постоянном, так и на переменном токе.
Что нужно для сварки алюминия методом TIG?
Для сварки алюминия методом TIG необходимы:
- Аппарат для сварки TIG AC
- Горелка для сварки TIG
- Защитный газ
- Вольфрамовый неплавящийся электрод
Полезное Особенности для сварки TIG алюминия
Сварка TIG, или сварка неплавким вольфрамовым электродом в среде инертного газа, можно использовать с очень тонким алюминием, менее 1 мм. Верхний предел толщины металла около 10 мм. Для сварки используются электроды из материала с очень высокой температурой плавления, а их соответствующая форма обеспечивает стабильное горение дуги.
Верхний предел толщины металла около 10 мм. Для сварки используются электроды из материала с очень высокой температурой плавления, а их соответствующая форма обеспечивает стабильное горение дуги.
Метод TIG позволяет использовать переменный ток (AC), что в случае соединения алюминия дает отличные результаты в получении сварного шва хорошего качества и позволяет поддерживать чистоту сварочной ванны. На это влияет эффективное удаление оксидов, образовавшихся на поверхности металла.
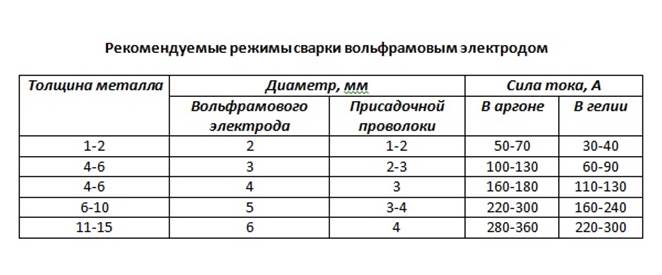
Толщина материала и сила тока
Сила тока выбирается в зависимости от толщины материала, диаметра сопла и расхода газа. Диаметр вольфрамового электрода подобран так, чтобы на 1 мм приходился ток 40 ампер. Диаметр сварочного стержня должен соответствовать диаметру сварочного электрода.
При сварке тонких листов в положении ниже среднего тока целесообразно нагревать вольфрамовый электрод, зажигая дугу на графитовой пластине, а затем перенося дугу на свариваемые детали.
Направление сварочной горелки при методе TIG
Сплав подается в сварочную ванну путем продвижения проволоки возвратно-поступательным движением. Это включает продвижение стержня в сварочную ванну, а затем, после расплавления конца стержня, перемещение его назад настолько, чтобы конец находился за пределами зоны с самой высокой температурой.
Техника сварки более толстых алюминиевых деталей в нижнем положении немного отличается. Более высокий сварочный ток делает взрыв сварочной дуги намного сильнее, а сварочная ванна также больше. Любое введение проволоки в зону сварочной дуги вызывает сильное возмущение дуги, разбрызгивание жидкого металла и контакт алюминия с вольфрамом, что приводит к прерыванию сварки.
Необходимо обеспечить непрерывное поступление сплава в сварочную ванну. Проволока должна быть наклонена к заготовке под очень небольшим углом. В зависимости от толщины свариваемых деталей выполняют одно- или многослойные швы. До толщины 6 мм можно выполнять однослойные швы, выше этой толщины — многослойные швы.
Сварка алюминия – Часто задаваемые вопросы
Какой тип сварки используется для алюминия?
Для сварки алюминия мы используем методы TIG и MIG.
Можно ли сваривать алюминий обычным сварочным аппаратом?
Можно сваривать алюминий с помощью сварочного аппарата, но это очень неэффективно и не рекомендуется.
Тяжело ли сваривать алюминий?
Да, алюминий — один из самых сложных материалов для сварки, особенно для начинающих сварщиков.
Передовой опыт сварки алюминия в производстве трейлеров
Все больше сварных узлов изготавливается из алюминиевых сплавов. Хотя этот сплав обладает рядом интересных характеристик, его малый вес во многом обуславливает более широкое использование в транспортной отрасли.
Многие опытные профессионалы в области сварки ошибочно полагают, что алюминий сложнее сваривать, чем сталь. Восприятие во многом связано с тем, что операторы привносят в этот материал свои привычки и опыт сварки стали.
Восприятие во многом связано с тем, что операторы привносят в этот материал свои привычки и опыт сварки стали.
В этой статье будут рассмотрены распространенные ошибки, допускаемые при сварке алюминия при производстве прицепов, и способы их исправления или предотвращения.
Знай свой сплав
Практически все сплавы семейств 1XXX, 3XXX, 4XXX, 5XXX и 6XXX поддаются дуговой сварке с использованием процессов GTAW или GMAW.
Большинство алюминиевых сплавов семейств 2XXX и 7XXX не поддаются сварке. Единственными свариваемыми сплавами в семействе 2XXX являются 2219 и 2519.; в семействе 7XXX свариваемыми являются только сплавы 7003, 7004, 7005 и 7039.
Будьте особенно осторожны с сплавами 2024 и 7075. Они прочны и общедоступны, но не поддаются сварке.
Сварка «несвариваемого» сплава или использование неправильного присадочного сплава может привести к немедленному растрескиванию или преждевременному выходу из строя в будущем.
Перед сваркой всегда следует выбирать правильный сплав и подбирать подходящий присадочный металл.
Использование правильного наполнителя
Наиболее распространенными применениями в производстве прицепов являются соединение одного из сплавов листа/плиты 5XXX Al-Mg, таких как 5052, 5154, 5454 или 5083, друг с другом или соединение экструзионного сплава 6XXX с одним из вышеперечисленных упомянутые сплавы 5ХХХ.
Для соединения сплавов 5ХХХ друг с другом правильным присадочным сплавом является 5554, для сварки 5154 или 5454; для сварки 5052 следует использовать либо 4043, 5554, либо 5356, хотя чаще используются 5356 и 5554, чтобы можно было использовать один присадочный сплав в цехе, чтобы избежать возможности смешивания присадочных сплавов. Для сварки 5083, имеющей более высокую прочность, рекомендуется 5556 или 5183. 5356 не совсем соответствует прочности 5083. 4043 не следует использовать для сварки сплавов 5ХХХ, за исключением 5052, который имеет низкое содержание магния.
Для соединения листа или плиты 5XXX с экструзионным сплавом 6XXX, таким как 6061-T6, рекомендуемыми присадочными сплавами являются 5356 или 5554. Хотя 4043 также можно использовать, он не распространен в производстве прицепов из-за его ограниченного применения. и что это может создать путаницу в магазине. Нет абсолютно никаких преимуществ в использовании более прочных наполнителей 5183 или 5556 в этом применении. Некоторые поставщики попытаются продать эти сплавы, но они не принесут никакой пользы, несмотря на более высокую стоимость.
View Lincoln Electric Алюминиевая сварочная проволока MIG и TIG
Правильное хранение сварочной проволоки
Храните алюминиевую сварочную проволоку в чистом и сухом месте, предпочтительно в оригинальной упаковке. . При таких условиях срок годности проволоки составляет несколько лет.
Присадочная проволока не должна намокать и должна храниться в условиях низкой относительной влажности. Проще всего это сделать – хранить провод в оригинальной упаковке в закрытом металлическом шкафу с подсветкой лампочкой на 60 ватт. Тепло лампы повысит температуру внутри шкафа примерно на 10 градусов по Фаренгейту, что снизит относительную влажность.
Проще всего это сделать – хранить провод в оригинальной упаковке в закрытом металлическом шкафу с подсветкой лампочкой на 60 ватт. Тепло лампы повысит температуру внутри шкафа примерно на 10 градусов по Фаренгейту, что снизит относительную влажность.
Частично использованные рулоны проволоки следует вернуть в их первоначальную упаковку и не оставлять открытыми на сварочном аппарате на ночь. В качестве альтернативы допустимо хранение катушки с проволокой в пластиковом чехле до тех пор, пока она не будет полностью использована.
Хранение проволоки в кондиционированном помещении может вызвать проблемы. Если провод, который является относительно холодным, сразу же открывается в жаркий и влажный день, возможно, что влажный воздух конденсируется на проводе.
Если провод должен храниться в кондиционируемом помещении, вынесите его в магазин нераспечатанным и оставьте до тех пор, пока он не нагреется.
Предварительный подогрев
Несмотря на широко распространенное мнение, все сварные швы алюминия, как GTAW, так и GMAW, не требуют предварительного нагрева. На самом деле предварительный нагрев редко требуется при использовании правильного оборудования. Более того, чрезмерный предварительный нагрев может серьезно ухудшить механические свойства.
На самом деле предварительный нагрев редко требуется при использовании правильного оборудования. Более того, чрезмерный предварительный нагрев может серьезно ухудшить механические свойства.
Последний этап термической обработки — старение — проводится при температуре от 325 до 400 градусов по Фаренгейту. Если вы предварительно нагреете обрабатываемые сплавы до температуры старения или выше, вы разрушите механические свойства сплава.
Это не означает, что любой предварительный нагрев плох. Например, допускается предварительный нагрев до 200 градусов по Фаренгейту для удаления влаги, если влажность очень высокая.
Надлежащая очистка деталей
Очистка алюминия перед сваркой состоит из двух отдельных операций.
- Все масла, смазки, охлаждающие жидкости для механической обработки или другие углеводороды, используемые в производстве, должны быть удалены. Эти углеводороды, если их не удалить, будут попадать в сварочную дугу и выделять газообразный водород, который вызывает пористость сварного шва.
 Удаление углеводородов можно осуществить одним из двух способов. Наиболее распространенным является протирание сварного шва чистой тряпкой, смоченной хорошим обезжиривающим растворителем, таким как ацетон, толуол, МЭК или очиститель карбюратора. Спирты не являются хорошими обезжиривателями и не должны использоваться для очистки алюминия. В качестве альтернативы, но реже, можно погрузить алюминий в емкость с мягким щелочным раствором, затем промыть и высушить 9.0030
Удаление углеводородов можно осуществить одним из двух способов. Наиболее распространенным является протирание сварного шва чистой тряпкой, смоченной хорошим обезжиривающим растворителем, таким как ацетон, толуол, МЭК или очиститель карбюратора. Спирты не являются хорошими обезжиривателями и не должны использоваться для очистки алюминия. В качестве альтернативы, но реже, можно погрузить алюминий в емкость с мягким щелочным раствором, затем промыть и высушить 9.0030 - Любые тяжелые оксиды должны быть удалены. Обычно это делается вручную или с помощью проволочной щетки из нержавеющей стали. В случаях, когда материалы хранились на открытом воздухе и в них образовался тяжелый серый оксид, может потребоваться удалить оксид с помощью шлифовального или шлифовального круга .
Правильное оборудование
Перед каждым использованием сварщики должны проверять свое сварочное оборудование, чтобы убедиться, что оно настроено для работы с алюминием. Это особенно необходимо, если оборудование используется для сварки различных материалов. Конкретно:
Это особенно необходимо, если оборудование используется для сварки различных материалов. Конкретно:
- Убедитесь, что тормоз катушки не установлен слишком туго. Чрезмерное натяжение вызовет проблемы с подачей проволоки. Тормоз должен быть достаточно тугим, чтобы он не вращался на выбеге при остановке троса
- Убедитесь, что приводные ролики соответствуют алюминию и диаметру. Использование приводных роликов с V-образными канавками, предназначенных для сварки стали с алюминием, приведет к деформации проволоки и затруднениям при подаче
- Устанавливайте натяжение настолько сильно, чтобы приводные ролики не скользили по проволоке. Чрезмерное натяжение приведет к деформации присадочной проволоки
- Убедитесь, что на месте установлены правильные пластиковые направляющие втулки на входе и выходе. Использование деталей, предназначенных для подачи стальной проволоки, вызовет проблемы с подачей
- Убедитесь, что вкладыш пистолета изготовлен из пластика, подходящего для алюминия.
 Использование спиральной стальной направляющей пистолета, обычно используемой для подачи стальной проволоки, снимает небольшую стружку с мягкой алюминиевой проволоки и приводит к засорению направляющей
Использование спиральной стальной направляющей пистолета, обычно используемой для подачи стальной проволоки, снимает небольшую стружку с мягкой алюминиевой проволоки и приводит к засорению направляющей - Убедитесь, что размер контактного наконечника соответствует размеру алюминиевого провода. Некоторые люди считают хорошей идеей использовать контактный наконечник увеличенного размера — например, 1/16-дюймовый контактный наконечник для подачи проволоки диаметром 3/64 дюйма. НЕ ДЕЛАЙ ЭТО. Наконечник должен быть такого размера, чтобы свободно пропускать провод, но в то же время достаточно плотным, чтобы обеспечить равномерный электрический контакт между контактным наконечником и проводом. Слишком большой контактный наконечник не обеспечит равномерной передачи тока, что приведет к чрезмерному количеству обратного прожига
Правильный расход защитного газа . Если используется газовая чаша или газовое сопло большого диаметра, скорость потока должна быть увеличена с этих значений.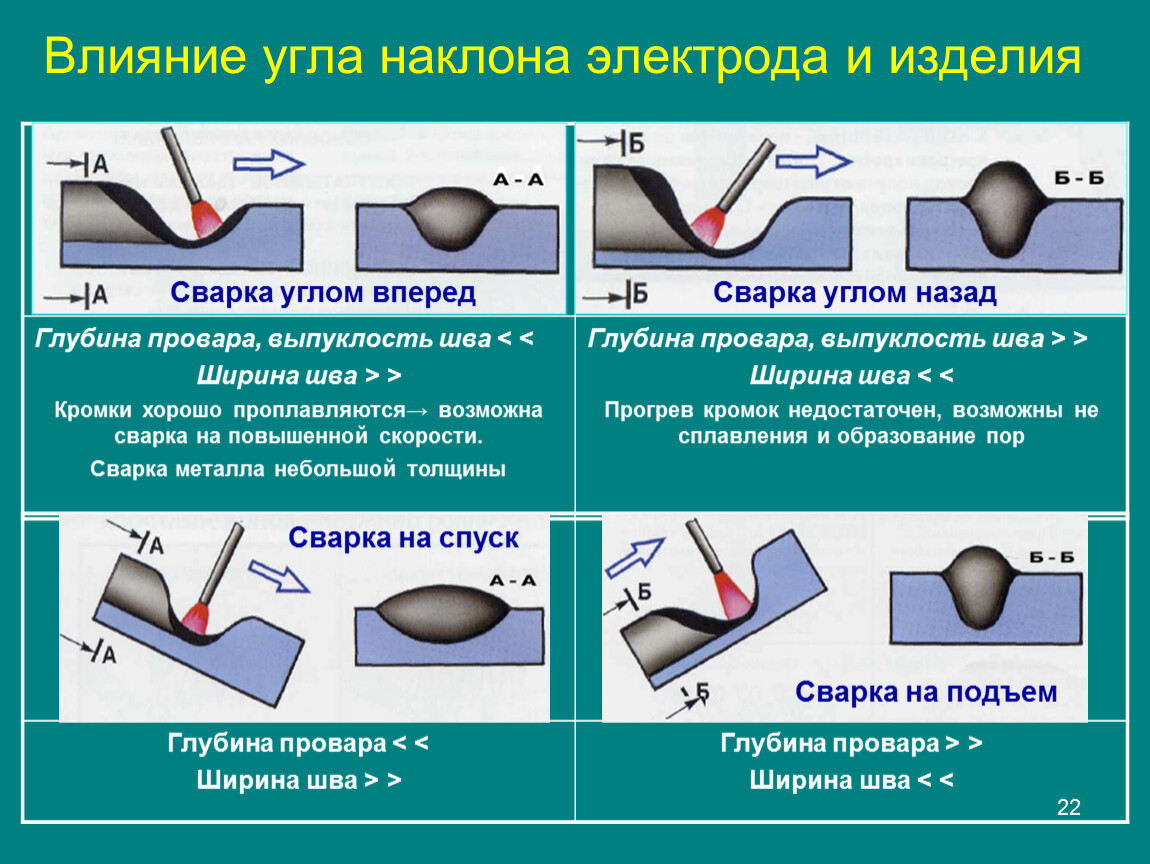
После очистки держите его в чистоте
После того, как отдельные детали будут очищены и собраны, приварите их немедленно или, по крайней мере, как можно быстрее. Грязь, масло, водяной пар и т. д. в условиях цеха могут осесть на подготовленный материал и загрязнить сварной шов.
Не оставляйте деталь незащищенной на ночь или на выходные после ее очистки, подгонки и сборки. Если деталь должна оставаться несваренной какое-то время, накройте сварной шов коричневой крафт-бумагой и закрепите его скотчем.
Переплетение и продольное колебание
В производстве прицепов очень часто сварщики используют встроенное переплетение или «перетасовку», хотя все согласны с тем, что переплетение из стороны в сторону поперек шва производит чрезмерное тепловложение и не должен использоваться. Эта техника хороша до тех пор, пока амплитуда перетасовки не слишком велика.
Цель перетасовки — придать сварному шву вид стопки десятицентовиков.