
Основы электростатики и трибостатики.Порошковая окраска
Феномен электростатики в порошковой окраске
Введение в процесс порошкового окрашиванияРазвитие окраски порошковой краской
Обратная ионизация, качество верхнего слоя и эффективность трансфера
Порошковая окраска.Эффект клетки Фарадея
Обратная ионизация и повторная окраска деталей
Автоматическое управление током при нанесении порошковой краски
Порошковая окраска.Устройство для сбора свободных ионов
Нанесение порошковой краски.Выводы
Сравнение трибо- и электростатики
Вопросы и ответы, касающиеся выбора правильного порошкового распылителя (пистолета) для покраски.
Трибо- или коронного типа
| Вопрос | Пистолет коронного типа | Трибо — пистолет | Какой тип предпочтительнее |
| Метод зарядки | Вырабатывает свободные ионы, которые формируют заряженную деталь с частицей порошка (ионизация). | Фрикционная зарядка путем контакта с одиночными частицами PTFE ( политетрафторэтилен) (механическая зарядка). | Трибо, так как по причине отсутствия свободных ионов дает результат более поздней/низкой ионизации. |
| Стоимость оборудования и его комплектация | Генератор высокого напряжения и предохранительные устройства. | Только немного более высокое сопротивление воздуха. | Трибо, так как не требует затрат на генератор высокого напряжения и систему. |
| Эффективность зарядки | Используется только 10% от ионного потока, или порошкового заряда. | Ток вырабатывается только перемещением порошковых частиц. Меньше ток при более высокой зарядке. | Трибо, так как обеспечивает более эффективную зарядку. |
| Выпуск порошка на один пистолет | До 20 кг/ч. | Минимум 12 кг/ч даже при высокой эффективности зарядки. | Корона, если необходимы большие объемы выпуска; Трибо, если необходима высокая эффективность трансфера. |
| Производительность, м2/час | От 50 до 100 м2/ч.. | Приблизительно на 20% меньше. | Корона для продуктов с большими поверхностями; Трибо для более сложных продуктов, так как доступно более плотное подвешивание. |
| Качество порошка | Зарядка не зависит от качественных характеристик порошка. | ПТФЭ требует определенных качественных характеристик. Все порошки, доступные в качестве Трибо (в основном комбинированные порошки). | |
| Оболочка | Поддерживается электрическим полем. | Ограничена пространственным зарядом. | Корона, но в зависимости от геометрии детали; Трибо, так как возможно управление. |
| Проникновение в труднодоступные места | Эффект клетки Фарадея, вскоре начинается обратная ионизация. | Незначительные проблемы. | Трибо, по причине слабого электрического поля и возможности уменьшить расстояние до продукта. |
| Эффект рамки | Линии электрического поля входят в углы заземленного продукта, что приводит к большему оседанию порошка на границах (кромках). | Сравнительно более низкое оседание порошка. | Трибо, так как образование «рамок» не столь значительно, а распределение порошка в целом лучше. |
| Структура порошкового слоя | Электрическое поле образует более длинные порошковые частицы в слое. | Частицы нуждаются в максимально сильном зеркальном отражении, чешуйчатое нарастание слоя. | Корона, если необходима структура; Трибо, так как обеспечивает более плотный слой при более низкой пористости |
| Опасность запыления порошкового слоя (пыль извне) | Частицы пыли заряжаются свободными ионами и притягиваются к продукту силой электричества. | Практически нет свободных ионов, какая – либо зарядка частиц пыли маловероятна. | Трибо, так как исключено притягивание пыли силой электричества. |
| Расстояние от пистолета до продукта | Минимальное расстояние, требуемое согласно высокому напряжению. Зависит от тока: эмпирическое правило: 4 кВ на см расстояния. | Без ограничений. Регулируется для каждого продукта. | Трибо, так как возможны короткие расстояния без проблем обратной ионизации. Легкость в обращении. |
| Расстояние между балками | Благодаря расстоянию до пистолета для хорошей оболочки требуется минимальное расстояние до балок. Смысл в том, что расстояние должно выравнивать высоту (толщину) продукта для двусторонней окраски. | Очень плотное подвешивание из-за короткого расстояния до пистолета. Приблизительно на 30% больше продуктов на балке. | Трибо, так как обладает большей продуктивностью. |
| Требования к заземлению | Безопасный стандарт – 1 MOhm, совпадение строго необходимо. | Теоретически сопротивление при этом же уровне безопасности может быть 102 выше. | Трибо, так как при плохом заземлении более слабый ток заряжает продукт гораздо медленнее. |
| Мониторинг функционирования пистолета | Возможен мониторинг силы тока и напряжения. | Возможен мониторинг тока зарядки (эффективности зарядки). | |
| Какой из пистолетов пригоден для поправок в автоматических линиях | Подходит только для автоматических систем коронного типа, не пригоден для автоматических трибо – систем. | Подходит для обоих типов систем (должен применяться ПТАЭ соответствующего типа, для систем коронного типа доступна отрицательная зарядка!). | Трибо, так как дает лучшие результаты окраски для труднодоступных участков. |
| Проблемы психологического характера | Высокое напряжение всегда считается опасным, что может привести к ощущению незащищенности. | Фрикционная зарядка не предполагает какой – либо опасности. | Трибо, так как проще и безопаснее в обращении и технически требует гораздо более слабого тока. |
Таблица была переведена из статьи независимого специалиста проф, дн. В Клебера «Электростатика», Дрезден, Германия.
Заземление: порошковое окрашивание — Aluminium Guide
Электростатика порошкового окрашивания
Порошковое покрытие
Порошковое окрашивание – это метод нанесения электрически заряженной порошковой краски на заземленное металлическое изделие, например, алюминиевый профиль. Порошок электростатически притягивается к изделию и оседает тонким слоем на его поверхности.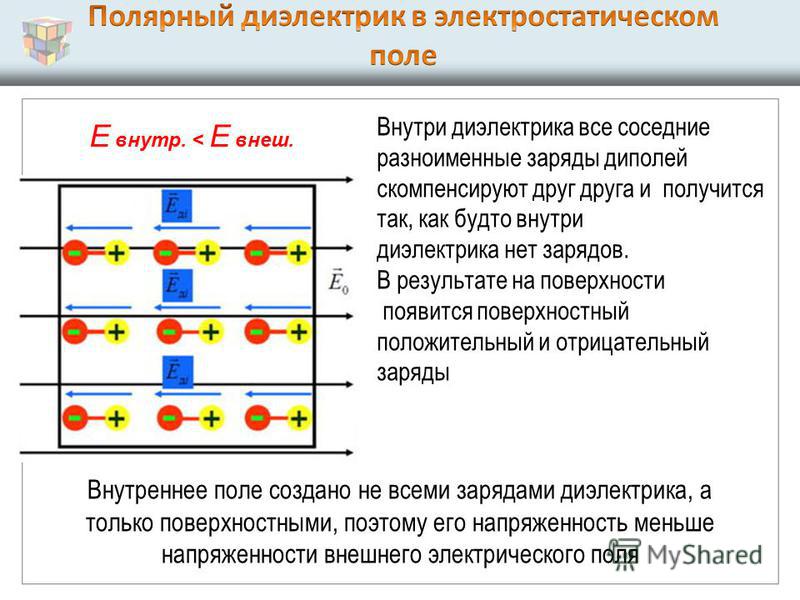 Затем изделие вместе с нанесенным слоем порошка помещают в печь, где этот порошок «запекается» в прочное и долговечное покрытие.
Затем изделие вместе с нанесенным слоем порошка помещают в печь, где этот порошок «запекается» в прочное и долговечное покрытие.
Зарядка порошка
В большинстве систем электростатического окрашивания зарядка частиц порошка производится с помощью коронного разряда (рисунок 1). Взвешенный порошок подается сжатым воздухом на выход из напылительного пистолета. Здесь находится так называемый зарядный электрод, который находится под высоким (до 100 киловольт) электрическим напряжением, обычно отрицательным. На острие этого электрода создается область с большим количеством отрицательных свободных ионов – коронный разряд или «корона». Частицы порошка проходят через эту область, захватывают эти свободные отрицательные ионы и получают за счет этого отрицательный заряд. Силы электрического поля и поток сжатого воздуха толкают эти заряженные частицы порошка в направлении заземленного изделия.
Рисунок 1 – Принцип электростатического напыления порошка методом “корона” [1]
Большинство материалов, применяемых для порошковых покрытий, являются сильными диэлектриками. Когда такая заряженная частица порошка подходит к металлической поверхности, например, алюминиевого профиля, она индуцирует в металле заряд такой же величины, но противоположной полярности (рисунок 2) [2].
Когда такая заряженная частица порошка подходит к металлической поверхности, например, алюминиевого профиля, она индуцирует в металле заряд такой же величины, но противоположной полярности (рисунок 2) [2].
Рисунок 2 – Зеркальный заряд [2]
Это происходит потому, что под действием отрицательного заряда частиц порошка электроны проводимости внутри металлического изделия отталкиваются от его поверхности и уходят по электрической цепи заземления в землю. Вблизи поверхности изделия образуется область с избыточным положительным зарядом, равным по величине отрицательному заряду частиц порошка.
Зеркальный заряд и заземление
Этот положительный заряд называют «зеркальным зарядом». Эти два заряда равной величины и противоположной полярности располагаются один напротив другого по обе стороны металлической, например, алюминиевой, поверхности. Они притягивают друг друга и удерживают частицу порошка на металлической поверхности [2].
Для быстрого образования зеркального заряда свободные электроны должны быстро и свободно “выталкиваться” из изделия в землю. Именно поэтому хорошее заземление так важно для электростатического порошкового окрашивания.
Именно поэтому хорошее заземление так важно для электростатического порошкового окрашивания.
Что такое хорошее заземление?
Проблемы плохого заземления
Немалая доля проблем, которые возникают на линии порошкового окрашивания, происходят из-за недостаточного заземления окрашиваемого изделия или полного его отсутствия. К таким проблемам относятся, в том числе, следующие [3]:
- Неоднородность покрытия от изделия к изделию, от подвески к подвеске, от смены к смене
- Чрезмерный расход краски или колебание ее расхода
- Чрезмерное налипание краски на оборудование
- Необходимость постоянной корректировки технологических параметров линии окрашивания.
Как заземление влияет на качество
Когда окрашиваемое изделие, которое входит в камеру электростатического напыления порошка, имеет недостаточное заземление, то возникают следующие характерные явления [3]:
- Изделие не способно эффективно притягивать заряженные частицы порошка, в результате чего слой краски получается слишком тонким.
- Изделие становится своего рода конденсатором, который накапливает отрицательный заряд. Поэтому изделие начинает отталкивать заряженные частицы порошка. Заряд, который содержится в изделии, может вызвать электрический разряд, что при некоторых условиях может привести к возгоранию.
- Заряженный порошок будет искать ближайшие заземленные объекты и притягиваться к ним (стенки камеры напыления, оборудование и пол).
Причины недостаточного заземления
Поиск возможных причин плохого заземления окрашиваемых изделий заключается в ответах на следующие вопросы [3]:
- Имеет ли конвейерная система надежное заземлением при прохождении через камеру электростатического напыления?
- Применяется ли периодический контроль заземления изделий перед их входом в камеру электростатического напыления?
- Применяется ли токопроводящая смазка для смазывания роликов конвейера? Находятся ли ролики конвейера в контакте с направляющим рельсом при прохождении через камеру электростатического напыления?
- Как часто чистят элементы цепи конвейера (встроенные чистящие щетки, периодическая чистка, замена)?
- Защищены ли точки контакта подвесок и крюков от налипания краски? Какой метод применяется для чистки контактов подвесок и крюков, а также подвесок в целом?
Безопасное заземление
Одной из важных функций заземления является обеспечение безопасности, в том числе, пожарной. Так, например, инструкция Американской Национальной противопожарной ассоциации (NFPA) устанавливает, что окрашиваемое изделие при подключении на землю должно иметь электрическое сопротивление не более 1 МОм. Один «мегаом» равняется миллиону «омов», что является немалым количеством электрического сопротивления. Это требование исходит из условий безопасности, чтобы надежно обеспечивать отсутствие источников воспламенения для распыленного (атомизированного) порошка [4].
Так, например, инструкция Американской Национальной противопожарной ассоциации (NFPA) устанавливает, что окрашиваемое изделие при подключении на землю должно иметь электрическое сопротивление не более 1 МОм. Один «мегаом» равняется миллиону «омов», что является немалым количеством электрического сопротивления. Это требование исходит из условий безопасности, чтобы надежно обеспечивать отсутствие источников воспламенения для распыленного (атомизированного) порошка [4].
Неокрашенные металлические изделия, в том числе, алюминиевые профили, чистые крюки и подвески, чистый конвейер имеют малое электрическое сопротивление, так все они являются хорошими проводниками. То, что портит этот идеальный путь электрического заряда от детали к заземлению – это:
- налипание краски на точки контакта изделия, подвески и конвейера;
- загрязнение роликов, цепей, шарниров и соединений конвейера.
Все эти точки контакта вместе и должны быть способны обеспечивать электрическое соединение изделия с землей при сопротивлении не более 1 МОм.
Проверка заземления
Мегаомметр для измерения заземления
Прибором, который применяют для измерения непрерывности электрической цепи до изделия до заземления, является омметр, который имеет мегаомную шкалу. Этот прибор может быть обычным вольт-омметром или мегаомметром (мегометром). Для измерения электрического сопротивления электрических цепей обычный вольт-омметр применяет источник питания низкого напряжения (около 9 вольт). Этого прибора вполне достаточно для проверки обычной электрической цепи, однако он не годится для проверки заземления системы порошкового окрашивания [4].
Мегаомметр первоначально был разработан для проверки обмотки электродвигателй и изоляции проводов. Этот прибор лучше подходит для контроля заземления системы порошкового окрашивания, так как его источник питания обычно дает напряжение 250, 500 или 1000 вольт. Это более высокое напряжение обеспечивает необходимую силу тока, которая требуется для измерения сопротивления цепи до заземления в системах порошкового окрашивании [4].
Перед тем, как применять этот мегаомметр, необходимо внимательно прочитать инструкцию по его эксплуатации и строго ей следовать, что бы избежать удара электрическим током, а также обеспечить получение правильных результатов измерения электрического сопротивления. Для проверки заземление во всей системе порошкового окрашивания обычно применяют два достаточно длинных медных провода и два зажима типа «крокодил».
Как проверяют заземление
В первую очередь, важно проверить заземление здания, чтобы убедиться, что вы имеете нормальную цепь заземления. Чтобы проверить точку подсоединения к заземлению, нужно соединить один провод со стержнем заземления, а другой провод к вашей точке подсоединения к заземлению. Этой точкой подсоединения к заземлению может быть, например, опорная стальная конструкция конвейера или любое металлическое устройство, которое соединено с землей.
Чтобы проверить сопротивление заземления подсоединяют один тестовый провод к проверенному заземлению здания, а другой – к изделию, установленному на подвеске системы порошкового окрашивания (рисунок 3а). С точки зрения безопасности это показание сопротивления заземления должно быть не более 1,0 МОм. Это сопротивление заземления, которое включает всю цепь: изделие, подвески, шарниры и все компоненты конвейера.
С точки зрения безопасности это показание сопротивления заземления должно быть не более 1,0 МОм. Это сопротивление заземления, которое включает всю цепь: изделие, подвески, шарниры и все компоненты конвейера.
Если сопротивление заземления превышает 1,0 МОм, то нужно перенести тестовый провод от изделия и подсоединить его к следующему элементу этой «электрической цепи» – контакт подвески (рисунок 3б).
Если показание прибора будет все еще выше 1,0 МОм, то нужно продолжать тестировать каждую следующую точку контакта этой цепи – кронштейны, ролики, цепи, направляющие и т. п., пока не будет получен положительный результат измерения сопротивления заземления (рисунок 3в).
а
б
в
Рисунок 3 – Замеры электрического сопротивления заземления:
а – на изделии, б – на подвеске, в – на конвейере
Выполняя последовательно эти действия, можно точно определить, где пропадает заземление, и какая часть системы порошкового окрашивания требует чистки и технического обслуживания.
Технологическое заземление
Наиболее важная технологическая проблема, которая возникает при плохом заземлении – это неравномерная или недостаточная толщина порошкового покрытия. Кроме того, при плохом заземлении слой краски на различных изделиях подвески будет различаться, а участки поверхности с клетками Фарадея становится еще труднее покрыть краской. Кроме того, кромки профилей также могут иметь проблемы с покрытием.
Другой проблемой плохого заземления является низкая эффективность первичного осаждения порошка на изделие. Поскольку порошок «не хочет» притягиваться к изделию с достаточно высокой скоростью, то количество порошка, который не смог осесть на изделие и вернулся на рекуперацию, будет значительно выше, чем в случае, когда обеспечивается хорошее заземление.
Какое же сопротивление заземления является оптимальным с точки зрения технологии? Инструкция компании Nordson [5] устанавливает требования для сопротивления заземления для систем порошкового окрашивания с учетом условий не только безопасности, но и технологичности (рисунок 4) [5, 6]:
- Применяемый прибор: мегаомметр (мегометр) на 500 В или 1000 В.

- Периодичность контроля: ежедневно.
- Требуемые показания:
– Идеально: 0 Ом
– Приемлемо: от 200 до 300 Ом
– Необходимы корректирующие действия: ≥ 1,0 МОм.
Рисунок 4 – Контрольное измерение сопротивления заземления
системы порошкового окрашивания [5]
Таким образом:
- оптимальными показаниями сопротивления заземления с точки зрения эффективности технологии является интервал от 0 до 300 Ом;
- предельно допустимым с точки зрения безопасности является показание сопротивления заземления 1,0 МОм.
Как поддерживать надежное заземление?
- Неокрашенные металлические изделия, например, алюминиевые профили, являются естественным образом токопроводящими.
- Наиболее частой причиной плохого заземления являются загрязненные контакты подвесок. Вся подвеска в целом может быть окрашена, но точки контакта (с обоих концов профиля) должны быть достаточно чистыми, чтобы проводить электричество для обеспечения заземления.

- Компоненты конвейера, через которые проходит цепь заземления, также требует регулярной чистки. Загрязненные рычаги, ролики, цепи, направляющие и т. п. могут быть причиной недостаточного заземления окрашиваемого изделия.
Источники:
- Application Variables for Powder Coating Systems / Ken Kreeger – Nordson Corporation – 1994
- Electrostatic Phenomena in Powder Coating / S. Guskov – Nordson Corporation – 2017
- Electrostatics: Better Understanding for Better Results /John Tomaro -Nordson Corporation – 2004
- Finding Solid Ground / N. Liberto – Powder Coating, September 2011
- Electrostatic System Installation, Checks, and Troubleshooting. Customer Product Manual – Nordson Corporation – 2003
- https://www.powdercoatguide.com/2012/12/7-grounding.html
См. также Контроль качества порошковых красок: показатели, методы, стандарты – Руководство
Выбор пистолета для порошковой окраски
Если вы только начинаете работать с продуктами для порошковой окраски, одним из ключевых первоначальных вложений в оборудование будет пистолет для порошковой окраски. Дополнительное обычное оборудование, о котором мы расскажем в следующих постах, включает порошковую камеру и любое оборудование для восстановления порошкового покрытия (если вы планируете наносить больший объем порошкового покрытия). В этой статье будут рассмотрены два наиболее распространенных типа пистолетов для порошковой окраски, преимущества и недостатки каждого из них.
Дополнительное обычное оборудование, о котором мы расскажем в следующих постах, включает порошковую камеру и любое оборудование для восстановления порошкового покрытия (если вы планируете наносить больший объем порошкового покрытия). В этой статье будут рассмотрены два наиболее распространенных типа пистолетов для порошковой окраски, преимущества и недостатки каждого из них.
Порошковое покрытие Corona Style
Порошковые окрасочные пистолеты Corona заряжают порошковое покрытие, когда порошок выходит из сопла и проходит через электрическое поле, создаваемое электродом, являющимся частью коронирующего пистолета для порошкового покрытия. Заряд (обычно отрицательный) притягивается к заземленному изделию, что позволяет порошку прилипать к поверхности изделия.
Основные преимущества порошковой окраски Corona Style
У пистолета для порошковой окраски Corona нет частей, которые подвергаются воздействию порошка, кроме порошкового сопла. Пороховой пистолет Corona без изнашиваемых деталей прослужит дольше. Порошковый пистолет типа Corona также совместим с широким спектром порошков, включая порошковые покрытия с эффектом.
Порошковый пистолет типа Corona также совместим с широким спектром порошков, включая порошковые покрытия с эффектом.
Основные ограничения пистолетов для порошковой окраски Corona
Основным ограничением для пистолетов для порошковой окраски Corona является то, что они могут иметь проблемы с эффектом клетки в течение дня. На практике это означает, что пистолет для нанесения порошкового покрытия Corona не всегда будет хорошо работать на поверхностях продуктов, имеющих много утопленных углов и подобных проблем. Хотя есть способы уменьшить эти проблемы, такие как использование высококачественного порошкового покрытия, которое хорошо удерживает электростатический заряд от порошкового пистолета, часто, если вы не получаете желаемого покрытия с помощью пистолета для порошкового покрытия в стиле короны, вы можете рассмотреть трибо. стиль.
Пистолеты для порошковой окраски Tribo Style
Пистолеты для порошковой окраски Tribo используются реже, чем Corona Style. Это связано с целым рядом факторов. Пистолет для порошковой окраски Tribo отличается от пистолета для порошковой окраски коронным разрядом, поскольку при трении пистолета об изолятор или проводник внутри пистолета для порошковой окраски создается заряд. Чаще всего это положительный заряд, поскольку компонент трибопушки обычно удаляет электроны, которые быстро разряжаются через пушку.
Это связано с целым рядом факторов. Пистолет для порошковой окраски Tribo отличается от пистолета для порошковой окраски коронным разрядом, поскольку при трении пистолета об изолятор или проводник внутри пистолета для порошковой окраски создается заряд. Чаще всего это положительный заряд, поскольку компонент трибопушки обычно удаляет электроны, которые быстро разряжаются через пушку.
Основные преимущества трибо пистолетов для порошковой окраски
Трибо пистолет для порошковой окраски заряжает порошок, удаляя электроны, создавая положительно заряженный порошок. С пистолетом в стиле трибо нет фактического электростатического поля, что уменьшает проблемы с эффектом клетки. Это позволяет пистолету для порошковой окраски Tribo наносить более тонкие слои и в углублениях с большей легкостью, чем пистолет для порошковой окраски с коронным разрядом. Если ваша цель имеет много утопленных областей, ребер или подобных структур, трибо пистолет для порошковой окраски может быть идеальным решением для ваших потребностей в порошке. Кроме того, пистолеты для порошковой окраски Tribo могут наносить более толстые порошковые покрытия, они также имеют тенденцию обеспечивать более гладкую поверхность, особенно при более толстых слоях. Эффективность трибопистолетов при нанесении более толстых слоев обусловлена тем, что порошок не проходит через заряженное поле, что обеспечивает уникальные характеристики, позволяющие лучше наносить более толстые слои покрытия.
Кроме того, пистолеты для порошковой окраски Tribo могут наносить более толстые порошковые покрытия, они также имеют тенденцию обеспечивать более гладкую поверхность, особенно при более толстых слоях. Эффективность трибопистолетов при нанесении более толстых слоев обусловлена тем, что порошок не проходит через заряженное поле, что обеспечивает уникальные характеристики, позволяющие лучше наносить более толстые слои покрытия.
Основные недостатки трибо пистолетов для порошковой окраски
Трибо пистолет для порошковой окраски имеет несколько недостатков. Во-первых, из-за движения порошка по зарядному проводнику или изолятору эти компоненты могут изнашиваться, что приводит к более частому выходу оборудования из строя. Кроме того, пороховой пистолет типа Tribo не наносит порошковое покрытие так же быстро, как пороховой пистолет типа Corona. Более медленное производство трибопорохового пистолета связано с тем, что порох должен оставаться в пистолете в течение достаточного периода времени, чтобы обеспечить обмен электронами, который при больших объемах пороха (более высокая производительность) порох будет быстро перемещаться через пушки и не обеспечивают достаточного времени для обмена электронами. Этот более низкий выход порошка также может означать, что потребуется больше трибо пистолетов для порошкового покрытия по сравнению с порошковыми пистолетами типа Corona в порошковой линии для покрытия того же объема или продуктов из-за более низкой производительности трибо пистолетов. Наконец, поскольку пистолеты для порошковой окраски Tribo полагаются на передачу электроники, они имеют больше ограничений на типы порошкового покрытия, которые они могут эффективно наносить.
Этот более низкий выход порошка также может означать, что потребуется больше трибо пистолетов для порошкового покрытия по сравнению с порошковыми пистолетами типа Corona в порошковой линии для покрытия того же объема или продуктов из-за более низкой производительности трибо пистолетов. Наконец, поскольку пистолеты для порошковой окраски Tribo полагаются на передачу электроники, они имеют больше ограничений на типы порошкового покрытия, которые они могут эффективно наносить.
Подводя итоги
- Если вы окрашиваете сложные детали с большим количеством углов, углублений или подобных ситуаций, вам может подойти трибо (при условии, что ваш порошок будет работать с трибо пистолетом)
- Если вам нужна гладкая поверхность и более толстые слои порошкового покрытия, лучшим решением для вас может стать пистолет для порошковой окраски Tribo
- Для большинства применений с порошковыми красками и для более высоких производственных мощностей более распространенным выбором будут пистолеты для порошковой окраски коронным разрядом
Различия между Tribo и Corona в порошковой окраске
Автор: doPowder | от 10 августа 2017 г.
При оценке пистолетов двух типов для конкретного применения необходимо учитывать некоторые основные моменты. Различия между трибо- и корона-пистолетами изложены следующим образом.
Эффект клетки Фарадава:
Вероятно, наиболее распространенной причиной выбора трибопистолетов для применения является способность трибопистолета покрывать изделия с высокой степенью эффекта клетки Фарадея. (См. диаграмму № 4.) Примеры этого зоны — углы коробов, ребра радиаторов и опорные швы на стеллажах. В этих случаях порошок притягивается к плоским участкам изделия и вытесняется из углов и швов за счет электростатического отталкивания одноименно заряженных частиц на участке или интенсивных воздушных потоков. Трибопистолеты хорошо подходят для этого применения, поскольку между пистолетом и продуктом не создается ионное поле. Именно ионное поле увеличивает электростатическое отталкивание. Этот эффект можно уменьшить в коронных пушках, если использовать пушку при более низком выходном напряжении. Это удаляет одну переменную из приложения и становится проблемой воздушного потока
Это удаляет одну переменную из приложения и становится проблемой воздушного потока
Выход порошка:
Выход порошка пистолета определяет количество порошка, которое потенциально может быть нанесено на продукт. Пистолеты Corona могут работать как с низким, так и с высоким расходом пороха благодаря постоянной возможности зарядки. Трибопистолеты обычно должны работать с меньшим выходом порошка из-за ограничений потока. Ограничение потока является результатом проталкивания порошка через несколько трубок, использования воздуха для вращения порошка вокруг внутренней трубки или наличия ямок, препятствующих потоку порошка через трубку. При работе трибопистолета с малым расходом порошка частицы порошка имеют больше возможностей удариться о стенки пистолета и зарядиться. При большом выходе порошка частицы порошка движутся через пистолет с более высокой скоростью, но ограничение потока ограничивает выход порошка.
Скорость конвейера:
Скорость конвейера также играет роль различия между двумя типами пистолетов. Трибопистолетам часто требуется больше пистолетов для нанесения того же количества покрытия, что и коронным пистолетам, особенно при высоких скоростях линии. Пистолеты Corona позволяют наносить покрытие на изделия на низких и высоких скоростях конвейера. Поскольку трибопистолеты работают с меньшей производительностью порошка, для нанесения покрытия той же толщины требуется больше пистолетов.
Трибопистолетам часто требуется больше пистолетов для нанесения того же количества покрытия, что и коронным пистолетам, особенно при высоких скоростях линии. Пистолеты Corona позволяют наносить покрытие на изделия на низких и высоких скоростях конвейера. Поскольку трибопистолеты работают с меньшей производительностью порошка, для нанесения покрытия той же толщины требуется больше пистолетов.
Типы пороха:
Тип пороха, необходимого для применения, зависит от типа используемого пистолета. Большинство порохов были разработаны для работы с коронными пистолетами. Это особенно важно для операций, требующих частой смены цвета порошков различных типов. Однако трибопистолеты очень зависят от типа используемого пороха, потому что он должен быть способен к переносу электронов между разнородными материалами для эффективного заряда, что ограничивает использование трибо для конкретных приложений, в которых используются только порошки, предназначенные для трибозарядки
Качество порошковой отделки :
Качество порошковой отделки каждого типа пистолета также различно. Пистолеты Corona очень успешны в получении однородной пленки, особенно при тонкой толщине пленки. В то время как другие параметры, такие как условия окружающей среды в помещении, скорость конвейера и выход порошка, изменяются, коронные пистолеты способны очень последовательно вносить коррективы в соответствии с потребностями в покрытии. Тем не менее, коронные пистолеты могут создавать очень сильное зарядное поле, которое фактически ограничивает количество порошка, которое можно нанести, и обеспечивает гладкую поверхность. Явление, называемое обратной ионизацией, происходит, когда порошок, скапливающийся на изделии, рассеивает свой заряд через аккумулированный порошок. В результате получается то, что выглядит как небольшой кратер на отвержденном покрытии.
Пистолеты Corona очень успешны в получении однородной пленки, особенно при тонкой толщине пленки. В то время как другие параметры, такие как условия окружающей среды в помещении, скорость конвейера и выход порошка, изменяются, коронные пистолеты способны очень последовательно вносить коррективы в соответствии с потребностями в покрытии. Тем не менее, коронные пистолеты могут создавать очень сильное зарядное поле, которое фактически ограничивает количество порошка, которое можно нанести, и обеспечивает гладкую поверхность. Явление, называемое обратной ионизацией, происходит, когда порошок, скапливающийся на изделии, рассеивает свой заряд через аккумулированный порошок. В результате получается то, что выглядит как небольшой кратер на отвержденном покрытии.
Кроме того, при большой толщине порошка возникает волнообразный вид, считающийся «апельсиновой коркой». Эти условия обычно возникают только при шероховатости 3 мил и более. Трибопистолеты не так подвержены обратной ионизации и апельсиновой корке, потому что частицы порошка заряжены и электростатическое поле не создается.