
Аргоновая сварка на переменном токе
Аргоновая сварка на переменном токе используется в основном для сварки алюминия и его сплавов. Свариваемость алюминия и его сплавов в первую очередь определяется возможностью получения металла шва без трещин и пор при высоких механических свойствах и коррозионной стойкости сварных соединений. Кроме того, свариваемость алюминия и его сплавов характеризуется некоторыми затруднениями получения хорошего сплавления и плотного металла шва без шлаковых включений в связи с образованием в процессе сварки на поверхности металла шва пленки окиси алюминия и наличием ее на поверхности свариваемого металла. Пленка имеет более высокую температуру плавления (2050º), чем алюминий (658º), и больший удельный вес (3,9), чем алюминий(2,7). При сварке алюминия и его сплавов необходимо учитывать высокую теплопроводность их (у алюминия в три раза больше, чем у железа), что вызывает быстрый отвод тепла от места сварки. Высокая теплопроводность и большая скрытая теплота плавления требует при сварке алюминия применения больших мощностей дуги.
Алюминий и легкие алюминиевые и магниевые сплавы являются ныне главной областью применения аргоновой сварки,здесь она вытесняет все другие способы сварки, особенно в производстве ответственных конструкций, например в самолетостроении. Для сварки алюминиевых и магниевых сплавов на постоянном токе необходимо пользоваться обратной полярностью в дуге, давая плюс на вольфрамовый электрод, но при этом дуга горит очень неустойчиво, наблюдается недостаточное расплавление основного металла и значительный расход дорогого вольфрама. Поэтому практически обычно не применяют сварку постоянным током обратной полярности, а пользуются переменным током обычной частоты(50пер⁄сек). За полупериод, когда на вольфраме плюс происходит очистка поверхности металла, а за следующий полупериод, когда на вольфраме минус, происходит усиление расплавления основного металла и ослабление нагрева вольфрамового электрода.
Опыт показывает, что на переменном токе происходит достаточная очистка поверхности металла, и сварка алюминия, алюминиевых и магниевых сплавов может производится без флюсов. Дуга с вольфрамовым электродом вследствие резкого различия в свойствах электродов обладает значительным выпрямляющим действием, и кривая точки несимметрична. В полупериоде, когда на вольфраме минус, ток больше, а когда на вольфраме плюс, ток меньше. Лучшие результаты дает симметричный переменный ток с постоянной составляющей.
Дуга с вольфрамовым электродом вследствие резкого различия в свойствах электродов обладает значительным выпрямляющим действием, и кривая точки несимметрична. В полупериоде, когда на вольфраме минус, ток больше, а когда на вольфраме плюс, ток меньше. Лучшие результаты дает симметричный переменный ток с постоянной составляющей.
Улучшение формы кривой переменного тока может быть достигнуто различными способами: повышением напряжения сварочного трансформатора до 120-180В, применением балластных реостатов, включаемых последовательно с дугой, последовательным включением в сварочную цепь источника постоянного тока. Для облегчения зажигания и повышения устойчивости дуги, как правило, применяются высокочастотные осцилляторы.
Режимы и производительность аргоновой сварки на переменном токе примерно те же, что и на постоянном токе, допустимая максимальная сила сварочного тока для вольфрамового электрода несколько меньше и может определяться для горелок без водяного охлаждения по формуле:
I=60×d, где d – диаметр вольфрамового электрода
Диаметр присадочного прутка, подаваемого в дугу, может определятся, как и при других способах сварки, по формуле:
d=S/2+1, где d – диаметр прутка; S – толщина металла в мм.
Вольфрамовым электродом может производится соединение точками или электрозаклепками со сквозным проплавлением верхнего присоединяемого элемента. Для этой цели применяются полуавтоматы-пистолеты, сходные по устройству с пистолетами для приварки шпилек.
Состав электрода
| Тип вольфрама | Применение |
| Чистый вольфрам (не менее 99%) WP(зеленый)
| Электроды обеспечивают хорошую устойчивость дуги при сварке на переменном токе, сбалансированном или несбалансированном, с непрерывной высокочастотной стабилизацией(осциллятором) |
| 0,8%оксид циркония WZ-8(белый) | Предпочтительно для сварки на переменном токе, когда не допускается даже минимальное загрязнение сварочной ванны.Электроды дают высокую стабилизацию дуги. |
| 1,5%лантан WL-20, WL-15(синий/зеленый) | Для низких значений переменного(AC) и постоянного(DC) тока. |
| 2% оксид церия WC-20(серый) | Для переменного(AC) и постоянного(DC) тока. |
Выбор размера электрода
| ∅ электрода,мм | Св.ток,А |
| 0,25 | до 20 |
| 0,50 | 15 – 30 |
| 1,0 | 20 – 80 |
| 1,6 | 50 -150 |
| 2,4 | 135 – 235 |
| 3,2 | 225 – 360 |
| 4,0 | 300 – 450 |
| 4,8 | 400 – 500 |
| 6,4 | 600 – 800 |
Краткая характеристика основных видов сварки
На чтение: 3 минРубрика: Технологии
Данные таблицы взяты из книги «Каракозов Э.С. Справочник молодого электросварщика». Помимо этого в книге ты сможешь найти множество полезной информации по выбору режимов сварки, технологии, материалов и т. д.
д.
Определение видов сварки
Основы
НаплавкаНанесение с помощью сварки на поверхность изделия слоя металла
Сварка плавлениемСварка изделия посредством местного расплавления соединяемых изделий
Дуговая сваркаСварка плавлением, при которой местное расплавление осуществляется с помощью дуги
Виды сварки
Дуговая сварка в защитном газе
Дуговая сварка. Дуга горит в столбе защитного газа
Сварка под флюсом
Дуговая сварка. Дуга горит под слоем защитного флюса
Дуговая сварка НЕплавящимся электродом
Сварка дугой неплавящимся электродом. Например, вольфрамовым электродом
Сварка открытой дугой
Дуговая сварка плавящимся электродом без защитного газа или флюса. Зона души доступна наблюдению
Дуговая сварка плавящимся электродом
Сварка дугой с помощью электрода. Электрод является присадочным металлом
Сварка наклонным электродомДуговая сварка. Неподвижный плавящийся электрод располагается наклонно вдоль линии сварки. Дуга самостоятельно перемещается по мере расплавления электрода с помощью пружины или силы тяжести
Неподвижный плавящийся электрод располагается наклонно вдоль линии сварки. Дуга самостоятельно перемещается по мере расплавления электрода с помощью пружины или силы тяжести
Дуговая сварка. Неподвижный плавящийся электрод укладывается вдоль линии сварки. Дуга самостоятельно перемещается по мере расплавления электрода
Ручная дуговая сваркаДуговая сварка. Подача плавящегося электрода в зону сварки и перемещение электрода осуществляется сварщиком
Аргонодуговая сварка
Дуговая сварка. Дуга горит в газовом столбе аргона (защитном газе)
Механизированная (полуавтоматическая) дуговая сварка
Дуговая сварка. Подача плавящегося электрода в зону сварки и перемещение электрода осуществляется сварщикомДуговая сварка. Механизирована подача плавящегося электрода в зону сварки. Перемещение электрода осуществляется сварщиком
Сварка в углекислом газеДуговая сварка. Дуга горит в газовом столбе углекислого газа (защитном газе)
Дуга горит в газовом столбе углекислого газа (защитном газе)
Автоматическая дуговая сварка
Дуговая сварка. Подача плавящегося электрода и перемещение механизированы
Читать Как варить аргоновой сваркой или 6 советов по сварке TIG
Двухдуговая сварка
Автоматическая дуговая сварка двумя дугами. Для создания дуг используется два независимых источника питания
Многодуговая сварка
Автоматическая дуговая сварка дугами. Для создания дуг используются независимые источники питания
Двухэлектродная сварка
Автоматическая дуговая сварка двумя электродами. При этом используется один источник питания
Подводная сварка
Дуговая сварка изделия под водой
Плазменная сварка
Сварка осуществляется сжатой дугой
Электрошлаковая сварка
Сварка плавлением. Нагрев металла осуществляется теплом, которое выделяется при прохождении электрического тока через расплавленный шлак
Газовая сварка
Сварка плавлением. Нагрев металла осуществляется теплом, которое выделяется при сжигании горючего газа и кислорода. Для смешения газов используется газовая горелка
Нагрев металла осуществляется теплом, которое выделяется при сжигании горючего газа и кислорода. Для смешения газов используется газовая горелка
Термитная сварка
Сварка, в которой нагрев металла осуществляется теплом, которое выделяется при сжигании термита
Контактная сварка
Сварка давлением. Нагрев осуществляется с помощью электрического тока, проходящего через находящиеся в контакте соединяемые части
Стыковая контактная сварка
Контактная сварка. Нагрев осуществляется с помощью электрического тока, проходящего через находящиеся в контакте соединяемые части
Рейтинг
( Пока оценок нет )
Поделиться
Общие процессы дуговой сварки | EDT Судебная инженерия и консалтинг
Сварка — это производственный процесс, при котором две или более деталей сплавляются друг с другом с помощью тепла, давления или того и другого, образуя соединение по мере охлаждения деталей. Хотя можно сваривать материалы, отличные от металла (например, пластмассы), этот процесс чаще всего связан с соединением металлических деталей. Дуговая сварка — это форма сварки, при которой электрическая дуга используется для выработки тепла, необходимого для нагревания свариваемых материалов до их точки плавления и соединения — в большинстве случаев с добавлением присадочного материала, имеющего свойства, сравнимые со свойствами соединяемых материалов (стальные присадочные материалы). используются для соединения стальных изделий, алюминиевый наполнитель для алюминия и т. д.). Для целей этого обсуждения мы собираемся сосредоточиться на дуговой сварке металлов и процессах, наиболее часто используемых для создания предметов, с которыми мы сталкиваемся ежедневно.
Дуговая сварка — это форма сварки, при которой электрическая дуга используется для выработки тепла, необходимого для нагревания свариваемых материалов до их точки плавления и соединения — в большинстве случаев с добавлением присадочного материала, имеющего свойства, сравнимые со свойствами соединяемых материалов (стальные присадочные материалы). используются для соединения стальных изделий, алюминиевый наполнитель для алюминия и т. д.). Для целей этого обсуждения мы собираемся сосредоточиться на дуговой сварке металлов и процессах, наиболее часто используемых для создания предметов, с которыми мы сталкиваемся ежедневно.
Американское общество сварщиков (AWS) имеет стандартные сокращения и определения для многих сварочных процессов. Однако у этих процессов есть более распространенные полевые или промышленные названия, которые мы также будем использовать в этом обсуждении. Ниже приведены процессы сварки, которые мы рассмотрим:
Обозначение Американского общества сварщиков (AWS) Общепринятое или промышленное название (я)
GMAW (дуговая сварка металлическим газом) = сварка MIG (металл в инертном газе)
GTAW (дуговая сварка вольфрамовым электродом) = Сварка TIG (вольфрам в среде инертного газа)
SMAW (дуговая сварка защищенным металлом) = дуговая сварка или сварка электродом
Процесс сварки MIG:
Сварка MIG (сокращение от Metal Inert Gas) является одним из наиболее распространенных сварочных процессов, используемых сегодня, MIG используется в различных областях. Проще говоря, сварка МИГ характеризуется подачей проволочного электрода под напряжением в «лужу» расплавленного металла, образующую сварной шов. Чистота этой лужи/стыка расплавленного металла поддерживается путем окружения ее инертным (нереактивным) «защитным» газом, чаще всего двуокисью углерода, аргоном или их смесью. Присутствие этого защитного газа предотвращает реакцию расплавленного металла и наполнителя с кислородом, влагой и другими реактивными переносимыми по воздуху загрязнителями (и загрязнение ими). Процесс MIG можно адаптировать для использования с тонкими или толстыми металлами, изменяя напряжение дуги и скорость, с которой проволока подается в сварочную ванну. Нетрудно найти примеры изделий, сваренных методом MIG, в нашей повседневной жизни. MIG часто используется в автомобилестроении для соединения компонентов рамы автомобиля, выхлопных труб, каркасов сидений, преобразователей крутящего момента и других различных компонентов. Сварку MIG также можно найти на оборудовании игровых площадок, поручнях, велосипедах и других устройствах, где секции стальных труб соединяются вместе.
Проще говоря, сварка МИГ характеризуется подачей проволочного электрода под напряжением в «лужу» расплавленного металла, образующую сварной шов. Чистота этой лужи/стыка расплавленного металла поддерживается путем окружения ее инертным (нереактивным) «защитным» газом, чаще всего двуокисью углерода, аргоном или их смесью. Присутствие этого защитного газа предотвращает реакцию расплавленного металла и наполнителя с кислородом, влагой и другими реактивными переносимыми по воздуху загрязнителями (и загрязнение ими). Процесс MIG можно адаптировать для использования с тонкими или толстыми металлами, изменяя напряжение дуги и скорость, с которой проволока подается в сварочную ванну. Нетрудно найти примеры изделий, сваренных методом MIG, в нашей повседневной жизни. MIG часто используется в автомобилестроении для соединения компонентов рамы автомобиля, выхлопных труб, каркасов сидений, преобразователей крутящего момента и других различных компонентов. Сварку MIG также можно найти на оборудовании игровых площадок, поручнях, велосипедах и других устройствах, где секции стальных труб соединяются вместе.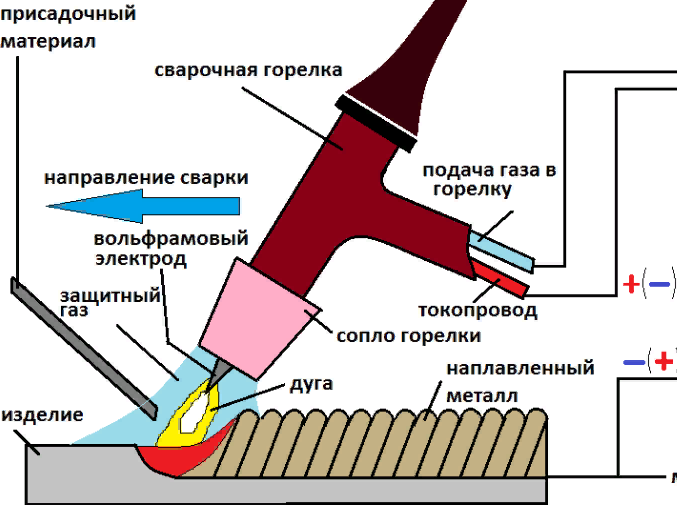
Сварка MIG на стали:
Сварка MIG также подходит для использования на изделиях, изготовленных из алюминия, таких как алюминиевые лодки, прицепы и других различных устройствах. В то время как для сварки MIG стали часто используются большие катушки проволоки весом 10-30 фунтов, алюминиевой проволоке не хватает жесткости стальной проволоки. Таким образом, алюминиевую проволоку нельзя протолкнуть от источника сварочного тока (там, где обычно находится катушка) к рабочей зоне без изгиба или защемления до того, как она достигнет сварочной горелки. Из-за этого сварщики алюминия часто используют шпульный пистолет, сварочную горелку/наконечник, в котором небольшие (обычно 1 фунт) катушки с проволокой размещаются в насадке, а не в источнике сварочного тока (также известном как сварочный аппарат), требуя, чтобы проволока проталкивать только на несколько дюймов, а не на несколько футов, как обычно, от катушки до сварочной ванны. Для крупносерийного производства, где использование алюминиевых катушек меньшего размера нецелесообразно, используется система «тяни-толкай», в которой используется сварочная горелка с моторизованным механизмом подачи, который протягивает проволоку через провод сварочной горелки и подает проволоку из сварщик (аппарат/источник энергии, а не человек) к сварочной ванне. В целом, сварка MIG предпочтительна из-за высокой производительности и простоты использования. Что касается ограничений сварки MIG, то тот факт, что она использует защитный газ, делает ее уязвимой к загрязнению сварного шва в ветреной среде, когда защитный газ может быть унесен ветром из сварочной ванны, что приведет к образованию пористых, загрязненных сварных швов. которые могут не соответствовать требованиям их предполагаемого применения. Принимая во внимание это ограничение процесса, процесс сварки MIG хорошо подходит для использования в заводских/производственных сварочных условиях, где климатические условия более или менее контролируются.
В целом, сварка MIG предпочтительна из-за высокой производительности и простоты использования. Что касается ограничений сварки MIG, то тот факт, что она использует защитный газ, делает ее уязвимой к загрязнению сварного шва в ветреной среде, когда защитный газ может быть унесен ветром из сварочной ванны, что приведет к образованию пористых, загрязненных сварных швов. которые могут не соответствовать требованиям их предполагаемого применения. Принимая во внимание это ограничение процесса, процесс сварки MIG хорошо подходит для использования в заводских/производственных сварочных условиях, где климатические условия более или менее контролируются.
Процесс дуговой сварки
Самым старым и наиболее распространенным процессом дуговой сварки является «стержневая» сварка, также называемая SMAW (сокращение от «дуговая сварка с защитным металлом»). В этом процессе используется металлический сварочный электрод с флюсовым покрытием, также известный как сварочная «палка» или стержень. Флюсовое покрытие сварочного стержня служит защитным газом, используемым в процессе сварки MIG, защищая сварной шов от загрязнения. Флюсовые покрытия также могут влиять на скорость охлаждения сварочной ванны, тем самым влияя на окончательную прочность сварного шва. Состав флюсового покрытия также может влиять на пригодность сварочного электрода для использования в различных положениях (потолочном, вертикальном и т. д.). Несмотря на то, что он служит аналогичной цели защиты/экранирования сварного шва, флюс не рассеивается, как защитный газ для процесса MIG. Вместо этого флюс часто оставляет корку или «шлак» на сварном шве, который необходимо сколоть, чтобы открыть сварной шов.
Флюсовое покрытие сварочного стержня служит защитным газом, используемым в процессе сварки MIG, защищая сварной шов от загрязнения. Флюсовые покрытия также могут влиять на скорость охлаждения сварочной ванны, тем самым влияя на окончательную прочность сварного шва. Состав флюсового покрытия также может влиять на пригодность сварочного электрода для использования в различных положениях (потолочном, вертикальном и т. д.). Несмотря на то, что он служит аналогичной цели защиты/экранирования сварного шва, флюс не рассеивается, как защитный газ для процесса MIG. Вместо этого флюс часто оставляет корку или «шлак» на сварном шве, который необходимо сколоть, чтобы открыть сварной шов.
Внешний вид сварного шва, отслоение шлака
Сварной шов, отколотый шлак
В дополнение к образованию шлака на сварных швах, этот процесс также имеет тенденцию к образованию большего количества дыма/дыма и брызг (разбрызгивания материала), чем процесс MIG, что делает его несколько менее желательным для использования внутри помещений — при этом стабильность процесса SMAW делает его отличным выбором для сварки на открытом воздухе, например, для сварки конструкционной стали, а также для ремонта в полевых условиях сельскохозяйственного, строительного, горнодобывающего и погрузочно-разгрузочного оборудования.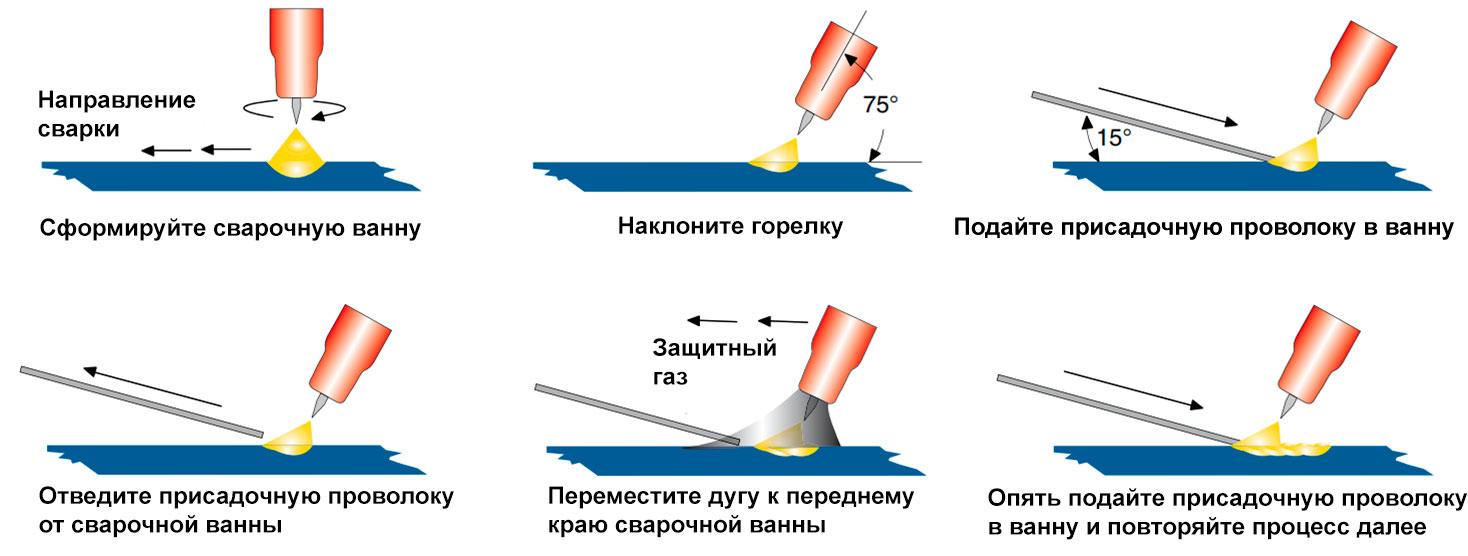 . Сварочные электроды (или «стержни», как их обычно называют) для процесса SMAW доступны в различных составах, что делает их подходящими для конкретных задач. Для этого процесса после того, как электрическая дуга установится или «зажжется» (считается, что процесс напоминает зажигание спички), сварочный электрод вручную подается в сварочную ванну сварщиком (человеком, а не машиной/источником питания). . Это отличается от сварки MIG, где скорость подачи проволоки/электрода предварительно устанавливается до начала сварки в соответствии с потребностями формируемого соединения. Подобно сварке MIG, где диаметр проволоки/электрода может варьироваться в соответствии с потребностями конкретного соединения, при сварке электродами для этой цели используются электроды разного диаметра. Что касается настройки процесса TIG/SMAW для различной толщины металла, электрический ток изменяется (увеличивается для более толстых металлов/более крупных электродов), а не изменяется напряжение, как при сварке MIG.
. Сварочные электроды (или «стержни», как их обычно называют) для процесса SMAW доступны в различных составах, что делает их подходящими для конкретных задач. Для этого процесса после того, как электрическая дуга установится или «зажжется» (считается, что процесс напоминает зажигание спички), сварочный электрод вручную подается в сварочную ванну сварщиком (человеком, а не машиной/источником питания). . Это отличается от сварки MIG, где скорость подачи проволоки/электрода предварительно устанавливается до начала сварки в соответствии с потребностями формируемого соединения. Подобно сварке MIG, где диаметр проволоки/электрода может варьироваться в соответствии с потребностями конкретного соединения, при сварке электродами для этой цели используются электроды разного диаметра. Что касается настройки процесса TIG/SMAW для различной толщины металла, электрический ток изменяется (увеличивается для более толстых металлов/более крупных электродов), а не изменяется напряжение, как при сварке MIG. В этом случае источники питания для сварки MIG нельзя легко заменить источниками питания, используемыми для сварки электродами. Как правило, процесс сварки SMAW/Stick сварки предпочтительнее при сварке в ветреную погоду или на открытом воздухе, а также в других местах, где нецелесообразно перемещать сварочный аппарат MIG к месту, где завершается сварка. Помимо работы в ветреную погоду, сварку электродом можно выполнять и под водой. Еще одна желательная черта дуговой сварки — простота оборудования. По сравнению со сварочным аппаратом MIG, для которого требуются механизмы для управления подачей проволоки и защитного газа, а также источник питания для создания дуги, сварочному аппарату для дуговой сварки требуется только источник питания. В этом случае первоначальная стоимость оборудования, как правило, ниже. В то время как сварка MIG обычно происходит в пределах нескольких футов от сварочного аппарата/источника питания, нередко сварка электродом выполняется на расстоянии 50-100 футов от источника питания.
В этом случае источники питания для сварки MIG нельзя легко заменить источниками питания, используемыми для сварки электродами. Как правило, процесс сварки SMAW/Stick сварки предпочтительнее при сварке в ветреную погоду или на открытом воздухе, а также в других местах, где нецелесообразно перемещать сварочный аппарат MIG к месту, где завершается сварка. Помимо работы в ветреную погоду, сварку электродом можно выполнять и под водой. Еще одна желательная черта дуговой сварки — простота оборудования. По сравнению со сварочным аппаратом MIG, для которого требуются механизмы для управления подачей проволоки и защитного газа, а также источник питания для создания дуги, сварочному аппарату для дуговой сварки требуется только источник питания. В этом случае первоначальная стоимость оборудования, как правило, ниже. В то время как сварка MIG обычно происходит в пределах нескольких футов от сварочного аппарата/источника питания, нередко сварка электродом выполняется на расстоянии 50-100 футов от источника питания. Это особенно полезно при работе со стальными конструкциями, когда сварщик (человек) должен перемещаться между различными и часто возвышенными местами, где было бы нецелесообразно перемещать оборудование для сварки MIG из одного места в другое. Хотя это может быть не самый предпочтительный способ для некоторых применений, сварка электродами существует уже очень давно и, вероятно, останется наиболее распространенным типом сварки, учитывая низкую стоимость и универсальность процесса.
Это особенно полезно при работе со стальными конструкциями, когда сварщик (человек) должен перемещаться между различными и часто возвышенными местами, где было бы нецелесообразно перемещать оборудование для сварки MIG из одного места в другое. Хотя это может быть не самый предпочтительный способ для некоторых применений, сварка электродами существует уже очень давно и, вероятно, останется наиболее распространенным типом сварки, учитывая низкую стоимость и универсальность процесса.
Процесс сварки ВИГ
Еще одним процессом дуговой сварки, часто используемым для соединения металлических компонентов, является процесс ВИГ (вольфрам в инертном газе). В то время как в этом процессе используются источники питания, аналогичные тем, которые используются для сварки электродом, в TIG также используется защитный газ, как и при сварке MIG. Чистый аргон является наиболее распространенным защитным газом для процесса TIG, а гелий обычно используется в тех случаях, когда требуется дополнительное проплавление сварного шва. В то время как сварочное оборудование MIG контролирует подачу защитного газа и присадочного металла в сварочную ванну, сварка TIG полагается на то, что оператор контролирует подачу присадочного металла (прутка, часто диаметром от 1/16 до 1/8 дюйма) в сварочную ванну. сварочной ванны, управляя горелкой другой рукой и во многих случаях используя одну ногу для запуска/остановки дуги и регулировки сварочного тока. Процесс TIG аналогичен газовой сварке, когда кислородно-ацетиленовая горелка нагревает область сварки, образуя ванну (расплавленную область) одной рукой, а другой подает присадочный стержень. Тем не менее, TIG использует электрическую дугу, проходящую между вольфрамовым электродом и заготовкой, для выработки тепла, необходимого для образования сварочной ванны, а не пламени или дуги с меньшими ограничениями, и, как таковая, способна обеспечить очень точный и локальный нагрев сварного шва. материалы. В этом случае TIG создает меньшую ЗТВ (зону термического влияния) по сравнению с другими процессами сварки, тем самым сводя к минимуму неблагоприятное воздействие на свариваемые материалы.
В то время как сварочное оборудование MIG контролирует подачу защитного газа и присадочного металла в сварочную ванну, сварка TIG полагается на то, что оператор контролирует подачу присадочного металла (прутка, часто диаметром от 1/16 до 1/8 дюйма) в сварочную ванну. сварочной ванны, управляя горелкой другой рукой и во многих случаях используя одну ногу для запуска/остановки дуги и регулировки сварочного тока. Процесс TIG аналогичен газовой сварке, когда кислородно-ацетиленовая горелка нагревает область сварки, образуя ванну (расплавленную область) одной рукой, а другой подает присадочный стержень. Тем не менее, TIG использует электрическую дугу, проходящую между вольфрамовым электродом и заготовкой, для выработки тепла, необходимого для образования сварочной ванны, а не пламени или дуги с меньшими ограничениями, и, как таковая, способна обеспечить очень точный и локальный нагрев сварного шва. материалы. В этом случае TIG создает меньшую ЗТВ (зону термического влияния) по сравнению с другими процессами сварки, тем самым сводя к минимуму неблагоприятное воздействие на свариваемые материалы. Еще одна область, в которой процесс TIG отличается от сварки MIG и дуговой сварки, касается управления током дуги. Хотя для завершения сварки TIG можно использовать фиксированный ток, сварщик TIG (аппарат) часто использует ножную педаль, которая позволяет сварщику (человеку) увеличивать и уменьшать ток в соответствии с потребностями сварки. сварной шов. Используя защитный газ и стабильную и точную дугу, процесс TIG обеспечивает чистое сварное соединение без брызг и шлака. При выполнении квалифицированным сварщиком процесс TIG позволяет получить очень эстетичное сварное соединение по сравнению с другими процессами.
Еще одна область, в которой процесс TIG отличается от сварки MIG и дуговой сварки, касается управления током дуги. Хотя для завершения сварки TIG можно использовать фиксированный ток, сварщик TIG (аппарат) часто использует ножную педаль, которая позволяет сварщику (человеку) увеличивать и уменьшать ток в соответствии с потребностями сварки. сварной шов. Используя защитный газ и стабильную и точную дугу, процесс TIG обеспечивает чистое сварное соединение без брызг и шлака. При выполнении квалифицированным сварщиком процесс TIG позволяет получить очень эстетичное сварное соединение по сравнению с другими процессами.
Сварное соединение ВИГ – сталь
Сварное соединение ВИГ – алюминий
Таким образом, процесс ВИГ сложен в освоении, он требует использования хорошо очищенных и плотно подогнанных материалов, а также намного медленнее, чем другие популярные процессы сварки . Таким образом, использование сварки TIG для соединения изделий также обходится дороже, чем альтернативные процессы — в этом случае сварка TIG зарезервирована для критических применений, когда другие процессы не подходят, или для тех, где конечный пользователь готов платить дополнительно за более высокое качество. визуально привлекательный конечный продукт.
визуально привлекательный конечный продукт.
Хотя мы обсудили здесь несколько распространенных процессов дуговой сварки, мир сварки огромен и состоит из множества инновационных и увлекательных процессов соединения материалов. Процессы, которые мы здесь обсуждали, используются многими и доступны для всех, от любителей до высококвалифицированных мастеров. Независимо от того, какой процесс дуговой сварки выбран для данного применения, все вышеизложенное подвержено влиянию большого количества переменных. Таким образом, недостатки сварки и отказы могут принимать различные формы: некоторые из них легко заметить, в то время как другие менее заметны и требуют использования более продвинутых методов. Это то, что мы с нетерпением ждем, чтобы обсудить более подробно в следующем посте.
Об авторе
Chris S. Spies, P.E. работает инженером-консультантом в нашем офисе в Канзас-Сити, штат Миссури. Г-н Спайс предоставляет консультационные услуги в области анализа систем транспортных средств, анализа отказов механических систем и компонентов, а также анализа отказов промышленного/коммерческого оборудования. Вы можете связаться с Крисом по вопросам, связанным с судебной экспертизой, по адресу [email protected] или (913) 859-9580
Вы можете связаться с Крисом по вопросам, связанным с судебной экспертизой, по адресу [email protected] или (913) 859-9580
. Узнайте о том, как EDT Forensic Engineering & Consulting подходит к причине повреждения и судебно-медицинской экспертизе, назначив файл сегодня.
Теги:
- Судебная экспертиза
- инженер-механик
- Автомобилестроение
Что такое аргонная сварка? Использование и процесс
22 апреля 2023 г. 22 апреля 2023 г. | 14:38
Аргонная сварка — это разновидность дуговой сварки металлическим электродом в среде защитного газа, при которой для создания прочных и надежных сварных швов используется энергия аргона. Он используется в различных отраслях промышленности, в том числе в автомобильной, аэрокосмической и обрабатывающей промышленности. В этом сообщении блога мы рассмотрим использование аргонной сварки и процесс, связанный с аргонной сваркой.
Что такое аргонная сварка?
Аргонная сварка — это процесс, в котором для создания сварных швов используется смесь газообразного аргона и либо электрического тока, либо присадочного материала. Этот процесс обеспечивает высококачественные сварные швы с меньшим искажением, чем другие методы, такие как сварка электродами. Он также требует меньшего подвода тепла, чем другие виды сварки, что делает его идеальным для более тонких и чувствительных к теплу материалов.
Аргонная сварка Использование
Аргонная сварка используется во многих отраслях промышленности благодаря своей универсальности и прочности. В автомобильной промышленности он часто используется для соединения тонких листов без деформации или деформации. В аэрокосмической промышленности он обычно используется для создания высокопрочных соединений алюминиевых сплавов для деталей самолетов. А в обрабатывающей промышленности его можно использовать как для легких операций, таких как соединение двух алюминиевых деталей, так и для тяжелых работ, таких как создание высокопрочных соединений на стальных компонентах.
Процесс аргонной сварки
- Процесс аргонной сварки начинается с подготовки соединения путем очистки от любого мусора или загрязнений с участка поверхности, где будет производиться сварка.
- Следующий шаг включает настройку оборудования, включая регулятор инертного газа и расходомер, для использования с аргоном.
- После выполнения этих шагов можно приступать к сварке! Для этого вам нужно будет отрегулировать параметры силы тока в соответствии с толщиной вашего материала и настроить присадочный стержень в соответствии с желаемой формой.
- Наконец, вы зажжете дугу с помощью ручной горелки или пулемета, в зависимости от ваших потребностей, и сделаете сварные швы соответствующим образом!
Аргонная сварка — невероятно универсальный вид сварки, который можно использовать как для легких, так и для тяжелых условий эксплуатации! Его способность производить прочные сварные швы с небольшим искажением делает его идеальным для многих различных отраслей промышленности — от автомобильной до аэрокосмической — где требуется точность при соединении двух материалов.