
Что такое хонингование двигателя и зачем его проводить? — Иксора
Что такое хонингование двигателя и зачем его проводить?
Цель процедуры хонингования – избавиться от шероховатости стенок цилиндров, что позволит поршневым кольцам и самим поршням работать наиболее эффективно, а двигателю – продлить свой ресурс после ремонта.
Цилиндры двигателя во время работы автомобиля подвержены сильному износу и со временем начинают терять свою форму, на стенках образуются шероховатости, царапины и задиры, которые со временем приводят к необходимости проведения капремонта движка. В таких случаях специалисты СТО прибегают к хонингованию двигателя, которое позволяет не только вернуть изначальную форму цилиндрам, но и максимально эффективно отполировать стенки цилиндров.
Существует ряд аналогичных процедур, например, полировка и притирка, однако хонингование обладает целым рядом преимуществ. Особенность хонингования заключается в образовании сетки на стенках цилиндра, которая позволяет удерживать масло, снижая трение деталей, и, как следствие и износ.
Как выполняется хонингование?
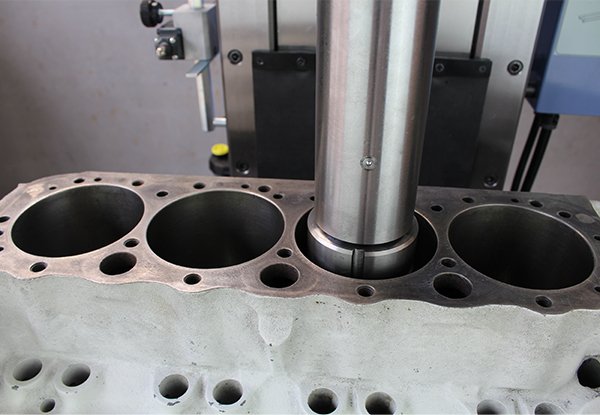
Стандартная процедура хонингования мотора включает два этапа — грубая обработка цилиндров крупным абразивом и финальная обработка мелкозернистым абразивом. Именно второй этап позволяет добиться превосходного эффекта обработки.
В качестве абразивов используются керамические и алмазные бруски, последние применяется наиболее часто за счет своей эффективности, долговечности и экономической практичности.
Не все мастера СТО в процессе ремонта двигателя прибегают процедуре хонингования, ограничиваясь простой полировкой. Это не самый эффективный метод, который не только снижает ресурс работы мотора, но и довольно быстро может привести к повторному ремонту. Поэтому, при необходимости проведения капремонта двигателя и ремонта цилиндров, рекомендуем всегда проводить хонингование.
Купить все необходимые запчасти можно в магазинах IXORA. Консультацию в выборе товара всегда дадут наши менеджеры.
| Производитель | Номер детали | |
|---|---|---|
| LAVR | LN2001 | Промывка инжекторных систем с раскоксовывающим эффектом 1L |
| LAVR | LN2502 | Раскоксовывание двигателя LAVR ML-202 ANTI COKS комплект 0,185L |
| LAVR | LN2504 | Раскоксовывание двигателя LAVR ML-202 ANTI COKS комплект 0,33L |
| LAVR | LN2505 | Набор раскоксовывание LAVR ML-202 промывка двигателя 0,185L 0,33L |
| LAVR | LN2007 | Промывка инжекторных систем LAVR ML101 EURO INJECT |
| AUTOWELT | RS54030 | Кольца поршневые FORD MAZDA 2. 0 2.3 16V CJBA LF L3… 1 цил. 0 2.3 16V CJBA LF L3… 1 цил. |
| AUTOWELT | RS54020 | Кольца поршневые FORD MAZDA 1.8 16V CGBA L8… 1 цил. 83.00M |
| MAHLE | 03319N0 | Кольца поршневые AUDI A3, VW GO |
| MAHLE | 01568N0 | Кольца поршневые комплект 3 шт. |
| TP | 33937STD | Кольца поршневые, стандартный размер |
* Применяемость деталей конкретно для Вашего автомобиля уточняйте у менеджеров по телефону: 8 800 555-43-85 (звонок по России бесплатный).
Полезная информация:
- Признаки неисправности поршневых колец
- Причины нестабильной работы двигателя на холостом ходу
- Как отрегулировать клапана двигателя своими руками
Получить профессиональную консультацию при подборе товара можно, позвонив по телефону 8 800 555-43-85 (звонок по России бесплатный).
Нужна помощь в подборе запчастей?
Нужна помощь в выборе запчасти? У вас есть вопросы о покупке? Наши сотрудники помогут вам.
Хонингование цилиндров в Ярославле: заказать механическую обработку металлов недорого
Наша компания осуществляет услугу хонингования цилиндров, гидроцилиндров, труб и цилиндров ДВС. Цены на услугу хонингованигования вы можете узнать унаших менеджеров.
Такое название имеет окончательная обработка поверхности мотора, служит завершающей операцией также при его капитальном ремонте. Выполняют её с целью уменьшения шероховатости поверхностей стенок цилиндров, чтобы повысить качество приработки поршневых колец, приработки самим поршней. Метод хонингования может значительно увеличить период службы подвергшегося ремонту двигателя. В процессе пользования двигатель изнашивается и теряет созданную первоначально форму. Относится это в основном к цилиндрам двигателя. Бывшие круглыми изначально, они со временем обретают овальную форму — так называемый эффект конусности. Задиры и царапины так же образуются на стенках цилиндров двигателя. Здесь востребован капитальный ремонт двигателя.
Задиры и царапины так же образуются на стенках цилиндров двигателя. Здесь востребован капитальный ремонт двигателя.
Чтобы сохранить ранее созданную нормативную форму цилиндров двигателя, вернуть оптимальную шероховатость, производят хонингование, которое обладает большей точностью и эффективностью в сравнении с ранее применявшимися операциями по доводке: полировка, притирка. После проведения хонингования за счёт быстрой приработки элементов двигателя повышается компрессия в цилиндрах, увеличивается срок эксплуатации до следующего капитального его ремонта, понижается расход моторного масла, прорыв газов в картер также уменьшается.
При такой обработке происходит образование на цилиндрах особой сетчатой структуры, заметной лишь при самом ближайшем рассмотрении. В неё попадает и удерживается больше масла, требуется это для увеличения смазки трущихся деталей.
Технология процесса
На первом этапе ведут черновую обработку всех цилиндров, здесь применяют только крупный абразив. Финишную обработку ведут на следующем этапе работ — применяя мелкозернистый абразив. Абразивами в процессе работ служат алмазные и керамические бруски. В качестве доводки иногда последним этапом проводят финишную чистку деталей абразивной пастой. Позволяет такое действие удалить все острые углы, зачистить впадины, оставшиеся после обработки. Так достигается значительная гладкость поверхностей цилиндров двигателя.
Финишную обработку ведут на следующем этапе работ — применяя мелкозернистый абразив. Абразивами в процессе работ служат алмазные и керамические бруски. В качестве доводки иногда последним этапом проводят финишную чистку деталей абразивной пастой. Позволяет такое действие удалить все острые углы, зачистить впадины, оставшиеся после обработки. Так достигается значительная гладкость поверхностей цилиндров двигателя.
По завершении процесса требуется тщательно вымыть двигатель. Таким образом будут удалены металлические стружки, смыты остатки полировочных паст.
Преимущества
Преимущества применения:
- Не остаётся рваных, острых кромок на деталях конструкции двигателя после обработки;
- Отсутствуют деформированные участки;
- Восстанавливается глубина и ширина, которые должны быть однородными;
- Обеспечивает поршневым кольцам должное хорошее прилегание;
- Уменьшается износ двигателя;
- Предотвращается сухое трение пар;
- Упорядоченная шероховатость позволяет снизить износ деталей.

К самостоятельному ведению обработки цилиндров стоит прибегать лишь тогда, когда нет возможности провести станочную обработку. Проведённая своими руками процедура не позволяет создать правильную упорядоченную шероховатость. Здесь важны амплитуда движения дрели, характер движений, обязательно усилие нажима камней, производимое на стенки цилиндра, гильзы. Довести форму до идеала также трудно.
ДО процесса
После процесса хонингования
Недорогое качественное хонингование для небольшой мастерской
Мы с сыном руководим небольшой мастерской
по ремонту двигателей и изготовлению машин на заказ в сельской местности
Миссури. Мы стараемся все время работать как можно лучше.
Независимо от того, восстанавливаем ли мы двигатель Ford 8N или 427 Corvette,
мы одинаково тщательно выполняем эту работу. Когда наши клиенты
забирают свои детали, они уверены, что работа была
выполнена правильно.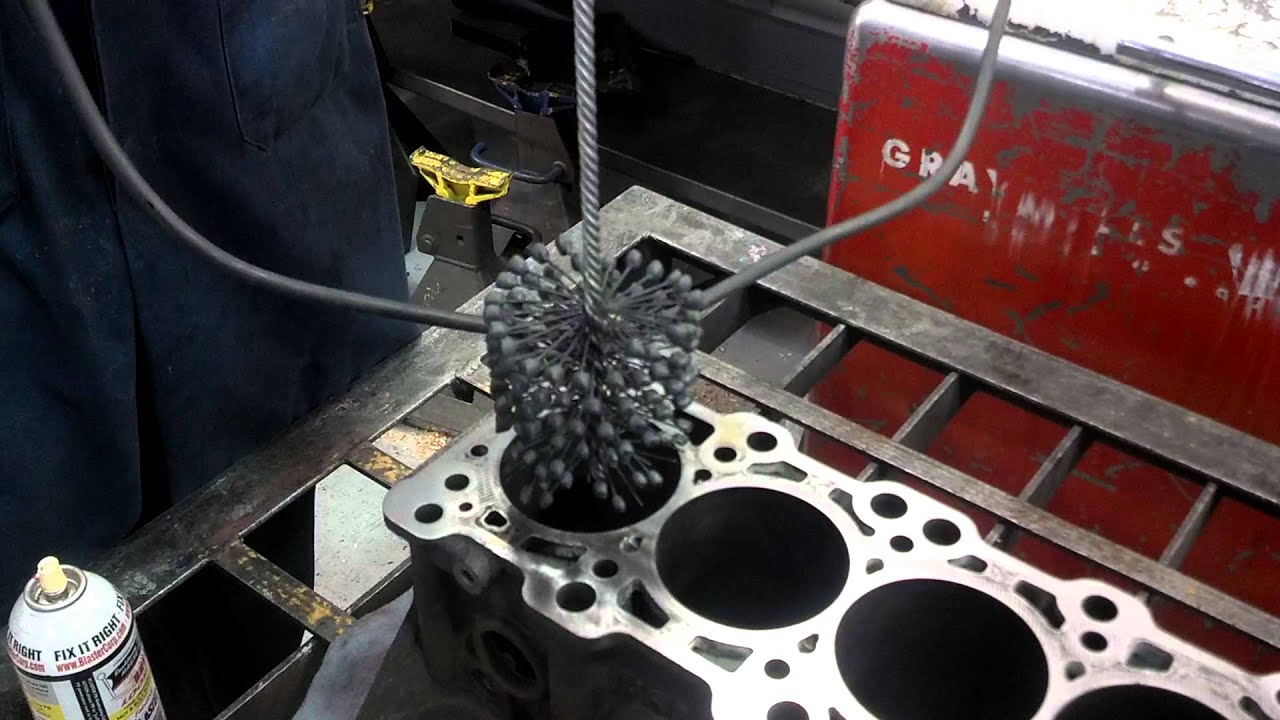
Кому следует прочитать эту статью?
Эта статья была написана для механика небольшого цеха
, в распоряжении которого может оказаться не все высокотехнологичное оборудование
старается выпускать качественную работу и при этом получать прибыль. Кроме того,
, если какой-либо из следующих «предупреждающих знаков» существует в вашем магазине
, вам следует прочитать эту статью о хонинговании:
- Кажется, что двигатели, которые вы растачиваете и хонингуете, используют масло
всего через несколько тысяч миль. - Вы чувствуете поршневые кольца, которые входят в 9Комплекты двигателя 0003 заставляют двигатели использовать масло и имеют избыточный прорыв газов.
- Вы ненавидите хонинговать двигатели, потому что у вас всегда
конические цилиндры. - В прошлый раз, когда вы пытались заточить двигатель,
точилка заклинила, и дрель вывернула вам руки и ударила вас
в местах, которые я не могу упомянуть в этой статье.
Источник информации
Я пытался использовать 35-летний опыт работы в автомастерской
, плюс то, что я видел, как другие делали и то, и другое
правильно и неправильно, и впихнуть все это в эти несколько коротких страниц о
оттачивании. Если то, о чем мы здесь говорим, поможет вам лучше справляться с оттачиванием двигателей
и зарабатывать больше денег, мы сделали свою работу.
Мы с сыном любим работать в механическом цехе,
, но мы обнаружили, что мы должны получать прибыль, чтобы оставаться
в бизнесе. Нам нужно хорошо работать, чтобы клиенты
возвращались, и мы должны брать за это справедливую цену.
Мой торговый представитель, который звонит в наш магазин на Кубе,
МО, напоминает мне об этом очень важном моменте почти каждый раз, когда он посещает
. Он часто говорит мне, что как индустрия мы работаем слишком дешево.
Он говорит: «Ты должен брать плату за то, что делаешь».
Как читать эту статью о хонинговании
Я думаю, что большинство из нас в автомобильном бизнесе
любят листать технические журналы и рассматривать фотографии.
Мы часто читаем подписи под картинками и
думаем, что действительно усвоили то, что автор пытался нам сказать. я включил
несколько картинок, чтобы привлечь ваше внимание, так что продолжайте и
взгляните, но вернитесь и прочитайте остальную часть истории. Я думаю,
вам нужно будет прочитать историю хотя бы раз, а то и два,
, чтобы досконально понять, что мы делаем и зачем.
Зачем точить?
Как слесари мы призваны расточить и хонинговать цилиндры двигателя
как часть нашей работы. Это факт, двигатели
изнашиваются – в основном из-за того, что люди делают или не делают с ними.
Если бы двигатели не изнашивались, мы бы все искали разные
Иногда мы не упоминаем о хонинговании, когда
сообщаем клиенту, что собираемся расточить его или ее двигатель, чтобы
заменить изношенные цилиндры. Доводка, пожалуй, самая трудоемкая,
наименее понятная, но самая важная часть всего процесса восстановления
. Хонингование также требует большого мастерства со стороны
Хонингование также требует большого мастерства со стороны
станочника, выполняющего работу.
Конечно, было бы неплохо иметь новый точильный станок
для восстановления наших цилиндров, но, как я уже говорил, эта статья
написана для владельца магазина, у которого нет всего оборудования
, которым он хотел бы владеть.
В нашем магазине мы используем борштангу Van Norman
, которая была моим другом более 30 лет. Я думаю, что мой 777S
пытается пережить меня. Я могу положиться на то, что моя расточная оправка каждый раз расточит
острым, и цилиндры выглядят великолепно, когда пруток готов.
Однако я знаю, что если бы я очень внимательно посмотрел на
отверстия цилиндра, то обнаружил бы, что чистота поверхности
все еще слишком шероховатая для новых поршней или колец. Мы должны заточить цилиндры
, чтобы получить достаточно гладкую поверхность для новых поршней и колец
.
Подготовка к хонингованию
Когда я заново растачиваю цилиндр, я оставляю три тысячи
(0,003″) на хонингование. Например, если я растачиваю 4,0-дюймовый цилиндр
+.030″, я сверло на 4,027 дюйма. это
оставляет .003″ для хонингования .
Очень хорошо иметь в руках поршни
, которые вы планируете использовать, до того, как вы начнете расточку
двигателя. Это позволит вам измерить поршни и убедиться, что
, когда вы закончите растачивание и хонингование.Когда я
закончу расточку всех цилиндров, я снимаю двигатель с моей расточной стойки
и перемещаю его в зону нашего цеха, где я делаю
мой хонинг.
Вот важный совет, о котором следует помнить
при растачивании цилиндра двигателя. Позвольте расточной оправке
опуститься достаточно далеко, чтобы при хонинговании цилиндра хонинговальная машина не зацепила
выступ над главными ребрами в картере. Например, на Chevy 350,
Например, на Chevy 350,
, я позволяю стержню опускаться до тех пор, пока он почти не начинает касаться
основного полотна.
После растачивания двигателя не протирайте
и даже не прикасайтесь к только что расточенным цилиндрам. Другими словами, держите
сними свои замасленные рукавицы со стенок цилиндра. Также не распыляйте на них ничего
Вы должны быть готовы перейти непосредственно к операции хонингования, когда
закончите расточку. Магазинные полотенца и руки в масле; даже на
чистых магазинных полотенцах есть масло. Свежерасточенный металл притягивает масло
, как магнит.
Теперь мы готовы начать хонингование нашего блока
всухую, и мы хотим, чтобы он оставался таким, пока мы не удалим .002″
из 0,003 дюйма, которые мы предоставили для хонингования. Найдите время, чтобы закрепить блок двигателя
так, чтобы поверхность деки была обращена вверх. У нас есть два набора
простых подставок, сделанных из углового железа, чтобы удерживать большинство блоков V6 и V8
, чтобы Когда я сажу блок на пол
, поверхности палубы обращены вверх. Деревянные блоки тоже не годятся
Деревянные блоки тоже не годятся
. Двигатель, который вы собираетесь точить, должен быть прочно смонтирован!0009
Прежде чем мы начнем, давайте поговорим о
оборудовании, которое вам понадобится для заточки цилиндров двигателя. Вам
понадобится хороший набор микрометров и эталоны для их проверки. Нутромер с круговой шкалой
почти обязателен, но при необходимости можно обойтись и без
. В нашем магазине мы используем нутромеры Sunnen.
Вот совет, который может сэкономить вам немного денег.
Когда вы закончите пользоваться нутромером, положите его на
плоскую поверхность, а не на моторный отсек. Циферблат 9Калибр 0003 будет катиться, если вы поместите его на узкую поверхность моторного отсека.
Точно так же, как если уронить кусок хлеба с мармеладом,
циферблатный индикатор будет каждый раз падать на пол лицевой стороной вниз.
У вас должен быть телескопический калибр для использования с
микрометром для двойной проверки размера отверстия цилиндра до и
после хонингования. Конечно, у вас также должен быть точильный станок. Мы используем корпус и камни Sunnen серии
Конечно, у вас также должен быть точильный станок. Мы используем корпус и камни Sunnen серии
AN. Мы сделали собственный приводной вал, чтобы
подходил к корпусу хона. Наша конструкция позволяет валу проскальзывать, если
хон происходит до блокировки. С приводным валом Sunnen все в порядке, но он
предназначен для откручивания в случае блокировки.
Вот еще один совет. Если вы используете хонинговальный и приводной вал Sunnen
, и он сломался, замените его. Не пытайтесь усилить
, приварив к нему дополнительный армирующий материал. Sunnen
разработал его так, чтобы он сломался, если заточка застряла.
Теперь вам нужно что-то, чтобы водить заточку. Используйте
хорошую электрическую дрель с триггерным переключателем «вкл.» и «выкл.»
. Мы используем Black & Decker Professional модель
полудюймовая дрель с реверсом. Дрель должна быть среднескоростная
.
Число оборотов в минуту, с которыми вращается сверло, и скорость
, с которой вы перемещаете хонинговальный инструмент вверх и вниз по цилиндру, определяют
угол поперечных штрихов, оставляемых хонинговальным инструментом. Крестообразные метки
Крестообразные метки
помогают удерживать масло на стенке цилиндра во время обкатки.
Вы не хотите, чтобы штриховка была слишком плоской или слишком крутой.
После того, как вы начнете хонинговать свой первый цилиндр,
потратьте несколько минут, чтобы посмотреть на линии поперечной штриховки. ты будешь
быстро почувствуйте, как быстро вы должны гладить точилку. Не тратьте
много времени на измерение угла поперечной штриховки.
Не думаю, что это имеет большое значение. Стреляйте под углом
от 35° до 45° на линиях. Чуть больше
или чуть меньше не будет иметь большого значения.
Отделка стенки цилиндра, однако, имеет большое значение для
, так что уделяйте ей больше внимания. Держитесь подальше от старых зубчатых дрелей
с мощными двигателями и низким передаточным числом. Они
имеют такой большой крутящий момент, и им требуется слишком много времени, чтобы остановить вращение
, когда вы отпускаете курок. Вы можете сожалеть! Вы можете повесить
на дрель на всю жизнь, в то время как вы и дрель
будете крутиться по кругу, пока дюбель не вытащится из стены!
Теперь мы должны прикрепить сверло и заточить к чему-то
, что поможет уравновесить их вес и обеспечит
упор вниз для заточки.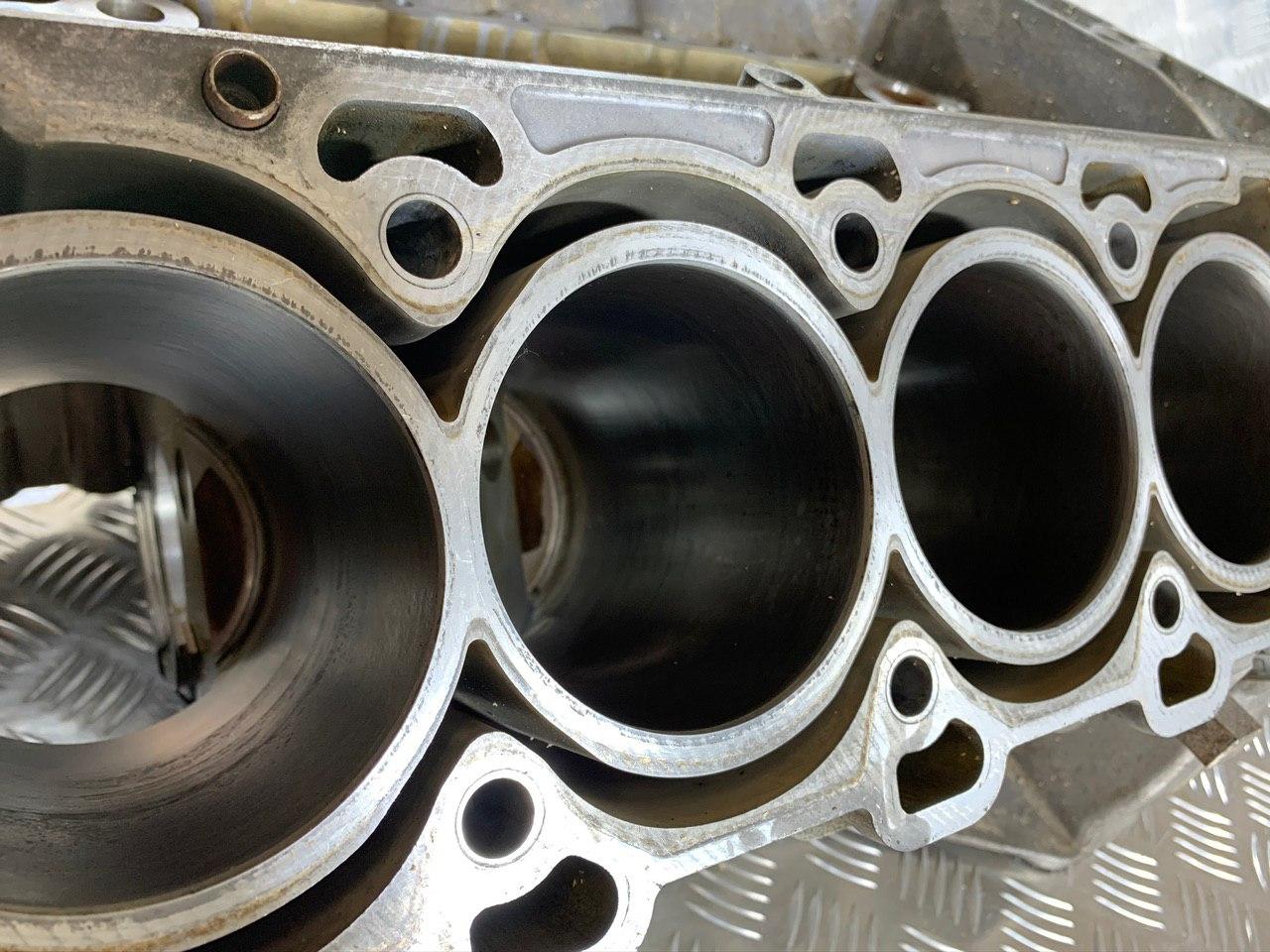 Я использую устройство производства Sunnen
Я использую устройство производства Sunnen
, имеющее пружину и стержень с принудительной регулировкой упора на
это. Пружина помогает поддерживать сверло и позволяет нам перемещать хонинговальный инструмент
вверх и вниз с очень небольшим усилием. Если у вас нет этого устройства
, купите его или сделайте его.
Я прикрепляю дрель к уравновешивающему устройству
короткой цепью к резьбовому отверстию на конце
двигателя дрели. У меня есть цепная таль прямо над районом
, где я оттачиваю свои двигатели. Зацепляю узел пружины точилкой
и сверлю прямо на полиспасте. Цепная таль позволяет мне
для быстрого и очень точного подъема или опускания узла хонингования и сверления
.
Я видел много людей, пытающихся заточить блок
вручную, просто держа сверло без какой-либо опоры.
Вы напрашиваетесь на проблемы, если попробуете. Это в значительной степени покрывает
основного оборудования, которое вам понадобится. У вас уже должна быть большая часть
.
Еще один отзыв о заточке. Вы должны использовать
жесткий хонинговальный станок для хонингования блока после расточки. даже не пытайся
, чтобы заточить блок с помощью подпружиненного хона или щеточного хона. У них
есть цель в жизни, но они не предназначены для удаления металла 0,003″
после растачивания! Мы установили блок двигателя так, чтобы он не двигался вокруг
от крутящего момента хона Если вы собираетесь использовать пластину с крутящим моментом
во время процесса хонингования, затяните ее на месте сейчас.0009
Убедитесь, что корпус хона чистый и на нем нет масла
, и установите набор камней AN-100 (или аналогичный). Мы
начинаем сначала с крупнозернистых камней. Эти камни следует использовать в сухом виде. Они входят в отверстия на корпусе хона, отмеченные
знаком «Х». Не прикасайтесь к каменной поверхности, если можете помочь
ей.
Кстати, храните все свои наборы камней в их собственных коробках
, когда они не используются. Камни становятся согласованным набором
Камни становятся согласованным набором
, как только они используются, и их необходимо хранить вместе. если один
камень повреждается, весь набор в хлам. Обычно набор камней
позволяет заточить несколько цилиндров до того, как они изнашиваются и
необходимо заменить.
Установите блок под точильный станок и надавите на точильный станок
вниз, пока он не остановится на жестком упоре на пружинном приспособлении.
Теперь, используя цепную таль, опустите хон в первый цилиндр
, пока камни не выйдут из нижней части цилиндра
. Отрегулируйте камни так, чтобы они слегка касались
стенка цилиндра.
Слегка нажмите на двигатель бура и переместите камни
дальше через цилиндр с помощью цепной тали
, пока они не выйдут из нижней части цилиндра примерно на один дюйм.
Когда вы почувствуете, что они только начинают ударяться о стенки картера,
слегка приподнимите цепную таль. Обратите внимание, я сказал слегка ударить сверлом,
, и двигаться медленно, пока вы опускаетесь в картер.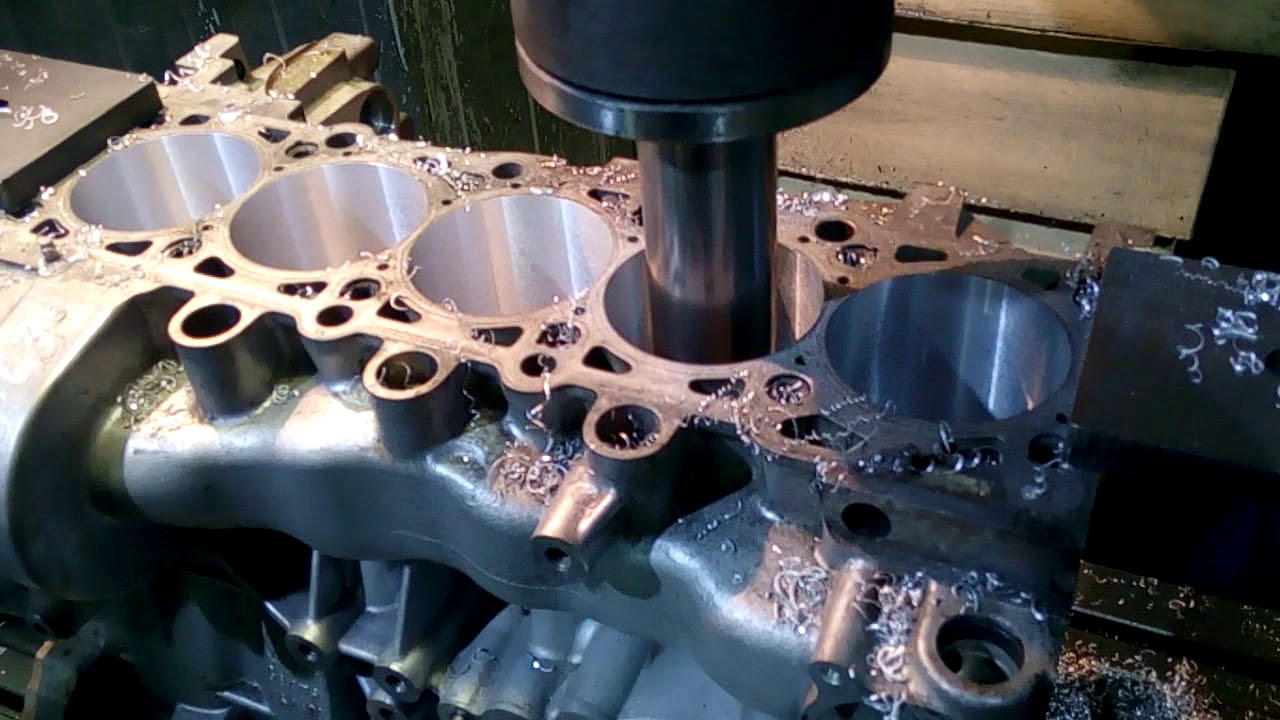 Вы же не хотите
Вы же не хотите
стучать своими новыми камнями во что-то внизу в квартале.
Положительный упор на противовесе хона
позволяет максимально глубоко погрузиться в цилиндр на
за каждый ход без ударов камней о стенки картера.
Очень важно, чтобы камни выходили из нижней части цилиндра
во время хонингования, чтобы цилиндр оставался прямым.
Теперь приступим к заточке. Поверните
, чтобы увеличить давление на камни, и начните перемещать хонинговальный инструмент
вверх и вниз по цилиндру. Пройдите весь путь вниз и свяжитесь с положительным
останавливаться при каждом ходе. Хонинг также должен выходить из верхней части
цилиндра примерно на один дюйм при каждом ходе.
Если вы слишком сильно заточите верхнюю часть цилиндра,
вы сузите отверстие. Вы должны почувствовать, какое усилие
нужно прикладывать к камням и как быстро перемещать заточку в цилиндре.
Когда камни будут правильно резать, будет немалый
дракон буровой двигатель. Если вы слишком сильно надавите на камни
Если вы слишком сильно надавите на камни
, они будут издавать много шума и не будут резать быстрее. слишком много 9Давление 0003 также вызовет перегрев и изнашивание камня.
Если на сухие камни
попадет масло, они перестанут резаться и заполнятся металлом и камнем
материала. Остановитесь и попробуйте соскоблить мусор с каменной поверхности
старым напильником. В крайних случаях я использовал растворитель лака
для очистки камней серии AN 100. Однако лучше вообще не наносить масло
на камни.
Поскольку вы работаете с этими камнями всухую, пыль
будет произведено. Используйте пылесборник или магазинный пылесос для сбора
пыли во время работы. Я обычно надеваю пылезащитную маску, пока
растачивает и затачивает. Вам нужно будет немного заточить, остановиться и измерить
, пока вы не почувствуете, как быстро выходит металл
. Используйте свой микрометр, чтобы установить циферблатный нутромер на желаемый диаметр отверстия
, и начните проверять цилиндры.
По мере заточки цилиндр нагревается.
Это может привести к ложным показаниям. Вы можете подумать, что удалили
больше металла, чем у тебя есть на самом деле. Дайте блоку остыть несколько минут
и снова проверьте. Вы хотите использовать камни AN 100
до тех пор, пока не удалите первые 0,002 дюйма металла. Сделайте все цилиндры
в блоке с сухими камнями, прежде чем переходить на более мелкие наборы камней
.
Вот совет, который Вы не найдете в книгах.
Это то, что я узнал несколько лет назад. Если для
по какой-то причине набор камней, который вы используете, или цилиндр, который вы0003 хонингование становится конусообразным, вы можете спасти день и камни
. Камни не идут от производителя коническими. Они
получаются таким образом, потому что вы недостаточно далеко заходите в нижнюю часть цилиндра,
или слишком далеко за верхнюю часть цилиндра.
Попробуйте это, прежде чем выбросить каменный набор. Выньте
камня из отверстий корпуса хона со знаком «Х».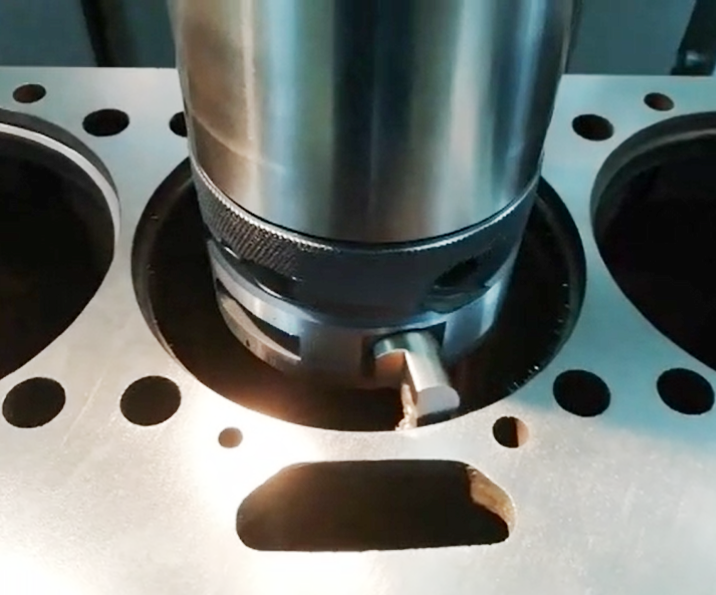
Теперь вставьте их обратно в отверстия без метки «Х».
Для этого вам придется перевернуть камни вверх дном. Положите
обратно и вставьте хон обратно в конический цилиндр.
Разверните камни, повернув регулятор в противоположном направлении.
Теперь запустите сверло в обратном направлении и водите хонинговальным инструментом
вверх и вниз по коническому цилиндру. Для этого необходимо запустить дрель
в обратном направлении, иначе она заблокируется. Вы удивитесь
, как быстро расправятся камни. Это также удалит
конусность цилиндра (по крайней мере, один поставщик камней
не рекомендует переворачивать камни вверх ногами и корректировать конусность
, как описано в приведенной выше процедуре. Компания говорит, что если камни
показывают конусность, их следует либо подпилить, либо поместить в выравнивающую втулку
, либо заменить новыми камнями. Когда это возможно, правильный перебег
предотвратит конусность камня. – прим. ред.).
ред.).
Когда вы закончите хонингование, чтобы проверить размер цилиндра
, продолжайте перемещать хонинговальное устройство вверх и вниз, пока сверло
не перестанет вращаться. Хон обычно делает около одного или двух
оборотов после того, как курок дрели отпущен. Требуется около 100
ударов, чтобы удалить около 0,002 дюйма металла из 4,0-дюймового цилиндра.
Обычно я считаю ходы, чтобы иметь некоторое представление о том, когда остановиться, и
проверить размер цилиндра.
Из сухого во влажное
Теперь ваши цилиндры отточены с точностью до 0,001 дюйма
от желаемого размера отделки. Они должны быть прямыми и круглыми,
и стенки цилиндров должны выглядеть блестящими и чистыми, если вы
протрите их чистой сухой тканью, а не салфеткой!
Вы должны были проверить цилиндры с
циферблатный калибр после того, как блок остынет, и теперь вы готовы
перейти к более мелкому набору камней. Установите набор АН-200 и, используя ту же процедуру
, что и с набором камней АН-100, прокачайте цилиндры
и одновременно добавьте масло для хонингования с помощью масленки насоса. Используйте большое количество масла
Используйте большое количество масла
при заточке брусками AN-200.
Примерно через 30 ходов проверьте цилиндр на размер
. Теперь вы можете отключить пылесборник. Вы сможете
почувствовать, как заточка начинает набирать скорость по мере того, как поверхность цилиндра
становится более плавным. Теперь размер отделки должен быть менее 0,0005″
.
После того, как вы заточили все цилиндры с помощью
брусков AN-200, переключитесь на набор AN-300 и снова выполните хонингование маслом
в течение примерно 30 секунд. Масло будет содержать камни в чистоте, а
образует суспензию в цилиндре, когда вы затачиваете. Теперь вы должны получить окончательный размер
. Дайте блоку остыть и еще раз проверьте с помощью циферблатного нутромера
.
Хонингование блока вручную требует времени я трачу
около часа хонингования блока V-8. Требуется время, чтобы сделать работу
правильно. Вы быстро почувствуете, что происходит в цилиндре
, когда будете затачивать его вручную. Например, когда пластина
Например, когда пластина
прикручена болтами к деке, вы почувствуете овальность, вызванную
крутящим моментом болта, когда вы начнете хонинговать цилиндр. По мере хонингования
вы почувствуете, что крутящий момент на сверле становится стабильным
и плавным.
Следуя вышеуказанному процессу, вы получите
с шероховатостью поверхности от 15 до 20 микродюймов. если хочешь
для более тонкой обработки поверхности используйте бруски AN-500 с маслом и отточите
еще 10-15 проходов.
Вы еще не закончили
Теперь блок цилиндров полностью отхонингован, и вы
проверили все цилиндры на конусность и размер. Дважды проверьте
свою работу с помощью телескопического манометра и микрометра.
Вы должны всегда очищать блок перед тем, как он
покинет ваш магазин. Мы взимаем плату за один час работы по очистке блока
клиента после расточки и хонингования. Вы можете сказать клиенту, что
ему нужно почистить блок, потому что в цилиндрах много хонинговальной крошки
, но большинство клиентов не будут правильно чистить блок
самостоятельно. Если вы хотите, чтобы они имели успех с вашими работами по расточке
Если вы хотите, чтобы они имели успех с вашими работами по расточке
, вам лучше сделать эту работу самостоятельно.
Мой сын Дэвид отлично чистит блоки
после хонингования. Он использует горячую воду, Tide и хорошие щетки.
Он чистит все цилиндры и все масляные каналы вручную.
Перемычки картера требуют особого внимания,
тоже. Грит любит прятаться в паутине картера. После всей ручной
работы мы моем блок под давлением очень горячей водой, а затем переносим
в ванну с уайт-спиритом в баке с чистым растворителем. Здесь мы
вручную очищаем все цилиндры чистым растворителем, чтобы удалить
воду из пор металла.
После промывки горячей водой
действовать нужно быстро, так как на стенках цилиндра практически сразу образуется ржавчина.
После промывки блока чистым растворителем поставьте внутрь лампу
корпус двигателя и посмотрите на стенки цилиндров. Они будут яркими
и очень блестящими с хорошей штриховкой. Двигатель
Двигатель
теперь готов к обшивке пластиком пока не собран.
Проверка вашей работы
Если вы хотите быть уверены, что хорошо выполнили
работу по получению надлежащей чистоты поверхности, приобретите профилометр
в магазине или свяжитесь с местным представителем по оборудованию
и попросите его зайдите и проверьте некоторые из ваших цилиндров на
Ра финиш. Вы не можете сказать, насколько гладкая поверхность, просто взглянув или даже потрогав пальцем. Профилометр
даст вам точное измерение чистоты поверхности. Наш собственный представитель
протестировал наши работы по повторному растачиванию и обнаружил, что финишная обработка
соответствует 17-20 Ra.
Подведение итогов
Я понимаю, что то, что я описал, представляет собой долгую процедуру
с множеством шагов. Но я обнаружил, что эта процедура также дает очень хорошие результаты. Многие из наших двигателей прошли более 200 000
миль и все еще работают с очень небольшим расходом масла
и низким прорывом газов.
Мы также используем молибденовые кольца почти для каждой работы
, за исключением тех случаев, когда возникает избыток пыли. В этих двигателях
мы используем хромированные кольца. Я не говорил, что это будет легко или быстро,
, но я сказал, что вы можете сделать очень хорошую работу, если
захотите потратить время, чтобы сделать ее правильно.
Растачивание/хонингование и хонингование
| 00:00 | — Хотя этот курс не предназначен для того, чтобы научить вас, как обрабатывать блок двигателя или компоненты двигателя, и ожидается, что вы будете полагаться на механика, который выполнит эту работу за вас, большая часть сборки двигателя будет связана с вашим слесарь-двигатель и указав работы, которые вам необходимо выполнить. |
| 00:19 | По этой причине важно понимать, что на самом деле происходит при обработке двигателя перед сборкой, чтобы вы могли говорить на одном языке с механиком по двигателю и получать такие результаты, которые вам нужны, чтобы гарантировать, что готовый продукт работает так, как ожидалось. |
| 00:37 | Это также поможет вам выбрать механика по двигателям, у которого есть оборудование того качества, которое вам нужно для получения идеальных результатов. |
| 00:46 | В этом разделе мы обсудим основные аспекты механической обработки двигателя и важность этих процессов для получения надежного и мощного готового двигателя. |
| 00:57 | Мы собираемся начать с обсуждения расточки и заточки. |
| 01:00 | Одной из наиболее ответственных операций в процессе механической обработки двигателя является финишная обработка отверстий цилиндров. |
| 01:07 | Это может включать в себя растачивание цилиндров, что представляет собой процесс, используемый для быстрого удаления материала со стенок отверстия для соответствия поршню большего диаметра или увеличенного размера, а также хонингование отверстий, которое используется для более точной регулировки диаметра отверстия для установки зазор между поршнем и отверстием, а также обеспечивает окончательную чистовую поверхность для движения поршневых колец. |
| 01:30 | Как правило, когда мы растачиваем и хонингуем блок двигателя, мы делаем это, чтобы установить новый набор поршней, которые специально выбираются так, чтобы они были больше, чем диаметр стандартной доски. |
| 01:41 | В процессе эксплуатации отверстия двигателя изнашиваются, а также могут быть поцарапаны или повреждены мусором. |
| 01:49 | Если бы мы поставили новый комплект поршней, размер которых соответствовал бы размеру исходного штока, это означало бы, что мы не смогли бы исправить какие-либо повреждения или износ отверстий, поскольку зазор между поршнем и отверстием стал бы чрезмерным. |
| 02:01 | Увеличенный поршень позволяет машинисту удалить небольшое количество материала из отверстий и добиться идеального размера отверстия. |
| 02:11 | Имея это в виду, существует некоторая терминология, которая обычно используется для описания нового увеличенного поршня. |
| 02:18 | Поршень, описываемый как first-over, что является сокращением от first oversize, обычно на 20 тысяч или полмиллиметра больше стандартного размера. |
| 02:28 | В то время как поршень второго порядка — это поршень, который на 40 тысяч или один миллиметр больше стандартного. |
| 02:36 | Хотя это не невозможно, при расточке двигателя редко бывает превышение размера более чем на один миллиметр. |
| 02:42 | Для этого нужно иметь конкретную причину. |
| 02:46 | Каждый раз, когда материал удаляется из отверстий, толщина стенки цилиндра уменьшается, что может ослабить блок цилиндров. |
| 02:55 | Помимо определенного зазора, ключом к растачиванию и хонингованию блока цилиндров является получение готового отверстия, которое обеспечит наилучшее кольцевое уплотнение. |
| 03:05 | Чем лучше кольца будут прилегать к стенкам цилиндра, тем больше будет мощность двигателя, но в то же время мы снизим расход масла и количество прорывов. |
| 03:17 | Имея это в виду, забыв на мгновение о фактической чистоте поверхности, мы в идеале хотим начать с идеально круглого отверстия цилиндра, но мы также хотим, чтобы стенки цилиндра были идеально параллельны. |
| 03:30 | Под этим я подразумеваю, что мы хотим, чтобы диаметр отверстия был точно таким же, независимо от того, измеряем ли мы его вверху, внизу или в середине отверстия. |
| 03:39 | Я надеюсь, что все это должно иметь смысл и казаться довольно понятным. |
| 03:44 | По сути, если мы сможем добиться такой отделки, кольца смогут максимально эффективно изолировать давление сгорания сверху, а также свести к минимуму утечку масла. |
| 03:55 | Конечно, достижение этой цели не так просто, как может показаться. |
| 03:59 | И здесь есть несколько соображений.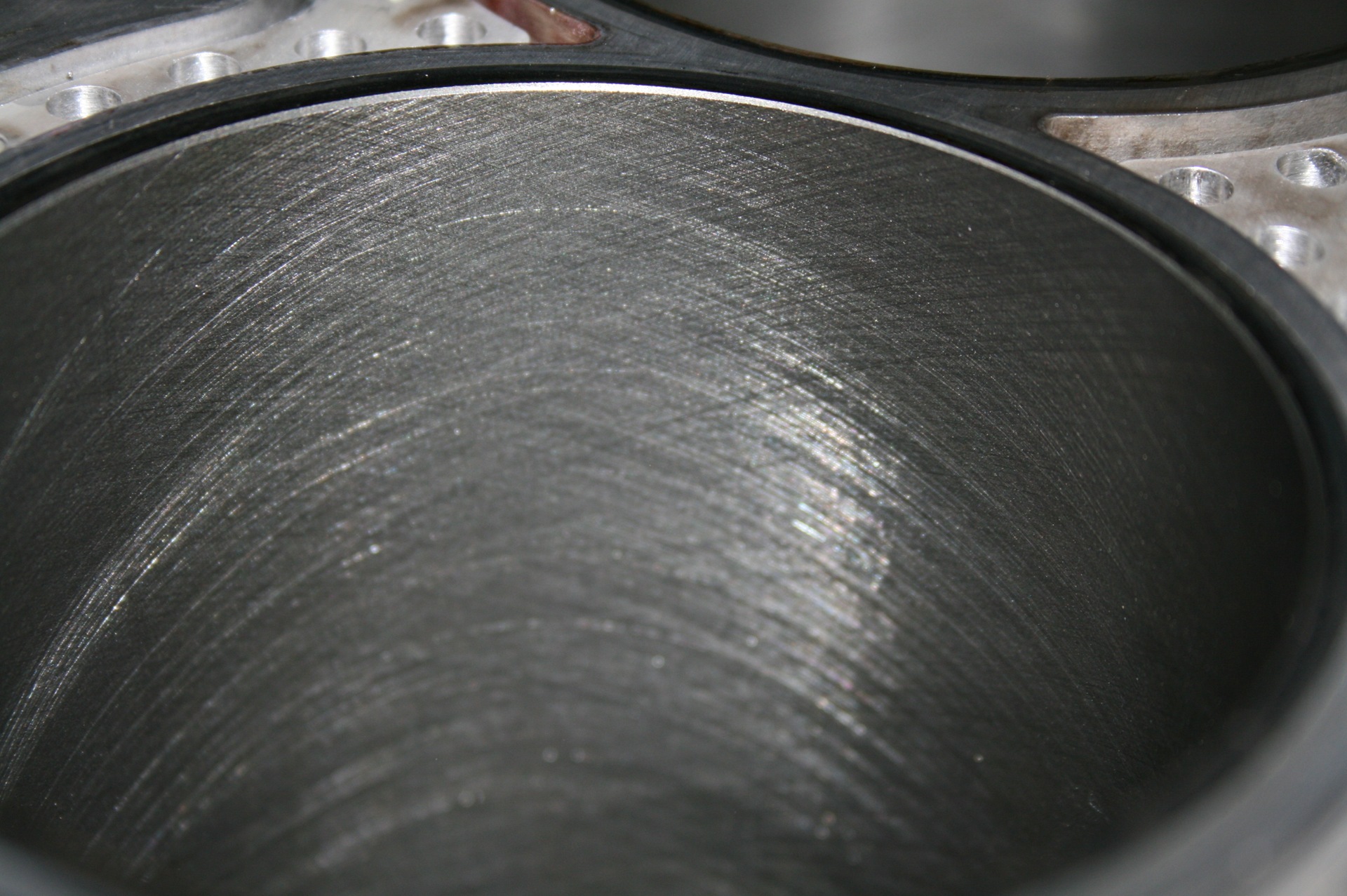 |
| 04:02 | Во-первых, что нас действительно интересует, так это то, что отверстие цилиндра идеально круглое и параллельное во время работы двигателя. |
| 04:10 | Этого вполне достаточно, когда голый блок находится в бурильной машине. |
| 04:15 | Тем не менее, мы часто обнаруживаем, что напряжения, возникающие, например, при установке и затяжке головки блока цилиндров, могут на самом деле деформировать блок цилиндров и привести к тому, что цилиндр перестанет быть идеально круглым. |
| 04:28 | Это одна из причин, по которой хонингование торсионной пластины является распространенным методом, используемым при сборке многих высокопроизводительных двигателей. |
| 04:35 | При хонинговании пластины крутящего момента используется толстая прочная стальная пластина, которую можно прикрутить к блоку двигателя, чтобы воспроизвести напряжения и деформации, которые будут присутствовать при установке головки блока цилиндров. |
| 04:48 | Чтобы цилиндры все еще можно было обрабатывать, в пластине крутящего момента над каждым цилиндром проделаны отверстия, позволяющие проходить расточной оправке или хонинговальному инструменту. |
| 04:59 | Для достижения наилучших результатов с моментной пластиной важно воспроизвести точную установку, которую вы будете использовать на готовом двигателе. |
| 05:08 | Это означает, что пластина крутящего момента должна быть установлена со шпильками или болтами головки блока цилиндров, которые вы собираетесь использовать, а также с прокладкой головки блока цилиндров. |
| 05:16 | Это гарантирует, что деформация в блоке двигателя точно такая же, как при сборке и работе двигателя. |
| 05:24 | Продолжая эту тему, в некоторых гоночных двигателях высокого класса нередко пропускается нагретая жидкость через водяную рубашку блока цилиндров, чтобы гарантировать, что отверстия цилиндров обрабатываются при нормальной температуре, при которой двигатель будет работать. |
| 05:39 | Это известно как горячее хонингование. |
| 05:42 | Эти процедуры просто направлены на обеспечение наиболее точных возможных размеров отверстия в реальных условиях работы двигателя. |
| 05:51 | При указании размеров отверстия с механиком двигателя ключевым измерением, которое имеет решающее значение, является зазор между поршнем и отверстием. |
| 05:59 | Как следует из названия, это просто зазор между юбкой поршня и стенкой отверстия, который будет указан производителем поршня, если вы используете поршни вторичного рынка, или оригинальные поршни. спецификации, если вы используете стандартные компоненты. |
| 06:15 | Важным соображением здесь является то, что для кузнечных поршней обычно требуется больший зазор между поршнем и отверстием, чем для литых поршней, поскольку они имеют тенденцию к большему расширению при нагреве поршня. |
| 06:28 | Мы подробно рассмотрим эту спецификацию далее в курсе. |
| 06:33 | Прежде чем мы двинемся дальше, я также кратко расскажу о фактической отделке канала ствола. |
| 06:38 | Опять же, это задача, выполняемая машинистом двигателя, и, следовательно, у нас нет большого контроля над ней.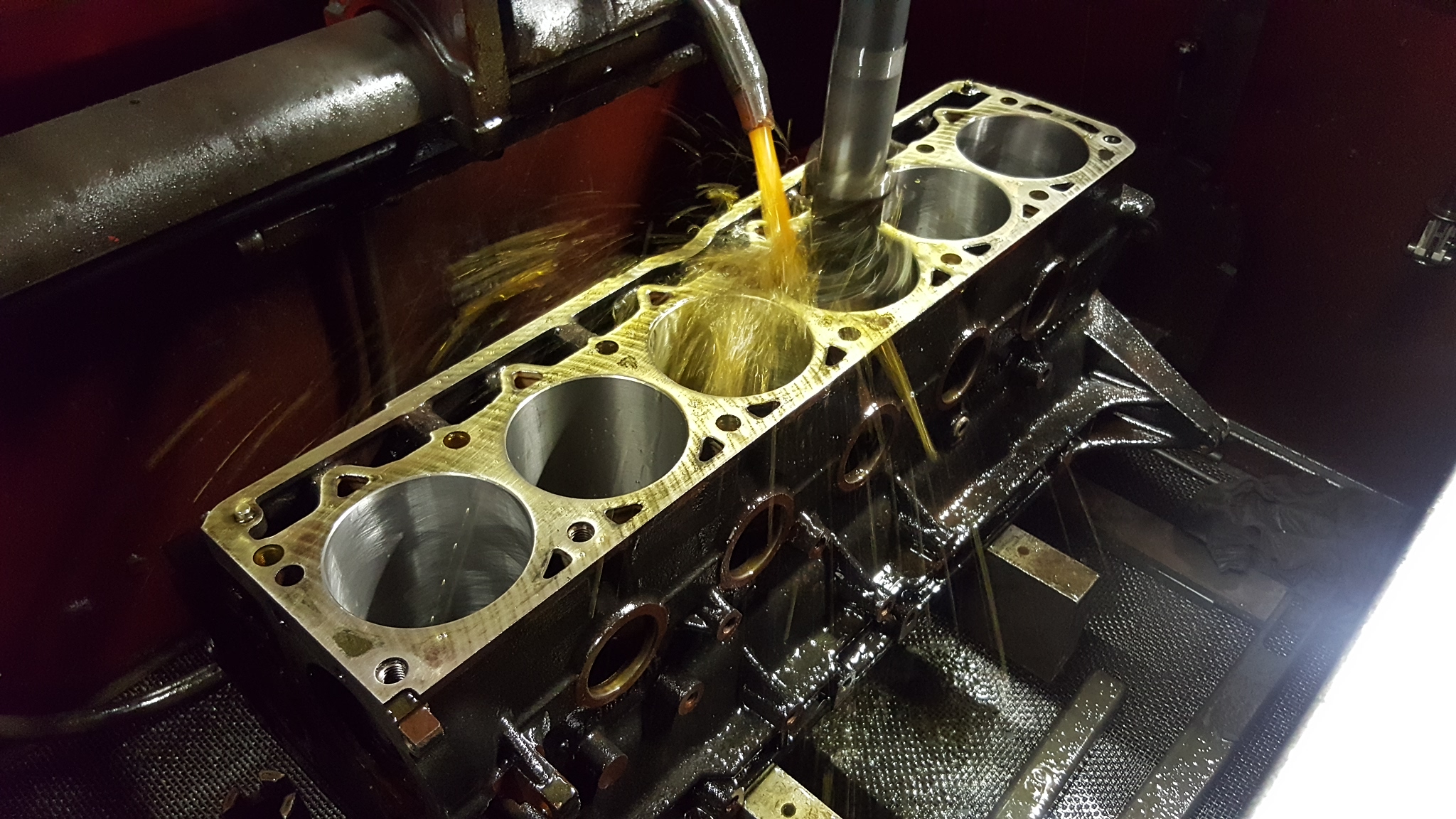 |
| 06:44 | Тем не менее, все же стоит иметь базовое представление о том, что это такое. |
| 06:48 | Обработка отверстия или рисунок хонингования имеют решающее значение для достижения хорошего уплотнения поршневых колец, а также для обеспечения минимального износа. |
| 06:57 | Обычный метод, используемый для хонингования цилиндров, называется платохонингованием и представляет собой многоэтапный процесс. |
| 07:04 | Цилиндр изначально затачивается грубым камнем, что обеспечивает грубую штриховку с острыми пиками и впадинами. |
| 07:13 | После этого начального шлифования затем используется более мелкий камень, чтобы удалить только шероховатые вершины с рисунка хонингования. |
| 07:21 | В результате получается гладкая поверхность, которая позволяет кольцам быстро прилегать и обеспечивать хорошее уплотнение. |
| 07:27 | Тем не менее, оставшиеся впадины хонинговального рисунка по-прежнему обеспечивают достаточное удержание масла для надлежащей смазки колец. |
| 07:36 | Рисунок хонингования должен представлять собой тщательный баланс между гладкой поверхностью, обеспечивающей хорошее уплотнение кольца, и достаточно грубым рисунком, который все еще может удерживать смазочное масло и правильно смазывать кольца по мере их прохождения. |
| 07:52 | В процессе хонингования оператор должен следить за тем, чтобы отверстия оставались параллельными. |
| 08:00 | Можно слишком долго сосредотачивать хонингование в одной части канала ствола и создавать конусность или искривление канала ствола, что повлияет на кольцевое уплотнение. |
| 08:10 | Конечно, квалифицированные мастера с качественным современным оборудованием смогут обеспечить вам наилучшую отделку. |
| 08:18 | Итак, к концу этого модуля вы должны понимать, что делают процессы сверления и оттачивания и чего мы пытаемся достичь с помощью этих двух задач. |