
Компания Механика — Расточка блока цилиндров
Расточка блока цилиндров – операция перед хонингованием
(фото: расточка блока цилиндров)
Когда необходим капитальный ремонт двигателя
Итак, расточка блока цилиндров. Эта операция входит в технологическую цепочку капитального ремонта двигателя.
А когда он требуется – капитальный ремонт? О тревожных симптомах мы писали в статье «Хонингование – операция финишная и… самостоятельная». Но следуя логике изложения, напомним о них.
Итак, снижение мощности, падение компрессии, увеличение расхода масла, характерный запах и цвет отработавших газов – все это признаки износа цилиндропоршневой группы. И самое правильное для водителя – прервать эксплуатацию и обратиться к профессиональным ремонтникам, например, в фирму «Механика».
А дальше – квалифицированная диагностика состояния цилиндров, поскольку простая замена поршневых колец, которую предложат на многих сервисах, вряд ли поможет. Нет, нужны замеры, замеры и еще раз замеры!
Нет, нужны замеры, замеры и еще раз замеры!
Снять металл
В зависимости от их результата специалисты «Механики» предложат три варианта:
- только хонингование как основную и одновременно финишную операцию;
- расточка цилиндров в ремонтный размер с последующим финишным хонингованием;
- гильзовка с финишным хонингованием, если последний ремонтный размер уже выбран предыдущей расточкой.
Вариант №2, т.е. расточка в ремонтный размер с финишным хонингованием, является самым распространенным.
(фото: финишное хонингование)
Суть операции в следующем. Вертикальный шпиндель расточного станка с закрепленным резцом вращается и опускается вглубь цилиндра. Резец снимает лишний металл с зеркала, устраняет эллипсность, конусность и ступеньку выработки вблизи верхней мертвой точки поршня (ВМТ).
Важно, что резец, в отличие от хона, закреплен в шпинделе жестко. И если хон при обработке «плавает», волей-неволей повторяя конфигурацию внутренней поверхности цилиндра, то резец совершает рабочий ход строго по вертикали.
Именно этот фактор позволяет выставить инструмент таким образом, чтобы убрать эллипсность, а точнее, яйцеобразную форму изношенного цилиндра. И тем самым восстановить его геометрию – разумеется, уже в ремонтном размере. Кстати, одним только хоном убрать эллипс можно, а вот более причудливые бочкообразные износы – нет.
Казалось бы, операция расточки проста. На деле эта «простота» требует точного оборудования и высочайшей квалификации исполнителя. Об этом далее.
Расточка блока цилиндров в цифрах
Сколько металла снимается при расточке? Правильнее поставить вопрос так: сколько ремонтных размеров существует в современных моторах? Как правило, их два: 0,5 мм и 1 мм от номинала. Встречаются и исключения – 0,25 мм, например. Но это редко.
В компании «Механика» нам рассказали любопытные случаи. Не так давно были популярны пяти- и шестицилиндровые моторы Volvo. И производитель выпускал для них ремонтные поршни 0,2 и 0,4 мм.
Первый размер был никому не нужен – ну прямо как Неуловимый Джо. Почему? А потому что при износе 0,2 мм все продолжали благополучно ездить. А на размер 0,4 мм выходили редко, приезжая на ремонт, как правило, с износом более 0,5 мм. Но ремонтных поршней под этот износ у Volvo не было, поэтому двигатели приходилось гильзовать. Так что опыт у «Механики», прямо скажем, разнообразный.
Почему? А потому что при износе 0,2 мм все продолжали благополучно ездить. А на размер 0,4 мм выходили редко, приезжая на ремонт, как правило, с износом более 0,5 мм. Но ремонтных поршней под этот износ у Volvo не было, поэтому двигатели приходилось гильзовать. Так что опыт у «Механики», прямо скажем, разнообразный.
(фото: расточка цилиндров)
База под расточку: плоскость
В металлообработке едва ли не самое главное – базирование детали. Это важно и в токарном, и во фрезерном деле, и, конечно же, в специальных операциях по ремонту двигателя. Правильно выбранная база – это гарантия соосности, перпендикулярности и параллельности различных элементов детали при обработке. В нашем случае это обеспечение перпендикулярности осей цилиндров и коленчатого вала.
Рядные блоки, как правило, предварительно базируют по плоскости масляного поддона картера. Важно, чтобы эта поверхность была хорошо очищена, остатки прокладки здесь недопустимы.
После установки блока смотрят: а как расположена плоскость головки блока цилиндров (ГБЦ)? Дело в том, что она не всегда параллельна плоскости поддона картера. С помощью щупов и индикатора «выставляется горизонт» плоскости ГБЦ, то есть ее положение в продольном и поперечном направлениях.
С помощью щупов и индикатора «выставляется горизонт» плоскости ГБЦ, то есть ее положение в продольном и поперечном направлениях.
Далее блок фиксируется специальными зажимами, мастер с помощью центроискателя выставляет резец на необходимую величину съема и запускает станок.
Если производится ремонт 0,5 мм (от номинала или от первого ремонтного размера), то расточка проводится за один проход. Если по каким-то причинам выполняется ремонт «через размер», то делается два прохода инструмента.
Подача резца автоматическая, и на обработку четырех цилиндров уходит порядка часа.
База под расточку: скалка
Бывает, что привозят рядные блоки, которые уже однажды ремонтировали – когда-то, где-то, у кого-то. И базировали их просто по плоскости масляного поддона, не обеспечивая перпендикулярности осей цилиндров и коленчатого вала.
В этом случае для качественного ремонта требуется базировать блок по постелям коленчатого вала. Да клиент и сам часто просит: сделайте по постелям. Особенно если понимает суть вопроса, являясь, например, спортсменом-гонщиком.
Особенно если понимает суть вопроса, являясь, например, спортсменом-гонщиком.
В этом случае для базирования используется скалка – шлифованный металлический стержень, установленный на призмы.
Скалка имитирует коренные шейки коленчатого вала. Выставлять блок в продольном направлении не требуется – только в поперечном, что и делается с помощью индикатора. Далее проводится расточка, гарантирующая перпендикулярность осей цилиндров и «колена».
Но заметьте – до сих пор мы говорили о рядных моторах. А блоки V-образные? Сразу скажем, что их базируют только по постелям коленвала на скалке –иначе сделать это невозможно.
После расточки блока в той же базе (на скалке!) обрабатывают плоскости ГБЦ. Тем самым обеспечивают параллельность этих плоскостей оси коленчатого вала. Кстати, об этом рассказывает руководитель «Механики» Дмитрий Николаевич Даньшов в ролике https://www.youtube.com/watch?v=MJY1PgZfnBA Советуем посмотреть.
Не оставим без внимания и оппозитные двигатели Subaru. Как растачивают их? А вот как: попарно. Сначала один полублок, потом другой.
Как растачивают их? А вот как: попарно. Сначала один полублок, потом другой.
И в заключение этого раздела подчеркнем особо: при расточке обязательно оставляется припуск на хонингование. Эта финишная операция выполняется всегда!
Преимущества «Механики»
Почему с ремонтом блока (и не только блока) стоит обращаться в компанию «Механика»? Основные аргументы приведены в уже упоминавшейся статье «Хонингование – операция финишная и… самостоятельная» – с ними легко ознакомиться. Мы же сделаем несколько добавлений.
Нельзя не упомянуть тщательность подготовки блока к ремонту. Его скрупулезно очищают и отмывают на специальном оборудовании под давлением. А после завершения операций удаляют технологическую грязь и прочищают масляные каналы – в том числе и ультразвуковым способом.
Станочный парк «Механики» разнообразен, здесь работают и станки советского производства, о чем руководство говорит с гордостью. Во-первых, поговорка «советское – значит отличное» родилась не на пустом месте. Во-вторых, фирма сама выпускает и модернизирует оборудование, отдельные его узлы и инструмент – здесь умеют и это. Поэтому станки живут долго и служат безотказно.
Во-вторых, фирма сама выпускает и модернизирует оборудование, отдельные его узлы и инструмент – здесь умеют и это. Поэтому станки живут долго и служат безотказно.
(фото: производственные цеха Механики)
И заканчивая этот рассказ, вернемся к базированию блока и скалкам. Кроме станков, компания «Механика» производит и специальные приспособления для работы с V-образными блоками. Оно обеспечивает точное базирование блоков на скалке и применяется при обработке плоскостей, гильзовке, расточке и хонинговании. Такую оснастку можно приобрести.
Производство оборудования – тоже аргумент в пользу фирмы, подчеркивающий уровень ее профессионализма.
Автор: Юрий Буцкий, к.т.н.
Расточка двигателя: процесс, методы, характеристика
Расточка двигателя — сложный технологический процесс, который направлен на ремонт или доработку силового агрегата. Зачастую, говоря народным языком, расточка необходима при проведении капитального ремонта или проведению тюнинга.
Для чего нужна расточка мотора
Расточку мотора широко применяют при проведении капитальных работ по двигателю. Так, для установки ремонтного комплекта поршневой группы понадобиться расточить внутренние поверхности цилиндров. Что же касается тюнинга, то этот процесс выполняется — для все того же увеличения диаметра цилиндров, чтобы установить необходимые поршни.Процесс расточки двигателей, а точнее блоков цилиндров выполняется на специальном оборудовании. Существует несколько видов проточки мотора, которые по принципу мало чем отличаются друг от друга, но имеют разные технологические процессы. Также, в операцию расточки входит хонинговка цилиндров. Эти два понятия не стоит разделять между собой.
Само технологическое назначение расточки достаточно простое. Вследствие эксплуатации мотор подвергается износу, а цилиндры блока подвержены постоянным тяжелым нагрузкам, особенно температурным. Так, в процессе эксплуатации появляется много изъянов, таких как царапины, раковины и прочие повреждения.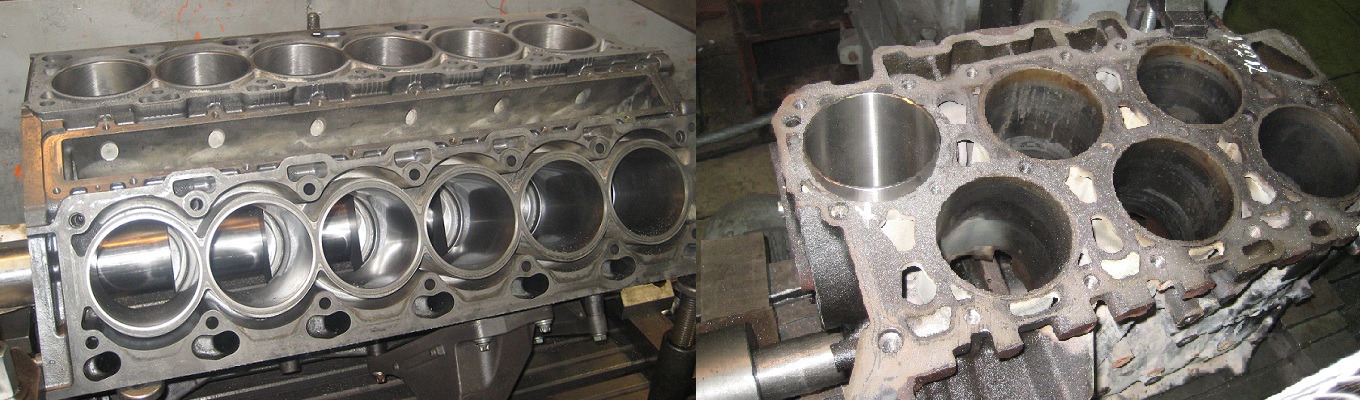
При помощи чего проводится расточка
Расточка и хонинговка проводятся при помощи разных станков. Для каждого такого спецоборудования требуется свой специалист, который научен, проводить расточку моторов. Итак, рассмотрим несколько вариантов расточных механизмов для автомобильных блоков цилиндров.
Пожалуй, самые распространенными являются вертикально-расточные станки для расточки блока цилиндров. Популярными они сталь, за счет того, что простые в работе и обслуживании, а также стоимость относительно других довольно низкая. Для примера приведем станок 2Е78П и его конструкцию.
- Шпиндель 0,48 мм — 2Е78П.71.000
- Шпиндель 0,78 мм — 2Е78П.72.000
- Шпиндель 0,120 мм — 2Е78П.73.000
- Шпиндель универсальный — 2Е78П.74.000
- Шпиндель специальный — 2Е78П.75.000
- Пульт управления — 2Е78П.83.000
- Электроаппаратура панели — 2Е78П.
 81.000
81.000 - Колонна — 2Е78П.30.000
- Стол — 2Е78П.40.000
- Основание 2Е78П.10.000
- Отсчетное устройство — 2Е78П.40.020
- Коробка скоростей и подач — 2Е78П.50.000
- Шпиндельная бабка — 2Е78П.23.000
- Электрооборудование сценка — 2Е78П.80.000
- Панель пульта — 2Е78П.82.000
- Пульт управления — 2Е78ПН.83.000
- Электроаппаратура панели — 2Е78ПН.81.000
- Основание — 2Е78ПН.10.000
- Электрооборудование станка — 2Е78ПН.80.000
- Панель пульта — 2Е78ПН.82.000
Следующим вариантом является — координатно-расточные станки. Эти стенды считаются точным оборудованием, что позволяет достаточно точно провести операции по растачиванию главного силового агрегата автомобиля.
Для наглядного примера возьмем стенд 2Л450АФ4.
- I — станина
- II — стойка
- III — блок направляющих
- IV — шпиндельная коробка
- V — шпиндель
- VI — пульт управления
- VII — стол и салазки
- VIII — механизм предварительного набора координат
- IX — привод перемещения стола
- X — привод перемещения салазок
- XI — коробка скоростей
Последняя группа станков для расточки блока цилиндров — горизонтально-расточные. Это самый дорогой вариант, который представляет собой возможность растачивать двигатель не только горизонтально, но и вертикально. Так, В этом случае можно даже проводить процесс шлифовки поверхности блока. Ярким представителем данной категории является — AMC-SCHOU L 2500.
Это самый дорогой вариант, который представляет собой возможность растачивать двигатель не только горизонтально, но и вертикально. Так, В этом случае можно даже проводить процесс шлифовки поверхности блока. Ярким представителем данной категории является — AMC-SCHOU L 2500.
| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | Станок L 2500 V | |
| Максимальная длина блока | мм | 2540 |
| Максимальное расстояние от встроенных параллелей до борштанги | мм | 850 |
| Шпиндельные скорости | об/мин | 750 |
| Быстрая подача в обе стороны | мм/мин | 1000 |
| Переменная подача в обе стороны | мм/мин | 1000 |
| Скоростная подача в обе стороны | мм/мин | 1000 |
| Максимальный ход борштанги | мм | 680 |
| Двигатели станка | ||
| Шпиндельный двигатель | кВт | 1. 5 5 |
| Двигатель подачи шпинделя | кВт | 0.37 |
| Размеры | ||
| Высота | мм | 2200 |
| Полная длина | мм | 5100 |
| Полная ширина | мм | 800 |
| Требуемое рабочее место | мм | 7600×800 |
| Вес NETTO приблизительно. | кг | 2700 |
| Вес с упаковкой приблизительно (деревянная паллета) | кг | 3140 |
| Объем упаковки | куб.м | 12.82 |
Технологический процесс расточки
Как расточить двигатель? Этот вопрос задавали себе многие автолюбители. Технологический процесс расточки достаточной простой, но требует внимательности и понимания. Расточка внутренний части мотора, а точнее цилиндров, задача точная, поэтому такую работу желательно доверить профессионалам, которые разбираются. Рассмотрим основные позиции проведения расточки ДВС на аналоговом и цифровом оборудовании.
Аналоговая расточка требует постоянного вмешательства специалиста, поскольку именно он определяет, какой будет размер цилиндров после окончания проведения работ. Рассмотрим, последовательность действий:
- Блок цилиндров устанавливается на станину так, чтобы шпиндель размещался по центру цилиндра.
- В шпиндель устанавливается резец, которым собственно и будет проводиться расточка.
- Включается станок и шпиндель начинает опускаться, при этом режущим резцом растачивает цилиндр.
- Таким самым способом проводится расточка остальных цилиндров.
- После проведения процесса расточки, расточенной мотор, нужно будет хонинговать, а именно доведение поверхности до зеркального состояния.
Стоит учитывать, что при неправильно проведенном процессе, описанном в пункте 1, цилиндр расточиться не правильно и двигатель можно будет, попросту, выкинуть. Поэтому растачивать блоки стоит доверять профессионалам.
Цифровая расточка — это расточка при помощи электроники, а именно ЧПУ.
В современных развитых странах можно найти стенды с умной электроникой, которые имеют в своем арсенале сканер. Именно он позволяется точно и четко попасть в цилиндр, а также провести расточку с точностью до микрона. К сожалению, такие стенды на территории СНГ недоступны, так как стоимость данных агрегатов начинается от 100 000 евро, и автосервисы не могут себе позволить такой станок.
Показания и противопоказания к расточке
К показаниям к проведению расточки являются:
- Износ внутренней части цилиндров, наличие раковин и царапин.
- Возможность восстановления.
- Отсутствие трещин и других похожих повреждений.
- Возможность установки ремонтного комплекта поршневой группы.
- Проведение точных операций по расточке.

А вот к противопоказаниям можно отнести:
- Невозможность восстановить поверхность цилиндров.
- Отсутствие возможности расточки под ремонтный размер (случаи с гильзовкой блока).
- Другие факторы, в которых растачивать блок не целесообразно.
Вывод
Расточить двигатель, а точнее блок цилиндров, в большинстве случаев возможно, но автомобилисту рекомендуется обращаться к профессионалам, которые обладают достаточными знаниями и умениями, чтобы сделать все верно. Процесс расточки достаточно простой, но может выполняться как на аналоговом, так и цифровом оборудовании.
Поэтому, не стоит придумывать велосипед, и для проведения процесса рекомендуется обратиться к специалистам, а в противном случае, можно лишиться одного из главных узлов двигателя внутреннего сгорания.
Блок цилиндров: расточка или хонингование? / Ремонт двигателей
Вопрос, который мы вынесли в название статьи, может показаться читателю, по меньшей мере, странным. Поскольку хорошо известно, что изношенные цилиндры блока принято сначала растачивать, а затем хонинговать в увеличенный (ремонтный) размер, тем самым обеспечивая восстановление геометрии каждого цилиндра и зазора между ним и поршнем.
Между тем наш вопрос вполне закономерен. Почему, спросите? Попробуем объяснить…
Поскольку хорошо известно, что изношенные цилиндры блока принято сначала растачивать, а затем хонинговать в увеличенный (ремонтный) размер, тем самым обеспечивая восстановление геометрии каждого цилиндра и зазора между ним и поршнем.
Между тем наш вопрос вполне закономерен. Почему, спросите? Попробуем объяснить…
Прежде чем погрузиться в «дебри» ремонтных технологий, ответим еще на один простой вопрос, являющийся ключевым: зачем вообще нужно растачивать и хонинговать цилиндры, какова цель всех этих операций? Другими словами…
Зачем ремонтировать цилиндры?
В принципе, ответ ясен — цилиндры ремонтируют, если они изношены. Правда, величина и характер износа могут быть весьма различными, и не всегда блок цилиндров даже долго «ходившего» мотора требует ремонта.
Обычно предельную величину износа цилиндров определяют по двум параметрам: износу в зоне остановки верхнего поршневого кольца в ВМТ и эллипсности зеркала, возникающей в зоне контакта стенки цилиндра с юбкой поршня. Первый параметр оценивается критической величиной около 0,05 мм, второй — около 0,03 мм. Если состояние цилиндра хуже, то из-за износа в верхней части (характерной «ступеньки» на стенке цилиндра) нарушаются условия работы поршневых колец, появляется их вибрация и не исключены удары о край «ступени», в результате чего износ колец и их канавок на поршне резко ускоряется. Эллипсность нарушает плотность прилегания колец к цилиндру и увеличивает зазор между поршнем и цилиндром. Вместе оба фактора приведут к прорыву газов в картер, снижению компрессии и возрастанию расхода масла, даже если в двигатель установить новые поршни и кольца. Правда, после такого «косметического» ремонта указанные параметры иногда приходят в «норму», но ненадолго — тысяч на 10-20 километров пробега.
Первый параметр оценивается критической величиной около 0,05 мм, второй — около 0,03 мм. Если состояние цилиндра хуже, то из-за износа в верхней части (характерной «ступеньки» на стенке цилиндра) нарушаются условия работы поршневых колец, появляется их вибрация и не исключены удары о край «ступени», в результате чего износ колец и их канавок на поршне резко ускоряется. Эллипсность нарушает плотность прилегания колец к цилиндру и увеличивает зазор между поршнем и цилиндром. Вместе оба фактора приведут к прорыву газов в картер, снижению компрессии и возрастанию расхода масла, даже если в двигатель установить новые поршни и кольца. Правда, после такого «косметического» ремонта указанные параметры иногда приходят в «норму», но ненадолго — тысяч на 10-20 километров пробега.
Получается, что у изношенных цилиндров имеются недопустимые искажения в их геометрии, что требует ее восстановления до исходного состояния, то есть необходимо отремонтировать блок. Однако здесь и возникают проблемы, поскольку еще не совсем ясно. ..
..
Что нужно восстанавливать в цилиндре?
Грубо говоря, все геометрические характеристики блока цилиндров можно разделить на параметры «макро» и «микро». Макрогеометрия — это, очевидно, размеры, форма и взаимное расположение ремонтируемых и других (в том числе базовых, т.е. используемых для точной установки блока в станке) поверхностей. Проще всего восстановить размеры, а именно зазор между поршнем и цилиндром. Для этого достаточно увеличить диаметр цилиндра (к примеру, расточить) в соответствии с размером ремонтного поршня. Среднее значение рабочего зазора у большинства двигателей 0,04-0,05 мм — это та величина, на которую диаметр цилиндра превышает размер поршня, измеренный по юбке перпендикулярно оси отверстия поршневого пальца.
Несколько хуже обстоит дело с формой отремонтированной поверхности. Необходимо добиться (а это не так просто), чтобы эллипсность и конусность цилиндра не превышали 0,01 мм, иначе в цилиндре не получится стабильного рабочего зазора и хорошего прилегания поршневых колец.
В большинстве случаев при ремонте этим и ограничиваются малоопытные мастера, забывая о таких значимых параметрах, как взаимное расположение поверхностей. Речь идет прежде всего о перпендикулярности осей цилиндра и коленчатого вала — именно этот параметр во многом определяет не только ресурс двигателя в целом, но и некоторые более «второстепенные» характеристики, к примеру, шумность работы.
«Микрогеометрия» — это микропрофиль зеркала цилиндров. От того, какой получилась поверхность после ремонта, зависит трение и износ деталей, в первую очередь, поршневых колец. Для этого микропрофиль поверхности должен удовлетворять противоречивым требованиям — быть гладким, но одновременно и шероховатым, чтобы удерживать масло. Кроме того, необходимо, чтобы трущиеся детали имели минимальное время приработки.
Всем этим требованиям, как известно, лучше всего соответствует поверхность, имеющая впадины (риски) так называемой основной шероховатости глубиной до 0,005-0,010 мм и сглаженные (плоские) вершины — опорные поверхности. Такая поверхность формируется в процессе плосковершинного хонингования, о котором речь пойдет ниже.
Такая поверхность формируется в процессе плосковершинного хонингования, о котором речь пойдет ниже.
Итак, искомые геометрические характеристики цилиндров определены. Дело за малым — обеспечить все это на практике.
Как ремонтируют блоки?
Вначале небольшое замечание. Как мы показали выше, количество параметров, контролируемых при ремонте блока цилиндров весьма велико, а их значения могут меняться на разных стадиях механической обработки. Очевидно, что добиться высокого качества ремонта можно, только грамотно выстроив всю последовательность операций механической обработки и непременно контролируя геометрию блока на каждой стадии. Поэтому будет ошибкой рассматривать поступивший в ремонт блок цилиндров как некую деталь, требующую ремонта. Это упрощенный подход, при котором весьма проблематично получить положительный результат. Мы советуем рассматривать ремонтируемый блок только как заготовку, которой предстоит пройти долгий путь, прежде чем она станет деталью.
Очевидно, превращение заготовки в деталь достигается не по мановению волшебной палочки — необходимо несколько условий: соответствующее оборудование, хороший инструмент и правильная технология. Сюда мы бы обязательно добавили и грамотного специалиста-ремонтника, без которого трудно рассчитывать на успех.
Итак, обратимся к практике ремонта блоков цилиндров. Здесь многое определяется оборудованием. Как известно, станки, используемые для ремонта блоков недоступны большинству широкопрофильных СТО по причине высокой стоимости. Такой станок необходимо окупить, для чего нужна его загрузка соответствующими работами. В результате ремонт блоков обычно осуществляется в специализированных мастерских и технических центрах, располагающих этим оборудованием.
А какое оборудование здесь используется? Без сомнения, самым популярным в последние годы становится хонинговальный станок CV616 американской фирмы Sunnen. Его преимущества перед аналогами, в том числе отечественными, очевидны — высокая производительность, надежность, точность, простота управления, наличие автоматики. В результате блок цилиндров 4-цилиндрового двигателя может быть отремонтирован в течение 20-30 минут, и это при съеме металла с цилиндров до 0,5 мм на диаметр!
В результате блок цилиндров 4-цилиндрового двигателя может быть отремонтирован в течение 20-30 минут, и это при съеме металла с цилиндров до 0,5 мм на диаметр!
Добиться такой производительности позволяет конструкция станка, в частности, автоматическая подача абразивных брусков «на разжим» по мере снятия металла со стенок цилиндра.
То есть станок смело и прямо, без расточки, хонингует цилиндры в нужный размер. Быстро, удобно, выгодно — традиционная расточка уже не нужна, станок сам прекрасно выправляет геометрию самого изношенного и «кривого» цилиндра. Лишь в самом конце достаточно заменить бруски на хонинговальной головке на более мелкозернистые или на специальные абразивные «щетки», чтобы получить требуемую плосковершинную поверхность цилиндра. В результате имеем «то, что просили» — эллипсность и конусность цилиндра не более 0,01 мм и прекрасный микропрофиль поверхности, — что еще надо для «полного счастья» ремонтника-моториста?
К сожалению, картина не всегда оказывается такой радужной. Только выясняется это много позже, этак через 40-50 тысяч километров пробега отремонтированного двигателя. Заметили, что двигатель стал шумноват? Да и «маслицо подъедает»? Нет, быть не может, ведь все сделали хорошо. Хотя… Правильно, внимательный читатель, наверное, обратил внимание на то, что в описании преимуществ американского станка мы ничего не сказали о взаимном расположении поверхностей на отремонтированном блоке цилиндров. А в этом, как оказывается, и «зарыта собака».
Только выясняется это много позже, этак через 40-50 тысяч километров пробега отремонтированного двигателя. Заметили, что двигатель стал шумноват? Да и «маслицо подъедает»? Нет, быть не может, ведь все сделали хорошо. Хотя… Правильно, внимательный читатель, наверное, обратил внимание на то, что в описании преимуществ американского станка мы ничего не сказали о взаимном расположении поверхностей на отремонтированном блоке цилиндров. А в этом, как оказывается, и «зарыта собака».
Когда лучшее — враг хорошего
Давайте посмотрим, что же происходит при «прямом», без расточки, хонинговании цилиндров? Вначале бруски, опираясь на наименее изношенные участки цилиндра, постепенно выравнивают поверхность, убирая все «эллипсы» и «конусы». Цилиндр становится геометрически правильным, за исключением, может быть, следа от «ступеньки» в верхней части. Затем, по мере дальнейшего хонингования исчезает и она, а далее, после съема еще нескольких десятых или сотых долей миллиметра, искомый ремонтный размер цилиндра будет достигнут.
А где же так называемая «база» — поверхность, относительно которой обрабатывается цилиндр? Быть может, это нижняя плоскость блока? Или верхняя? Или постели подшипников коленвала? Ведь именно этим поверхностям должны быть перпендикулярны цилиндры.
Нет, базой при прямом хонинговании служит сама поверхность цилиндра. Только заметим — изношенного. И чем неравномернее износ (а такое наблюдается, и нередко), тем сильнее будет перекошена ось отремонтированного цилиндра. Кроме того, чем больше съем металла, тем сильнее может «уехать» ось цилиндра в результате воздействия разного рода случайных факторов. По нашему мнению, этот перекос легко может превысить 0,1-0.2 мм на миллиметр съема, достигнув величин более чем критических.
Еще хуже обстоит дело с блоками цилиндров отечественных автомобилей. Как мы уже отмечали ранее (см. № 1/2000), эти блоки не проходят операцию так называемого «старения» в необходимой степени. Вследствие этого со временем блоки «разъезжаются» — у них перекашиваются цилиндры и постели подшипников коленвала. Кроме того, цилиндры могут вообще быть «кривыми» от рождения. Очевидно, что при прямом хонинговании цилиндров не будет происходить исправления геометрии блока, — как был он «кривым», так им и останется, хорошо, если хуже не станет.
Кроме того, цилиндры могут вообще быть «кривыми» от рождения. Очевидно, что при прямом хонинговании цилиндров не будет происходить исправления геометрии блока, — как был он «кривым», так им и останется, хорошо, если хуже не станет.
Возможно, мы слишком сгустили краски. Тем более что точно измерить перекос оси цилиндра на уже готовом блоке очень сложно — необходимо изготовить специальное измерительное приспособление или иметь соответствующий прибор. Но даже если провести измерения, толку будет мало — повлиять на технологию прямого хонингования в ту или другую сторону нельзя.
Что же делать? Да, в общем, ничего особенного: раз технология дает (или может дать) сбой, надо просто ее изменить. А что менять? Тоже понятно: перед хонингованием надо цилиндры растачивать — так, как это делали и 10, и 40 лет назад.
Растачивание цилиндров, безусловно, процесс не быстрый: выверка положения блока на расточном станке и растачивание с малой подачей, чтобы качество поверхности было хорошим, требуют времени. Однако это гарантирует, что все цилиндры с точностью до 0,01 мм (по длине цилиндра), параллельны друг другу и одновременно перпендикулярны базе — плоскости (верхней или нижней) или, что лучше для «кривых» отечественных блоков, постелям коленвала.
Однако это гарантирует, что все цилиндры с точностью до 0,01 мм (по длине цилиндра), параллельны друг другу и одновременно перпендикулярны базе — плоскости (верхней или нижней) или, что лучше для «кривых» отечественных блоков, постелям коленвала.
При растачивании обязательно оставляется припуск около 0,1-0,15 мм на хонингование. Именно эта величина гарантирует, что будет удален весь дефектный слой металла, оставшийся после растачивания. Одновременно такой малый припуск не позволит перекосить оси цилиндров во время хонингования.
А теперь давайте посчитаем. «Правильная» технология ремонта блока цилиндров получается долгой в любом случае, поскольку предварительное растачивание обязательно. А время — это деньги: более длительная работа дороже. Сэкономить время удается лишь на хонинговании, правда, если использовать уже упомянутый американский станок, то, по сравнению с довольно неуклюжими отечественными хонинговальными станками, экономия общего времени обработки блока едва ли превысит 20%.
Но только так можно гарантировать высокое качество ремонта. Если же принять во внимание стоимость (а, значит и сроки окупаемости) оборудования, то при правильной технологии ремонта вопрос о том, какой хонинговальный станок использовать для ремонта блока цилиндров, похоже, пока остается открытым.
Когда необходима расточка блока цилиндров
Во время работы двигателя самые большие нагрузки от трения испытывают цилиндры и поршни двигателей. Это связано с тем, что этим деталям приходится работать в тяжелых условиях повышенных температур и повышенного давления.
Элементы поршней трутся о стенки цилиндров, вызывая тем самым постоянный износ. Причем этот износ может происходить неравномерно, и постепенно цилиндр начинает терять свою первоначальную форму. Но это вовсе не означает, что это изменение формы становится видно глазу.
Возможно Вас заинтересуют следующие услуги
Ремонт шатунов Ремонт коленвала Реставрация постелей распредвала
Наши контактные данные: 8(343)200-88-83, 8(950)657-77-11, e-mail: 2008883@bk. ru
ru
Для чего нужна расточка блока цилиндров?
Изменение формы можно определить, только используя специальные измерительные инструменты. Нужно понимать, что это только в теории поршень двигается в цилиндре по идеальной траектории. На самом деле это далеко не так. И чем больше отклонение от идеальной траектории, тем быстрее происходит изнашивание и цилиндров и поршней.
Неправильность траектории движения поршня связана со многими факторами, прежде всего, конструкционного характера. Например, это может быть несоосность и неперпендикулярность положения сопрягаемых деталей. Помимо этого на преждевременный износ влияют слишком большие допуски в размерах, которые дают возможность поршню двигаться не только параллельно оси цилиндра, но и с определенным отклонением по горизонтали.
И все это приводит к тому, что цилиндр постепенно теряет свою форму, причем это может происходить неравномерно. И со временем профиль цилиндра становится не идеально круглым, а эллипсовидным.
Помимо этого на стенки цилиндра действует высокая температура, и воздействуют продукты сгорания, которые постепенно разрушают стенки цилиндра и одновременно поверхность поршня. И, казалось бы, можно просто заменить поршень, и все станет нормально. Но этого не произойдет. Если геометрия нового поршня идеальная, то геометрия цилиндра уже нарушена, и никакая замена поршня без расточки блока цилиндров в этой ситуации не спасет.
Цилиндры должны подвергаться растачиванию, если они изношены. Но следует понимать, что не все цилиндры изнашиваются, несмотря на длительную эксплуатацию. Некоторые двигатели нормально доживают свой век без всякой расточки и ремонта.
Для того чтобы определить степень износа цилиндра используют систему оценки двух размерных параметров цилиндров:
- Первый параметр – это изменение первоначальных размеров на 0,05 мм в верхней мертвой точке. Но не самого поршня, а верхнего кольца поршня.
- Второй параметр – изменение размера на 0,03 мм в месте соприкосновения юбки поршня со стенкой цилиндра.

Т.е при изменении параметров на такие величины уже требуется ремонт. Но ситуация может быть еще хуже, когда в верхней части цилиндра возникает дефект в виде ступеньки. Именно эта ступенька ускоряет разбивание не только поршневых колец, но и посадочных мест на поршне под кольца. Возникают удары, причем, весьма ощутимые.
Двигатель начинает работать с сильными вибрациями. Помимо этого из-за возникшей эллипсности нарушается прилегание поршневых колец к стенкам цилиндра. А это чревато прорыву газов из цилиндра в картер, нарушается компрессия в двигателе, начинается существенный перерасход масла и топлива.
В конце концов, может сложиться так, что кольца просто разваливаются от постоянных ударных нагрузок. При этом стенки цилиндра повреждаются так, что никакая расточка не может устранить полученный дефект.
Расточка блока цилиндров нужна для того, чтобы восстановить геометрические параметры этой части двигателя. Но восстановление блока цилиндров касается не только самих геометрических параметров цилиндра, но и еще восстановления нормального положения сопрягаемых деталей относительно друг друга.
Т.е. если добиться только нормальной геометрии самого цилиндра, этого не будет хватать, чтобы восстановить нормальную соосность и нормальное расположение всех базовых поверхностей. А если базовые поверхности не будут располагаться соосно и параллельно, то цилиндры и дальше будут разбиваться по мере работы двигателя. И не только цилиндры.
Напряжение и избыточное трение, которое возникает при неправильной соосности, будет влиять и на другие узлы поршневой группы. Т.е. все подвижные детали, участвующие в процессе работы двигателя, входящие в поршневую группу, будут испытывать дополнительные нагрузки на изгиб, сжатие и т.д.
Как выполняется расточка блока цилиндров?
Операция по восстановлению нужного зазора между стенками цилиндра и поршнями не такая уж и сложная. Достаточно проточить на расточном станке цилиндр до нужного размера, и зазор получается сам собой. Потом останется лишь установить новый поршень.
Обычно для этих операций используют вертикально-расточной станок для расточки блока цилиндров. И правильность расточки зависит от состояния оборудования и квалификации станочника. Однако, это не сложная технологическая операция.
И правильность расточки зависит от состояния оборудования и квалификации станочника. Однако, это не сложная технологическая операция.
А вот для того, чтобы убрать эффект эллипса, придется повозиться. Восстановление формы цилиндра – вот самая сложная часть процесса. Причина в том, что выработка внутренних поверхностей цилиндра может быть самой разной в различных местах цилиндра. Поэтому перед тем как приступать к расточке, проводят несколько измерений при помощи микрометрических стрелочных приборов. И только после этого выносится решение, как именно нужно протачивать цилиндр, чтобы добиться нужной геометрии поверхности.
Помимо устранения эллипсности расточка блока цилиндров преследует цель убрать и конусность цилиндра. И этот параметр должен быть не более 0,01 мм. На всей длине цилиндра. Подобные операции с такой минимальной погрешность можно делать только на расточных станках, у которых точность проточки еще ниже, чем 0,01 мм.
Помимо этого при растачивании цилиндра должны выдерживаться высокие требования к получаемой чистоте обрабатываемых поверхностей. Чем чище будет обработана поверхность при расточке, тем меньше времени понадобится на притирку новых деталей.
Чем чище будет обработана поверхность при расточке, тем меньше времени понадобится на притирку новых деталей.
Если чистота обработки будет недостаточной, возникнут проблемы с преждевременным износом колец поршня, с перерасходом масла, перерасходом топлива. Плюс ко всему увеличивается трение, особенно в процессе обкатки, это всегда связано с лишним количеством металлической пыли в масле.
расточка блока цилиндров
Расточка блока цилиндров двигателя является ремонтной операцией по восстановлению правильной геометрии изношенных цилиндров и нужного рабочего зазора между поршнями и стенками цилиндров (или гильз цилиндров). И вроде бы это не такая уж и сложная операция, при наличии некоторых знаний и нужного расточного оборудования, однако имеется ряд важных нюансов, о которых не знают, или просто не учитывают некоторые ремонтники и все эти нюансы и тонкости я постараюсь описать в этой статье.
Перед тем как начать писать эту статью и всё, что связано с расточкой блока цилиндров я замечу, что эта статья будет полезна не только автомобилистам, но и конечно же владельцам мотоциклов — ведь цилиндры и ремонтные операции по их восстановлению у автомобилей и мотоциклов практически одинаковы.
После определённого пробега двигателя, каким бы качественным не было бы моторное масло и материал стенок блока цилиндров, они постепенно изнашиваются, их правильная геометрия теряется, зазоры между поршнями и стенками цилиндров увеличиваются и в итоге двигатель теряет былую компрессию и соответственно резвость (мощность ).
Кстати замер компрессии и выявление её низкого значения и является главным критерием того, что мотор пора разбирать а блок растачивать, если конечно с клапанным механизмом всё в порядке (как узнать от чего плохая компрессия я уже писал, например в статье про компрессию — ссылка чуть выше).
К тому же, кроме потери мощности, мотор уже хуже заводится и возрастает расход моторного масла и после каждой поездки приходится восстанавливать его уровень, что добавляет некоторые неудобства водителю и он начинает задумываться о ремонте. А вот как произвести такой ремонт правильно и будет описано в этой статье.
И если даже кто-то и не будет делать его самостоятельно (ведь не у каждого в гараже стоит расточной станок), зато после прочтения этой статьи у автовладельцев уже появится возможность грамотно проконтролировать работников автосервиса, которые выполняли расточку цилиндров и в любой момент водитель сможет произвести соответствующие проверочные замеры и оценить качество работы, а это важно знать, перед тем как начинать сборку двигателя.
К тому же ещё перед тем, как блок цилиндров начали растачивать, водитель по подготовительным действиям работников автосервиса (какие они должны быть я опишу ниже) сможет понять, доверять им расточку, или может быть лучше сменить мастерскую пока не поздно. Ведь не секрет, что после расточки цилиндров в некоторых мастерских, многие двигатели уже не проходят тот же ресурс, какой был у нового мотора.
А всё дело в правильных подготовительных операциях перед расточкой блока, так как правильная подготовка блока и оборудования очень важна (не менее чем сама расточка) и напрямую влияет на дальнейший ресурс отремонтированного двигателя. Все эти нюансы я опишу чуть ниже и надеюсь они помогут правильно выбрать ремонтную мастерскую и конечно же помогут существенно увеличить ресурс вашего мотора после его ремонта.
Расточка блока цилиндров — Важное — подготовка к работе и нужные приспособления.
И так, перед расточкой блока цилиндров очень важно сделать то, чем многие ремонтники пренебрегают, или просто не знают.
ПЕРВЫЙ ВАЖНЫЙ НЮАНС.
Как правило многие ремонтные мастерские, которые занимаются расточкой и хонинговкой блоков, при расточке цилиндров, главной-базовой плоскостью считают нижнюю плоскость блока мотора, к которой крепится поддон для масла. Говоря проще, станочники перед расточкой берут и ставят блок цилиндров двигателя на крепёжный стол своего станка, затем выверяют и совмещают ось расточной головки с осью растачиваемого цилиндра, далее зажимают блок цилиндров и начинают расточные операции.
Но ведь никто из большинства ремонтников-расточников никогда и не задумывается (ну может быть только когда растачивал блок своего двигателя), а точно ли параллельна нижняя плоскость блока цилиндров мотора оси распределительного и коленчатого вала ??? А точно ли перпендикулярна нижняя плоскость растачиваемого блока осям всех цилиндров этого блока ???
И если даже при серийном производстве на наших автозаводах и выполнили это важное условие (что мне с трудом верится), то от каждодневных нагрузок от перевыполнения плана, постоянной нехватки времени и в процессе интенсивной эксплуатации оборудования, это условие со временем нарушилось. И может быть даже всего на чуть чуть — примерно на доли градуса, а может и больше, а кто это знает и кто вообще это проверяет, особенно сейчас ? Да всего лишь какие то единицы действительно грамотных мотористов, которых ещё нужно постараться найти.
И может быть даже всего на чуть чуть — примерно на доли градуса, а может и больше, а кто это знает и кто вообще это проверяет, особенно сейчас ? Да всего лишь какие то единицы действительно грамотных мотористов, которых ещё нужно постараться найти.
К тому же на многих автозаводах (особенно отечественных) не учитывается процесс изменения формы блока, через некоторое время, в процессе старения блока цилиндров и их сразу же растачивают и отправляют на конвейр для сборки мотора (о процессе старения я ещё напишу ниже).
Не перпендикулярность оси цилиндра и оси коленчатого вала приведёт к быстрому износу деталей двигателя.
И конечно же в итоге, оси коленчатого вала (да и распределительного тоже) оказываются не строго перпендикулярны стенкам цилиндра (осям гильз цилиндров). Чудес не бывает и значит получается, что на шатуны и вкладыши двигателя постоянно будет давить пусть небольшая, но всё таки изгибающая сила.
А значит от этого кольца, поршни, да и стенки гильз цилиндров будут в процессе работы двигателя изнашиваться неравномерно (с одной стороны больше, с другой меньше). Добавим к этому ещё и то, что же между поршнями и стенками цилиндров, будет образовываться не правильная (неравномерная) плёнка моторного масла, то есть менее устойчивая клинообразная плёнка масла, которая будет постоянно выдавливаться из под клина трущейся пары (поршень-цилиндр).
Добавим к этому ещё и то, что же между поршнями и стенками цилиндров, будет образовываться не правильная (неравномерная) плёнка моторного масла, то есть менее устойчивая клинообразная плёнка масла, которая будет постоянно выдавливаться из под клина трущейся пары (поршень-цилиндр).
Следует отметить, что неравномерный слой моторного масла в виде клина, будет образовываться и между шейками и вкладышами коленчатого вала (см. рисунок 3). В результате всего этого при эксплуатации двигателя будет происходить ускоренный износ деталей и разумеется ресурс такого двигателя будет совсем небольшим.
Прочитав то, что написано выше, не сложно сделать естественный вывод, что прежде чем расточнику начинать расточку цилиндров блока двигателя, следует обязательно проверить постели коренных вкладышей коленчатого вала (да и распредвала тоже и вообще любых постелей) на их точную соосность и цилиндричность.
А главное следует обязательно проверить точную перпендикулярность отверстий (осей) постелей относительно осям всех цилиндров двигателя. И уже исходя от этого, правильно закреплять блок в станке и обрабатывать поверхность цилиндров. Проверку можно произвести например с помощью специально сделанных приспособлений, на основе индикатора часового типа, да и вообще любой расточник, ну или фрезеровщик, знает как и с помощью чего произвести такую проверку, но самое печальное, что делают её лишь единицы.
И уже исходя от этого, правильно закреплять блок в станке и обрабатывать поверхность цилиндров. Проверку можно произвести например с помощью специально сделанных приспособлений, на основе индикатора часового типа, да и вообще любой расточник, ну или фрезеровщик, знает как и с помощью чего произвести такую проверку, но самое печальное, что делают её лишь единицы.
И ещё один нюанс — если нижняя плоскость блока двигателя (которую считают базовой) не перпендикулярна осям всех цилиндров мотора, то лучше не подкладывать под нижнюю плоскость блока металлические пластинки, которые немного приподнимут блок с нужной стороны и компенсируют не перпендикулярность, а следует шлифануть нижнюю плоскость блока на шлифовальном станке (ну или хотя бы на фрезерном), чтобы исправить дефект несоответствия.
И только после этого можно буде уже спокойно ложить блок мотора на стол расточного станка, закреплять его и растачивать, ну и затем хонинговать цилиндры (опять же правильным — безабразивным хоном, которые не будет шаржировать поверхности стенок цилиндров). И именно так делают настоящие грамотные и профессиональные мотористы расточники (к сожалению их больше за рубежом).
И именно так делают настоящие грамотные и профессиональные мотористы расточники (к сожалению их больше за рубежом).
И если даже многие авто или мото-владельцы не смогут самостоятельно произвести грамотную подготовку к расточке и саму расточку (ведь не у каждого есть дорогой расточной станок в гаражной мастерской), но зато Вы, уважаемые читатели моего сайта, прочитав эту статью, надеюсь уже сможете адекватно контролировать расточников в каком то автосервисе, которым вы доверите ремонт своего двигателя, а не тупо кивать с открытым ртом на всё, что они Вам говорят и просто безразлично смотреть на их действия, мол якобы они профессионалы и сами всё знают.
ВТОРОЙ ВАЖНЫЙ НЮАНС.
И ещё один очень важный момент, касающийся подготовке к расточке блока цилиндров или их хонинговке. Многие водители и даже ремонтники-расточники не ведают, что при сборке мотора и установки головки цилиндров на блок двигателя и затяжки всех крепёжных болтов головки, геометрическая форма цилиндров немного меняется, так как металл есть металл (любой сплав имеет некоторую пластичность и упругость).
И в реальности получается, что после обжатия всех крепёжных болтов головки динамометрическим ключом, с положенным моментом, сам цилиндр (или цилиндры) уже перестают быть строго цилиндрическим (после обжатия цилиндры принимают вид той же бочки), даже если их изготовили очень точно и до обжатия они были строго цилиндрическим.
Правильная хонинговка цилиндра. 1 — блок цилиндров, 2 — алюминиевая плита с отверстиями, вместо головки, 3 — хон с безабразивными брусочками.
Из выше описанного следует сделать вполне обоснованный и правильный вывод, что и растачивать любой цилиндр, следует обязательно ОБЖАТЫМ с таким же моментом, с каким он будет обжат вместе с головкой после сборки мотора. А для этого следует изготовить из толстой плиты (можно даже из старой головки) плиту, показанную на рисунке 2 слева.
Плита изготавливается с отверстиями под расточной резец или хон (отверстия чуть больше диаметра цилиндров) и с отверстиями под крепёжные болты, с помощью которых плита прижмётся к цилиндрам так же как и головка на двигателе (с таким же положенным моментом).
И только после такой подготовительной операции можно смело начинать расточку блока цилиндров.
После расточки всех цилиндров и откручивания крепёжных болтов (ну и снятия плиты с блока цилиндров), геометрическая форма расточенных и отхонингованных цилиндров, тут же немного нарушится (форма станет примерно такой, как у песочных часов, в середине уже, а сверху и снизу шире).
Но нам теперь остаётся только установить на отремонтированный таким способом блок штатную головку двигателя и затем обжать весь бутерброд динамометрическим ключом с положенным моментом (с таким же как была обжата плита перед расточкой цилиндров), и геометрия расточенных цилиндров Вашего двигателя станет идеальной ! И конечно же цилиндры отремонтированного таким способом Вашего двигателя, станут лучше новых заводских!
Ведь при заводском серийном производстве большинства двигателей на заводах (по крайней мере отечественных), вышеописанную правильную технологию расточки и хонинговки вряд ли применяют (а если и применяют, то только на зарубежных автозаводах выпускающих престижные автомобили).
Ну и конечно же в большинстве ремонтных расточных мастерских, так грамотно и правильно двигатели тоже не обрабатывают и не ремонтируют, а если кто то из некоторых редких ремонтников и делает это, то только для своего двигателя и таких знающих мотористов ещё придётся поискать, чего я Вам очень советую, если конечно же вы желаете долго и без проблем и ремонта ездить на своём автомобиле (или мотоцикле) и не хотите в ближайшее время избавиться от своего любимого коня.
И ещё — учитывать и проверять первый из двух важных нюансов, которые я выделил выше оранжевым цветом, особенно очень важно перед расточкой блоков наших отечественных двигателей, которые собирают на заводе не выдерживая блоки некоторое время на полке, пока происходит процесс старения блока, при котором он меняет форму и происходит потеря геометрической формы всех ранее расточенных отверстий (отверстий цилиндров, постелей валов и т.п.).
И в итоге отечественные блоки со временем как бы «разъезжаются» то есть у них постепенно перекашиваются отверстия всех четырёх цилиндров , относительно постелей подшипников скольжения коленчатого вала и распредвала.
А всё, что необходимо сделать перед расточкой блока цилиндров — это:
- проверить и выполнить два основных нюанса, которые я выделил оранжевым цветом и подробно описал выше.
- доработать блок, если оси постелей коленвала и распредвала не перпендикулярны осям цилиндров.
- доработать блок (шлифануть плоскость) если нижняя плоскость блока не перпендикулярна осям цилиндров.
- затем установить и закрепить блок в поперечной плоскости станка правильно, согласно оси расточной головки.
- перепроверить и откорректировать положение блока цилиндров (с помощью индикатора часового типа) относительно оси расточной головки.
- затем следует обкатать поверхность стенок цилиндров носиком индикатора-нутромера, чтобы найти центра цилиндров (у фирменных расточных станков индикатор вмонтирован в станке — это видно на видео ниже и входит в комплектацию станка).
- ну и остаётся установить расточную головку под нужный диаметр расточки, с припуском на хонингование, которые я опишу ниже.

- произвести расточку блока цилиндров.
Ну а теперь переходим к цифрам, так сказать какие должны быть зазоры, замеры и прочие нюансы, которые будут полезны новичкам и не только.
Цилиндр двигателя — его износ, замеры и правильная геометрия нового цилиндра, или после расточки цилиндров.
Для начала рассмотрим немного, какой получается форма цилиндров после большого пробега двигателя и какой должна быть правильная геометрия нового цилиндра (цилиндров) двигателя, или после расточки, так как эти знания помогут произвести нужные замеры и вообще контролировать геометрию расточенных цилиндров.
Естественно любому понятно, что форма цилиндров двигателя должна быть по форме идеально ровного цилиндра, который имеет абсолютно одинаковые диаметры в любом месте по высоте, а так же при замерах в диаметрально противоположных направлениях (крест-накрест).
Но многие водители, да и практически все ремонтники знают, что изнашивается поршневая группа (цилиндр (гильза) и поршни) неравномерно, так как поршень испытывает наибольшее трение о цилиндр в его середине, и меньшее трение в низу и в верху. От этого форма выработки стенок цилиндров блока образуется в виде бочки (в середине износ больше, а сверху и снизу цилиндра меньше).
От этого форма выработки стенок цилиндров блока образуется в виде бочки (в середине износ больше, а сверху и снизу цилиндра меньше).
индикаторный нутромер
Так же следует учесть, что трение поршня о цилиндр больше спереди и сзади цилиндра, а с боков трение меньше. Это происходит от того, что шатун ходит и создаёт давление взад и вперёд, а не вправо-влево. И разумеется от этого и выработка получается неравномерной, то есть спереди и сзади она больше, а с боков меньше и в итоге цилиндр постепенно превращается в овал.
Такая же неравномерная выработка происходит конечно же и на поршне (поршнях), но поршень нам не важен, так как после расточки при сборке мотора будет заменяться новым, а вот знать как и где вырабатывается цилиндр (гильза) новичкам будет очень полезно.
Замер цилиндра мотоцикла индикаторным нутромером.
И из этих знаний и исходит то, как правильно замерять цилиндр, чтобы увидеть его износ и на сколько придётся растачивать. И значит замерять цилиндр с помощью нутромера следует в нескольких местах.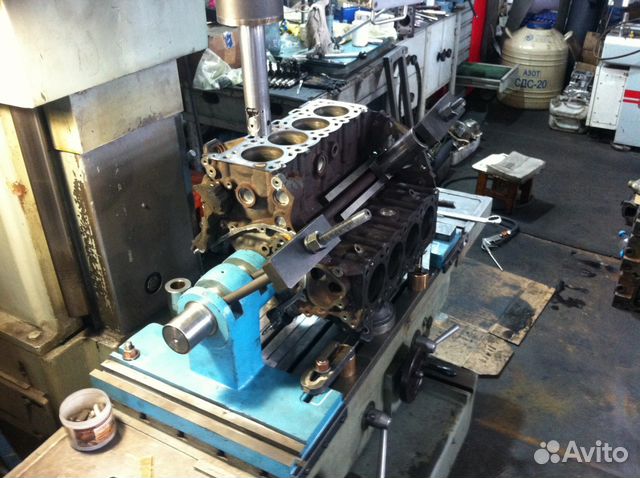 Как пользоваться нутромером в интернете информации море, да и я уже об этом написал вот тут и мне нет смысла повторяться.
Как пользоваться нутромером в интернете информации море, да и я уже об этом написал вот тут и мне нет смысла повторяться.
Места замера цилиндра нутромером.
Кто не знает как пользоваться индикаторным нутромером и кому нужно узнать, то могут кликнуть на ссылку чуть выше и почитать статью в отдельной вкладке. А вот в каких местах производить замеры изношенного цилиндра смотрим на рисунке слева.
Там видно, что точный диаметр цилиндра (как изношенного, так и расточенного для проверки качества) измеряется нутромером в четырёх поясах, но замеры этих поясов производим как в продольном, так и в поперечном направлении (крест-накрест), чтобы узнать не только износ в виде бочки, но и в виде овала.
А вообще проверка цилиндров на износ (и вообще пора ли их растачивать или они ещё поработают) заключается в том, не превышает ли их износ максимально допустимый — 0,15 мм (это для четырёхцилиндровых моторов с объёмом 1,5 — 2.0 литра, а для большекубатурных моторов зазоры могут быть чуть больше, а для малокубатурных зазоры могут быть чуть меньше и максимально допустимые значения можно узнать в мануале конкретного двигателя).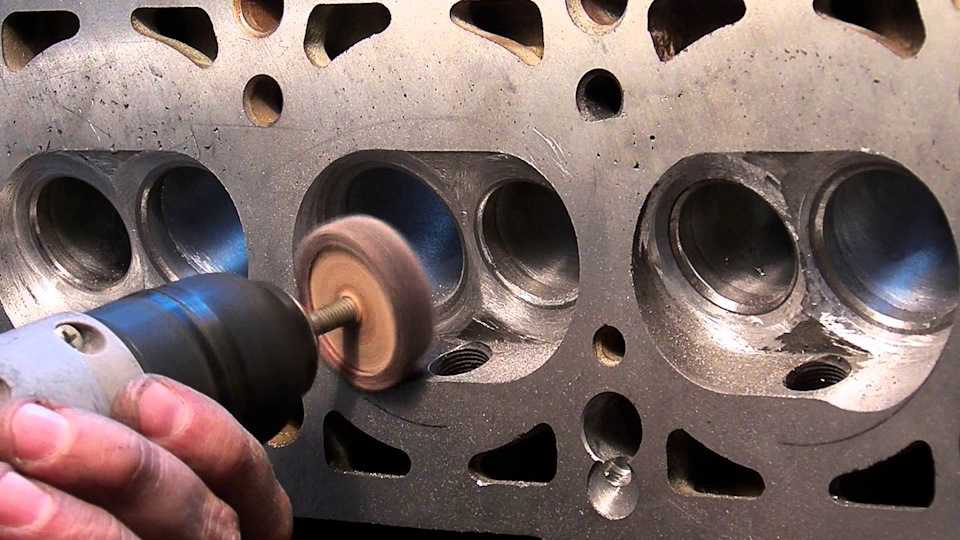
Перед замерами сначала следует настроить индикаторный нутромер на ноль и для настройки нутромера в раскрученных мастерских используется специальный калибр (кольцо из набора), но он не у всех есть, особенно у гаражных мастеров. Но не беда, ведь индикаторный нутромер вполне возможно выставить по диаметру цилиндра в той части, где он не изнашивается ( ведь в самом верху цилиндра любого мотора образуется ступенька, куда поршень не доходит при работе мотора).
Поэтому, по разнице замеров ( размеров) в не изношенном в самом верху месте и в остальных поясах можно судить о степени износа цилиндров.
Также, нутромер можно настроить и по микрометру, а размер на микрометре выставляется по мануалу вашего автомобиля, в котором указывается диаметр нового цилиндра, или по номеру очередного ремонта). Замерив цилиндр в четырёх поясах и в диаметрально противоположных направлениях записываем показания.
И если максимальная степень износа в середине цилиндра (в районе выработанных в середине стенок в виде бочки) превышает 0,15 мм. , то это значит, что необходимо произвести расточку блока цилиндров до ближайшего ремонтного размера, оставив припуск в 0,03 мм., под дальнейшее хонингование с помощью хона, который подробно описан вот тут (припуск может быть и около 0,1-0,15 мм на диаметр, у двигателей с бóльшими рабочими объёмами, или с хонинговкой с абразивными брусками).
, то это значит, что необходимо произвести расточку блока цилиндров до ближайшего ремонтного размера, оставив припуск в 0,03 мм., под дальнейшее хонингование с помощью хона, который подробно описан вот тут (припуск может быть и около 0,1-0,15 мм на диаметр, у двигателей с бóльшими рабочими объёмами, или с хонинговкой с абразивными брусками).
После расточки хонингуем цилиндры блока только с помощью безобразивных брусков, и только они позволят не шаржироваться стенкам цилиндров вашего двигателя абразивной пылью и таким образом ваши кольца и поршни проработают положенный им ресурс — это важно и подробно я об этом уже писал в отдельной очень полезной статье о правильном капитальном ремонте вот здесь.
Там же описаны и правильные подготовительные операции перед расточкой блока цилиндров, которые так же позволят сделать ресурс отремонтированного мотора не хуже и даже лучше, чем у нового. Но о правильных подготовительных операциях я написал и здесь, чуть выше, в отдельном разделе — подготовка к расточке.
При хонинговке следует выдержать такой диаметр цилиндра (цилиндров), чтобы при установке выбранного ремонтного поршня зазор между ним и цилиндром был в пределах 0,025 — 0,045 мм. Как правило, по наружному диаметру новые поршни разбиты на пять классов А, В, С, D. E, через каждые 0,01 мм. Также следует напомнить, что наружная поверхность качественного поршня от любой авторитетной фирмы имеет сложную форму.
То есть по высоте форма поршня немного коническая (это можно проверить с помощью микрометра), а в поперечном сечении овальная, поэтому измерять диаметр нового поршня необходимо в плоскости, перпендикулярной поршневому пальцу и в районе пояса поршневого пальца.
Так же поршни по диаметру отверстия под поршневой палец делятся как правило на три класса 1 , 2, и 3 через каждые 0,004 мм., но у разных производителей могут быть и другие классы и размеры. Классы диаметров поршня и отверстия под поршневой палец обычно выбиваются на днище поршня.
Ещё следует учесть, что поршни делятся ещё на три группы по весу (массе) и разумеется на двигателе все поршни должны быть одинаковой группы по массе. А вообще я советую всегда и поршни, и шатуны (особенно от неизвестных производителей) взвешивать перед установкой на цифровых весах, и если есть даже небольшая разница в весе, то следует сточить в не ответственном месте лишний материал.
А вообще я советую всегда и поршни, и шатуны (особенно от неизвестных производителей) взвешивать перед установкой на цифровых весах, и если есть даже небольшая разница в весе, то следует сточить в не ответственном месте лишний материал.
Ну и поршни ремонтных размеров для отечественных и некоторых импортных автомобилей и мотоциклов обычно изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром (может быть и больше). Стрелка на поршне показывает, что при установке в цилиндр она должна быть направленна в сторону распредвала.
Выше было описано то, что нужно знать новичкам, ну а что касаемо самого процесса расточки блока цилиндров, то описывать его нет смысла, лучше посмотреть видеоролики на эту тему, которые я опубликовал ниже. Но следует всё же написать основное, говоря простым языком, а именно:
Расточка блока цилиндров необходима для восстановления правильной геометрии изношенных цилиндров (то есть чтобы удалить бочку и овал), а также чтобы восстановить требуемый зазор между цилиндром и поршнем. Восстановить требуемый зазор между родными изношенными поршнями и расточенными цилиндрами конечно же не получится, ведь диаметр расточенных цилиндров станет немного больше.
Восстановить требуемый зазор между родными изношенными поршнями и расточенными цилиндрами конечно же не получится, ведь диаметр расточенных цилиндров станет немного больше.
И разумеется зазор восстанавливают между новым ремонтным поршнем, который чуть больше по диаметру, и цилиндром. Для этого следует увеличить диаметр цилиндра с помощью расточки и хонинговки, в соответствии с наружным диаметром нового ремонтного поршня, плюс рабочий зазор. Ну и конечно же расточка уберёт и «бочку» и «овал» и как было сказано выше, восстановит правильную геометрию идеально ровного цилиндра.
Как было описано мной выше, среднее значение необходимого рабочего зазора у большинства серийных двигателей в пределах 0,04-0,05 мм. То есть говоря проще для новичков — это та величина рабочего зазора, на которую диаметр цилиндра должен быть больше наибольшего диаметра ремонтного поршня (как я уже говорил, измеряем наибольший диаметр на юбке поршня в месте перпендикулярном оси отверстия поршневого пальца), и рабочий зазор необходим чтобы поршень не заклинило в цилиндре от теплового расширения.
Зазор может быть и другим (например на большекубатурных моторах), в зависимости от диаметра цилиндров и поршней, а так же тепловой зазор зависит от материала поршня и разумеется, чем больше тепловое расширение материала поршня, тем больше должен быть рабочий зазор между поршнем и цилиндром двигателя. Раньше, когда поршни делали из такого же материала как и гильзы цилиндров, то есть из чугуна, рабочий зазор был очень мал, ведь тепловое расширение у гильзы и у поршня было практически одинаковым.
Кстати и сейчас, у самых современных двигателей, у которых блок цилиндров изготовлен из лёгкого сплава и имеет почти такое же тепловое расширение как и поршни, то есть блок цилиндров не имеет гильз, а имеет никасилевое покрытие, или ещё более современное покрытие керонайтом, рабочие зазоры соответственно меньше, чем у более старых чугунных блоков, или алюминиевых блоков с чугунными гильзами.
Конечно же любой грамотный расточник знает (или уточняет перед расточкой), какие должны быть рабочие зазоры между поршнем и цилиндром, в зависимости от материала цилиндров и их теплового расширения.
Но получить после расточки требуемый рабочий зазор между новым ремонтным поршнем и стенками цилиндров — это ещё не всё. Также обязательно следует добиться того, чтобы конусность и элипсность каждого цилиндра в блоке не превышали допустимые 0,01 мм.
Иначе в цилиндрах вашего двигателя не получится нужного рабочего зазора по всей поверхности стенок цилиндров и конечно же нормального прилегания поршневых колец к стенкам цилиндров по всей их поверхности. Ну и конечно же следует добиться того, чтобы все цилиндры были абсолютно параллельны относительно друг друга ( в пределах точности до 0,01 мм., по всей длине цилиндров). Иначе шатуны и поршни (а значит и вкладыши) будут работать с некоторым перекосом и будут изнашиваться неравномерно.
И ещё следует напомнить, что сама по себе качественная расточка цилиндров блока далеко не быстрая операция, ведь кроме учёта всех выше описанных мной важных нюансов и выверки положения блока цилиндров, относительно оси расточной головки станка, следует производить процесс растачивания стенок цилиндров с малой подачей, которая позволяет добиться нормального качества поверхности стенок цилиндров, а работа с малыми подачами требует определённого времени.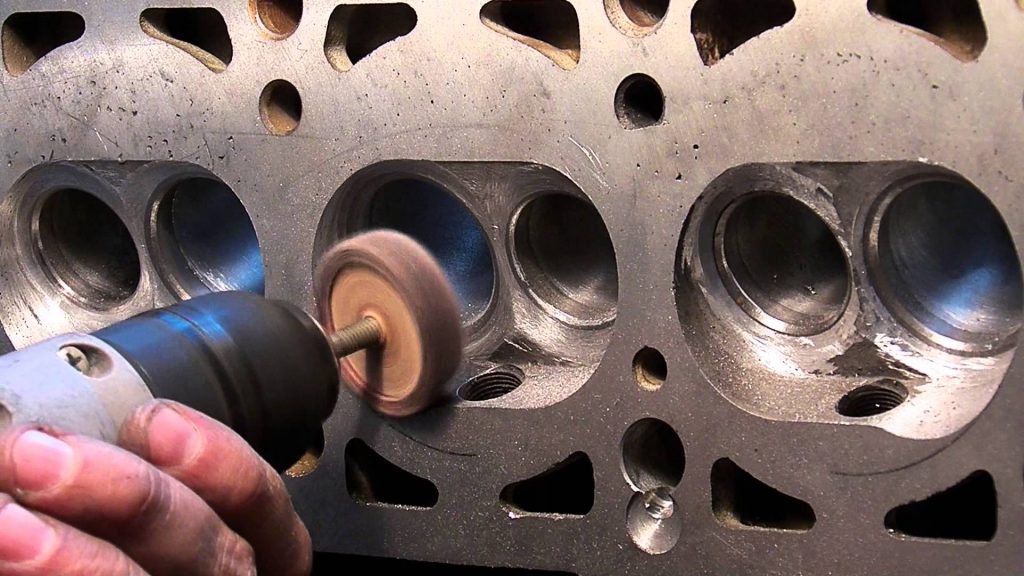
Но только учитывая все вышеописанные нюансы, можно гарантировать высокое качество расточки блока и всего ремонта вашего двигателя.
Ну и напоследок следует написать несколько слов о том, с помощью чего производят сам процесс расточки цилиндров двигателей.
Как известно многим, расточные станки (особенно от авторитетных фирм), которые используют для расточки и хонинговки блоков цилиндров, имеют не малую цену и недоступны большинству гаражных мастерских и даже многим СТО широкого профиля.
До сих пор самым распространённым и надёжным были и остаются станки фирмы «Sunnen» американских производителей (например станок CV616). Их станки имеют целый ряд преимуществ перед отечественным оборудованием — высокая надёжность и производительность, описанная чуть выше, ну и разумеется достаточно высокая точность и простота настроек управления, а на современных станках наличие автоматики позволяет почти полностью автоматизировать процесс (например с помощью автоматической подачи хона на разжим брусков) при наличии заказов с одинаковыми параметрами.
К тому же некоторые станки, (например тот же CV616) позволяют без предварительной расточки сразу хонинговать стенки цилиндров под нужный окончательный диаметр цилиндров. Это существенно экономит время на обработку и электроэнергию.
Единственная задержка, и то в конце работы, нужна для быстрой смены брусков с более мелким зерном для финишного прохода (точнее для смены на специальные безабразивные щётки, которые не позволяют шаржироваться поверхности стенок цилиндров, как это происходит с обычными абразивными брусками, и в итоге поршневые кольца и сами поршни прослужат существенно дольше) .
Ну и естественно точность станков этой фирмы достаточно высока и позволяет добиться не только поверхности нужного класса шероховатости, но и конусности, а так же элипности цилиндров блока в пределах современных допусков, то есть не более 0,01 мм.
Ну и напоследок хочется отметить, что как правило вместе с расточкой блока в капремонт изрядно пробежавшего двигателя входит и шлифовка коленчатого вала с заменой вкладышей и подробно об этой операции желающие могут почитать вот здесь. Если же ваш двигатель имеет значительный пробег, то также не помешает произвести и ремонт постелей распределительного вала о котором я подробно описал в этой статье.
Если же ваш двигатель имеет значительный пробег, то также не помешает произвести и ремонт постелей распределительного вала о котором я подробно описал в этой статье.
Вот вроде бы и всё, надеюсь эта статья о расточке блока цилиндров будет полезна, особенно новичкам, успехов всем.
RASTOCHKA — Ремонт и восстановление деталей двигателя внутреннего сгорания
Ремонт и восстановление деталей двигателя
Наши специалисты с большим опытом работы всегда готовы выполнить Ваш заказ качественно и в согласованные сроки.
Работаем на имя
Даём гарантии на качество обработки деталей двигателя
Думаем о клиентах
Ориентируемся на быстрое и качественное обслуживание
Работаем на имя
Даём гарантии на качество обработки деталей двигателя
Думаем о клиентах
Ориентируемся на быстрое и качественное обслуживание
Узнать стоимость ремонта
ремонт деталей двигателя
Расточка, гильзовка и хонингование
Данные работы могут потребоваться в случае износа цилиндров или их повреждения.
Заказать услугу
Ремонт головок блока цилиндров
Услуга позволяет устранить дефекты, которые возникают в процессе эксплуатации двигателя.
Заказать услугу
Шлифовка коленчатых валов
Выполням шлифовку коленчатых валов для всех видов двигателей автомобилей и спецтехники
Заказать услугу
Проверка герметичности системы охлаждения (опрессовка)
Проверка на герметичность охлаждения ГБЦ и блоков цилиндров двигателей.
Проверка на герметичность охлаждения
ГБЦ и блоков цилиндров двигателей.
Заказать услугу
Ремонт шатунов верхней и нижней головки шатуна
ВГШ востанавливается путем замены втулки расточки под палец определенным зазором.
Заказать услугу
Ремонт постелей коленчатых и распределительных валов
Технологий ремонта много и способ ремонта зависит от конкретного двигателя.
Заказать услугу
| Услуга | Легковой автомобиль | Грузовой автомобиль |
|---|---|---|
| Расточка блока цилиндров ВАЗ 2101-2112, Таврия, ГАЗ-402, АЗЛК | 2000 | 1000 |
| Расточка блока цилиндров ГАЗ-406; ГАЗ-405; ГАЗ-409 | 2500 | 1000 |
| Расточка блока цилиндров иномарки (за цилиндр) | 1000 | 1000 |
| Расточка блока цилиндров иномарки V- образный ( за цилиндр) | 1300 | 1000 |
| Гильзовка блока цилиндров ВАЗ, Таврия | 4000 | 2500 |
| Гильзовка блока цилиндров ГАЗ 406; ГАЗ-405; ГАЗ-409 | 5000 | 2500 |
| Гильзовка блока цилиндров иномарки ( за цилиндр) | От 2000 | 2500 |
| Ремонт головки блока цилиндров | От 1000 | От 1000 |
| Шлифовка коленвала | От 2000 | От 5000 |
| Опрессовка ГБЦ (за цилиндр) | От 200 | От 650 |
| Опрессовка блока цилиндров (за цилиндр) | От 300 | От 1000 |
| Ремонт верхней головки шатуна отечественный/иномарка (замена втулки) | 1200 | 1200 |
| Ремонт постели коленчатого вала | От 1000 за 1 опору | От 1400 за 1 опору |
| Ремонт постели распредвала | От 4000 (за 1 ось) | От 1200 (за 1 опору) |
В нашем сервисе только опытные механики
Все работы выполняются качественно и в соответствии с оговорёнными сроками
Несколько причин по которым
Несколько причин по которым
Даём
100% гарантию на нашу работу и запчастиИндивидуальный подход к каждому клиенту!
Менеджер по запчастям поможет подобрать для Вас все необходимые запчасти.
Гарантии на запчасти и оказанные услуги
Несем ответственность за каждую проделанную работу и установленную деталь
Используем только современное оборудование
Новые технологии в сочетании
с проверенными годами классическими
Несколько причин по которым
Даём
100% гарантию на нашу работу и запчастиИндивидуальный подход к каждому клиенту!
Менеджер по запчастям поможет подобрать для Вас все необходимые запчасти.
Используем только современное оборудование
Новые технологии в сочетании
с проверенными годами классическими
В нашем сервисе только опытные механики
Все работы выполняются качественно и в соответствии с оговорёнными сроками
Гарантии на запчасти и оказанные услуги
Несем ответственность за каждую проделанную работу и установленную деталь
Мы — в ремонте и восстановлении деталей двигателей!
Компания работает с 2016 года и использует в своей работе не только новейшие, но и проверенные временем технологии в области механической обработки деталей двигателей внутреннего сгорания.
Штат компании состоит из высококлассных специалистов, квалификация и опыт которых позволяют производить операции любой сложности в области механической обработки деталей ДВС с точностью и в соответствии с требованиями мировых производителей двигателей, в самые короткие сроки.
Мы — в ремонте и восстановлении деталей двигателей!
Мы — в ремонте и восстановлении деталей двигателей!
Компания работает с 2016 года и использует в своей работе не только новейшие, но и проверенные временем технологии в области механической обработки деталей двигателей внутреннего сгорания.
Штат компании состоит из высококлассных специалистов, квалификация и опыт которых позволяют производить операции любой сложности в области механической обработки деталей ДВС с точностью и в соответствии с требованиями мировых производителей двигателей, в самые короткие сроки.
Всегда не навязывая лишних услуг!
Всегда не навязывая лишних услуг!
Свяжитесь с нами
Позвоните нам по телефону +7 (928) 037-18-64 или оставьте заявку на сайте
Приезжаете к нам
Мы находимся по адресу Краснодар, ул. Московская 42 корп.6
Выполняем ремонт
Строго соблюдаем все договорённости и сроки, не забывая о качестве!
Оплачиваете работу
После приёма работы вы вносите оговорённую ранее сумму
Свяжитесь с нами
Позвоните нам по телефону +7 (928) 037-18-64 или оставьте заявку на сайте
Приезжаете к нам
Мы находимся по адресу Краснодар, ул. Московская 42 корп.6
Выполняем ремонт
Строго соблюдаем все договорённости и сроки, не забывая о качестве!
Оплачиваете работу
После приёма работы вы вносите оговорённую ранее сумму
Остались вопросы? Свяжитесь с нами и получите !
Остались вопросы? Свяжитесь с нами и получите !
Посмотрите
Наши контакты
Наши контакты
- +7 (928) 037-18-64
- rastochkakrd@yandex.
 ru
ru - ул. Московская 42к6
- Время работы:
- Пн-Пт: 09:00 — 18:00
- Без перерывов
Расточка, хонингование и балансировка вашего двигателя
Модификация и восстановление двигателей — увлекательный проект для людей, любящих мощные автомобили, и тех, кто хочет вдохнуть новую жизнь в любимые автомобили. Работа с механическим цехом для обработки некоторых из более сложных частей модификации и восстановления двигателя вашего автомобиля гарантирует, что работа будет выполнена правильно, поскольку механики в этих мастерских имеют экспертную подготовку и нужные инструменты, компоненты и автомобильные аксессуары для обеспечения точности. нужный. Это особенно важно, когда речь идет о расточке, хонинговании и балансировке двигателя.
Расточка двигателя включает использование машин для расширения и сужения цилиндров. С точки зрения производительности, расточка двигателя может дать вам больше лошадиных сил и крутящего момента, поскольку это изменит рабочий объем двигателя. Рабочий объем двигателя относится к рабочему объему всех поршней внутри цилиндров двигателя. Рабочий объем влияет на то, сколько топлива потребляет цилиндр для создания мощности, при этом двигатели с большим рабочим объемом потребляют больше воздушно-топливной смеси за один оборот, что приводит к более мощному сгоранию.
Объем двигателя играет важную роль в определении мощности и крутящего момента вашего двигателя, а также его экономичности. В целом, чем больше рабочий объем вашего двигателя, тем большую мощность он может создать. Меньший рабочий объем может привести к большей экономии топлива.
На самом деле для расчета рабочего объема используется математическое уравнение:
Рабочий объем двигателя = π/4 * диаметр цилиндра² * ход поршня * количество цилиндров.
Объем двигателя — это лишь один из факторов, влияющих на мощность вашего двигателя. Другие факторы включают подачу топлива, расположение клапанного механизма, принудительную индукцию и системы зажигания. В некоторых странах транспортные средства облагаются налогом в зависимости от объема двигателя.
Расточка также производится, когда механики восстанавливают двигатели. С годами эксплуатации цилиндры двигателя изнашиваются, так как напряжения трения вызывают износ. Растачивание цилиндров двигателя помогает очистить их от мусора, который может накопиться за годы эксплуатации.
Расточку двигателя лучше доверить профессиональным механикам, так как некачественная работа может привести к серьезным проблемам. Если расточка сделана неправильно, это может привести к детонации двигателя.
Еще одним методом увеличения рабочего объема является прогон двигателя. Ход двигателя обеспечивает больший рабочий объем, чем расточка, но также требует большой точности при выборе правильных автомобильных аксессуаров и запчастей.
При работе двигателя механик изменяет расстояние, которое проходит поршень в отверстии цилиндра. Увеличивая расстояние, которое проходит поршень в цилиндре, механик может увеличить рабочий объем двигателя. Ход двигателя также увеличивает крутящий момент за счет увеличения плеча или рычага коленчатого вала двигателя.
ХонингованиеХонингование включает в себя использование абразива для создания точной поверхности на куске металла. Хонингование используется в различных областях, например, при чистовой обработке цилиндров автомобильных двигателей.
При хонинговании цилиндров механики используют вращающийся инструмент, снабженный абразивами, для удаления металла изнутри цилиндра. Хонингование цилиндра помогает отполировать поверхность внутренней части цилиндра до определенного диаметра и формы. Хонингование выполняется после растачивания, чтобы сгладить любые неровности поверхности цилиндра, вызванные растачиванием.
Абразивы, обычно используемые при хонинговании, включают карбид кремния и оксид алюминия. Эти абразивы недороги и универсальны. В последнее время производители высокопроизводительных двигателей все чаще обращаются к алмазным абразивам. Механикам эти абразивы нравятся больше, потому что они могут удерживать режущую кромку дольше, чем другие виды абразивов.
Эти абразивы недороги и универсальны. В последнее время производители высокопроизводительных двигателей все чаще обращаются к алмазным абразивам. Механикам эти абразивы нравятся больше, потому что они могут удерживать режущую кромку дольше, чем другие виды абразивов.
Правильная заточка очень важна. Плохая хонинговка может привести к неправильной посадке поршневых колец, что будет препятствовать потоку масла, а также к некоторым другим негативным последствиям.
Хонингование затруднено. У среднего механика по тенистым деревьям нет инструментов или технических навыков, чтобы воспроизвести отделку отверстия цилиндра OEM. В некоторых частях страны, где проводятся испытания на выбросы, это может быть проблемой, поскольку неправильно отточенные цилиндры могут привести к тому, что автомобиль не пройдет испытание на выбросы.
БалансировкаБалансировка двигателя — еще одна важная часть восстановления или модификации двигателя. Баланс вашего двигателя влияет на многие аспекты его работы, включая:
- Долговечность
- Производительность
- Мощность
- Топливная эффективность
- Шум
- Вибрация
- Воздействие на окружающую среду
Короче говоря, балансировка вашего двигателя уравновешивает возвратно-поступательные и вращательные силы, возникающие в вашем двигателе, что позволяет ему работать более плавно и наслаждаться большей полезностью и долговечностью.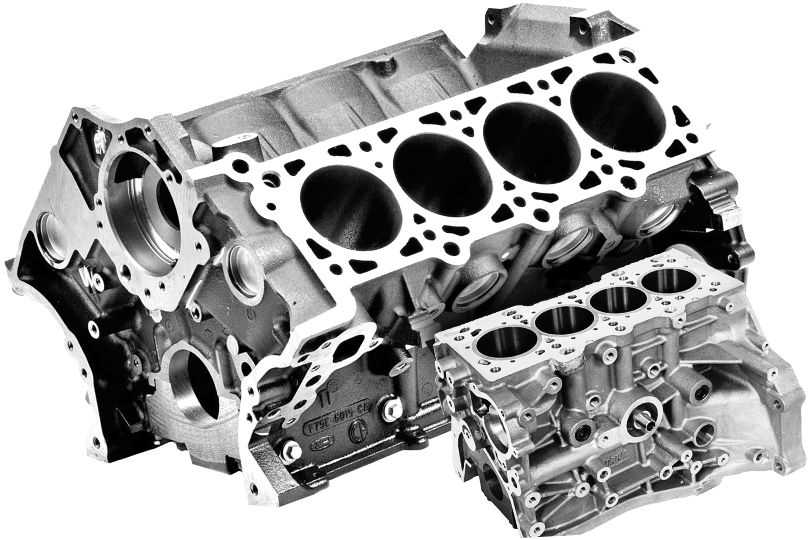 Многие люди не понимают, что их транспортные средства приводятся в действие мини-взрывами в двигателе, которые происходят во время сгорания. Балансировка двигателя помогает управлять влиянием этих реакций.
Многие люди не понимают, что их транспортные средства приводятся в действие мини-взрывами в двигателе, которые происходят во время сгорания. Балансировка двигателя помогает управлять влиянием этих реакций.
Одной из основных задач балансировки двигателя является выравнивание веса различных частей. Механики должны уравнять вес поршней, поршневых пальцев, колец, шатунов, шатунных болтов и подшипников, чтобы сбалансировать силы, действующие на коленчатый вал автомобиля.
При балансировке двигателя механики точно взвешивают детали, чтобы определить, какой поршень и шток самые легкие. Затем механики обрабатывают другие штоки и поршни, чтобы сделать их равными самому легкому в наборе.
Затем вращающиеся и совершающие возвратно-поступательное движение грузы оцениваются отдельно друг от друга. После того, как веса определены, грузики, имитирующие весь вращающийся вес и половину возвратно-поступательного веса, собираются вместе и закрепляются на каждой шейке стержня. Затем коленчатый вал помещается на балансир двигателя и вращается.
В некоторых случаях механики пытаются уравновесить или уравновесить коленчатый вал, чтобы свести к минимуму вибрации и гармоники в определенном диапазоне оборотов.
Опять же, важно, чтобы балансировку выполнял квалифицированный специалист с соответствующими инструментами, чтобы обеспечить очень точную балансировку двигателя, особенно если вы повышаете производительность своего автомобиля.
Booming Automotive AftermarketРемонт двигателей и другие работы послепродажного обслуживания — быстро развивающаяся отрасль в США Американцы любят свои автомобили, и им нравится индивидуализировать их, добавляя уникальные функции или повышая их производительность с помощью двигателя и других модификаций. В США рынок послепродажного обслуживания автомобилей оценивается примерно в 318,2 миллиарда долларов, и на нем занято более 4 миллионов человек.
Среди автолюбителей существует сильное движение «сделай сам», но многие даже самые стойкие самодельщики работают с механическими мастерскими и другими профессиональными механиками для выполнения самых сложных автомобильных работ.
Выбирая мастерскую для ремонта или модернизации двигателя, обязательно задайте следующие вопросы:
Является ли эта мастерская хорошо зарекомендовавшим себя поставщиком необходимого мне типа ремонта или модернизации двигателя? Какова его профессиональная репутация в обществе? Если многие из ваших друзей и соседей не могут сказать ничего хорошего о механике, с которым вы собираетесь вести дела, воспринимайте это как предупреждение. Репутация — это все в этом бизнесе. Магазины, которые хорошо работают, получают хорошие отзывы.
Есть ли в этом магазине подходящие инструменты для работы? Это может быть немного сложно оценить неспециалистам. Возможно, вам стоит поговорить с магазином, который вы рассматриваете, чтобы узнать, какие инструменты они используют, а затем провести небольшое исследование.
Заинтересован ли персонал в своей работе? Автолюбители обычно могут сказать, когда их механик разделяет их энтузиазм, а когда они просто выполняют свою работу. Механики, увлеченные вашим проектом, с большей вероятностью приложат к нему немного больше усилий.
Team C Performance Center предлагает автозапчасти и механическую мастерскую с полным спектром услуг для автолюбителей в районе Лос-Анджелеса. Работая с 1978 года, Team C Performance предлагает сотни качественных автозапчастей и автомобильных аксессуаров от более чем 150 производителей. Механический цех может помочь вам с растачиванием, хонингованием, декингом, изменением размеров штоков, ремонтом клапанов, полным восстановлением двигателя и многим другим. Посетите сегодня, чтобы узнать, как Team C Performance Center может помочь вам создать автомобиль, о котором вы всегда мечтали.
Источники
наука о хонинговании цилиндров/
3. http://www.autocare.org/Secondary.aspx?id=77&gmssopc=1
Последние статьи
Темы
Основы растачивания и протяжки двигателя
| Практическое руководство – Двигатель и трансмиссия
Есть только два способа увеличить рабочий объем двигателя: его можно расточить (расточка двигателя увеличивает диаметр цилиндра) или провернуть его (ход двигателя увеличивает ход коленчатого вала).
Ход двигателя дает возможность значительно увеличить рабочий объем по сравнению с обычным расточкой двигателя, но также требует большей сложности при выборе и интеграции компонентов. Как и вы, мы хотим узнать, как добиться хорошего поглаживания (в отличие от того, чтобы получить поглаживание), поэтому мы проконсультировались с тремя самыми опытными чудаками в стране — легендарным Хэнком «Чудодейством» Бехтлоффом, его сыном Скоттом и его брат Аллан. В то время как Хэнк и Скотт по-прежнему активно занимаются шлифованием кривошипов в HTC Products, сегодня Аллан разрабатывает кулачковые приложения Winston Cup для Crane.
Информацию в этой статье можно использовать, чтобы получить больше кубических дюймов от двигателя любой марки.
Сколько стоит хороший удар? Используя стандартную формулу рабочего объема…
Рабочий объем = диаметр цилиндра2 x 0,7854 x ход x (число цилиндров)
. ..мы видим, что на Chevy 454 V-8 (диаметр цилиндра 4,25 дюйма x ход поршня 4,0 дюйма) ), диаметр отверстия 0,060 дюйма (окончательный размер отверстия 4,31 дюйма) дает двигатель 466,9 куб. См, но сохранение стандартного размера отверстия 4,25 дюйма и увеличение хода на 1/4 дюйма до 4,25 дюйма приводит к 482,3 куб. (Если бы двигатель был расточен на 0,060 и имел ход на 1/4 дюйма, вы бы получили 496 ци).
..мы видим, что на Chevy 454 V-8 (диаметр цилиндра 4,25 дюйма x ход поршня 4,0 дюйма) ), диаметр отверстия 0,060 дюйма (окончательный размер отверстия 4,31 дюйма) дает двигатель 466,9 куб. См, но сохранение стандартного размера отверстия 4,25 дюйма и увеличение хода на 1/4 дюйма до 4,25 дюйма приводит к 482,3 куб. (Если бы двигатель был расточен на 0,060 и имел ход на 1/4 дюйма, вы бы получили 496 ци).
Длина штока или высота сжатия поршня (расположение поршневого пальца) не влияют на размер отверстия или длину хода и, следовательно, не влияют на рабочий объем. Однако после изменения хода может потребоваться изменить длину штока и/или положение поршневого пальца, чтобы правильно расположить верхнюю часть поршня в блоке для достижения желаемого зазора по высоте деки в верхней мертвой точке (ВМТ).
Чтобы определить общую высоту (H) данного узла возвратно-поступательного движения:
H = высота сжатия поршня (от осевой линии отверстия до платформы) + высота платформы поршня (от платформы до верха блока) + длина от центра до центра шатуна + 1/2 такта
Вы используете только половину хода, потому что кривошип вращается по дуге, а половина увеличения общего хода поршня приходится на нижнюю часть цилиндра. Требуемое изменение общей межцентровой длины шатуна, высоты сжатия поршня и высоты днища поршня обратно пропорционально половине любого изменения хода. Вы можете компенсировать разницу, изменив любую комбинацию трех переменных (длина штока, высота сжатия поршня или высота деки) на требуемую величину, чтобы сохранить размер «H» — в зависимости от того, что является самым дешевым или самым простым для применения.
Требуемое изменение общей межцентровой длины шатуна, высоты сжатия поршня и высоты днища поршня обратно пропорционально половине любого изменения хода. Вы можете компенсировать разницу, изменив любую комбинацию трех переменных (длина штока, высота сжатия поршня или высота деки) на требуемую величину, чтобы сохранить размер «H» — в зависимости от того, что является самым дешевым или самым простым для применения.
В качестве практического примера факторов, которыми необходимо управлять при работе двигателя, предположим, что производитель двигателей Ford устанавливает кривошип 302 с ходом 3 дюйма вместо кривошипа стандартного двигателя 289 с ходом 2,87 дюйма. Он хочет сохранить ту же общую высоту в сборе 8,206 дюйма, высоту деки 0,016 дюйма и высоту сжатия поршня 1,60 дюйма, изменив только длину штока (R). Какой длины нужны стержни?
8,206 = 1,60 + 0,016 + R + (1/2 x 3)
8,206 = 3,116 + R
8,206 — 3,116 = (3,116 — 3,116) + R
5. 09=R
09=R
Так получилось, что это именно то, что Ford делает со стандартными (не Boss) двигателями 302 — использует более короткие стержни 5,09 вместо обычных 5,155-дюймовых стержней 289.
Несмотря на то, что та же высота поршня и деки сохраняется, общая статическая степень сжатия увеличивается из-за увеличения рабочего объема, который сжимается до того же ранее существовавшего клиренса в ВМТ. Вот почему, несмотря на то, что небольшой блок Chevy 383 с коротким штоком (длина от центра до центра 5,565 дюйма) может использовать 350 поршней, степень сжатия оказывается выше по сравнению с коэффициентом, полученным с тем же поршнем и 5,7-дюймовым штоком. в стандарте 350.
Шлифование со смещением
Наш гипотетический производитель двигателей Ford установил кривошип с более длинным ходом и более короткие шатуны из того же семейства двигателей. Но большие увеличения смещения, которые делает возможным ход, чаще достигаются с использованием модифицированных и/или непроизводственных деталей. Есть несколько способов изменить ход существующего кривошипа. Традиционно самым простым и легким методом является процесс, известный как «офсетное шлифование». Обычно, когда шатунная шейка перетачивается для компенсации износа, машинист уменьшает ее диаметр до следующего стандартного доступного подшипника меньшего размера, сохраняя при этом существующее положение осевой линии шейки. Но когда коленчатый вал смещен, осевые линии шатунных шеек смещаются дальше от осевых линий коренных подшипников.
Есть несколько способов изменить ход существующего кривошипа. Традиционно самым простым и легким методом является процесс, известный как «офсетное шлифование». Обычно, когда шатунная шейка перетачивается для компенсации износа, машинист уменьшает ее диаметр до следующего стандартного доступного подшипника меньшего размера, сохраняя при этом существующее положение осевой линии шейки. Но когда коленчатый вал смещен, осевые линии шатунных шеек смещаются дальше от осевых линий коренных подшипников.
Вместо шлифовки с минимальным смещением шейки до следующего стандартного заниженного размера подшипника (что дает лишь небольшое изменение хода), производительное шлифование со смещением обычно уменьшает окончательный диаметр шейки до меньшего размера, используемого другим (но все еще широко доступным) соединением стержень. Например, когда 2,10-дюймовая шейка шатуна с малым блоком Chevy с большим стержнем шлифуется со смещением, шейка обычно уменьшается до 2,00 дюймов, что соответствует размеру шейки шатуна Chevy с малым блоком ’55-’67. Теоретически переход с шейки 2,10 на 2,0 должен позволить увеличить ход на 0,100 дюйма, если бросок будет перетачиваться с максимально возможным смещением (перемещая его центральную линию на 0,050 дюйма). Однако в реальном мире такое значительное увеличение нецелесообразно: p (Pi, математический оператор, используемый для определения границ круга) — это бесконечная фигура, поэтому попытка точно пересечь точку касания двух кругов разного диаметра непрактично; необходимо преодолеть стук инструментов; и обычно вы начинаете с подержанной рукоятки, которая требует обычной подточки, чтобы компенсировать износ. По этим причинам кривошипно-шлифовальные станки обычно допускают «запас прочности» 0,020 дюйма, поэтому реально достижимое увеличение хода при изменении диаметра шейки на 0,100 дюйма составляет около 0,080 дюйма.
Теоретически переход с шейки 2,10 на 2,0 должен позволить увеличить ход на 0,100 дюйма, если бросок будет перетачиваться с максимально возможным смещением (перемещая его центральную линию на 0,050 дюйма). Однако в реальном мире такое значительное увеличение нецелесообразно: p (Pi, математический оператор, используемый для определения границ круга) — это бесконечная фигура, поэтому попытка точно пересечь точку касания двух кругов разного диаметра непрактично; необходимо преодолеть стук инструментов; и обычно вы начинаете с подержанной рукоятки, которая требует обычной подточки, чтобы компенсировать износ. По этим причинам кривошипно-шлифовальные станки обычно допускают «запас прочности» 0,020 дюйма, поэтому реально достижимое увеличение хода при изменении диаметра шейки на 0,100 дюйма составляет около 0,080 дюйма.
Ребятам из Chevy с малым блоком повезло, что в их любимом двигателе доступны два разных размера шатунных шеек. Это не относится ко многим другим двигателям. Фактически, в подавляющем большинстве двигателей, построенных со смещенными шатунами, используются шатуны от двигателя другой модели или специальные шатуны вторичного рынка. Это может потребовать использования поршней с диаметром штифта, отличным от стандартного (для оригинального двигателя).
Фактически, в подавляющем большинстве двигателей, построенных со смещенными шатунами, используются шатуны от двигателя другой модели или специальные шатуны вторичного рынка. Это может потребовать использования поршней с диаметром штифта, отличным от стандартного (для оригинального двигателя).
Сварка
Двигатели с большими шатунными шейками (такие как Buick, Oldsmobiles и Ford 351 Windsors) могут добиться довольно приличного увеличения хода за счет смещения шлифовальных и нестандартных штоков. Но в большинстве случаев действительно радикальное увеличение количества инсультов требует других решений. Сварка является традиционной процедурой для получения больших увеличений хода. Этот процесс включает в себя добавление материала к верхней стороне шейки штока, а затем повторное шлифование до исходного размера шейки штока, но со смещением центральной линии шейки наружу по отношению к центральной линии коренного подшипника, тем самым увеличивая ход. Кованые шатуны являются более подходящими кандидатами для сварки, чем литые шатуны, но в любом случае традиционная сварка вызывает сильный нагрев, который неблагоприятно влияет на металлургическую прочность шатунов. В последние годы были разработаны сложные процессы дуговой сварки под флюсом и повторной термообработки, которые решают эти проблемы, но стоимость сварного стержня соответственно увеличилась до такой степени, что для популярных двигателей, таких как малоблочный Chevy, шлифованный стержень по индивидуальному заказу. кривошип из универсальной необработанной поковки на самом деле во многих случаях дешевле. Тем не менее, сварка остается приемлемой альтернативой для двигателей других производителей, для которых недоступны универсальные необработанные поковки.
Кованые шатуны являются более подходящими кандидатами для сварки, чем литые шатуны, но в любом случае традиционная сварка вызывает сильный нагрев, который неблагоприятно влияет на металлургическую прочность шатунов. В последние годы были разработаны сложные процессы дуговой сварки под флюсом и повторной термообработки, которые решают эти проблемы, но стоимость сварного стержня соответственно увеличилась до такой степени, что для популярных двигателей, таких как малоблочный Chevy, шлифованный стержень по индивидуальному заказу. кривошип из универсальной необработанной поковки на самом деле во многих случаях дешевле. Тем не менее, сварка остается приемлемой альтернативой для двигателей других производителей, для которых недоступны универсальные необработанные поковки.
Изготовленные на заказ шатуны
Когда-то предназначенные для профессиональных гонщиков, изготовленные на заказ кованые или штампованные шатуны теперь все чаще используются в дорогих дорожных автомобилях. Универсальные необработанные поковки «эконом» доступны для наиболее популярных семейств двигателей. Их качество и металлургия приемлемы для большинства применений. Обычно универсальная необработанная поковка изготавливается с эллиптической шейкой стержня, поэтому в нее можно приточить практически любой ход. Недостатком является то, что шлифование эллиптической шейки в готовую круглую шейку прерывает непрерывность зернистой структуры поковки, фактически сводя на нет ее предполагаемое преимущество перед кривошипом из заготовки. Предполагая, что вы можете себе это позволить, вы, мальчики с большой рукой, можете также купить изготовленную на заказ кривошипную заготовку.
Универсальные необработанные поковки «эконом» доступны для наиболее популярных семейств двигателей. Их качество и металлургия приемлемы для большинства применений. Обычно универсальная необработанная поковка изготавливается с эллиптической шейкой стержня, поэтому в нее можно приточить практически любой ход. Недостатком является то, что шлифование эллиптической шейки в готовую круглую шейку прерывает непрерывность зернистой структуры поковки, фактически сводя на нет ее предполагаемое преимущество перед кривошипом из заготовки. Предполагая, что вы можете себе это позволить, вы, мальчики с большой рукой, можете также купить изготовленную на заказ кривошипную заготовку.
Ограничивающие факторы
Так много возможностей, так мало места. Со всеми возможными вариантами ударных двигателей в наши дни можно подумать, что нет предела совершенству, когда дело доходит до создания гигантских двигателей. Но реальное увеличение хода ограничено физическими ограничениями блока цилиндров. Мы уже обсуждали проблемы, связанные с нагромождением возвратно-поступательного узла, но есть и другие проблемы с зазорами: большие кривошипы могут ударяться о направляющие масляного поддона, а иногда эти направляющие можно подрезать, но существует опасность поломки масляного канала или водяная рубашка. Также распространены проблемы с зазором в нижней части отверстий цилиндров или в распределительном валу.
Мы уже обсуждали проблемы, связанные с нагромождением возвратно-поступательного узла, но есть и другие проблемы с зазорами: большие кривошипы могут ударяться о направляющие масляного поддона, а иногда эти направляющие можно подрезать, но существует опасность поломки масляного канала или водяная рубашка. Также распространены проблемы с зазором в нижней части отверстий цилиндров или в распределительном валу.
Также существует проблема перекрытия коренных и шатунных шеек. Чтобы найти перекрытие (O):
По мере увеличения хода перекрытие в областях окружностей, определяемых диаметрами коренной шейки и шатунной шейки, уменьшается. Меньшее перекрытие снижает прочность и жесткость кривошипа. Величина допустимого перекрытия определяется прочностью материала кривошипа, выходной мощностью двигателя и его предполагаемым использованием.
При переточке готового кривошипа в ходер необходимо соблюдать осторожность, чтобы не попасть во внутренние масляные каналы. Попытки заварить первоначальный проход и просверлить новый обычно оказываются безуспешными; в конце концов кривошип трескается в районе галтели.
Попытки заварить первоначальный проход и просверлить новый обычно оказываются безуспешными; в конце концов кривошип трескается в районе галтели.
Проблемы с поршнем
Как мы видели, увеличение хода без внесения других изменений обычно приводит к тому, что поршень выпирает из верхней части блока. Более короткие шатуны обычно не лучшее решение; скорее, поршни с увеличенной высотой штифта помогают перемещать верхнюю часть поршня обратно под деку. Поршни можно сделать короче, но только до определенной степени — над поршневым пальцем должно быть место для пакета колец. Даже при использовании тонких колец (1/16–1/16–1/8 дюйма или метрических эквивалентов) минимальное общее расстояние от палубы поршня до отверстия поршня должно составлять около 0,750 дюйма (больше, если предохранительный клапан проходит ниже поршня). палуба, как в случае с большими блоками Chevy). Различные приспособления позволяют пропускать маслосъемное кольцо через область цапфы, и есть даже поршни с двумя кольцами; Хотя эти решения приемлемы для регулярно ломающихся гоночных двигателей, они не рекомендуются для длительного использования на улице. Вы также можете использовать штифт меньшего диаметра и втулку стержня, но «палка меньшего размера легче ломается».
Вы также можете использовать штифт меньшего диаметра и втулку стержня, но «палка меньшего размера легче ломается».
Кроме того, нижняя часть поршня должна выходить за пределы кривошипа в НМТ. Высота противовеса (C) определяется главным образом длиной штока для заданного хода:
C = длина штока от центра до центра
— Толщина поршня ниже отверстия поршневого пальца
— Значение зазора (обычно 0,100)
| Диаметр шейки штока. | + | Главный журнал диам. | — | Ход кривошипа |
| 2 | ||||
| Ход | + | Диаметр основной шейки. | + | Штифт на запястье диам. |
| 2 | ||||
Если существует проблема с зазором, противовес кривошипа или поршень можно подвергнуть повторной обработке. Не переделывайте противовес по дуге окружности, иначе веса будет недостаточно для балансировки. Вместо этого противовес должен быть отшлифован для зазора опытным специалистом по изготовлению кривошипов.
Не переделывайте противовес по дуге окружности, иначе веса будет недостаточно для балансировки. Вместо этого противовес должен быть отшлифован для зазора опытным специалистом по изготовлению кривошипов.
Головоломки с шатунами
Двигатели, работающие в широком диапазоне оборотов (например, ускорительные двигатели или дорожные двигатели), лучше всего работают с соотношением шток/ход в диапазоне 1,7:1. Двигатели, работающие в узком диапазоне оборотов (например, двигатели для суперскоростных трасс, овальные гусеницы или двигатели для морских гоночных лодок), требуют еще более высокого соотношения шток/ход. По мере увеличения хода шток должен становиться соответственно длиннее, чтобы поддерживать оптимальное соотношение штоков, но чем длиннее ход, тем меньше места для установки более длинного штока. Слишком короткие штоки увеличивают осевую нагрузку на стенки цилиндра и ограничивают потенциал максимальных оборотов. Итог: на большом строкере используйте максимально длинный шток, исходя из наименьшего практичного поршня.
Из-за этих сложностей ведущие поставщики послепродажного обслуживания разработали встроенные комплекты для поглаживания. У них есть опыт, чтобы знать, что практично, а что нет. Если у вас нет опыта в этой области, стоит проконсультироваться с признанным экспертом, таким как «Хэнк Крэнк» (HTC). Тем не менее, выигрыш в дополнительной производительности стоит хлопот — вы можете заставить двигатель выглядеть как стандартный снаружи, но незаметно наполнить его дополнительным рабочим объемом внутри … и никто не станет мудрее, пока вы не снесете им двери.
На специальном поршне слева нижняя часть маслосъемного кольца находится всего в 0,030 дюйма от верхней части отверстия — это слишком близко! Сравните это с консервативным интервалом на стокере (справа).Trending Pages
Лучшие электромобили — самые популярные модели электромобилей
Сколько стоит Tesla? Вот разбивка цен
Лучшие гибридные автомобили — модели гибридных автомобилей с самым высоким рейтингом
Каждый электрический внедорожник, который можно купить в США в 2022 году
Это наиболее экономичные пикапы, которые можно купить
Это внедорожники, предлагающие лучшие модели
.

Сколько стоит Тесла? Вот разбивка цен
Лучшие гибридные автомобили — модели гибридных автомобилей с самым высоким рейтингом
Каждый электрический внедорожник, который можно купить в США в 2022 году
Это самые экономичные пикапы, которые вы можете купить
Это внедорожники с лучшим расходом топлива в двигателестроении с начала капитального ремонта. Хотя многие процессы остались такими же, как и десятилетия назад, на этом пути было сделано много достижений, обусловленных необходимостью более жестких допусков.
Нажмите здесь, чтобы узнать больше
Сверлильные и хонинговальные станки «связаны на бедре», когда речь идет о качественной обработке, по словам Дэвида Бьянки из Rottler Manufacturing в Сиэтле. «Высокоскоростные расточные станки с новейшими технологиями пластин оставляют более чистую поверхность, без выдернутого материала и готовы к хонингованию, что создает основу для качественной обработки после хонингования».
Растачивание цилиндров является ответственной операцией, поскольку оно возвращает блок цилиндров к жизни с прямыми и круглыми отверстиями. Истинно концентрическое отверстие сводит к минимуму изгиб кольца, когда поршень движется вверх и вниз и выровнен под прямым углом к центру отверстия и коленчатого вала. Отверстие также должно иметь точные размеры, чтобы соответствовать поршню с надлежащими боковыми зазорами.
Сколько материала нужно удалить? При растачивании это зависит от того, какой увеличенный размер вы хотите использовать, но обычно производители двигателей берут от 0,020 дюйма до 0,100 дюйма при расточке. «Мы всегда рекомендуем оставлять минимум 0,003 дюйма на диаметре для заточки», — отмечает Эд Киблер из Rottler. «Это гарантирует, что вы получите основной металл после операции расточки».
У моторостроителей столько же предпочтений в отношении того, как они обрабатывают и строят свои двигатели, сколько у пекарей в отношении приготовления теста. Тем не менее, лучшие рецепты отделки поверхности сводятся к пикам и спадам, а также к тому, как вы сбалансируете потребность в удержании масла и трении. «С сегодняшним топливом, давлением и температурой в цилиндрах молибденовые кольца больше не будут оплачивать счета», — говорит Киблер. «Мы видим больше колец из инструментальной стали в высокопроизводительных приложениях. Производители колец говорят, что они больше не обращают внимания на чистоту поверхности в отношении состава колец, а обращают внимание на чистоту стенок цилиндра для конкретных применений. Обычно производители колец запрашивают более высокие значения RvK (средняя глубина впадины), когда речь идет о двигателях, добавляющих мощность, таких как закись азота, двигатели с наддувом или двигатели с турбонаддувом».
«С сегодняшним топливом, давлением и температурой в цилиндрах молибденовые кольца больше не будут оплачивать счета», — говорит Киблер. «Мы видим больше колец из инструментальной стали в высокопроизводительных приложениях. Производители колец говорят, что они больше не обращают внимания на чистоту поверхности в отношении состава колец, а обращают внимание на чистоту стенок цилиндра для конкретных применений. Обычно производители колец запрашивают более высокие значения RvK (средняя глубина впадины), когда речь идет о двигателях, добавляющих мощность, таких как закись азота, двигатели с наддувом или двигатели с турбонаддувом».
Большинство изготовителей высокопроизводительных двигателей и даже многие изготовители серийных двигателей используют моментные пластины при хонинговании блоков, чтобы обеспечить наилучшую отделку. Правильная геометрия отверстия улучшает уплотнение кольца, чтобы максимизировать мощность при минимизации прорыва газов, потерь на сжатие, выбросов и расхода масла.
Помимо неравномерной зажимной нагрузки от болтов с головкой, Киблер говорит, что одной из основных причин деформации отверстия является давление на стенку цилиндра во время растачивания или хонингования. «Использование расточной пластины меньшего радиуса с положительным передним углом для снижения давления резания в процессе растачивания может уменьшить напряжения.
«На хонинговальном станке очень важно поддерживать равномерное давление на стенку цилиндра. Новые хонинговальные станки могут устанавливать давление хонингования в процентах от нагрузки. В зависимости от типа блока или производителя блока, некоторые блоки могут выдерживать большее давление и при этом иметь круглые цилиндры. Другие блоки имеют разную толщину стенок цилиндра и требуют меньшего давления хонингования для поддержания цилиндров круглой формы. Еще один способ борьбы с искажением отверстия в процессе хонингования — использование хонинговальной головки с большим количеством камней. Таким образом, в цилиндре с тонкими стенками, который хочет деформироваться, хонинговальная головка с шестью камнями будет работать лучше, чем с четырьмя камнями».
Насколько сильно искривление отверстия является слишком большим? Киблер говорит, что это зависит от области применения, но для многих бензиновых двигателей последних моделей с относительно малым зазором между поршнем и стенкой цилиндра «расхождение всего лишь 0,0005˝ может быть слишком большим». Но на более старом бюджетном двигателе Chevy с малым блоком, кольцами с более высоким натяжением и большими зазорами поршня «вы можете обойтись с искажением отверстия до 0,005 дюйма».
Мастерские, в которых работают один и два человека, не имеют таких же потребностей, как предприятие по восстановлению серийных двигателей (PER) со 100 сотрудниками. Небольшие магазины часто не могут оправдать покупку первоклассного сверлильного или хонинговального станка со всеми последними «прибамбасами».
Мэтт Наполитано из компании RMC Engine Rebuilding Equipment в Сагино, штат Мичиган, говорит, что небольшие мастерские находятся на распутье и не решаются покупать новое оборудование с ЧПУ. «К сожалению, часть того, что входит в уравнение доступности нового ЧПУ, зависит от вашего местоположения».
«К сожалению, часть того, что входит в уравнение доступности нового ЧПУ, зависит от вашего местоположения».
Он говорит, что старым и небольшим магазинам в малонаселенных районах будет трудно оправдать расходы на новое оборудование, если они не смогут окупить его. «В конце концов, с многоцелевым ЧПУ, которое может выполнять множество операций, включая растачивание цилиндров и линий, вы получите довольно хорошую оплату».
По словам Киблера, самая большая проблема сегодня — найти хороших людей, которые будут работать. «Трудно найти людей, которые придут, захотят учиться и будут придерживаться этого. Я говорю владельцам магазинов: вы можете потратить больше на машину, которая будет делать всю работу за вас, всегда приходить на работу, никогда не болеть и никогда не просить прибавки к зарплате. Или вы можете купить что-то, что может быть дешевле при первоначальной покупке, а затем попытаться найти кого-то, кто будет управлять этим, чтобы вы могли выполнить достаточно работы, чтобы заплатить за это ».
Современные машины позволяют небольшому магазину удвоить производительность при том же количестве людей. «Нет никаких причин, по которым вы не можете хонинговать, растачивать и делать что-то еще — например, обрезать седел клапанов или балансировать, в то время как обрабатывающий центр с ЧПУ растачивает все восемь цилиндров и автоматически разгружает эти цилиндры для хонингования», — отмечает Киблер. «И хон движется вниз по ряду цилиндров, пока вы делаете что-то еще».
В то время как многоцелевой ЧПУ может быть значительным первоначальным расходом, если вы сложите все это, это будет примерно столько же или меньше, чем покупка четырех отдельных станков с ручным управлением. «Если я куплю шлифовальный станок и центровочно-расточной станок, фрезерный станок Бриджпорта и расточный станок, то сразу же найдутся четыре станка. Если сложить все это, вы потратите больше, чем на ЧПУ, и у вас все равно будут ограниченные возможности», — говорит Наполитано.
SONY DSC Многие парни в индустрии стареют, по словам Наполитано, некоторым за 60 и даже больше. «Некоторые из этих ребят купили свое оборудование 20 или более лет назад. На данный момент все оплачено и все еще работает, поэтому они отказываются от цены на новое оборудование». Он говорит, что если у магазина нет плана по передаче права собственности, многие из этих небольших магазинов довольствуются тем, что продолжают делать то же самое, пока не смогут.
«Некоторые из этих ребят купили свое оборудование 20 или более лет назад. На данный момент все оплачено и все еще работает, поэтому они отказываются от цены на новое оборудование». Он говорит, что если у магазина нет плана по передаче права собственности, многие из этих небольших магазинов довольствуются тем, что продолжают делать то же самое, пока не смогут.
Магазины, которые хотят остаться в игре и работать над новыми двигателями, могут быть «сожраны», потому что ближайший магазин купит ЧПУ и возьмет на себя большую часть бизнеса, говорит Наполитано. Для некоторых магазинов это серьезное решение сделать такие инвестиции, но они также могут принести больше, чем ожидал владелец, потому что теперь у вас будет возможность выйти далеко за рамки стандартных работ.
«Ранее в этом году я продал станок одному парню из Австралии, и у него накопилась работа, которую можно было выполнять на ЧПУ. У него были ребята, которые могли подождать, пока он получит станок и обучение, чтобы закончить свою работу на новом ЧПУ. Он говорит, что сегодня у него вдвое больше работы.
Он говорит, что сегодня у него вдвое больше работы.
Хотя принципы растачивания не сильно изменились за эти годы, инструменты и оборудование действительно эволюционировали, чтобы идти в ногу как с достижениями OEM, так и с требованиями гонок и новыми материалами.
Kiebler говорит, что потребности небольшой мастерской хорошо сочетаются с таким оборудованием, как расточная оправка F9A и цилиндрический хонинговальный станок H85A. «F9A имеет ряд опциональных расточных оправок от 1,5″ до 5,0″, а наш H85A можно модернизировать по мере роста бизнеса до более автоматизированного процесса».
Современные хонинговальные станки с ЧПУ будут проходить от отверстия к отверстию и даже прокатывать блок V8 и автоматически хонинговать противоположный берег. С новыми хонинговальными станками, которые будут работать автоматически и затачивать каждый цилиндр с точностью до 0,0002 дюйма по размеру и прямолинейно.
Киблер полагает, что точильный станок теперь должен быть первым приобретенным оборудованием. «Операция хонингования на сегодняшний день является самой важной операцией для уплотнительных колец и повышения мощности. У вас может быть идеальное отверстие перпендикулярно коленчатому валу и точно под углом 90 градусов к другому берегу, но если вы не уплотните кольца, все готово».
Бьянки говорит, что благодаря новым достижениям в хонинговании производители двигателей могут пойти еще дальше, создавая различную обработку поверхности в разных местах цилиндра. «Для производителя высокопроизводительных двигателей это явное достижение. Например, наш новейший хонинговальный станок может производить более грубую поверхность верхней части цилиндра и более гладкую поверхность нижней части для двигателей, использующих сумматоры мощности».
Киблер и Бьянки также отмечают, что хонинговальные головки старого типа с реечной шестерней, двумя брусками и двумя грязесъемными головками не могут давать такой же круглый цилиндр, как алмазные хонинговальные головки с четырьмя и шестью камнями на более новых станках. . Они также не могут дать вам плато, которого хотят многие производители колец. EB
Специалисты по растачиванию и растачиванию цилиндров двигателей
С 1940 года компания US Chrome занимается расточкой цилиндров. Наши услуги по растачиванию цилиндров позволяют двигателям работать с максимальной производительностью, гарантируя отсутствие заусенцев и прямолинейность цилиндров. Квалифицированные технические специалисты регулярно восстанавливают изношенные или деформированные отверстия цилиндров до заводского состояния. Для райдеров, которым нужен больший рабочий объем, наш процесс увеличения диаметра цилиндра сделал нас лидером в отрасли.
Слишком расточка может привести к деформации цилиндра из-за меньшей толщины стенки. Чрезмерное растачивание может сделать стенки слишком тонкими, чтобы выдерживать давление сгорания и нагрузку со стороны поршня. Эксперты по расточке цилиндров в US Chrome понимают соответствующие ограничения и обеспечивают безопасное растачивание.
Расточка двигателя предназначена не только для райдеров и гонщиков, которым нужна большая мощность. Со временем вы можете столкнуться с потерей мощности из-за плоских участков на стенках цилиндров или из-за того, что диаметр не соответствует спецификации. Расточка цилиндров — это лишь одна из услуг по ремонту цилиндров, которые предлагает US Chrome.
Растачивание цилиндров Цены
- Модернизация цилиндров большого диаметра: $262,00
- Отверстие и хонингование чугуна: $75,00
- Модификация головки — требуется при обновлении большого диаметра в большинстве случаев: 65,00 долл. США
- Модификации выпускного клапана — требуется при обновлении большого диаметра на большинстве цилиндров, оснащенных клапанами: 50,00 долларов США.
- Вертикальные блоки (Suzuki GSXR или Hayabusa, Yamaha R1): $524,00
- Угловые/встроенные блоки головок (Honda CBR, Kawasaki ZX, Yamaha YZF-R6, RX1, Apex, Rx Warrior, Attack): 724,00 долл.
 США
США
Расточка цилиндров снегохода
Улучшите характеристики снегохода, расточив цилиндры. Любители выходного дня и профессиональные гонщики обращаются в US Chrome за профессиональными услугами по расточке цилиндров снегоходов. Получите максимальную отдачу от производительности и мощности двигателя вашего снегохода, увеличив рабочий объем с помощью услуги по бурению от US Chrome. Если вы хотите установить новое время круга на овале или проложить трассу в глуши Висконсина, вам помогут наши услуги по растачиванию цилиндров.
Услуги по растачиванию цилиндров мотоциклов-внедорожников
Улучшение характеристик двигателя мотоциклов-внедорожников с помощью расточки цилиндров. Услуги по растачиванию цилиндров от US Chrome увеличивают рабочий объем двигателя на трейловых и гоночных мотоциклах. Наши сертифицированные специалисты предлагают расточку цилиндров для мотоциклов Honda, Kawasaki, KTM, Suzuki, Yamaha и других популярных марок внедорожных мотоциклов. US Chrome помогает клиентам получить максимальную производительность от своих мотоциклов для бездорожья с гальванопокрытием цилиндров и максимизировать производительность велосипедов для бездорожья с помощью услуг по растачиванию цилиндров.
Услуги по растачиванию цилиндров для квадроциклов
Повысьте производительность своего квадроцикла или мотовездехода с бок о бок с помощью услуг по растачиванию цилиндров от US Chrome. Увеличение рабочего объема двух- и четырехтактных двигателей с помощью нашего проверенного процесса расточки улучшает характеристики двигателя. Мы обслуживаем двигатели Kawasaki, Can-Am, Yamaha, Polaris, Honda и другие лучшие двигатели для квадроциклов. Большие прямолинейные цилиндры двигателя квадроцикла превосходят конкурентов на трассе и бездорожье. Получите максимум от своего квадроцикла с услугами по растачиванию цилиндров от US Chrome.
Расточка цилиндров мотоциклов
Ваш Hayabusa создан для скорости и непревзойденной производительности. Но что, если бы мы могли сделать это быстрее? Увеличьте мощность своего спортивного мотоцикла с помощью услуг по растачиванию цилиндров мотоциклов от US Chrome. Поднимите свой спортивный мотоцикл, стритфайтер или нейкед-байк на новый уровень с помощью высокопроизводительных услуг по растачиванию цилиндров мотоциклов. Наша команда техников расточила и расточила все, от рядных четырехцилиндровых до V-образных двигателей мотоциклов на всех марках и моделях.
Расточка цилиндров судовых двигателей
Улучшите характеристики гидроцикла или моторной лодки с помощью услуг по расточке цилиндров PWC от US Chrome. Расточка цилиндров судовых двигателей из US Chrome увеличивает рабочий объем двигателя и повышает мощность. Любители волн выходного дня и чемпионы мира по моторным лодкам обращаются к US Chrome, когда им нужны профессиональные услуги по растачиванию двигателей с повышением мощности. Мы обслуживаем все, от двигателей Mercury с рейтингом X-CAT до двухтактных двигателей Sea-Doo мощностью 60 л. с.
Прочие услуги гоночных двигателей
Независимо от того, находитесь ли вы на воде, на треке, на тропе или на улице, услуги по расточке цилиндров гоночных двигателей от US Chrome помогут вам двигаться быстрее. Увеличение рабочего объема вашего гоночного двигателя означает одно: больше мощности. Американский Chrome означает большую скорость.
Популярные услуги по растачиванию цилиндров
На чем бы вы ни ездили, US Chrome гарантирует, что он будет ехать тяжелее, быстрее и дольше. Наши услуги по растачиванию цилиндров не имеют себе равных, а наше запатентованное покрытие Nikasil служит дольше, чем у конкурентов. Перейдите на американский Chrome для:
- Покрытие цилиндра Arctic Cat
- Покрытие цилиндра BRP
- Хонда
- Покрытие цилиндра внедорожника
- Покрытие цилиндра мотоцикла
- Покрытие цилиндра Polaris
- Покрытие цилиндра Yamaha
Обратитесь к специалистам по расточке цилиндров в US Chrome, чтобы максимально увеличить мощность и производительность вашего спортивного автомобиля.
Расточные станки для цилиндров — Оборудование для ремонта двигателей 9
AMC C/CM 1200В
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ C/CM 1200В Диапазон сверления мм 32-350 дюйм 1,25-13,75 Максимум. ход расточной головки мм 780 дюйм 30,7 Расстояние от головки шпинделя до колонны мм 410 дюйм 16,1 Максимум. дистанционное…
Сравнить
AMC CM 1800V
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ CM 1800V Диапазон сверления 32-350 мм 1,25-13,75 дюйма Максимум. ход расточной головки 780 мм 30,7 дюйма Расстояние от головки шпинделя до колонны 410 мм 16,1 дюйма Максимум. расстояние скучно с…
Сравнить
AMC CM 2500V
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ CM 2500V
Диапазон сверления 32-350 мм
1,25-13,75 дюйма
Максимум. ход расточной головки 780 мм
30,7 дюйма
Расстояние от головки шпинделя до колонны 510 мм
20,1 дюйма
Максимум. Расстояние скучно с …
Сравнение
AMC L 2500V
Compare
AMCO FBM7
AMCO LB2300
AMCO LB2300
AMCO LB2300
AMCO LB2300
.0003AMCO SBM100
Сравнить
AMCO T7220B
Основные характеристики: Модель T7220B Максимум. сверлильный диаметр 200 мм Максимум. Глубина бурения 500 мм Диапазон скоростей вращения шпинделя 53–840 об/мин Диапазон подачи шпинделя 0,05–0,20 мм/об Ход шпинделя 710 мм Дист…
Сравнить
AMCO T7220C
Основные характеристики:
Модель T7220C
Максимум. расточка Диаметр F200мм
Максимум. Глубина бурения 500 мм
Диаметр головки фрезы 250 мм (315 мм необязательно)
Макс. площадь фрезерования 850×250 мм (780×315 мм…
Compare
AMCO T7240
Compare
AMCO T8014A
Compare
AMCO T8016A
Compare
AMCO T8018A
Cylinder Boring Machine is mainly used for boring the cylinder hole of двигателя внутреннего сгорания и внутреннего отверстия гильзы цилиндра автомобилей или тракторов, а также для отверстия другого элемента машины….
Сравнить
AMCO T8018B
Сравнить
AMCO T8018C
Модель T8018C
Диапазон диаметров сверления F42-F180мм
Максимальная глубина сверления 650 мм
Максимальный ход шпинделя 800 мм
Расстояние от центральной линии шпинделя до корпуса 315мм
The Rotational sp. ..
Compare
AMCO T806
Compare
AMCO T806A
Compare
AMCO T807
Compare
AMCO T808A
Compare
AMCO T8120X20
Compare
AMCO T8590
Compare
AMCO TB8016
Compare
AMCO TM807A
NAME: Cylinder Boring and Honing Machine МОДЕЛЬ: TM807A Представлять: Станок для растачивания и хонингования цилиндров TM807A используется для обслуживания цилиндров мотоциклов и т.п. Поместите цилиндр для растачивания …
Сравнить
AMCO TXM170A
Compare
AMCO TXM200A
Compare
AMCO TXM250A
Compare
AZ SPA BAC1500
The BAC series of align boring machines deliver a superior accuracy and reliability for успешная совместная расточка коренных и распределительных подшипников. Базовые отливки исключительно тяжелые, чтобы их можно было устранить…
Сравнить
AZ SPA BAC2000
Центровочно-расточные станки серии ВАС обеспечивают превосходную точность и надежность для успешного центрирования коренных подшипников и подшипников распределительных валов. Базовые отливки чрезвычайно тяжелые, чтобы их можно было устранить…
Сравнить
AZ SPA BAC2500
Центровочно-расточные станки серии BAC обеспечивают превосходную точность и надежность для успешного центрирования коренных подшипников и подшипников распределительных валов. Базовые отливки исключительно тяжелые, чтобы устранить…
Сравнить
AZ SPA VB150
Идеальные обрабатывающие центры как для высокопроизводительных автомобильных, так и для средних дизельных расточных и фрезерных станков. С инструментами, позволяющими работать в диапазоне от 1,3 до 8 дюймов, VB представляет собой промышленный дизельный. ..
Сравнить
AZ SPA VB182
Высокопроизводительные автомобильные, а также средние дизельные расточные и фрезерные станки. С вариантами оснастки, позволяющими работать в диапазоне размеров от 1,3 до 8 дюймов, VB прекрасно подходит как для промышленного дизельного двигателя, так и для высокопроизводительного…
Сравнить
AZ SPA VB260
Разработан для цеха по производству тяжелых дизельных двигателей, где требуется большая производительность фрезерования и растачивания. Диапазон диаметров сверления составляет от 1,18 до 14 дюймов. Максимальный вертикальный ход силовой головки составляет 36,3 дюйма. Стандартн…
Сравнить
AZ SPA VB400
Разработан для цеха тяжелых дизельных двигателей, где требуется большая производительность фрезерования и растачивания. 14 дюймов. Максимальный вертикальный ход силовой головки составляет 36,3 дюйма. Стандартное оборудование
Сравнить
AZ SPA VB500
Для БОЛЬШОЙ РАБОТЫ! Они имеют бесступенчатую регулировку вращения шпинделя, перемещения стола и подачи растачивания. Дополнительной эксклюзивной функцией SVN является электронное движение стола по ДВОЙНОЙ ОСИ С ПЕРЕМЕННОЙ СКОРОСТЬЮ. Это A …
Сравнение
BJM 001
Сравнение
BJM 550
BJM 650/1600
BJM 650/1600
9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000BJM 650/1600
.0103
Сравнение
BJM 9001
Сравнение
Chinelatto BCP-1000
Chinelatto BVC-130103
Chinelatto BVC-13003
9000. 9000 2 9000 2 9000 2 9000 2 9000 2 9000 2 9000 2 9000 2 9000 2 9000 2 9000 2 9000 2 9000 2 9000 2 9000 2.CHINELATTO BVC-65
Сравнить
CHINELATTO BVC-800
Сравнить
CHINELATTO BVC-800 PAA
Сравнить
CHINELATTO BVC120 9 9 0 9 00003
CHINELATTO BVC-90 E
Compare
CHINELATTO FRECAB
Compare
CHINELATTO FSG-1500
Compare
- Country of Origin
- China68
- Brazil25
- United States22
- India17
- Italy16
- Аргентина4
- Дания4
- Турция1
- Китай (68)
- Бразилия (25)
- США (22)
- Индия (17)
- Italy (16)
- Argentina (4)
- Denmark (4)
- Turkey (1)
- Brand
- AMCO22
- ROTTLER16
- LONGSHAN13
- CHINELATTO12
- THL11
- RHEMA10
- VULMAC9
- AZ SPA8
- COMEC SRL8
- SHEM7
- WINONA VAN NORMAN6
- BJM5
- PARAS5
- SACHIN5
- AMC4
- KRAS4
- RIOMAQ3
- SJMC3
- TIANHUA2
- MAXPRECI1
- MINIMATIC1
- REKTAS1
- ZHENTEC1
- AMCO (22)
- ROTTLER (16)
- LONGSHAN (13)
- CHINELATTO (12)
- THL (11)
- RHEMA (10)
- VULMAC (9)
- AZ SPA (8)
- COMEC SRL (8)
- SHEM (7)
- More…
AMC (4)
AMCO (22)
АЗ СПА (8)
БДМ (5)
Чинолтто (12)
COMEC SRL (8)
KRAS (4)
Longshan (13)
MAXPRECI (1)
Миниматический (1)
Paras (5)
Rektas (1)
.
Rhema (10)RiomaQ (3)
Rottler (16)
Sachin (5)
SHEM (7)
SJMC (3)
THL (11)
Tianhua (2)
Vulmac ( 9)
ВАЙНОНА ВАН НОРМАН (6)
ZHENTEC (1)
- Управление
- Руководство150
- CNC7
- Руководство (150)
- CNC (7)
- 20 мм (1)
- 36 ММ -72 мм. 19)
- 120 мм — 152,4 мм (25)
- 160 мм — 180 мм (28)
- 199,7 мм — 200 мм (12)
- 243,8 мм — 260 мм (6) 900
- 350 мм — 355,6 мм (6)
- 400 мм и более (24)
- 20 мм (1)
- 36 мм — 72 мм (22)
- 79,8 мм — 115 мм (19)
- 120 мм — 152,4 мм (25)
- 160 мм — 180 мм (28) — 200 мм (12)
- 243,8 мм — 260 мм (6)
- 320 мм (3)
- 350 мм — 355,6 мм (6)
- 400 мм и UP (24)
- Брэнд
- .
- Диаметр расточки
Расточно-фрезерный станок для цилиндров — CB155M_Станок для растачивания цилиндров_Станок для восстановления двигателей_Продукция_THL Станки и расходные материалы для производителей двигателей.
| ПОСМОТРЕТЬ ВИДЕО CB155M |
Копия Berco AC650M
Точность, быстрота работы и надежность являются основными характеристиками цилиндро-расточных станков CB155 и CB155M. Две модели, одинаковые по размерам и конструкции, отличаются только системой привода стола: ручным перемещением на CB155 и механическим перемещением на CB155M.
Рабочий объем | ||
Буровая мощность | мм (дюйм) | 31–155 (1,22–6,10 дюйма) |
Максимум. | мм (дюйм) | 350 (13,78 дюйма) |
Максимум. ширина фрезерования | мм (дюйм) | 298 (11,73 дюйма) |
Макс. площадь фрезерования | мм (дюйм) | 200 x 825 (7,87 x 32,48 дюйма) |
Геометрические элементы | ||
Максимальный ход головки шпинделя (D) | мм (дюйм) | 530 (20,87 дюйма) |
Расстояние от шпинделя C/L до направляющих колонны | мм (дюйм) | 335 (13,20 дюйма) |
Полезная поверхность стола | мм (дюйм) | 400 x 1000 (15,75 x 39,37 дюйма) |
Максимальный ход стола | мм (дюйм) | 880 (34,64 дюйма) |
Макс. | мм (дюйм) | 100 (3,94 дюйма) |
Скорости | ||
Скорости вращения шпинделя (6) | об/мин | 105 ÷ 210 ÷ 280 (390 ÷ 550 ÷ 780) |
Скорость рабочей подачи шпиндельной бабки (3), за оборот | мм (дюйм) | 0,06 ÷ 0,12 ÷ 0,18 (0,0024” ÷ 0,0047” ÷ 0,0071”) |
Быстрая подача головки шпинделя, вверх и вниз, в минуту | мм (дюйм) | 1200 (47,24 дюйма) |
Скорость подачи рабочего стола (2), в минуту | мм (дюйм) | 52 ÷ 104 (2,05” ÷ 4,10”) |
Мощность двигателя | ||
Рабочая подача шпиндельной головки и вращение шпинделя | кВт | 1,2 ÷ 0,9 (1,6 ÷ 1,2 л. |
Быстрое перемещение головки шпинделя вверх и вниз | кВт | 0,060 (0,080 л.с.) |
Траверса стола | кВт | 0,072 (0,094 л.с.) |
Заточной станок | кВт | 0,190 (0,250 л.с.) |
Размеры | ||
Длина (А) | мм (дюйм) | 2570 (101 дюйм) |
Ширина (В) | мм (дюйм) | 1175 (46,25 дюйма) |
Высота (С) | мм (дюйм) | 1920 г. (75,59 дюйма) |
Вес | ||
прибл. |