Кола и зубная паста. Как они могут пригодиться в машине? | Практические советы | Авто
Владимир Гаврилов
Примерное время чтения: 3 минуты
10183
kurhan / Shutterstock.com
Нередко в составе дорогих автомобильных средств по уходу за кузовом и салоном используются довольно простые ингредиенты, которые можно встретить в обычной бытовой химии и даже в совсем неожиданных продуктах. По действующему эффекту они схожи, чего нельзя сказать об их цене. Например, такой напиток, как кола, в тандеме с отбеливающей зубной пастой могут заменить целый набор флаконов автохимии. Как же ими пользоваться и для каких нужд?
Кислоты и растворители
Ортофосфорная кислота в промышленности в концентрированном виде используется для борьбы с ржавчиной и для растворения пятен нефтепродуктов. Удивительно, но в микроскопических количествах она содержится и в популярном напитке. Там есть и лимонная кислота, которая может растворять жиры и бороться с небольшим налетом химических веществ.
Название «ортофосфорная кислота» звучит устрашающе, однако ее можно встретить не только в газировке, но и в твороге, а также в молочных продуктах. Ортофосфорная кислота обозначается как пищевая добавка E338 и присутствует во многих пищевых продуктах как антиоксидант. Она безопасна для человека, как и лимонная.
Кроме того, лимонная кислота применяется хозяйками не только для приготовления пирожков, но и для чистки чайников и даже стиральных машин, а значит, может пригодиться и для ухода за автомобилем.
Чистка клемм аккумулятора и пятен на бампере
Старая батарея в машине часто покрывается химическим осадком на металлических контактах. Они хуже проводят электрический ток, растет сопротивление. Поэтому налет необходимо убирать до тех пор, пока не будет приобретен новый аккумулятор. Ортофосфорная и лимонная кислоты из газировки вполне могут справиться с этой задачей. Правда, им в помощь нужно взять зубную щетку. После чистки контакты надо обязательно промыть водой, чтобы убрать сладкий налет сахара.
Эти же средства помогают бороться с застарелыми пятнами от насекомых на кузове или на стеклах. Достаточно взять в руки тряпку, смоченную газировкой, и положить на проблемные участки бампера или на капот. В течение 10-15 минут жидкость будет впитываться в засохшие биовещества и начнет их растворять. Затем можно вытереть их тряпкой, подкрепляя действия струей теплой воды, и пятна постепенно сойдут.
Правда, воодушевившись эффектом, нельзя заливать напиток в систему омывания стекол и фар. Газировка легко вспенивается, а растворенный в ней сахар при высыхании способен закупорить форсунки разбрызгивателей.
Чернение шин
Но чаще всего колу применяют для чернения шин. Так поступать стали техники на автомобильных выставках в США. Кислоты в составе напитка снимают грязевой налет с шин, очищают поры, придают резине утраченный блеск. Ортофосфорная кислота даже в микроскопических количествах здесь очень эффективна. Однако для долговременного эффекта ее недостаточно. После обработки можно покрыть шины обувной краской или обыкновенным гуталином. Тогда шина получит защиту от влаги и от прямых солнечных лучей.
Обработка поверхности фар
Зубная паста тоже пригодится для обработки некоторых автомобильных деталей. Ее абразивный эффект можно использовать для полировки фар. Их поверхность со временем покрывается белесым налетом. Сказывается действие химических реагентов, и стекло мутнеет. Для придания ему прозрачности необходимо снять налет шлифовкой. С этой задачей неплохо справляется отбеливающая зубная паста. После нанесения ее на фару необходимо втирать пасту тряпкой из мягкой фетровой ткани в течение получаса, а затем смыть водой. Стекло становится заметно светлее.
Кроме того, паста подходит для удаления грязевого налета с бампера и других поверхностей. Она нейтральна к краске, но за счет абразивного эффекта способна маскировать даже мелкие трещины и потертости. Паста также хорошо оттирает следы от насекомых. Правда, после обработки ее необходимо тщательно смыть водой.
В общем, эти два продукта уже давно оказывают автомобилистам мелкие услуги. Стоят они недорого и находятся всегда под рукой в любом продуктовом магазине, чего нельзя сказать о специализированных автомобильных химических препаратах.
автомобилиуход за автомобилемзубная пастакока-кола
Следующий материал
Новости СМИ2
Как почистить и отполировать фары автомобиля
Главная » Шитьё » Уход за тканями
Рубрика: Уход за тканямиАвтор: Петр Николаев
Советы для водителей. Из-за своего расположения автомобильные фары постоянно подвергаются механическому воздействию грязи, мелких камней, гравия, вылетающих из-под колес впереди идущего автомобиля. В результате они становятся мутными и теряют свои отражающие свойства. Есть несколько проверенных и верных средств, которые помогут решить эту проблему.
Содержание
Зубная паста
Мицеллярная жидкость без спирта
Наждачная бумага
Зубная паста
Обычная зубная паста давно зарекомендовала себя как отличное средство для устранения помутнения фар, справляясь с этим лучше многих профессиональных полиролей.
Перед началом работы следует подготовить все необходимое:
тюбик зубной пасты;
уайт-спирит;
вода;
чистые полотенца;
кофемолка;
кисть;
клейкая лента.
Когда все материалы и инструменты готовы, приступайте к процессу обработки фар автомобиля.
Пошаговые инструкции:
Очистите внешнюю поверхность фар от любого мусора и вытрите насухо.
Установите клейкую ленту по периметру.
Обезжирьте рабочую зону уайт-спиритом.
Выдавите небольшое количество зубной пасты и вотрите ее во внешнюю область фар с помощью полотенца или терки.
При использовании электроинструмента обращайте внимание на температуру, чтобы не повредить стекло.
Смойте остатки пасты, аккуратно снимите ленту и удалите остатки щеткой.
Это самый простой и дешевый способ очистки и полировки фар с небольшими дефектами.
Мицеллярная жидкость без спирта
Если фары вашего автомобиля потускнели со временем и вы хотите вернуть им первоначальный блеск, просто используйте мицеллярную жидкость. Он идеально подходит для пластика и стекла. Да, это женское средство для снятия макияжа с лица. Но может ли этот факт помешать вам удалить остатки «макияжа», состоящего из дорожной грязи, с фар вашего автомобиля?
Название производителя этой чудодейственной жидкости (известная марка или нет) не имеет значения, лишь бы она не содержала спирт. Просто протрите поверхность мягкой тканью, смоченной в мицеллярной воде.
Наждачная бумага
Если повреждение внешней поверхности фар достаточно глубокое, лучше всего отремонтировать его с помощью наждачной бумаги. Это относится к абразивным дискам различной зернистости. Необходимы листы наждачной бумаги с зернистостью от P600 до P2000.
Последовательность работы:
Замочите рабочий материал в воде на 10 минут;
слегка отшлифуйте поверхность отражателя самым грубым зерном P600;
смачивайте водой, чтобы избежать излишнего нагрева;
соскабливайте материал через регулярные промежутки времени;
завершите последний этап нанесения точек с помощью абразивной бумаги P2000;
Окончательная полировка производится мягкой тканью с использованием специального полирующего средства.
Вышеперечисленные методы являются наиболее популярными среди тех, которые доступны в домашних условиях. Однако они помогают значительно улучшить состояние автомобильных фар.
0
6 просмотров
Понравилась статья? Поделиться с друзьями:
Как очистить линзу фары зубной пастой в блоге Паулы Брайт
Как очистить линзу фары с помощью зубной пасты в блоге Паулы Брайт
Как чистить линзы фар зубной пастой . Подпишитесь, чтобы ничего не пропустить! Нажатие плоскогубцами делается для обеспечения прочного уплотнения.
Iscjedio je PASTU ZA ZUBE на svoj auto. Svi muskarci će poludjeti za ovim! (ВИДЕО) Как — изображение предоставлено: www.pinterest.com
Паутина прижимает корпус. Распределите лимон и пищевую соду. Используйте малярную ленту (которая не повредит краску автомобиля), чтобы наклеить бумагу поверх краски или кузова вокруг фары.
Iscjedio je PASTU ZA ZUBE на свой авто. Svi muskarci će poludjeti za ovim! (ВИДЕО) Как сделать
Круговыми движениями аккуратно протрите линзу фары зубной пастой, пока она не загрязнится или не загрязнится. В идеале зубная паста должна содержать пищевую соду для максимальной эффективности. Паста при полировке пластика может и содрать что. Подпишитесь, чтобы ничего не пропустить!
изображение предоставлено: itstillruns.com
Как очистить линзу фары с помощью зубной пасты — Веб-удобная замена фары, замена стоп-сигнала и домашнее средство для удаления грязи с линзы фары. Web добавьте к нему несколько столовых ложек пищевой соды и хорошо перемешайте. Как почистить линзу фар зубной пастой.
изображение предоставлено: www.tipsbulletin.com
Как очистить линзу фары зубной пастой — Со временем прозрачное покрытие стирается. Используйте пищевую соду, смешанную с зубной пастой, для устранения стойких следов (по желанию). Вы также можете использовать пищевую соду в качестве средства для чистки автомобильных фар. Как почистить линзу фар зубной пастой.
изображение предоставлено: www.doovi.com
Как чистить линзы фар с помощью зубной пасты — Чистка фар паутиной с помощью лимона и пищевой соды. Паутина прижимает корпус. Как почистить линзу фар зубной пастой.
изображение предоставлено: www.pinterest.com
Как чистить линзы фар с помощью зубной пасты — Web Добавьте к ней несколько столовых ложек пищевой соды и хорошо перемешайте. Интернет как чистить фары зубной пастой. Как почистить линзу фар зубной пастой.
изображение предоставлено: www.pinterest.com
Как очистить линзу фары зубной пастой — Промойте фару тряпкой и водой, чтобы удалить пыль и грязь. Распылите средство для мытья стекол или теплую мыльную воду на фары. Как почистить линзу фар зубной пастой.
Кредит изображения : ls1tech.com
Как очистить линзу фары с помощью зубной пасты — Я использую старые полотенца для швабры и руку и молоток. В идеале зубная паста должна содержать пищевую соду для максимальной эффективности. Как почистить линзу фар зубной пастой.
Чистка фар с помощью wd40 для восстановления фар по сравнению с зубной пастой.
от admin
Очистка фар с помощью wd40, зубной пасты, реставрационных наборов, лака и других методов. В этом видео я собираюсь протестировать #toothpaste и WD40, чтобы увидеть, какая из них работает лучше и дольше. Я сделал это видео, потому что я восстанавливал фары в других видео и получил так много вопросов о них, поэтому я решил снять это видео, чтобы помочь вам ответить на эти вопросы.
В видео я упомянул о постоянном ремонте фар с помощью 2K прозрачного покрытия. Чтобы подготовить пластиковые линзы, необходимо выполнить несколько шагов, поэтому посмотрите это видео, чтобы узнать больше.
ВОССТАНОВЛЕНИЕ ФАР С ИСПОЛЬЗОВАНИЕМ 2K CLEAR COAT
Некоторые методы работают лучше, чем другие, но важно сделать что-то для улучшения ночного зрения. Мутные или затуманенные фары не только портят внешний вид вашего автомобиля, но и сильно ухудшают видимость в ночное время, что может привести к ненужной аварии. Например, не увидеть оленя, который вовремя выскочил перед вами. Итак, используете ли вы метод, требующий частого восстановления фар, или одно из долгосрочных исправлений, выходите и что-то делайте.
Шаги по нанесению 2K Clear Coat на фары
Для снятия решетки Посетите сайт — https://www.youtube.com/watch?v=h6YEwdDsUc0
1. Снимите фары. 2. Промыть водой с мылом. 3. Края маски. 4. Отшлифуйте линзу зернистостью 500. 5. Отшлифуйте линзу зернистостью 800. 6. Снова промойте водой с мылом. 7. Очистите линзу с помощью водного очистителя пластика. (необязательно) http://amzn.to/2dOR9h6 8. Прихватите. http://amzn.to/2dsefL2 9. Нанесите усилитель адгезии. http://amzn.to/2do66eb 10. Нанесите прозрачный лак… двухкомпонентный автомобильный лак или двухкомпонентный аэрозольный баллончик. http://amzn.to/2dGnCKJ 11. Дайте высохнуть и переустановите.
У меня нет времени делать что-либо из этого…
Если у вас нет времени сделать это самостоятельно, отнесите это в магазин, чтобы это сделали. Эту услугу предлагают большинство автомастерских, кузовных мастерских и автосервисов.
Рубрики: Советы Советы Советы С тегами: автомобиль, чистка фар с wd40, восстановление фар, восстановление фар, грузовик
Об администраторе
Collision Blast — Посвящено продвижению обучения и новостей по ремонту автомобилей после столкновений.
`Информация, представленная на этом веб-сайте, предназначена только для образовательных и информационных целей и исключительно в качестве инструмента самопомощи для вашего собственного использования. Зритель обязан сначала прочитать Технический паспорт, Паспорт безопасности материала и любые другие инструкции для каждого используемого продукта, инструмента или оборудования и следовать рекомендациям по безопасности производителя.
Расход углекислоты при сварке полуавтоматом: формула расчета, таблица
Содержание:
Что влияет на показатели расхода
Усредненные показатели
Измерение расхода защитного газа
Причины расхода защитного газа
Влияние условий
Формула расчета
Советы по сокращению расхода
Интересное видео
Использовать защитный газ входе проведения сварочных работ — значит обеспечивать улучшение качества сваренных соединений, ускорять рабочий процесс и давать кислороду возможность попадать внутрь сварочной зоны.
Помимо этого, стоимость такого газового баллона отличается доступностью. С его помощью обеспечивается домашняя сварка. Поэтому возникает потребность выпускать разновидности компактных баллонов, легко транспортируемых внутри автомобильного багажника. Все больше потребителей интересует вопрос о расходе углекислоты в процессе сварке полуавтоматом.
Домашнему сварщику не приходится задаваться таким вопросом, так как он просто покупает такой баллон компактных размеров в магазине и не беспокоится, какой его. В случае использования одного баллона можно воспользоваться вторым. Но иногда в производственных условиях к сварщикам выдвигаются требования относительно расхода газа при сварке полуавтоматом. В такой ситуации важно знать правила вычисления оптимального расхода углекислоты, когда приходится использовать полуавтомат.
Что влияет на показатели расхода
Прежде чем определить, какой расход углекислоты при сварке полуавтоматом, важно разобраться, что влияет на такой расход. В первую очередь учитывается характеристика металла, который используется для работы. Также важны показатели, какая в диаметре присадочная проволока и какой силы сварочный ток. Именно сочетание таких компонентов и влияет на показатели расхода углекислоты в процессе сварки.
Усредненные показатели
Показатели, сколько газа расходуется, могут быть следующими:
Диаметр проволоки (см)
Сила тока (Ампер)
Средние показатели расхода (литров в минуту)
0,8 — 1
60 — 160
8
1,2
100 — 250
9 — 12
1,4
120 — 320
12 — 15
1,6
240 — 130
15 — 18
2 см
280 — 450
18 — 20
Измерение расхода защитного газа
Чем измеряют расход защитного газа при сварке? Для ответа на этот вопрос можно взять конкретный пример на емкости стандартного баллона объемом в 40 л. Такие баллоны используются на большинстве современных предприятий.
В одном таком баллоне чистая углекислота содержится в количестве примерно 24 кг. В процессе испарения происходит её преобразование в 12 000 ДЦ. газовой фазы. Для примерного понимания расхода это вполне исчерпывающий ответ.
Причины расхода защитного газа
В процессе выполнения сварочных работ можно выделить несколько основных показателей, влияющих на то, сколько сварочной смеси расходуется:
какой силы ток;
проволоку какого диаметра используют;
какой толщины будет металл, который сваривают.
Найти показатели этих значений можно у многих производителей, если изучить паспортные данные о конкретно взятом сварочном газе. Это позволит в значительной степени упростить процесс выполнения расчетов.
К примеру, показатели среднего значения, сколько смеси аргона используется в процессе сварочных работ, выполняемых методом TIG, составляют 6 литров в минуту при использовании силы тока в 100 А. Если силу тока увеличивают до показателей в 300 А, то и нормы потребления будут расти до 10 литров в минуту.
Соблюдение такой тенденции происходит и в случае с методом MIG — если диаметр проволоки увеличить с 1 до 1,6 мм, это приведет тому, что количество потребляемого газа вырастет от 9 до 18 литров за минуту.
Также важную роль играет тот факт, какие условия созданы для проведения сварочных работ.
Влияние условий
Показатели расход газа при сварке полуавтоматом в смеси зависят от того, какие условия обеспечены для проведения работ по сварке. Это может быть открытое пространство. Если вокруг сквозняки, то возможно увеличение расхода. Так как оптимальные факторы защитного плана работают только при условии, что защитный слой имеется в большом количестве. В такой ситуации заправку баллона можно будет производить чаще.
Формула расчета
Показатели расхода для сварочной смеси при сварке с полуавтоматом можно выполнить с помощью следующей формулы:
P = Py * T;
Py — показатели удельного расхода газа, о которых заявил производитель;
T — количество основного времени, необходимое, чтобы сварить один проход.
В приведенной ниже таблице указаны нормы потребления газа, на которые оказывают влияние такие показатели: какая в диаметре проволока и какие средние показатели имеет силы тока.
Так как 40-литровый баллон содержит сварочную смесь в количестве 6 000 литров, нетрудно произвести вычисления, сколько времени можно пользоваться одним резервуаром, если процесс сварки происходит непрерывно.
К примеру, расход CO2 при полуавтоматической сварке, когда используется проволока 1 мм в диаметре, составляет от 10 до 11 часов при условии, что процесс происходит непрерывно.
Показатели таких расчетов довольно грубые, ведь здесь не учитывают, сколько газа потребляется при выполнении подготовительных и финишных операций за один проход. Это поможет в определении приблизительной картины. Если потребуются более точные показания, для их проведения может потребоваться расходомер.
Советы по сокращению расхода
Расход защитного газа при полуавтоматической сварке можно сократить. В этом помогут следующие советы. Уровень сварочных работ зависит от того, насколько качественным и надежным будет шов. Для этих целей и понадобится использование защитного газа. Поэтому в занижении расхода сварочной смеси искусственным путем нет никакого смысла. Иначе это может вызвать ситуацию, когда образуются поры и возникнут побочные эффекты другого плана.
Для экономии очень важным является качество газовой смеси. Например, если постоянно использовать состав «Микспро 3212», в котором много разных компонентов, можно сократить потребление как минимум вдвое. В сравнении с ситуацией, когда используется бинарный защитный газ. Его основа состоит из аргоновой и углекислотной смесей. Применение смеси «Микспро» приводит к тому, что получается наиболее качественный шов.
Интересное видео
Техника полуавтоматической сварки в среде углекислого газа
Содержание
Где используется сварка углекислотой
Техника сварки в углекислом газе
Какое давление углекислоты при сварке
Расход углекислоты для сварочного полуавтомата
Для ремонта кузовных деталей автомобиля, работ с тонколистовой сталью применяется полуавтоматическая сварка в среде углекислого газа. Благодаря автоматизации процесса, ровный шов может получиться даже у начинающего сварщика.
При выполнении работ, обрабатываемая поверхность нагревается меньше, в результате наблюдается только незначительная деформация или коробление детали.
Где используется сварка углекислотой
Заверение о том, что сварочные полуавтоматы для сварки в среде углекислого газа применяются исключительно для ремонта кузовов автомобилей неверное. Сварка с использованием углекислоты, также применяется в следующих отраслях:
Изготовление стальных конструкций с большим количеством сварных швов на 1 п.м.
Машиностроение.
Изготовление приборов.
Ремонт и производство кованых конструкций: решеток, перил, ворот, ограждений и т.д.
Возможно применение сварки с использованием СО² и в других сферах производства, где особенное внимание уделяется слабому нагреву поверхности и деформации детали при ее обработке.
Техника сварки в углекислом газе
Выполнение сварочных работ и технология полуавтоматической сварки в среде углекислого газа достаточно простая, по сути, от мастера требуется выдержать необходимый вылет проволоки и перемещать горелку автомата с одинаковой скоростью.
В результате получается равномерный шов без наплывов, обеспечивается достаточный провар стали и механическая прочность получаемого соединения.
Во время выполнения работ от мастера требуется соблюдение следующих рекомендаций:
Перед началом сварки следует убедиться в том, что защитный газ выходит из горелки. Рабочее давление углекислоты при сварке полуавтоматом 0, 02 кПа. Но этот показатель не является абсолютным, наличие сквозняка, ветра, несколько увеличивает расход материала. Соответственно давление для создания нормального шва будет увеличиваться.
Угол горелки должен находиться в пределах 65-75°. Шов необходимо вести справа налево, так лучше просматриваются свариваемые кромки.
Сила тока. Режимы сварки в углекислом газе регулируются методом изменения скорости подачи проволоки и напряжения дуги.
Какое давление углекислоты при сварке
ГОСТ на полуавтоматическую сварку в углекислом газе регулируется руководящим документом 26-17-051-85. Согласно документу, стандартного баллона, наполненного СО², достаточно чтобы обеспечить 15-20 часов беспрерывной работы. Для увеличения производительности обязательно используют осушитель влаги.
Подача углекислоты может быть изменена в большую сторону при наличии сквозняков, ветра и других негативных факторов. Решающее значение при выборе подходящего рабочего режима играет качество получаемого шва.
Сущность сварки в среде углекислого газа сводится к тому, что СО² обеспечивает защиту обрабатываемой поверхности от перегрева. Как правило, качество шва напрямую зависит от расхода углекислоты при сварке полуавтоматом. При этом от мастера требуется обеспечить оптимальные затраты между использованием газа и расходом сварочной проволоки.
Для определения оптимальной нормы расхода углекислоты при сварке полуавтоматом, опытные сварщики используют следующий метод. Выставляют давление приблизительно, так, чтобы получался идеальный шов, после этого снижают подачу газа и напряжение, пока сварочное соединение не станет пузыриться и шипеть. Возвращаются к успешной последней настройке.
Расход углекислоты для сварочного полуавтомата
Хотя нормы расхода углекислоты зависят от многих факторов, в среднем для полуавтомата предусмотрены следующие затраты расходных материалов:
Скорость подачи проволоки – зависит от ширины расходного материала, составляет, от 35-250 мм/сек.
Расход газа – определяется качеством флюса и погодными условиями. Может варьироваться от 3 до 60 л/мин.
Расчет расхода углекислого газа при полуавтоматической сварке можно выполнить самостоятельно, зная следующие параметры:
Затраты на подготовительные работы составляют около 10% от общего расхода СО².
Удельный расход газа, необходимый для прохождения шва.
Также при расчетах принимают во внимание толщину проволоки и обрабатываемого металла.
В баллон заливается около 25 кг углекислоты. В результате химической реакции из каждого килограмма получается около 509 л газа. Соответственно, одного стандартного баллона более чем достаточно для непрерывной работы в течение 12-15 часов.
Существует возможность обойтись без использования защитного газа. Вместо СО² применяют порошковую проволоку. При нагревании проволока, покрытая порошком, выделяет газ, который и защищает обрабатываемую поверхность от перегрева.
В комплект оборудования для полуавтоматической сварки в углекислом газе входит:
Выпрямитель – может быть трансформаторного или инверторного типа. Первый оптимально подходит для толстой проволоки, второй обеспечивает равномерную подачу напряжения и стабильную дугу сварки.
Подающий механизм – имеет ограничения по толщине проволоки. При выборе следует учитывать, что не каждый флюс можно будет использовать при выполнении сварочных работ.
Держатель со шлангами.
Все оборудование в совокупности обеспечивает оптимальный рабочий режим и создается условия для формирования качественного сварного шва.
Процентное содержание аргона в смешанном защитном газе имеет значение
Наша компания недавно заменила основную порошковую проволоку на проволоку класса E71T-12M-JH8. В нем указано использовать только 75% — 80% защитного газа Ar / баланс CO2. Обычно мы используем смесь с 88% аргоном. Это не рекомендуется? Или это только один из тех случаев, когда нам нужно провести собственное тестирование для проверки?
При использовании смеси защитного газа 88 % аргона (Ar) и 12 % диоксида углерода (CO2) с электродом E71T-12M-JH8 (также известным как проволока) могут возникать две проблемы. Во-первых, использование такого количества аргона в смеси с любым газозащитным электродом с флюсовой сердцевиной (см. пример в Рисунок 1 ) может привести к чрезмерному увеличению текучести лужи. Второй и более серьезной потенциальной проблемой, особенно с электродом, классифицированным Американским обществом сварщиков (AWS) как «T-12», является повышенный уровень прочности металла сварного шва на растяжение, что потенциально может привести к растрескиванию сварного шва.
Что касается первого вопроса, электроды с флюсовой сердцевиной обычно используются либо с защитным газом, содержащим 100 % CO2, либо со смесью аргон/CO2 (из которых 75 % Ar / 25 % CO2 наиболее распространены в США) . Добавление аргона к CO2 повышает плавность дуги и привлекательность для оператора, особенно при сварке в нерабочем положении. Он обеспечивает плавный перенос дуги распыления и хорошую текучесть лужи. Однако, когда процентное содержание аргона в смеси начинает превышать примерно 80%, дуга становится более жидкой и «жидкой». Это может стать более сложным в обращении, особенно при вертикальной сварке вверх и потолочной сварке. Как правило, это апелляция оператора или вопрос личных предпочтений.
В качестве примечания: при использовании смешанного защитного газа для газозащитных электродов с порошковой сердцевиной обычно минимальное процентное содержание аргона для использования с CO2 составляет 75%. Когда вы уменьшаете процентное содержание аргона в смеси ниже этого уровня, вы быстро начинаете терять преимущества аргона в привлекательности для оператора. Тем не менее, вам все равно придется платить за наличие аргона в газовой смеси. Для многих газозащитных электродов с флюсовой сердцевиной для использования со смешанным защитным газом указано рекомендуемое максимальное процентное содержание аргона, в то время как подразумеваемый минимальный уровень аргона составляет 75%.
Что касается второй проблемы, то использование аргона в смешанном защитном газе, превышающее рекомендуемое, может привести к более высокой, чем ожидалось, прочности металла сварного шва на растяжение. Во-первых, обратите внимание, что в соответствии со спецификацией AWS на присадочный металл электрод с классификацией AWS E71T-12M-JH8 (т. также имеет максимальное требование прочности на растяжение 90 000 фунтов на квадратный дюйм или 90 тысяч фунтов на квадратный дюйм (620 МПа). Электроды с двумя другими очень распространенными «Т-1» и «Т-9” (например, E71T-1M / E71T-9M), имеют минимальное требование прочности на растяжение 70 тысяч фунтов на квадратный дюйм (483 МПа) и максимальное требование прочности на растяжение 95 тысяч фунтов на квадратный дюйм (655 МПа).
Во-вторых, обратите внимание на влияние каждого типа защитного газа на химический состав наплавленного металла. CO2 является активным (т.е. реактивным) газом. Он будет вступать в реакцию или «сжигать» часть сплава из электрода в дуге, что приведет к меньшему восстановлению сплава в металле сварного шва. Это, в свою очередь, приводит к небольшому снижению текучести металла шва и предела прочности при растяжении. С другой стороны, аргон — это инертный (т. е. нереакционноспособный) газ. Не вступает в реакцию со сплавами электрода в дуге. Таким образом, чем выше процентное содержание аргона в смеси защитного газа Ar/CO2, тем выше извлечение сплава из электрода в наплавленный металл. И чем больше восстановление сплава в наплавленном металле, тем выше его результирующий предел текучести и предел прочности при растяжении. Этот эффект можно увидеть в опубликованной литературе об электроде с флюсовой сердцевиной «двойного» типа, защищенном газом, который предназначен для использования как со 100% CO2, так и со смесью Ar/CO2. В таблице 1 показаны типичный состав наплавленного металла и механические свойства такого электрода. Обратите внимание на различия, в частности, между уровнями марганца (Mn) и кремния (Si), а также пределом текучести и пределом прочности на разрыв между наплавками, полученными с использованием защитного газа 100 % CO2, и с использованием защитного газа 75 % Ar / 25 % CO2.
Производители газозащитных электродов с флюсовой сердцевиной тщательно контролируют содержание легирующих элементов в своей продукции таким образом, чтобы при использовании рекомендованного процентного содержания аргона в смешанном защитном газе предел текучести и предел прочности на разрыв металла сварного шва находиться в пределах допустимого минимального и максимального диапазона электрода. Однако, если вы используете более высокое процентное содержание аргона, чем рекомендуется, в металле сварного шва будет больше восстановления сплава, что приведет к более высоким уровням прочности. Как правило, по мере увеличения прочности на растяжение металла сварного шва он становится менее пластичным (т. Е. Более жестким) и, следовательно, более чувствительным к растрескиванию при охлаждении сварного соединения. Затем может потребоваться дополнительная операция предварительного нагрева, чтобы уменьшить склонность к проблемам растрескивания при затвердевании.
Теперь для конкретного применения сварки может не быть требований к максимальной прочности сварного шва. Это решение остается за инженером-конструктором для конкретного применения сварки. Однако, как правило, не рекомендуется превышать рекомендацию производителя электрода с флюсовой сердцевиной по максимальному процентному содержанию аргона, используемого в смешанном защитном газе. При использовании надлежащей смеси защитного газа Ar/CO2 электрод должен давать наплавленный металл с указанной минимальной прочностью на растяжение. Использование более высокого процентного содержания аргона, приводящее к увеличению прочности металла сварного шва на растяжение, не дает дополнительных преимуществ. Тем не менее, это потенциально увеличивает вероятность возникновения проблем с растрескиванием сварных швов. Для вашего конкретного электрода рекомендуется не использовать защитный газ с содержанием аргона более 80%.
Смеси защитных газов для углеродистой стали GMAW
Один из наиболее часто задаваемых вопросов, касающихся защитных газов, заключается в том, какую газовую смесь следует использовать. К сожалению, однозначного ответа нет, потому что разные металлы, толщины, требования к сварке и процессы могут использовать ряд возможных газовых смесей.
Защитный газ важен для процесса сварки по нескольким причинам. Во-первых, он препятствует попаданию атмосферного воздуха в сварочную ванну и возникновению пористости, растрескивания и азотирования, которые могут нарушить прочность сварного соединения. Во-вторых, защитный газ действует как среда, способствующая потоку электронов в дуге, позволяя электронам продолжать течь и придавая сварному шву различные свойства в зависимости от выбранного газа.
Двумя наиболее часто используемыми газами для дуговой сварки углеродистой стали (GMAW) являются двуокись углерода (CO 2 ) и аргон (Ar). Давайте посмотрим на различные качества, которые каждый отдельный газ придает сварному шву, и на то, как они работают вместе в сочетании.
CO
2
Использование CO 2 в качестве единственного защитного газа позволяет получить широкий и достаточно глубокий сварной шов. Он чаще всего используется при дуговой сварке в среде защитного газа с флюсовой проволокой (FCAW) и должен работать при относительно высоком напряжении по сравнению с другими газами из-за его атомной структуры и выделения электронов, что может привести к проблемам при сварке тонких материалов. . Лучший атрибут CO 2 заключается в том, что это глубоко проникающий газ, поэтому его чаще всего включают в смеси.
CO 2 является химически активным газом, что означает, что в процессе сварки он выделяет кислород и монооксид углерода, что приводит к окислению металла сварного шва. Использование сварочной проволоки с высоким содержанием марганца или кремния предотвратит это, но и то, и другое будет отлагаться в сварочной ванне и появляться на поверхности металла после сварки. Не забудьте выполнить необходимую очистку, прежде чем красить или оцинковывать компонент.
Вообще говоря, при использовании чистого CO 2 образуется много брызг из-за его взаимодействия с высоким напряжением, потоком электронов и используемым материалом. Это, в сочетании с тем фактом, что он имеет тенденцию генерировать больше дыма, часто заставляет людей искать другие варианты.
Аргон
Сварка чистым аргоном дает концентрированную и сфокусированную дугу, что приводит к узкому профилю и глубокому проплавлению. Профиль валика обычно имеет более высокий пик в центре сварного шва с лучшим смачиванием на концах по сравнению с CO 2 .
В отличие от CO 2 аргон не вступает в реакцию, что исключает возможность окисления в сварочной ванне. Это означает, что вы можете использовать проволоку с низким содержанием кремния и марганца, если сам металл не требует дополнительных элементов очистки. Он также требует небольшой энергии (более низкое значение напряжения) для продолжения потока электронов через дугу, что приводит к более чистому началу дуги и более стабильному потоку электронов через газ, чем CO 2 .
Аргон является стандартом для дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW). Однако в GMAW аргон используется в сочетании с другими газами.
Смеси Ar/CO2
Отдельно аргон и CO 2 обладают желательными и нежелательными свойствами. Но вместе эти газы могут дополнять сильные стороны друг друга и, так сказать, уравнивать слабые стороны друг друга.
Например, чистый аргон не рекомендуется для GMAW на черных материалах из-за профиля проплавления (то есть формы зоны сплавления в основном металле). Чистый аргон образует узкий и пальцеобразный шов, поэтому легко пропустить стыки и не проникнуть на нужную глубину в правильном направлении. Однако, когда СО 2 добавляется в смесь, сочетание характеристик двух газов обеспечивает превосходное качество сварки.
Аргон и CO 2 2 нельзя смешивать и должным образом доставлять через баллоны в смесях с содержанием CO намного более 25 процентов 2 . Co 2 перекачивается в виде жидкости, и из-за того, как он и сжатый аргон вытекают из баллона, возможно только частичное использование баллона, и качество смеси не может быть гарантировано. Таким образом, эти смеси обычно содержат от 75 до 95 процентов аргона и от 5 до 25 процентов CO 2 .
75 процентов аргона/25 процентов CO 2 .Это наиболее часто используемая газовая смесь для GMAW с коротким замыканием. CO 2 обеспечивает более широкое проникновение, чем аргон сам по себе. С другой стороны, аргон придает сварке CO 2 стабильность, что помогает уменьшить разбрызгивание и контролировать профиль сварного шва. Это процесс с короткой дугой, поэтому некоторое количество брызг даже при оптимальных настройках все же присутствует. Эта смесь также может быть эффективно использована на порошковых проволоках, предназначенных для работы со смешанными газами.
85 процентов аргона/15 процентов CO 2 . Если для вашего применения требуется более быстрая и чистая сварка, использование не менее 85% аргона с 15% CO 2 в сочетании с более высоким напряжением позволяет осуществлять перенос распылением. Количество аргона должно быть на уровне 85 или более процентов, чтобы распыление происходило правильно.
Распылительный перенос проталкивает маленькие капли расплавленного металла в сварочную ванну, в отличие от контакта с металлом и короткого замыкания (короткая дуга) или переноса большой, трудно контролируемой капли (шаровидной формы). Из-за более жидкой ванны и более высокой скорости наплавки при переносе распылением этот процесс не рекомендуется для сварки в нерабочем положении.
автомобиль ВАЗ 2106, идентификационный номер (VIN) XTK21060050125601, тип ТС легковая седан, категория В, год изготовления 2005, модель, № двигателя 2106 7921810, шасси (рама) № номер отсутствует, кузов (кабина, прицеп) № XTK21060050125601, цвет красный рубин, организация-изготовитель ТС (страна) ВАЗ/Волжский авт. завод, регистрационный знак В502ТК 86, особые отметки: учебный уст. доп. педали, паспорт транспортного средства 86 ММ 183732, выдан 28.12.2011 г., РЭО Нижневартовского УВД, Ханты-Мансийский АО г. Нижневартовск, ул. Индустриальная, д.49, свидетельство о регистрации ТС 86УХ 282360, выдано 28.12.2011 г. РЭО Нижневартовского УВД (далее – Имущество). | Ханты-Мансийский автономный округ — Югра
автомобиль ВАЗ 2106, идентификационный номер (VIN) XTK21060050125601, тип ТС легковая седан, категория В, год изготовления 2005, модель, № двигателя 2106 7921810, шасси (рама) № номер отсутствует, кузов (кабина, прицеп) № XTK21060050125601, цвет красный рубин, организация-изготовитель ТС (страна) ВАЗ/Волжский авт. завод, регистрационный знак В502ТК 86, особые отметки: учебный уст. доп. педали, паспорт транспортного средства 86 ММ 183732, выдан 28.12.2011 г., РЭО Нижневартовского УВД, Ханты-Мансийский АО г. Нижневартовск, ул. Индустриальная, д.49, свидетельство о регистрации ТС 86УХ 282360, выдано 28.12.2011 г. РЭО Нижневартовского УВД (далее – Имущество).
Информация по предыдущим торгам: отсутствует
Регион:
Ханты-Мансийский автономный округ — Югра
Категория:
Товарно-материальные ценности.
Стоимость продажи:
19 000,00 RUB
Шаг:
950,00 ₽
Размер задатка:
3 800,00 ₽
Порядок ознакомления с имуществом (предприятием) должника:
Условия договора купли-продажи имущества установлены проектом договора (приложение №2).
Общая информация: автомобиль ВАЗ 2106, идентификационный номер (VIN) XTK21060050125601, тип ТС легковая седан, категория В, год изготовления 2005, модель, № двигателя 2106 7921810, шасси (рама) № номер отсутствует, кузов (кабина, прицеп) № XTK21060050125601, цвет красный рубин, организация-изготовитель ТС (страна) ВАЗ/Волжский авт. завод, регистрационный знак В502ТК 86, особые отметки: учебный уст. доп. педали, паспорт транспортного средства 86 ММ 183732, выдан 28.12.2011 г., РЭО Нижневартовского УВД, Ханты-Мансийский АО г. Нижневартовск, ул. Индустриальная, д.49, свидетельство о регистрации ТС 86УХ 282360, выдано 28.12.2011 г. РЭО Нижневартовского УВД (далее – Имущество).
Информация по предыдущим торгам: отсутствует
Лот на ГИС Торги
Оповещение на ГИС Торги
Наименование:
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ОБРАЗОВАНИЯ «ЮГОРСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ»
Порядок оформления участия в торгах, перечень документов участника и требования к оформлению: Заявка подается на бумажном носителе формата А4 путем заполнения ее формы. Одновременно с заявкой установленной формы, претенденты представляют следующие документы: юридические лица:- заверенные копии учредительных документов;- документ, который подтверждает полномочия руководителя юридического лица на осуществление действий от имени юридического лица (заверенная копия решения о назначении этого лица или о его избрании) и в соответствии с которым руководитель юридического лица обладает правом действовать от имени юридического лица без доверенности;
физические лица предъявляют документ удостоверяющий личность (паспорт гражданина), или представляют копии всех его листов. В случае если от имени претендента действует его представитель по доверенности, к заявке должна быть приложена доверенность на осуществление действий от имени претендента, оформленная в установленном порядке, или нотариально заверенная копия такой доверенности. В случае если доверенность на осуществление действий от имени претендента подписана лицом, уполномоченным руководителем юридического лица, заявка должна содержать также документ, подтверждающий полномочия этого лица. Все листы документов, представляемых одновременно с заявкой, либо отдельные тома данных документов должны быть прошиты, пронумерованы, скреплены печатью претендента (при наличии печати) (для юридического лица) и подписаны претендентом или его представителем. К данным документам (в том числе к каждому тому) также прилагается их опись. Возможность подачи заявок и документов в форме электронных образов или электронной форме – не предусмотрена.
Порядок и критерии определения победителя торгов: Выигравшим торги на аукционе признается лицо (участник), предложившее наиболее высокую цену за Имущество.
Срок и порядок подписания договора купли — продажи: в течении пяти календарных дней
Участвовать в торгах
Профессиональные брокеры с многолетним опытом участия в торгах бесплатно проконсультируют вас и предложат самый выгодный вариант участия в торгах.
Гарантированное участие в торгах без ЭЦП, консультирование и сопровождение на всех этапах сделки: дистанционный осмотр имущества, помощь в составлении запроса организатору, проверка на юридическую чистоту, снятие ограничений.
Тренажеры для обучения водителей на категории A, B, C, D, E с индивидуальными конструкторскими решениями
Созданы специально для российских автошкол и учитывают требования Министерства образования
Сконструированы с использованием оригинальных деталей моделируемой техники
Открытая компоновка
Кабинные тренажеры
Дополнительное оборудование
Открытая компоновка
Тренажер легкового автомобиля Forward
Реестровый номер: TR0180
Тренажер-симулятор от компании Forward, предназначен для обучения в автошколах водителей на категорию «B». Расширенная версия.
Характеристики
Экран с диагональю 68,58 сантиметров: 1 штука
Обратная связь руля: механическая
Панель приборов: виртуальная
КПП: совмещенная автоматическая и механическая
Стоимость: по запросу
Стоимость
Без установки:
С установкой:
214 000 ₽
264 000 ₽
Тренажер легкового автомобиля Forward трехмониторный
Реестровый номер: TR0181
Тренажер-симулятор от компании Forward, предназначен для обучения в автошколах водителей на категорию «B».
Характеристики
Экран с диагональю 68,58 сантиметров: 3 штуки
Обратная связь руля: механическая
Панель приборов: виртуальная
КПП: совмещенная автоматическая и механическая
Стоимость: по запросу
Стоимость
Без установки:
С установкой:
245 000 ₽
295 000 ₽
Тренажер легкового автомобиля Forward широкоэкранный
Реестровый номер: TR0186
Тренажер-симулятор от компании Forward, предназначен для обучения в автошколах водителей на категорию «B».
Характеристики
Экран с диагональю 124,46 сантиметров: 1 штука
Обратная связь руля: механическая
Панель приборов: виртуальная
КПП: совмещенная автоматическая и механическая
Стоимость: по запросу
Стоимость
Без установки:
С установкой:
270 000 ₽
320 000 ₽
Тренажер легкового автомобиля Forward с реальной приборной панелью
Реестровый номер: TR0182
Тренажер-симулятор от компании Forward, предназначен для обучения в автошколах водителей на категорию «B».
Характеристики
Экран с диагональю 68,58 сантиметров: 1 штука
Обратная связь руля: механическая
Панель приборов: оригинальная
КПП: совмещенная автоматическая и механическая
Пульт инструктора
Стоимость: по запросу
Стоимость
Без установки:
С установкой:
248 000 ₽
298 000 ₽
Тренажер легкового автомобиля Forward с реальной приборной панелью и активным рулём
Реестровый номер: TR0184
Тренажер-симулятор от компании Forward, предназначен для обучения в автошколах водителей на категорию «B».
Характеристики
Экран с диагональю 68,58 сантиметров: 1 штука
Обратная связь руля: электроусилитель
Панель приборов: оригинальная
КПП: совмещенная автоматическая и механическая
Пульт инструктора
Стоимость: по запросу
Стоимость
Без установки:
С установкой:
293 000 ₽
343 000 ₽
Тренажер легкового автомобиля Forward трехмониторный с реальной приборной панелью
Реестровый номер: TR0183
Тренажер-симулятор от компании Forward, предназначен для обучения в автошколах водителей на категорию «B».
Характеристики
Экран с диагональю 68,58 сантиметров: 3 штуки
Обратная связь руля: механическая
Панель приборов: оригинальная
КПП: совмещенная автоматическая и механическая
Пульт инструктора
Стоимость: по запросу
Стоимость
Без установки:
С установкой:
325 000 ₽
375 000 ₽
Тренажер легкового автомобиля Forward трехмониторный с реальной приборной панелью и активным рулём
Реестровый номер: TR0185
Тренажер-симулятор от компании Forward, предназначен для обучения в автошколах водителей на категорию «B».
Характеристики
Экран с диагональю 68,58 сантиметров: 3 штуки
Обратная связь руля: электроусилитель
Панель приборов: оригинальная
КПП: совмещенная автоматическая и механическая
Пульт инструктора
Стоимость: по запросу
Стоимость
Без установки:
С установкой:
374 000 ₽
424 000 ₽
Тренажер легкового автомобиля Forward широкоэкранный с реальной приборной панелью
Реестровый номер: TR0187
Тренажер-симулятор от компании Forward с оригинальной приборной панелью, предназначен для обучения в автошколах водителей на категорию «B».
Характеристики
Экран с диагональю 124,46 сантиметров: 1 штука
Обратная связь руля: механическая
Панель приборов: оригинальная
КПП: совмещенная автоматическая и механическая
Стоимость: по запросу
Стоимость
Без установки:
С установкой:
354 000 ₽
404 000 ₽
Тренажер легкового автомобиля Forward широкоэкранный с реальной приборной панелью и активным рулём
Реестровый номер: TR0188
Тренажер-симулятор от компании Forward с оригинальной приборной панелью и электроусилителем руля, предназначен для обучения в автошколах водителей на категорию «B».
Характеристики
Экран с диагональю 124,46 сантиметров: 1 штука
Обратная связь руля: электроусилитель
Панель приборов: оригинальная
КПП: совмещенная автоматическая и механическая
Стоимость: по запросу
Стоимость
Без установки:
С установкой:
399 000 ₽
458 000 ₽
Автотренажер Forward R210Р
Реестровый номер: TR0007
Тренажер-симулятор от компании Forward с проекционным экраном, предназначен для обучения в автошколах водителей на категорию «B».
Характеристики
Радиусный проекционный экран: 210 градусов
Проектор: 2 штуки
Обратная связь руля: механическая
Панель приборов: оригинальная
КПП: совмещенная автоматическая и механическая
Пульт инструктора
Стоимость: по запросу
Стоимость
Без установки:
С установкой:
748 000 ₽
822 800 ₽
Автотренажер Forward VR Категория «B»
Реестровый номер: TR0014
Тренажер-симулятор от компании Forward, предназначен для обучения в автошколах водителей на категорию «B».
Характеристики
Экран с диагональю 54,61 сантиметров: 1 штука
Шлем виртуальной реальности
Обратная связь руля: электроусилитель
Панель приборов: оригинальная
КПП: совмещенная автоматическая и механическая
Пульт инструктора
Стоимость: по запросу
Стоимость
Без установки:
С установкой:
648 000 ₽
712 800 ₽
Автотренажер Forward легкового автомобиля УАЗ 4х4
Реестровый номер: TR0012
Тренажер-симулятор от компании Forward, предназначен для обучения в автошколах водителей на категорию «B». Расширенная версия.
Характеристики
Экран с диагональю 60,96 сантиметров: 3 штуки
Обратная связь руля: механическая
Панель приборов: оригинальная
КПП: совмещенная автоматическая и механическая
Пульт инструктора
Стоимость: по запросу
Стоимость
Без установки:
С установкой:
595 000 ₽
654 500 ₽
Тренажер совместного вождения по городу легковых автомобилей
Реестровый номер: TR0147
Совместное вождение легковых автомобилей. Тренажер-симулятор от компании Forward.
Характеристики
В стандартную комплектацию тренажера совместного вождения входят:
● 4 автотренажера Forward 322A Категория «B»:
Экран с диагональю 54,61 сантиметров: 3 штуки
Обратная связь руля: электроусилитель
Панель приборов: оригинальная
КПП: совмещенная автоматическая и механическая
Пульт инструктора
● Программное обеспечение «СТАРТ»
Количество тренажеров и их состав могут быть изменены по запросу заказчика.
Стоимость: по запросу
Стоимость
Без установки:
С установкой:
2 646 000 ₽
2 910 600 ₽
Кабинные тренажеры
Статический тренажер Forward на базе кузова легкового автомобиля ВАЗ
Реестровый номер: TR0015
Тренажер-симулятор от компании Forward, предназначен для обучения в автошколах водителей на категорию «B». Расширенная версия.
Характеристики
Оригинальная кабина автомобиля ВАЗ
Проекционный экран: 3 штуки
Проектор: 3 штуки
Экран с диагональю 54,61 сантиметров для зеркал: 3 штуки
Обратная связь руля: электроусилитель
Панель приборов: оригинальная
КПП: совмещенная автоматическая и механическая
Место инструктора
Пульт инструктора
Лазерный принтер
Система видеонаблюдения
Стоимость: по запросу
Стоимость
Без установки:
С установкой:
1 880 000 ₽
2 068 000 ₽
Динамический тренажер Forward на базе кузова легкового автомобиля ВАЗ
Реестровый номер: TR0017
Тренажер-симулятор от компании Forward, предназначен для обучения в автошколах водителей на категорию «B». Расширенная версия.
Характеристики
Оригинальная кабина автомобиля ВАЗ
Динамическая платформа: 2DOF
Проекционный экран: 3 штуки
Проектор: 3 штуки
Экран с диагональю 54,61 сантиметров для зеркал: 3 штуки
Обратная связь руля: электроусилитель
Панель приборов: оригинальная
КПП: совмещенная автоматическая и механическая
Место инструктора
Пульт инструктора
Лазерный принтер
Система видеонаблюдения
Система двухсторонней аудиосвязи
Стоимость: по запросу
Стоимость
Без установки:
С установкой:
2 849 000 ₽
3 133 900 ₽
Статический тренажер Forward на базе кузова легкового автомобиля Real
Реестровый номер: TR0016
Тренажер-симулятор от компании Forward, предназначен для обучения в автошколах водителей на категорию «B». Расширенная версия.
Возможна комплектация тренажеров Forward Real на базе автомобилей Ford Focus, Peugeot, Renault и других марок.
Характеристики
Оригинальная кабина автомобиля Renault
Проекционный экран: 3 штуки
Проектор: 3 штуки
Экран с диагональю 54,61 сантиметров для зеркал: 3 штуки
Обратная связь руля: электроусилитель
Панель приборов: оригинальная
КПП: совмещенная автоматическая и механическая
Место инструктора
Пульт инструктора
Лазерный принтер
Система видеонаблюдения
Система двухсторонней аудиосвязи
Стоимость: по запросу
Стоимость
Без установки:
С установкой:
2 602 000 ₽
2 862 200 ₽
Динамический тренажер Forward на базе кузова легкового автомобиля Real
Реестровый номер: TR0019
Тренажер-симулятор от компании Forward, предназначен для обучения в автошколах водителей на категорию «B». Расширенная версия.
Возможна комплектация тренажеров Forward Real на базе автомобилей Ford Focus, Peugeot, Renault и других марок.
Характеристики
Оригинальная кабина автомобиля Renault
Динамическая платформа: 2DOF
Проекционный экран: 3 штуки
Проектор: 3 штуки
Экран с диагональю 54,61 сантиметров для зеркал: 3 штуки
Обратная связь руля: электроусилитель
Панель приборов: оригинальная
КПП: совмещенная автоматическая и механическая
Место инструктора
Пульт инструктора
Лазерный принтер
Система видеонаблюдения
Система двухсторонней аудиосвязи
Стоимость: по запросу
Стоимость
Без установки:
С установкой:
3 291 000 ₽
3 620 100 ₽
Динамический тренажер Forward на базе кузова легкового автомобиля УАЗ «Патриот» 4х4
Реестровый номер: TR0018
Тренажер-симулятор от компании Forward, предназначен для обучения в автошколах водителей на категорию «B».
Характеристики
Оригинальная кабина автомобиля УАЗ «Патриот» 4х4
Динамическая платформа: 3DOF
Экран с диагональю 81,28 сантиметров фронтальные: 2 штуки
Экран с диагональю 81,28 сантиметров боковые: 2 штуки
Обратная связь руля: электроусилитель
Панель приборов: оригинальная
КПП: совмещенная автоматическая и механическая
Место инструктора с экранами 54,61 сантиметров: 2 штуки
Пульт инструктора
Лазерный принтер
Система видеонаблюдения
Система двухсторонней аудиосвязи
Стоимость: по запросу
Стоимость
Без установки:
С установкой:
3 004 000 ₽
3 304 400 ₽
Динамический тренажер Forward на базе кузова легкового автомобиля Real со спецсигналами
Реестровый номер: TR0170
Тренажер-симулятор от компании Forward, предназначен для обучения в автошколах водителей на категорию «B». Расширенная версия.
Возможна комплектация тренажеров Forward Real на базе автомобилей Ford Focus, Peugeot, Renault и других марок.
Характеристики
Оригинальная кабина автомобиля Renault
Динамическая платформа: 2DOF
Проекционный экран: 3 штуки
Проектор: 3 штуки
Экран с диагональю 54,61 сантиметров для зеркал: 3 штуки
Обратная связь руля: электроусилитель
Панель приборов: оригинальная
КПП: совмещенная автоматическая и механическая
Место инструктора
Пульт инструктора
Лазерный принтер
Система видеонаблюдения
Система двухсторонней аудиосвязи
Стоимость: 5 299 000 ₽
Стоимость
Без установки:
С установкой:
3 291 000 ₽
3 620 100 ₽
Дополнительное оборудование
Опциональное дооборудование легкового автотренажера для лиц с ограниченными возможностями
Реестровый номер: TR0020
Комплект установочный для имитации ручного управления в автотренажере
Характеристики
Комплект ручного управления
Стоимость: по запросу
Стоимость:
54 000 ₽
Тренажер рулевой Forward
Реестровый номер: TR0021
Тренажер от компании Forward, предназначен для обучения в автошколах водителей на категорию «B»
Характеристики
Руль управления реального автомобиля
Подрулевые переключатели реального автомобиля
Педали: сцепление, тормоз, газ
Коробка переключения передач реального автомобиля
Стояночный тормоз реального автомобиля
Водительское сиденье реального автомобиля
Стоимость: по запросу
Стоимость
Без установки:
С установкой:
76 800 ₽
126 800 ₽
Настольный рулевой тренажер Forward
Реестровый номер: TR0142
Тренажер от компании Forward для помощи в обучении водителей на категорию «B».
Характеристики
Руль тренажера: 1 штука
Крепление для руля: 1 штука
Настольный рулевой тренажер служит для отработки учащимися основных навыков рулевого управления, правильного положения рук на рулевом колесе и посадки на месте водителя, повышения координации действий при манипулировании, как в обычных, так и в экстремальных условиях.
Настольный рулевой тренажер используется для обучения курсантов автошкол первоначальным навыкам руления.
Крепление руля, производится к обычному столу (парте) по принципу струбцины.
Присутствует принудительный возврат рулевого колеса в исходное положение.
Доступна регулировка рулевого колеса по высоте и по углу наклона.
Стоимость
Стоимость: по запросу
Без установки:
14 000 ₽
Все цены, указанные на сайте autotrenajer.ru приведены как справочная информация и не являются публичной офертой, определяемой положениями статьи 437 Гражданского кодекса Российской Федерации и могут быть изменены в любое время без предупреждения. Цены указаны с НДС, без учета стоимости доставки.
Для получения подробной информации о стоимости, комплектации тренажеров, сроках, условиях и стоимости поставки просьба обращаться по контактным телефонамили по электронной почте [email protected], [email protected]
Типы света: 3 основы и как их выбрать
Одна комната может служить нескольким целям. Это может быть место, где вы можете расслабиться, поработать за компьютером, заняться декоративно-прикладным искусством, приготовить еду, разделить трапезу с друзьями и многое другое… Вот почему особенности освещения должны соответствовать обстановке или назначению помещения.
«Лучший совет, который я могу дать, заключается в следующем: независимо от того, что вы делаете или чего надеетесь достичь, всегда устанавливайте в комнате три типа освещения», — говорит Патрисия Риццо из Исследовательского центра освещения. Люди часто ожидают, что один источник света удовлетворит все их потребности. Тем не менее, каждый из трех типов освещения имеет определенную функцию для удовлетворения определенных потребностей, а именно:
Окружающее освещение
Рабочее освещение
Акцентное освещение
Окружающее внутреннее освещение
Общее или окружающее освещение предназначено для освещения всего помещения. Он обеспечивает равномерный уровень освещенности по всему пространству независимо от других источников освещения.
Кроме того, его назначение – обеспечить безопасное и удобное движение, а также создать обзор помещения. Окружающий свет «отражается» от стен, чтобы осветить как можно больше пространства.
Типы светильников, которые могут обеспечить общее окружающее внутреннее освещение:
Наружное освещение обычно устанавливается для обеспечения видимости и повышения безопасности вокруг здания. Также рекомендуется осветить наружную часть здания, входы и лестницы, чтобы уменьшить и, возможно, исключить риск травм, которые могут возникнуть при входе и выходе из здания.
Чтобы узнать больше об наружном освещении, прочитайте нашу статью Экономичное, эффективное и безопасное наружное освещение
Встраиваемый светильник, используемый в подвесных конструкциях
Рабочее освещение
Рабочее освещение освещает задачи, выполняемые человеком в данном пространстве, такие как чтение, приготовление пищи, работа за компьютером. Для таких задач требуется более яркий свет в меньшем фокусе комнаты.
Для более приятного освещения часто лучше избегать резкого света или освещения, отбрасывающего неприятные тени. Также целесообразно установить один выключатель для фокусного освещения, независимый от общего выключателя освещения комнаты.
Встраиваемый светильник с направленным карданом или потолочный светильник
Подвесной светильник
Узкая барная стойка и нижняя тумба
Лента и профиль
Переносная или настольная лампа
Акцентное освещение
Акцентное освещение используется в основном для фокусировки внимания на определенной достопримечательности или для достижения желаемого эффекта. Такой тип освещения создает впечатление большего помещения. Он чаще используется для выделения архитектурного элемента, растения (в наружной планировке), скульптуры или коллекции предметов.
Как правило, эффективное акцентное освещение требует установки в фокусе в три раза большего количества света, чем обычно обеспечивает окружающее освещение.
Встраиваемый направленный светильник или потолочный светильник
Настенные светильники
14 типов внутреннего освещения, о которых вам следует знать
– BlissLights
Вы можете подумать, что система освещения вашего дома в основном негибкая, что вы не можете добавить ничего, кроме нескольких ламп, к светильникам, которые входят в ваш дом. Как показывают перечисленные здесь 14 типов, это предположение очень далеко от истины. Читайте дальше, чтобы узнать, как изменить настройку освещения в вашем доме не просто легко, но весело и творчески!
Что такое внутреннее освещение?
Эти светильники — именно то, что вы о них думаете: любая лампа, подвеска или светильник, используемые для освещения интерьеров вашего дома. Как правило, они делаются не только для того, чтобы украсить ваше пространство, но и для того, чтобы добавить декор и улучшить вашу текущую мебель. Это включает в себя светильники, уже установленные в вашем доме, когда вы въезжаете, а также любые лампы или другие светильники, которые вы добавляете. Важно отметить, что внутренние светильники часто не являются водонепроницаемыми и пыленепроницаемыми, что важно для наружных светильников, поэтому их всегда следует использовать только внутри.
14 типов внутреннего освещения
Комбинируйте любые из перечисленных ниже типов внутренних светильников, чтобы поднять обстановку и создать настроение в любом случае:
1.
Встраиваемые светильники
Встраиваемые светильники — это любые внутренние светильники, полностью встроенные в интерьер. внутри ваших стен, потолка или пола. Хотя эта формулировка может показаться причудливой или сложной, в основном это просто способ описания светильников, которые находятся на одном уровне с потолком или стенами. С другой стороны, светильники, которые выступают из ваших стен, пола или потолка, вместо утопленный.
2. Трековое освещение
Предустановленные светильники в вашем доме — не единственный способ направить свет с потолка на пол. Трековые светильники крепятся к потолку и выступают из него. Они направлены прямо вниз, поэтому их можно использовать для освещения коридоров или самого центра комнаты. Они имеют высококлассный и художественный вид, но вам может понадобиться помощь электрика, чтобы правильно их установить.
3. Подвески
Подвески представлены в широком ассортименте цветов и стилей, которые легко впишутся в любой домашний декор. Вы можете легко установить подвески самостоятельно (но помощь друзей никогда не помешает). Просто прикрепите несколько крепких крючков к потолку, а затем протяните провод подвески через крючки вдоль стен и пола, не позволяя его видеть. Подвески шикарны, как и их коллеги по трековому освещению, но их намного проще настроить, чем трековые светильники. То же самое можно сказать и о другом типе внутреннего освещения, которое часто ошибочно считают сложным в установке…
4. Настенные бра
Настенные бра выходят из стены и освещают коридоры и тумбочки, поэтому вы можете подумать, что для их использования требуется, чтобы электрик прокладывал проводку за вашими стенами. Но это не всегда так! Вставные настенные бра решают эту проблему — просто хорошо спрячьте провод, подключите его и надежно закрепите бра. Скорее всего, никто, кроме вас, не узнает, что вы пошли по пути плагинов вместо того, чтобы делать более постоянные инвестиции.
5. Потолочное освещение
Говоря о постоянном освещении, если вам нужна прочная и надежная основа для внутреннего освещения, установите потолочные светильники. Мы имеем в виду не только стандартные встраиваемые потолочные светильники — мы имеем в виду люстры, подвески, которые вы крепите близко к потолку, и даже низко висящие светильники. Без столь необходимого краеугольного камня освещения, который могут обеспечить потолочные светильники, ваше внутреннее пространство, будь то гостиная, спальня или кухня, может быть недостаточно освещено.
6. Окружающее освещение
Если вы используете светильники на потолке (или внутри!) для создания хорошо освещенного фундамента, как мы только что описали, то вы используете так называемое окружающее освещение. Это один из трех основных типов внутреннего освещения, и под него подпадают многие светильники и стили. Например, торшер, достаточно мощный, чтобы осветить всю комнату, является окружающим освещением. Он создает базовый слой мягких или ярко-белых, не совсем белых или желтых оттенков для вашей комнаты, который вы можете использовать с двумя другими основными типами светильников: рабочим освещением и акцентным освещением.
7. Настольное освещение
Настольные лампы и другие подобные приспособления — это то, что вы устанавливаете или настраиваете для использования в определенных целях. Ваша настольная лампа, прикроватная лампа для чтения и даже свет над раковиной, который вы включаете, чтобы помыть посуду, считаются рабочими источниками света. Обычно вы устанавливаете их на боковые столы или прямо над стульями или столами, поэтому вы можете по-настоящему творчески подойти к их внешнему виду, яркости и размещению — так же, как вы можете сделать это с акцентными светильниками.
8. Акцентное освещение
Вам нужен быстрый способ сделать вашу любимую мебель или картину более яркой и заметной? Вы ищете акцентное освещение. Установите светильник прямо над великолепным двухместным диваном или прямо под потрясающим портретом, чтобы правильно осветить его и привлечь к нему внимание. С акцентным освещением вы сможете подчеркнуть все лучшие черты вашей комнаты!
9. Светодиод
Этот тип внутреннего освещения наиболее известен как энергоэффективная альтернатива лампочкам, которые доминировали в 20 веке. Светодиоды преломляются во всех направлениях и заливают комнату мягкими оттенками. Они долговечны, горят тысячи часов. Некоторые модели также поддерживают возможность изменения цвета с помощью пульта дистанционного управления или приложения. Вы найдете светодиодные фонари во многих формах, включая стандартные лампы, а также декоративные и акцентные светильники, такие как полосовые и струнные светильники.
10. Лазерное освещение
Лазеры представляют собой нити накала, используемые для генерации света, который можно найти в самых разных типах приборов. Поскольку лазеры движутся вдоль узкого луча, а не рассеиваются во всех направлениях, он не теряет яркости и фокусировки на расстоянии. Его узкий путь также делает очень простым преломление одного луча на тысячи более мелких лучей, поэтому здесь, в BlissLights, наши лазерные проекторы часто имеют столь популярный, прекрасный эффект звездного неба (о котором мы поговорим подробнее позже).
Лазерная лампочка BlissBulb
14,99 $
Преобразить свой мир так же просто, как заменить лампочку.
Купить сейчас arrow_forward
11. Портативное освещение
Эти портативные светильники можно носить с собой из комнаты в комнату и даже в чужие дома или на работу. Их легко подключить и установить, подключив к обычной розетке или подключив к USB. Их легкий и компактный дизайн также позволяет легко упаковать их и взять с собой. Здесь, в BlissLights, наш StarPort Laser USB является прекрасным примером портативного источника света — этот крошечный прибор подключается к портативному аккумулятору, зарядной базе или ноутбуку для удобного перемещения между комнатами, но его свет обеспечивает полноценную мощность!
USB-лампа StarPort
19,99 $
Один крошечный фонарик. Тысячи звезд!
Купить сейчас arrow_forward
12. Съемное освещение
Съемное освещение охватывает весь спектр от классических дневных светильников до специальных лазеров. Ваш любимый торшер подключаемый, как и лазерные проекторы. Например, с нашим светильником Ark Ambient Aurora Light все, что вам нужно сделать, это подключить его к розетке и поставить проектор в любом месте. Красивые голубые и зеленые оттенки вскоре наполнят вашу комнату волнующей, расслабляющей туманностью, похожей на волновое облако.
ARK Aurora Light
69,99 $ 49,99 $
Выйдите за пределы реальности с движущимся абстрактным северным сиянием.
Купить сейчас arrow_forward
13. Освещение звезд
Смоделируйте ночь под звездами с помощью лазеров! Звездное освещение полностью освещает вашу комнату красным, синим или зеленым цветом, а звезды проецируются по всему пространству. Даже самые яркие акцентные светильники не могут сделать вашу комнату похожей на то, что вы видите в полночь на чистом поле без уличных фонарей — вместо этого используйте для этого нашу лампочку BlissBulb. Формы, которые он отбрасывает, могут быть приятными неортодоксальными, но он вкручивается в стандартные приспособления, как любая старая лампочка, что делает прекрасный вид чрезвычайно простым.
14. Приспособления для галактик и облаков туманностей
Звезды — это только начало — вы можете проецировать целые галактики в помещении! Откиньтесь на спинку кресла и расслабьтесь, пока успокаивающий вихрь туманных облаков со звездными крапинками накрывает вашу комнату.
Сферы использования дизельного топлива — «НефтеГазЛогистика»
Дизельное топливо активно используется в промышленности и быту благодаря своим отменным эксплуатационным свойствам.
Это специализированный продукт, который получается на выходе при процессе перегонки сырой нефти.
Такое топливо, которое применяется также в двигателях внутреннего сгорания, помимо прочего без дизельного топлива фактически не возможна работа почти любых промышленных объектов.
В основном оно активно используется в следующих сферах:
Для легкового и тяжелогрузного транспорта;
В качестве топлива для котельных;
Для водного и железнодорожного транспорта;
В качестве пропитки для кожи;
Для работы дизельных электрических генераторов;
Для работы скоростных турбин и редукторов.
Это недорогое топливо, которое отличается высокой теплопроводностью. При этом оно стоит дешевле бензина, цены на который постоянно растут.
Его производство позволяет получить недорогое и эффективное топливо, которое применяется в разных сферах человеческой жизни, начиная от топлива для легковых автомобилей и заканчивая тяжелой промышленностью.
Грузовые и легковые автомобили
В последнее время все больше автолюбителей выбирают машины, работающие не на бензиновом, а на дизельном топливе.
Такое топливо стоит гораздо дешевле, но при этом при низких температурах может произойти реакция выпадения парафина, при которой могут закупориваться топливные фильтры. Поэтому автомобилисты часто добавляют в дизельное топливо низкооктановый бензин или керосин в качестве присадки. Без добавления присадок можно использовать солярку в диапазонах от нуля до минус тридцати градусов по Цельсию. В транспортной сфере дизельное топливо ценится не только за свою недорогую цену и доступность, но и за оптимальные смазочные свойства, которые позволяют сократить износ двигателя при работе. Помимо прочего активно дизельное топливо используется для морских и речных судов.
Отопление промышленных и жилых помещений при помощи дизельного топлива
В последнее время дизельное топливо стало неплохой альтернативой бензину и другим твердым энергоносителям благодаря своей дешевой стоимости и массовой доступности. Обычно дизель применяется в тех объектах, которые не подключены к центральному газовому топлению. При этом применяется дизельное топливо для освещения и отопления промышленных цехов, жилых и нежилых зданий, гаражей, хозяйственных построек, мастерских.Также дизельное топливо активно используется и для работы электрических генераторов.
Тепловой коэффициент или КПД при сгорании у дизельного топлива составляет порядка девяноста процентов, что позволяет говорить о хороших свойствах теплопроводности солярки. Отопление, осуществляемое при помощи дизельного топлива обходится в разы дешевле, чем отопление стандартными электрическими котлами. Применение дизельного топлива в отопительных системах по своей стоимости гораздо выгоднее, чем использование дров или угля. При этом обеспечивается хорошая пожарная безопасность отопительных систем, работающих на солярке.
Современные отопительные системы, работающие на дизеле, могут поддерживать оптимальную температуру в помещении на протяжении долгого времени. Благодаря своим хорошим технологическим характеристикам дизельное топливо активно используется в промышленности. При помощи него отапливаются цеха и другие производственные объекты. Как один из видов высокоэффективного топлива солярка применяется в специальных механизмах, которые предназначаются для температурной обработки металлоконструкций из металла. Есть также и определенные процессы в черной металлургии, при которых для охлаждения требуется солярка. Есть установки для резки и промышленной обработки металла, работающие на дизеле, которые отличаются своей производительностью и автономностью. В некоторых отраслях тяжелой промышленности дизельное топливо активно используется для оптимальной работы турбинных двигателей. Помимо прочего оно применяется в работе промышленных редукторов.
Применение дизельного топлива
27.11.2019 11:44
Дизельное топливо – нефтепродукт, который, прежде всего, используют в дизельных двигателях. Но на самом деле сфера его применения гораздо шире.
Тем более сегодня появляются все более совершенные марки дизеля, например дизельное топливо евро-5, которые подходят для элитных машин.
Рассмотрим более подробно, в каких областях применяется дизельное топливо.
Сферы применения дизеля
Солярка имеет большую область применения. Это и промышленность, и производство, и транспорт.
Последнее направления является одним из основных. На дизельном топливе работает железнодорожный транспорт, грузовики, сельхозтехника. Кроме того, современные марки дизеля используются в легковых автомобилях.
Также еще одна сфера – отопительные системы. Многие покупают дизтопливо для отопления загородных домов, котельных, промышленных площадок и так далее.
Помимо всего названного, дизельное топливо обладает хорошими смазочными и охлаждающими свойствами. Поэтому применяют на производстве. Например, в металлургии для обработки металлов или в кожевенной промышленности для обработки кож.
Дизельное топливо для авто
Российские автолюбители постепенно все больше покупают автомобили на дизельных двигателях.
В Европе же дизельные авто давно популярны и распространены. Например, в Австрии и Бельгии доля дизельных автомобилей составляет около 70%.
Чем привлекает западных автовладельцев дизель?
Это низкая стоимость,
небольшой расход,
большая мощность.
Цена дизтоплива на 30-40 % меньше, чем бензина. На бездорожье такой автомобиль становится более проходимым. А в городе движения машины на дизеле оказываются более плавными, чем с бензиновыми моторами.
Сегодня дизтопливо в Москве можно купить очень хорошего качества. Оно обеспечивает комфорт от поездки и длительный срок службы двигателя.
Заметим, что для легковых авто используется маловязкий дизель, а для спецтехники – густой дизель.
Покупая дизельную машину, вы экономите и выбираете безопасность.
Применение дизеля для отопления
В последнее годы особенно выросло использование солярки для котельных в загородных домах, хозяйственных помещениях, автомастерских и так далее.
Дизельное топливо помогает отапливать дом, который удален от газовой магистрали.
Солярка показывает хорошую теплоотдачу, поэтому может использоваться для обогрева домов большой площади.
Такая отопительная система оказывается гораздо дешевле и выгоднее других вариантов, например, на газе или электричестве.
Плюсы котельных на солярке:
дает высокую температуру,
экономичное потребление,
удобно хранить.
Дизельное топливо на мировом рынке
С каждым годом количество использования дизельного топлива во всем мире только увеличивается. За последний год этот показатель составляет примерно несколько миллионов тонн.
Наиболее активно дизель потребляют страны Западной Европы. Качество топлива там очень высокое, как и качество автомобилей, где применяется дизель.
Если вы используете дизельное топливо высокого класса, то ваша машина с дизельным двигателем будет работать без перебоев.
Если же вы пользуетесь некачественным топливом, то это непременно приведет к поломке авто. И затраты на ремонт намного превысят затраты на покупку горючего.
Покупайте дизель у проверенных оптовых поставщиков. Компания «ГазПетролеум» осуществляет доставку дизеля по Москве и области на специальной, безопасной автотехнике.
Наше топливо хорошего качества по приемлемой цене!
вариантов использования дизельного топлива | Наука
••• Цементовозы 3 изображение Беверли с сайта Fotolia.com
Обновлено 24 апреля 2017 г.
Автор: Эмили Бич
Нефтяные переработчики получают несколько различных видов топлива из каждого барреля сырой нефти. В дополнение к бензину и печному топливу в результате переработки нефти также получают более легкое топливо с низким содержанием серы, известное как дизельное топливо. По оценкам Управления энергетической информации США, дизель обеспечивает до 7 процентов энергии, используемой в США, и является вторым по популярности источником топлива после бензина.
Транспортные средства
По данным Управления энергетической информации США (EIA), автомобили с дизельным двигателем обеспечивают на 20–40 % лучшую экономию топлива, чем модели с бензиновым двигателем. Дизель также представляет меньший риск возгорания во время аварии и производит меньше выбросов, чем газ. Сокращение выбросов помогает очистить воздух, а также замедлить воздействие глобального потепления на окружающую среду. Многие парки коммерческих автомобилей работают на дизельном топливе, как и большинство школьных автобусов и общественного транспорта страны.
Тяжелая техника
По данным EIA, более двух третей сельскохозяйственной техники в США работают на дизельном топливе. Дизельные тракторы, комбайны и другие машины помогают фермерам производить продукты питания и более эффективно управлять большими участками земли.
Многие виды строительной техники также используют дизельное топливо как из-за его повышенной эффективности, так и из-за его способности приводить в действие большегрузные машины. По оценкам EIA, галлон дизельного топлива обеспечивает на 30 процентов больше энергии, чем галлон бензина, что позволяет более эффективно использовать дизельное топливо для больших машин, таких как краны или экскаваторы-погрузчики.
Производство электроэнергии
Дизельные генераторы производят электричество, которое можно использовать для питания освещения, оборудования или других систем. Многие организации и предприятия полагаются на дизельные генераторы для резервного питания во время отключений. Эти генераторы также играют важную роль во время чрезвычайных ситуаций, когда они обеспечивают работу больниц, пожарных депо и других жизненно важных объектов. В отдаленных районах дизель-генератор обеспечивает электроэнергией людей, которым в противном случае пришлось бы обходиться без этого современного удобства.
Военные операции
Вооруженные силы США используют дизельное топливо для питания танков, грузовиков и других транспортных средств в стране и за рубежом. Согласно EIA, дизельное топливо менее огнеопасно и с меньшей вероятностью взрывается, чем традиционный бензин. Использование дизельного топлива в военных транспортных средствах защищает войска и личный состав от травм и снижает риск и интенсивность пожаров или взрывов во время боя. Автомобили с дизельным двигателем также обеспечивают высокий уровень надежности и не так подвержены остановке, как суда с бензиновым двигателем.
Статьи по теме
Ссылки
EIA: Основы дизельного топлива
Об авторе
Эмили Бич работает в сфере коммерческого строительства в Мэриленде. Она получила аккредитацию LEED от Совета по экологическому строительству США в 2008 году и сейчас работает над получением сертификата консультанта по архитектурному оборудованию от Института дверей и фурнитуры. Она получила степень бакалавра экономики и менеджмента в колледже Гучер в Таусоне, штат Мэриленд.
Авторы фотографий
Цементовозы 3 изображение Беверли с сайта Fotolia.com
Различные способы использования дизельного топлива: объяснение преимуществ был немцем ученый по имени Рудольф Дизель. Прежде чем нефтяная промышленность начала перерабатывать дизельное топливо, Рудольф экспериментировал с биодизельным топливом, а также с угольной пылью.
В 21 веке можно с уверенностью сказать, что дизельное топливо достаточно популярно. Дизельные двигатели также значительно улучшились. Наиболее важной чертой этих двигателей является то, что они используют сжатие для воспламенения топлива. Кроме того, их более высокая термодинамическая эффективность и, следовательно, топливная экономичность привели к более широкому использованию в различных отраслях промышленности.
Производство дизельного топлива
Дизельное топливо производится из многих источников. Наиболее важными видами дизельного топлива в зависимости от источника его получения являются:
Нефтяное дизельное топливо (наиболее распространенный вид дизельного топлива)
Синтетическое дизельное топливо
Биодизельное топливо
Гидрогенизированные масла и жиры
Диметиловый эфир ( DME)
Дизельные двигатели всегда имели плохую репутацию из-за того, что они шумные и производят тонны загрязняющих веществ в воздухе. Это уже не так, и дизель определенно стал популярнее.
Рост популярности дизеля
Популярность дизеля объясняется несколькими очевидными причинами. Наиболее важными факторами, определяющими их, являются эффективность, доступность и сохранение окружающей среды.
Дизельное топливо воспламеняется при максимальной температуре и давлении. Преимущество этого в том, что вы получите больше топлива, когда температура ниже. С учетом сказанного, дизельное топливо также может образовывать гель при более низких температурах. Присадки к топливу и свечи накаливания становятся необходимыми для работы на холоде. Это одна из причин широкого распространения дизельного топлива в Европе и Азии.
Следует также отметить, что дизельные двигатели обеспечивают больший пробег. Они являются очевидным и популярным выбором для большегрузных перевозок, поскольку водители и автопроизводители ищут более экономичный расход топлива. По данным EIA (Управление энергетической информации США), дизельные автомобили обеспечивают экономию топлива на 20-40% лучше, чем автомобили с бензиновым двигателем.
Наконец, дизельные двигатели могут также работать на биодизельном топливе, которое частично производится из природных материалов. Следовательно, он не способствует образованию парниковых газов; вместо этого он сохраняет окружающую среду.
Различные виды использования дизельного топлива
Причины возросшей популярности дизельного топлива неразрывно связаны с его расширенным диапазоном использования. Когда продукт эффективен, долговечен и экологичен, его лучше использовать.
Дизельный двигатель необходим почти во всех отраслях промышленности и может использоваться в качестве механического двигателя, генератора электроэнергии или мобильного привода. Промышленные двигатели и дизель-генераторы в основном используются в строительстве, горнодобывающей промышленности, судостроении и т. д. Кроме того, люди используют электрогенераторы в домах и больницах.
В Америке люди перевозят продукты грузовиками и поездами с дизельными двигателями. Также нередки случаи использования этих двигателей в сельском хозяйстве. Дизель просто эффективен и обеспечивает автомобили невероятными функциями безопасности.
По данным EIA, дизельные двигатели используются более чем в двух третях сельскохозяйственной техники в США. Они также говорят, что некоторые из сложных строительных работ, которые могут выполнять эти двигатели, включают подъем стальных балок, мощение дорог и т. д. Это дополняет тот факт, что дизельные автомобили надежны и безопасны.
Другими транспортными средствами, которые также используют дизельные двигатели, являются лодки, а также школьные и общественные автобусы. Поскольку дизель позволяет нам путешествовать на большие расстояния и на большие высоты, он является довольно популярным выбором для всех этих транспортных средств.
Наконец, из-за того, что дизельное топливо менее огнеопасно и взрывоопасно, чем другие виды топлива, оно используется в вооруженных силах США в танках и грузовиках. Фактически, дизельные автомобили в вооруженных силах намного безопаснее, чем другие варианты, поскольку они снижают риск возгорания и взрыва в бою.
Из-за всех этих различных вариантов использования легко понять весь его вклад в различные отрасли.
Дизельное топливо в автомобильной промышленности
Дизельное топливо в автомобильной промышленности широко используется, поскольку дизельные автомобили значительно улучшились. Они более экономичны с точки зрения расхода топлива и имеют более низкий крутящий момент, чем бензиновые двигатели. Как прямое следствие, дизельные автомобили теперь предлагают лучшую производительность и чище. Они также оснащены автомобилями со сверхнизким содержанием серы, а биодизельные автомобили имеют то преимущество, что они снижают выбросы от транспорта, что приводит к снижению рисков для здоровья.
Дизельные автомобили получают более высокие характеристики благодаря усовершенствованным технологиям впрыска топлива и электронного управления двигателем, что приводит к:
Повышенной мощности
Улучшенному ускорению
Повышенному КПД
Дополнительные технологии, которыми оснащены дизельные двигатели, включают технологию шума и вибрации. Эти функции делают вождение более приятным. Другими качественными характеристиками дизельных автомобилей являются длительный срок службы, более высокая остаточная стоимость и низкие эксплуатационные расходы.
Найти место, где можно заправить дизель, тоже несложно. Поскольку дизель используется в грузовиках уже несколько десятилетий, он доступен на большинстве заправочных станций, особенно в Америке.
Заключительные мысли
Сорок лет назад никто не мог предположить, что дизельное топливо станет таким популярным и продвинутым, как сейчас. Дизельное топливо обладает рядом замечательных свойств и по-прежнему используется в грузовых автомобилях и сельском хозяйстве, а также в вооруженных силах.
Автоматическая сварочная машина для кровки и ПВХ-ткани HERZ TARPON по цене от 389340 руб
Наименование
Комплектация
Цена, ₺
5114221
TARPON автоматический сварочный автомат 20 мм, 230 В, 2,9 кВт, с подъемным механизмом
372 036
Купить
5114318
TARPON автоматический сварочный автомат 30 мм, 230 В, 2,9 кВт, с подъемным механизмом
388 290
Купить
5114223
TARPON автоматический сварочный автомат 40 мм, 230 В, 2,9 кВт, с подъемным механизмом
417 186
Купить
5114222
TARPON для сварки кровли сварочный автомат для кровли 40 мм, 230 В, 2,9 кВт, с дополнительным весом и направляющей рукояткой
448 920
Купить
Аппарат сварки кровли HERZ TARPON современный, маленький, мощный, быстрый и удобный в обращении сварочный автомат, качество проверенное годами работы. Предназначен для сварки внахлёст шва шириной 20, 30 или 40 мм горячим воздухом для ПВХ ткани (рекламные баннеры, тенты для автомобилей, летние шатры и т.д).
Автомат TARPON отлично справляется с работой для сварки внахлёст термопластичных кровельных покрытий с шириной шва 40 мм горячим воздухом, со стабильной скоростью сварки на неровных поверхностях, с дополнительным весом и направляющей ручкой.
Исполнение HERZ TARPON:
Артикул: 5114221 для шва 20мм
Артикул: 5114318 для шва 30мм
Артикул: 5114222 для шва 40мм для кровли с дополнительным весом и направляющей рукояткой
Артикул: 5114223 для шва 40мм
Отличительные особенности сварочного автомата TARPON:
Компактный и удобный в обращении.
Автоматическое начало сварки.
Цифровое управление, цифровой индикатор скорости, температуры и расхода воздуха.
Плавная регулировка расхода воздуха от 50 — 100%.
Плавная регулировка температуры сварки.
Высока скорость сварки от 0,6 -12 м/мин.
Сварка без складок.
Система включения свободного хода, для удобства позиционирования аппарата.
Направляющий ролик.
Подъемный механизм.
Встроенная ручка для переноски аппарата.
Аппарат прост в эксплуатации и сервисном обслуживании, не требует специальных технических навыков.
SL4-FS — Четырехголовочная сварочная машина
SL4-FS — Четырехголовочная сварочная машина — Оборудование для ПВХ
Технология сваривания без необходимости последующей зачистки
SL8-TFF EVO — Восьмиголовочный сварочный автомат на технологии V-Perfect (сварка без зачистки)
SL2 E — 2-головочная сварочная машина
SL2 VE — 2-головочная сварочная машина
SL4 UNI — 4-головочная сварочная машина
Описание
Размеры
Видео
Высокоскоростная четырехголовочная сварочная машина. За счет использования сервоприводов обеспечивается прирост производительности до 50% по сравнению со скоростью традиционных 4-головочных сварок. Одновременная сварка 4-х сторон ПВХ-профиля. Машина автоматически выполняет позиционирование голов, цикл плавки, сварки и охлаждения. По окончании рабочего цикла рама выгружается в область зачистки.
Основные характеристики
Быстрый цикл сварки с контролируемыми осями обеспечивает прирост производительности до 50%
Одновременная сварка четырех заготовок под углом 90°
Система параллельного позиционирования/подачи
Автоматическая система быстрой перестановки ограничения сварного шва 0,2 – 2 мм (опция)
П-образное сваривание для дверного профиля (опция)
Встраивание в линию с зачистным станком
Операторский интерфейс: ПК на базе ОС Windows
Прием данных через USB порт или по сети TCP-IP
Консоль с ЖК монитором 17” и клавиатурой
Электронное позиционирование осей
Точное позиционирование и сварка с помощью цифровой измерительной системы при помощи бесщеточных моторов и магнитной ленты
Автоматическое распределение допусков стартовой длины профиля на все 4 угла
Простое позиционирование профиля
Саморегулирующийся оплав 5/6 мм
Быстросменное устройство для смены цулаг (контрпрофилей)
Система натяжения и легкой замены PTFE (тефлоновой) пленки
Обогреваемые ограничительные ножи (опция)
Технические характеристики
Высота свариваемого профиля: 35 – 180 мм
Ширина свариваемого профиля: 40 – 140 мм
Минимальный габарит свариваемого профиля: 370 х 400 мм
Максимальный габарит свариваемого профиля: 3 200 х 2 800 мм (2 800 х 1 800 мм)
Электропитание: однофазное 400 В, 50 Гц
Потребляемая мощность: 12 кВт
Расход воздуха: 180 л/цикл
Рабочее давление: 7 бар
Технологическая производительность: прирост производительности до 50% по сравнению с традиционными сварочными автоматами
L (мм)
W (мм)
H (мм)
Вес (кг)
5 250
2 200
1 650
2 800
Сварка ПВХ профиля: технология и оборудование
SL4-FF EVO — Четырехголовочный сварочный автомат на технологии V-Perfect (сварка без зачистки)
SL6-TFF EVO — Шестиголовочный сварочный автомат на технологии V-Perfect (сварка без зачистки)
SL4 U — Автоматическая 4-головочная сварочная машина
SL6 Q — Автоматическая 6-головочная сварочная машина
Lincoln Electric Сварочные аппараты и сварочные аппараты
Сварочные аппараты Lincoln Electric от WeldingMart обеспечат вам долговечную и мощную работу.
Созданная двумя братьями более 125 лет назад компания Lincoln Electric стала одним из самых уважаемых в мире производителей сварочных аппаратов, сварочных аппаратов и многого другого. Частично успех компании кроется в инновациях, но Линкольн действительно выделяется своей надежностью. От небольших мобильных устройств до более крупных сварочных аппаратов с приводом от двигателя, каждое из них изготавливается из деталей и компонентов премиум-класса, обеспечивающих надежность, работа за работой.
Если вы ищете сварочный аппарат Lincoln, имеет смысл делать покупки в Интернете на WeldingMart. Покупки онлайн с нами безопасны, безопасны и просты. Наши сниженные цены сэкономят вам деньги, как и бесплатная доставка большинства сварочных аппаратов Lincoln Electric, которая доставит их вам с минимальными затратами времени и усилий.
Мы являемся одной из немногих компаний, которые являются авторизованными экспортерами сварочных аппаратов Lincoln, поэтому вы знаете, что будете покупать у тех, кто вас поддерживает. По сути, мы являемся крупнейшим в мире онлайн-дистрибьютором оборудования Lincoln Electric. Для получения дополнительной информации см. нашу статью об авторизованном экспортере Lincoln на этом веб-сайте.
Сварочные аппараты Lincoln известны во всем мире своим качеством. Для тех, кто покупает сварочный аппарат, Lincoln предлагает множество вариантов, и мы предлагаем вам большой выбор. Среди наших сварочных аппаратов и сварочных аппаратов Lincoln есть сварочные аппараты MIG, TIG, аппараты для сварки электродом и многие другие. У нас есть сотни типов этих сварочных аппаратов премиум-класса в нашем ассортименте, что позволяет вам выбрать тот, который идеально подходит для вашего бизнеса.
Если вы не можете решить, какой из них лучше для вас, или у вас есть какие-либо вопросы, вы можете позвонить нам по бесплатному телефону. Вы также можете отправить нам электронное письмо или связаться с нами в чате, чтобы бесплатно получить полезные советы от нашего дружелюбного и знающего персонала.
В: Какие существуют типы сварочных аппаратов?
В: Для чего используется сварочный аппарат MIG?
Еще одним преимуществом сварочных аппаратов MIG является то, что они предназначены для сварки больших объемов. Если у вас длинный список работ и мало времени для этого, сварочный аппарат MIG может быть хорошим выбором. Многие автоматизированные сварочные установки также оснащены сварочными аппаратами MIG. Самое главное, сварочные аппараты MIG универсальны. Несмотря на то, что установка MIG не такая мобильная, как аппараты для сварки электродом, ее можно собрать практически в любом месте.
В: Для чего используется сварочный аппарат TIG?
Сварочные аппараты TIG почти незаменимы в мастерских, занимающихся тюнингом автомобилей — подумайте о выхлопных системах с очень точными изгибами и соединениями. Сварка ВИГ также оптимальна для велосипедных рам и других типов легких металлических рам, а также для воздуховодов.
Сварка TIG делает вашу работу более точной, но требует больше времени. Сварные швы, как правило, очень высокого качества практически на всех металлах. Сварочные аппараты TIG обеспечивают гораздо больший контроль над процессом сварки, от контроля мощности до нанесения присадок. Работу также легче чистить.
В: Для чего используется электродуговая сварка?
Это просто и универсально — сварщики могут просто использовать другой тип электрода. Сварочные аппараты также обычно дешевле. В то время как сварка выполняется быстро, процесс немного более расточительный, а очистка медленнее. Умелая рука приносит огромную пользу при сварке этих типов сварных швов, потому что сварщики электродуговой сварки, как правило, жертвуют производительностью ради универсальности.
В: Каковы преимущества сварочного аппарата Lincoln Electric®?
Компания является бесспорным мировым лидером в области дуговой сварки. Вы увидите знакомых красных сварщиков повсюду, от высокоэффективных производственных предприятий до строительных площадок и даже в аудиториях технических школ, где следующие поколения сварщиков изучают эту важную профессию. WeldingMart является гордым партнером и привилегированным дилером сварочных аппаратов, принадлежностей, расходных материалов, запасных частей и многого другого Lincoln Electric.
ВЕВОР Сварка | ВЕВОР ЕС
Кровельный сварочный аппарат VEVOR, сварочный пистолет для ПВХ, 8 шт., сварочный аппарат для пластика с горячим воздухом, 1600 Вт, тепловой пистолет для ПВХ, 220 В, сварочный аппарат для пластика с нагревательным сердечником из слюдяной трубы, бесступенчатая регулировка температуры 104–1112 °F, набор для сварки пластика
(1)
115,99
148,99
Сделка после регистрации
Зарегистрированная цена со скидкой
Кровельный сварочный аппарат VEVOR, сварочный пистолет для ПВХ, 6 шт., сварочный аппарат для пластика с горячим воздухом 1600 Вт, тепловой пистолет для ПВХ 220 В, сварочный аппарат для пластика со слюдяной трубой, нагревательный сердечник, бесступенчатая регулировка температуры 104-1112 °F, набор для сварки пластика
(1)
118,99
99″ data-prefix=»0″>
146,99
Сделка после регистрации
Зарегистрированная цена со скидкой
Кровельный сварочный аппарат VEVOR, 4 сварочных пистолета для ПВХ, сварочный аппарат для горячего воздуха 1600 Вт, тепловой пистолет для ПВХ 220 В, сварочный аппарат для пластика со слюдяным нагревательным сердечником, бесступенчатая регулировка температуры 40-600 ℃ Набор для сварки пластика
(1)
116,99
152,99
Сделка после регистрации
Зарегистрированная цена со скидкой
VEVOR TIG Welder ac/dc, Сварочный аппарат 3 в 1, Сварочный аппарат TIG 220 В, Сварочный аппарат TIG алюминия 200A, Сварочный аппарат MMA с инверторным IGBT, Сварочный аппарат ARC с цифровым управлением, Синий многопроцессный сварочный аппарат
(21)
627,99
99″ data-prefix=»0″>
807,99
Сделка после регистрации
Зарегистрированная цена со скидкой
VEVOR TIG Welder ac/dc, Сварочный аппарат 3 в 1, Сварочный аппарат TIG 220 В, Сварочный аппарат TIG алюминия 250A, Сварочный аппарат MMA с инверторным IGBT, Сварочный аппарат ARC с цифровым управлением, Синий многопроцессный сварочный аппарат
(21)
739,99
741,95
Сделка после регистрации
Зарегистрированная цена со скидкой
Сварочный стол VEVOR, стальной промышленный верстак 30 x 20 дюймов, грузоподъемность 400 фунтов, регулируемый угол и высота, ролики, выдвижные направляющие, три слота 1,6 дюйма, складной верстак
(55)
97,99
120,99
Сделка после регистрации
Зарегистрированная цена со скидкой
Сварочная завеса VEVOR, 6 x 8 футов, сварочный экран с металлическим каркасом и 4 колесами, огнеупорное стекловолокно с прозрачным окном, для мастерской, промышленной площадки, красная
Экономьте время! Наш менеджер ответит на все вопросы быстрей чем найдёте информацию на сайте.
Ваше имя
Телефон
ПРИ ПОКУПКЕ С РУК В РФ
возможные проблемы
ПОДДЕЛКА ДОКУМЕНТОВ
Угнаный или арестованный автомобиль
СМОТАННЫЙ ПРОБЕГ
Смотать для увеличения стоимости стоит 500р
ВОССТАНОВЛЕННЫЕ АВТО
Перекупы покупают битые авто в Японии, восстанавливают и продают по рыночным ценам
НА ЯПОНСКИХ АУКЦИОНАХ
вы получаете
ЮРИДИЧЕСКИ ЧИСТЫЙ АВТО
Чистый пробег, чистая история автомобиля
ЭКОНОМИЯ СРЕДСТВ
Покупка авто дешевле рыночной цены в РФ
АВТО БЕЗ ПРОБЕГА ПО РФ
Без пробега и износа по дорогам России, без плохого топлива.
1
Свяжитесь с нами
Позвоните +7 928 207-68-52 или оставьте заявку, наш менеджер свяжется с вами для уточнения деталей заказа
2
Составляем договор
Вы оставляете гарантийный взнос 70.000 ₽, мы заключаем договор и отправляем его вам по почте.
3
Поиск / Покупка авто
Мы ищем авто под ваш бюджет,проверяем его и после вашего утверждения вы оплачиваете его
4
Перевозка / Растаможка
Отправляем автомобиль из Японии в РФ, по прибытию растаможиваем его, и готовим к отправке в ваш регион.
5
Доставка / Получение авто
Отправляем автомобиль и документы в ваш населенный пункт автовозом или по ж/д.Как с вами связаться?
Выберите удобный способ, мы на связи 24/7
с 8.00 до 20.00 по Московскому времени
WhatsApp
Телеграм
Телефон
Нужен ли договор?
Да, скачайте на сайте или запросите бланк у менеджера.
Требуется ли предоплата?
Да, оплатить нужно сразу после заключения договора гарантийный депозит(который входит в конечную стоимость) удобным для вас способом:
Наличными при встрече
Перевод на карту Сбербанка
Что указывать в желаемое авто?
Марка, модель, год, привод, остальное не обязательно
Я не соображаю в авто, вы поможете выбрать?
Поможем, подскажем, переведём аукционный лист…
Поможем с выбором марки авто
Подскажем какой автомобиль будет оптимальным вариантом для Вас
Индивидуальный подход к каждому клиенту
Из чего складывается конечная цена?
Стоимость самого автомобиля/Расходы по (Японии, Кореи, Китая)/Таможенная пошлина+Расходы по России
Отправляете ли вы автомобили по России ?
Отправляем автомобили по всей России (автовозы, Ж/Д)
Где посмотреть стоимость пошлины?
На нашем сайте вы можете воспользоваться автомобильным калькулятором , где будет указана стоимость пошлины и остальные расходы
Сколько времени от покупки до прибытия во Владивосток?
Доставка автомобиля занимает от 4 до 5 недель
Отправляете ли вы по России?
Отправляем транспортной компанией в Ваш город
Автовозами
Ж/д сетками
Что указывать в желаемое авто?
Марка, модель, год, привод, остальное не обязательно
Yume Auto- надежная компания, которая предоставляет услуги по покупке и поставке автомобилей из Японии, Ю. Кореи и Китая .Наша задача- сделать так , чтобы каждый клиент чувствовал себя уверенно, в том что выбрал нашу компанию . Мы работаем официально-по договору!Прямая покупка на аукционах Японии, позволит купить действительно с прозрачной историей авто и по доступной стоимости.
«Как заказать автомобиль?» — первый вопрос, который возникает у наших клиентов, когда они хотят привезти авто из-за рубежа
На самом деле все очень просто, всего 7 простых шагов и авто будет у вас :
Связаться с нами
Подбираем вместе автомобиль
Оформляем договор
Покупаем авто
Подготавливаем к доставке
Доставка
Получаете автомобиль.
На протяжении всех этапов мы всегда рядом, присылаем фотоотчеты и отвечаем на все ваши вопросы 24/7
Почему доверяют нам:
Прозрачность: Вы можете сами оплатить машину напрямую на аукционе по инвойсу
Нет скрытых или необоснованных платежей
Фиксированная комиссия
Гарантируем сохранность груза при транспортировке и доставке до Вашего региона: автмообиль застрахован на всех этапах.
Экономьте время! Наш менеджер ответит на все вопросы быстрей чем найдёте информацию на сайте.
Ваше имя
Телефон
Используя этот сайт, вы соглашаетесь с тем, что мы используем файлы cookie.
WEB-STUDIO.PRO
аукцион понимания — Автомобили из Японии, Латвии
При просмотре автомобилей на аукционе вы можете заметить, что ко всем автомобилям будет прикреплен аукционный лист, для тех из нас, кто не умеет читать по-японски, это может показаться немного пугающим, но с нашим простым руководством мы надеемся, что вы сможет хоть как-то понять о чем идет речь.
Система проверки аукционов в Японии чрезвычайно тщательна и была разработана таким образом, чтобы автомобили в более отдаленных частях Японии могли продаваться незаметно и приобретаться покупателями, которые могут жить за сотни миль, а также покупатели из сельских районов могли покупать на крупных распродажах незаметно и незаметно. отправить транспортер для сбора.
Эта система совершенствовалась и улучшалась на протяжении многих лет, и ей доверяют как японские, так и международные покупатели. Аукционные дома несут ответственность за представление автомобиля в ложном свете и должны будут урегулировать претензию, если они допустили ошибку. Поскольку на автомобильных аукционах в Японии еженедельно продаются тысячи автомобилей, аукционный лист должен быть точным и правдивым, а любые ошибки должны быть четко указаны.
Японская аукционная система неодинакова для всех аукционов. Некоторые символы меняются от аукциона к аукциону, но вот основное руководство по тому, что они все означают
Но если все это звучит слишком сложно, будьте уверены, мы предлагаем полную услугу перевода аукционных листов и услугу физической инспекции всем нашим клиентам с привилегиями участия в торгах.
РУКОВОДСТВО ПО ОБОРУДОВАНИЮ
На большинстве аукционных листов вы увидите некоторые из следующих отметок на контурах кузова автомобиля – вот что они означают:
очень легкая царапина, что обычно означает легкую царапину, которая полируется. A3 будет означать серьезную царапину, которую нужно покрасить, некоторые аукционы используют до A4 в любом случае на любом японском аукционном листе, чем выше число, тем сильнее повреждение.
U : Вмятина. У автомобиля может быть много U1, которые представляют собой вмятины от булавок, которые могут быть очень маленькими или неузнаваемыми. U3 будет вмятиной надлежащего размера. Вмятина размером с колено
W : Волнистая означает наличие признаков предыдущего ремонта W1 означает, что квалифицированный инспектор может определить хороший ремонт . W2 — видимый ремонт. W3 — плохой ремонт, который, вероятно, потребуется переделать.
X : Панель не подлежит ремонту и требует замены
XX : Панель заменена.
Y : Это означает повреждение передних или задних фонарей. Y1 может означать небольшой скол в стекле фары, Y3 означает, что вы можете просунуть руку в отверстие, чтобы заменить лампочку.
C/S : Вы не должны так много видеть, потому что вы не собираетесь импортировать ржавчину, у нас ее уже достаточно! но в зависимости от аукционной компании C1-C2 или S1-S2 будет означать легкую ржавчину-сильную ржавчину.
X/G : это будет означать скол на лобовом стекле или хуже, если присутствуют какие-либо цифры. Некоторые аукционы используют кандзи для обозначения следов на лобовом стекле, но любые следы, указывающие на стекло, означают сколы или трещины.
Аукционная оценка отражает общее состояние автомобиля, а не только кузова. Он предназначен для того, чтобы дать представление о том, сколько денег потребуется потратить на автомобиль, чтобы сделать его пригодным для продажи, поэтому, если вы смотрите на автомобиль, который выглядит как новый, но получает только оценку 3, у него могут быть механические проблемы, и вам потребуется дальнейшее обследование.
Оценки аукциона могут варьироваться от 2 до 6. Однако стандартом на большинстве аукционов является от 5 до 3. Аукционный класс также зависит от возраста и пробега, например, пятнадцатилетний автомобиль очень редко получает 4-й класс, и в этом случае вы можете считать автомобиль исключительным для своего года, аналогично годовалому автомобилю следует не будет класса 3,5, если у него не было тяжелой жизни.
СИСТЕМА ОЦЕНКИ
Класс 6 или S: Это должен быть совершенно новый автомобиль, но некоторые аукционные компании допускают в эту категорию экс-демо с пробегом 2000 км , в любом случае это должен быть пластик на сиденьях, свежий.
Класс 5: Состояние нового
Класс 4.5: Состояние очень незначительного использования
Класс 4: Состояние бывшего в употреблении, только незначительные дефекты 900 03
Класс 3.5: Хорошее состояние с более заметными дефектами
Станет 3: Средние оценки состояния и возможное повреждение света
Уровень 2: Плохое состояние может иметь повреждение несчастного случая или коррозию
Grade R или RA: в новых автомобилях это может означать автомобиль несчастного случая, который был отремонтирован или или RA: . сильно модифицированный автомобиль. В старых автомобилях это может означать просто замену панелей, послепродажных комплектов, крыльев и т. д.
ПРИМЕРЫ АУКЦИОННЫХ ЛИСТОВ
Ниже приведены примеры аукционных листов, используемых основными аукционными домами, с ключевыми областями, переведенными на английский язык. 01
Обзор аукционного листа:
Люди, живущие в подержанных автомобилях, знают одно золотое правило покупки подержанных автомобилей: «Не покупайте подержанные японские автомобили без проверки аукционного листа и отчета». Риск мошенничества в подержанных автомобилях высок, потому что владелец может изменить показания пробега и заменить поврежденные детали. Не позволяйте легко покупать подержанные автомобили, особенно японские подержанные автомобили.
Цены на подержанные автомобили в Японии очень низкие, и большинство дилеров покупают поврежденные автомобили по очень низким ценам после замены поврежденных деталей, они продают автомобили по очень высоким ценам. В Японии подержанные автомобили и новые автомобили продаются через аукционные дома. Аукционные дома предлагают онлайн-покупку и продажу подержанных автомобилей, что является наиболее удобным способом связаться с потенциальным покупателем. Они предоставляют аукционные листы с транспортным средством, чтобы показать клиентам исходное состояние.
Что такое отчет аукционного листа?
Отчет об аукционном листе представляет собой рентгеновский снимок транспортного средства, в котором упоминается состояние транспортного средства. Все о состоянии кузова, пробеге, повреждениях, ремонте и все о состоянии автомобиля. Вся эта информация поможет вам получить представление о производительности. Все подержанные автомобили в Японии проходят обширную проверку перед началом автомобильного аукциона. По акту осмотра была выбрана цена автомобиля. Если автомобиль в хорошем состоянии, он будет дорогим, а если нет, то наоборот. Автомобильный аукцион никогда не начинается до завершения механического осмотра. Автомобиль получает оценку в зависимости от его состояния.
Что такое оценка в аукционном листе?
Цены на автомобили указаны на аукционе в соответствии с классами и условиями, указанными в отчете о проверке. Оценка является фактическим значением полного материала для клиента при покупке подержанного автомобиля. Вот классы, которые указаны в зависимости от состояния автомобиля:
Класс S (совершенно новые автомобили)
Класс R (Ремонт автомобилей)
Класс RA (Ремонт аварийных автомобилей)
Класс 6 (Совершенно новый с Just Drive to Auction House)
класс 5 (отличное состояние, как новый)
Класс 4.5 (автомобиль с очень малым пробегом)
Класс 4 (малый пробег с небольшими дефектами)
Оценка 3.5 (автомобиль в среднем состоянии и некоторое время в плохом состоянии)
Класс 3 (дешевое состояние с легкими повреждениями)
Класс 2 (Очень плохое состояние)
*** (Аварийный автомобиль)
Приведенная выше информация поможет вам понять оценку в отчете аукционного листа при покупке японского автомобиля.
Как читать отчет об аукционном листе:
Объяснение отчета об аукционном листе несложно, поскольку на японском языке написано только описание инспектора. В целом состояние кузова транспортного средства упоминается как:
Трещины: Y1, Y2, Y3 (небольшая трещина, средняя трещина, большая трещина)
Окрасочные работы: P1, P2, P3 (небольшие повреждения лакокрасочного покрытия, средние повреждения лакокрасочного покрытия и большие повреждения лакокрасочного покрытия)
Проблемы с лобовым стеклом: X1 (очень маленькая трещина примерно 1 см на лобовом стекле) R (восстановленная трещина) RX (отремонтированная трещина на лобовом стекле, необходимо заменить) X (трещина на лобовом стекле, необходимо заменить) FW (переднее лобовое стекло)
Знак коррозии: C1, C2, C3 (легкая коррозия, средняя коррозия, сильная коррозия)
Необходимо заменить или заменить детали: X (необходимо заменить) XX (заменено)
Искажение: B1, B2, B3 (незначительное искажение, среднее искажение, большое искажение)
Вмятины: U1, U2, U3 (маленькая вмятина, средняя вмятина, большая вмятина)
Знаки ремонта: W1, W2, W3 (мелкий ремонт/волна, средний ремонт, крупный ремонт)
Знак ржавчины: S1, S2, S3 (слабая ржавчина, средняя ржавчина, сильная ржавчина)
Царапины: A1, A2, A3 (небольшая царапина, средняя царапина, большая царапина)
Ямочки: E1, E2, E3 (малая ямочка, средняя ямочка, большая ямочка)
Заключение:
Приведенная выше информация поможет вам понять, как можно читать или переводить отчеты об аукционных листах.
Професійна хімія для миття автомобіля — Detailshop.in.ua все для автомийки. Товари та послуги компанії «Detailshop.in.ua — все для автомийок, детейлинга та клінінгу»
за порядкомза зростанням ціниза зниженням ціниза новизною
ГалереяСписок
Шампунь для ручного миття Nerta active foam perfumed 5 л
300-0005-ACTSHP-01
Koch Chemie Green Star Universalreiniger Універсальне безконтактне миючий засіб
25001
від 370 ₴
В наявності
eyJwcm9kdWN0SWQiOjk2MDY2MjM0NSwiY2F0ZWdvcnlJZCI6MzQxMjAxLCJjb21wYW55SWQiOjI0MjA3NjYsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjg4MjAxMjg0Ljg0Nzk4NiwicGFnZUlkIjoiYjhkMTM4ODAtMTBkYi00M2QzLTk3MGItMDc5NzI4MDk5MWU2IiwicG93IjoidjIifQ.ynX0lf6EJ20I4pX2foVApyJ2BrHjAoTlLQRH6sbtV6Q» data-advtracking-product-id=»960662345″ data-tg-chain=»{"view_type": "preview"}»>CarLine RED HI FOAM Піна
1 283 ₴
В наявності
Koch Chemie PreWash express — шампунь для швидкої безконтактної мийки 33 кг
261033
6 585 ₴
В наявності
eyJwcm9kdWN0SWQiOjEwMDQ2NjQ1MTksImNhdGVnb3J5SWQiOjM0MTIwMSwiY29tcGFueUlkIjoyNDIwNzY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY4ODIwMTI4NC44NDkwMjIyLCJwYWdlSWQiOiJmM2JmMGJjMS00NGQ2LTQ5MDUtODQ4YS0xNDQyYzczY2M0YzQiLCJwb3ciOiJ2MiJ9.jSdT3it0NjdHiv9TJVrgtNloAfVmngkZCUVu3R3XyEM» data-advtracking-product-id=»1004664519″ data-tg-chain=»{"view_type": "preview"}»>Koch Chemie PreWash B — шампунь для безконтактної мийки, видалення комах 33 кг
303033
8 730 ₴
В наявності
Шампунь для ручного миття Nerta active foam perfumed 25 л
300-0005-ACTSHP-01
4 202,50 ₴
В наявності
eyJwcm9kdWN0SWQiOjEyNjk5MTY5MTQsImNhdGVnb3J5SWQiOjM0MTIwMSwiY29tcGFueUlkIjoyNDIwNzY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY4ODIwMTI4NC44NTAwODQzLCJwYWdlSWQiOiI3YjIxMzA4OS03YmVlLTQ0NmItODFhZC1mYTVlOWU2NTAxMWEiLCJwb3ciOiJ2MiJ9.7SvnsFtq9Ky_zQpen5jTD6If0psXuc5BUZW4pwXfasM» data-advtracking-product-id=»1269916914″ data-tg-chain=»{"view_type": "preview"}»>KOCH CHEMIE Vorreiniger B (Multi Star) Універсальне безконтактне миючий засіб 5 кг
1 535 ₴
В наявності
Активна піна Mixon M-805
M-805
від 228 ₴
В наявності
eyJwcm9kdWN0SWQiOjE1NzgwNTczMTAsImNhdGVnb3J5SWQiOjM0MTIwMSwiY29tcGFueUlkIjoyNDIwNzY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY4ODIwMTI4NC44NTEwNDgsInBhZ2VJZCI6IjA0NzQwNWM3LWE5OGItNDZmOS1iMDM3LTdiMmZkYTZhODUyZCIsInBvdyI6InYyIn0.BY_fB7Jd54AbSoga8Qw_fKnOrirNHg-ueTKajB6_r-E» data-advtracking-product-id=»1578057310″ data-tg-chain=»{"view_type": "preview"}»>Активна піна для безконтактного миття NERTA ACTIVE DIAMOND FOAM 25 л
300-0025-ADFOAM-01
4 715 ₴
В наявності
Активна піна всесезонна M-806
M-806
від 102 ₴
В наявності
eyJwcm9kdWN0SWQiOjE1NzgwNjkwMzAsImNhdGVnb3J5SWQiOjM0MTIwMSwiY29tcGFueUlkIjoyNDIwNzY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY4ODIwMTI4NC44NTE5NTQ1LCJwYWdlSWQiOiJiOWRmOGQ5My0zOGYyLTRlZjAtODZlNC01MDJjNWVhODM0OGQiLCJwb3ciOiJ2MiJ9.I9VGVvsLsEJaBBKAKEzEjQUN70QI9dZm9ex5rIaNzwM» data-advtracking-product-id=»1578069030″ data-tg-chain=»{"view_type": "preview"}»>Очищувальний засіб для зовнішнього миття автомобіля Nerta Truck Cleaner 2000 25л.
300-0025-TR2000-01
3 465 ₴
В наявності
Активна піна СИЛЬНО ПІННА M-807
MC-807-1
від 126 ₴
В наявності
eyJwcm9kdWN0SWQiOjExNDM1ODA3NDMsImNhdGVnb3J5SWQiOjM0MTIwMSwiY29tcGFueUlkIjoyNDIwNzY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY4ODIwMTI4NC44NTMyNTQ2LCJwYWdlSWQiOiJjY2FmNWI2MS1jZDFjLTQ0NWUtOWQwOC05ZjdjMDY1NjlkMjMiLCJwb3ciOiJ2MiJ9.sw6ISkUP3WL_r_jcBRXWUgWPRsHmkxzAvnFUH6UtV2U» data-advtracking-product-id=»1143580743″ data-tg-chain=»{"view_type": "preview"}»>KOCH CHEMIE Vorreiniger B (Multi Star) Універсальне безконтактне миючий засіб 22 кг
211022
5 210 ₴
В наявності
KOCH CHEMIE Active Foam Сандал. Висококонцентрований ароматна піна 21 кг PH-9,5
282021
eyJwcm9kdWN0SWQiOjEwMDU1Nzg3ODcsImNhdGVnb3J5SWQiOjM0MTIwMSwiY29tcGFueUlkIjoyNDIwNzY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY4ODIwMTI4NC44NTY4NDYsInBhZ2VJZCI6IjQwMWExOWZiLWVjMGEtNDQ2YS04NjRmLTM4ODgzODFhMjRlOCIsInBvdyI6InYyIn0.V187broUeuTDt__vg01AzLmQQULUVcNId3hsQc_XrJc» data-advtracking-product-id=»1005578787″ data-tg-chain=»{"view_type": "preview"}»>Koch Chemie Nano-Magic polish Schaumglanzpolitur.Автошампунь мікроемульсія з консервантом останнього покоління
210030
eyJwcm9kdWN0SWQiOjE2OTg2MTE2MjcsImNhdGVnb3J5SWQiOjM0MTIwMSwiY29tcGFueUlkIjoyNDIwNzY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY4ODIwMTI4NC44NjAwMDQsInBhZ2VJZCI6Ijk2M2FjODJkLTcxZmQtNDI0My05ZDc1LTgwMmQwZjU0ZWVjNSIsInBvdyI6InYyIn0.WlrM7xdyd0BQjsqfVzF2vvsILbC3mDdlj9gFTsozESQ» data-advtracking-product-id=»1698611627″ data-tg-chain=»{"view_type": "preview"}»>Активна піна для мийок самообслуговування M-817
M-817
від 144 ₴
В наявності
2К Активна піна M-820
M-820
від 162 ₴
В наявності
16243248
Чем моют машины на мойке? Профессиональная химия и средства
Немногие автовладельцы сегодня задаются вопросом, что же является причиной быстрого износа краски или появления различных неприятностей с отремонтированными местами на кузове. Чаще всего ответом на этот вопрос является некачественная мойка. Проблема в том, что мойщики очень часто применяют некачественные материалы для снятия загрязнений с автомобиля. Их основная цель — выполнить работу максимально быстро и принять следующего клиента. Именно поэтому скорость стала первым фактором, а вот качество обработки кузова автомобиля оказалось далеко не столь важным критерием. В погоне за прибылью мойщики стали использовать вредоносные химические средства, которые вместе с загрязнениями растворяют верхние защитные слои ЛКП. После 20-30 моек такими средствами машина начинает терять защиту от контакта с насекомыми, камушками на трассе. Это становится причиной появления сколов, которые мощным потоком воды на мойке превращаются в настоящие проблемы с кузовом.
Вы могли быть свидетелем самых неприятных эффектов для кузова авто, которые появляются после мойки. Проблема чаще всего не в ЛКП, а именно в качестве химических средств, а также в профессионализме мойщика. Поэтому следует осторожно выбирать место для ухода за кузовом вашего автомобиля. В частности, будьте внимательны с выбором химии, которую используют на станции для выполнения процедур. Существуют десятки брендов химических средств, которые беспокоятся о прибыли компаний, а не о сохранности ЛКП автомобилей. Сегодня мы поговорим о средствах, методах, а также хитростях на автомойках в России, которые могут привести к реальным проблемам и стать причиной визита в покрасочную мастерскую. Вы поймете, насколько важно выбрать хорошую компанию для выполнения регулярного ухода за кузовом вашего авто и прочих эстетических процедур.
Хорошие средства для очистки кузова на автомойке
Понятие хороших средств следует совмещать с известными брендами и довольно дорогими материалами. А это значит, что такие материалы будут подделывать, так как практически все дорогие средства в России имеют определенный процент подделок. Именно поэтому многие автомойки страдают от низкого качества выполненной работы. Можете быть уверены, в этом случае они используют непрофессиональные средства или подделки, чтобы сэкономить на расходах. Вот несколько достойных вариантов химии:
Karcher RM-806. Один из самых популярных типов пены на профессиональных мойках, состав весьма щадящий, но отлично справляется с основными загрязнениями, это говорит о высоком качестве.
Nerta Carnet J. До появления Керхера эта жидкость была основной среди хороших компаний. Она довольно активная, требует быстрого смывания, но вполне справляется с поставленными задачами.
GRASS. Это российский продукт, который только начинают осваивать регионы. В Москве практически не используется, но в целом показывает неплохое сочетание низкой стоимости и высокого качества работы.
Израильская химия. Лишь некоторые компании поставляют ряд израильских продуктов для ухода за кузовом автомобиля. Большинство поставляются в упаковке с ивритом, качество отменное.
Немецкая продукция. Существует много неизвестных нам немецких марок химических средств, которые отлично работают. Если на упаковке написано Made in Germany, обычно продукт хороший, за исключением подделок.
Как видите, вариантов мойки машины хорошими средствами не так и много. Эти предложения часто подделываются, так как 5-литровая канистра такого химического состава обходится центра ухода за кузовом авто в порядочную сумму денег. Подделки же в основном содержат гораздо более дешевую продукцию, перелитую в упаковку из-под дорогой жидкости. А это значит, что ваше авто будет помыто непонятно чем, и это обязательно скажется на внешнем виде уже через несколько визитов на такой сервис.
Чем не стоит мыть автомобиль из популярных средств?
В процессе смывания грязи с кузова машины важность имеет щелочной и кислотный состав наносимых жидкостей. Если состав слишком активный, это уничтожает лак и защитные покрытия кузова. Через 100 моек с не самой качественной химией ваша машина потребует как минимум полировки. Поэтому важно проследить, какую именно продукцию применяют на вашей любимой автомойке. Ограничьте использование таких популярных средств:
V100. Эту продукцию ошибочно воспринимают за хороший и недорогой состав для отмывания грязи с кузова машин. На деле это средство для двигателей, которое предназначено для отмывания масел и жиров.
DLS. Еще один состав с хорошими свойствами, но для очень загрязненных поверхностей, никак не для всего кузова и постоянного использования. Слишком большая щелочная активность уничтожит лак.
Active Foam. Это вообще непонятно откуда появившаяся альтернатива нормальным средствам. Единственное ее преимущество — во время нанесения становится красивого розового или другого яркого цвета. Кузов не моет вообще.
Китайские составы. Как бы мойщики ни хвалили китайскую продукцию, пользоваться ей опасно, и опасность эта не только для машины. Токсические составы могут запросто лишить здоровья специалиста на станции.
Большинство российских предложений. Пусть в России не так много официальных марок, которые предлагают такую автохимию, даже предложенными лучше не пользоваться. Состав ужасный, эффект минимальный, а цена на уровне немецких предложений.
Одна из важных проблем современных автомойщиков заключается в том, что они не знают английского языка. Поэтому покупка состава для ухода за автомобилем оказывается определенной лотереей. Владелец компании закупает партию товара по словам менеджера по продажам, и не может прочитать инструкцию на этикетке. Вполне возможно, что ваш автомобиль моют специальными средствами для грузовиков, такими как Nerta Truck Cleaner. Это очень активный щелочной состав и гарантированная смерть ЛКП.
Убийственные методы автомойщиков — чего нельзя допускать?
Убивают ЛКП не только химическими средствами и составами. Проблема также в профессионализме сотрудников автомойки. Часто нанимают на эту работу студентов и даже школьников, показывают им 1 раз, как что делается. Уже через полчаса после такой демонстрации загоняют автомобиль клиента и дают его мыть. Проблема в том, что такой мойщик допускает несколько серьезных ошибок, среди которых такие ляпы:
включение подачи воды при направленном пистолете в сторону автомобиля — это становится причиной появления сколов краски, а также прочих различных неприятностей с ЛКП;
мойка авто сверху вниз, что выглядит логичным, но так химия успевает не только разъесть грязь в нижней части, но и приступить к разъеданию лакокрасочного покрытия вашего авто;
пену «специалист» оставляет на кузове слишком долго — больше 2 минут, что способствует разрушению лакокрасочного слоя, который защищает краску от сколов и царапин;
нанесение пены повторно при оставшихся загрязнениях — этого делать не стоит, достаточно обработать места, где остались загрязнения, специальными средствами с большей активностью;
покрытие авто химическими средствами иного назначения, к примеру, пеной для мытья дисков, которая просто в момент разъест лаковый слой и принесет в будущем немало проблем.
Самая большая неприятность для владельца автомобиля в том, что вы увидите разрушения лакокрасочного покрытия только через несколько месяцев после визита на некачественную мойку. Именно через такой промежуток времени краска начнет темнеть, тускнеть, царапаться, появятся сколы до самого грунта. Поэтому выбирать автомойщиков стоит очень осторожно. Особенно это актуально в том случае, если вы моете машину достаточно часто.
Чем можно помыть машину самостоятельно?
Некоторые автомобилисты предпочитают не платить деньги автомойщикам, а выполнять процедуру мойки своими руками. Это не безопаснее, чем поехать на мойку, но вы можете найти хорошую контактную химию для такого ухода за авто. Это химические средства Karcher, Bosch, Nerta, а также универсальные составы в виде мягких автомобильных шампуней. Выполнят самостоятельную мойку стоит довольно осторожно, и вот несколько важных причин:
при использовании неправильной химии вы можете сильно повредить кузов, к примеру, могут появиться места, где вообще слез лак, так что краска приобретет некрасивый матовый вид;
контактная мойка довольно опасная для лака, даже если вы применяете хорошие средства, так как растирание губками и тряпками может серьезно навредить кузову вашего автомобиля;
плохое удаление пыли и грязи изначально, а затем растирание губкой становится причиной микроцарапин, которые затем становятся большими сколами и прочими проблемами;
без хорошего напора воды практически невозможно обеспечить достойную очистку кузова машины, это становится причиной постоянного наличия загрязнения на вашем авто;
на дачных и частных участках есть и другая проблема — летом подается очень холодная вода из скважины, а кузов и стекла горячие, что нередко может привести к серьезным проблемам.
При постоянной самостоятельной мойке владельцы автомобилей нередко находят различные проблемы со своей машиной. В частности, это сколы и трещины ЛКП, треснувшие стекла от перепада температур, снятие защитного слоя лака, последствия использования некачественной или поддельной химии. Но если вы подходите с умом к выбору средств и методов мойки, то самостоятельный уход за кузовом окажется более безопасным, чем поездка на специализированную автомойку.
Предлагаем посмотреть видео с советами по правильной мойке авто:
Подводим итоги
Ухаживать за кузовом автомобиля сегодня непросто. Множество подделок на рынке профессиональной химии становятся настоящей проблемой для покупателей. Даже профессионалы и владельцы моек не всегда могут избежать неприятных покупок. Именно по этой причине вопрос применения качественных и правильно подобранных химических средств так важен для оптимального ухода за кузовом вашего автомобиля. В случае использования плохой химии вы получите некачественные результаты, кузов останется грязным, а вот лак и краска почувствуют неприятности. Также опасным является использование услуг дешевых автомоек, которые нанимают на работу неподготовленных людей.
Самостоятельный уход за кузовом машины выглядит более логичным, но часто и такой вариант не слишком безопасный. Проблемы могут возникнуть в процессе контактного нанесения химии, ее растирания вместе с пылью и грязью по кузову, а также при смывании холодной водой со скважины на частном участке. Если ЛКП вашего автомобиля уже имеет определенные проблемы, то неприятностей долго ждать не придется. К тому же, нет никаких гарантий, что вы купите не поддельную, а качественную и полностью подходящую химию. Выбирайте оптимальные методы мойки вашего автомобиля и не рискуйте потерять качество ЛКП при уходе за машиной. А вы когда-нибудь сталкивались с проблемами при мойке машин?
Понравился этот контент? Подпишитесь на обновления!
Как правильно мыть машину керхером – инструкция и хитростиЧем отмыть тополиные почки с кузова автомобиля?Средства антидождь: какие они бывают и работают ли на практике?Полная химчистка салона автомобиля своими рукамиКакими способами можно сохранить лакокрасочное покрытие авто?
К списку статей
Социальные комментарии Cackle
Производитель химикатов для промышленных автомоек
Shine Time®
Эта революционная химия Shine Time® Ceramic предоставляет операторам автомойки возможность предложить вашим клиентам новый защитный агент, который придает мгновенный заметный блеск. Результатом являются более высокие продажи на автомобиль и довольные клиенты автомойки.
Консистенция продукта и изготовление на заказ
Для автомойки и промышленной уборки химическая консистенция имеет решающее значение для достижения наилучших результатов. Это позволяет вам уверенно разбавлять высококонцентрированные продукты, зная, что ваши пропорции будут одинаковыми для каждой партии. В JBS Industries наши формулы производятся в соответствии с высочайшими стандартами качества, чтобы обеспечить надежную химию во всех наших продуктах.
Опыт
Наша команда JBS Industries занимается автомойкой, мойкой для домашних животных и поставщиком промышленных химикатов уже почти четыре десятилетия и увлечена своим делом. Мы используем наш опыт каждый день, чтобы расширить линейку наших продуктов и добавить новые продукты с более высокой степенью предварительной обработки, чтобы оставаться на переднем крае современных технологий стирки.
Подробнее
Возможности доставки
Чтобы удовлетворить потребности наших клиентов по всей стране и за рубежом, мы разработали быструю и надежную национальную сеть перевозчиков. Работая с нашей сетью, мы предлагаем конкурентоспособные цены на доставку для всех наших клиентов, больших и малых.
Подробнее
Служба поддержки клиентов
Здесь, в JBS Industries, мы ориентируемся на ваши индивидуальные потребности и гордимся нашим лучшим в своем классе обслуживанием клиентов. Когда вы звоните, вы всегда разговариваете с реальным человеком и сразу же получаете ответы на свои вопросы.
Подробнее
Обслуживаемые отрасли
Автомойка
Наши продукты для автомойки разработаны для самообслуживания, фрикционного и бесконтактного применения. К химическим веществам относятся моющие средства, герметики, осушители, защитные средства, полироли, средства для предварительного замачивания и трехцветные красители.
Средство для мытья собак
Наши высокоэффективные продукты очищают шерсть собак за одну стирку и используют последние достижения в области технологий ухода за домашними животными, чтобы помочь собакам выглядеть и чувствовать себя лучше всего.
Мойка грузовиков
Наша уникальная линейка продуктов для мойки грузовиков включает средства для удаления нагара из дымовых труб, средство для отбеливания прицепов, мыло для тела с низким pH и средство для очистки колес и дисков. В эту линейку также входят очистители отсеков.
Промышленность
Дополнительные отрасли промышленности включают авиацию, уборку, мойку и многие другие! Нужна качественная чистящая химия? Спросите нас, как мы можем помочь!
Наша способность создавать свои собственные смеси и смеси для широкого спектра применений в автомойке и промышленной уборке дает нам большое преимущество перед интернет-магазинами, которые продают те же продукты, которые вы можете найти в любом магазине.
Возможности
Присоединяйтесь к нашей команде на своем рынке уже сегодня!
Компания JBS в настоящее время ищет торговых представителей и дистрибьюторов на территории всей страны для нашей лидирующей в отрасли химической продукции. Конкурентоспособная компенсация, маркетинговая поддержка, охраняемые территории и собственная торговая марка доступны.
Срочные вакансии:
Химия | Стажировка по разработке продуктов
Региональный менеджер по продажам
Технический специалист по выездному обслуживанию – Ливан, Огайо
Последние сообщения из нашего блога
23 августа 2022 г.
Важность уборки транспорта
Важность уборки транспорта Регулярная уборка является ключом к поддержанию любого транспортного бизнеса. Мытье своего флота и объектов важно, если эти компании хотят
Подробнее
02 августа 2022 г.
9 Great Truck Washing Chemicals
9 Great Truck Washing Chemicals В 2019 году зарегистрированные грузовики преодолели более 300 миллиардов миль по всей Америке. Эти грузовики выдерживают много грязи во время своих поездок,
Подробнее
Связаться с нами
Имя *
Электронная почта*
Номер телефона*
Компания*
Сообщение *
Огонь горячий или холодный?
Настройте пробную версию продукта сегодня!
Откройте для себя мыло для автомойки для автосалонов уже сегодня!
Позвоните нам сегодня! (888) 745-0720
Искать:
Главная / Мыло для автомойки для автосалонов
Автомобильная промышленность является одной из самых конкурентных, и наличие автомойки может дать вам именно то преимущество, которое вам нужно, чтобы выделиться. Все больше дилерских центров добавляют автоматические мойки, чтобы улучшить качество обслуживания клиентов, но правильная система — это только часть процесса. Бесконтактные и фрикционные автоматические мойки отлично справляются с удалением грязи и копоти, но без правильных продуктов ваша автомойка может оставить после себя грязь, потертости или другие повреждения, что приведет к низким оценкам удовлетворенности.
В JBS Industries мы производим полную линейку концентрированных мыл для автомойки для дилерских центров, предназначенных для использования в автоматических автомойках. С 1979 года мы поставляем в отрасль качественные средства для мытья автомобилей, в том числе широкий ассортимент мыла для мытья автомобилей оптом для дилерских центров. Все наши средства для мытья автомобилей устойчивы к загрязнениям, но также безопасны в использовании и бережно относятся к экстерьеру автомобиля, обеспечивая превосходную чистоту, на которую вы можете положиться каждый раз, не рискуя повредить отделку автомобиля.
Преимущества автомойки в автосалоне
В течение многих лет дилеры полагались на носильщиков, которые вручную мыли автомобили клиентов и автомобили, принадлежащие дилерам. Этот метод медленный, расточительный и оставляет много места для ошибок. Автоматическая мойка позволяет одному и тому же швейцару мыть несколько автомобилей за то же время, что и ручная мойка одного автомобиля.
Автомойка также обеспечивает лучший контроль над ресурсами, помогая снизить накладные расходы. Автоматические автомойки — это мощное средство, и с помощью правильных продуктов вы можете быть уверены, что каждое транспортное средство уйдет готовым к отправке.
Автоматическая мойка автомобилей предлагает ценные преимущества для дилерских центров любого размера, в том числе:
Повышение удовлетворенности клиентов: Бесплатная мойка автомобилей — это отличный способ повысить удовлетворенность клиентов после обращения в сервисный центр или покупки нового автомобиля. Предлагая клиентам услуги автомойки, вы помогаете им оставаться довольными и повышаете лояльность, а также гарантируете, что бренды, которые вы представляете, отлично смотрятся в дороге, что помогает повысить имидж вашего дилерского центра и привлечь новых клиентов в ваш бизнес.
Упрощенный уход за инвентарем: Клиенты хотят видеть чистые автомобили даже после грозы, а автомойка снимает нагрузку с управления запасами. У дилеров есть значительное количество транспортных средств, которые необходимо обслуживать, начиная от автомобилей, сдаваемых в счет оплаты нового, и заканчивая их существующими продажными партиями, арендой, ссудой, демонстрационными и другими автомобилями. С помощью автоматической автомойки на месте вы можете быть уверены, что все на вашем участке всегда готово к тест-драйву.
Мыло для автомойки для дилерских центров, использующих бесконтактные и фрикционные автомойки
Наши концентрированные чистящие средства являются лучшими в отрасли. Когда вам нужно удалить самую стойкую смазку, дорожную пленку и другую стойкую грязь, наши мыла для автомойки для дилерских центров обеспечат нужные вам результаты. Мы исследуем, разрабатываем и производим концентрированные мыла для мытья автомобилей на всех этапах цикла мойки.
Мыло для автомойки JBS для дилерских центров подходит для использования практически на любой автоматической мойке, в том числе:
Бесконтактные автомойки: В бесконтактных автомойках для мойки автомобилей используются системы подачи воды под давлением, но эффективность зависит от чистящих средств с правильным химическим составом. Эти системы опрыскивают транспортные средства кислотным составом, предназначенным для разрыхления грязи с использованием правильного баланса pH. Благодаря правильному химическому составу предварительного замачивания и моющего средства ваша автомойка будет генерировать идеальное количество подъемной силы, чтобы система работала хорошо, не рискуя повредить транспортные средства.
Фрикционные автомойки: Автомойки трения работают быстро и используют щетки и тряпки для удаления грязи, но трение не заменит эффективное чистящее средство. Эти системы предназначены для работы в сочетании с эффективными мылами для удаления грязи и защиты автомобилей от царапин на поверхности, вызванных оставшимся мусором. Наше мыло для автомойки для автосалонов обеспечивает потрясающую очищающую способность и включает в себя продукты, предназначенные для защиты отделки автомобиля в течение длительного времени после того, как он покидает автостоянку.
Широкий выбор качественного мыла для автомойки для дилерских центров
У нас есть большой выбор мыла для мытья автомобилей оптом для дилеров, которое вы можете использовать для ухода за автомобилями ваших клиентов сверху донизу.
Аэрография на автомобиль — что это, способы нанесения и рисунки
Сегодняшний автомобильный рынок развивается семимильными шагами, и каждый год крупнейшие автоконцерны стараются удивить потребителя новыми моделями автомобилей. Добавляются новые функции, электронные устройства, контролирующие большое количество параметров и умеющие анализировать дорогу. Однако этого, как правило, все равно мало автолюбителям, и они всячески стараются выделить свой автомобиль из общей массы, показать свою индивидуальность и уникальность. Для этого существует тюнинг, как внешнего вида авто, так и его технической части. Один из вариантов выделить свою машину на фоне окружающих, это аэрография на автомобиль. Именно этому, мы бы хотели посвятить данную статью.
Аэрография на автомобиль – что это?
Слово «аэрография» переводится как «рисование по воздуху». А появилось оно от специального инструмента, с помощью которого и происходит это чудо – аэрограф. Он в свою очередь является инструментом, напоминающим пульверизатор. Под действием высокого давления, аэрограф распыляет автомобильную краску. Мастер, используя данное приспособление, буквально рисует на кузове автомобиля, в следствие чего и получается та самая аэрография.
Начало этого движения было положено еще во второй половине 20 века в Америке. Самые премиальные автомастерские стали изучать эту технологию и развивать ее в автомобильном направлении. Так, ближе к 80-90 годам на улицах все чаще стали встречаться автомобили с различными рисунками на кузове. Интерес к аэрографии возрастал все больше, и это движение стало поступать в массы. Были придуманы новые способы, с помощью которых наносились рисунки на авто, и постепенно стала частью автомобильного тюнинга.
На сегодняшний день аэрографию можно сделать в любой мастерской, занимающейся тюнингом автомобилей. И несмотря на то, что рисунки на машинах перестали быть чем-то новым и невероятным, креативный мастер и хорошая идея могут обновить ваш автомобиль и выделить его из серой массы.
Рисунки на авто – способы нанесения
Стоит отметить также и то, что сегодня под понятием аэрография понимается любой рисунок на автомобиле. Суть в том, что современная аэрография не обязательно выполняется при помощи аэрографа. Сейчас применяется несколько способов нанесения, поэтому давайте обсудим самые популярные из них.
Аэрограф
Первый способ, который используется с начала зарождения автомобильной аэрографии, это нанесение рисунков с помощью аэрографа. Данный метод не поддается новичкам и чаще всего, при тюнинге автомобиля, им пользуются профессионалы. Главная особенность этого способа заключается в том, что всю работу можно испортить одним неправильным движением руки. Для нанесения рисунков с помощью аэрографа рекомендуется отправляться к мастерам, который действительно знают свое дело, и имеют большой опыт в области аэрографии.
Даже если вам удалось встретиться с таким мастером, проводится большая подготовка, прежде чем рисунок будет наноситься на кузов автомобиля. Для начала выбирается сам рисунок, потом согласуются все цвета и оттенки, после через компьютерную программу создается 3D-проект, демонстрирующий конечный результат. И только после всех этапов подготовки и согласования с владельцем авто, мастер распечатывает общую картину и начинает работать с автомобилем.
Плюсы нанесения рисунка с помощью аэрографа:
Долговечность
Возможность создания совершенно любого рисунка
Дальнейшая возможность полировки автомобиля без ущерба для рисунка
Минусы:
Найти хорошего мастера достаточно трудно
Высокая стоимость работ
Весь процесс от начала подготовки до нанесения рисунка может занять более месяца
Продать автомобиль с аэрографией будет непросто
Нанесение рисунка при помощи трафарета
Гораздо проще обстоят дела в том случае, если аэрография на автомобиль наносится с помощью специального трафарета, заготовленного заранее. Вся работа ограничивается тем, что трафарет накладывается на кузов автомобиля, а затем при помощи пульверизатора распыляется краска. Автомобиль оставляют сохнуть в специальном помещении на несколько часов, чтобы не испортить рисунок. Как только краска высыхает, мастер отклеивает трафарет, и работа считается законченной.
Плюсы:
Нанесение аэрографии не занимает много времени
Нанесение рисунка при помощи трафарета достаточно дешево
Минусы:
Такая аэрография не будет уникальной
Нанесение аэрографических пленок
Самый простой и доступный способ нанесения аэрографии на ваш автомобиль, это оклеивание его аэрографической пленкой. Такую пленку можно найти в автомобильном магазине или заказать через интернет. Используя аэрографическую пленку, вы сможете подобрать наиболее интересующий вас рисунок и оклеить им автомобиль самостоятельно. В том случае, если вы боитесь сделать работу некачественно, можно также обратиться в специальную мастерскую, где опытные мастера помогут вам с вашей задачей.
Но как правило, все самое дешевое не является самым качественным. В следствие этой простой истины, вытекает множество неприятных моментов. Во-первых, такое покрытие недолговечно, поэтому не стоит надеяться на долгий срок его службы. Во-вторых, как и в ситуации с трафаретом, рисунок не является уникальным. В остальном же, это неплохой способ выделить автомобиль в потоке, тем более, рисунок можно в любой момент снять и наклеить новый.
Что происходит до и после нанесения рисунка?
Выше мы уже не раз сказали о том, что если вы желаете получить действительно хороший результат и качественную работу, то необходимо обратиться к настоящим мастерам своего дела. Только профессионалы знают, как правильно подготовить автомобиль к будущим работам. Перед тем как наносить рисунки на авто, необходимо позаботиться о первичной подготовке. В нее входят такие вещи, как мойка автомобиля, обезжиривание обрабатываемых поверхностей, оклейка стекол защитным материалом.
Также перед тем как будет нанесена аэрография на автомобиль, следует снять все ручки, заклеить фары и колеса бумагой, дабы не испортить их краской, и удалить защитный лак. Только после этого можно переходить к нанесению рисунка. После того, как аэрография была нанесена, кузов авто необходимо просушить в специальной камере, затем нанести 2 слоя защитного лака и отполировать автомобиль.
Какие рисунки на машинах не стоит наносить?
В той или иной степени, большинство людей суеверны, поэтому, когда речь заходит о таком опасном виде транспорта, как автомобиль, лучше не шутить. Суеверия коснулись и нашего с вами направления – аэрография на автомобиль. По советам большинства эзотериков, не стоит делать рисунки на машинах, вызывающие негативные эмоции. Это могут быть различные черепа, сцены насилия, монстры. Не стоит вырисовывать на автомобиле трещины, огонь, молнию и прочие элементы разрушения. Все это притягивает нехорошие ситуации, которые могут случиться с автомобилем и его хозяином. Именно поэтому, при выборе изображения, нужно быть осторожным.
виды и способы нанесения рисунков
Метки:Аэрография автоТюнинг авто
Содержание
Немного истории
Виды аэрографии
Ручной способ
Цифровой метод
Пленочный метод
Тонкости ухода
Заключение
Среди многочисленных способов автомобильного тюнинга особое место занимает работа над индивидуальностью внешнего вида авто. Почти каждый водитель стремится сделать свою машину особенной, неповторимой, уникальной. Для этой цели используются и креативные методы окрашивания, и аппликации, и оклеивание виниловыми пленками, и аэрография.
Немного истории
Аэрография – это способ нанесения изображения, при котором используют воздушную кисть. Это своего рода пульверизатор, но пучок краски в нем регулируемый – его толщина устанавливается в зависимости от поставленной задачи. Для заливки используют широкий факел, для тонких штрихов – узкий пучок.
Строение аэрографа
Этот метод запатентован в 1878 году в штате Айова – местный ювелир придумал способ, помогающий наносить красивые рисунки на разные поверхности. Аэрография на авто появилась в середине прошлого века – она началась с гоночных состязаний, где таким способом рисовали номер на машине. Чуть позже знаменитые фирмы стали таким образом наносить рекламный рисунок на кузов автомобиля – в те времена он был простым. Постепенно красивые рисунки на поверхности автомобиля становились все сложнее, простые рисунки стали постепенно уходить в прошлое. Так появилась сложная аэрография, которая сегодня может считаться отдельным видом искусства.
Аэрография на машине
Некоторые рисунки для аэрографии на капоте и кузове автомобиля являются авторскими работами профессиональных художников – такая машина действительно становится уникальной и неповторимой. В целом для владельцев авто аэрография стала доступным и эффективным средством выделиться – рисунки на кузове автомобиля, на капоте и дверях, разрисованный багажник придают машине индивидуальность и неповторимость.
Аэрография на автомобиле
Оформленная таким образом машина отличается рядом преимуществ перед другими автомобилями:
внешняя эстетичность;
уникальный дизайн;
возможность подчеркнуть вкусы и предпочтения владельца;
снижается вероятность угона – машина слишком заметна и проще вести розыскные мероприятия;
широкие возможности для рекламы.
Аэрография на Волге
Виды аэрографии
Аэрография на авто делится на три вида:
Ручная аэрография на машине.
Цифровая аэрография.
Псевдоаэрография на пленке.
Эти виды отличают между собой способы, с помощью которых наносятся рисунки на капот или кузов машины.
Нанесение аэрографии вручную
Ручной способ
С помощью ручного метода выполняется оригинальная аэрография – ее делает профессиональный художник, и такая работа занимает много времени. Процесс состоит из следующих этапов:
перед нанесением изображения участок поверхности освобождают от молдингов, ручек и других выступающих съемных частей;
выполняют подготовку и окрашивание участка в основной цвет авто;
художник готовит эскизы, трафареты, смешивает краски для аэрографии и т.п.;
рисунок на капот авто или кузов наносится аэрографом вручную. На этом этапе часто используют аксессуары для аэрографии – специальные кисти и даже карандаши;
после того, как рисунок аэрографом закончен, его покрывают несколькими слоями лака, чтобы защитить от негативного воздействия внешних факторов;
лак высушивают в специальной камере.
Время, необходимое, чтобы сделать рисунки на капоте машины или ее кузове, зависит от размера и сложности композиции. Иногда на это уходит около двух недель – очевидно, что такая процедура стоит довольно дорого. Зато с рисунком ручной работы ваше авто становится уникальным – это огромное преимущество такого метода.
Нанесение рисунка при помощи цифровой аэрографии
Цифровой метод
Цифровая аэрография на капоте или кузове выполняется специальным роботом – он просчитывает кривизну поверхностей, создает объемную модель, на которой в виртуальном режиме осуществляет все необходимые «примерки». В цифровом режиме происходит анализ поставленной задачи, подбор красок и все предварительные операции.
Огненная аэрография
Рисунки на капот или кузов бывают любыми – репродукции знаменитых картин, фотографии киноактеров, эстрадных звезд или членов семьи, градиенты и декоративные узоры. Рисунок на авто тем качественнее, чем выше разрешение цифрового изображения.
После подготовительного этапа автомобиль помещают в покрасочную камеру, где робот наносит изображение на поверхность машины. Оно может быть постоянным, рассчитанным на несколько лет – тогда участок с рисунком поверху покрывается лаком, или временным – срок его службы от полугода до года. Во втором случае мытье машины придется выполнять так, чтобы не повредить изображение.
Пленочный метод
Самым доступным и дешевым способом нанести рисунок на капот авто или другие участки, стала пленка на виниловой основе. В большинстве случаев рисунки на капоте машины выполнены именно таким способом – в продаже есть пленки с изображениями на любой вкус.
Автовинил на Mini Cooper
Плюсы аэрографии такого рода в следующем:
быстрая процедура нанесения;
оперативное и несложное удаление аэрографии;
защита лакокрасочного слоя от негативных внешних воздействий;
широкий выбор изображений;
возможность наклеить пленку своими руками.
Плёночная аэрография
Применение пленочного метода заметно расширило круг автолюбителей, желающих видеть аэрографию на своем автомобиле.
Тонкости ухода
Оформленный таким образом автомобиль требует соответствующего ухода – ниже мы приводим ряд рекомендаций на этот счет:
мытье машины разрешается не ранее, чем через 3-7 дней после нанесения изображения;
мыть авто рекомендуется только на профессиональных мойках, где используют высокое давление;
избегайте чистить автомобиль щеткой или другим средством, которое оставляет царапины;
для сохранности изображения применяют специальные аэрозоли, которые создают защитный слой.
Заключение
Аэрографическая техника – метод, помогающий сделать авто уникальным и особенным. Доверьте эту работу профессионалам и отнеситесь ответственно к выбору изображения – и ваша машина будет вызывать восторг и изумление окружающих.
0
0
votes
Рейтинг статьи
[democracy]
[democracy]
71.500+ Чертежи автомобилей Иллюстрированные, безвозмездные векторные рисунки и картинки
Иллюстрированные
Ярлыки
Фотографии
Иллюстрированные
Vektörler
Видео
видео чертежи автомобилейunu görüntüleyin
71.
558 чертежи автомобилей без лицензионных отчислений сток illüstrasyonu ве вектор grafiğini inceleyin veya daha fazla сток görsel ве вектор grafiği keşfetmek için йени бир арама başlatın. Сирала:
En popüler
offroad suv otomatik anahat vektör araç — car drawings stock illustrations
Offroad suv otomatik anahat vektör araç
wire frame car concept blueprint illustration — car drawings stock illustrations
проволочная рама автомобиля concept blueprint illustration
off-road araç şemat ик вейа сув арач плани. вектор чизим. бездорожье арач анахат. i̇ş araç şablonu вектор. görünüm ön, arka, yan, üst — рисунки автомобилей стоковые иллюстрации
Off-Road araç şematik veya suv araç planı. Вектор чизим. выкл…
значки эскизов — транспорт — чертежи автомобилей фондовые иллюстрации
значки эскизов — транспорт
motorları — içten yanmalı motor-motorlu araç, motosiklet, elektrik motoru ve bir roket çimleri kümesi. bilim, mühendislik tasarımı ve yüksek teknoloji göstermek için kullanılabilir — чертежи автомобилей стоковые иллюстрации
Çocuklar араба, трен, учак, вертолет и ракета чизим. Doodle taşı
doodle icons — car drawings stock illustrations
Doodle icons
ulaşım karalamalar koleksiyonu — caralamalar koleksiyonu стоковые иллюстрации
Ulaşım karalamalar koleksiyonu
soyut küçük хэтчбек араба — car чертежи стоковые иллюстрации
So yut küçük хэтчбек араба
мотор çizimi. 3d vektör oluşturma — чертежи автомобилей стоковые иллюстрации
Мотор çizimi. 3D vektör oluşturma
taşıma kümesiyle doodle — рисунки автомобилей стоковые иллюстрации
taşıma kümesiyle doodle
gaz motorunun teknik çizimi — чертежи автомобилей стоковые иллюстрации
gaz motorunun teknik çizimi
3d Motor dağılımı — рисунки автомобилей стоковые иллюстрации
3D motor dağılımı
карта города с домом, элемент ландшафта. — рисунки автомобилей стоковые иллюстрации
Карта города с домом, элемент ландшафта.
el çizilmiş seyahat doodle elemanları — чертежи автомобилей стоковые иллюстрации vektör — рисунки автомобилей стоковые иллюстрации
Elektrikli Araç Şarj İstasyonu Krokisi. Чертеж Вектор
. ширкет тарзы. alet yapımı çizimleri — чертежи автомобилей стоковые иллюстрации
Blueprint. Ширкет тарзы. Alet yapımı çizimleri
sevimli toplama renkli arabalar beyaz bir arka plan üzerinde izole. çocuk odaları, giyim, tekstil tasarımı için el çizilmiş tarzı simgeler. vektör çizimi — рисунки автомобилей стоковые иллюстрации
Sevimli toplama renkli arabalar beyaz bir arka plan üzerinde…
Как нарисовать автомобиль
Это нечто большее, чем просто добраться из точки А в точку Б. Большинство из нас имеет привилегию наслаждаться поездками на автомобиле: автомобильными поездками, караоке, прекрасными видами, неизведанными территориями и игрой в I-Spy. Этот урок рассказывает о том, какие крутые машины!
В сегодняшнем пошаговом уроке мы рисуем Ford Mustang 1965 года выпуска. Это были первые «пони-кары» — компактные, доступные по цене спортивные автомобили с длинными капотами и множеством вариантов настройки, отражающих образ жизни и личности нового класса подающих надежды автовладельцев.
Ford Mustang появлялся в некоторых 007 фильмах и других классических фильмах, таких как Bullitt (1968) и сериале John Wick (2014 -).
Пони-машины — это сила, скорость, красота и веселье. Итак, приходите и прокатитесь с нами!
Пошаговое руководство по рисованию автомобиля
Прежде чем мы начнем, убедитесь, что у вас есть все необходимые материалы для рисования.
Что вам понадобится • iPad • Apple Pencil • Последняя версия Vectornator
Чему вы научитесь • Как подготовить документ и цветовую палитру в Vectornator • Как использовать инструмент «Форма» • Как использовать инструмент «Перо» • Как создать ощущение глубины с тенями и бликами • Как выделить несколько объектов с помощью инструмента «Выделение» • Как использовать инструмент «Создание фигур» для объединения объектов • Как использовать градиенты
Совет для профессионалов . Вы можете следовать этому руководству на Mac слишком. Вы можете перемещаться по интерфейсу Mac, посетив наш Учебный центр для Mac. Установите переключатель на каждом связанном сайте в этом руководстве с iPad на Mac, и вы увидите соответствующий интерфейс для Mac.
Подготовьте цветовую палитру автомобиля
Вы можете сделать иллюстрацию своего хот-рода Mustang, используя свой любимый цвет, но мы выбрали темно-малиновый цвет для кузова автомобиля.
Рекомендуется заранее подготовить цвета, чтобы во время рисования можно было быстро выбрать нужные цвета из цветовой палитры в Vectornator. Ниже приведены шестнадцатеричные коды цветов для цветов, которые мы используем в этом уроке.
Наконечник Pro — Создать цветовую палитру вашего проекта в Vectornator очень просто, узнайте, как создать персональную цветовую палитру. Вы также можете узнать, как установить шестнадцатеричный код цвета в Vectornator.
Мы прогрели наши двигатели, вы готовы вдавить педаль газа в пол? Начнем рисовать!
Шаг 1
Подготовьте документ
Найдите исходную фотографию автомобиля, который вы хотите нарисовать, и создайте предварительный набросок с простыми линиями, чтобы получилась основная форма автомобиля. Вот наши:
Теперь давайте настроим ваш чертежный документ в Vectornator.
Откройте приложение Vectornator и нажмите кнопку +, чтобы создать новый документ. Вы можете выбрать готовый шаблон или задать размер документа вручную.
Импортируйте свой эскиз в Vectornator и немного уменьшите непрозрачность. Назовите этот слой «Фон» и заблокируйте слой, чтобы случайно не выбрать его во время рисования.
Шаг 2
Нарисуйте колеса автомобиля
Начнем с самой сложной части автомобиля: колес. Они состоят из набора основных форм и линий. Мы сделаем одно целое переднее колесо, а затем продублируем его для заднего колеса.
Коснитесь инструмента «Форма» на панели инструментов слева и выберите форму «Круг». Выключите Обводку и включите Заливку и установите Цвет Заливки на Синий Черный #02081A.
Нарисуйте идеальный круг, удерживая палец на экране и перетаскивая его с помощью Apple Pencil. Это автомобильная шина.
Чтобы сделать белую линию на шине, выключите Заполнение и включите Обводку и установите Цвет обводки на Кремовый #FDFAE3. Нарисуйте идеальный круг внутри шины.
Используйте светло-серый #9DA2AC для обода колеса и спиц и темно-серый #6A6A6A для центральной крышки.
Совет для профессионалов — Узнайте, как выравнивать объекты, чтобы круги в колесе располагались по центру.
В зависимости от модели автомобиля, которую вы выбрали для этого урока, колеса могут выглядеть немного иначе. Поэкспериментируйте с различными формами и линиями, пока не воссоздадите упрощенную версию колеса из эталонного изображения.
Посмотрите видео ниже, чтобы увидеть, как мы создали все колесо, прежде чем выбрать режим дублирования и продублировать его для заднего колеса.
Шаг 3
Создание формы кузова автомобиля
Колеса готовы; Теперь мы можем нарисовать форму кузова автомобиля.
Выберите инструмент «Перо» и выключите «Обводку» и включите «Заливка». Установите цвет заливки на малиновый #CF2F5C и следуйте изогнутым линиям вашего наброска, чтобы обвести форму автомобиля.
Теперь, когда у вас есть грубый контур, выберите инструмент «Узел» на панели инструментов и точно настройте любые детали, пока вы не будете полностью удовлетворены аэродинамической формой кузова вашего автомобиля. Позаботьтесь о том, чтобы обе колесные арки выглядели одинаково.
Совет для профессионалов — Вы можете уменьшить непрозрачность цвета заливки, чтобы было легче обводить эскиз и видеть, где настроить узлы.
Шаг 4
Нарисуйте окна автомобиля, бамперы и боковую юбку
Выберите инструмент «Перо» и установите цвет заливки на светло-голубой оттенок #BDCDDE. Проследите окна автомобиля.
Когда вы закончите, снова переключитесь на инструмент «Узел», чтобы уточнить форму окна.
Как видите, мы также начали добавлять передний и задний бамперы и боковые юбки автомобиля с помощью инструмента «Перо» и темно-серого цвета #6A6A6A в качестве цвета заливки.
Шаг 5
Добавьте тени и блики
У нас есть готовая форма автомобиля, так что теперь мы можем нарисовать более мелкие детали.
Что делает автомобили такими привлекательными? Да, конечно, как свет отражается и преломляется на блестящих кривых!
Для создания граней и ощущения глубины мы используем более темные оттенки для добавления теней и более светлые оттенки для добавления бликов.
Посмотрите на эталонное изображение и определите все области, которые кажутся темнее.
Выберите инструмент «Перо», установите цвет заливки на темно-красный #941134 и создайте затененные области на автомобиле.
Чтобы создать блики на кузове автомобиля, выберите цвет Medium Pink #DD6585 в палитре и продолжайте рисовать с помощью Pen Tool.
Нарисуйте блики на всех оконных рамах, используя цвет заливки Baby Blue #C2E1FF.
Посмотрите видео ниже, чтобы увидеть, как мы рисовали оконные рамы и блики на кузове автомобиля.
Шаг 6
Нарисуйте замок с ключом и ручку двери автомобиля
Подробнее! Теперь мы рисуем ручку двери автомобиля и замок с ключом. Наш Мустанг — двухдверный, поэтому мы рисуем только одну дверную ручку.
Выберите инструмент «Форма», выключите «Обводку» и включите «Заливка». Установите цвет заливки на светло-серый #9DA2AC и используйте форму круга, чтобы нарисовать идеальный круг для замка с ключом.
Для дверной ручки нарисуйте три овала, используя тот же инструмент «Цвет заливки» и «Форма круга».
Выберите инструмент «Выделение» и выберите один из маленьких овалов. Включите Обводку и установите Цвет обводки на темно-серый #6A6A6A. Установите ширину обводки на 0,3 pt. Сделайте то же самое для другого маленького овала.
Переключитесь на инструмент «Перо» и с помощью темно-серого цвета заливки добавьте штриховку к нижней части дверной ручки.
Используйте инструмент «Выделение», чтобы выбрать большой эллипс (овал), а затем выберите вкладку «Стиль» в меню «Инспектор» справа. Прокрутите вниз и включите «Тень», затем нажмите на стрелку рядом с ним, чтобы открыть дополнительные параметры.
Нажмите на поле цвета теней и установите цвет на темно-серый. Поэкспериментируйте с настройками смещения и размытия, пока не будете довольны видом тени.
Шаг 7
Нарисуйте боковое зеркало
Чтобы нарисовать боковое зеркало с помощью инструмента «Перо», измените цвет заливки на светло-серый #9DA2AC и создайте формы зеркала. Снова используйте инструмент «Узел», чтобы уточнить свои фигуры, пока они вас не устроят.
Переключитесь на инструмент «Выделение» на панели инструментов слева и выберите «Режим множественного выбора». Выберите все формы вашего зеркала, затем выберите инструмент «Создание фигур» на панели инструментов слева.
Активируйте режим слияния (обычно активируется по умолчанию), а затем проведите Apple Pencil по областям выбранных фигур, которые вы хотите объединить. Снова переключитесь на инструмент «Выделение», чтобы увидеть новое объединенное тело, которое было создано.
[Совет профессионала: узнайте больше о нашем новом инструменте «Создание фигур» и о том, как использовать его в режимах слияния или стирания для создания новых динамических фигур!]
Используйте инструмент «Узел», чтобы уточнить форму и получить правильные углы. Вы можете коснуться нескольких узлов, чтобы сохранить форму зеркала, регулируя угол наклона зеркала.
Переключитесь на инструмент «Перо» и выберите темно-серый цвет заливки. Нарисуйте затенение на боковом зеркале.
Шаг 8
Нарисуйте отражение окна
Хорошо выглядишь! Давайте добавим вспышку света, отражающегося от окна.
Выберите инструмент «Перо» и установите цвет заливки на белый #FFFFFF. Нарисуйте диагональную линию от верха к низу окна. Используйте инструмент «Узел», чтобы настроить ширину и угол фигуры.
Выберите инструмент «Выделение» и выберите фигуру, которую вы только что нарисовали. Нажмите на значок режима дублирования инструмента «Выделение» и продублируйте фигуру.
Сделайте вторую фигуру немного тоньше и поместите ее рядом с исходной фигурой. Оставьте небольшой зазор между двумя фигурами.
Теперь выберите обе фигуры и коснитесь значка «Цвет заливки» на панели инструментов слева. Уменьшите непрозрачность со 100% до примерно 70%.
Шаг 9
Настройте цвета и добавьте градиенты
Вы почти закончили рисовать автомобиль! В качестве следующего и последнего шага мы добавляем цветовые градиенты к колесам и кузову автомобиля, чтобы придать ему больше трехмерности.
Мы также собираемся изменить цвет окон, чтобы придать им дополнительный эффект.
Сначала коснитесь инструмента «Выделение» на панели инструментов и выберите форму кузова вашего автомобиля. Нажмите на значок «Цвет заливки» на панели инструментов и переключитесь с «Сплошной» на «Градиент».
Выберите настройку «Линейный градиент» и сделайте цвет слева #FF4375, а цвет справа #C51645.
Многие водители рассматривают вариант приобретения кроссовера, так как такие автомобили традиционно пользуются популярностью и востребованы на российском рынке. При невозможности покупки новой модели рекомендуется изучить Топ бюджетных, что позволит выбрать оптимальный вариант.
Содержание
Что важно учитывать
Топ бюджетных внедорожников
Самые недорогие внедорожники отечественного автопрома
LADA 4×4 Urban
PATRIOT
Представители китайского автопрома
LIFAN X60
Самые недорогие кроссоверы иностранного производства
RENAULT DUSTER
Что важно учитывать
При выборе самого дешевого внедорожника важно учитывать основные преимущества и недостатки подобных моделей. Достоинством принято считать их универсальность, так как они подходят для передвижения по городу и в условиях плохих дорог. Многие автомобилисты ценят кроссоверы за эффектный внешний вид и отличные технические показатели. Сильными сторонами дорогих и бюджетных внедорожников принято считать следующие моменты:
большинство автомобилей оснащены полным приводом, который включается по необходимости, что позволяет экономить топливо и не перегружать муфту;
высокая посадка владельца, которая обеспечивает водителю отличный обзор и повышает уровень безопасности управления;
увеличенный клиренс, благодаря чему даже самый дешевый джип способен преодолевать дорожные препятствия;
возможность заезда на возвышенности и съезда по местности, которая характеризуется большим углом.
Недостатком кроссоверов принято считать более высокие показатели расхода топлива, что во многом связана с большей массой автомобиля и применением полного привода. Даже самый дешевый кроссовер стоит на порядок выше обычного легкового автомобиля, а его обслуживание также обходится дороже.
Самый бюджетный внедорожник может не обеспечивать достаточный уровень комфорта, что особенно важно учитывать при покупке подержанных возрастных моделей. В автомобиле может отсутствовать функция подогрева руля и сидений, а также ряд иных важных опций. Даже самый дешевый полноприводный автомобиль отличается большими габаритами, что может создавать определенные неудобства при движении в условиях ограниченного пространства и по узким улицам.
Топ бюджетных внедорожников
Самые дешевые кроссоверы в России представлены предложениями отечественных и зарубежных производителей. Среди первых несомненным лидером выступает Lada, которая по праву считается легендарной и показывает отличные технические характеристики на дорогах. Среди иностранных брендов стоит обратить внимание на следующие марки:
KIA;
Renault;
Peugeot;
Hundai.
При приобретении кроссовера важно учитывать, что его технические характеристики проигрывают полноценным внедорожникам. Они способны справляться с незначительным бездорожьем, но при постоянной эксплуатации в экстремальных условиях из-за чрезмерной нагрузки возможны поломки и различного рода неисправности.
Многие автомобилисты предпочитают выбирать бюджетный внедорожник в секторе подержанных машин, но при таком варианте рекомендуется тщательно проверять юридическую чистоту сделки. Слишком низкая стоимость автомобиля должна вызвать настороженность, так как может сигнализировать о наличии скрываемых владельцем проблем.
Самые недорогие внедорожники отечественного автопрома
Топ внедорожников отечественного производства возглавляет легендарная Lada 4×4, которую часто можно встретить на наших дорогах и за рубежом. Показатели продаж на такие предложения остаются стабильно высокими, а модель входит в тройку лучших SUV на российском рынке. Представители линейки АвтоВАЗа на протяжении нескольких десятилетий продолжают оставаться самым дешевым внедорожником в России.
LADA 4×4 Urban
Название UrbanNiva для некоторых ошибочно воспринимается как отсылка к модели для города, а новая модель стала модернизированным вариантом. Достоинства в виде надежности и высоких внедорожных характеристик также остались на прежнем уровне. Внешние изменения коснулись следующих моментов:
новый вид пластиковых элементов;
окраска бампера в цвет кузова;
изменение формы «дворников»;
увеличенный размер задних зеркал;
16-дюймовые железные диски.
Модель получила кондиционер и измененную конструкцию управления освещением. Между сиденьями вмонтирован блок управления боковыми зеркалами и стеклоподъемников. Внутреннее оснащение существенно не изменилось, так как под капотом находятся традиционные 4 цилиндра, мотор 83 л/c и объем 1,7 л. Владелец может получить стандартную пятиступенчатую механическую КПП.
LADA отлично подходит для охоты, рыбалки и экстремальной езды и прекрасно чувствует себя в условиях бездорожья. Для поездок исключительно для города и шоссейной езды такой вариант считается менее предпочтительным.
PATRIOT
Суровый PATRIOT от Ульяновского автомобильного завода поступил в продажу в мае 2012 году. На рынке представлено несколько модификаций, которые отличаются в основном интерьером. Назначение машины и принадлежность к группе внедорожников узнается по характерному внешнему виду. Модель имеет большой дорожный проспект, отличную вместительность и резкие черты конструкции кузова.
Во внешнем облике произошли следующие изменения:
более узкая решетка радиатора;
удлиненная форма фар и лучшая оптика;
крепление бампера непосредственно к кузову;
железные R16 диски;
установка боковой подножки вровень с кузовом.
Приборная панель Патриота получилась более информативной. В топовой модификации владелец может получить бортовой компьютер, умеющий работать с навигацией от NAVITEL. Внутри устанавливается двигатель 2,7 л и дизельный агрегат объемом 2,3 л. Русский внедорожник выпускается только с пятиступенчатой механической КПП, что некоторые водитель считают существенным недостатком.
Представители китайского автопрома
Все большее количество российских автомобилистов обращают взор на продукцию китайского автопрома. Предложения производителя становятся все более разнообразными, а некоторые из них способны оказать конкуренцию лучшим бюджетным внедорожникам из ТОП-списка.
LIFAN X60
2010 Renault Duster
Китайский кроссовер LIFAN X60 New называют чудом азиатского автопрома с «соколиными» глазами. Он отличается просторным салоном и большим вместительным багажником. Передняя часть крепкого кроссовера украшают фары Hawk-Eye, а фонари относятся к категории противотуманных. Базовая комплектация характеризуется следующими особенностями:
четырехцилиндровый двигатель;
объем 1,8 л и мощность 128 л/с;
передний привод;
гидроусилитель руля;
МКПП пятиступенчатая;
независимая подвеска.
Автомобиль имеет отличную систему сигнализации, иммобилайзер и 2 подушки безопасности. Обеспечивает комфорт нахождения в салоне кондиционер, MP3-плейер, 4 динамика и возможность подключения устройств через USB. Лифан способен легко преодолевать грязевые лужи, справляться с глубокими ямами и подниматься на крутые возвышенности.
Достойными конкурентами выступают следующие модели:
Haima 7
DFM h40 Cross
Chery Tiggo.
При желании приобрести китайского производства стоит обратить внимание на GreatWallM4 HOWER, оснащенный двигателем объемом в 1,5 л с мощностью 104 л/с. Модель имеет пятиступенчатую МКПП, но в ближайшем будущем можно ожидать появления автомата или вариатора. Обеспечивают безопасность две подушки, а комфорт призван поддерживать кондиционер, бортовой компьютер и аудиосистемы.
Представители Chery Tiggo представлены на рынке тремя модификациями, поэтому водители могут подбирать для себя наиболее подходящий по стоимости вариант. Наиболее дешевым считается Chery Tiggo, отличающийся эффектным и современным дизайном. Автомобиль имеет достойные ходовые характеристики и ценится за высокий дорожный просвет. Китайский SUV оснащен двигателем на 1,5 л и 105 л/с, имеет механику в комплектации Basic. В минимальной комплектации имеется одогрев сидений, бортовой компьютер и кондиционер.
Самые недорогие кроссоверы иностранного производства
RENAULT DUSTER
2010 Renault Duster
Лидером продаж в секторе кроссоверов считается французский RENAULT DUSTER, который в течение нескольких лет считается лидером продаж. Автомобиль имеет привлекательный внешний вид, сдвоенные фары спереди и решетку радиатора в виде сот. Модель может быть оснащена большим количеством полезных опций, включая круиз-контроль, подогрев сидений и парктроник.
Базовая комплектация предлагает 102-сильный двигатель бензинового типа, гидроусилитель руля и одну подушку безопасности. Дополнительно выключаются следующие опции:
стеклоподъемники;
противотуманные фары;
кондиционер.
Ценители комфорта могут позволить себе хромированные элементы интерьера, аудиосистемы и бортовой компьютер. Дастер отлично подходит для передвижения по городу и в условиях плохих дорог. Проходимость модели оценивается как скромная, но автомобиль с легкостью преодолеет небольшие неровности, канавы и лужи. При это трассы «трофи» и экстремальные гонки ему окажутся не по силам.
Недорогой и надежный вариант представлен на рынке моделью Skoda Yeti, который считается самым дешевым в своем классе. Его мощность составляет 110 л/c, а мотор на 1,6 л демонстрирует расход 6,9 л на 100 км. Автомобиль оснащен 5-ступенчатой механической коробкой.
Самый дешевый полноприводный автомобиль из группы кроссоверов позволит легко справиться с движением по бездорожью, что с учетом качества российских делает подобные модели востребованными и популярными. Даже при ограниченном бюджете можно рассмотреть различные варианты отечественного и зарубежного автопрома, а специалисты рекомендуют воспользоваться специальными сервисами по подбору модели с желаемыми характеристиками.
Джип Цены на авто в России | Jeep New Cars Model 2023
CCP
Найти и сравнить
Изменить страну
Автомобили Jeep в России: сочетание приключений и комфорта
Бренд Jeep стал синонимом приключений и возможностей для бездорожья. Американский автопроизводитель работает в России с 2016 года и предлагает линейку внедорожников, сочетающих в себе надежность и роскошь. В этой статье мы подробно рассмотрим модельный ряд автомобилей Jeep в России.
Jeep Compass в России: идеальный баланс
Jeep Compass — внедорожник начального уровня в России, но пусть это вас не смущает. Compass предлагает идеальный баланс роскоши и приключений. Внешний вид гладкий и современный, а интерьер шикарный и удобный. Compass доступен как с бензиновым, так и с дизельным двигателем.
Jeep Wrangler в России: лучший внедорожник
Jeep Wrangler — самый культовый внедорожник марки, и не зря. Этот внедорожник — совершенный внедорожник с такими особенностями, как рок-рейлинги, защитные пластины и усиленные оси. Wrangler приводится в движение 2,0-литровым турбированным бензиновым двигателем мощностью 268 л.с. и 400 Нм крутящего момента.
Jeep Grand Cherokee в России: настоящий роскошный внедорожник
Если вы ищете роскошный внедорожник, Jeep Grand Cherokee — это то, что вам нужно. Этот внедорожник представляет собой идеальное сочетание роскоши и производительности. Внешний вид стильный и элегантный, а салон просторный и удобный. Grand Cherokee оснащен 3,0-литровым дизельным двигателем V6 мощностью 240 л.с. и 570 Нм крутящего момента.
Jeep Gladiator в России: лучший пикап
Если вы ищете пикап, обратите внимание на Jeep Gladiator. Этот пикап прочный и способный, с такими функциями, как внедорожные шины, усиленные оси и трансмиссия 4×4. Gladiator оснащен 3,6-литровым бензиновым двигателем V6 мощностью 285 л.с. и крутящим моментом 347 Нм.
Автомобили Jeep в России предлагают уникальное сочетание приключений и роскоши. Независимо от того, ищете ли вы стильный внедорожник или прочный пикап, у Jeep найдется что-то для каждого. Итак, если вы ищете новый автомобиль, обязательно ознакомьтесь с модельным рядом автомобилей Jeep в России.
Ccarprice сообщает вам лучшие цены на автомобили Jeep 2023 года в России с полными характеристиками и функциями.
Jeep® 1940-х годов | Первый военный джип времен Второй мировой войны Willys MB
Легендарный бренд Jeep ® признан во всем мире и навсегда связан со свободой, возможностями и приключениями. У каждого автомобиля Jeep Brand есть уникальная история, богатое наследие, восходящее к оригинальному Willys MB. Наша история — ваша история. Владельцы автомобилей Jeep давно знают, что Go Anywhere. Делать что-нибудь. ® — это образ жизни, а не просто рекламный слоган. Изучите нашу легендарную линейку, а затем создайте свою собственную неподвластную времени историю в автомобиле Jeep Brand 4×4.
Willys MA отличался рычагом переключения передач на рулевой колонке, низкими боковыми вырезами кузова, двумя круглыми приборными панелями на приборной панели и ручным тормозом с левой стороны. Willys изо всех сил пытался уменьшить вес до новой армейской спецификации в 2160 фунтов. Гайки и болты были укорочены вместе с более легкими панелями, чтобы создать более легкую версию Quad. Элементы, удаленные для достижения этой цели MA, были повторно установлены на MB следующего поколения, в результате чего окончательный вес примерно на 400 фунтов превысил спецификации.
Это легенда; Армия США запросила транспортное средство и уехала в герое. Willys MB, дух которого выкован в огне сражений и отточен в пылу сражений, проложил себе путь в сердца воинов, сражающихся за свободу. Между солдатом и его «джипом» 4×4 часто складывались ожесточенные эмоциональные связи. Верный MB заслужил место в сердце каждого солдата, в каждой области боя, в каждой мыслимой роли.
Прочный и простой внедорожник Jeep® Brand 4×4 стал лучшим другом солдата, уступая лишь его винтовке. Одного МБ даже наградили Пурпурным сердцем и отправили домой. Генерал Джордж К. Маршалл, начальник штаба армии США во время Второй мировой войны, а затем госсекретарь США, охарактеризовал Jeep® Brand 4×4 как «величайший вклад Америки в современную войну». Репортер Scripps Howard о Второй мировой войне Эрни Пайл однажды сказал: «Он делал все. Он ходил повсюду. Был верным, как собака, сильным, как мул, и проворным, как коза. идущий.»
MB начал революцию в использовании малых военных автомобилей в армии США. Лошади вместе с мотоциклами, соло и коляской почти сразу устарели. Универсальный MB был удивительно универсален. Для боя они могли быть оснащены пулеметами калибра .30 или .50. Они также были широко модифицированы для дальнего патрулирования пустыни, уборки снега, прокладки телефонного кабеля, лесопильных работ, в качестве пожарных насосов, полевых машин скорой помощи, тракторов и, с подходящими колесами, даже могли передвигаться по железнодорожным путям.
Сильно модифицированная версия MB, CJ-2A 1945 года (рекомендованная производителем розничная цена: 1090 долларов США) имела тиснение «Willys» на боковых сторонах капота и раме лобового стекла. Он был предложен публике с улучшенными амортизаторами, пружинами и более удобными сиденьями для дополнительного комфорта, измененными передаточными числами трансмиссии и раздаточной коробки, позволяющими буксировать на низких скоростях и развивать скорость до 60 миль в час, более мощным сцеплением, лучшим охлаждением, задней дверью, боковое запасное колесо, большие 7-дюймовые фары, внешняя крышка топливного бака, усиленная рама для большей жесткости и автоматический стеклоочиститель со стороны водителя.
Первый полностью стальной универсал в Америке дебютировал в июле 1946 года как модель 463 Jeep® Station Wagon и отличался трехцветной окраской, имитирующей «деревянный» вид. Не требующий обслуживания цельностальный внедорожник не был подвержен атмосферным воздействиям, отслаиванию или скрипу, как «деревянные» в старом стиле. Откидной люк задней двери Wagon опередил свое время, и ему можно приписать происхождение «вечеринки задней двери».
(предоставлено любезно предоставлено собранием публичной библиотеки округа Толедо-Лукас)
Jeepster (VJ) был последним автомобилем с открытым кузовом в стиле фаэтон, выпущенным американским автопроизводителем, в котором для защиты от непогоды использовались боковые шторки вместо опускающихся окон. Брукс Стивенс, известный дизайнер Willys-Overland, задумал Jeepster как недорогой американский спортивный автомобиль. В конце концов, он стоил около 1900 долларов, что в то время было баснословно дорого.
Многие считают CJ-3A родоначальником транспортных средств для отдыха.
Розетка штепсельная для прицепана монтажной пластине (кабель 1,6м), BORT Тип: розетка,
ПОДРОБНЕЕ
7-контактный европейский разъем для прицепа + штекер, адаптер для фаркопа, адаптер для автомобиля, грузовика, лодки, каравана, адаптер передачи сигнала 12 В
Разъем электрический прицепа N-type 7-полюсный основной (розетка металл) клеммное соединение VIGNAL 611520
ПОДРОБНЕЕ
2 страница из 15
Розетки на прицеп
Вилки и розетки для прицепов — Ram Products
Сортировка по умолчаниюСортировать по популярностиСортировать по последнимСортировать по цене: от низкой к высокойСортировать по цене: от высокой к низкой
Показано 1–12 из 17 результатов
12 товаров на странице24 товара на странице36 товаров на странице
6-КОНТАКТНАЯ ВИЛКА POLLAK С ЗАЩИТОЙ КАБЕЛЯ
6-КОНТАКТНАЯ ВИЛКА POLLAK С ЗАЩИТОЙ КАБЕЛЯ
Артикул № XP11-605
Количество в ящике 1
Подробнее Читать далее
POLLAK 6-КОНТАКТНАЯ ВИЛКА, БЕЗ ЗАЩИТЫ КАБЕЛЯ
6-КОНТАКТНАЯ ВИЛКА POLLAK, БЕЗ ЗАЩИТЫ КАБЕЛЯ
Артикул № XP11-604
Количество в ящике 1
Подробнее Читать далее
POLLAK 6 РАЗЪЕМ ДЛЯ ПРИЦЕПА
POLLAK 6-СТОРОННИЙ РАЗЪЕМ ДЛЯ ПРИЦЕПА
Артикул № XP11-609
Количество в ящике 1
Подробнее Читать далее
POLLAK 6 РАЗЪЕМ ДЛЯ ПРИЦЕПА
Артикул: XP11-609 Категории: Электрика, Вилки и розетки для прицепов
6-контактная розетка для прицепа.
Прочный литой цинковый корпус.
Цельные латунные шплинты.
Система блокировки на двери работает с вилкой, чтобы обеспечить правильное подключение и предотвратить непреднамеренное разъединение.
Два монтажных отверстия диаметром 1/4″.
Крепится через отверстие диаметром 1-3/8″.
Количество кейсов: 1
Войдите, чтобы узнать цену
POLLAK 7-КОНТАКТНАЯ РОЗЕТКА
7-КОНТАКТНАЯ РОЗЕТКА POLLAK
Артикул № XP12-707
Количество в упаковке 1
Подробнее Читать далее
POLLAK 7-КОНТАКТНАЯ РОЗЕТКА
Артикул: XP12-707 Категории: Электрика, Вилки и розетки для прицепов
7-контактная круглая розетка для прицепа.
Изготовлен из ударопрочного нейлона, который решает проблемы с коррозией и устраняет ржавчину при соединении со специальным блокирующим герметичным разъемом.
Крышка Sockt оснащена пружиной из нержавеющей стали и прокладкой для защиты от проникновения влаги в закрытом состоянии.
Крышка разъема имеет прорезь для предотвращения попадания песка и грязи на закрытие, а на крышке имеется схема подключения для облегчения установки.
Крышка гнезда имеет дренажную прорезь и наклонена вниз для дренажа.
Клеммные контакты
изготовлены из луженого медного сплава, обеспечивающего более высокую проводимость и меньшее сопротивление, и герметизированы с обратной стороны разъема силиконовым герметиком для предотвращения попадания влаги на ответный разъем.
Количество кейсов: 1
Войдите, чтобы узнать цену
POLLAK 7-ПОЛЮСНАЯ РОЗЕТКА
POLLAK 7-КОНТАКТНАЯ РОЗЕТКА
Артикул № XP11-720
Количество в упаковке 1
Подробнее Читать далее
POLLAK 7-ПОЛЮСНАЯ РОЗЕТКА
Артикул: XP11-720 Категории: Электрика, Вилки и розетки для прицепов
7-контактная розетка для прицепа.
Прочные латунные штифты.
Наклонная передняя дверца для крепления вилки к розетке.
Плавающие штифты для простоты выравнивания и максимального контакта.
Сливное отверстие очищает внутреннюю часть корпуса от скопившейся влаги.
40 ампер в непрерывном режиме при 6-28 В постоянного тока.
Самозаземляется на клемму заземления №1.
Рекомендуемое монтажное отверстие диаметром 2″.
Соответствует и превосходит все стандарты SAE J560.
Количество кейсов: 1
Войдите, чтобы узнать цену
POLLAK 7-КОНТАКТНАЯ ВИЛКА С ЗАЩИТОЙ КАБЕЛЯ
7-КОНТАКТНАЯ ВИЛКА POLLAK С ЗАЩИТОЙ КАБЕЛЯ
Артикул № XP11-702
Количество в упаковке 1
Подробнее Читать далее
POLLAK 7-КОНТАКТНАЯ ВИЛКА С ЗАЩИТОЙ КАБЕЛЯ
Артикул: XP11-702 Категории: Электрика, Вилки и розетки для прицепов
7-контактная круглая заглушка для прицепа.
Прочные латунные штифты.
Плавающие штифты для простоты выравнивания и максимального контакта.
Конусообразная конструкция удобно и удобно подходит для легкого вытягивания из положения руки.
Захваты для пальцев Jumbo и два отверстия для подвешивания.
Ударопрочный внутренний циклолак с расширенной кромкой для легкого снятия и замены.
40 ампер в непрерывном режиме при 6-28 В постоянного тока.
Уплотнение WeatherBeater
рассчитано на минимальный диаметр проволоки 0,450.
Количество кейсов: 1
Войдите, чтобы узнать цену
ПЕРЕХОДНИК СОЕДИНИТЕЛЯ POLLAK RV С 7 ОПОРОВ НА 6 КРУГЛЫХ
АДАПТЕР СОЕДИНИТЕЛЯ POLLAK RV С 7 ОПОРОВ НА 6 КРУГЛЫХ
Артикул № XP12-729
Количество в ящике 1
Подробнее Читать далее
POLLAK ЗАГЛУШКА ТРЕЙЛЕРА 7 ПУТ.
POLLAK TRAILER PLUG 7-WAY
Номер детали XP12-706
Количество в упаковке 1
Подробнее Читать далее
POLLAK ТРЕЙЛЕР ВИЛКА 7 ПАТ.
Артикул: XP12-706 Категории: Электрика, Вилки и розетки для прицепов
7-контактная круглая вилка для прицепа.
Пластмассовая конструкция исключает появление ржавчины, плохой внешний вид и сложность извлечения заглушки.
Дизайн
предлагает двойные ручки для легкого извлечения вилки из розетки и включает виниловые вставки для защиты от грязи и влаги.
ЗАГЛУШКА ПРИЦЕПА, 2-ПРОВОДНАЯ, 16 GA, 12″, ЗАГЛУШКА НА ОБОИХ КОНЦАХ
ЗАГЛУШКА ПРИЦЕПА 2-ПРОВОДНАЯ, 16 GA, 12″, ЗАГЛУШКА НА ОБОИХ КОНЦАХ
Деталь № 2TP
Количество в ящике 1
Посмотреть подробности Читать далее
ЗАГЛУШКА ПРИЦЕПА 4-ХОДОВАЯ, 48″ ВНУТРЕННЯЯ
ЗАГЛУШКА ПРИЦЕПА 4-ХОДОВАЯ, 48″ ВНУТРЕННЯЯ
Деталь № 4TPF
Количество в ящике 1
Подробнее Читать далее
ЗАГЛУШКА ТРЕЙЛЕРА 4-ХОДОВАЯ, 8″ ВНУТРЕННЯЯ
ЗАГЛУШКА ПРИЦЕПА 4-ХОДОВАЯ, 8″ ВНУТРЕННЯЯ
Деталь № 4TPM
Количество в ящике 1
Подробнее Читать далее
VELVAC 4-СТОРОННЯЯ ПРОБКА ПРИЦЕПА
VELVAC 4-ХОДОВАЯ ПРОБКА ПРИЦЕПА
Деталь № XV055054
Количество в упаковке 1
Подробнее Читать далее
7 Way Round To Trailer Side ABS
Войти в мой аккаунт
Ваш электронный адрес
Пароль
Я забыл свой пароль. Оформить заказ как гость
Добро пожаловать!
Будьте первым, кто оставит отзыв об этом товаре
Цена: $5,95
Артикул: 9434B
Компания CURT Manufacturing
В наличии
Гарантия лучшей цены
Сохранить в списке желаний
Подходит для
ВСЕ
Подробнее о продукте
Нужно быстро?
Мы располагаем складами на восточном и западном побережье и предлагаем наземную, двухдневную, трехдневную и ночную доставку, чтобы гарантировать, что вы получите свой заказ, когда он вам нужен, и по разумной цене.
Примечание. Заказы на складе обычно отправляются в тот же день, когда они получены с понедельника по пятницу до 12:00 по восточному времени.
Цена: $5,95
Артикул: 9434B
Компания CURT Manufacturing
В наличии
Гарантия лучшей цены
Сохранить в списке желаний
Подходит для
ВСЕ
9000 2
Клиенты также купили
Похожие бестселлеры
Выберите свой автомобиль
Чтобы убедиться, что детали подходят ваш автомобиль, пожалуйста, выберите свой ровер ниже.
Выберите категорию Выберите свой автомобиль 1) Выберите Год202320232022202120202019201820172016201520142013201220112010200920082007200620052004200320022001200019991 998199719961995199419931992199119919881987198619851984198319821981198019791978197719761975197419731972197119701969196819671966196519641963196219611960195919581957195619551954195 3195219511950194919482) Выберите модель
Отличный выбор продукта и ресурсов.
Tony C. Austin, TX
6-19-23
Было очень легко найти запчасти, и выбор для 61 был невероятным
Wade T. Mar Бле Фолс, Техас
6-19-23
Эксклюзивные аксессуары.
Крейг В. Сент-Чарльз, Миссури
6-17-23
Отличное быстрое обслуживание, компетентный отдел продаж и ОТЛИЧНОЕ общение
Норберт Б. Чикаго, Иллинойс
6-16-23
Цены на
AB очень демократичные, а запчасти всегда высокого качества. Доставка оперативная.
Рэнди Ф. Рино, Невада
6-15-23
Отличные цены. Отличное обслуживание и забота о клиентах.
Лорд В. Палм-Спрингс, Нью-Джерси
6-15-23
Отличная продукция, отличные обучающие видео.
Питер Б. Парк-Сити, Юта
6-15-23
Быстрая доставка. Отличный сервис.
Thomas W. WHITEHOUSE STATION, NJ
6-12-23
Я заказал несколько товаров в Atlantic British. Все было именно то, что рекламировалось и идеально подходит. На сайте легко ориентироваться, и вы можете
Marshal K. Okmulgee, OK
6-9-23
Быстрая доставка, качественный продукт
Gary K. Buffalo Grove, IL
90 002 6-9-23
Отзывы наших клиентов. ..
БЫСТРАЯ Доставка! Позвоните этим людям, у них есть ответы на все вопросы по установке вашей детали.
-Билл М. (Бойдтон, Вирджиния)
Отличное обслуживание клиентов, очень знающий персонал. Все, с кем я работал, являются владельцами Land Rover, что очень помогает в знании автомобилей.
У вас всегда есть запчасти, которые мне нужны, по отличной цене, и все, с кем я когда-либо разговаривал, отлично разбираются во всех автомобилях Land Rover
-Кит Б. (Блу-Ридж, Вирджиния)
Профессионализм. Мой торговый представитель — рок-звезда, и я ценю как его технические знания, так и его знание вашей линейки продуктов.
-Алан Р. (Н. Челмсфорд, Массачусетс)
БЫСТРАЯ Доставка! Позвоните этим людям, у них есть ответы на все вопросы по установке вашей детали.
-Билл М. (Бойдтон, Вирджиния)
Отличное обслуживание клиентов, очень знающий персонал. Все, с кем я работал, являются владельцами Land Rover, что очень помогает в знании автомобилей.
У вас всегда есть запчасти, которые мне нужны, по отличной цене, и все, с кем я когда-либо разговаривал, отлично разбираются во всех автомобилях Land Rover
-Кит Б. (Блу-Ридж, Вирджиния)
Профессионализм. Мой торговый представитель — рок-звезда, и я ценю как его технические знания, так и его знание вашей линейки продуктов.
-Алан Р. (Н. Челмсфорд, Массачусетс)
У вас всегда есть запчасти, которые мне нужны, по отличной цене, и все, с кем я когда-либо разговаривал, отлично разбираются во всех автомобилях Land Rover
-Кит Б. (Блю-Ридж, Вирджиния)
Профессионализм. Мой торговый представитель — рок-звезда, и я ценю как его технические знания, так и его знание вашей линейки продуктов.

 Там есть и лимонная кислота, которая может растворять жиры и бороться с небольшим налетом химических веществ.
Там есть и лимонная кислота, которая может растворять жиры и бороться с небольшим налетом химических веществ. Правда, им в помощь нужно взять зубную щетку. После чистки контакты надо обязательно промыть водой, чтобы убрать сладкий налет сахара.
Правда, им в помощь нужно взять зубную щетку. После чистки контакты надо обязательно промыть водой, чтобы убрать сладкий налет сахара. Однако для долговременного эффекта ее недостаточно. После обработки можно покрыть шины обувной краской или обыкновенным гуталином. Тогда шина получит защиту от влаги и от прямых солнечных лучей.
Однако для долговременного эффекта ее недостаточно. После обработки можно покрыть шины обувной краской или обыкновенным гуталином. Тогда шина получит защиту от влаги и от прямых солнечных лучей.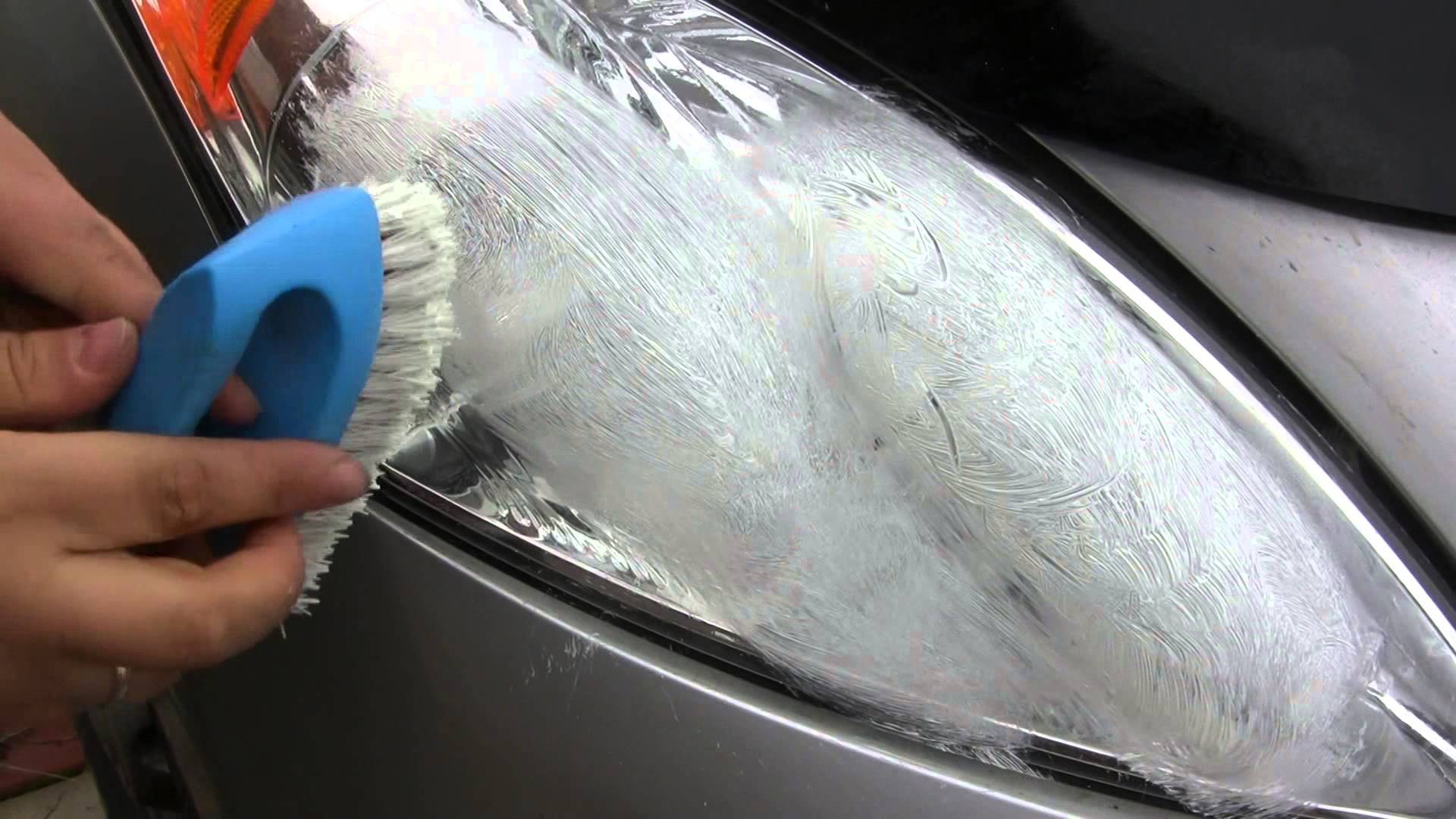 Правда, после обработки ее необходимо тщательно смыть водой.
Правда, после обработки ее необходимо тщательно смыть водой. Есть несколько проверенных и верных средств, которые помогут решить эту проблему.
Есть несколько проверенных и верных средств, которые помогут решить эту проблему.
 Это относится к абразивным дискам различной зернистости. Необходимы листы наждачной бумаги с зернистостью от P600 до P2000.
Это относится к абразивным дискам различной зернистости. Необходимы листы наждачной бумаги с зернистостью от P600 до P2000. Подпишитесь, чтобы ничего не пропустить! Нажатие плоскогубцами делается для обеспечения прочного уплотнения.
Подпишитесь, чтобы ничего не пропустить! Нажатие плоскогубцами делается для обеспечения прочного уплотнения. Web добавьте к нему несколько столовых ложек пищевой соды и хорошо перемешайте. Как почистить линзу фар зубной пастой.
Web добавьте к нему несколько столовых ложек пищевой соды и хорошо перемешайте. Как почистить линзу фар зубной пастой. Интернет как чистить фары зубной пастой. Как почистить линзу фар зубной пастой.
Интернет как чистить фары зубной пастой. Как почистить линзу фар зубной пастой. В этом видео я собираюсь протестировать #toothpaste и WD40, чтобы увидеть, какая из них работает лучше и дольше. Я сделал это видео, потому что я восстанавливал фары в других видео и получил так много вопросов о них, поэтому я решил снять это видео, чтобы помочь вам ответить на эти вопросы.
В этом видео я собираюсь протестировать #toothpaste и WD40, чтобы увидеть, какая из них работает лучше и дольше. Я сделал это видео, потому что я восстанавливал фары в других видео и получил так много вопросов о них, поэтому я решил снять это видео, чтобы помочь вам ответить на эти вопросы. Мутные или затуманенные фары не только портят внешний вид вашего автомобиля, но и сильно ухудшают видимость в ночное время, что может привести к ненужной аварии. Например, не увидеть оленя, который вовремя выскочил перед вами. Итак, используете ли вы метод, требующий частого восстановления фар, или одно из долгосрочных исправлений, выходите и что-то делайте.
Мутные или затуманенные фары не только портят внешний вид вашего автомобиля, но и сильно ухудшают видимость в ночное время, что может привести к ненужной аварии. Например, не увидеть оленя, который вовремя выскочил перед вами. Итак, используете ли вы метод, требующий частого восстановления фар, или одно из долгосрочных исправлений, выходите и что-то делайте. http://amzn.to/2dGnCKJ
http://amzn.to/2dGnCKJ 

 В процессе испарения происходит её преобразование в 12 000 ДЦ. газовой фазы. Для примерного понимания расхода это вполне исчерпывающий ответ.
В процессе испарения происходит её преобразование в 12 000 ДЦ. газовой фазы. Для примерного понимания расхода это вполне исчерпывающий ответ.

 Поэтому в занижении расхода сварочной смеси искусственным путем нет никакого смысла. Иначе это может вызвать ситуацию, когда образуются поры и возникнут побочные эффекты другого плана.
Поэтому в занижении расхода сварочной смеси искусственным путем нет никакого смысла. Иначе это может вызвать ситуацию, когда образуются поры и возникнут побочные эффекты другого плана. Благодаря автоматизации процесса, ровный шов может получиться даже у начинающего сварщика.
Благодаря автоматизации процесса, ровный шов может получиться даже у начинающего сварщика.
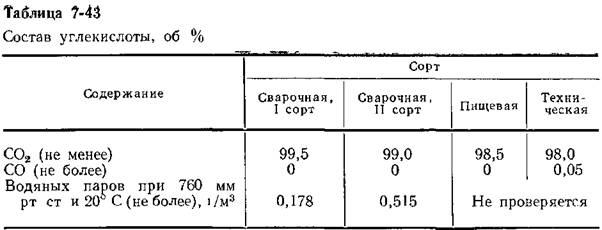 Согласно документу, стандартного баллона, наполненного СО², достаточно чтобы обеспечить 15-20 часов беспрерывной работы. Для увеличения производительности обязательно используют осушитель влаги.
Согласно документу, стандартного баллона, наполненного СО², достаточно чтобы обеспечить 15-20 часов беспрерывной работы. Для увеличения производительности обязательно используют осушитель влаги. Возвращаются к успешной последней настройке.
Возвращаются к успешной последней настройке. Соответственно, одного стандартного баллона более чем достаточно для непрерывной работы в течение 12-15 часов.
Соответственно, одного стандартного баллона более чем достаточно для непрерывной работы в течение 12-15 часов. Второй и более серьезной потенциальной проблемой, особенно с электродом, классифицированным Американским обществом сварщиков (AWS) как «T-12», является повышенный уровень прочности металла сварного шва на растяжение, что потенциально может привести к растрескиванию сварного шва.
Второй и более серьезной потенциальной проблемой, особенно с электродом, классифицированным Американским обществом сварщиков (AWS) как «T-12», является повышенный уровень прочности металла сварного шва на растяжение, что потенциально может привести к растрескиванию сварного шва.
 также имеет максимальное требование прочности на растяжение 90 000 фунтов на квадратный дюйм или 90 тысяч фунтов на квадратный дюйм (620 МПа). Электроды с двумя другими очень распространенными «Т-1» и «Т-9” (например, E71T-1M / E71T-9M), имеют минимальное требование прочности на растяжение 70 тысяч фунтов на квадратный дюйм (483 МПа) и максимальное требование прочности на растяжение 95 тысяч фунтов на квадратный дюйм (655 МПа).
также имеет максимальное требование прочности на растяжение 90 000 фунтов на квадратный дюйм или 90 тысяч фунтов на квадратный дюйм (620 МПа). Электроды с двумя другими очень распространенными «Т-1» и «Т-9” (например, E71T-1M / E71T-9M), имеют минимальное требование прочности на растяжение 70 тысяч фунтов на квадратный дюйм (483 МПа) и максимальное требование прочности на растяжение 95 тысяч фунтов на квадратный дюйм (655 МПа).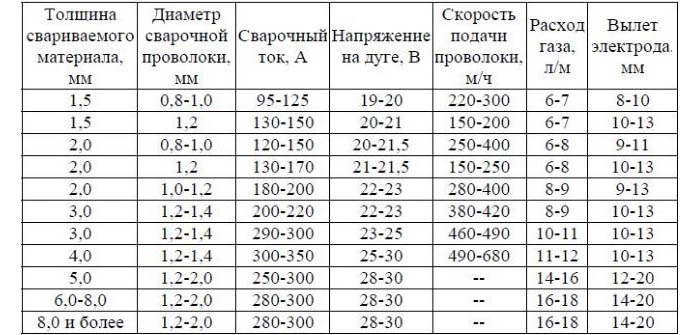 И чем больше восстановление сплава в наплавленном металле, тем выше его результирующий предел текучести и предел прочности при растяжении. Этот эффект можно увидеть в опубликованной литературе об электроде с флюсовой сердцевиной «двойного» типа, защищенном газом, который предназначен для использования как со 100% CO2, так и со смесью Ar/CO2. В таблице 1 показаны типичный состав наплавленного металла и механические свойства такого электрода. Обратите внимание на различия, в частности, между уровнями марганца (Mn) и кремния (Si), а также пределом текучести и пределом прочности на разрыв между наплавками, полученными с использованием защитного газа 100 % CO2, и с использованием защитного газа 75 % Ar / 25 % CO2.
И чем больше восстановление сплава в наплавленном металле, тем выше его результирующий предел текучести и предел прочности при растяжении. Этот эффект можно увидеть в опубликованной литературе об электроде с флюсовой сердцевиной «двойного» типа, защищенном газом, который предназначен для использования как со 100% CO2, так и со смесью Ar/CO2. В таблице 1 показаны типичный состав наплавленного металла и механические свойства такого электрода. Обратите внимание на различия, в частности, между уровнями марганца (Mn) и кремния (Si), а также пределом текучести и пределом прочности на разрыв между наплавками, полученными с использованием защитного газа 100 % CO2, и с использованием защитного газа 75 % Ar / 25 % CO2. Однако, если вы используете более высокое процентное содержание аргона, чем рекомендуется, в металле сварного шва будет больше восстановления сплава, что приведет к более высоким уровням прочности. Как правило, по мере увеличения прочности на растяжение металла сварного шва он становится менее пластичным (т. Е. Более жестким) и, следовательно, более чувствительным к растрескиванию при охлаждении сварного соединения. Затем может потребоваться дополнительная операция предварительного нагрева, чтобы уменьшить склонность к проблемам растрескивания при затвердевании.
Однако, если вы используете более высокое процентное содержание аргона, чем рекомендуется, в металле сварного шва будет больше восстановления сплава, что приведет к более высоким уровням прочности. Как правило, по мере увеличения прочности на растяжение металла сварного шва он становится менее пластичным (т. Е. Более жестким) и, следовательно, более чувствительным к растрескиванию при охлаждении сварного соединения. Затем может потребоваться дополнительная операция предварительного нагрева, чтобы уменьшить склонность к проблемам растрескивания при затвердевании. Использование более высокого процентного содержания аргона, приводящее к увеличению прочности металла сварного шва на растяжение, не дает дополнительных преимуществ. Тем не менее, это потенциально увеличивает вероятность возникновения проблем с растрескиванием сварных швов. Для вашего конкретного электрода рекомендуется не использовать защитный газ с содержанием аргона более 80%.
Использование более высокого процентного содержания аргона, приводящее к увеличению прочности металла сварного шва на растяжение, не дает дополнительных преимуществ. Тем не менее, это потенциально увеличивает вероятность возникновения проблем с растрескиванием сварных швов. Для вашего конкретного электрода рекомендуется не использовать защитный газ с содержанием аргона более 80%.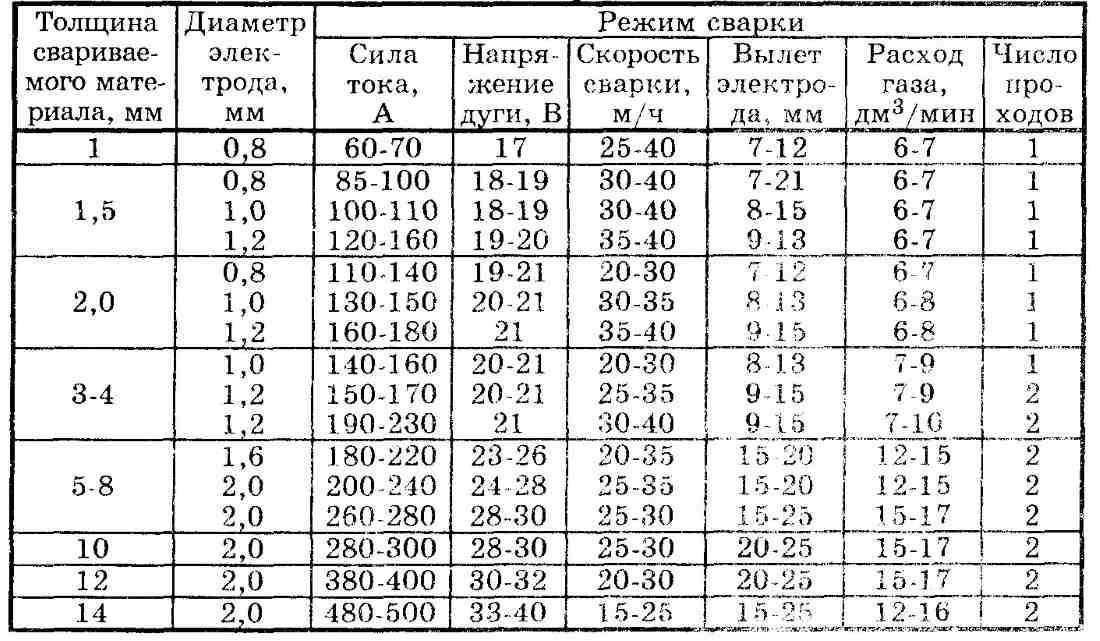 Во-вторых, защитный газ действует как среда, способствующая потоку электронов в дуге, позволяя электронам продолжать течь и придавая сварному шву различные свойства в зависимости от выбранного газа.
Во-вторых, защитный газ действует как среда, способствующая потоку электронов в дуге, позволяя электронам продолжать течь и придавая сварному шву различные свойства в зависимости от выбранного газа.

 Чистый аргон образует узкий и пальцеобразный шов, поэтому легко пропустить стыки и не проникнуть на нужную глубину в правильном направлении. Однако, когда СО 2 добавляется в смесь, сочетание характеристик двух газов обеспечивает превосходное качество сварки.
Чистый аргон образует узкий и пальцеобразный шов, поэтому легко пропустить стыки и не проникнуть на нужную глубину в правильном направлении. Однако, когда СО 2 добавляется в смесь, сочетание характеристик двух газов обеспечивает превосходное качество сварки. Это процесс с короткой дугой, поэтому некоторое количество брызг даже при оптимальных настройках все же присутствует. Эта смесь также может быть эффективно использована на порошковых проволоках, предназначенных для работы со смешанными газами.
Это процесс с короткой дугой, поэтому некоторое количество брызг даже при оптимальных настройках все же присутствует. Эта смесь также может быть эффективно использована на порошковых проволоках, предназначенных для работы со смешанными газами.
 завод, регистрационный знак В502ТК 86, особые отметки: учебный уст. доп. педали, паспорт транспортного средства 86 ММ 183732, выдан 28.12.2011 г., РЭО Нижневартовского УВД, Ханты-Мансийский АО г. Нижневартовск, ул. Индустриальная, д.49, свидетельство о регистрации ТС 86УХ 282360, выдано 28.12.2011 г. РЭО Нижневартовского УВД (далее – Имущество).
Информация по предыдущим торгам: отсутствует
завод, регистрационный знак В502ТК 86, особые отметки: учебный уст. доп. педали, паспорт транспортного средства 86 ММ 183732, выдан 28.12.2011 г., РЭО Нижневартовского УВД, Ханты-Мансийский АО г. Нижневартовск, ул. Индустриальная, д.49, свидетельство о регистрации ТС 86УХ 282360, выдано 28.12.2011 г. РЭО Нижневартовского УВД (далее – Имущество).
Информация по предыдущим торгам: отсутствует ru
ru В случае если доверенность на осуществление действий от имени претендента подписана лицом, уполномоченным руководителем юридического лица, заявка должна содержать также документ, подтверждающий полномочия этого лица. Все листы документов, представляемых одновременно с заявкой, либо отдельные тома данных документов должны быть прошиты, пронумерованы, скреплены печатью претендента (при наличии печати) (для юридического лица) и подписаны претендентом или его представителем. К данным документам (в том числе к каждому тому) также прилагается их опись. Возможность подачи заявок и документов в форме электронных образов или электронной форме – не предусмотрена.
В случае если доверенность на осуществление действий от имени претендента подписана лицом, уполномоченным руководителем юридического лица, заявка должна содержать также документ, подтверждающий полномочия этого лица. Все листы документов, представляемых одновременно с заявкой, либо отдельные тома данных документов должны быть прошиты, пронумерованы, скреплены печатью претендента (при наличии печати) (для юридического лица) и подписаны претендентом или его представителем. К данным документам (в том числе к каждому тому) также прилагается их опись. Возможность подачи заявок и документов в форме электронных образов или электронной форме – не предусмотрена.
 Расширенная версия.
Расширенная версия.



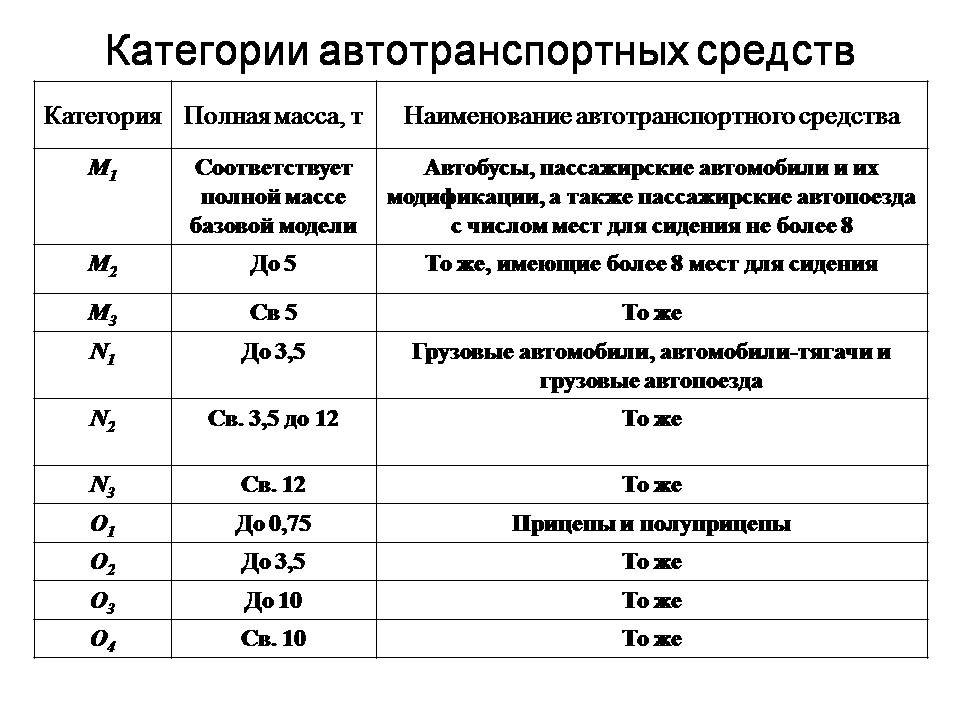
 Тренажер-симулятор от компании Forward.
Тренажер-симулятор от компании Forward. Расширенная версия.
Расширенная версия.

 Расширенная версия.
Расширенная версия.
 Цены указаны с НДС, без учета стоимости доставки.
Цены указаны с НДС, без учета стоимости доставки. Тем не менее, каждый из трех типов освещения имеет определенную функцию для удовлетворения определенных потребностей, а именно:
Тем не менее, каждый из трех типов освещения имеет определенную функцию для удовлетворения определенных потребностей, а именно: Также рекомендуется осветить наружную часть здания, входы и лестницы, чтобы уменьшить и, возможно, исключить риск травм, которые могут возникнуть при входе и выходе из здания.
Также рекомендуется осветить наружную часть здания, входы и лестницы, чтобы уменьшить и, возможно, исключить риск травм, которые могут возникнуть при входе и выходе из здания.
 Как показывают перечисленные здесь 14 типов, это предположение очень далеко от истины. Читайте дальше, чтобы узнать, как изменить настройку освещения в вашем доме не просто легко, но весело и творчески!
Как показывают перечисленные здесь 14 типов, это предположение очень далеко от истины. Читайте дальше, чтобы узнать, как изменить настройку освещения в вашем доме не просто легко, но весело и творчески! Встраиваемые светильники
Встраиваемые светильники Вы можете легко установить подвески самостоятельно (но помощь друзей никогда не помешает). Просто прикрепите несколько крепких крючков к потолку, а затем протяните провод подвески через крючки вдоль стен и пола, не позволяя его видеть. Подвески шикарны, как и их коллеги по трековому освещению, но их намного проще настроить, чем трековые светильники. То же самое можно сказать и о другом типе внутреннего освещения, которое часто ошибочно считают сложным в установке…
Вы можете легко установить подвески самостоятельно (но помощь друзей никогда не помешает). Просто прикрепите несколько крепких крючков к потолку, а затем протяните провод подвески через крючки вдоль стен и пола, не позволяя его видеть. Подвески шикарны, как и их коллеги по трековому освещению, но их намного проще настроить, чем трековые светильники. То же самое можно сказать и о другом типе внутреннего освещения, которое часто ошибочно считают сложным в установке…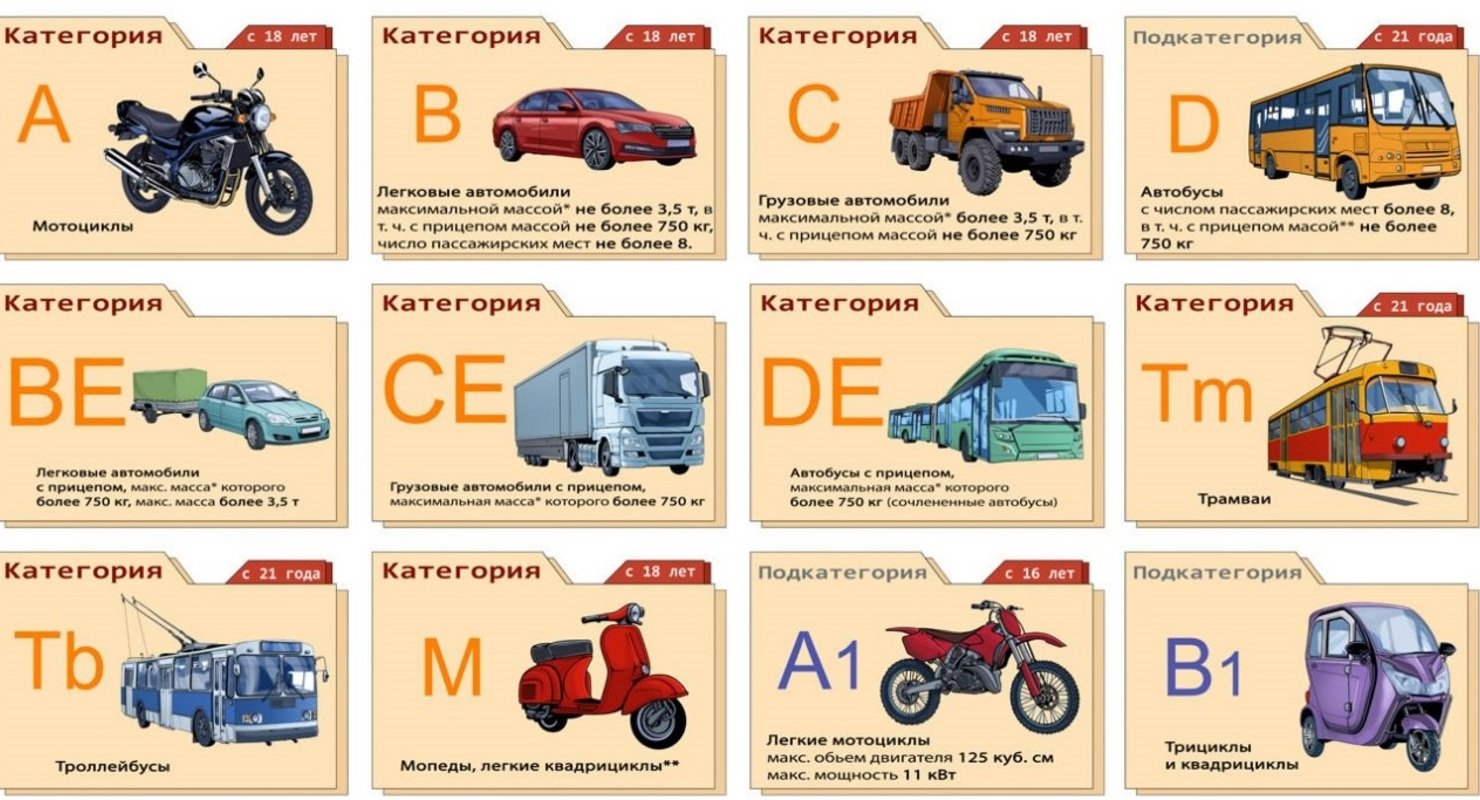 Мы имеем в виду не только стандартные встраиваемые потолочные светильники — мы имеем в виду люстры, подвески, которые вы крепите близко к потолку, и даже низко висящие светильники. Без столь необходимого краеугольного камня освещения, который могут обеспечить потолочные светильники, ваше внутреннее пространство, будь то гостиная, спальня или кухня, может быть недостаточно освещено.
Мы имеем в виду не только стандартные встраиваемые потолочные светильники — мы имеем в виду люстры, подвески, которые вы крепите близко к потолку, и даже низко висящие светильники. Без столь необходимого краеугольного камня освещения, который могут обеспечить потолочные светильники, ваше внутреннее пространство, будь то гостиная, спальня или кухня, может быть недостаточно освещено.
 Светодиоды преломляются во всех направлениях и заливают комнату мягкими оттенками. Они долговечны, горят тысячи часов. Некоторые модели также поддерживают возможность изменения цвета с помощью пульта дистанционного управления или приложения. Вы найдете светодиодные фонари во многих формах, включая стандартные лампы, а также декоративные и акцентные светильники, такие как полосовые и струнные светильники.
Светодиоды преломляются во всех направлениях и заливают комнату мягкими оттенками. Они долговечны, горят тысячи часов. Некоторые модели также поддерживают возможность изменения цвета с помощью пульта дистанционного управления или приложения. Вы найдете светодиодные фонари во многих формах, включая стандартные лампы, а также декоративные и акцентные светильники, такие как полосовые и струнные светильники.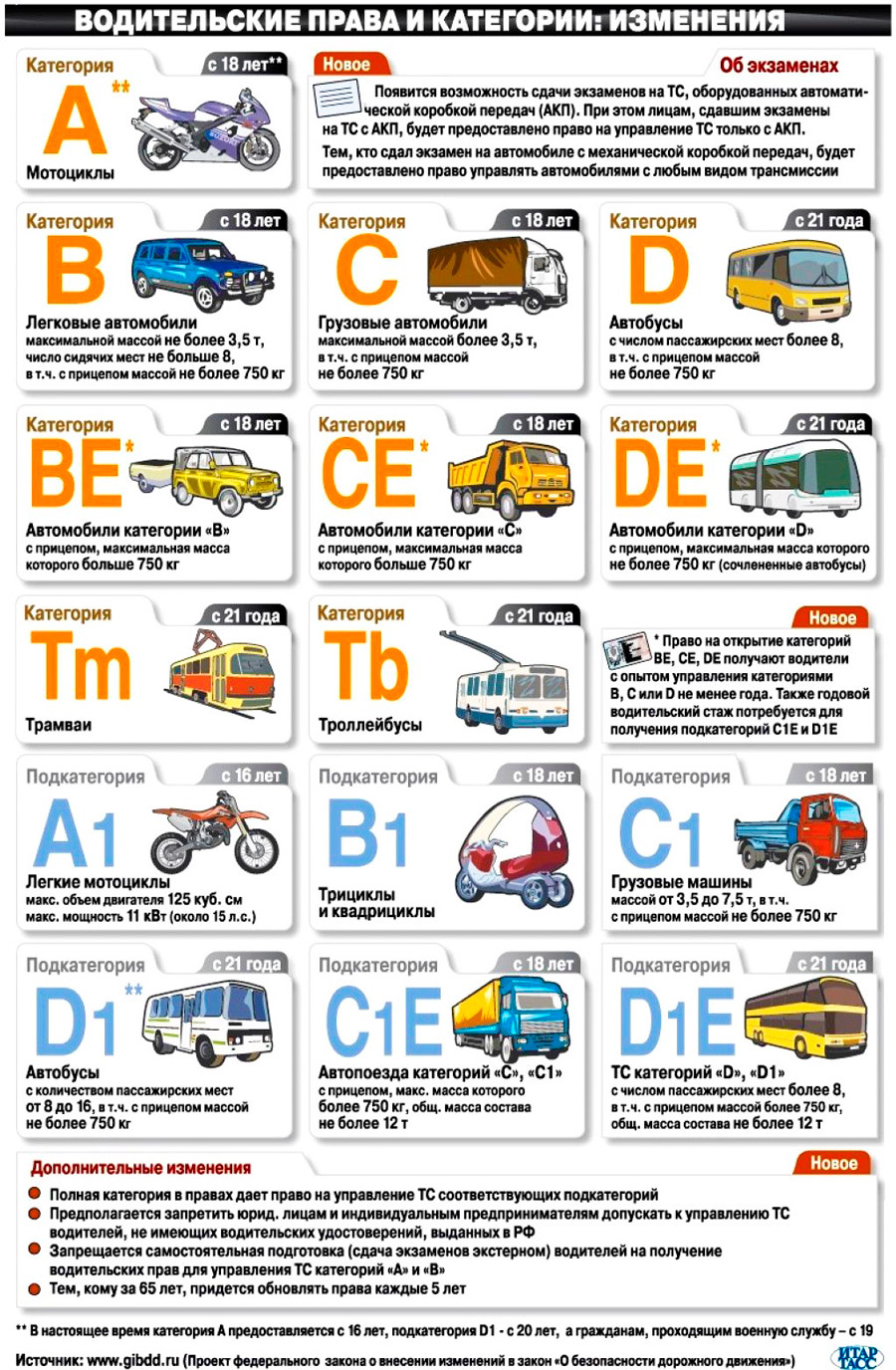
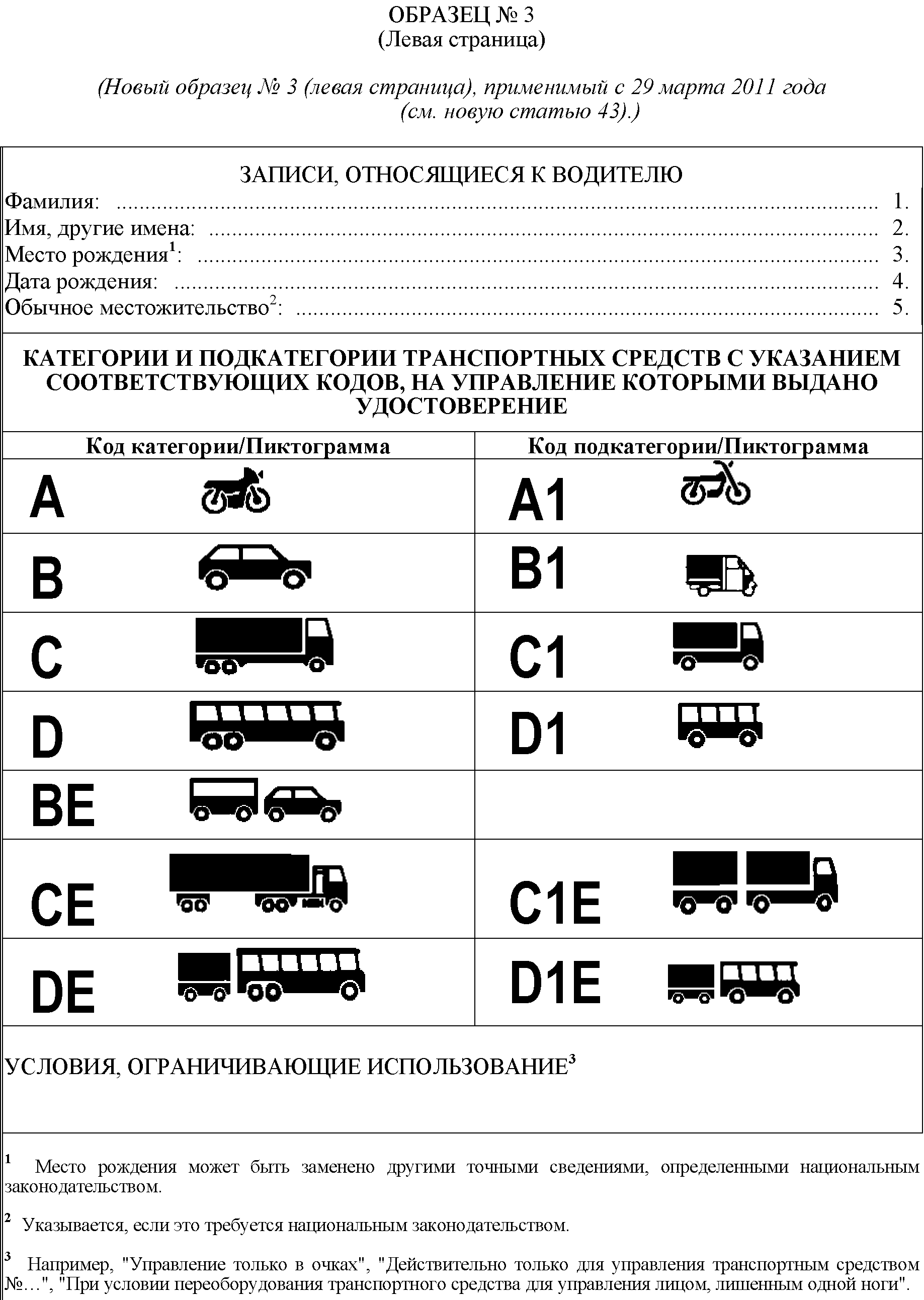 Красивые голубые и зеленые оттенки вскоре наполнят вашу комнату волнующей, расслабляющей туманностью, похожей на волновое облако.
Красивые голубые и зеленые оттенки вскоре наполнят вашу комнату волнующей, расслабляющей туманностью, похожей на волновое облако.
 При этом обеспечивается хорошая пожарная безопасность отопительных систем, работающих на солярке.
При этом обеспечивается хорошая пожарная безопасность отопительных систем, работающих на солярке.
 Поэтому применяют на производстве. Например, в металлургии для обработки металлов или в кожевенной промышленности для обработки кож.
Поэтому применяют на производстве. Например, в металлургии для обработки металлов или в кожевенной промышленности для обработки кож.
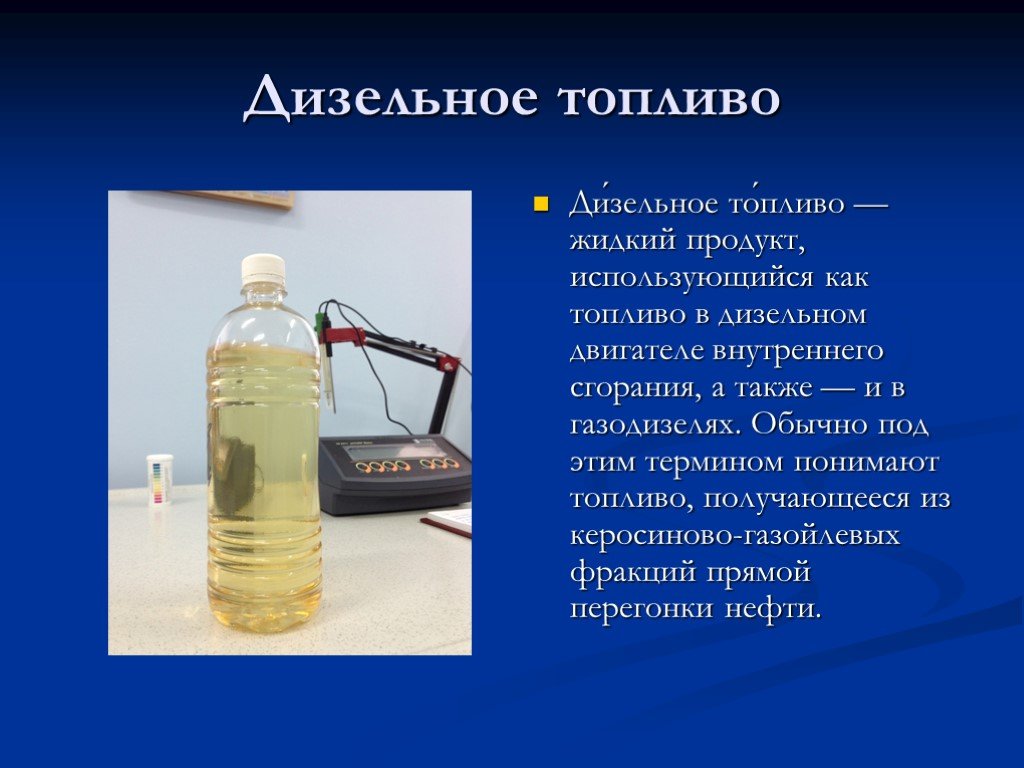 Качество топлива там очень высокое, как и качество автомобилей, где применяется дизель.
Качество топлива там очень высокое, как и качество автомобилей, где применяется дизель. По оценкам Управления энергетической информации США, дизель обеспечивает до 7 процентов энергии, используемой в США, и является вторым по популярности источником топлива после бензина.
По оценкам Управления энергетической информации США, дизель обеспечивает до 7 процентов энергии, используемой в США, и является вторым по популярности источником топлива после бензина.

 Она получила степень бакалавра экономики и менеджмента в колледже Гучер в Таусоне, штат Мэриленд.
Она получила степень бакалавра экономики и менеджмента в колледже Гучер в Таусоне, штат Мэриленд. Наиболее важными видами дизельного топлива в зависимости от источника его получения являются:
Наиболее важными видами дизельного топлива в зависимости от источника его получения являются: Присадки к топливу и свечи накаливания становятся необходимыми для работы на холоде. Это одна из причин широкого распространения дизельного топлива в Европе и Азии.
Присадки к топливу и свечи накаливания становятся необходимыми для работы на холоде. Это одна из причин широкого распространения дизельного топлива в Европе и Азии.
 Поскольку дизель позволяет нам путешествовать на большие расстояния и на большие высоты, он является довольно популярным выбором для всех этих транспортных средств.
Поскольку дизель позволяет нам путешествовать на большие расстояния и на большие высоты, он является довольно популярным выбором для всех этих транспортных средств.

 За счет использования сервоприводов обеспечивается прирост производительности до 50% по сравнению со скоростью традиционных 4-головочных сварок. Одновременная сварка 4-х сторон ПВХ-профиля. Машина автоматически выполняет позиционирование голов, цикл плавки, сварки и охлаждения. По окончании рабочего цикла рама выгружается в область зачистки.
За счет использования сервоприводов обеспечивается прирост производительности до 50% по сравнению со скоростью традиционных 4-головочных сварок. Одновременная сварка 4-х сторон ПВХ-профиля. Машина автоматически выполняет позиционирование голов, цикл плавки, сварки и охлаждения. По окончании рабочего цикла рама выгружается в область зачистки. Частично успех компании кроется в инновациях, но Линкольн действительно выделяется своей надежностью. От небольших мобильных устройств до более крупных сварочных аппаратов с приводом от двигателя, каждое из них изготавливается из деталей и компонентов премиум-класса, обеспечивающих надежность, работа за работой.
Частично успех компании кроется в инновациях, но Линкольн действительно выделяется своей надежностью. От небольших мобильных устройств до более крупных сварочных аппаратов с приводом от двигателя, каждое из них изготавливается из деталей и компонентов премиум-класса, обеспечивающих надежность, работа за работой.
 Если у вас длинный список работ и мало времени для этого, сварочный аппарат MIG может быть хорошим выбором. Многие автоматизированные сварочные установки также оснащены сварочными аппаратами MIG. Самое главное, сварочные аппараты MIG универсальны. Несмотря на то, что установка MIG не такая мобильная, как аппараты для сварки электродом, ее можно собрать практически в любом месте.
Если у вас длинный список работ и мало времени для этого, сварочный аппарат MIG может быть хорошим выбором. Многие автоматизированные сварочные установки также оснащены сварочными аппаратами MIG. Самое главное, сварочные аппараты MIG универсальны. Несмотря на то, что установка MIG не такая мобильная, как аппараты для сварки электродом, ее можно собрать практически в любом месте. Работу также легче чистить.
Работу также легче чистить.
 99″ data-prefix=»0″>
146,99
99″ data-prefix=»0″>
146,99  99″ data-prefix=»0″>
807,99
99″ data-prefix=»0″>
807,99 
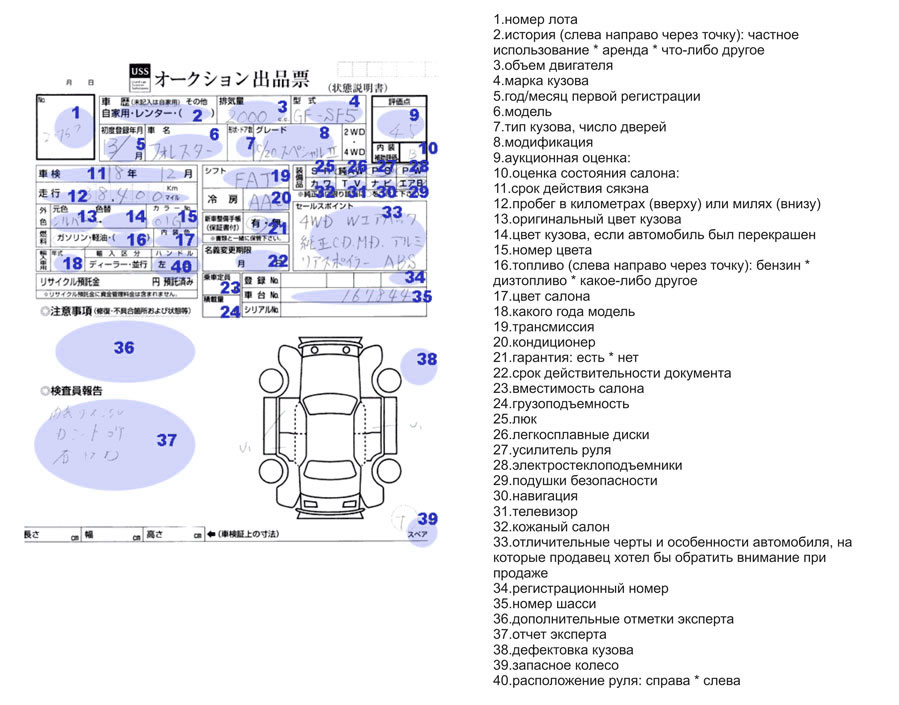 5
5
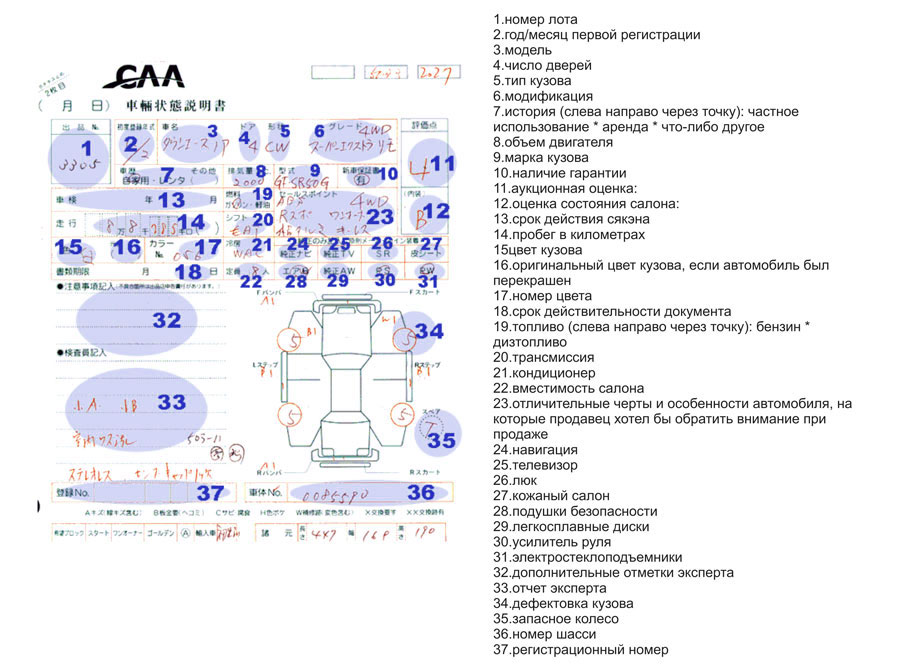
 Кореи и Китая .Наша задача- сделать так , чтобы каждый клиент чувствовал себя уверенно, в том что выбрал нашу компанию . Мы работаем официально-по договору!Прямая покупка на аукционах Японии, позволит купить действительно с прозрачной историей авто и по доступной стоимости.
Кореи и Китая .Наша задача- сделать так , чтобы каждый клиент чувствовал себя уверенно, в том что выбрал нашу компанию . Мы работаем официально-по договору!Прямая покупка на аукционах Японии, позволит купить действительно с прозрачной историей авто и по доступной стоимости.
 отправить транспортер для сбора.
отправить транспортер для сбора.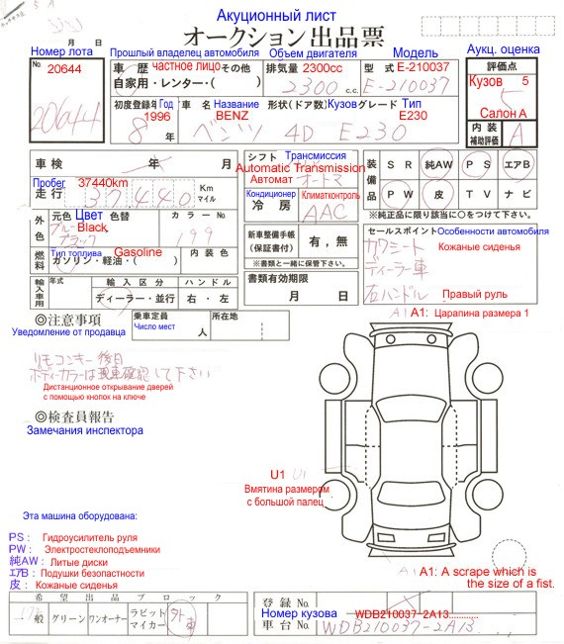 A3 будет означать серьезную царапину, которую нужно покрасить, некоторые аукционы используют до A4 в любом случае на любом японском аукционном листе, чем выше число, тем сильнее повреждение.
A3 будет означать серьезную царапину, которую нужно покрасить, некоторые аукционы используют до A4 в любом случае на любом японском аукционном листе, чем выше число, тем сильнее повреждение. 
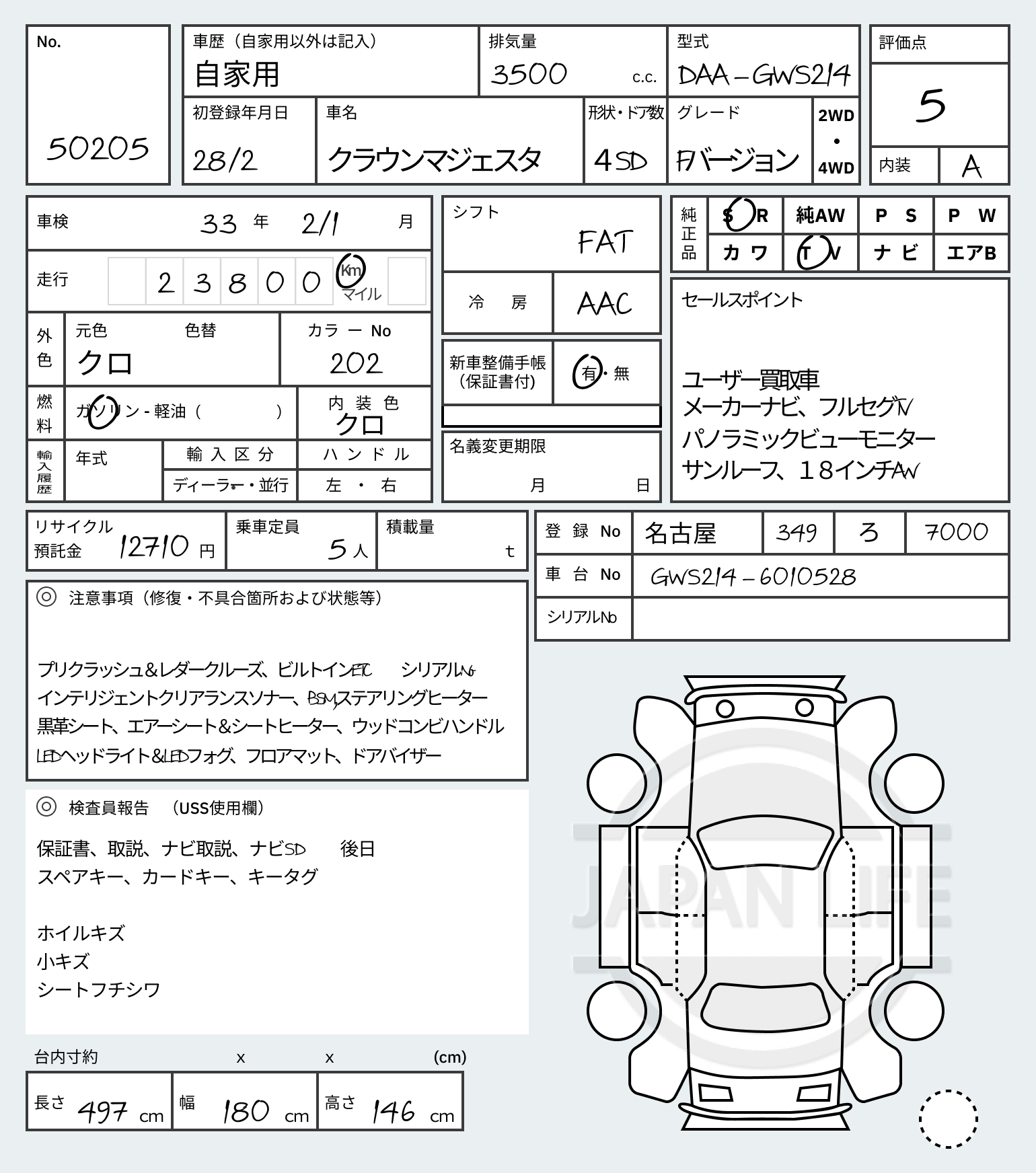 Однако стандартом на большинстве аукционов является от 5 до 3. Аукционный класс также зависит от возраста и пробега, например, пятнадцатилетний автомобиль очень редко получает 4-й класс, и в этом случае вы можете считать автомобиль исключительным для своего года, аналогично годовалому автомобилю следует не будет класса 3,5, если у него не было тяжелой жизни.
Однако стандартом на большинстве аукционов является от 5 до 3. Аукционный класс также зависит от возраста и пробега, например, пятнадцатилетний автомобиль очень редко получает 4-й класс, и в этом случае вы можете считать автомобиль исключительным для своего года, аналогично годовалому автомобилю следует не будет класса 3,5, если у него не было тяжелой жизни. сильно модифицированный автомобиль. В старых автомобилях это может означать просто замену панелей, послепродажных комплектов, крыльев и т. д.
сильно модифицированный автомобиль. В старых автомобилях это может означать просто замену панелей, послепродажных комплектов, крыльев и т. д. В Японии подержанные автомобили и новые автомобили продаются через аукционные дома. Аукционные дома предлагают онлайн-покупку и продажу подержанных автомобилей, что является наиболее удобным способом связаться с потенциальным покупателем. Они предоставляют аукционные листы с транспортным средством, чтобы показать клиентам исходное состояние.
В Японии подержанные автомобили и новые автомобили продаются через аукционные дома. Аукционные дома предлагают онлайн-покупку и продажу подержанных автомобилей, что является наиболее удобным способом связаться с потенциальным покупателем. Они предоставляют аукционные листы с транспортным средством, чтобы показать клиентам исходное состояние. Автомобиль получает оценку в зависимости от его состояния.
Автомобиль получает оценку в зависимости от его состояния.

 eyJwcm9kdWN0SWQiOjk2MDY2MjM0NSwiY2F0ZWdvcnlJZCI6MzQxMjAxLCJjb21wYW55SWQiOjI0MjA3NjYsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjg4MjAxMjg0Ljg0Nzk4NiwicGFnZUlkIjoiYjhkMTM4ODAtMTBkYi00M2QzLTk3MGItMDc5NzI4MDk5MWU2IiwicG93IjoidjIifQ.ynX0lf6EJ20I4pX2foVApyJ2BrHjAoTlLQRH6sbtV6Q» data-advtracking-product-id=»960662345″ data-tg-chain=»{"view_type": "preview"}»>CarLine RED HI FOAM Піна
eyJwcm9kdWN0SWQiOjk2MDY2MjM0NSwiY2F0ZWdvcnlJZCI6MzQxMjAxLCJjb21wYW55SWQiOjI0MjA3NjYsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjg4MjAxMjg0Ljg0Nzk4NiwicGFnZUlkIjoiYjhkMTM4ODAtMTBkYi00M2QzLTk3MGItMDc5NzI4MDk5MWU2IiwicG93IjoidjIifQ.ynX0lf6EJ20I4pX2foVApyJ2BrHjAoTlLQRH6sbtV6Q» data-advtracking-product-id=»960662345″ data-tg-chain=»{"view_type": "preview"}»>CarLine RED HI FOAM Піна eyJwcm9kdWN0SWQiOjEwMDQ2NjQ1MTksImNhdGVnb3J5SWQiOjM0MTIwMSwiY29tcGFueUlkIjoyNDIwNzY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY4ODIwMTI4NC44NDkwMjIyLCJwYWdlSWQiOiJmM2JmMGJjMS00NGQ2LTQ5MDUtODQ4YS0xNDQyYzczY2M0YzQiLCJwb3ciOiJ2MiJ9.jSdT3it0NjdHiv9TJVrgtNloAfVmngkZCUVu3R3XyEM» data-advtracking-product-id=»1004664519″ data-tg-chain=»{"view_type": "preview"}»>Koch Chemie PreWash B — шампунь для безконтактної мийки, видалення комах 33 кг
303033
eyJwcm9kdWN0SWQiOjEwMDQ2NjQ1MTksImNhdGVnb3J5SWQiOjM0MTIwMSwiY29tcGFueUlkIjoyNDIwNzY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY4ODIwMTI4NC44NDkwMjIyLCJwYWdlSWQiOiJmM2JmMGJjMS00NGQ2LTQ5MDUtODQ4YS0xNDQyYzczY2M0YzQiLCJwb3ciOiJ2MiJ9.jSdT3it0NjdHiv9TJVrgtNloAfVmngkZCUVu3R3XyEM» data-advtracking-product-id=»1004664519″ data-tg-chain=»{"view_type": "preview"}»>Koch Chemie PreWash B — шампунь для безконтактної мийки, видалення комах 33 кг
303033 eyJwcm9kdWN0SWQiOjEyNjk5MTY5MTQsImNhdGVnb3J5SWQiOjM0MTIwMSwiY29tcGFueUlkIjoyNDIwNzY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY4ODIwMTI4NC44NTAwODQzLCJwYWdlSWQiOiI3YjIxMzA4OS03YmVlLTQ0NmItODFhZC1mYTVlOWU2NTAxMWEiLCJwb3ciOiJ2MiJ9.7SvnsFtq9Ky_zQpen5jTD6If0psXuc5BUZW4pwXfasM» data-advtracking-product-id=»1269916914″ data-tg-chain=»{"view_type": "preview"}»>KOCH CHEMIE Vorreiniger B (Multi Star) Універсальне безконтактне миючий засіб 5 кг
eyJwcm9kdWN0SWQiOjEyNjk5MTY5MTQsImNhdGVnb3J5SWQiOjM0MTIwMSwiY29tcGFueUlkIjoyNDIwNzY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY4ODIwMTI4NC44NTAwODQzLCJwYWdlSWQiOiI3YjIxMzA4OS03YmVlLTQ0NmItODFhZC1mYTVlOWU2NTAxMWEiLCJwb3ciOiJ2MiJ9.7SvnsFtq9Ky_zQpen5jTD6If0psXuc5BUZW4pwXfasM» data-advtracking-product-id=»1269916914″ data-tg-chain=»{"view_type": "preview"}»>KOCH CHEMIE Vorreiniger B (Multi Star) Універсальне безконтактне миючий засіб 5 кг eyJwcm9kdWN0SWQiOjE1NzgwNTczMTAsImNhdGVnb3J5SWQiOjM0MTIwMSwiY29tcGFueUlkIjoyNDIwNzY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY4ODIwMTI4NC44NTEwNDgsInBhZ2VJZCI6IjA0NzQwNWM3LWE5OGItNDZmOS1iMDM3LTdiMmZkYTZhODUyZCIsInBvdyI6InYyIn0.BY_fB7Jd54AbSoga8Qw_fKnOrirNHg-ueTKajB6_r-E» data-advtracking-product-id=»1578057310″ data-tg-chain=»{"view_type": "preview"}»>Активна піна для безконтактного миття NERTA ACTIVE DIAMOND FOAM 25 л
300-0025-ADFOAM-01
eyJwcm9kdWN0SWQiOjE1NzgwNTczMTAsImNhdGVnb3J5SWQiOjM0MTIwMSwiY29tcGFueUlkIjoyNDIwNzY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY4ODIwMTI4NC44NTEwNDgsInBhZ2VJZCI6IjA0NzQwNWM3LWE5OGItNDZmOS1iMDM3LTdiMmZkYTZhODUyZCIsInBvdyI6InYyIn0.BY_fB7Jd54AbSoga8Qw_fKnOrirNHg-ueTKajB6_r-E» data-advtracking-product-id=»1578057310″ data-tg-chain=»{"view_type": "preview"}»>Активна піна для безконтактного миття NERTA ACTIVE DIAMOND FOAM 25 л
300-0025-ADFOAM-01 eyJwcm9kdWN0SWQiOjE1NzgwNjkwMzAsImNhdGVnb3J5SWQiOjM0MTIwMSwiY29tcGFueUlkIjoyNDIwNzY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY4ODIwMTI4NC44NTE5NTQ1LCJwYWdlSWQiOiJiOWRmOGQ5My0zOGYyLTRlZjAtODZlNC01MDJjNWVhODM0OGQiLCJwb3ciOiJ2MiJ9.I9VGVvsLsEJaBBKAKEzEjQUN70QI9dZm9ex5rIaNzwM» data-advtracking-product-id=»1578069030″ data-tg-chain=»{"view_type": "preview"}»>Очищувальний засіб для зовнішнього миття автомобіля Nerta Truck Cleaner 2000 25л.
300-0025-TR2000-01
eyJwcm9kdWN0SWQiOjE1NzgwNjkwMzAsImNhdGVnb3J5SWQiOjM0MTIwMSwiY29tcGFueUlkIjoyNDIwNzY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY4ODIwMTI4NC44NTE5NTQ1LCJwYWdlSWQiOiJiOWRmOGQ5My0zOGYyLTRlZjAtODZlNC01MDJjNWVhODM0OGQiLCJwb3ciOiJ2MiJ9.I9VGVvsLsEJaBBKAKEzEjQUN70QI9dZm9ex5rIaNzwM» data-advtracking-product-id=»1578069030″ data-tg-chain=»{"view_type": "preview"}»>Очищувальний засіб для зовнішнього миття автомобіля Nerta Truck Cleaner 2000 25л.
300-0025-TR2000-01 eyJwcm9kdWN0SWQiOjExNDM1ODA3NDMsImNhdGVnb3J5SWQiOjM0MTIwMSwiY29tcGFueUlkIjoyNDIwNzY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY4ODIwMTI4NC44NTMyNTQ2LCJwYWdlSWQiOiJjY2FmNWI2MS1jZDFjLTQ0NWUtOWQwOC05ZjdjMDY1NjlkMjMiLCJwb3ciOiJ2MiJ9.sw6ISkUP3WL_r_jcBRXWUgWPRsHmkxzAvnFUH6UtV2U» data-advtracking-product-id=»1143580743″ data-tg-chain=»{"view_type": "preview"}»>KOCH CHEMIE Vorreiniger B (Multi Star) Універсальне безконтактне миючий засіб 22 кг
211022
eyJwcm9kdWN0SWQiOjExNDM1ODA3NDMsImNhdGVnb3J5SWQiOjM0MTIwMSwiY29tcGFueUlkIjoyNDIwNzY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY4ODIwMTI4NC44NTMyNTQ2LCJwYWdlSWQiOiJjY2FmNWI2MS1jZDFjLTQ0NWUtOWQwOC05ZjdjMDY1NjlkMjMiLCJwb3ciOiJ2MiJ9.sw6ISkUP3WL_r_jcBRXWUgWPRsHmkxzAvnFUH6UtV2U» data-advtracking-product-id=»1143580743″ data-tg-chain=»{"view_type": "preview"}»>KOCH CHEMIE Vorreiniger B (Multi Star) Універсальне безконтактне миючий засіб 22 кг
211022 Висококонцентрований ароматна піна 21 кг PH-9,5
282021
Висококонцентрований ароматна піна 21 кг PH-9,5
282021 iAe64DkGZ2T_7Q04ZuSxXwK1VZi53VbbT0HJiENMCz4″ data-advtracking-product-id=»1698590727″ data-tg-chain=»{"view_type": "preview"}»>Активна піна M-809
M-809
iAe64DkGZ2T_7Q04ZuSxXwK1VZi53VbbT0HJiENMCz4″ data-advtracking-product-id=»1698590727″ data-tg-chain=»{"view_type": "preview"}»>Активна піна M-809
M-809 eyJwcm9kdWN0SWQiOjEwMDU1Nzg3ODcsImNhdGVnb3J5SWQiOjM0MTIwMSwiY29tcGFueUlkIjoyNDIwNzY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY4ODIwMTI4NC44NTY4NDYsInBhZ2VJZCI6IjQwMWExOWZiLWVjMGEtNDQ2YS04NjRmLTM4ODgzODFhMjRlOCIsInBvdyI6InYyIn0.V187broUeuTDt__vg01AzLmQQULUVcNId3hsQc_XrJc» data-advtracking-product-id=»1005578787″ data-tg-chain=»{"view_type": "preview"}»>Koch Chemie Nano-Magic polish Schaumglanzpolitur.Автошампунь мікроемульсія з консервантом останнього покоління
210030
eyJwcm9kdWN0SWQiOjEwMDU1Nzg3ODcsImNhdGVnb3J5SWQiOjM0MTIwMSwiY29tcGFueUlkIjoyNDIwNzY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY4ODIwMTI4NC44NTY4NDYsInBhZ2VJZCI6IjQwMWExOWZiLWVjMGEtNDQ2YS04NjRmLTM4ODgzODFhMjRlOCIsInBvdyI6InYyIn0.V187broUeuTDt__vg01AzLmQQULUVcNId3hsQc_XrJc» data-advtracking-product-id=»1005578787″ data-tg-chain=»{"view_type": "preview"}»>Koch Chemie Nano-Magic polish Schaumglanzpolitur.Автошампунь мікроемульсія з консервантом останнього покоління
210030 eyJwcm9kdWN0SWQiOjEwMDU1ODIxNTEsImNhdGVnb3J5SWQiOjM0MTIwMSwiY29tcGFueUlkIjoyNDIwNzY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY4ODIwMTI4NC44NTgzODE3LCJwYWdlSWQiOiJkMTNjMGU0Yy1iNmNlLTRhY2MtODUzZC0xNGFmY2QyMTZjNjMiLCJwb3ciOiJ2MiJ9.l_149Frby_SqUAoX92Ol5MKn1NibBsCrtaKm4ZWv4Vk» data-advtracking-product-id=»1005582151″ data-tg-chain=»{"view_type": "preview"}»>KOCH CHEMIE Nano Crystal polish. Консервуюча пінна полірування ЛКП PH-3,7
241030
eyJwcm9kdWN0SWQiOjEwMDU1ODIxNTEsImNhdGVnb3J5SWQiOjM0MTIwMSwiY29tcGFueUlkIjoyNDIwNzY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY4ODIwMTI4NC44NTgzODE3LCJwYWdlSWQiOiJkMTNjMGU0Yy1iNmNlLTRhY2MtODUzZC0xNGFmY2QyMTZjNjMiLCJwb3ciOiJ2MiJ9.l_149Frby_SqUAoX92Ol5MKn1NibBsCrtaKm4ZWv4Vk» data-advtracking-product-id=»1005582151″ data-tg-chain=»{"view_type": "preview"}»>KOCH CHEMIE Nano Crystal polish. Консервуюча пінна полірування ЛКП PH-3,7
241030 eyJwcm9kdWN0SWQiOjE2OTg2MTE2MjcsImNhdGVnb3J5SWQiOjM0MTIwMSwiY29tcGFueUlkIjoyNDIwNzY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY4ODIwMTI4NC44NjAwMDQsInBhZ2VJZCI6Ijk2M2FjODJkLTcxZmQtNDI0My05ZDc1LTgwMmQwZjU0ZWVjNSIsInBvdyI6InYyIn0.WlrM7xdyd0BQjsqfVzF2vvsILbC3mDdlj9gFTsozESQ» data-advtracking-product-id=»1698611627″ data-tg-chain=»{"view_type": "preview"}»>Активна піна для мийок самообслуговування M-817
M-817
eyJwcm9kdWN0SWQiOjE2OTg2MTE2MjcsImNhdGVnb3J5SWQiOjM0MTIwMSwiY29tcGFueUlkIjoyNDIwNzY2LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY4ODIwMTI4NC44NjAwMDQsInBhZ2VJZCI6Ijk2M2FjODJkLTcxZmQtNDI0My05ZDc1LTgwMmQwZjU0ZWVjNSIsInBvdyI6InYyIn0.WlrM7xdyd0BQjsqfVzF2vvsILbC3mDdlj9gFTsozESQ» data-advtracking-product-id=»1698611627″ data-tg-chain=»{"view_type": "preview"}»>Активна піна для мийок самообслуговування M-817
M-817 Чаще всего ответом на этот вопрос является некачественная мойка. Проблема в том, что мойщики очень часто применяют некачественные материалы для снятия загрязнений с автомобиля. Их основная цель — выполнить работу максимально быстро и принять следующего клиента. Именно поэтому скорость стала первым фактором, а вот качество обработки кузова автомобиля оказалось далеко не столь важным критерием. В погоне за прибылью мойщики стали использовать вредоносные химические средства, которые вместе с загрязнениями растворяют верхние защитные слои ЛКП. После 20-30 моек такими средствами машина начинает терять защиту от контакта с насекомыми, камушками на трассе. Это становится причиной появления сколов, которые мощным потоком воды на мойке превращаются в настоящие проблемы с кузовом.
Чаще всего ответом на этот вопрос является некачественная мойка. Проблема в том, что мойщики очень часто применяют некачественные материалы для снятия загрязнений с автомобиля. Их основная цель — выполнить работу максимально быстро и принять следующего клиента. Именно поэтому скорость стала первым фактором, а вот качество обработки кузова автомобиля оказалось далеко не столь важным критерием. В погоне за прибылью мойщики стали использовать вредоносные химические средства, которые вместе с загрязнениями растворяют верхние защитные слои ЛКП. После 20-30 моек такими средствами машина начинает терять защиту от контакта с насекомыми, камушками на трассе. Это становится причиной появления сколов, которые мощным потоком воды на мойке превращаются в настоящие проблемы с кузовом. Поэтому следует осторожно выбирать место для ухода за кузовом вашего автомобиля. В частности, будьте внимательны с выбором химии, которую используют на станции для выполнения процедур. Существуют десятки брендов химических средств, которые беспокоятся о прибыли компаний, а не о сохранности ЛКП автомобилей. Сегодня мы поговорим о средствах, методах, а также хитростях на автомойках в России, которые могут привести к реальным проблемам и стать причиной визита в покрасочную мастерскую. Вы поймете, насколько важно выбрать хорошую компанию для выполнения регулярного ухода за кузовом вашего авто и прочих эстетических процедур.
Поэтому следует осторожно выбирать место для ухода за кузовом вашего автомобиля. В частности, будьте внимательны с выбором химии, которую используют на станции для выполнения процедур. Существуют десятки брендов химических средств, которые беспокоятся о прибыли компаний, а не о сохранности ЛКП автомобилей. Сегодня мы поговорим о средствах, методах, а также хитростях на автомойках в России, которые могут привести к реальным проблемам и стать причиной визита в покрасочную мастерскую. Вы поймете, насколько важно выбрать хорошую компанию для выполнения регулярного ухода за кузовом вашего авто и прочих эстетических процедур. Можете быть уверены, в этом случае они используют непрофессиональные средства или подделки, чтобы сэкономить на расходах. Вот несколько достойных вариантов химии:
Можете быть уверены, в этом случае они используют непрофессиональные средства или подделки, чтобы сэкономить на расходах. Вот несколько достойных вариантов химии:
 Поэтому важно проследить, какую именно продукцию применяют на вашей любимой автомойке. Ограничьте использование таких популярных средств:
Поэтому важно проследить, какую именно продукцию применяют на вашей любимой автомойке. Ограничьте использование таких популярных средств:
 Уже через полчаса после такой демонстрации загоняют автомобиль клиента и дают его мыть. Проблема в том, что такой мойщик допускает несколько серьезных ошибок, среди которых такие ляпы:
Уже через полчаса после такой демонстрации загоняют автомобиль клиента и дают его мыть. Проблема в том, что такой мойщик допускает несколько серьезных ошибок, среди которых такие ляпы:

 Именно по этой причине вопрос применения качественных и правильно подобранных химических средств так важен для оптимального ухода за кузовом вашего автомобиля. В случае использования плохой химии вы получите некачественные результаты, кузов останется грязным, а вот лак и краска почувствуют неприятности. Также опасным является использование услуг дешевых автомоек, которые нанимают на работу неподготовленных людей.
Именно по этой причине вопрос применения качественных и правильно подобранных химических средств так важен для оптимального ухода за кузовом вашего автомобиля. В случае использования плохой химии вы получите некачественные результаты, кузов останется грязным, а вот лак и краска почувствуют неприятности. Также опасным является использование услуг дешевых автомоек, которые нанимают на работу неподготовленных людей. А вы когда-нибудь сталкивались с проблемами при мойке машин?
А вы когда-нибудь сталкивались с проблемами при мойке машин?

 Конкурентоспособная компенсация, маркетинговая поддержка, охраняемые территории и собственная торговая марка доступны.
Конкурентоспособная компенсация, маркетинговая поддержка, охраняемые территории и собственная торговая марка доступны. Эти грузовики выдерживают много грязи во время своих поездок,
Эти грузовики выдерживают много грязи во время своих поездок,

 У дилеров есть значительное количество транспортных средств, которые необходимо обслуживать, начиная от автомобилей, сдаваемых в счет оплаты нового, и заканчивая их существующими продажными партиями, арендой, ссудой, демонстрационными и другими автомобилями. С помощью автоматической автомойки на месте вы можете быть уверены, что все на вашем участке всегда готово к тест-драйву.
У дилеров есть значительное количество транспортных средств, которые необходимо обслуживать, начиная от автомобилей, сдаваемых в счет оплаты нового, и заканчивая их существующими продажными партиями, арендой, ссудой, демонстрационными и другими автомобилями. С помощью автоматической автомойки на месте вы можете быть уверены, что все на вашем участке всегда готово к тест-драйву. Эти системы опрыскивают транспортные средства кислотным составом, предназначенным для разрыхления грязи с использованием правильного баланса pH. Благодаря правильному химическому составу предварительного замачивания и моющего средства ваша автомойка будет генерировать идеальное количество подъемной силы, чтобы система работала хорошо, не рискуя повредить транспортные средства.
Эти системы опрыскивают транспортные средства кислотным составом, предназначенным для разрыхления грязи с использованием правильного баланса pH. Благодаря правильному химическому составу предварительного замачивания и моющего средства ваша автомойка будет генерировать идеальное количество подъемной силы, чтобы система работала хорошо, не рискуя повредить транспортные средства.
 Суть в том, что современная аэрография не обязательно выполняется при помощи аэрографа. Сейчас применяется несколько способов нанесения, поэтому давайте обсудим самые популярные из них.
Суть в том, что современная аэрография не обязательно выполняется при помощи аэрографа. Сейчас применяется несколько способов нанесения, поэтому давайте обсудим самые популярные из них. И только после всех этапов подготовки и согласования с владельцем авто, мастер распечатывает общую картину и начинает работать с автомобилем.
И только после всех этапов подготовки и согласования с владельцем авто, мастер распечатывает общую картину и начинает работать с автомобилем. Как только краска высыхает, мастер отклеивает трафарет, и работа считается законченной.
Как только краска высыхает, мастер отклеивает трафарет, и работа считается законченной. Во-вторых, как и в ситуации с трафаретом, рисунок не является уникальным. В остальном же, это неплохой способ выделить автомобиль в потоке, тем более, рисунок можно в любой момент снять и наклеить новый.
Во-вторых, как и в ситуации с трафаретом, рисунок не является уникальным. В остальном же, это неплохой способ выделить автомобиль в потоке, тем более, рисунок можно в любой момент снять и наклеить новый.
 Почти каждый водитель стремится сделать свою машину особенной, неповторимой, уникальной. Для этой цели используются и креативные методы окрашивания, и аппликации, и оклеивание виниловыми пленками, и аэрография.
Почти каждый водитель стремится сделать свою машину особенной, неповторимой, уникальной. Для этой цели используются и креативные методы окрашивания, и аппликации, и оклеивание виниловыми пленками, и аэрография. Так появилась сложная аэрография, которая сегодня может считаться отдельным видом искусства.
Так появилась сложная аэрография, которая сегодня может считаться отдельным видом искусства.
 На этом этапе часто используют аксессуары для аэрографии – специальные кисти и даже карандаши;
На этом этапе часто используют аксессуары для аэрографии – специальные кисти и даже карандаши;
 В большинстве случаев рисунки на капоте машины выполнены именно таким способом – в продаже есть пленки с изображениями на любой вкус.
В большинстве случаев рисунки на капоте машины выполнены именно таким способом – в продаже есть пленки с изображениями на любой вкус.
 558 чертежи автомобилей без лицензионных отчислений сток illüstrasyonu ве вектор grafiğini inceleyin veya daha fazla сток görsel ве вектор grafiği keşfetmek için йени бир арама başlatın. Сирала:
558 чертежи автомобилей без лицензионных отчислений сток illüstrasyonu ве вектор grafiğini inceleyin veya daha fazla сток görsel ве вектор grafiği keşfetmek için йени бир арама başlatın. Сирала: .. изим. каракули taşımacılığı. — рисунки автомобилей стоковые иллюстрации
.. изим. каракули taşımacılığı. — рисунки автомобилей стоковые иллюстрации Чертеж Вектор
Чертеж Вектор
 Вы можете следовать этому руководству на Mac слишком. Вы можете перемещаться по интерфейсу Mac, посетив наш Учебный центр для Mac. Установите переключатель на каждом связанном сайте в этом руководстве с iPad на Mac, и вы увидите соответствующий интерфейс для Mac.
Вы можете следовать этому руководству на Mac слишком. Вы можете перемещаться по интерфейсу Mac, посетив наш Учебный центр для Mac. Установите переключатель на каждом связанном сайте в этом руководстве с iPad на Mac, и вы увидите соответствующий интерфейс для Mac. Вы также можете узнать, как установить шестнадцатеричный код цвета в Vectornator.
Вы также можете узнать, как установить шестнадцатеричный код цвета в Vectornator.




 Снова переключитесь на инструмент «Выделение», чтобы увидеть новое объединенное тело, которое было создано.
Снова переключитесь на инструмент «Выделение», чтобы увидеть новое объединенное тело, которое было создано. Нажмите на значок режима дублирования инструмента «Выделение» и продублируйте фигуру.
Нажмите на значок режима дублирования инструмента «Выделение» и продублируйте фигуру.

 Они способны справляться с незначительным бездорожьем, но при постоянной эксплуатации в экстремальных условиях из-за чрезмерной нагрузки возможны поломки и различного рода неисправности.
Они способны справляться с незначительным бездорожьем, но при постоянной эксплуатации в экстремальных условиях из-за чрезмерной нагрузки возможны поломки и различного рода неисправности. Достоинства в виде надежности и высоких внедорожных характеристик также остались на прежнем уровне. Внешние изменения коснулись следующих моментов:
Достоинства в виде надежности и высоких внедорожных характеристик также остались на прежнем уровне. Внешние изменения коснулись следующих моментов: На рынке представлено несколько модификаций, которые отличаются в основном интерьером. Назначение машины и принадлежность к группе внедорожников узнается по характерному внешнему виду. Модель имеет большой дорожный проспект, отличную вместительность и резкие черты конструкции кузова.
На рынке представлено несколько модификаций, которые отличаются в основном интерьером. Назначение машины и принадлежность к группе внедорожников узнается по характерному внешнему виду. Модель имеет большой дорожный проспект, отличную вместительность и резкие черты конструкции кузова. Предложения производителя становятся все более разнообразными, а некоторые из них способны оказать конкуренцию лучшим бюджетным внедорожникам из ТОП-списка.
Предложения производителя становятся все более разнообразными, а некоторые из них способны оказать конкуренцию лучшим бюджетным внедорожникам из ТОП-списка.

 При это трассы «трофи» и экстремальные гонки ему окажутся не по силам.
При это трассы «трофи» и экстремальные гонки ему окажутся не по силам. Американский автопроизводитель работает в России с 2016 года и предлагает линейку внедорожников, сочетающих в себе надежность и роскошь. В этой статье мы подробно рассмотрим модельный ряд автомобилей Jeep в России.
Американский автопроизводитель работает в России с 2016 года и предлагает линейку внедорожников, сочетающих в себе надежность и роскошь. В этой статье мы подробно рассмотрим модельный ряд автомобилей Jeep в России. Этот внедорожник представляет собой идеальное сочетание роскоши и производительности. Внешний вид стильный и элегантный, а салон просторный и удобный. Grand Cherokee оснащен 3,0-литровым дизельным двигателем V6 мощностью 240 л.с. и 570 Нм крутящего момента.
Этот внедорожник представляет собой идеальное сочетание роскоши и производительности. Внешний вид стильный и элегантный, а салон просторный и удобный. Grand Cherokee оснащен 3,0-литровым дизельным двигателем V6 мощностью 240 л.с. и 570 Нм крутящего момента.
 У каждого автомобиля Jeep Brand есть уникальная история, богатое наследие, восходящее к оригинальному Willys MB. Наша история — ваша история. Владельцы автомобилей Jeep давно знают, что Go Anywhere. Делать что-нибудь. ® — это образ жизни, а не просто рекламный слоган. Изучите нашу легендарную линейку, а затем создайте свою собственную неподвластную времени историю в автомобиле Jeep Brand 4×4.
У каждого автомобиля Jeep Brand есть уникальная история, богатое наследие, восходящее к оригинальному Willys MB. Наша история — ваша история. Владельцы автомобилей Jeep давно знают, что Go Anywhere. Делать что-нибудь. ® — это образ жизни, а не просто рекламный слоган. Изучите нашу легендарную линейку, а затем создайте свою собственную неподвластную времени историю в автомобиле Jeep Brand 4×4.  Willys MB, дух которого выкован в огне сражений и отточен в пылу сражений, проложил себе путь в сердца воинов, сражающихся за свободу. Между солдатом и его «джипом» 4×4 часто складывались ожесточенные эмоциональные связи. Верный MB заслужил место в сердце каждого солдата, в каждой области боя, в каждой мыслимой роли.
Willys MB, дух которого выкован в огне сражений и отточен в пылу сражений, проложил себе путь в сердца воинов, сражающихся за свободу. Между солдатом и его «джипом» 4×4 часто складывались ожесточенные эмоциональные связи. Верный MB заслужил место в сердце каждого солдата, в каждой области боя, в каждой мыслимой роли. Универсальный MB был удивительно универсален. Для боя они могли быть оснащены пулеметами калибра .30 или .50. Они также были широко модифицированы для дальнего патрулирования пустыни, уборки снега, прокладки телефонного кабеля, лесопильных работ, в качестве пожарных насосов, полевых машин скорой помощи, тракторов и, с подходящими колесами, даже могли передвигаться по железнодорожным путям.
Универсальный MB был удивительно универсален. Для боя они могли быть оснащены пулеметами калибра .30 или .50. Они также были широко модифицированы для дальнего патрулирования пустыни, уборки снега, прокладки телефонного кабеля, лесопильных работ, в качестве пожарных насосов, полевых машин скорой помощи, тракторов и, с подходящими колесами, даже могли передвигаться по железнодорожным путям.

 9 м, 7 pin)
9 м, 7 pin) (вилка + розетка) метал.
(вилка + розетка) метал.




 Оформить заказ как гость
Оформить заказ как гость


 (Бойдтон, Вирджиния)
(Бойдтон, Вирджиния)