
Электроды для Сварки порогов Автомобиля
Здесь все самое полезное и нужное, что бы подобрать электроды для порогов авто. Все кто сталкивался знают что толщина металла варьируется от 0,7 до 1,5 мм в зависимости от марки автомобиля. Сама сталь для производства кузова малоуглеродистая, хорошо поддается штамповке. Вот от этого и будем отталкиваться.
Что нужно знать о качестве сварных швов. На них большая нагрузка которая идет от кузова машины во время езды. Не секрет что сплошным не варят а лишь прихватывают с шагом определенным. В различных местах по разному. Вот это само прихваченное место должно быть пластично на излом и не хрупким. Даже в сильные морозы. По этому что касается самого процесса сварки тут надо уделить внимание на толщину свариваемых деталей. Конечно сварку авто производят полуавтоматом или полностью автоматом, но так как у нас возникла необходимость сварки электродами будем находить выход. Подбирайте ток к электроду на экспериментальных кусках той же толщины которую будете варить. Иначе рискуете наделать дырок. Возможно нам подойдет электроды марки ОК.
Иначе рискуете наделать дырок. Возможно нам подойдет электроды марки ОК.
К примеру разберем марку OK 48.00 фирмы ESAB.
Как видим холостой ход не велик всего от 24 вольт. А сила тока и вовсе от 30 ампер. Род тока как переменный так и постоянный, но нам нужно делать с обратной полярностью. Это дает преимущество для хорошего горения электрода, а сам свариваемый металл меньше подвергнут нагреву. Зачатую от перегрева деталь деформируется, что влечет за собой напряжение на узел сварки. Обратим внимание на показатели этой марки, ударная вязкость при минусе 40 градусов дает результат 70 Дж/см2. Еще один плюс дает низкое содержание водорода в металле шва, именно поэтому поддается ковке. Маленький недостаток можно отнести короткую дугу. Выдерживать расстояние довольно сложно.
Если же брать марку ОК 46.00 ESAB то максимум минус 20градусов эксплуатации. В отличие от старшего брата ОК 48.00 ESAB вероятность что швы лопнут. Так как ударная вязкость при допустимой низкой температуре равна 34 Дж/см2 и относительное удлинение 28%. А что будет если еще холоднее. Лично я не рисковал. Что можно выбрать из плюсов, это зажигаются легко. Контролировать легче, если в этом деле новечок.
А что будет если еще холоднее. Лично я не рисковал. Что можно выбрать из плюсов, это зажигаются легко. Контролировать легче, если в этом деле новечок.
А если брать самое доступное у нас в России то электроды МР-3А. Для углеродистых сталей до 0,25%. Просто покрытие электрода способствует выведению углерода газа из сварочной ванны и не перенасыщает им. Горят хорошо без затуханий. Но варить нужно осторожно, даже если они с обратной полярностью. Очень быстро проплавляет металл. Что же касается ударной вязкости то при нуле 80Дж/см2. Ну а при минусе 20 ни меньше 34Дж/см2 ГОСТ9467-75.
На этих примерах я постарался вам объяснить какие факторы влияют при выборе электродов. Как мы видим на этих примерах чем выше требования тем качество шва выше на порядок и выборе чем варить решать вам. Ели кто мало имеет представление с чего начать просмотрите видео о сварке.
Какими электродами лучше варить кузов автомобиля
Не кидайтесь помидорами. Кузовная сварка электродом.
Есть у меня простенький сварочный выпрямитель на 125А. Потихоньку учусь варить. Изысков мне не требуется — редкая мелкая сварка чего-либо.
Вопрос вот в чем.
Машина у меня не новая, содрал штатную шумку, под ней ржавчина. В районе 5-й двери элементы кузова кое-где проржавели до небольших дыр. Могу я своим выпрямителем приварить заплатку?
Или вот еще, на внутренней части арки крыла есть пара рваных дыр. Их тоже хочется закрыть заплаткой.
Каким электродом такое варить, 2-й?
кароч не читал, что ниже писали. скажу по своему опыту. дугой в принципе кузовню варить можно. Наверное зависит от многих переменных (навык, толщина металла, ток, тип электродов, напруга в сети, погода, расположение планет и звёзд на небе и т.д. и т.п.). У меня получилось переменником нордика 2-кой электродом на крыле от волги газ 2410 — глуминлся над старым крылом, пробовал ставить точки — да! это реально вполне. Пробовал внахлёст, встык — можно. другой вопрос и что и дыру прожечь легче, а вот заварить её потом сложней (думаю ваще нереально :)) — это не п/а, которым любую дырку можно потом замазюкать. Тем паче, если кузовня не героической толщины, типа как волга 86-го еще года выпуска. Кстати железка там — пепец. Штангеля под рукой не было, но броночное, зубильное и бемевешное железо по сравнению с ним — просто фольга.
Пробовал внахлёст, встык — можно. другой вопрос и что и дыру прожечь легче, а вот заварить её потом сложней (думаю ваще нереально :)) — это не п/а, которым любую дырку можно потом замазюкать. Тем паче, если кузовня не героической толщины, типа как волга 86-го еще года выпуска. Кстати железка там — пепец. Штангеля под рукой не было, но броночное, зубильное и бемевешное железо по сравнению с ним — просто фольга.
Резюмируя — я бы не рекомендовал делать ставку на сей способ ремонта кузовни. Оно того не стоит. Есть масса альтернатив. На вскидку:
— если машина максимум на год-два — закидать волосянкой и забыть;
— если хочется сделать правильно — сдать спецам;
— если хочется поконопатиться самому для души — купи п/а с кислотой и конопаться скока влезет;
— если полная безысходка по баблу, времени, желанию и проч — забить ваще и ездить как есть.
Из перечисленного решился бы на сварку дугой тока в последнем варианте :)))
Если нет доступа к полуавтомату, надежней будет латки на заклепки посадить, обмазав предварительно швы шовным герметиком. И краску не попалишь, и соединение будет герметичным.
И краску не попалишь, и соединение будет герметичным.
Электродами стремительно гниющее и непрочное гафно получится, тем более без опыта.
ну насчет стремительности тоже неоднозначно коричневую таврию мою помнишь ведь? она года 3 или 4
проездили с мордой, ПОЛНОСТЬЮ сваренной электродником
на даче. Замазал все сразу битумной мастикой и «работало».
Не разбей я машну, может до сих пор бы бегала.
но если не замазать — то год максимум.
Ходьба на ходулях требует сноровки и навыка. >но возможно и лектродом если припрет и нет особых уж претензий и амбиций
Но не отличается изяществом. 🙂
Конкретно я пробовал (лично) Электродом 2 мм + бытовым сварочным трансформатором
со ступенчатой регулировкой тока + обычная маска
были заменены пороги автомобиля ЗАЗ 968 М.
Делалось так не от хорошей жизни, разумеется.
Результат жизнеспособный.
Зайцев было поймано очень много 🙁
Я не призываю повторять это, но утверждаю, что это возможно.
Ты издеваешь? Конфу не читаешь? > Есть у меня простенький сварочный выпрямитель на 125А.
всегда 125? без регулировки? тогда не сможешь.
Потихоньку учусь варить. Изысков мне не требуется — редкая мелкая сварка чего-либо.
И что? Это означает что можно нарушать технологии и применять
черти-что?
«У меня заноса загноилась. Я не хирург, постоянно мне оперировать
не надо. Могу я применить топор?»
> Вопрос вот в чем.
В вашей жадности, сударь. Исключительно в ней. Ведь 100 раз
написано про ПА сварку, нет же, как назло — а могу я 2-кой
приварить?
Мы здесь от нечего делать собрались чтобы про ПА поговорить, ога.
Просто так. Ведь на самом деле все варится 2-кой. А мы эстеты.
> Машина у меня не новая, содрал штатную шумку, под ней ржавчина. В районе 5-й двери элементы кузова кое-где проржавели до небольших дыр. Могу я своим выпрямителем приварить заплатку?
> Или вот еще, на внутренней части арки крыла есть пара рваных дыр. Их тоже хочется закрыть заплаткой.
Их тоже хочется закрыть заплаткой.
>
> Каким электродом такое варить, 2-й?
Вот скажи честно — под%%ать нас тут решил?
Эта тема сварки кузовщины «двойкой» уже настолько
пережевана что просто нет сил.
Я думаю все-равно ведь отважишься варить.
Вари 3-кой и подкладывай металл типа гвоздя в место сварки.
[color=blue]ЗЫ
Ждем вопросов о выборе ПА и как выправить испорченный кривой кузов 🙂
ЗЗЫ
Почитай архивы. Узнаешь что после электродной сварки кузовщина
гниет просто моментально.[/color]
Ты издеваешь? — Нет. Конфу не читаешь? — Крайне ред > > Есть у меня простенький сварочный выпрямитель на 125А.
>
> всегда 125? без регулировки? тогда не сможешь.
Есть выбор — 40, 60, 80,125.
> Потихоньку учусь варить. Изысков мне не требуется — редкая мелкая сварка чего-либо.
>
> И что? Это означает что можно нарушать технологии и применять
> черти-что?
Просто хочу сказать, что полный чайник в этом деле. Только и всего.
Только и всего.
> > Машина у меня не новая, содрал штатную шумку, под ней ржавчина. В районе 5-й двери элементы кузова кое-где проржавели до небольших дыр. Могу я своим выпрямителем приварить заплатку?
>
> НЕТ
> Эта тема сварки кузовщины «двойкой» уже настолько
> пережевана что просто нет сил.
К сожалению, в ФАКе об этом не написано.
> Я думаю все-равно ведь отважишься варить.
> Вари 3-кой и подкладывай металл типа гвоздя в место сварки.
Это подколка или серьезно?
> ЗЫ
> Ждем вопросов о выборе ПА и как выправить испорченный кривой кузов 🙂
Полуавтомат мне совершенно без надобности. Я другим деньги зарабатываю. И очень сомневаюсь, что 2 см2 заплатка поведет кузов.
> ЗЗЫ
> Почитай архивы. Узнаешь что после электродной сварки кузовщина
> гниет просто моментально.
А откуда столько нервов? Проще надо быть. Нервные клетки не восстанавливаются.
Ну раз не подколкка > Есть выбор — 40, 60, 80,125.
> Просто хочу сказать, что полный чайник в этом деле. Только и всего.
не получится. опыт нужен. с большим опытом есть ШАНС сварить
электродом. а при наличии ПА есть ГАРАНТИРОВАННАЯ ВОЗМОЖНОСТЬ
сварить твой кузов. Разницу чуешь? ПА и ребенок заварит,
а электродом тока профи, с «набитой» рукой.
> Это подколка или серьезно?
Лично так варил до покупки ПА. Но у меня была плавная регулировка
тока и варить я умею давно. В итоге результат где-то между
«плохо» и «средне-плохо». Я купил ПА и понял что был неправ 🙂
> Полуавтомат мне совершенно без надобности. Я другим деньги зарабатываю. И очень сомневаюсь, что 2 см2 заплатка поведет кузов.
Что значит без надобности? Ты эту надобность описал в начальном посте.
>
> А откуда столько нервов? Проще надо быть. Нервные клетки не восстанавливаются.
Я спокоен, просто подумал что ты приколоццо так решил в пятницу.
Назло нам всем.
Re: Ну раз не подколкка > > Полуавтомат мне совершенно без надобности. Я другим деньги зарабатываю. И очень сомневаюсь, что 2 см2 заплатка поведет кузов.
Я другим деньги зарабатываю. И очень сомневаюсь, что 2 см2 заплатка поведет кузов.
>
> Что значит без надобности? Ты эту надобность описал в начальном посте.
Это очень слабая надобность. Если самому не удастся, сьезжу к рукастому сварщику с этими заплатками. Не тот вопрос.
Но это сирано прочнее, чем шлаком и окалиной залепить. 🙂
> сов даже и не паряться на эту тему. причем скажу больше — часть людей что себя позиционируют на автору как великие мастера реставрации автохлама вааааще на эту тему не заморачиваются.
ЫЫ! 🙂 Верю.
> хотя если стоит задача поверх ржи просто кривой кусок железа бросить и точками присрать и мастикой густо обмазать — то вот именно в этом процессе мастреров докуя будет 🙂
Угу. Угу. 🙁
жму руку. взрослое решение дети через 2-3 недели вешают пост в стиле
а я вот попробовал и у меня все получилось.
через год они, правда, ищут советов в кузовной конфе 🙂
Профессиональная сварка кузова вашего автомобиля — виды и преимущества
Корпус авто является важной частью транспортного средства, как и прочие узлы или детали. Корпус находится в зоне риска, являясь буфером при соприкосновении с внешней средой — неизбежное механическое воздействие окружающих предметов, других транспортных средств и объектов при дорожно-транспортных происшествиях гарантированно приводит к поломкам и нарушению формы элементов деталей и потере внешнего привлекательного вида. Не стоит забывать и об агрессивном воздействии окружающей среды — влага, грязь и соль становятся причиной появления пятен коррозии и трещин. Во всех перечисленных случаях требуется кузовной ремонт автомобиля.
Корпус находится в зоне риска, являясь буфером при соприкосновении с внешней средой — неизбежное механическое воздействие окружающих предметов, других транспортных средств и объектов при дорожно-транспортных происшествиях гарантированно приводит к поломкам и нарушению формы элементов деталей и потере внешнего привлекательного вида. Не стоит забывать и об агрессивном воздействии окружающей среды — влага, грязь и соль становятся причиной появления пятен коррозии и трещин. Во всех перечисленных случаях требуется кузовной ремонт автомобиля.
Требования к проведению сварки кузова автомобиля
Сварка кузова авто — трудоемкий процесс, будь то дуговая, точечная или другой вид сварки. Она в любом случае требует наличия качественного сварочного аппарата для кузовных автомобильных работ и высокой квалификации сварщика — только это сочетание гарантирует удовлетворительный результат. Отсутствие должного опыта и хорошего сварочного аппарата не позволяет добиться точного и тонкого шва. Сварочные кузовные работы следует проводить в специально оборудованном помещении, где имеется точка подключения к сети с соответствующими параметрами частоты, напряжения и силы тока, источник газа и т. п. Сварка кузова автомобиля своими руками возможна только в несложных случаях и для ремонта кузова в тех местах, где эстетичность шва не так уж и важна.
п. Сварка кузова автомобиля своими руками возможна только в несложных случаях и для ремонта кузова в тех местах, где эстетичность шва не так уж и важна.
Профессиональный подход к обработке кузова в оборудованном СТО позволяет получить сварочный шов с нужными критериями:
- вид шва выбирается в зависимости локализации повреждения;.
- учитывая характеристику металла выбирается тип сварки;
- метод сварочного ремонта — газовый, ручной дуговой, полуавтоматический, лазерный -выбирается в каждом случае индивидуально.
Действительно, универсального варианта не существует, элементы автомобиля после ремонта подвергаются разному по силе воздействию, да и выполнены из разных материалов. Точечная сварка применяется в подавляющем большинстве случаев для ремонта крыльев, порогов, тогда как соединение внахлест будет оптимальным для элементов под высокой нагрузкой. Если необходимо частично заменить какую-либо деталь, то разумно применить соединение встык, к примеру, при латании дыр на днище авто.
Своевременная диагностика авто позволяет выявлять повреждения на ранней стадии, что дает возможность решить задачу без серьезных финансовых затрат.
Какой сваркой варить кузов?
Как указано выше, выбором, какая сварка и какие материалы подойдут для сварки кузова автомобиля, должны заниматься профессионалы, как и тем, какой аппарат выбрать для реализации процесса. Корпус автомобиля изготовлен из низколегированных сталей с небольшим содержанием титана или углеродистых сталей с содержанием углерода в пределах 0,08 – 0,14 %, и такая сталь толщиной в среднем порядка 0,8 мм отлично штампуется, устойчива при сильном растяжении. Что касается видов сварочного ремонта, то специалист выбирает из следующего ассортимента:
- ручная дуговая сварка с помощью многопостового сварочного выпрямителя типа «ВДМ 1202» или его аналога с электродами диаметром 1,6мм марки УОНИ 13/45, положение шва – нижнее;
- газовая сварка корпуса авто выполняется газовой горелкой с ацетилено-кислородным пламенем и присадочной проволокой диаметром 0.
 8 мм марки Св-08Г2С;
8 мм марки Св-08Г2С; - сварка кузова полуавтоматом авто также весьма востребована – она потребует баллон с углекислым газом и проволоку диаметром 0.8 мм марки Св-08Г2С. Впрочем, можно сваривать полуавтоматом и без газа, использую порошковую проволоку или проволоку с флюсом.
 8 мм марки Св-08Г2С;
8 мм марки Св-08Г2С;Можно ли варить кузов автомобиля сварочным инвертором?
Инверторный сварочный аппарат для кузовных работ с высокочастотным электротоком используется для сварки бампера, дополнительных рам, задних и передних лебедок, бычьих планок и даже противотуманных фар, если заказчику захотелось разместить их на крыше транспорта. Базовое преимущество сварки кузова автомобиля инвертором составляет высокая скорость — работы будут завершены в кратчайшие сроки. Инвертор в процессе создания сварных швов на транспортном средстве активно использовался еще с советских времен, правда, только на местах корпуса, не предъявляющих претензий к эстетичному виду. Получающиеся швы надежные и прочные, но только на металле толщиной свыше 3 мм. Для получения качественного шва инвертором важно проводить процедуру в чистом помещении — попадание влаги и пыли в корпус неизбежно скажется на качестве шва.
Для получения качественного шва инвертором важно проводить процедуру в чистом помещении — попадание влаги и пыли в корпус неизбежно скажется на качестве шва.
Сварка кузова полуавтоматом
Какой аппарат выбрать для ремонта днища? Сварочный полуавтомат для кузовных работ оптимален для выполнения заплаток на пораженных ржавчиной областях корпуса. Сварка кузова полуавтоматом выполняется с помощью специальной проволоки и заслуженно получила звание наиболее универсального средства кузовного ремонта на сегодня. Данный способ позволяет соединять листы металла толщиной 0,8-6 мм. Что касается видов работ, выполняемых с помощью полуавтомата, важно отметить следующее:
- надежные соединения на лонжеронах;
- заплатки на месте корродирующего металла;
- восстановление сварочным аппаратом формы на месте обычных вмятин.
Помимо соединения деталей в ходе сваривания частей место контакта избавляется от кислорода, а корпус авто постепенно плавится, но поскольку сварка полуавтоматом кузова авто проходит под контролем оператора, то железо не сгорает.
Какой сварочный аппарат лучше выбрать для создания соединений на любых типах металла? Конечно же, это сварочный полуавтомат. Действительно, если для сварочного процесса применять не стандартный углекислый газ, а аргон, то возможно сваривать и цветные металлы вроде алюминия и нержавейки.
Особенности сварки кузова автомобиля электродом
Ручная дуговая сварка
позволяет сварить тонкослойный металл, но для получения аккуратного шва требуется не только сварочный аппарат для кузовных работ, но и опыт. При отсутствии опыта самостоятельно со сварочным аппаратом можно только залатать проржавевшие насквозь участки коррозии на днище — для выполнения таких операций можно брать любые материалы, главное, чтобы они удовлетворяли требованиям к толщине и надежности. Остальное стоит доверить профессионалам. Данный вариант соединения металлических деталей является самым старым и надежным и при этом наиболее универсальным. Более того, такой вариант можно использовать для любого пространственного расположения сварного шва даже в местах с ограниченным доступом. А широкий выбор выпускаемых марок электродов дает возможность сваривать самые различные стали — как углеродистые обычного качества, так и качественные стали с различным содержанием легирующих элементов. В этом случае качество шва напрямую зависит от квалификации сварщика, и в целом производительность по сравнению с другими сварочными технологиями ниже, но актуальность ручного сварочного аппарата с электродами не снижается благодаря простоте и транспортабельности такого оборудования.
А широкий выбор выпускаемых марок электродов дает возможность сваривать самые различные стали — как углеродистые обычного качества, так и качественные стали с различным содержанием легирующих элементов. В этом случае качество шва напрямую зависит от квалификации сварщика, и в целом производительность по сравнению с другими сварочными технологиями ниже, но актуальность ручного сварочного аппарата с электродами не снижается благодаря простоте и транспортабельности такого оборудования.По понятным причинам сварка кузова автомобиля своими руками дешевле, но не качественнее, тем более, если полуавтомат сварочный для кузовных работ оставляет желать лучшего. Решив выбрать аппарат для ремонта кузова, квалифицированный специалист учтет химсостав, толщину металла, место расположения свариваемых деталей, так что состояние порогов после сварки будет радовать автовладельца не один год. Действительно, если иметь в наличии высокопроизводительный сварочный аппарат для кузовных работ и грамотных специалистов в оборудованном помещении, то для ремонта кузова не потребуется много времени. Так что не стоит экономить на своем автомобиле и собственной безопасности — доверьте свое транспортное средство профессионалам, у которых есть все необходимое для кузовных автомобильных работ.
Так что не стоит экономить на своем автомобиле и собственной безопасности — доверьте свое транспортное средство профессионалам, у которых есть все необходимое для кузовных автомобильных работ.
Как варить кузов автомобиля электродом
Ни для кого не секрет, что кузов является важнейшим элементом любого автомобиля, который требует особого внимания и ухода, диагностики и ремонта. Сварка – одна из составляющих. Нередко автолюбители могут произвести сварку своими руками. Но перед тем, как варить машину электродами, необходимо обзавестись специальным оборудованием.
КАК ПРАВИЛЬНО ВАРИТЬ МАШИНУ ЭЛЕКТРОДАМИ
Ни для кого не секрет, что кузов является важнейшим элементом любого автомобиля, который требует особого внимания и ухода, диагностики и ремонта. Сварка – одна из составляющих. Нередко автолюбители могут произвести сварку своими руками. Но перед тем, как варить машину электродами, необходимо обзавестись специальным оборудованием.
В большинстве случаев автомашина начинает гнить с нижней части кузова. Но машины эксплуатируются при разных условиях, а проблемы возникают практически одинаковые. Наиболее часто поражения происходят в тех местах, которые больше всего соприкасаются с влажной средой:
- крылья и пороги;
- передние части автомобиля;
- багажник.
Пороги и внутренняя поверхность крыльев портятся в первую очередь, так как при езде в дождливую погоду и снег именно в этих местах откладывается грязь и влага. Что касается передней части, то она начинает загнивать именно под полами. А вот в багажнике влага копится в месте для запасного колеса, так как немногие стараются вытирать его после замены запаски.
Тут возникает вопрос, что делать в случае, когда автомашина требует ремонта кузова. Просто необходимо заварить вышедшие из строя места.
КАК ЛУЧШЕ ЗАВАРИТЬ: РЕКОМЕНДАЦИИ
Чаще всего сварку производят электродами, так как этот вид сварки считается наиболее быстрым и упрощенным. Но использовать такой метод для сварки кузова не рекомендуется, потому что шов будет грубым и автомобиль приобретет неэстетический вид.
Но использовать такой метод для сварки кузова не рекомендуется, потому что шов будет грубым и автомобиль приобретет неэстетический вид.
Аппарат для сварки электродами очень большой, что создаст некоторые неудобства при работе в труднодоступных участках. К тому же подобная работа должна соответствовать правилам техники безопасности. В связи с этим сварку электродами можно применять в некоторых случаях, к примеру, если требуется заварить поврежденную раму.
Сегодня, производя сварные работы, в основном используют инвертор или полуавтоматное устройство.
Каждый из этих вариантов обладает своими преимуществами и недостатками. Применяя подобную сварку, необходимо обладать особым умением и навыком, учитывать меры предосторожности.
Самым важным моментом является необходимость оборудования рабочего места. В случае когда сварочные работы производятся в гаражном помещении, ответственным моментом считается правильная организация пространства, а также заранее нужно приобрести все требуемые инструменты. Немаловажным является и освещение. Производя работы в одиночку, можно столкнуться с некоторыми неудобствами, поэтому сварщику неплохо иметь помощника.
Немаловажным является и освещение. Производя работы в одиночку, можно столкнуться с некоторыми неудобствами, поэтому сварщику неплохо иметь помощника.
КАК ПРОИЗВЕСТИ САМОСТОЯТЕЛЬНО СВАРКУ КУЗОВА МАШИНЫ
Самостоятельная сварка кузова машины – дело непростое и требует определенных навыков при работе со сварочными устройствами, необходимо уметь определить то место, которое нужно залатать. При этом требуется с особой внимательностью исследовать кузов и произвести анализ металла в том месте, где произошла коррозия. После проведения осмотра можно определить тип ремонта и разделить его на локальный и полный.
Под полным ремонтом подразумевается наибольшая часть кузова машины, а под локальным – устранение мелкой коррозии в отдельном месте. В случае когда автовладелец уже не раз производил сварочные работы, ему будет несложно произвести ремонт. А если сварщик начинающий, то приступать рекомендуется с локального места.
Если гниение началось в месте, не заметном для глаза, к примеру, на днище, то для устранения прорехи можно применить в качестве заплатки любой металл, но с учетом качества и толщины. В случае когда коррозия произошла на видном месте, рекомендуется применять тот же металл, который использовался при изготовлении кузова. И важно постараться, чтобы шов был практически невидимым.
В случае когда коррозия произошла на видном месте, рекомендуется применять тот же металл, который использовался при изготовлении кузова. И важно постараться, чтобы шов был практически невидимым.
Если коррозия поразила маленький участок, то можно избежать сварных работ.
В этом случае можно использовать специальную смесь, в состав которой входит стеклоткань и эпоксидная смола. Этим составом можно добиться того же эффекта, что и при сварке, а вид подобной заплатки будет намного эстетичнее.
Для лучшей надежности сварные стыки в местах трещин рекомендуется проклеить.
СРЕДСТВА ЗАЩИТЫ ДЛЯ ПРОВЕДЕНИЯ СВАРНЫХ РАБОТ
Приобретая сварочные устройства, необходимо позаботиться и о средствах безопасности. В первую очередь важно приобрести специальную маску, которая позволит спокойно смотреть на дугу при работе и производить контроль свариваемых швов, защитив лицо и глаза от ультрафиолета. Немаловажную роль играет и защитная одежда, которая состоит из костюма и крагов для защиты рук.
Правила инверторной сварки кузова автомобиля
Сварочные работы проводятся для восстановления повреждений или устранения коррозии. Применяются несколько способов выполнения этой задачи. В данном списке особое место занимает сварка поврежденного кузова автомобиля инвертором. Этот метод обеспечивает качественное соединение деталей, и позволяет добраться к труднодоступным зонам. Но у инверторных сварочных аппаратов есть и отрицательные стороны, поэтому такие приборы рекомендуется использовать в отдельных случаях.
Основные характеристики оборудования
Инвертор – сварочный прибор, характеризующийся высокой производительностью. При устранении повреждений и креплении деталей сварка автомобиля проводится электродами. Недостаток такого способа – наличие видимых швов. Частота преобразования тока аппарата варьируется в промежутке от 30 до 40 кГц. Несмотря на мощность, агрегат отличается компактными размерами и весом.
При работе с инвертором отмечается ряд преимуществ:
- аппарат быстро нагревает металл;
- производительность оборудования не зависит от стабильности напряжения электросети;
- прибор экономичен на 20% в плане потребления электричества;
- низкий показатель расплавленного металла в процессе сварки;
- простота использования.

Варить машину инвертором могут как работники автосервиса, так и люди без профессионального опыта. Обучение эксплуатации устройства занимает неделю. Недостаток оборудования – высокая стоимость.
Особенности инверторной сварки
Для использования инвертора потребуется подключение через стандартную розетку к электросети 220 Вольт. Ремонт кузова автомобиля проводится при наличии металлических элементов с очищенной поверхностью. Качество шва зависит от марки и диаметра электрода. В бытовых целях подходящий вариант – сварка электродом с диаметром от 2 до 5 миллиметров. Этого достаточно, чтобы обеспечить создание надежных заплаток.
Основным преимуществом устройства является возможность сварки габаритных деталей. Прибор создает шов на металле толщиной до 3 миллиметров. На поверхности инвертора производитель разместил специальную таблицу. На ней указаны допустимые значения силы тока. Это значение выставляется самостоятельно на основе того, какие размеры имеет электрод и свариваемая деталь.
Инвертор обеспечивает швы высокого качества, и применяется в основном для сварки кузова. Этот прибор также используется для создания сварных швов в местах соединения:
Поскольку швы не отличаются эстетичностью, инверторным оборудованием рекомендуется варить в зонах, не влияющих на внешний вид транспортного средства. Дополнительно прибор позволяет укрепить соединения на лонжеронах. Создание заплаток в области кузова выполняется при наличии повреждений или коррозии. Аппарат применяется при креплении также противотуманных фар, располагающихся на бампере, и выпрямлении вмятин.
Выбор инвертора
Инверторные аппараты могут похвастаться портативностью. Но качества шва зависит от ряда показателей, один из которых — равномерная подача напряжения. Выбор подходящего аппарата выполняется на основе ряда показателей:
- насколько прибор устойчив к работе с нестабильным напряжением – допустимый коэффициент защиты, указанный на устройства, должен составлять от 20 до 25%;
- допустимая температура при эксплуатации – от –40 градусов по Цельсию до +40 градусов по Цельсию;
- диаметр электрода – зависит от толщины свариваемых деталей (№2 – для тонких элементов, №4 – для компонентов с большой толщиной).

При отсутствии аппарата, соответствующего необходимым характеристикам, добиться надежности крепления сварного шва достаточно сложно.
На некоторых моделях в качестве дополнительных возможностей значатся системы:
На устройстве могут быть указаны и другие функции, якобы позволяющие добиться шва с более высоким качеством, чем при использовании аналогов. На самом деле, дополнительные возможности – рекламный ход от производителя, рассчитанный на неопытных пользователей. Практически все современные и отечественные сварочные инверторы априори оснащены такими функциями.
Подготовительные работы
Для запуска инвертора используется подключение к стандартной электросети. Предварительно необходимо проверить, способна ли электропроводка выдержать нагрузку оборудования с показателем 16А. В случае надобности прибор подключается к аккумулятору транспортного средства.
Инвертор включается пошагово:
- к отрицательной клемме подключается черный зажим;
- к положительной клемме подключается красный зажим;
- проводится присоединение дополнительных элементов к сварочному аппарату;
- прибор запускается в тестовом режиме.

Если в свободном доступе имеется сеть на 24 В, на ней нельзя работать с устройством на 12 В. Одновременно допускается использование только одного аппарата.
Автомобиль очищается от пыли и загрязнений. Если возникает подобная необходимость – снимаются компоненты, усложняющие работу. Показатель влажности в помещении необходимо снизить до минимума.
Пошаговая инструкция сварки кузова
Инверторный сварочный аппарат позволяет соединить детали толщиной от 0,8 миллиметров. Максимальная толщина элементов машины не должна превышать 6 миллиметров. Перед тем, как варить кузов автомобиля, необходимо определить объем работ, и закрыть части кузова, сварка которых проводиться не будет.
Если сварка используется при устранении коррозии своими руками:
- срезается часть металла, поврежденная коррозией, иле же детали удаляются полностью;
- края, по которым проходит срез, грунтуются;
- после обработки при помощи инвертора привариваются отдельные отрезки металла, или целые детали.

Если на поверхность крепятся новые элементы, сваривать инвертором следует при помощи электродного пошагового метода:
- длина швов составляет два сантиметра;
- интервал между швами не превышает шести сантиметров;
- после прохода по всему периметру детали, производится полноценная сварка.
Эта система позволяет обеспечить высокий показатель прочности и жесткости сварного шва. Для обработки швов после сварки потребуется болгарка. Если не выполнить шлифовальные и покрасочные работы, крепление быстро придет в негодность.
При поэтапной сварке следует делать перерывы, необходимые для остывания раскаленного металла. Длительность в зависимости от толщины деталей может составлять несколько часов.
Средства защиты
Сварщику, работающему с инвертором, необходимо обеспечить собственную защиту в процессе осуществления задачи. Данное условие выполняется при помощи:
- маски;
- перчаток;
- огнезащитного комбинезона.

Средства защиты должны максимально закрывать тело во время сварки. Необходимо следить за тем, чтобы на одежде не было складок и карманов, куда попадают раскаленные или расплавленные частицы металла.
Без спецодежды невозможно обеспечить достаточный уровень безопасности, поэтому не стоит рисковать, если защитная форма отсутствует. Также в рабочем помещении рекомендуется наличие огнетушителя или емкости с водой на случай возгорания.
Какие электроды подходят для сварки тонкого металла? Подробный обзор
При помощи дуговой сварки между собой скрепляются металлические поверхности толщиной 0,2-4 мм. Наиболее же востребована сварка поверхностей толщиной 1 мм. Именно такие показатели у кузовов автомобилей, труб с небольшим диаметром, ёмкостей, предназначенных для жидких веществ, и т.д. Электроды для тонкого металла принципиально отличаются от тех, что используются при сваривании толстых деталей. Эту разницу необходимо учитывать, чтобы получить надёжный, устойчивый к коррозии и износу шов.
Какими электродами лучше варить тонкий металл
При помощи дуговой сварки между собой скрепляются металлические поверхности толщиной 0,2-4 мм. Наиболее же востребована сварка поверхностей толщиной 1 мм. Именно такие показатели у кузовов автомобилей, труб с небольшим диаметром, ёмкостей, предназначенных для жидких веществ, и т.д. Электроды для тонкого металла принципиально отличаются от тех, что используются при сваривании толстых деталей. Эту разницу необходимо учитывать, чтобы получить надёжный, устойчивый к коррозии и износу шов.
Какими электродами лучше варить тонкий металл
Для качественной сварки необходимо обеспечить непрерывное горение электрической дуги. Электроды толщиной 4-5 мм дугу гасят, так как сваривание тонких поверхностей ведется с использованием пониженных токов (10-75 А). Поэтому для сварки тонких металлов должны использоваться электроды диаметром 0,5 – 2 мм (если металл не толще 1 мм) или, например, 2 – 2,5 мм (при толщине поверхностей 1,5 – 2 мм). Сварщики со стажем выбирают электроды для сварки тонкого металла, имеющие диаметр 2-3 мм.
Сварщики со стажем выбирают электроды для сварки тонкого металла, имеющие диаметр 2-3 мм.
Кроме толщины основного металла, стоит учитывать его разновидность при выборе электродов. В процессе сварки деталей из низкоуглеродистой и слабораскисленной стали могут применяться расходные материалы с любой обмазкой: основной, кислой, целлюлозной, рутиловой . Работа с полуспокойными сталями предполагает основное либо рутиловое покрытие электродов, а вот для спокойных сталей нужна основная обмазка.
Чтобы обеспечить устойчивое горение дуги, нужно помнить, что для определенного типа тока предназначен соответствующий электрод. Исключительно постоянный ток необходим для эксплуатации электродов с основной обмазкой. И постоянный, и переменный ток подойдет для расходных материалов, имеющих рутиловое, целлюлозное и кислое покрытие.
Перед осуществлением окончательного выбора внимательно ознакомьтесь с информацией, для какого положения сварки предназначены электроды. Оно может быть горизонтальное, вертикальное, нижнее, потолочное, нижнее тавровое, потолочное тавровое. Маркировка при этом может быть следующая:
Маркировка при этом может быть следующая:
- Может использоваться при работе во всех положениях,
- Соединение металлов во всех положениях, за исключением вертикального сверху вниз,
- Сварка деталей во всех положениях, кроме потолочного и вертикального,
- Для сваривания поверхностей нижнего положения, а также нижнего «в лодочку».
Марки электродов для инверторной сварки
Тем, кто задается вопросом, каким электродом варить тонкий листовой металл, стоит обратить внимание на следующие марки:
- ОМА-2. Расходный материал позволяет сваривать даже окисленные поверхности и имеет минимальную проплавляющую способность. Сварочный шов может располагаться в пространстве произвольно.
- МТ-2. При сваривании деталей толщиной менее 1 мм необходимо использовать постоянный ток, если же толщина составляет более 1 мм-то переменный. Сварка должна осуществляться по траектории «сверху вниз».
- OK 63.30 ESAB. Гарантирует устойчивость шва к коррозии, может применяться при сваривании вертикальных конструкций.

В зависимости от типа основного материала, специалисты в области сварки рекомендуют:
- для углеродистой и низкоуглеродистой стали — МР-3С , ОЗС 12 , МР-3 ;
- для среднеуглеродистой стали — УП-1/45, УП-2/45, ОЗС-2;
- для нержавеющей стали — НЖ-13;
- для высоколегированной и низколегированной сталей — ОЗЛ-6 и УОНИ 13/45 соответственно;
Технология сваривания тонких поверхностей электродом
Самый тонкий электрод для сварки гарантирует аккуратный шов при наличии у мастера опыта. Если у вас его пока нет, то стоит прислушаться к полезным рекомендациям.
Чтобы не допустить прожогов поверхностей, электрод нужно держать под углом 45 градусов, и ни в коем случае под 90 градусов. Осуществлять соединение лучше всего углом вперед. Не стоит излишне отдалять электрод от свариваемых деталей, так как это препятствует образованию сварочного валика.
Если накладывать швы в шахматном порядке, можно избежать деформации листового металла при нагревании. При отсутствии такой возможности электрод проводится один раз вдоль шва, скорость должна быть равномерной, а значение рабочего тока — минимальное. Желательно, чтобы инверторный сварочный аппарат имел выходную мощность с плавной регулировкой. При напряжении холостого хода от 70 В и выше можно избежать многих проблем с запалом дуги.
При отсутствии такой возможности электрод проводится один раз вдоль шва, скорость должна быть равномерной, а значение рабочего тока — минимальное. Желательно, чтобы инверторный сварочный аппарат имел выходную мощность с плавной регулировкой. При напряжении холостого хода от 70 В и выше можно избежать многих проблем с запалом дуги.
Подготовительные работы включают в себя зачистку поверхностей от ржавчины, выравнивание заготовок в случае необходимости и их надежную фиксацию. Затем детали прихватываются через каждые 7-10 см и свариваются окончательно. Если листы металла нужно соединить внахлест, то используется больший ток; при этом снижается вероятность прожига деталей и их деформации.
При сварке тонкого металла инвертором применяется обратная полярность . Это значит, что “-“ будет подключен к основной поверхности, “+” – к держателю электродов. В таком случае расходный материал приобретает гораздо большую температуру, чем основной, и можно избежать изменения формы деталей и их прожига.
Преимущества и недостатки тонких электродов
Электроды для сварки инвертором тонкого металла обладают множеством преимуществ. Например, риск повредить тонкие поверхности при сваривании минимален, скорость сваривания немного выше. Иные физические свойства этих вспомогательных материалов ничем не хуже, чем у более толстых аналогов, а стоимость приемлемая. К тому же подготовка тонких электродов к работе не занимает много времени.
К недостаткам можно отнести быстрый расход материала, необходимость использовать особую технику сваривания и относительно ненадежную защиту сварочной ванны (так как толщина обмазки невелика). Не все марки выпускают электроды в мелком варианте, поэтому в некоторых случаях придется искать аналоги.
Как оформить сварной шов
Варить металл толщиной 1 мм самыми тонкими электродами можно, используя следующие виды сварных швов:
- внахлест. Способ, при котором гарантировано аккуратное соединение поверхностей.
- встык с использованием проволоки. Проволока диаметром 2,5-3,5 мм располагается между листами металла, не выступая над поверхностью. Дуга сварки проходит непосредственно по проволоке, и она прогревает соединяемые детали периферийными токами. После удаления проволоки ее присутствие в процессе сварки определить почти невозможно
 Проволока диаметром 2,5-3,5 мм располагается между листами металла, не выступая над поверхностью. Дуга сварки проходит непосредственно по проволоке, и она прогревает соединяемые детали периферийными токами. После удаления проволоки ее присутствие в процессе сварки определить почти невозможно
Проволока диаметром 2,5-3,5 мм располагается между листами металла, не выступая над поверхностью. Дуга сварки проходит непосредственно по проволоке, и она прогревает соединяемые детали периферийными токами. После удаления проволоки ее присутствие в процессе сварки определить почти невозможноОтметим, что в скосе кромок тонкого металла нет необходимости.
Проблемы в процессе сварки: как их избежать
Сварка тонкого металла может осложняться рядом факторов:
Прокаливание электродов для тонкого металла
Электроды для инверторной сварки перед использованием рекомендуется прокалить , чтобы избавиться от влаги. Если пренебречь этой рекомендацией, то высока вероятность прилипания расходных материалов и дефектов шва. При увеличенном проценте воды ухудшается зажигание, во время работы появляется треск, на шве образуются поры, а в околошовной зоне – множество капелек.
Варить тонкий металл стоит расходниками из герметичной упаковки, которую лучше всего израсходовать за один сеанс. Если у вас нет специального оборудования для прокаливания (сушка на батарее не поможет решить проблему), а пачка расходного материала израсходована не вся, хранить остатки нужно в сухом отапливаемом помещении. Если вам необходимо сваривать ответственные конструкции, то вполне целесообразным будет приобретение пенала-термоса, который надежно защищает расходный материал от воздействия атмосферного воздуха.
Если у вас нет специального оборудования для прокаливания (сушка на батарее не поможет решить проблему), а пачка расходного материала израсходована не вся, хранить остатки нужно в сухом отапливаемом помещении. Если вам необходимо сваривать ответственные конструкции, то вполне целесообразным будет приобретение пенала-термоса, который надежно защищает расходный материал от воздействия атмосферного воздуха.
В заключение
Таким образом, качественно сварить тонкий металл инвертором не составит труда, если ответственно подойти к выбору расходного материала и учесть некоторые нюансы. Прежде всего, толщина электрода не должна превышать 2-3 мм, материал обмазки должен соответствовать типу основного металла, а разновидность тока – покрытию электрода. Расходный материал должен быть хорошо просушен перед использованием. Учтите также положение сварки. При правильно подобранных электродах сварочная дуга устойчива, и в итоге получается качественный провар с нешироким аккуратным швом.
 youtube.com/embed/4giafu96v1w?modestbranding=0&controls=1&rel=0&showinfo=1&enablejsapi=1&origin=»/>
youtube.com/embed/4giafu96v1w?modestbranding=0&controls=1&rel=0&showinfo=1&enablejsapi=1&origin=»/>
Cварка автомобиля инвертором: можно ли инвертором варить кузов машины?
Очень часто, приобретая подержанный автомобиль, покупатели сталкиваются с различными проблемами состояния кузова. Перед сделкой необходимо уделить большое внимание даже самым незначительным нюансам, потому что они практически всегда оказывают сильнейшее влияние в будущем.
При покупке подержанной машины большинство людей уделяют должное внимание только техническим характеристикам, внешнему вида, количеству лошадиных сил и т.д. Но как не странно, кузов автомобиля практически не проверяют, а всего лишь бегло осматривают его с внешней части. Стоит сказать, что внутренняя часть кузова не всегда находится в таком же состоянии, как внешняя.
Большинство экспертов говорит нам о том, что практически все модели отечественного автомобильного производства исправно сохраняют первоначальное состояние кузова в течении десяти лет эксплуатации. Иномарки в этом плане выигрывают у наших машин, их кузов может «держать» заводское состояние в течение пятнадцати лет.
Иномарки в этом плане выигрывают у наших машин, их кузов может «держать» заводское состояние в течение пятнадцати лет.
Области наиболее подверженные гниению, которые нуждаются в сварке
После истечения срока, который описан выше, кузов автомобиля чаще всего начинает гнить. Сначала это может никак не сказаться на характеристиках, однако со временем гниение может привести к тому, что автомобиль полностью сломается.
Если вы приобрели машину, возраст которой больше десяти-пятнадцати лет, вам нужно внимательно изучить ее кузов. Участки, пораженные гниению, необходимо ремонтировать как можно скорее. В идеале нужно менять кузов автомобиля капитально, однако не у всех на это есть средства.
Для ремонта прогнивших частей кузова используется не что иное, как сварка. С ее помощью можно без особых трудностей отремонтировать пораженную область. Итоговый результат нисколько не уступает в характеристиках заводскому состоянию кузова.
Чаще всего первыми начинают гнить такие детали автомобиля как двери, области под крыльями и бамперами. Эти места больше всего подвержены процессу загрязнения в процессе эксплуатации. Также двери во многом подвергаются гниению из-за человеческого фактора – водитель и пассажиры наступают на пороги грязной обувью и т.д. Помимо вышеперечисленных частей, гниению может подвергаться внутренняя область багажника, именно то место, в котором размещается запасное колесо. Дело в том, что большинство водителей кладут туда колесо, предварительно не очищая его.
Эти места больше всего подвержены процессу загрязнения в процессе эксплуатации. Также двери во многом подвергаются гниению из-за человеческого фактора – водитель и пассажиры наступают на пороги грязной обувью и т.д. Помимо вышеперечисленных частей, гниению может подвергаться внутренняя область багажника, именно то место, в котором размещается запасное колесо. Дело в том, что большинство водителей кладут туда колесо, предварительно не очищая его.
Чаще всего полностью убрать обширные области гниения можно только с помощью капитального ремонта. В специализированных центрах для этого используется профессиональное оборудование. Этот процесс также затратный, в том случае если вы не располагаете необходимыми средствами, то вы вполне можете сварить нужное место самостоятельно. Однако перед тем как приступить к ремонту, нужно досконально понять, как выполнять сварочные работы, а также каким из многочисленных способов сварки всего варить кузов автомобиля.
Можно ли использовать инвертор для сварки автомобильного кузова?
Чаще всего сварка, в классическом понимании этого слова, выполняется с применением расходных материалов в виде электродов различного состава. С помощью данного вида сварки достаточно легко соединить что либо, процесс не требует большого количества денежных средств. Однако ремонтировать видимую часть кузова данным методом нежелательно, так как сварное соединение очень заметно и его эстетичность оставляет желать лучшего.
С помощью данного вида сварки достаточно легко соединить что либо, процесс не требует большого количества денежных средств. Однако ремонтировать видимую часть кузова данным методом нежелательно, так как сварное соединение очень заметно и его эстетичность оставляет желать лучшего.
Области около в багажнике автомобиля, под крыльями и другие скрытые участки без проблем можно отремонтировать, используя для этого сварочный инвертор. В этом случае важно использовать оборудование небольшого размера, чтобы без проблем ремонтировать участки, к которым трудно подобраться.
При сварке чего-либо инвертором в обязательном порядке необходимо соблюдать все меры безопасности. Поэтому не стоит рисковать безопасностью процесса и пытаться сварить труднодоступную область. Стоит отметить, инвертор чаще сего применяется для громоздких деталей больших размеров.
На сегодняшний день для проведения ремонтных работ с кузовом автомобиля широко применяется как сварка инвертором, так и полуавтоматическими приборами.
Использование того или иного способа сварки имеет свои преимущества и недостатки. В любом случае для того чтобы работать со сварочными аппаратами необходимо обладать специфическими знаниями. Если же вы не имеет никакого опыта в данной отрасли, то весь процесс лучше всего доверить человеку с опытом за плечами. При выполнении сварных соединений большое внимание должно быть уделено уровню безопасности, также помещение должно быть хорошо освещено.
Сварки кузовом автомобиля инвертором
Во-первых, ремонт кузова с применением данного метода не занимает много времени. Профессиональный сварщик сможет выполнить все работы в кратчайшие сроки. К помощи инвертора в ремонте кузовов автомобилей обращались еще во времена существования Советского Союза. Большинство автомобильных сервисов с помощью сварки инвертором осуществляют крепеж различного дополнительного оборудования: багажная решетка на крыше, так называемый «кенгурятник», стойки под дополнительные осветительные приборы и т.д.
Сварка инвертором осуществляется с помощью создания тока высоких частот. Большинство бюджетных сварочных инверторных сварочных аппаратов довольно громоздкие. Но дорогостоящие модели могут иметь компактные размеры. Основным преимуществом сварки инвертором является то, что качество итогового сварного соединения практически не зависит от человеческого фактора. Научиться пользоваться инверторным сварочным оборудованием можно всего лишь за пару тройку часов. Однако ремонт автомобильного кузова с помощью сварки инвертором имеет несколько минусов:
- относительно других методов сварки, данный способ достаточно дорогой;
- с помощью данного оборудования просто невозможно создать шов в том случае, если толщина детали превышает отметку в три миллиметра;
- аппарат очень сильно чувствителен к грязи и пыли, в случае если что-либо попадает внутрь его корпуса, он выйдет их строя.
Большинство экспертов негативно отзываются о дешевых сварочных инверторов. Лучше всего приобрести модель подороже, но быть уверенным в ее качестве и долгом сроке эксплуатации. Также стоит отметить то, что инвертор может без особых проблем работать от источников питания с низким напряжением. Важно знать, что все ремонтные процессы, связанные со сваркой и не только нужно выполнять строго следую технике безопасности.
Также стоит отметить то, что инвертор может без особых проблем работать от источников питания с низким напряжением. Важно знать, что все ремонтные процессы, связанные со сваркой и не только нужно выполнять строго следую технике безопасности.
Ремонт кузова автомобиля с помощью полуавтоматической сварки
Кузова большинства советских автомобилей создавались очень не качественно. Спустя всего лишь десять лет активного использования кузов начинал гнить и ломаться. Советские модели были гораздо сильнее, чем другие подвержены данному процессу из-за того, что металл просто напросто неправильно окрашивался. Банально в целях экономии краска накладывалась сразу на металл, без выполнения предварительной грунтовки поверхности.
На сегодняшний день автомобилей окрашенных таких способом практически не существует, а те модели, которые были окрашены подобным образом, преобразились с помощью полуавтоматической сварки. Данный метод сварки идеально подходит для ремонта областей пораженных процессом гниения.
Для полуавтоматической сварки используется специальная проволока, она является расходным материалом и может быть создано их различных веществ. Ремонт автомобильного кузова с помощью данного метода на сегодняшний день является самым популярным в нашей стране, это обуславливается его универсальностью. С помощью полуавтоматической сварки можно соединить детали, толщина которых может достигать отметки в шесть миллиметров.
С помощью полуавтоматической сварки можно выполнить следующие манипуляции:
- создать соединения высокой прочности на лонжеронах;
- создать заплатки в областях, подверженных влиянию коррозии;
- выпрямить небольшие вмятины на кузове.
Аппарат полуавтоматической сварки работает с помощью углекислого газа. В процессе выполнения сваривания чего-либо он подается в рабочую область из специального баллона, который находится под давлением. С его помощью удается защитить обрабатываемую область от процесса окисления. Это достигается путем вытеснения кислорода влиянием на него углекислого газа.
Процесс ремонта данным методом подразумевает выполнения постепенного плавление металла. Сварочный агрегат имеет широкие возможности для настройки, вследствие чего шанс прожечь металл насквозь полностью сходит на нет.
Одно из главных преимуществ данного метода сварки является то, что его можно использовать на металлах любого типа. Также если произвести замену углекислого газа аргоном, сварщику откроется доступ для соединения изделий из цветных металлов и нержавеющей антикоррозийной стали. Для получения качественного итогового результата рекомендуется выполнять сварные соединения длиной не более двух сантиметров, интервал между ними должен принимать значение не менее пяти сантиметров. Перед непосредственным выполнением ремонта, область работ в обязательном порядке должна быть загрунтована.
Советы по ремонту автомобильного кузова с помощью сварки своими руками
Соединить детали из очень тонкого металла достаточно трудно. Для этого лучше воспользоваться услугами профессионала, так как самостоятельно вы, скорее всего, просто ухудшите качество металла.
Для начала нужно провести подробный осмотр кузова автомобиля, чтобы понять какие области нуждаются в ремонте. Также с помощью внимательного осмотра вы сможете понять, нужен ли вам капитальный ремонт или можно обойтись небольшим локальным.
Капитальный ремонт предполагает выполнение полномасштабных ремонтных работ, которые чаще всего связаны с заменой какой-либо детали кузова полностью. Если вы имеет все необходимое оборудование и опыт за плечами, вы без проблем сможете выполнить как локальный, так и капитальный ремонт кузова вашего автомобиля
Сварка кузова автомобиля своими руками электродом и полуавтоматом
Кузов автомобиля постоянно подвергается разрушающему действию влаги, грязи, химикатов, которыми зимой посыпают дороги. Проблема усугубляется вибрационными нагрузками. Поэтому даже при тщательном уходе неизбежно появление трещин и дыр, проеденных коррозией. Выход один — сварка автомобиля. Однако это не означает что нужно обращаться в автомастерскую. Небольшие повреждения можно устранить сваркой кузова автомобиля своими руками.
Особенности сварки кузова автомобиля
Для кузовного ремонта машины потребуется качественное сварочное оборудование. Работа производится в помещении, где есть возможность подключения к электросети энергоемкого оборудования. Необходима высокая квалификация исполнителя, так как потребуется сварка тонкого металла. Универсального способа ремонта кузова автомобиля пока не придумано, поэтому в зависимости от места и характера повреждений применяются разные технологии. Соединения выполняются газовой, ручной, полуавтоматической сваркой.
Крылья, пороги чаще всего ремонтируются точечной сваркой. Соединение внахлест используется для восстановления целостности силовых элементов. Сварка встык применяется при замене поврежденных элементов.
Какой сваркой лучше варить кузов автомобиля
Если есть простой сварочный аппарат, ремонт выполняется вручную обычными электродами. Однако наложенные швы получаются грубыми и высока вероятность прожога тонкого металла. Поэтому этим способом рекомендуется производить ремонт мест не видимых снаружи. Например, под крыльями, в багажнике, днища.
Качественная сварка кузова автомобиля производится полуавтоматом. С его помощью даже новичок соединит металл толщиной 0,8 мм без риска прожигания. Если углекислый газ заменить аргоном будет доступна сварка нержавеющей стали и алюминия. Поэтому думая, какой выбрать аппарат, предпочтение следует отдать полуавтомату.
Подготовительные работы
Перед проведением сварочных работ с поверхности удаляется грязь и пыль, очищается от коррозии. Для очистки труднодоступных мест можно использовать газовую горелку. Надежно сварить ржавый металл не получится.
При подготовке полуавтомата необходимо убедиться в соответствии направляющего канала диаметру выбранной проволоки. В зависимости от его величины устанавливается нужный сварочный наконечник. В сопле аппарата не должно быть брызг металла. При их обнаружении производится очистка наждачной бумагой.
Перед ремонтом с помощью сварочного инвертора необходимо проверить:
- надежно ли закреплен электрод;
- нет ли поврежденной изоляции на кабеле и держателе;
- прочность закрепления кабеля;
- исправность заземления аппарата.
Как варить кузов автомобиля полуавтоматом
Для сварки кузова полуавтоматом нужно приготовить проволоку диаметром 1 мм, покрытой медью, наждачную крупнозернистую бумагу, понижающий давление редуктор, баллон с углекислым газом на 20литров. Работа выполняется в следующей последовательности:
- Зачищенные наждачной бумагой ремонтируемые участки плотно прижимаются друг к другу. Возможно применение струбцин, болтовых соединений, саморезов.
- На передней панели аппарата переключателями выставляется величина сварочного тока, скорость подачи проволоки.
- На газовый баллон устанавливается редуктор и соединяется шлангом с горелкой.
- Сопло пассатижами свинчивается с горелки, снимается наконечник.
- Бобина с проволокой вставляется в аппарат. Ее конец на 15 — 20 см вводится в подающий канал.
- На проволоку надевается наконечник, устанавливается сопло.
- Переключателями устанавливается полярность тока так, чтобы держатель был подключен к плюсу, а горелка к минусу. Для проволоки без покрытия полярность меняется на противоположную.
- После подключения аппарата к электросети, держатель с горелкой подносится к ремонтируемому месту. При нажатии кнопки на держателе включается подача проволоки и углекислого газа.
- Чтобы заварить длинный шов и не перегреть место соединения детали сначала прихватываются в 3 — 4 местах. Затем с промежутком 7 — 10 см накладываются стежки длиной 2 — 4 см.
- После пятиминутного перерыва, когда швы остынут, провариваются промежутки между ними.
Сварка кузова автомобиля электродом
Сварка кузовных элементов (кузовщина) электродами выбирается, когда нет высоких требований к эстетике швов. Для создания прочного соединения необходимо правильно подбирать тип электродов в соответствии с маркой стали. Для сварки лучше использовать инвертор, так как у него нет проблем с зажиганием и поддержанием дуги. Поэтому качество швов мало зависит от уровня мастерства.
Чтобы не было температурных деформаций варить кузов автомобиля нужно поэтапно:
- сначала прихватка;
- затем накладка стежков длиной по 2 см с интервалом 6 см;
- заключительная проварка периметра.
Между этапами делаются перерывы, дожидаясь полного остывания. При сварке толстого металла может потребоваться несколько часов. Принудительное охлаждение недопустимо, так как вызывает деформацию металла.
Чем обработать кузов после сварки
После окончания ремонта нужно обязательно очистить сварочные швы от шлака, так как под ним металл быстро окисляется. На скрытых от взгляда участках достаточно щетки по металлу. В открытых местах обработку кузова после сварки производят болгаркой со шлифовальным кругом или лепестковой насадкой. Для зачистки труднодоступных швов применяется шлифовальная машинка с борфрезой.
Зачищенные поверхности обезжириваются ацетоном или бензином, затем обрабатываются антикоррозийным составом либо кислотным грунтом. Для защиты против коррозии используется эпоксидная шпатлевка. Благодаря плотной структуре она надежно защищает поверхность металла от контакта с влагой и воздухом и используется в качестве выравнивающего слоя.
После нанесения тонкого первого слоя его оставляют на день для просушки. Нельзя для ускорения применять фен, поскольку после высыхания верхнего слоя шпатлевка внутри останется сырой, так как влаге некуда испаряться. Затем для придания поверхности шероховатости с помощью 120-й наждачной бумаги наносятся риски. После наложения 2 — 3 слоев производится подготовка к окрашиванию.
Для защиты невидимых снаружи швов на легкодоступных участках используется автомобильный шовный герметик. Его при необходимости разглаживают шпателем и красят. В труднодоступные места герметик подается с помощью пневматического распылителя через пластиковую трубку.
Полезные советы при сварке кузова авто своими руками
В зависимости от обширности и характера повреждений ремонт кузова бывает локальным и капитальным. В первом случае достаточно установки заплаток. При капитальном ремонте придется менять участок кузова. Для его проведения в домашних условиях необходим высокий уровень мастерства по проведению сварочных работ и качественное оборудование. Поэтому новичкам рекомендуется поначалу ограничиться установкой заплаток на дыры, проеденные коррозией.
Для заплат, устанавливаемых в незаметных местах, можно выбирать любое железо, лишь бы оно совпадало по толщине и обладало достаточной прочностью. На видные участки рекомендуется подбирать материал той же толщины и марки. Идеальным вариантом будет заплата, вырезанная из кузова старого автомобиля такой же модели.
Закончив сварку авто и обработав швы с наружной стороны большинство автолюбителей забывают об их обратной стороне. Поэтому неудивительно, что уже через год сквозь краску проступает коррозия и приходится начинать все сначала. При свободном доступе к обеим сторонам проблем с обработкой нет. В случае, когда обратная сторона шва расположена в закрытой полости, рекомендуется просверлить в ней отверстие. Через него производится обработка антикоррозийным составом и шовным герметиком с помощью распылителя.
Несмотря на кажущуюся сложность, кузовной ремонт автомобиля электросваркой доступен даже новичкам. При недостатке опыта его можно наработать, тренируясь на ненужных обрезках металла. На первых порах в качестве третьей руки желательно привлечь помощника. Во избежание ожогов работа должна выполняться в одежде, не имеющей карманов и складок, в которых могут застревать брызги расплавленного металла. На месте проведения ремонта должен быть огнетушитель.
Ни для кого не секрет, что кузов является важнейшим элементом любого автомобиля, который требует особого внимания и ухода, диагностики и ремонта. Сварка – одна из составляющих. Нередко автолюбители могут произвести сварку своими руками. Но перед тем, как варить машину электродами, необходимо обзавестись специальным оборудованием.
КАК ПРАВИЛЬНО ВАРИТЬ МАШИНУ ЭЛЕКТРОДАМИ
Ни для кого не секрет, что кузов является важнейшим элементом любого автомобиля, который требует особого внимания и ухода, диагностики и ремонта. Сварка – одна из составляющих. Нередко автолюбители могут произвести сварку своими руками. Но перед тем, как варить машину электродами, необходимо обзавестись специальным оборудованием.
В большинстве случаев автомашина начинает гнить с нижней части кузова. Но машины эксплуатируются при разных условиях, а проблемы возникают практически одинаковые. Наиболее часто поражения происходят в тех местах, которые больше всего соприкасаются с влажной средой:
- крылья и пороги;
- передние части автомобиля;
- багажник.
Пороги и внутренняя поверхность крыльев портятся в первую очередь, так как при езде в дождливую погоду и снег именно в этих местах откладывается грязь и влага. Что касается передней части, то она начинает загнивать именно под полами. А вот в багажнике влага копится в месте для запасного колеса, так как немногие стараются вытирать его после замены запаски.
Тут возникает вопрос, что делать в случае, когда автомашина требует ремонта кузова. Просто необходимо заварить вышедшие из строя места.
КАК ЛУЧШЕ ЗАВАРИТЬ: РЕКОМЕНДАЦИИ
Чаще всего сварку производят электродами, так как этот вид сварки считается наиболее быстрым и упрощенным. Но использовать такой метод для сварки кузова не рекомендуется, потому что шов будет грубым и автомобиль приобретет неэстетический вид.
Аппарат для сварки электродами очень большой, что создаст некоторые неудобства при работе в труднодоступных участках. К тому же подобная работа должна соответствовать правилам техники безопасности. В связи с этим сварку электродами можно применять в некоторых случаях, к примеру, если требуется заварить поврежденную раму.
Сегодня, производя сварные работы, в основном используют инвертор или полуавтоматное устройство.
Каждый из этих вариантов обладает своими преимуществами и недостатками. Применяя подобную сварку, необходимо обладать особым умением и навыком, учитывать меры предосторожности.
Самым важным моментом является необходимость оборудования рабочего места. В случае когда сварочные работы производятся в гаражном помещении, ответственным моментом считается правильная организация пространства, а также заранее нужно приобрести все требуемые инструменты. Немаловажным является и освещение. Производя работы в одиночку, можно столкнуться с некоторыми неудобствами, поэтому сварщику неплохо иметь помощника.
КАК ПРОИЗВЕСТИ САМОСТОЯТЕЛЬНО СВАРКУ КУЗОВА МАШИНЫ
Самостоятельная сварка кузова машины – дело непростое и требует определенных навыков при работе со сварочными устройствами, необходимо уметь определить то место, которое нужно залатать. При этом требуется с особой внимательностью исследовать кузов и произвести анализ металла в том месте, где произошла коррозия. После проведения осмотра можно определить тип ремонта и разделить его на локальный и полный.
Под полным ремонтом подразумевается наибольшая часть кузова машины, а под локальным – устранение мелкой коррозии в отдельном месте. В случае когда автовладелец уже не раз производил сварочные работы, ему будет несложно произвести ремонт. А если сварщик начинающий, то приступать рекомендуется с локального места.
Если гниение началось в месте, не заметном для глаза, к примеру, на днище, то для устранения прорехи можно применить в качестве заплатки любой металл, но с учетом качества и толщины. В случае когда коррозия произошла на видном месте, рекомендуется применять тот же металл, который использовался при изготовлении кузова. И важно постараться, чтобы шов был практически невидимым.
Если коррозия поразила маленький участок, то можно избежать сварных работ.
В этом случае можно использовать специальную смесь, в состав которой входит стеклоткань и эпоксидная смола. Этим составом можно добиться того же эффекта, что и при сварке, а вид подобной заплатки будет намного эстетичнее.
Для лучшей надежности сварные стыки в местах трещин рекомендуется проклеить.
СРЕДСТВА ЗАЩИТЫ ДЛЯ ПРОВЕДЕНИЯ СВАРНЫХ РАБОТ
Приобретая сварочные устройства, необходимо позаботиться и о средствах безопасности. В первую очередь важно приобрести специальную маску, которая позволит спокойно смотреть на дугу при работе и производить контроль свариваемых швов, защитив лицо и глаза от ультрафиолета. Немаловажную роль играет и защитная одежда, которая состоит из костюма и крагов для защиты рук.
https://svarkaprosto.ru/tehnologii/chem-varit-kuzov-avtomobilya
https://rulikolesa.ru/kak-varit-kuzov-avtomobilya-elektrodom/
Какая сварка лучше для кузова автомобиля
Кузов автомобиля, как несущая часть, требует постоянного ухода, периодического ремонта. Зачастую приходится проводить такие ремонтные мероприятия, как сварка автомобиля. Это востребовано при необходимости приварить на кузов нужный элемент, заплатку, вытянуть вмятину. Чаще всего портятся части, в которых скапливается влага: пороги, крылья колёсные, пол багажника, днище. Они ржавеют, подвергается коррозии, затем деформируются и разрушаются, и необходимо ремонтировать их посредством сварки. Многие автовладельцы предпочитают ради экономии средств выполнять её собственноручно. Однако тут есть множество нюансов, которые важно учитывать. Попробуем рассмотреть, какой вид сварки для кузова автомобиля лучше, наиболее экономичный, практичный, эффективный.
Что потребуется для сварки
Вы решили выполнить сварку вашего автомобиля собственноручно, не обращаясь в сервисные пункты, значит, вам нужно приготовить:
- сварочный аппарат;
- электроды либо специальную проволоку в зависимости от типа оборудования;
- средства защиты: маску, перчатки;
- электросеть, выдерживающую нужную для сварки нагрузку.
Выбор сварочного оборудования
Аппарат на переменном токе
Автовладельцы часто выбирают сварочное оборудование с принципом работы, основанным на переменном токе. Но он не пригоден для работы по кузову по нескольким причинам:
- получаемые сварочные швы невысокого качества;
- возникают проблемы с доставанием электродом нужных мест из-за громоздкости оборудования;
- подобным аппаратом варят железо толщиной больше, чем на кузове: 1 мм прожигается подчас насквозь, лучше варить им при толщине свыше 6 мм;
- довольно сложный инструмент.
Аппарат переменного тока рекомендуется, когда предстоят простые сварочные работы автомобиля, вроде заваривания лопнувшей рамы.
Углекислотный полуавтомат
Это наиболее часто встречающееся оборудование, успешно применяемое при самостоятельном ремонте автомобиля. Сварка на нём производится посредством проволоки, поступающей в зону работы. Полуавтомат лучше выше охарактеризованного оборудования по нескольким пунктам:
- сварочные работы доступны при 0,8–6 мм толщины железа;
- шов аккуратный;
- качество хорошее;
- можно использовать аргоном, тогда получится проводить сварочные работы на цветном металле;
- опыт требуется меньше: не нужно поддерживать постоянную дугу;
- расходность материала, деформированность металла автомобиля ниже.
При полуавтоматической сварке проволока подаётся в рабочую зону. Она служит в качестве электрода при сваривании железа на высокой скорости. Металл плавится, не сгорая, элементы надёжно крепятся. Шов, полученный после сварки углекислотным аппаратом, внешне и с точки зрения механики очень качественный.
Недостаток полуавтомата — большие размеры и масса, что обусловило стационарность работы.
Инвертор
Сварка автомобиля инвертором доступна даже тем, кто не имел опыта работы. Этот прибор практичнее, когда сварочные мероприятия хочется ускорить. В нём используются высокочастотные токи — до 2 тысяч Гц. Преимущества инвертора:
- компактность;
- сварка на высокой скорости;
- инвертором можно варить при пониженном напряжении в сети;
- простота в использовании;
- хорошее качество швов инвертором даже у начинающих.
Минусы выбора этого аппарата при сварке автомобиля:
- дорогой;
- сварка металла не более 3 мм толщиной;
- пылечувствителен.
Конечно, при повреждениях кузов лучше заменить, что довольно дорого. Рекомендуется также обращаться к специалистам. Для экономии бюджета вполне можно выполнить сварочные работы по кузову самостоятельно, главное тут — оценить потребности и сложность ремонта, а затем посмотреть видеоуроки с советами. С инвертором даже начинающий автовладелец вполне справится с нужным объёмом мероприятий, иное оборудование требует наличия навыков, опыта обращения. Выбирайте тот вариант, который вам будет лучше подходить, рассмотрев все плюсы и минусы разных вариантов.
Сварка кузова автомобиля электродом
Cварка автомобиля инвертором: можно ли инвертором варить кузов машины?
Очень часто, приобретая подержанный автомобиль, покупатели сталкиваются с различными проблемами состояния кузова. Перед сделкой необходимо уделить большое внимание даже самым незначительным нюансам, потому что они практически всегда оказывают сильнейшее влияние в будущем.
При покупке подержанной машины большинство людей уделяют должное внимание только техническим характеристикам, внешнему вида, количеству лошадиных сил и т.д. Но как не странно, кузов автомобиля практически не проверяют, а всего лишь бегло осматривают его с внешней части. Стоит сказать, что внутренняя часть кузова не всегда находится в таком же состоянии, как внешняя.
Большинство экспертов говорит нам о том, что практически все модели отечественного автомобильного производства исправно сохраняют первоначальное состояние кузова в течении десяти лет эксплуатации. Иномарки в этом плане выигрывают у наших машин, их кузов может «держать» заводское состояние в течение пятнадцати лет.
Области наиболее подверженные гниению, которые нуждаются в сварке
После истечения срока, который описан выше, кузов автомобиля чаще всего начинает гнить. Сначала это может никак не сказаться на характеристиках, однако со временем гниение может привести к тому, что автомобиль полностью сломается.
Если вы приобрели машину, возраст которой больше десяти-пятнадцати лет, вам нужно внимательно изучить ее кузов. Участки, пораженные гниению, необходимо ремонтировать как можно скорее. В идеале нужно менять кузов автомобиля капитально, однако не у всех на это есть средства.
Для ремонта прогнивших частей кузова используется не что иное, как сварка. С ее помощью можно без особых трудностей отремонтировать пораженную область. Итоговый результат нисколько не уступает в характеристиках заводскому состоянию кузова.
Чаще всего первыми начинают гнить такие детали автомобиля как двери, области под крыльями и бамперами. Эти места больше всего подвержены процессу загрязнения в процессе эксплуатации. Также двери во многом подвергаются гниению из-за человеческого фактора – водитель и пассажиры наступают на пороги грязной обувью и т.д. Помимо вышеперечисленных частей, гниению может подвергаться внутренняя область багажника, именно то место, в котором размещается запасное колесо. Дело в том, что большинство водителей кладут туда колесо, предварительно не очищая его.
Чаще всего полностью убрать обширные области гниения можно только с помощью капитального ремонта. В специализированных центрах для этого используется профессиональное оборудование. Этот процесс также затратный, в том случае если вы не располагаете необходимыми средствами, то вы вполне можете сварить нужное место самостоятельно. Однако перед тем как приступить к ремонту, нужно досконально понять, как выполнять сварочные работы, а также каким из многочисленных способов сварки всего варить кузов автомобиля.
Можно ли использовать инвертор для сварки автомобильного кузова?
Чаще всего сварка, в классическом понимании этого слова, выполняется с применением расходных материалов в виде электродов различного состава. С помощью данного вида сварки достаточно легко соединить что либо, процесс не требует большого количества денежных средств. Однако ремонтировать видимую часть кузова данным методом нежелательно, так как сварное соединение очень заметно и его эстетичность оставляет желать лучшего.
Области около в багажнике автомобиля, под крыльями и другие скрытые участки без проблем можно отремонтировать, используя для этого сварочный инвертор. В этом случае важно использовать оборудование небольшого размера, чтобы без проблем ремонтировать участки, к которым трудно подобраться.
При сварке чего-либо инвертором в обязательном порядке необходимо соблюдать все меры безопасности. Поэтому не стоит рисковать безопасностью процесса и пытаться сварить труднодоступную область. Стоит отметить, инвертор чаще сего применяется для громоздких деталей больших размеров.
На сегодняшний день для проведения ремонтных работ с кузовом автомобиля широко применяется как сварка инвертором, так и полуавтоматическими приборами.
Использование того или иного способа сварки имеет свои преимущества и недостатки. В любом случае для того чтобы работать со сварочными аппаратами необходимо обладать специфическими знаниями. Если же вы не имеет никакого опыта в данной отрасли, то весь процесс лучше всего доверить человеку с опытом за плечами. При выполнении сварных соединений большое внимание должно быть уделено уровню безопасности, также помещение должно быть хорошо освещено.
Сварки кузовом автомобиля инвертором
Во-первых, ремонт кузова с применением данного метода не занимает много времени. Профессиональный сварщик сможет выполнить все работы в кратчайшие сроки. К помощи инвертора в ремонте кузовов автомобилей обращались еще во времена существования Советского Союза. Большинство автомобильных сервисов с помощью сварки инвертором осуществляют крепеж различного дополнительного оборудования: багажная решетка на крыше, так называемый «кенгурятник», стойки под дополнительные осветительные приборы и т.д.
Сварка инвертором осуществляется с помощью создания тока высоких частот. Большинство бюджетных сварочных инверторных сварочных аппаратов довольно громоздкие. Но дорогостоящие модели могут иметь компактные размеры. Основным преимуществом сварки инвертором является то, что качество итогового сварного соединения практически не зависит от человеческого фактора. Научиться пользоваться инверторным сварочным оборудованием можно всего лишь за пару тройку часов. Однако ремонт автомобильного кузова с помощью сварки инвертором имеет несколько минусов:
- относительно других методов сварки, данный способ достаточно дорогой;
- с помощью данного оборудования просто невозможно создать шов в том случае, если толщина детали превышает отметку в три миллиметра;
- аппарат очень сильно чувствителен к грязи и пыли, в случае если что-либо попадает внутрь его корпуса, он выйдет их строя.
Большинство экспертов негативно отзываются о дешевых сварочных инверторов. Лучше всего приобрести модель подороже, но быть уверенным в ее качестве и долгом сроке эксплуатации. Также стоит отметить то, что инвертор может без особых проблем работать от источников питания с низким напряжением. Важно знать, что все ремонтные процессы, связанные со сваркой и не только нужно выполнять строго следую технике безопасности.
Ремонт кузова автомобиля с помощью полуавтоматической сварки
Кузова большинства советских автомобилей создавались очень не качественно. Спустя всего лишь десять лет активного использования кузов начинал гнить и ломаться. Советские модели были гораздо сильнее, чем другие подвержены данному процессу из-за того, что металл просто напросто неправильно окрашивался. Банально в целях экономии краска накладывалась сразу на металл, без выполнения предварительной грунтовки поверхности.
На сегодняшний день автомобилей окрашенных таких способом практически не существует, а те модели, которые были окрашены подобным образом, преобразились с помощью полуавтоматической сварки. Данный метод сварки идеально подходит для ремонта областей пораженных процессом гниения.
Для полуавтоматической сварки используется специальная проволока, она является расходным материалом и может быть создано их различных веществ. Ремонт автомобильного кузова с помощью данного метода на сегодняшний день является самым популярным в нашей стране, это обуславливается его универсальностью. С помощью полуавтоматической сварки можно соединить детали, толщина которых может достигать отметки в шесть миллиметров.
С помощью полуавтоматической сварки можно выполнить следующие манипуляции:
- создать соединения высокой прочности на лонжеронах;
- создать заплатки в областях, подверженных влиянию коррозии;
- выпрямить небольшие вмятины на кузове.
Аппарат полуавтоматической сварки работает с помощью углекислого газа. В процессе выполнения сваривания чего-либо он подается в рабочую область из специального баллона, который находится под давлением. С его помощью удается защитить обрабатываемую область от процесса окисления. Это достигается путем вытеснения кислорода влиянием на него углекислого газа.
Процесс ремонта данным методом подразумевает выполнения постепенного плавление металла. Сварочный агрегат имеет широкие возможности для настройки, вследствие чего шанс прожечь металл насквозь полностью сходит на нет.
Одно из главных преимуществ данного метода сварки является то, что его можно использовать на металлах любого типа. Также если произвести замену углекислого газа аргоном, сварщику откроется доступ для соединения изделий из цветных металлов и нержавеющей антикоррозийной стали. Для получения качественного итогового результата рекомендуется выполнять сварные соединения длиной не более двух сантиметров, интервал между ними должен принимать значение не менее пяти сантиметров. Перед непосредственным выполнением ремонта, область работ в обязательном порядке должна быть загрунтована.
Советы по ремонту автомобильного кузова с помощью сварки своими руками
Соединить детали из очень тонкого металла достаточно трудно. Для этого лучше воспользоваться услугами профессионала, так как самостоятельно вы, скорее всего, просто ухудшите качество металла.
Для начала нужно провести подробный осмотр кузова автомобиля, чтобы понять какие области нуждаются в ремонте. Также с помощью внимательного осмотра вы сможете понять, нужен ли вам капитальный ремонт или можно обойтись небольшим локальным.
Капитальный ремонт предполагает выполнение полномасштабных ремонтных работ, которые чаще всего связаны с заменой какой-либо детали кузова полностью. Если вы имеет все необходимое оборудование и опыт за плечами, вы без проблем сможете выполнить как локальный, так и капитальный ремонт кузова вашего автомобиля
svarkagid.com
Рассматриваем, можно ли варить кузов автомобиля сварочным инвертором
Если говорить о том, можно ли варить кузов автомобиля сварочным инвертором, следует учитывать несколько важных моментов. Одним из важнейших условий качественных сварных работ по кузову является даже не сам инвертор, а мастер, который будет его использовать. Несмотря на все дополнительные функции сварочного инвертора, облегчающие сварочные работы, новичок не сможет это сделать ни полуавтоматом, ни инвертором. В чем заключается сложность проведения работ?- В первую очередь, это тонкая толщина металла. Из-за тонкости кузовного железа, для сварочных работ чаще используют полуавтоматические сварные автоматы.
- Второй фактор, который придется учитывать – это создание микротрещин, возникающих под воздействием электрического тока на поверхности кузова.
Как выбрать сварочный инвертор для гаража
Как уже описывалось выше, можно варить кузов автомобиля сварочным инвертором при наличии опыта и практики, причем более равномерная подача напряжения позволит существенно улучшить конечный результат работ.Опытные мастера отмечают, что и для начинающих сварщиков выбор инверторной установки является оптимальным.Выбирая сварочный инвертор для сварки кузова автомобиля, следует обратить внимание на следующие характеристики:- Уровень защиты от скачков напряжения. Наличие функции контроля перепадов напряжения является обязательной, но у качественных моделей, которые подойдут для работ в гараже, этот коэффициент будет равняться 20-25%.
- Температурный диапазон, при котором возможно проведение сварочных работ. Европейский производитель обычно выпускает технику, ориентируясь на свой стандарт EN 60974-1, в РФ действует ГОСТ МЭК 60974-1-2004. Если установка соответствует заявленному, она способна работать в диапазоне от -40° до +40°C. Но еще лучше эти стандарты уточнить в инструкции по эксплуатации завода изготовителя.
- Характеристики производительности. Автомобильный инвертор для сварки кузова должен будет работать практически на минимальной мощности. Выбирать установку необходимо с учетом работы с электродом №2 (двоечка). Это требуется, чтобы не прожечь тонкую сталь кузова. Если учесть, что сварка авто инвертором может включать и другие работы с металлами имеющими большую толщину, становится понятно, что выбор следует остановить на аппарате с возможностью работать с электродами № 4.
- Дополнительные функции — на этот критерий не стоит обращать внимание. Некоторые производители пытаются привлечь внимание потенциальных покупателей функциями «горячий старт», «анти-прилипание электрода» и подобными. На самом деле автомобильный сварочный инвертор, а точнее его принцип работы связан с тем, что ему присущи все эти возможности. Любая модель независимо от производителя будет иметь их по умолчанию.
Хранить сварочный инверторный аппарат для гаража лучше всего не в самом помещении, особенно если оно не отапливается, а все-таки дома. Большое количество микросхем, которые входят в устройство установки боятся сырости и резких перепадов температур.
Как варить машину инверторной сваркой
Чтобы научиться варить автомобиль инверторной сваркой, потребуется знание и понимание, по крайней мере, основ проведения сварочных работ. Специалисты недаром рекомендуют использовать для начинающих и опытных мастеров именно инверторные модели.Инверторный сварочник способен работать на низкой силе тока обеспечивая равномерную подачу напряжения на дугу. В результате уменьшается количество разбрызгивания при сварке.Обычный сварочный аппарат и инверторная сварка для кузовных работ отличаются только по принципу подачи напряжения на электрод и обрабатываемый металл, при этом проведение работ с их помощью практически не отличается друг от друга. При этом существует несколько простых правил:- Если металл прожигается, выбран неправильный сварочный ток, необходимо его уменьшить.
- Некоторые металлы сваривают, изменив полярность. В таком случае плюс подводится к обрабатываемой поверхности.
Перед тем как начать работы, необходимо разогреть электрод. Для этого понадобится провести электродом по гладкой металлической поверхности.
Требования к инвертору и безопасности при сварке кузова
Существует несколько основных требований, предъявляемых к безопасной работе самой установки при выполнении сварки кузовщины, так и к рабочему. Правила безопасности также могут существенно повлиять на выбор подходящей модели. А именно:- Безопасность — рабочий должен быть уверен, что не подвергнется воздействию электрического тока. Именно по этой причине следует обращать внимание на класс безопасности инверторного устройства. Запрещается проводить работы на открытом воздухе во время дождя.
- Наличие защиты от короткого замыкания. Система должна иметь функцию автоматического прекращения подачи электроэнергии в случае аварийной ситуации.
- Защита от перегрева. Хотя сварка кузовного железа инвертором будет выполняться на малой мощности, блок контроля перегрева позволит избежать выхода из строя оборудования.
- Защита от попадания влаги и пыли. Во время работы внутри корпуса скапливается большое количество пыли, поэтому время от времени необходимо прочищать его. Для гаража лучше выбрать сварочный инвертор, который имеет функцию автоматического удаления пыли.
Даже инверторная установка с высоким уровнем защиты от попадания влаги не должна храниться во влажном помещении, особенно если не планируется ее эксплуатация в течение долгого времени.
Хотя обычно для сварки кузовной части автомобиля в большинстве случаев используют полуавтоматические установки, но и инверторные сварочники можно использовать.
stroy-plys.ru
сварка кузова автомобиля
Сварка кузова один из самых распространенных видов ремонтно-кузовных работ. Невозможно не отметить, что кузов есть основная составляющая любого авто, требующая серьезного отношения к себе, тщательного ухода, а также своевременного ремонта и проверки. Именно поэтому вопросу сварки кузова сегодня уделяется огромное внимание, ведь касается он если не всех, то почти всех автовладельцев на практике.
Сварка кузова автомобиля своими руками – вполне решаемая задача, если вы находитесь в гаражных условиях, имеете минимальные необходимые навыки, а также не желаете переплачивать, отдавая раз за разом свой автомобиль на СТО, поскольку расценки на работы такого плана сегодня очень и очень немаленькие.
Чем будем варить?
Сразу стоит отметить, что для сварки автомобильного кузова вручную наилучшим средством выступит углекислотный полуавтомат, осуществляющий сварку проволокой. Конечно, не исключается и другой вариант – использование сварочного аппарата с электродом. Однако речь все же идет о кузовном металле толщиной 0,8-1 мм, поэтому если вы не ставите своей целью прожечь в нем как можно больше дырок, то следует остановиться на первом варианте. В углекислотном полуавтомате проволока автоматически подается в зону сварки и его можно смело отнести к основному виду сварочных аппаратов в среде гаражников и сервисных центров, осуществляющих кузовной ремонт. К тому же, данный аппарат является наиболее доступным и универсальным среди всех остальных, пригодных для качественного кузовного ремонта. Он способен варить стальные листы толщиной в диапазоне от 0,8 вплоть до 5-6 миллиметров. Таким образом, углекислотный полуавтомат вполне способен заменить сварочник на электродах, а вот обратной замены уже не получится. Вдобавок качество сварки посредством такого аппарата (в том числе и для грубого железа) получится на уровень выше.
В целом говоря, не исключена и возможность обучиться варить неплавящимся электродом. Однако сей процесс довольно долгий и непростой, в то время как сварка полуавтоматом существенно проще и быстрее, поскольку здесь от вас не требуется навык зажигания и поддерживания дуги в процессе сварки. Также такой вид сварки потребует большей сноровки, и, в свою очередь, гораздо менее удобен для кузовного металла. Единственным неопровержимым плюсом здесь выступит качество сварки, которое будет вне всякой конкуренции.
При использовании аргона (инертного газа) вместо газа углекислого (в роли защитного газа) появляется возможность сварки цветных металлов, таких как латунь, алюминий, нержавейка и другие металлы и сплавы. Это возможно лишь при одном условии, а именно, при обязательном применении соответствующей проволоки для сварки (из алюминия или нержавейки).
Подытожив вышесказанное, можно с легкостью заявить: для гаражной сварки автомобильного кузова нет более оптимального и безопасного выхода, чем электрическая сварка полуавтоматом в среде защитного газа.
углекислотный полуавтомат
Перед тем, как варить…
Уделим несколько слов необходимым подготовительным процедурам непосредственно перед самой работой по сварке. Поскольку данная работа довольно непроста и требует не только навыков, но и предельной концентрации, а также аккуратности, не стоит пренебрегать и надлежащей подготовкой к ней.
Итак, непосредственно перед тем, как подключать ваш полуавтомат к источнику электрообеспечения, настоятельно рекомендуется проверить сеть на предмет способности к нагрузкам. Следует обязательно убедиться в том, сможет ли сеть в вашем гараже выдержать нагрузку, создаваемую сварочным аппаратом. Это первостепенное условие, только после выполнения которого вы можете подготавливать сварочный аппарат к действу.
В качестве второго шага следует «зарядить» сварочной проволокой ваш углекислотный полуавтомат. Для этого необходимо отделить газовое сопло от сварочной горелки, затем при помощи ключа открутить медный наконечник на ней, после чего установить нужную полярность тока сварки, предварительно отведя прижимной ролик вместе с проволокой.
механизм сварочного углекислотного полуавтома
Так, например, используя флюсовую проволоку для сварки, на зажиме необходимо установить плюс, на горелке – минус. Ежели в ход вступает обычная проволока, значит полярность следует сделать обратной, т.е. на зажиме минус, а на горелке плюс.
Затем конец проволоки следует вручную завести на 10-20 см в район падающего канала и сделать подвод прижимного ролика, удерживая одновременно проволоку от осыпания. При этом проволока должна обязательно попасть в канал на ведущем ролике.
Лишь после выполнения этих операций можно произвести подключение вашего сварочного аппарата к сети и нажать клавишу рукоятки сварочной горелки. Сперва начнется подача газа, а после этого уже проволоки и тока сварки. Теперь наденем медный наконечник на проволоку, закрутим его и установим газовое сопло.
Напоследок осуществим незамысловатое подключение углекислого газа. Для этого установим редуктор газовый баллон с CO2 и соединим полуавтомат и редуктор шлангом.
Технология сварки
Для наилучшего качества работы проваривать нужные кузовные места лучше стежками длиной по 2 сантиметра с интервалами в 5 сантиметров. Такой способ сварки будет крепче, нежели точечный. При варке стежками жесткость кузова значительно увеличивается, а также снижается его деформация в ходе дальнейшей эксплуатации, даже при больших нагрузках.
сварка кузова автомобиля
Стоит отметить, что проваривать в кузове нужно все за исключением передней части, где нагрузка будет и так минимальной. Однако в транспортных средствах с большим упором на переднюю часть подвески все же проваривать надо. В особенности это касается места скрепления передних «лап» с поперечной балкой. Что касается днища автомобиля, то здесь допускается проварка с двух сторон. Не стоит только забывать обрабатывать специальным грунтом сварные швы. Кроме того, крылья и капот передней части машины обычно не варят, однако обрабатывать задние части стоек и швы поддона необходимо обязательно. Только после этого можно приступить к прикручиванию панелей и сидений на свои места.
Пару слов о безопасности…
«Снарядившись» сварочным аппаратом не лишним будет подумать и о мерах безопасности вашей работы. В первую очередь это касается специальной маски, без которой, собственно, сделать что-то будет невозможно. Защитная маска даст возможность смотреть на яркую электрическую дугу, расплавленный металл, а также позволит контролировать ход сварки и защитит ваши глаза и лицо от едкого дыма, брызг металла и вредного ультрафиолета, излучаемого все той же дугой. Лучше всего подойдет маска «Хамелеон», поскольку она имеет электрооптический защитный светофильтр, управляемый фотодиодами. Иными словами, при обычных условиях данный фильтр прозрачен, но моментально затемняется при появлении вспышки дуги. Таким образом, ваши глаза просто не успеют получить световой удар, что крайне и крайне вредно. Также в целях создания комфортных условий работы можно изменять степень затемнения светофильтра в процессе сварки.
Не будет лишним позаботиться и о специальном костюме. Он защитит ваше тело, руки и ноги от болевых ожогов, легко способных образоваться в среде большой температуры и расплавленного металла. Прежде чем приступать к работе, обеспечьте себя специальной робой, или хотя бы крагами для защиты рук от все тех же ожогов.
pokraskainfo.com
Выбор сварки для кузовного ремонта
Автомобильный кузов – его несущая часть, требующая тщательного ухода и своевременного ремонта. Некоторые поломки невозможно устранить без сварки. Какой сваркой варить кузов автомобиля? Что для этого потребуется, кроме навыков и сварочного аппарата?
Осмотр машины
Приобретая авто с рук, необходимо внимательно осмотреть его кузов. Общеизвестная истина – кузовная часть отечественных машин начинает гнить через 10 лет после покидания конвейера, у импортных авто этот срок растянут до 15-ти лет. Причина этой разницы кроется в используемой стали. Процесс гниения кузова начинается обычно с нижней его части. Перспектив две: полная замена несущей части автомобиля (очень дорого) или использование сварки в местах сильного риска разрушения.
Наиболее подвержены коррозии те участки кузова, которые имеют частый контакт с водой:
- пороги;
- крылья над колесами;
- багажное отделение;
- передняя часть авто.
Если владелец машины умеет пользоваться сваркой, он может самостоятельно выполнить ремонт кузова своего автомобиля.
Описание процесса
Чтобы самостоятельно варить кузов авто, потребуется следующий перечень приспособлений:
- полуавтомат для сварки;
- специальная проволока;
- углекислотный баллон;
- средства для индивидуальной защиты (перчатки, маска для сварки).
Прежде, чем выбирать какой сваркой пользоваться, необходимо понять саму суть процесса. Соединение деталей производится при помощи электродов, но при ремонте кузова автомобиля этот способ приводит к образованию неэтичных рубцов. Громоздкая электродная сварка в кузовном ремонте используется редко и на определенных операциях (например, при соединении лопнувшей рамы).
Современные сварщики для кузовного ремонта используют полуавтомат или инвертор. Каждый способ обладает своими достоинствами и недостатками. Очень важно подготовить рабочую зону, чтобы во время сварки кузова автомобиля все инструменты и материалы находились под рукой. Освещение зоны соединения играет не последнюю роль. Новичкам рекомендуется помощь более опытных мастеров, которые подскажут технику выполнения сварных операций.
Использование углекислотного полуавтомата
Анализ состояния отечественных авто, особенно выпуска до 1994 г., позволяет судить о плохом состоянии их несущих конструкций. Причина кроется в отсутствии грунтовки на кузове, в те годы предприятия автопрома наносили ЛКП прямо на железо.
Варить такой «раритет» сложно. Сварка выполняется проволокой, а используемый полуавтомат хорошо соединяет железо толщиной 0,8-6 мм. Какой кузовной ремонт может быть выполнен с помощью углекислотного сварного аппарата? Диапазон операций довольно большой:
- сварка лонжеронов и порогов;
- устранение дыр
- выправление вмятин и иных дефектов.
Работает полуавтомат по следующему принципу: давление подается в зону сварки, само соединение происходит за счет плавления металла двуокисью углерода. Детали автомобиля прочно свариваются друг с другом, а вытеснение воздуха во время процесса позволяет надежно защитить их от окисления.
Углекислотный полуавтомат обладает большим преимуществом: универсальность применения, он может применяться на любых металлах. При замене двуокиси углерода аргоном можно варить нержавеющую сталь, алюминий и другие цветные металлы. Для надежного соединения рекомендуется делать стежки не менее 2-х см в длину и шаг — 5 см.
Важно: обязательна обработка сварочных швов грунтовкой.
Сварка инвертором
Усиление кузова автомобиля сваркой – обычная процедура автосервисов. Но эту же работу владелец может выполнить самостоятельно, используя аппарат с высокочастотными токами. Такое приспособление более компактно, чем углекислотный полуавтомат и обладает высокой скоростью. Варить кузов авто инвертором способен научиться даже начинающий мастер за короткий промежуток времени. Инверторный полуавтомат может работать на разных режимах, но имеет свои недостатки:
- высокая цена;
- невозможность соединения пластов железа толще 3-х мм;
- пыль приводит к частым поломкам оборудования.
Чтобы качественно варить кузов авто, необходимо остановить свой выбор не на самом дешевом инверторе. Такой аппарат очень быстро выйдет из строя. Все сварочные работы с инвертором, также как с полуавтоматом, необходимо выполнять в маске, перчатках. Техника безопасности – ключевой момент в ремонте автомобиля.
Нюансы самостоятельной сварки
Варить кузов машины не просто, для этого требуется сноровка и хотя бы минимальный опыт. Первым делом проводится визуальный осмотр несущей части авто, проводится оценка состояния железа и его толщины. Весь кузовной ремонт делится на 2 вида:
- полный;
- локальный, или местный.
В первом случае варить приходится большую часть кузова, во втором – устранить коррозию на отдельных участках. Новичок может сам справиться с локальной сваркой, а вот масштабные операции лучше доверить профессионалу.
При коррозии днища кузова может быть приварена заплатка из любого доступного материала. Самое главное – подобрать лист нужной толщины. При нахождении участка повреждения на видном месте необходимо ставить заплатку из того же материала, что и сама кузовная часть автомобиля. При этом цель сварки – сделать место ремонта максимально незаметным для окружающих.
Устал платить за штрафы? Выход есть!Забудьте о штрафах с камер! Абсолютно легальная новинка — НАНОПЛЁНКА, которая скрывает ваши номера от ИК камер (которые стоят по всем городам). Подробнее об этом по ссылке.
- Абсолютно легально (статья 12.2.4).
- Скрывает от фото-видеофиксации.
- Устанавливается самостоятельно за 2 минуты.
- Не видна человеческому глазу, не портится из-за погоды.
- Гарантия 2 года,
kuzovspec.ru
Профессиональная сварка кузова вашего автомобиля – виды и преимущества
Корпус авто является важной частью транспортного средства, как и прочие узлы или детали. Корпус находится в зоне риска, являясь буфером при соприкосновении с внешней средой – неизбежное механическое воздействие окружающих предметов, других транспортных средств и объектов при дорожно-транспортных происшествиях гарантированно приводит к поломкам и нарушению формы элементов деталей и потере внешнего привлекательного вида. Не стоит забывать и об агрессивном воздействии окружающей среды – влага, грязь и соль становятся причиной появления пятен коррозии и трещин. Во всех перечисленных случаях требуется кузовной ремонт автомобиля.
Содержание статьи
- Требования к проведению сварки кузова автомобиля
- Какой сваркой варить кузов?
- Можно ли варить кузов автомобиля сварочным инвертором?
- Сварка кузова полуавтоматом
- Особенности сварки кузова автомобиля электродом
Требования к проведению сварки кузова автомобиля
Сварка кузова авто – трудоемкий процесс, будь то дуговая, точечная или другой вид сварки. Она в любом случае требует наличия качественного сварочного аппарата для кузовных автомобильных работ и высокой квалификации сварщика – только это сочетание гарантирует удовлетворительный результат. Отсутствие должного опыта и хорошего сварочного аппарата не позволяет добиться точного и тонкого шва. Сварочные кузовные работы следует проводить в специально оборудованном помещении, где имеется точка подключения к сети с соответствующими параметрами частоты, напряжения и силы тока, источник газа и т.п. Сварка кузова автомобиля своими руками возможна только в несложных случаях и для ремонта кузова в тех местах, где эстетичность шва не так уж и важна.
Профессиональный подход к обработке кузова в оборудованном СТО позволяет получить сварочный шов с нужными критериями:
- вид шва выбирается в зависимости локализации повреждения;.
- учитывая характеристику металла выбирается тип сварки;
- метод сварочного ремонта – газовый, ручной дуговой, полуавтоматический, лазерный -выбирается в каждом случае индивидуально.
Действительно, универсального варианта не существует, элементы автомобиля после ремонта подвергаются разному по силе воздействию, да и выполнены из разных материалов. Точечная сварка применяется в подавляющем большинстве случаев для ремонта крыльев, порогов, тогда как соединение внахлест будет оптимальным для элементов под высокой нагрузкой. Если необходимо частично заменить какую-либо деталь, то разумно применить соединение встык, к примеру, при латании дыр на днище авто.
Своевременная диагностика авто позволяет выявлять повреждения на ранней стадии, что дает возможность решить задачу без серьезных финансовых затрат.
Какой сваркой варить кузов?
Как указано выше, выбором, какая сварка и какие материалы подойдут для сварки кузова автомобиля, должны заниматься профессионалы, как и тем, какой аппарат выбрать для реализации процесса. Корпус автомобиля изготовлен из низколегированных сталей с небольшим содержанием титана или углеродистых сталей с содержанием углерода в пределах 0,08 – 0,14 %, и такая сталь толщиной в среднем порядка 0,8 мм отлично штампуется, устойчива при сильном растяжении. Что касается видов сварочного ремонта, то специалист выбирает из следующего ассортимента:
- ручная дуговая сварка с помощью многопостового сварочного выпрямителя типа «ВДМ 1202» или его аналога с электродами диаметром 1,6мм марки УОНИ 13/45, положение шва – нижнее;
- газовая сварка корпуса авто выполняется газовой горелкой с ацетилено-кислородным пламенем и присадочной проволокой диаметром 0.8 мм марки Св-08Г2С;
- сварка кузова полуавтоматом авто также весьма востребована – она потребует баллон с углекислым газом и проволоку диаметром 0.8 мм марки Св-08Г2С. Впрочем, можно сваривать полуавтоматом и без газа, использую порошковую проволоку или проволоку с флюсом.
Можно ли варить кузов автомобиля сварочным инвертором?
Инверторный сварочный аппарат для кузовных работ с высокочастотным электротоком используется для сварки бампера, дополнительных рам, задних и передних лебедок, бычьих планок и даже противотуманных фар, если заказчику захотелось разместить их на крыше транспорта. Базовое преимущество сварки кузова автомобиля инвертором составляет высокая скорость – работы будут завершены в кратчайшие сроки. Инвертор в процессе создания сварных швов на транспортном средстве активно использовался еще с советских времен, правда, только на местах корпуса, не предъявляющих претензий к эстетичному виду. Получающиеся швы надежные и прочные, но только на металле толщиной свыше 3 мм. Для получения качественного шва инвертором важно проводить процедуру в чистом помещении – попадание влаги и пыли в корпус неизбежно скажется на качестве шва.
Сварка кузова полуавтоматом
Какой аппарат выбрать для ремонта днища? Сварочный полуавтомат для кузовных работ оптимален для выполнения заплаток на пораженных ржавчиной областях корпуса. Сварка кузова полуавтоматом выполняется с помощью специальной проволоки и заслуженно получила звание наиболее универсального средства кузовного ремонта на сегодня. Данный способ позволяет соединять листы металла толщиной 0,8-6 мм. Что касается видов работ, выполняемых с помощью полуавтомата, важно отметить следующее:
- надежные соединения на лонжеронах;
- заплатки на месте корродирующего металла;
- восстановление сварочным аппаратом формы на месте обычных вмятин.
Помимо соединения деталей в ходе сваривания частей место контакта избавляется от кислорода, а корпус авто постепенно плавится, но поскольку сварка полуавтоматом кузова авто проходит под контролем оператора, то железо не сгорает.
Какой сварочный аппарат лучше выбрать для создания соединений на любых типах металла? Конечно же, это сварочный полуавтомат. Действительно, если для сварочного процесса применять не стандартный углекислый газ, а аргон, то возможно сваривать и цветные металлы вроде алюминия и нержавейки.
Особенности сварки кузова автомобиля электродом
Ручная дуговая сварка позволяет сварить тонкослойный металл, но для получения аккуратного шва требуется не только сварочный аппарат для кузовных работ, но и опыт. При отсутствии опыта самостоятельно со сварочным аппаратом можно только залатать проржавевшие насквозь участки коррозии на днище – для выполнения таких операций можно брать любые материалы, главное, чтобы они удовлетворяли требованиям к толщине и надежности. Остальное стоит доверить профессионалам. Данный вариант соединения металлических деталей является самым старым и надежным и при этом наиболее универсальным. Более того, такой вариант можно использовать для любого пространственного расположения сварного шва даже в местах с ограниченным доступом. А широкий выбор выпускаемых марок электродов дает возможность сваривать самые различные стали – как углеродистые обычного качества, так и качественные стали с различным содержанием легирующих элементов. В этом случае качество шва напрямую зависит от квалификации сварщика, и в целом производительность по сравнению с другими сварочными технологиями ниже, но актуальность ручного сварочного аппарата с электродами не снижается благодаря простоте и транспортабельности такого оборудования.
По понятным причинам сварка кузова автомобиля своими руками дешевле, но не качественнее, тем более, если полуавтомат сварочный для кузовных работ оставляет желать лучшего. Решив выбрать аппарат для ремонта кузова, квалифицированный специалист учтет химсостав, толщину металла, место расположения свариваемых деталей, так что состояние порогов после сварки будет радовать автовладельца не один год. Действительно, если иметь в наличии высокопроизводительный сварочный аппарат для кузовных работ и грамотных специалистов в оборудованном помещении, то для ремонта кузова не потребуется много времени. Так что не стоит экономить на своем автомобиле и собственной безопасности – доверьте свое транспортное средство профессионалам, у которых есть все необходимое для кузовных автомобильных работ.
Сварка кузова автомобиля своими руками
Всем хорошо известно — кузов главный элемент каждого автомобиля, требующий тщательного специального ухода, своевременной диагностики и ремонта. Сварка один из его видов. Многие автолюбители делают такой ремонт в своем гараже самостоятельно. Сварка кузова автомобиля своими руками возможна при наличии специального оборудования.
Сварочный аппарат для ремонта
Углекислотный сварочный аппарат
Неискушенный автолюбитель, который ни разу не сталкивался со сварочными работами, может предположить, что для сварки кузова авто подойдет простой сварочный аппарат, работающий на переменном токе. Это не так. Таким аппаратом нельзя добиться качественного шва на автомобильном кузове. Весьма проблематично подобраться к некоторым его местам с электродом. Сварочным аппаратом переменного тока хорошо приваривать железо толщиной больше 6 мм.
Толщина металла кузова автомобиля 0,8-1 мм, чтобы качественно производить на нем сварочные работы, а не прожигать насквозь, вам понадобится углекислотный автомат. Научиться работать со сварочным аппаратом переменного тока, гораздо сложнее, чем варить при помощи углекислотного полуавтомата. Сварка на нем производится проволокой, которая автоматически подается в зону сварки, или вольфрамовым электродом, в отличие от проволоки, он не плавится в среде защитного газа.
Вольфрамовый электрод
Углекислотный полуавтомат — самый популярный сварочный аппарат, который применяют в автосервисах и гаражах при ремонте кузовов автомобилей самостоятельно. На полуавтомате можно производить сварочные работы на стальном листе толщиной от 0,8 до 6 мм. Шов сварки получается эстетичным и качественным. Стоит отметить, что напряжение металла в зоне, расположенной около шва, исключается.
Если углекислый газ в полуавтомате заменить на аргон, то появится возможность производить сварочные работы с цветными металлами.
Углекислотный полуавтомат — самый подходящий сварочный аппарат для кузовных работ своими руками.
Готовим кузовной металл
Сварка прерывистым швом
Ремонт кузова, как и любую работу, начинают с подготовки. Проблемные места кузова и детали, на которых будете производить сварочные работы, тщательно очищаете от грязи, ржавчины, краски, масла и других загрязнений.
Достоинства полуавтоматической сварки заключаются в автоматической подаче плавящейся проволоки, которая служит электродом высокой скорости сваривания тонких металлических листов. Сварной шов, полученный после сварки углекислотным полуавтоматом, отличается повышенным внешним и механическим качеством. При выполнении работ снижается деформация металла и расход материалов.
Прерывистый шов
Сварка кузова автомобиля своими руками может выполняться сплошным и прерывистым швом. Это зависит от доступности деталей, их конструктивного назначения в кузове, толщины.
Прерывистый шов на тонколистовом металле можете применять, если между соединяемыми элементами существует большой зазор. Это предотвращает детали от прожога. Детали, соединенные встык, провариваете сплошным швом.
Для уменьшения передачи тепла металлическим листам кузова ток и сварочную проволоку подавайте периодически. Время работы сварки и паузы зависит от толщины деталей и величины зазора между свариваемыми элементами. Сварочная ванна охлаждается за время перерыва, тем самым устраняется возможность прожога деталей.
Как варить
Перед началом сварочных работ надо проверить электрическую сеть в гараже. Вы должны быть уверенными, что она выдержит нагрузку углекислотного сварочного полуавтомата. Если все в порядке, вы можете начинать подготовку к сварочным работам.
Произведите зарядку полуавтомата сварочной проволокой. Со сварочной горелки снимаете газовое сопло, ключом отвинчиваете ее медный наконечник, устанавливаете нужную полярность тока, для этого отведите в сторону прижимной ролик со сварочной проволокой.
Если вы проводите сварочные работы с помощью флюсовой проволоки, минус устанавливаете на горелке, а на зажиме плюс. При использовании простой проволоки полярность устанавливается наоборот. Плюс будет на горелке, а минус установите на зажиме.
Зачистка кузова
Заводите 10-20 см проволоки в подающий канал и устанавливаете прижимной ролик на место, старайтесь, чтобы проволока при выполнении этих манипуляций, не осыпалась. Проволока должна находиться в ложбинке на ведущем ролике.
Выполнив все эти подготовительные действия, подключаете углекислотный полуавтомат к сети, нажмите клавишу. Она расположена на ручке горелки. Первой включится подача газа, а затем тока и сварочной проволоки. Подберите требуемый медный наконечник, наденьте его на проволоку, установите газовое сопло.
При кузовных сварочных работах проваривают все его части, исключение — передняя часть, так как выпадающая на нее нагрузка минимальна. Пол кузова провариваете с обеих сторон, затем швы обрабатываете специальным грунтом. Капот и крылья не проваривают.
Имея углекислотный аппарат и желание провести сварные работы на своем автомобиле, смело приступайте к ним, старайтесь использовать советы, которые узнали в статье.
Техника для кузовных работ по сварке листового металла
Сварка листового металла может быть простой задачей, если вы знаете, как это делать правильно. Сварка — важный навык, которым нужно обладать, если вы хотите заниматься кузовными работами, и важно как можно больше избегать ошибок. Хотя идея сварки листового металла может напугать некоторых, это не обязательно для всех.Если вы понимаете необходимые процедуры и методы, а также то, как это делать правильно, это может оказаться более простым процессом, чем вы думаете.
Хотя сварка листового металла — это большая тема, которую нельзя охватить одним сообщением в блоге, здесь мы дадим начинающим специалистам по кузовным работам краткое руководство о том, как обычно работает сварка. Вот несколько вещей, которые вы должны знать о сварке листового металла.
Обычно существует три типа процессов сварки листового металла
Специалисты по кузовному оборудованию, сваривающие листы вместе, обычно делают это, используя один из трех процессов: точечная сварка, сварка MIG (металл в инертном газе) и сварка TIG (вольфрамовый инертный газ).Точечная сварка или контактная сварка — это когда к металлу корпуса прилагается как физическое давление, так и концентрированное короткое замыкание. Затем сочетание давления сжатия, высокой температуры и короткого замыкания в точке сварки плавит пятно на металле в сварной шов.
СваркаMIG — это быстрый и эффективный процесс, при котором проволока, по которой проходит электрический ток, подается непосредственно в зону сварки. Инертный защитный газ также подается через пистолет и сварочный шланг. Это, пожалуй, самый распространенный тип процедуры сварки кузовов автомобилей.
Наконец, сварка TIG — это разновидность сварки MIG, но более сложная и техническая. Здесь вольфрамовый электрод образует сварочную дугу с обычно используемым присадочным металлом, и как электрод, так и зона сварного шва защищены от окисления.
Сварка МИГ считается самой простой из сварочных процессов для листового металла
Студенты, обучающиеся по кузовному оборудованию, должны изучить этапы сварки листового металла
Убедившись, что листовой металл правильно разрезан и что зазоры достаточно малы для соединения металлов, вы должны будете выполнить ряд шагов в этом процессе, как только вы, , станете техником по кузову .Обязательно используйте стыковую сварку, чтобы швы не перекрывали друг друга, и аккуратно сделайте прихваточный шов, чтобы панели правильно прилегали друг к другу. В противном случае листовой металл перегреется и деформируется.
Продолжайте этот процесс медленно и равномерно, прежде чем вы увидите, что вокруг сварных швов образуются зазоры. Удалите лишние сварные швы с помощью угловой шлифовальной машины, затем сварите швы и заделайте зазоры. Дайте сварному шву остыть, чтобы избежать деформации, затем отшлифуйте сварные швы перед обработкой грунтовкой, чтобы предотвратить ржавчину.
Важно дать сварному шву остыть, чтобы не произошло деформации или коробления.
Делая эти шаги, стоит также помнить об этих указателях
Профессионалы, прошедшие курс обучения кузовному оборудованию , знают, что правильно и безопасно сварка — это искусство. Помните, что стыковая сварка — более эффективный процесс, чем сварка внахлест. Сварочный аппарат также должен быть настроен на минимальную мощность, чтобы не образовывались большие дыры.Это особенно актуально, поскольку более толстые металлические детали не так восприимчивы к короблению или тепловым деформациям. Наконец, нельзя недооценивать важность безопасности, поэтому не забудьте надеть подходящие очки и защитные перчатки, чтобы избежать воздействия УФ-излучения и паров.
Хотите приступить к обучению техников кузова ?
Свяжитесь с автомобильными учебными центрами, чтобы узнать больше!
Категории: Новости УВД, Суррей
Теги: обучение техников кузовов, обучение кузовов, стать техником кузовов
MIG — Часть 2
авторское право Донни Смит 2012
М.I.G. Сварка
Рабочий зажим
Компьютерные компоненты
Защитное стекло
Преимущества
Уровень умения
Полярность
Перевод короткого замыкания
Защитный газ
СваркаMIG может называться GMAW, что означает сварку металлическим электродом в газе. MIG означает металлический инертный газ, но также может называться сваркой с подачей проволоки. Сварочный аппарат MIG используется для замены многих заводских точечных швов электрозаклепкой.
Рабочий зажим
Прежде всего, мы поговорим о некоторых вещах, которые необходимо знать при сварке на автомобиле.Вы всегда должны держать рабочий зажим близко к месту сварки на автомобиле. Например, вы наверняка не захотите иметь рабочий зажим на заднем бампере и приваривать переднюю часть! Старайтесь держать рабочий зажим как можно ближе к себе. Еще одна вещь, которую вы хотите сделать при сварке на автомобиле, — это отключить аккумулятор. Каждый раз, когда у вас идет сварка в автомобиле, вы замыкаете цепь и не хотите подключать аккумулятор, так как это может повредить электрические компоненты автомобиля.Отсоедините аккумулятор, отсоединив отрицательный провод. Затем изолируйте отрицательный кабель аккумуляторной батареи, обернув его тряпкой или пластиком, чтобы исключить случайное заземление кабеля на автомобиль.
Компьютерные компоненты
Еще одно соображение при работе с автомобилями — это компьютерные компоненты. Если они находились в пределах 12 дюймов от области, где вы свариваете, вам действительно необходимо удалить эти компоненты, чтобы не повредить их при сварке.
Защитное стекло
Перед сваркой накройте стекло или все остальное, что может быть повреждено в процессе сварки, противопожарным одеялом или искроустойчивой бумагой.Стекло может растрескаться даже при шлифовании, поэтому до завершения ремонта держите стекло накрытым сварочным одеялом или каким-либо защитным покрытием.
Преимущества
Преимущество сварки MIG над кислородной сваркой / сваркой с осаждением заключается в меньшей зоне нагрева. Он не нагревает металл так сильно, как кислородно-ацетиленовая горелка.
Уровень умения
СваркаMIG требует меньше навыков, чем дуговая, кислородно-ацетиленовая сварка или сварка TIG, и является быстрым и эффективным процессом сварки.
Полярность
Сварочные аппаратыMIG имеют две полярности. У вас обратная полярность, которая используется в кузовных работах. Здесь электрод, из которого выходит проволока, является положительным, а рабочий зажим — отрицательным. В этом режиме используется сварочная проволока и защитный газ. Другой тип — прямое множество, которое используется с порошковой проволокой. Эта настройка требуется и для проволоки с флюсовым сердечником, но защитный газ не требуется. Проволока с флюсовым сердечником не рекомендуется для тонких металлических листов и не используется при кузовном ремонте автомобилей.Вы должны быть уверены, что сварщик настроен на правильную полярность для того типа сварки, который вы будете выполнять.
Короткое замыкание передачи
Существуют различные типы сварки, которые можно выполнять с помощью сварочного аппарата MIG, но мы собираемся сосредоточиться на переносе короткого замыкания, так как он лучше всего работает с более тонкими листами. При сварке проволока, выходящая из электродов, попадает в свариваемый металл, образуя замыкание. Когда цепь сделана, она замыкается. Это происходит примерно от 90 до 230 раз в секунду при использовании.023 сварочная проволока для сварки тонких металлов. Как уже упоминалось, рекомендуемый диаметр проволоки — 0,023, рекомендованный тип проволоки — ER70S-6, а ER означает электродную проволоку, 70 — предел прочности на разрыв, примерно до 70 000, а S2 — сплошную проволоку. «6» — это химический состав проволоки, которую вы используете.
Защитный газ
При использовании сплошной проволоки вам понадобится защитный газ. Вы можете использовать CO2 прямо для некоторых более толстых металлов, но для автомобильных кузовов рекомендуется смесь из 75% аргона и 25% CO2, которая обеспечивает самый гладкий сварной шов для более тонких металлов.
Защитный газ помогает защитить сварной шов, не пропускает кислород и помогает создать красивый чистый сварной шов. Без защитного газа сварной шов будет иметь много отверстий для штифтов, называемых пористостью, и не будет иметь хорошего проплавления.
Защитный газ должен быть установлен на регуляторе в диапазоне от 20 до 30 фунтов на квадратный дюйм. 20 фунтов на квадратный дюйм хорошо подходят для помещений, таких как автомастерская или гараж.
Сначала проволока проходит через лайнер от сварочного аппарата. Затем проволока проходит через пистолет и через наконечник, который прикреплен к концу пистолета.Вкладыш покрыт шлангом, через который проходит защитный газ. На конце пистолета сопло закрывает наконечник и направляет защитный газ к свариваемой поверхности.
Это общий обзор сварочного аппарата MIG. Далее мы обсудим различные типы сварных швов, выполняемых при ремонте кузовов автомобилей.
Можно ли использовать сварочный аппарат для кузовных работ?
Как партнер Amazon я зарабатываю на соответствующих покупках.
Сварка листового металла требует использования проволоки или сварочного аппарата TIG.Вероятно, это наиболее эффективный способ сварки автомобильных панелей.
Однако, если у вас нет проволоки, вы можете использовать сварочный аппарат TIG для кузовных работ.
При сварке палкой необходимо поместить кусок проволоки между двумя пластинами, кончик которого касается металла. Это немного сложно и требует определенных навыков, но отлично подходит для большинства кузовных работ.
Он также может помочь с соединениями или изгибами на автомобилях, таких как боковые юбки вашего автомобиля, и при выполнении ряда других распространенных кузовных работ.Фактически, сварка штучной сваркой — это метод выбора многих сварщиков кузовов автомобилей!
В этом разделе мы рассмотрим некоторые практические шаги, которые вы можете предпринять, чтобы сделать это безопасно, не подвергая свой автомобиль риску повреждения.
Последнее обновление 2021-05-04 / Партнерские ссылки / Изображения из Amazon Product Advertising API
Определение лучшего стержня
Для начала вам необходимо определить, какой тип стержня лучше всего подходит для вашей сварочной работы и какой идеальный размер удочки был бы.
Для справки см. Нашу Таблицу тока электродов.
Когда дело доходит до удаления ржавчины, это может быть непросто, так как перед очисткой можно отшлифовать слишком много материала. Для быстрого ремонта кузова лучше всего просто приварить и не заморачиваться с удалением ржавчины.
В большинстве случаев стержень 6011 работает лучше, чем стержень 7018, потому что он позволяет вам двигаться намного быстрее.
В любом случае имейте в виду, что сварной шов будет прочнее, чем остальной материал, поэтому он, вероятно, будет хорошо держаться без стачивания ржавчины перед сваркой.
Принятие необходимых мер предосторожности для предотвращения образования тепла
Возможно, самая серьезная проблема, с которой вы столкнетесь при использовании сварочного аппарата для кузова, — это перегрев. Слишком много тепла влияет на материал, поэтому вы хотите избежать этой проблемы, двигаясь быстрее.
Вы можете попробовать использовать движение хлыста. Двигаясь вперед и назад, следуя направлению сварного шва, вы уменьшаете риск ожога.
Это должно быть вашей главной заботой, независимо от направления сварного шва.На очень тонких листах вращательное движение также работает под уклон, поэтому не бойтесь использовать этот метод сварки.
Проверьте свои настройки, чтобы предотвратить повреждение
Поскольку поиск подходящей техники требует некоторой практики, вы можете взять кусок листового металла и проверить его, пока не добьетесь нужной настройки нагрева.
Только если вы уверены, что не прожигаете материал, можете приваривать панели кузова автомобиля.
По мнению некоторых профессиональных сварщиков, если вы используете сварочные стержни 6011 на тонком листе металла, вы обнаружите, что оптимальная настройка нагрева составляет около 80-90 ампер.Кроме того, вы с большей вероятностью повредите панель.
Заключение
Как видите, сварка деталей автомобильного кузова приклеиванием возможна, но требует большой осторожности и определенной практики. Как только вы это поймете, вы обязательно сделаете отличную работу.
Amazon и логотип Amazon являются товарными знаками Amazon.com, Inc или ее дочерних компаний.
Современные современные автомобили требуют изменений в методах приспособления для ремонта при столкновении — Часть 1
В этой первой из двух частей мы рассмотрим некоторые методы крепления, необходимые для современных автомобилей, поврежденных в результате столкновений.Мы сосредоточимся на сварке стали и алюминия. Во второй части мы более подробно рассмотрим клеевое соединение и некоторые механические крепления, которые потребуются для ремонта.
Сталь Сварка GMA (MIG)
Сварка GMA (MIG) уже много лет является основным продуктом в индустрии ремонта столкновений. Сварщики стали GMA (MIG) предлагают специалистам по устранению столкновений ряд преимуществ: скромная цена в собственность; простота использования; легкодоступное обучение; минимальное обслуживание; и техники знакомы с оборудованием.
Когда началась сварка стали методом GMA (MIG), ее часто называли просто сваркой MIG. Хотя этот термин широко известен, он не совсем точен. MIG означает «металлический инертный газ» и используется при сварке с использованием инертного защитного газа, такого как 100-процентный аргон. Однако для большинства ремонтных работ при столкновении мы используем защитный газ, состоящий на 75 процентов из аргона и на 25 процентов из углекислого газа (часто называемого 75/25 или C-25). Поскольку углекислый газ является активным газом, правильным термином будет сварка MAG.Независимо от того, выполняет ли техник сварку MIG или сварку MAG, оба процесса представляют собой методы сварки газовой металлической дугой (GMA), поэтому I CAR®, Межотраслевая конференция по автоматическому ремонту столкновений и другие перешли на GMA ( MIG), когда речь идет о процессе — GMA, чтобы быть технически точным, и MIG, чтобы помочь с его распознаваемой способностью… достаточно просто, не так ли?
Поскольку сварка стали методом GMA (MIG) так долго была широко распространена в индустрии ремонта столкновений, мы не будем тратить на это много времени в этой статье.Однако есть несколько важных моментов, которые нам необходимо затронуть. Для большей части сварки unibody мы, вероятно, будем использовать аппарат на 110 В с электродной проволокой ER70S 6 0,6–0,9 мм (0,023–0,035 дюйма) и защитным газом C-25. Для сварки рам грузовиков мы можем по-прежнему использовать электродную проволоку ER70S-6 с защитным газом C-25, но нам понадобится машина на 220 В и электродная проволока 1,2 мм (0,045 дюйма). Также имейте в виду, что некоторым производителям автомобилей требуется электродная проволока ER70S 3 для некоторых сварочных работ. Как всегда, важно обращаться к инструкциям производителя транспортного средства для любых требований по замене деталей и сварке.
Недавним примером нового требования производителя автомобилей к сварке является объявление Honda о том, что проволока ER70S-6 может использоваться только для сталей с пределом прочности на разрыв 440 МПа или менее. Для любой стали на автомобилях Honda с давлением от 440 до 980 МПа компании Honda теперь требуется электродная проволока DS980J от Bosch. У I-CAR через портал технической поддержки I-CAR о возможности ремонта есть копия требования из недавней публикации Honda Body Repair News. Вы можете получить доступ к публикации, а также к множеству других замечательных сведений о производителях автомобилей на сайте www.i-car.com/rts, или вы можете перейти непосредственно к статье по адресу http://bit.ly/1na7Sxz
Алюминий GMA (MIG) Сварка
Многие люди говорят нам, что ремонт алюминия несложный, это просто другое; но когда дело доходит до сварки, все по-другому. В отличие от сварки стали GMA (MIG) сварка алюминия — это настоящая сварка MIG. Поскольку в качестве защитного газа используется 100-процентный аргон, «инертный» термин вполне подходит для сварки алюминия. Есть также ряд других различий между сваркой стали и алюминия.(Картинка # 5610)
В то время как сварка стали предоставляет техническим специалистам возможность выбора техники сварки методом выталкивания или вытягивания, для алюминия следует использовать технику проталкивания. Метод проталкивания позволяет защитному газу очищать зону сварки и уменьшать загрязнение сварного шва.
Метод переноса сварки также различается при сварке стали и алюминия. Для стали по-прежнему предпочтительным методом передачи является перенос короткого замыкания. Тем не менее, что касается алюминия, большинство производителей автомобилей теперь требуют переноса дуги импульсным распылением.В отличие от передачи при коротком замыкании, когда расплавленная электродная проволока «обрывается» при контакте с основным металлом, импульсное распыление формирует каплю расплавленной электродной проволоки, которая проталкивается поперек дуги в сварочную ванну. Поскольку концепцию легче показать, чем объяснить, посмотрите эти замедленные видеоролики от Miller Electric для сравнения двух методов передачи:
Короткое замыкание: http://bit.ly/1vHu1mp
Spray Pulse: http://bit.ly/1oJRlMc
Еще одно различие между сваркой стали и алюминия — это выбор электродной проволоки.Хотя существует почти универсальный тип электрода для стали, требования к алюминиевым электродам различаются в зависимости от сплава основного металла и рекомендаций производителя транспортных средств. При выборе алюминиевых электродных проводов обязательно обращайтесь к инструкциям производителя транспортного средства. Некоторые распространенные типы, с которыми вы можете столкнуться, включают 4043, 4047, 5356 и 5554.
Контактная точечная сварка сжатием (STRSW)
С тех пор, как сварка GMA (MIG) впервые стала применяться на предприятиях по устранению столкновений по всей стране, не было такого популярного метода ремонта, как точечная сварка.Качественные сварочные аппараты контактного типа для точечной сварки стали незаменимым оборудованием для предприятий по устранению столкновений.
STRSW не только повторяет внешний вид оригинального производителя, но также позволяет значительно уменьшить зону термического влияния, которая не повреждает многие из высокопрочных (HSS) и сверхвысокопрочных сталей (UHSS), используемых в современных автомобилях. Некоторые производители автомобилей дошли до того, что потребовали STRSW для сварки HSS и UHSS на своих последних моделях автомобилей.
В июльском / августовском выпуске журнала (Fixed Ops Magazine) мы более подробно рассмотрели некоторые аспекты, которые следует учитывать при инвестировании в этот тип оборудования.Если вы еще этого не сделали, пора внимательнее присмотреться к инвестициям в этот тип оборудования; вы будете рады, что сделали. Мы также рассмотрели пайку MIG в предыдущей статье, и вы также можете рассмотреть возможность добавления этого оборудования на свое предприятие.
Многофункциональные сварочные аппараты
Одна из тенденций, которую мы начинаем видеть у производителей сварочного оборудования, — это машины, которые объединяют несколько сварочных процессов в одном аппарате. В настоящее время на рынке имеется несколько машин, на которых вы можете выполнять стальные сварные швы GMA (MIG), пайку MIG и алюминий GMA (MIG), не внося изменений в машину каждый раз, когда вы меняете сварочные процессы.
Эти аппараты предлагают три сварочные горелки и возможность размещения трех типов электродной проволоки в одном сварочном аппарате. Машина может пропускать 100% защитный газ аргон и защитный газ C 25. Вам даже не нужно «указывать» аппарату, какой метод сварки вы хотите использовать. Когда вы нажимаете кнопку на горелке для сварки стали GMA (MIG), аппарат автоматически переключается в режим сварки стали и подает на сопло защитный газ C-25. Нажмите на курок горелки для пайки MIG, и машина снова автоматически переключится и отправит 100% аргон в сопло.Некоторые из этих аппаратов даже позволяют перейти на сварку вольфрамовым электродом в среде инертного газа (TIG) и сварку электродом.
Будьте в курсе событий с помощью инструментов, оборудования и обучения
Автомобильные технологии продолжают развиваться быстрыми темпами. По мере развития технологий процессы устранения столкновений также будут развиваться. Важно постоянно обращаться к рекомендациям производителей автомобилей относительно методов крепления. В то время как сварка стали GMA (MIG) будет по-прежнему использоваться в обозримом будущем, пайка STRSW и MIG будет продолжать набирать популярность и потребуется для некоторых ремонтных работ при столкновении.
По мере роста производства автомобилей с интенсивным использованием алюминия, сварка алюминия GMA (MIG) также будет расти. Чтобы идти в ногу, важно не сопротивляться переменам. Вам необходимо оснастить свое предприятие необходимыми инструментами и оборудованием для выполнения полного, безопасного и качественного ремонта; и крайне важно, чтобы ваши технические специалисты прошли самую последнюю подготовку по использованию каждой из этих технологий. I-CAR предлагает ряд курсов по методам крепления. Чтобы узнать, какие классы доступны в вашем районе, посетите www.i-car.com/s/.
В дополнение к учебным курсам I-CAR, программа I-CAR Welding Training & Certification ™ включает в себя обучение теории сварки, практическую оценку снаряжения, оборудования и инфраструктуры предприятия инструктором перед обучением в мастерской. , практика и признанный в отрасли сертификационный тест. Более подробную информацию обо всех курсах по сварке I-CAR (сварка стали GMA (MIG), сварка алюминия GMA (MIG) и профилирование стали) можно найти на сайте I-CAR Welding & Certification.Стоимость обучения сварке была снижена, чтобы сделать более доступным для каждого техника практическое обучение, необходимое для выполнения надлежащего сварного шва. Все большее число OEM-производителей используют обучение сварке и сертификацию I-CAR в своих сетевых программах, включая Acura, Audi, Chrysler, Ford, GM, Honda, Infiniti, Jaguar, Land Rover, Lexus, Nissan, Porsche, Scion, Toyota, Volvo и Volkswagen.
В следующей статье мы подробно рассмотрим клеевое соединение, заклепки и заклепки, а также другие механические крепления.
Связанные курсы I-CAR
Курс Теория сварки алюминия GMA
Курс Введение в контактную точечную сварку с отжимом
Курс Теория сварки стали GMA
Сварка сопротивлением
Обычно используется как альтернатива клепке для соединения тонких листов и легких металлов. Сварщик точечной сварки управляет тремя регулировками: током, временем сварки и давлением.Также можно отрегулировать рычаги держателей электродов, чтобы приспособиться к различным формам работы. Электроды могут быть вертикальными и офсетными.
Электроды обычно изготавливаются из меди, но для определенных видов работ они могут иметь наконечник из более твердого материала, например, из вольфрама или медного сплава. Электроды обычно охлаждаются водой, при этом вода подается через полые электроды. При замене электродов следует соблюдать осторожность, чтобы не повредить коническое гнездо.
Основной принцип точечной сварки заключается в том, что два соединяемых куска металла зажимаются между двумя медными электродами, подключенными к источнику питания.Поскольку электричество передается от одного электрода к другому, металл, зажатый между ними, действует как резистор. Это вызывает нагревание и плавление металла, сваривая их вместе. Рекомендации следует регулярно подавать и использовать систему охлаждения.
Принципы контактной точечной сварки
3.1 Нанесение точки сопротивления на кузов автомобиля
Контактная сварка — это процесс соединения, относящийся к сфере сварки давлением. С его помощью локально применяется тепло и давление.Это имеет очевидную связь с техникой кузнечной сварки, применяемой кузнецами при соединении металла. Процесс контактной сварки был изобретен в 1877 году профессором Э. Томсоном из Филадельфии, США, когда случайное короткое замыкание натолкнуло его на идею того, что первоначально называлось сваркой коротким замыканием. С начала двадцатого века она использовалась в небольших масштабах в промышленности, но только после Второй мировой войны контактная точечная сварка получила свое настоящее начало в автомобильной промышленности.С тех пор он превратился в самый важный метод сварки, используемый при строительстве и серийном производстве кузовов транспортных средств.
Сварка сопротивлением широко используется для серийной сборки цельностального корпуса и его компонентов из листового металла. Принятие этой ширины было вызвано ее техническими преимуществами и снижением стоимости. Кузова большинства массово производимых автомобилей собираются полностью путем сварки стальных штамповок вместе, чтобы получить единое жесткое шасси и конструкцию кузова.Толщина низкоуглеродистой стали, используемой в этой унитарной конструкции, варьируется от 0,8 до 1 мм для панелей обшивки или пола до 3 мм для основных структурных штамповок, таких как подвесные кронштейны. Промежуточные размеры, такие как 1,2 мм, используются для усиления петель, 1,6 мм для элементов конструкции шасси и 1,8–2,5 мм для элементов подвески и рулевого управления. С введением высокопрочных сталей (стали HSLA) производители автомобилей производят панели кузова толщиной до 0,55 мм и конструкционные элементы толщиной от 1 до 1 мм.2мм и 2мм. Это уменьшение толщины может быть выполнено без потери прочности.
Существует ряд процессов контактной сварки. Точечная сварка сопротивлением — это наиболее широко используемый процесс сварки в кузовостроении; на одно тело приходится от 4500 до 6000 точечных сварных швов, что составляет 80% используемой сварки. Еще 10% составляют другие процессы контактной сварки; шовная, выпуклая, оплавленная и стыковая сварка. Оставшиеся 10% делятся между методами сварки MIG / MAG, используемыми в массовом производстве кузовов автомобилей, при этом преобладает контактная сварка.
Фундаментальный принцип, на котором основана вся контактная сварка, заключается в том, что сварной шов создается за счет тепла, полученного в результате сопротивления прохождению электрического тока через два или более металлических куска, удерживаемых вместе под давлением электродами, сделанными из меди. или медные сплавы. Техническое определение тепла (тепло является сущностью всей сварки) — это (энергия) X время. Это указывает на баланс между подводимой энергией² и временем сварки; следовательно, чем быстрее сварка; тем больше прижимная сила.Однако инженерное определение сопротивления таково, что чем выше сила зажима, тем больше ток, необходимый для получения постоянного тепла. Тепло генерируется сопротивлением соединяемых частей прохождению сильного электрического тока. Это тепло на стыке двух частей переводит металл в пластичное состояние. Когда прикладывается правильное давление, происходит плавление. Все аппараты для контактной сварки, независимо от конструкции и стоимости, имеют очень похожую конструкцию.Основное различие заключается в типе губок или электродов, которые удерживают свариваемый объект. Стандартное сопротивление состоит из четырех основных элементов;
Рама: Основной корпус машины, который различается по размеру и форме для роботизированного, канцелярского и переносного типов.
Электрическая цепь: Состоит из понижающего трансформатора, который снижает напряжение и частично увеличивает силу тока для обеспечения необходимого тепла в точке сварки.
Электроды: Включает механизм установления и удержания контакта в зоне сварки.
Контроль времени: Представляет переключатели, которые регулируют величину тока, продолжительность текущего времени и период контакта. Многие теперь включают в себя блоки адаптивного управления процессом (импульсный таймер сварки).
Основные формы точечной контактной сварки классифицируются как: контактная точечная сварка; контактная проекционная сварка; сварка контактным швом; контактная сварка оплавлением и контактная стыковая сварка.
3.2 Точечная сварка сопротивлением
Точечная сварка сопротивлением в основном ограничивается выполнением сварных швов диаметром примерно 6 мм между двумя или более перекрывающимися панелями из листового металла.Этот тип сварки, вероятно, является наиболее часто используемым видом контактной сварки. Искусство планирования производства точечной сварки заключается в упрощении представления панелей в области взаимного перекрытия панелей. Ограничение точечной сварки состоит в том, что электродные узлы должны выдерживать применяемое
усилия в диапазоне от 2200 Н до 4500 Н для диапазона толщины листовой стали, используемой при строительстве и ремонте транспортных средств. Следовательно, при проектировании изделия необходимо учитывать требование о том, что электроды, изготовленные из относительно слабых медных сплавов, нуждаются в нормальном доступе к обеим сторонам перекрывающихся панелей, чтобы выдерживать такие электродные силы.Соединяемый материал помещается между двумя электродами, прикладывается давление, и электрический ток проходит от одного электрода через материал к другому электроду. Точечная сварка выполняется в три этапа. Сначала электроды прикладывают к металлу и прикладывают давление до включения тока. Далее на мгновение включается ток. Затем следует третье время удержания, в течение которого ток отключается, но давление сохраняется. Время выдержки приводит к ковке металла, пока он остывает.
Обычная точечная сварка обычно оставляет небольшие углубления на металле, что часто нежелательно на открытой стороне готового изделия. Эти углубления сводятся к минимуму за счет использования наконечников электродов большего размера на открытой стороне. При контактной точечной сварке можно сваривать разные комбинации толщины металла за счет использования большей площади контакта наконечника электрода с более толстым листом. Это можно сделать для низкоуглеродистой стали с разным соотношением толщин 3: 1.
Существует три вида деформации, вызванной контактной точечной сваркой, которые используются при производстве и ремонте кузовов автомобилей.Во-первых, это местное вдавливание электрода из-за его погружения в поверхность стали. Это механическое искажение — побочный продукт
процесс точечной сварки. Во-вторых, имеется небольшая тепловая деформация, которая является проблемой при попытке выполнить точечную сварку на открытых поверхностях, таких как панели обшивки, без каких-либо заметных искажений металла. Наконец, существует грубая деформация, возникающая, когда плохо подогнанные панели сжимаются вместе в определенных местах. Это механическое искажение, полностью связанное с процессом точечной сварки.Во-вторых, существует небольшое тепловое искажение, которое создает проблемы при попытке выполнить точечную сварку на открытых поверхностях, таких как панели обшивки, без каких-либо заметных искажений металла. Наконец, существует грубая деформация, возникающая, когда плохо подогнанные панели сжимаются вместе в определенных местах. Это механическое искажение, совершенно не связанное с процессом точечной сварки; тот же тип деформации с помощью заклепок или с помощью любого аналогичного метода локализованного соединения. Сочетание всех этих искажений способствует общему внешнему виду точечной сварки, что практически неприемлемо для потребительского продукта.Техника на кузовах автомобилей заключается в том, чтобы приваренные точечной сваркой фланцы были закрыты накладками (дверные проемы) или уплотнительной уплотнительной прокладкой (оконные и оконные рамки). Кузовной шарнир — одна из особенностей, которая отличает дешевый кузов массового производства от дорогого, собранного вручную. Аппараты для точечной сварки предназначены как для постоянного, так и для переменного тока.
Типичная скорость точечной сварки сопротивлением составляет 100 точек в минуту. Чтобы отвести тепло на сварном шве как можно быстрее, электроды и проводники иногда охлаждаются водой.Хотя многие аппараты для точечной сварки имеют стационарную конструкцию, существует повышенный спрос на более маневренные переносные устройства. Электроды, которые проводят ток и прикладывают давление, изготовлены из медного сплава с низким сопротивлением и обычно полые для облегчения водяного охлаждения. Эти электроды необходимо содержать в чистоте и правильно, чтобы получить хорошие результаты. Аппараты для точечной сварки широко используются для сварки стали, а при оснащении электронным таймером они могут использоваться для металла, такого как алюминий, медь, нержавеющая сталь и гальваника.
Сегодняшние кузова без шасси удерживают двигатель, подвеску и рулевое управление в нужных местах и спроектированы таким образом, чтобы поглощать удары при столкновении путем смятия, таким образом защищая пассажирский салон (и его пассажиров) от ударов и деформации. С точки зрения безопасности, а также с точки зрения механической эффективности, правильная сварка жизненно важна при таком ремонте.
Конструкция кузова автомобиля требует тщательного выбора листового металла, который до недавнего времени полностью производился из мягкой стали. Прочность на растяжение и пластичность, которые являются хорошими для низкоуглеродистой стали, жизненно важны для «сминаемости» (способности поглощать энергию удара), и именно поэтому используются точечные сварные швы.Средняя оболочка корпуса соединяется примерно 4500-6000 такими точечными сварными швами. Они остаются пластичными, поскольку процесс сварки не изменяет исходные характеристики стали. Более легкий вес снижает нагрузку на двигатель автомобиля и, следовательно, напрямую влияет на расход бензина.
В целях экономии веса и экономии топлива для изготовления некоторых панелей на корпусах кузовов используются высокопрочные стали. Поскольку эти стали имеют характеристики, отличные от низкоуглеродистой стали (мягкой стали), на долю которой по-прежнему приходится 60 процентов корпуса кузова, они вызывают проблемы при ремонтной сварке.Специально для производителей автомобилей производятся высокопрочные стали, позволяющие изготавливать корпуса из более тонких, но более прочных стальных листов. Эти стали менее пластичны и тверже. Прежде всего, они не переносят избыточного тепла из-за плохой сварки, что делает их хрупкими или мягкими или может вызвать деформацию панели. Низкоуглеродистая сталь хорошо переносит излишки тепла. В то время как старые корпуса из мягкой стали, по сути, требовали только настройки сварочного аппарата на толщину металла, современные новые корпуса могут содержать сталь до четырех различных значений прочности, твердости и пластичности, некоторые с покрытием с одной стороны, некоторые с покрытием с обеих сторон и некоторые без покрытия.Листовые материалы с цинковым покрытием требуют использования более тяжелого сварочного оборудования, способного производить более высокий ток для проникновения цинкового покрытия, а электроды необходимо постоянно очищать, чтобы избежать налипания цинка при сварке.
Поэтому ремонт кузовов из низкоуглеродистой стали и стали HSLA требует совсем других режимов сварки, чем для низкоуглеродистой стали. Корпуса из низкоуглеродистой стали могут быть сварены точечной сваркой сопротивлением, газовой сваркой (TIG) или дуговой сваркой (MIG); но более высокопрочные стали не должны подвергаться двум последним процессам, так как они требуют почти в три раза больше теплоты, чем точечной контактной сварки.Возникающие температуры превышают 1350 ° C для контактных точечных сварных швов для соединений аналогичной прочности. Однако более высокопрочные стали с их более высоким пределом прочности на разрыв, ограниченной пластичностью и большей твердостью особенно уязвимы к нагреву и склонны терять прочность и изменять пластичность при перегреве.
Развитие сварочного оборудования в сочетании с использованием электронного управления открыло путь к новым технологиям сварки кузовов, которые помогают упростить практические проблемы, возникающие при изготовлении корпусов из смеси низкоуглеродистых и высокопрочных низколегированных сталей.Традиционный метод контактной сварки должен был быть
улучшены для соединения высокопрочных сталей. Поскольку протеканию сварочного тока препятствует покрытие стали, может потребоваться более высокая температура для его разрушения, прежде чем можно будет сформировать сварной шов. Для получения неизменно хороших сварных швов необходимо использовать две или три стадии сварки, продолжительность каждой стадии должна быть адаптирована к характеру стали и ее покрытия.
3.3 Контактная точечная сварка высокопрочных сталей
Жесткость кузова и его способность выдерживать высокие скручивающие и другие нагрузки зависят от метода сборки, используемого для соединения различных панелей кузова.Точечная сварка используется повсюду в отрасли по двум причинам: во-первых, потому что это самый прочный и надежный метод соединения двух металлических деталей, и, во-вторых, из-за полного отсутствия деформации панели при сварке. Для обеспечения удовлетворительного ремонта необходимы сварные швы транспортных средств, имеющие такие же характеристики, как и у оригинала.
Сравнение точечной сварки и кованого шва показывает, что в обоих этих процессах соединение образуется путем слияния молекул металла.Они были объединены в каждую из двух частей, несмотря на разницу в двух используемых процессах. В случае кузнечной сварки детали нагреваются в кузнечной печи, а затем обрабатываются молотком до получения однородного материала. В случае процесса точечной сварки пистолет должен иметь устройство давления, которым может управлять пользователь и которое передает давление на электроды и трансформатор, чтобы обеспечить подачу тока высокой интенсивности на электроды. Точечная сварка — это основной метод сварки кузовов.Большая часть производственной сварки выполняется на металлах толщиной менее 2,5 мм, хотя сварка большей толщины может быть выполнена точечной сваркой. С введением высокопрочных сталей производители автомобилей производят панели кузова толщиной от 0,55 мм и используют для конструктивных элементов толщину от 1,2 до 1,5 мм. Используя правильное оборудование, можно успешно выполнить двустороннюю точечную сварку этих сталей.
3.4 Качество сварки
Для качественной точечной сварки необходим тщательный контроль трех факторов:
- Время сжатия
- Время сварки (продолжительность сварочного шва)
- Время удержания
Главный недостаток, связанный со сваркой в целом, заключается в том, что любой визуальный осмотр сварного шва не показывает его качества.Поэтому важно, чтобы оборудование для точечной сварки, используемое при ремонте кузова двигателя, автоматически учитывало внешние обстоятельства, такие как ржавчина, окалина, падение напряжения в сети электропитания и колебания тока.
Качество точечной сварки зависит от:
- Прочность сварного шва должна быть равна прочности основного металла. Это проблема прочности на разрыв и однородности самого сварного шва.
- Тепло сварки ни в коем случае не должно влиять на свойства основного металла.
- Давление сварки должно предотвращать отделение основного металла, чтобы не вызывать деформации панели и напряжений в сборке.
3.5 Нагрев
При контактной сварке время сварки контролируется электронными или электрическими (электрическими) устройствами. Ручные сварочные пистолеты с клещами, поставляемые в мастерскую по ремонту кузовов автомобилей, обычно управляются электроникой с минимальной предварительной настройкой. Время сварки может варьироваться от долей секунды для очень тонких листов стали до одной секунды для толстых листов.Время сварки является важным фактором, потому что прочность сварного шва зависит от правильной глубины плавления. Достаточное время сварки требуется для достижения такой глубины плавления, позволяя текущему времени выработать достаточно тепла, чтобы довести небольшой объем металла до нужной температуры, чтобы обеспечить надлежащее сплавление двух металлов. Если достигнутая температура будет слишком высокой, металл будет вытеснен из зоны сварного шва, что может вызвать образование пустот и трещин в сварном шве. В некоторых марках высокопрочных сталей после сварочных работ появляются трещины в непосредственной близости от зоны термического влияния.
3.6 Тепловой баланс
При контактной сварке панелей одинаковой толщины и состава выделяемое тепло будет равномерно уравновешиваться в обеих панелях, в результате чего получится сварной шов с характерным овальным поперечным сечением. Однако при сварке панелей, изготовленных из сталей разного состава, то есть обычной низкоуглеродистой стали с высокопрочными низколегированными сталями, будет возникать несбалансированная скорость нагрева. Эта проблема также возникнет при точечной сварке двух сталей разной толщины; Более толстые калибры обычно теряют больше тепла, что приводит к неудовлетворительным сварным швам.Для компенсации сварщик должен либо выбрать электрод, сделанный из материалов, которые будут изменять коэффициент термического сопротивления, либо изменить геометрию наконечника электрода, либо использовать импульсное оборудование.
3.7 Электроды
Функции электрода (хром / медь):
- Пропустите ток в зону сварки.
- Создайте необходимое усилие зажима для сварной детали.
- Способствует отводу тепла из зоны сварного шва.
Профиль и диаметр поверхности электрода зависят от свариваемого материала.Диаметр грани напрямую влияет на размер самородка. Правильное обслуживание
Поэтому поверхность наконечника электрода жизненно важна для обеспечения эффективного прохождения тока. Например, если диаметр наконечника 5 мм может увеличиться в результате износа до 8 мм, площадь контакта практически удвоится. Это приведет к низкой плотности тока и слабым сварным швам. Несоосность электродов и неправильное давление также приводят к повреждению сварных швов.
Требования к размеру и шагу сварного шва
Если в производстве использовались контактные точечные сварные швы, их необходимо по возможности воспроизвести новыми точечными сварными швами.Все такие воспроизводящие точечные сварные швы должны находиться на расстоянии 30 мм друг от друга.
При точечной сварке рекомендуется воспроизводить испытательные образцы той же толщины металла и материала для проведения испытаний на отслаивание, чтобы убедиться, что используемое сварочное оборудование может обеспечить удовлетворительное соединение согласно следующей формуле:
(D = диаметр наконечника, T = толщина листа, все в мм.)
Рисунок 7: Формула для оценки размера кончика электрода (коническая форма)
Минимальный шаг сварки
Прочность отдельных точечных сварных швов определяется шагом точечной сварки (расстоянием между точечными сварными швами).Связь между панелями становится сильнее по мере уменьшения шага, но если шаг становится слишком маленьким, а точечные сварные швы расположены слишком близко друг к другу, это может привести к шунтированию тока, что фактически отводит сварочный ток к предыдущему точечному шву.
Рисунок 8: Шунтирование тока в контактных сварных швах, расположенных в непосредственной близости
Позиционирование точки сварки от края и конца панели
Расстояние до кромки также определяется положением сварочного наконечника.Даже если точечные сварные швы нормальные, сварные швы не будут иметь достаточной прочности, если краевое расстояние будет недостаточным.
| Толщина панели | Шаг | Маржа |
0,6 | 11 | 5 |
0,8 | 14 | 5 |
1.0 | 18 | 6 |
1,2 | 22 | 7 |
1,6 | 29 | 8 |
Рисунок 9: Сварочный участок
5.0 Требования к электропитанию и необходимые значения
5.1 Настройка мощности
Количество используемого тока очень важно. Слишком малый ток дает только легкую липкость, которая дает недостаточное проникновение. Слишком большой ток вызывает обгорание сварных швов. Точечная сварка может выполняться по одному или несколько сварных швов могут выполняться одновременно, в зависимости от количества используемых электродов. При непрерывном приложении электрического тока соединенная область основных металлов плавится и сплавляется вместе, когда наконечники электродов прикладывают давление.
Рисунок 10: Текущий расход
6.0 Требования к продолжительности сварки и настройки таймера
Установка таймера очень важна, поскольку она контролирует переход тепла, подводимого к точечной сварке. Три наиболее важных фактора — это ток, время и давление.
6.1 Настройки давления
Поскольку большой электрический ток протекает в концентрированной области, наконечники электродов оказывают давление, заставляя поверхности соприкасаться.
6.2 Деканьютон
Один деканьютон (даН) эквивалентен одному килограмму прижимной силы.Если во время процесса сварки ваш сварщик не может выдерживать минимум 300 даН, расплавленный металл выйдет из искры, оставив слабый пористый сварной шов. При сварке новой борсодержащей стали абсолютно необходимо иметь сварочную горелку, способную выдерживать давление 300 даН. Бор содержится в основном в шасси всех новых автомобилей.
Рекомендуемое давление на конце в зависимости от марки стали:
| Размер панели (мм) | Давление (кг) | Длина рычага (мм) |
0.55 + 0,55 | 50 | 250 |
0,80 + 0,30 | 60 | 250 |
0,95 + 0,95 | 70 | 250 |
1,00 + 1,00 | 80 | 250 |
1.25 + 1,25 | 100 | 250 |
1,25 + 2,00 | 120 | 250 |
Эти значения давления относятся к HS-сталям: для обычных сталей может потребоваться снижение давления.
Холдинг
Когда электрический ток прекращается, зона сварки постепенно остывает и образует самородок.При приложении давления свойства самородка становятся более плотными, а его механические характеристики улучшаются. Во время реальной эксплуатации эти шаги необходимо выполнять в обязательном порядке, так как ими легко пренебречь.
Рисунок 11: Принцип точечной сварки
7.0 Принцип контактной сварки швов
7.1 Сварка контактным швом
Шовная сварка похожа на точечную сварку, за исключением того, что точки перекрывают друг друга, образуя непрерывный сварной шов.При этом металлические детали проходят между роликовыми электродами. Когда электроды вращаются, подача тока к каждому из них автоматически включается и выключается с интервалами, соответствующими скорости, с которой части настроены на движение. При правильном контроле можно получить герметичные и водонепроницаемые швы, подходящие для таких деталей, как топливные баки и панели крыши. Когда точки перекрываются недостаточно долго для получения непрерывного шва, этот процесс иногда называют точечной сваркой валиком или сваркой стежком (рис. 13).Таким образом, изделие проходит расстояние между электродами, необходимое для каждого последующего цикла сварки. Работа останавливается на время, необходимое для выполнения каждого отдельного сварного шва, а затем автоматически перемещается на необходимое расстояние для следующего цикла сварки. Прерывистый ток обычно необходим для большинства операций по сварке швов. Каждый отдельный сварной шов содержит несколько перекрывающихся точечных сварных швов, в результате чего получается соединение, которое имеет хорошую механическую прочность, но не является герметичным.
Этим методом можно сваривать низкоуглеродистую сталь, латунь, никель, нержавеющую сталь и многие другие сплавы, хотя его использование в значительной степени ограничивается операциями с мягкой и нержавеющей сталью.Максимальная экономия достигается, если общая толщина соединяемых листов не превышает 3,2 мм перед сваркой, поверхности должны быть чистыми и свободными от окалины, и это может быть выполнено с помощью пескоструйной обработки, шлифовки или травления.
Рисунок 13: Сварка швов (сварка стежком)
8.0 Принцип контактной проекционной сварки
Процесс сварки состоит из приведения выступов в контакт с сопрягаемыми приспособлениями и совмещения их между электродами.Электроды на аппарате в этом случае не заострены тупо, как при точечной сварке, а обычно представляют собой относительно большие плоские поверхности, которые прикладываются к стыку, прижимая выступы друг к другу.
Аппарат может одновременно сваривать как один выступ, так и множество выступов. Множество переменных, используемых при сварке выступами, таких как толщина, тип материала и количество выступов, не позволяют заранее определить правильный ток. Не все металлы можно сваривать с помощью выступов.Латунь и медь не подходят для этого метода, потому что выступы обычно разрушаются под давлением.
8.1 Сварка сопротивлением проекции
Сварка с выступом (рис. 14) включает соединение деталей методом контактной сварки, который очень похож на точечную сварку. Этот вид сварки широко используется для крепления крепежных элементов к элементам конструкций. Эта точка, где должна быть выполнена сварка, имеет один или несколько выступов, сформированных тиснением, штамповкой или механической обработкой.Деформация на тисненой металлической поверхности низка и незначительна для тяжелых металлов, хотя в случае разной толщины предпочтительнее тиснение выступа на более толстом из двух листов.
9.0 Контактная сварка оплавлением
В процессе оплавления две соединяемые металлические детали зажимаются штампами из медного сплава, форма которых соответствует каждой детали и которые проводят электрический ток к изделию.Концы двух металлических частей сдвигаются вместе, пока не образуется дуга. Сварочное действие через зазор плавит металл, и когда два расплавленных конца прижимаются друг к другу, происходит плавление. Ток отключается сразу после завершения этого действия.
Сварка оплавлением применяется для стыкового соединения листов, прутков, стержней, труб и экструдированных профилей. Имеет неограниченное применение как для черных, так и для цветных металлов. Для некоторых операций штампы охлаждаются водой для отвода тепла из зоны сварки.Наиболее важным фактором, который следует учитывать при сварке оплавлением, является точное выравнивание деталей. Единственная проблема, с которой сталкиваются при сварке оплавлением, — это выпуклость или увеличенный размер, оставшийся в месте сварки. Если важна чистовая поверхность сварного шва, тогда возникает необходимость отшлифовать или обработать стык до нужного размера.
10.0 Стыковая сварка
При стыковой сварке свариваемые металлы соприкасаются под давлением, через них пропускается электрический ток, кромки размягчаются и сплавляются.Этот процесс отличается от сварки оплавлением тем, что в процессе нагрева прикладывается постоянное давление, что исключает оплавление. Тепло, выделяемое в точке контакта, полностью связано с сопротивлением. Хотя работа и управление процессом стыковой сварки почти идентичны сварке оплавлением, основное отличие состоит в том, что при этом используется меньший ток, поддерживается постоянное давление и предоставляется больше времени для завершения сварки. Сварочная горелка клещевого типа с мощным сварочным трансформатором (для поддержания очень короткого времени сварки) оснащена системой сильного давления для выполнения большинства работ, к которым можно подойти с двух сторон, используя клещи.Ряд сменных сварочных рычагов и электродов различной формы и длины можно использовать для мгновенного преобразования стандартного пистолета в специальный инструмент, который может потребоваться для выполнения работы. Специальные наборы рычагов с электродами, специально разработанные для использования на автомобилях отдельных марок, были разработаны в сотрудничестве с большинством производителей автомобилей.
10.1 Аппарат для точечной сварки / электросварки
Обычно используется как альтернатива клепке для соединения тонких листов и легкого металла.Сварщик точечной сварки имеет контроль над тремя регулировками: током, временем сварки и давлением. Также можно отрегулировать рычаги держателей электродов, чтобы приспособиться к различным формам работы. Электроды могут быть вертикальными и офсетными. Электроды обычно изготавливаются из меди, для некоторых видов работ они могут иметь наконечник из более твердого материала, например, из вольфрама или медного сплава. Электроды обычно охлаждаются водой, при этом вода подается через полые электроды. При замене электродов следует соблюдать осторожность, чтобы не повредить коническое гнездо.
11.0 Настройка оборудования для использования
Самый важный момент в настройке оборудования:
- Толщина свариваемого листового металла.
- Доступность свариваемых деталей.
- Состояние поверхности свариваемого листового металла (она должна быть как можно более чистой, а ржавчина, окалина или лакокрасочное покрытие должны быть удалены).
Порядок настройки следующий:
- При выключенном оборудовании убедитесь, что концы электродов выровнены и имеют правильную форму.Если используются куполообразные наконечники (они обычно дают наилучшие результаты), радиусы наконечников должны быть 51 мм и 77 мм. при использовании наконечников с усеченным конусом убедитесь, что диаметр соответствует толщине используемого материала; диаметр должен быть 3√ t , где t — толщина отдельного листа в миллиметрах. Убедитесь, что сила наконечника достаточна, не сгибая стержни электродов и не скользя наконечником один по другому.
- Включите основное питание и убедитесь, что индикатор сети (красный) горит.
- Переключите переключатель выбора функций на стойкую точечную сварку.
- Включите Spotrite control и убедитесь, что горит индикатор готовности.
- Проверьте устройство утечки на землю, нажав кнопку тестирования.
- Установить нулевой размер пятна.
- Выполняйте сварку без брызг, выбрав настройку минимального нагрева и максимального времени для получения сварного шва желаемого размера.
- Сделайте два сварных шва на расстоянии примерно 51 мм друг от друга. Снимите второй сварной шов, т.е.е. Разорвите образец на части и проверьте, соответствует ли сам кусочек необходимой прочности сварного шва. Размер самородка должен быть 4,5 √ т.
- Увеличивайте настройку размера пятна от нуля за один шаг и сделайте пять пробных сварных швов в каждой настройке. Если сигнал отбраковки слышен (примечание о высоком импульсе: горит красный свет) для более чем трех сварных швов, уменьшите настройку размера пятна, пока сигнал отказа не сработает только два или три раза.
- Постепенно увеличивайте нагрев, чтобы сократить фактическое время сварки до появления брызг.Затем уменьшите нагрев на одну ступень, чтобы прекратить разбрызгивание. Оборудование полностью настроено.
Методика сварки
- Подготовьте поверхность панели, удалив всю краску, грунтовку и вообще любой изоляционный материал, покрывающий свариваемую поверхность. Эта подготовка является ключевым фактором для качественной точечной сварки. Краску необходимо удалить с помощью средства для удаления краски или шлифовки. Если на поверхности панели присутствует ржавчина, шлифование является лучшим методом подготовки, так как после этого поверхность будет иметь блестящую металлическую отделку, которая облегчит прохождение электрического тока.
- Обеспечьте правильную регулировку электродов и рычагов сварочной горелки.
- Определите подходящий шаг сварного шва для свариваемой панели, чтобы получить максимальную прочность.
- Убедитесь, что установлено правильное расстояние от края листовой панели до ближайшего точечного шва.
Односторонняя точечная сварка
В результате эксплуатационных ограничений обычной двусторонней точечной сварки оборудование для односторонней точечной сварки стало более широко использоваться в индустрии ремонта кузовов транспортных средств.Эта система предлагает преимущества традиционной точечной сварки без проблем, присущих доступу к секциям с двойными стенками. Таким образом, односторонняя точечная сварка является альтернативой обычной двусторонней точечной сварке или может использоваться вместе с ней.
В процессе односторонней точечной сварки при ручном прижатии одиночного электрода к панели электрическая цепь замыкается зажимом заземления и кабелем обратно к трансформатору.Это позволяет выполнять сварные швы в местах, где доступ возможен только с одной стороны.
В настоящее время производители используют различные типы стали для изготовления кузовов своих автомобилей, основными тремя из которых являются низкоуглеродистая сталь, оцинкованная сталь и высокопрочная сталь. Это привело к путанице и затруднениям при идентификации и сварке. Основная проблема высокопрочной стали заключается в том, что она чувствительна к нагреванию и ее трудно идентифицировать на автомобилях без данных. (Руководство по методам MIRRC Thatcham).При двусторонней сварке эта проблема решается с помощью импульсной сварки, которая сохраняет тепло в сварном шве на минимально возможном уровне. Некоторое одностороннее оборудование, особенно то, которое работает с высоким током, не требует сварки с импульсным управлением. Вместо этого в этих машинах используется мощный всплеск мощности в 8000 А постоянного тока за очень короткий промежуток времени, что позволяет поддерживать температуру точечной сварки ниже рекомендованной. Другое преимущество этой системы состоит в том, что не нужно определять, является ли сталь высокопрочной или низкоуглеродистой.Проблема с оцинкованной сталью заключается в том, что она имеет очень высокое контактное сопротивление стали за счет плавления покрытия, что приводит к его вытеканию из сварного шва. Затем, когда сопротивление станет достаточно низким, он автоматически выполнит вторую стадию сварки с правильной настройкой.
Аппарат для односторонней точечной сварки
Это оборудование колеблется от 2500 до 1200 ампер следующим образом:
- 2500 A с использованием двух фаз при 415 В
- 8000 А с использованием трех фаз при 415 В
- 1200 А с использованием трех фаз при 415 В
Оборудование может использоваться для выполнения следующих операций:
Односторонняя точечная сварка: Идеально для случаев, когда доступ к материалу затруднен с обеих сторон.Подходит для сварки крыльев, передних и задних панелей.
Двухэлектродная односторонняя точечная сварка: Подходит, когда невозможно надлежащим образом прикрепить зажим заземления. Он также позволяет выполнять две точечной сварки одновременно и подходит для приваривания секций подоконника на месте.
Роликовая точечная сварка с импульсным управлением: Обеспечивает непрерывную точечную сварку вдоль кромки металла внахлест. Он идеально подходит для изготовления водосточных желобов и для приваривания заплат к панелям автомобилей при ремонте коррозии без деформации.
Сварка медных кольцевых шайб для вытягивания: Позволяет приваривать ряды шайб к поверхности панели. Идеально подходит для удаления больших вмятин с помощью скользящего молотка со специальным крючком, который проходит сквозь кольца, которые позже отламываются при скручивании.
Rapid Puller: Предназначен для быстрого и эффективного удаления небольших вмятин путем приваривания съемника к панели, вытягивания вмятины и последующего поворота инструмента, чтобы высвободить ее из панели.
Усадка медных выступов: использует медный инструмент для усадки растянутых панелей, подвергшихся чрезмерной обработке молотком.
Углеродная усадка для чрезмерно растянутой панели: использует стержень угольного карандаша и используется для повторного натяжения поверхности панели, которая лишь слегка растянута.
Приваривание невыпадающих гаек к автомобилю: это оборудование можно использовать для приваривания невыпадающих гаек, шпилек и болтов с резьбой к поверхностям панели, когда их необходимо заменить.
Оборудование для односторонней точечной сварки имеет низкую силу тока, что обеспечивает безопасность оператора. В оборудовании используется постоянный ток не более 12 вольт. Все электроды могут быть закалены в воде без опасности для оператора при их перегреве, что продлевает срок их службы. Односторонняя сварка одним электродом и одним зажимом заземления приведет к потерям в металлической панели, а также металлическая панель является плохим проводником электричества.
Чтобы решить эту проблему, Stanners Ltd использует систему, которая дает хорошие результаты за счет использования двух заземляющих зажимов, правильно расположенных на свариваемых панелях.Благодаря этой системе через сварной шов пропускается на 20% больше тока, что приводит к более качественным и прочным сварным швам.
11.1 Контроль точечной сварки
Точечные сварные швы проверяют либо по внешнему виду (визуальный осмотр), либо с помощью разрушающих испытаний. Визуальный осмотр используется для оценки качества внешнего вида (синяки на кончике, отверстия от штифтов, брызги, количество пятен, положение пятна), в то время как разрушающий контроль используется для измерения прочности сварного шва. Большинство разрушающих испытаний требуют использования сложного оборудования, которого нет в большинстве автомастерских.В результате в мастерской был разработан более простой метод, называемый тестом на отслаивание.
11.2 Испытание сварных швов
После настройки оборудования следует выполнить пробную сварку из листового металла той же толщины и состояния, что и выполняемая работа. Когда образец готов, его следует разорвать. Если настройки верны, соединение «расстегнется», т.е. сварной шов.
Испытания сварного шва на сдвиг и отслаивание для сталей HSLA:
При испытании на сдвиг точечных сварных швов, полученных при сварке вместе двух сталей HSLA, может произойти частичный отказ точечной сварки.Если частичное разрушение не превышает 20% общей площади самородка, прочность сварного шва не должна ухудшаться.
Принципы разрушающих и неразрушающих испытаний контактной точечной сварки
11.3 Устранение дефектов сварки
Перед проведением теста проверьте следующее:
- Установка времени и контроль тока.
- Сварите две полосы из подходящего материала.
- Разорвать соединение скручиванием.
- Осмотрите сварной шов.
Точечная коррозия поверхности указывает на то, что ток включается до приложения давления. Чтобы исправить это, сбросьте электромагнитный выключатель отключения, чтобы передать управление позже. Слабый стык с чистой поверхностью свидетельствует о слишком низком давлении. Увеличьте давление, отрегулировав ручную гайку.
Прожженные отверстия в одной пластине указывают на то, что давление слишком высокое.Чтобы исправить это, уменьшите давление, отрегулировав ручную гайку.
Частичное повреждение металла свидетельствует о неполном контакте наконечников. Подсказки по файлам, которые нужно исправить.
SPRC: добавлен фосфор
SGACC, E / SGAHC: Лист из оцинкованной стали
SGAC35R: с добавлением фосфора (также оцинкованный)
SENCE: SPCE: с гальваническим покрытием цинк-никель
No. | Типы панелей. | Материал. |
1. | Панель капота, внешняя | SGAC35R |
2. | Панель капота, внутренняя | SGACC |
3. | Рама верхняя, внешняя | SGACC |
4. | Рама верхняя внутренняя | SGACC |
5. | Лонжерон передний | SPRC35 |
6. | Накладка передняя | SPRC35 |
7. | Крыло переднее | SENCE |
8. | Панель передней юбки | SGACC |
9. | Заполнитель решетки | SGACC |
10. | Поперечный элемент передний | SPRC35 |
11. | Подоконник, передний внутренний | SGACC |
12. | Удлинитель передней верхней рамы | SGACC |
13. | Наружная панель капота | SGACC |
14. | Наружная панель передней двери | SGACC |
15. | Внутренняя панель передней двери | SGACE |
16. | Наружная панель задней двери | SGACC |
17. | Внутренняя панель задней двери | SGACE |
18. | Панель крыши | SGACC |
19. | Стойка передняя, наружная, нижняя | SPRC35 |
20. | Стойка передняя, наружная, верхняя | SPRC35 |
21. | Стойка передняя внутренняя верхняя | SPRC35 |
22. | Центральная стойка, внутренняя | SPRC35 |
23. | Центральная стойка, наружная | SPRC35 |
24. | Передний пол, боковой порог, наружный | SGACC |
25. | Пол передний, боковой порог, внутренний | SGACC |
26. | Боковой порог, внешний задний удлинитель | SGACC |
27. | Панель четверть, внутренняя | SENCE |
28. | Стойка задняя внутренняя | SPRC35 |
29. | Панель задней полки | SPRC35 |
30. | Внутренняя панель крышки багажника | SGACE |
31. | Наружная панель крышки багажника | SGAC35R |
32. | Панель четверть, внешняя | SENCE |
33. | Панель задней юбки | SGACC |
34 | Задняя поперечина пола | SGACC |
35. | Задний лонжерон пола | SGACC |
36. | Задний порог пола | SGACC |
37. | Усиление крыши | СГАХК |
Сводка
- Всегда соблюдайте все инструкции по технике безопасности.
- Для успешной сварки должны выполняться три вещи: сила тока не должна быть слишком высокой или слишком низкой; таймер не слишком длинный или не слишком короткий, а давление установлено правильно.
- Если есть система охлаждения, ее необходимо включить. Во время работы с точечной сваркой вы должны снимать часы, так как они могут намагнититься. Свариваемый металл должен быть чистым — загрязнение сварочной ванны ослабляет сварной шов.
- Наконечники нагреваются, к ним нельзя прикасаться.
- Для проверки прочности точечной сварки мы применяем пробку: точечная сварка двух металлических кусков вместе и их разъединение. Если видимых повреждений нет, это признак плохой точечной сварки.Некоторые повреждения указывают на хорошую точечную сварку.
- Кроме точечной сварки существует также сварка швом. Заготовка удерживается вместе под давлением вращающимися круглыми электродами. В результате получается серия точечных швов внахлест, выполненных постепенно вдоль шва вращающимися электродами. Этот метод сварки идеально подходит для швов на топливных баках или контейнерах.
- Пайка и газовая сварка недопустимы, за исключением случаев, когда они были оговорены при производстве. Сварочные швы
- MIG следует использовать в ремонтных швах, где нет доступа для точечной сварки сопротивлением. Для замены каждого производственного точечного сварного шва необходимо просверлить и / или пробить отверстие, а затем на его месте выполнить сварку электрозаклепкой. Количество сварных швов должно точно соответствовать количеству снятых точечных швов.
- Если в существующей панели остались отверстия после удаления точечных сварных швов, в каждом отверстии будет выполнен по одному сварному шву MIG-заглушкой.
- Если применимо, на сварных панелях разъединителя, ЭБУ, батареях систем подушек безопасности и генераторе.
- При необходимости используйте подвесные панели для выравнивания.
Три качества точечной сварки:
- Прочность сварного шва должна быть равна прочности основного материала.
- Тепло сварки ни в коем случае не должно влиять на свойства основного металла.
- Давление сварки должно предотвращать разделение металлов, чтобы не вызывать деформации панели или напряжения в сборке.
Заменяемые сварные швы, клеи и т. Д., Показанные на схемах сварки, обозначаются следующими символами:
Точечная сварка | |
Точечная сварка (скрытая или скрытая) | |
Сварные швы MIG | |
Сварные швы MIG (скрытые или скрытые) | |
Сварной шов MIG | |
Сварной шов MIG (скрытый или скрытый) | |
Сварные швы и заглушки | |
Клей | |
«Объемная» резка (снятие панели) |
Если вы являетесь автором приведенного выше текста и не соглашаетесь делиться своими знаниями для обучения, исследований, стипендий (для добросовестного использования, как указано в авторских правах США), отправьте нам электронное письмо, и мы удалим ваши текст быстро.Добросовестное использование — это ограничение и исключение из исключительного права, предоставленного законом об авторском праве автору творческой работы. В законах США об авторском праве добросовестное использование — это доктрина, которая разрешает ограниченное использование материалов, защищенных авторским правом, без получения разрешения от правообладателей. Примеры добросовестного использования включают комментарии, поисковые системы, критику, репортажи, исследования, обучение, архивирование библиотек и стипендии. Он предусматривает легальное, нелицензионное цитирование или включение материалов, защищенных авторским правом, в работы других авторов в соответствии с четырехфакторным балансирующим тестом.(источник: http://en.wikipedia.org/wiki/Fair_use)
Информация о медицине и здоровье, содержащаяся на сайте , носит общий характер и цель, которая является чисто информативной и по этой причине не может в любом случае заменить совет врача или квалифицированного лица, имеющего законную профессию.
Тексты являются собственностью их авторов, и мы благодарим их за предоставленную нам возможность бесплатно делиться своими текстами с учащимися, преподавателями и пользователями Интернета, которые будут использоваться только в иллюстративных образовательных и научных целях.
Навыки сварки — старые автомобили еженедельно
Эдди Пол
Одним из важнейших навыков кузовного ремонта является умение соединять два металлических куска вместе. Хотя это можно сделать с помощью заклепок или клея, наиболее распространенным и предпочтительным методом является сварка. Сварка — это процесс нагрева металла до точки его плавления, при котором молекулы соединяются между двумя отдельными листами.
Есть несколько способов получить тепло, необходимое для сварки металла.Один из способов — зажечь комбинацию горючих газов; другой — за счет использования электричества для создания дуги путем заземления стержня (или проволоки) или путем создания дуги с помощью электрода для плавления металла с последующим добавлением присадочного стержня из аналогичного материала в открытый зазор. К счастью для тех, кто только начинает заниматься кузовным ремонтом, научиться сварке несложно. Освоив некоторые фундаментальные методы, вы обнаружите, что они применимы ко всем видам сварки. Вы также обнаружите, что знакомство с различными типами сварочного оборудования так же важно, как и умение им пользоваться.
Как и в случае с любым другим навыком, существует множество способов неправильно сваривать, но только несколько способов выполнить работу правильно. Как владелец магазина, я иногда обнаруживаю, что мне приходится делать обобщения, когда дело доходит до оценки навыков ремонта или изготовления тела человека. Например, я часто могу определить, справляется ли человек лучше с сваркой или с изменением формы металла, просто наблюдая за тем, как этот человек выполняет ту или иную ремонтную работу. Если поврежденную панель, над которой они работают, быстро срезают в пользу патч-панели или обшивки, то есть вероятность, что способность изменить форму панели не так сильна, как способность разрезать и приварить ее на место.С другой стороны, если ремонтник залезет в свой ящик с инструментами и вытащит молоток и тележку, тогда я знаю, что, хотя он может быть опытным сварщиком, он также обладает способностью изменять форму поврежденной панели без ее замены. Но, как я уже сказал, это обобщение и не обязательно что-то значит в реальном мире базового ремонта тела.
Когда я учился в старшей школе, я мечтал стать настройщиком автомобилей, но, к сожалению, на эту тему не было курсов по магазинам. Хотя меня меньше заботили выбивания вмятин на поврежденных крыльях и дверях, я записался на занятия по кузовному ремонту, потому что это казалось наиболее близким к настройке.Как оказалось, для меня это был довольно хороший карьерный ход, потому что мой цеховой учитель, зная, что я хочу настроить, подошел ко мне во время сегмента сварки и вручил мне старую жестяную банку, разрезанную пополам. Он поставил ее передо мной и сказал: «Когда ты сможешь починить эту банку, я научу тебя нескольким приемам настройки». Что ж, мне потребовалось довольно много практики, чтобы приручить резак, так сказать, расплавить металл ровно настолько, чтобы приварить хороший ровный валик вокруг банки, который не деформирует и не разрушает металл.Примерно через три недели я подошел к учителю и поставил банку с водой на его стол. Я сказал: «Я приму ваше предложение сейчас».
Итак, остаток того учебного года был потрачен на то, чтобы оставаться после уроков, изучая форму и гнуть металл, скатывать сковороды и делать юбки крыльев и нестандартные решетки. Я узнал, что сварка — тот же вид сварки, которому я научился в автомастерской — была важной частью настройки и изготовления. И хотя мне больше никогда не пришлось бы ремонтировать другую консервную банку, урок был хорошо усвоен.Когда я изучил основы сварки, я понял, что могу заняться и другими видами деятельности. Я смог помочь своему отцу в его мастерской, когда он попросил меня приварить несколько подвесных двутавровых балок для конвейерной системы, которую он строил. Я был достаточно молод, чтобы залезть на потолок его мастерской и сварить, повиснув за ноги, обернутые вокруг балки. Работа была не из приятных, но я действительно хорошо научился дуговой сварке, что было еще одним навыком, который я мог бы использовать в качестве настройки.
Мы работаем с большинством сварочных компаний — Miller, ESAB и Lincoln, — а также с компаниями, производящими устройства плазменной резки, такими как Hypertherm.Все они обладают разными особенностями, которые делают каждый из них уникальным.
Инструменты для сварки и резки
По мере развития ваших навыков сварки возникает необходимость изучать оборудование и вкладывать средства в него. Выбор сварщика требует от вас тщательного обдумывания. Вам необходимо принять во внимание следующие факторы: ваш бюджет, приложение и доступность питания. Есть несколько производителей, которые предлагают полную линейку сварочных аппаратов, но вместо того, чтобы занимать место на обзоре каждой доступной машины, я смогу предоставить довольно широкий спектр примеров с обзором некоторых сварщиков, которые мы используем здесь, в моем магазине.Поскольку мы выполняем все — от сварки тяжелых материалов до ремонтных работ на легких листовых металлах со всеми типами металла, сварочное оборудование, которое я использую, охватывает практически все области применения, с которыми вы, скорее всего, столкнетесь при выполнении типичных или нетипичных ремонтных работ. Окончательный выбор зависит от ваших конкретных потребностей, области применения и источника питания.
Специалист по кузовному ремонту автомобилей должен уметь пользоваться несколькими типами сварочных аппаратов. Универсальность ваших навыков имеет решающее значение, потому что вы никогда не знаете, с какой ситуацией ремонта вы столкнетесь.Базовая газовая сварка кислородно-ацетиленовой горелкой. Есть аппарат для дуговой сварки (также называемый «сварочным аппаратом» или «жужжащим ящиком»). Есть Heliarc (также называемый TIG или сварка вольфрамовым инертным газом). И последнее, но не менее важное, это сварка MIG (металл-инертный газ). Сварка MIG является стандартом для кузовного ремонта в наши дни по многим причинам, и именно на этом виде сварки я остановлюсь здесь.
Мы много раз используем медную пластину для поддержки сварного шва. Придерживайтесь меди
Но сначала я немного отвлекусь.Большинство из нас знакомы с кислородно-ацетиленовой газовой сваркой, более часто называемой кислородно-ацетиленовой сваркой, или просто газовой сваркой. Этот вид сварки использует смесь двух газов для создания высокотемпературного пламени, которое может плавить металлы или разрезать их. В наши дни газосварочные аппараты используются в основном для демонтажа автомобилей или других черновых работ, а также для сварки тяжелых металлов и оборудования. Хотя базовая газовая сварка отлично подходит для изучения основных навыков, я не рекомендую газовую сварку для кузовных работ, кроме как в крайнем случае.Для этого есть две веские причины. Во-первых, при газовой сварке может происходить чрезмерное нагревание, что является основной причиной деформации панели. Еще одна причина — запас прочности из-за открытого пламени. Хотя некоторые автомастерские по-прежнему используют кислородно-ацетилен для пайки дверной обшивки на место или для горячей усадки металла, этот процесс почти заменен сваркой MIG, как и аппарат для дуговой сварки. Чаще всего газовая горелка в моем магазине используется для отжига алюминия и стали.
Anti Spatter может помочь устранить брызги сварного шва и предотвратить прилипание материала к области вокруг сварного шва, включая сварочный стол.Большинство сварочных мастерских продают его по 16 унций. банки.
Тем не менее, есть несколько веских причин, по которым вам может понадобиться газосварщик для вашего магазина или гаража. Во-первых, он очень портативный, потому что не требует электричества. Во-вторых, первоначальная стоимость установки аппарата для кислородно-ацетиленовой сварки довольно низкая (от 100 до 300 долларов).
Однако недостатки газовой сварки обычно перевешивают преимущества. Два бензобака громоздкие и тяжелые, и вам нужно будет их пополнить (часто, если вы много работаете со сваркой и резкой).С практической точки зрения сварка кислородно-ацетиленом имеет тенденцию легко деформировать тонкие металлы из-за количества остаточного тепла, которое она выделяет на панели. Другими словами, начинающему сварщику может быть сложно использовать газосварщик.
Я часто ловлю наших ребят прихваточной сваркой, когда они поворачивают голову набок, когда нажимают на спусковой крючок сварочного аппарата MIG. Это не рекомендуется!
Сварщик MIG (металл в инертном газе) — самый универсальный сварочный аппарат, и его легче всего освоить.Сварка MIG использует электрическую дугу для плавления с пистолетом для подачи проволоки (отсюда и название сварочного аппарата с широкой подачей) к металлу и зажигания дуги. Инертный газ, который я использую для MIG в своем цехе, представляет собой смесь 75 процентов аргона и 25 процентов углекислого газа, который действует как экран во время процесса сварки и предохраняет металл от окисления. Некоторые из небольших сварочных аппаратов MIG могут удалять защитный газ с помощью специальной проволоки, называемой «сердечник из флюса», которая обеспечивает такой же эффект, как аргон-CO2. Сварочные аппараты с сердечником из флюса можно назвать аппаратами для безгазовой сварки проволокой, даже если при нагревании флюс производит необходимый газ.«Безгазовый» больше относится к отсутствию бензина и баллона. Если вы планируете много путешествовать со своим сварщиком, вы можете рассмотреть вариант MIG с флюсовой проволокой. Простое добавление газа и изменение полярности превратят большинство этих безгазовых сварочных аппаратов обратно в баллон.
Для сварки часто приходится попадать в труднодоступные места. К счастью, в этом случае нам понадобился только небольшой прихваточный шов.
Сварочные аппараты MIG, будь то 110 или 220 вольт, бывают разных номиналов тока.Чем выше номинальная сила тока, тем толще металл, который можно сваривать. Я использовал сварочный аппарат MIG на 60 А, но его использование ограничено только тонкими листами. Эти небольшие сварочные аппараты MIG обычно требуют стандартного источника питания на 110 В и идеально подходят для всех типов кузовных работ.
Самые большие сварочные аппараты MIG, которые есть у меня в мастерской, рассчитаны примерно на 100 ампер и достаточны для сварки как легких, так и тяжелых металлов. Производители сварочного оборудования заявляют, что 100 ампер годятся для стали толщиной до 1/2 дюйма, но я стараюсь ограничить их использование металлами толщиной не более 3/8 дюйма стали (что будет охватывать практически все автомобильные области применения. что вы встретите).
Сварочную зону можно осветить небольшими рабочими фарами, которые продаются в большинстве хозяйственных магазинов.
Кузовной ремонт очень редко предполагает сварку алюминия. Если вы обнаружите, что режете и свариваете кузов из алюминия, скорее всего, это гоночный автомобиль или импортный автомобиль высокого класса. К тому времени, когда вы поймете, что работаете над одним из них, то, надеюсь, вы далеко продвинетесь вперед на этапе основ ремонта тела! Сварку алюминия можно выполнять с помощью некоторых сварочных аппаратов MIG, но для этого потребуется «пистолет-распылитель» (специальный пистолет MIG с катушкой с алюминием, расположенной на пистолете).Это предпочтительнее, чем обычная подача проволоки, потому что более мягкая алюминиевая проволока часто застревает в кабеле. В любом случае, технология сварки алюминия методом MIG почти так же проста, как сварка стали.
Сварочные газы и проволока
Если вы заглянете внутрь сварочного аппарата MIG, вы не найдете много сложного оборудования. Вы найдете сменную катушку с проволокой, которая проходит через центр «кабеля», подключенного к пистолету. Этот кабель также подает сварочный ток через сварочную проволоку, подает защитный газ и передает пусковой сигнал от переключателя горелки на приводной двигатель катушки с проволокой.При срабатывании пистолета скорость проталкивания проволоки определяется выбранной настройкой. Проволока MIG проходит через медные наконечники на выходе из пистолета, чтобы предохранить его от плавления с внутренними частями пистолета.
Этот сварной шов MIG был отшлифован после сварки. Деформация была сведена к минимуму за счет сосредоточенной зоны нагрева MIG.
Самая большая ошибка, которую делают сварщики, когда впервые учатся использовать MIG, — это тянуть пистолет, чтобы сформировать непрерывный сварной шов, или «валик».«Толкание — это совсем не нормальное ощущение при сварке (особенно если вы выполняете много сварочных швов, как это делаю я), но толкание сварного шва удерживает газ перед дугой и сделает сварной шов гораздо более прочным. форменная бусина. Толкание вместо вытягивания значительно улучшит ваши сварные швы, как и мой. Кроме того, это правильный способ сварки MIG.
Тип газа, который вы используете для сварки MIG или TIG, зависит от типа металла, который вы планируете сваривать. При базовом ремонте кузова вы будете сваривать низкоуглеродистую сталь.При настройке сварочного аппарата следует помнить несколько вещей:
У хорошего сварочного аппарата, такого как Esab Migmaster 250, который мы чаще всего используем в моем магазине, будет удобная справочная таблица, расположенная где-то на аппарате. В этой таблице представлена вся необходимая информация о настройках машины (скорость подачи проволоки и сила тока), о размере присадочной проволоки, которую необходимо иметь на катушке (в зависимости от толщины свариваемого основного металла), а также о соответствующих размерах наконечника и сопла.
На Салли нам пришлось укорачивать двери и заново сваривать их, не деформируя их.Шеннон решил использовать для этого процесса TIG.
Для сварки разных материалов используются разные газы. Для сварки MIG низкоуглеродистой стали требуется аргон, смешанный с 25% двуокиси углерода (CO2). Для сварки алюминия требуется чистый аргон. Для сварки нержавеющей стали требуется аргон с 1 или 2 процентами кислорода (O2).
Для простоты настройте сварочного аппарата на тот тип металла, который вы планируете сваривать чаще всего, например, низкоуглеродистую сталь для основного кузовного оборудования.
Это Салли из фильма МАШИНЫ.Нам пришлось сузить крышу и снова сварить ее вместе, что потребовало небольшого зажима с помощью зажимов для магнитной сварки, чтобы сохранить выравнивание панели.
Плазменная резка
Ни одно обсуждение сварочных аппаратов не будет полным без упоминания аппаратов плазменной резки. Хотя большинство задач по резке металла, с которыми вы столкнетесь при ремонте кузова, лучше всего выполнять с помощью высокоскоростного абразивного отрезного круга, пилы или пневмоударника с долотом для резки панелей, все большее число людей проявляют интерес к плазме. фрезы.
Зажатие штанги поперек защелки заднего стекла удерживало крышу ровно, а защелку — плоской и позволяло принять молдинг заднего стекла.
Плазменный резак может показаться высокотехнологичным оборудованием, но на самом деле он довольно прост. Любая материя принимает одну из четырех форм: твердую, жидкую, газовую или плазменную, в зависимости от ее температуры. Когда твердое вещество нагревается до температуры плавления, образуется жидкость. Нагревание жидкости до точки испарения превращает ее в газ.При нагревании газа до чрезвычайно высокой температуры образуется плазма. Большая часть вещества в нашей Вселенной (например, Солнце) — это плазменная материя, но из-за ее чрезвычайно высокой температуры единственная плазма, которую вы, вероятно, найдете на Земле, находится в ударе молнии или выходит из плазменного резака. насадка!
Таким образом, плазменный резак — это, по сути, машина, которая создает и использует энергию плазменной дуги для резки металла. Не вдаваясь в скучный урок физики и науки о плазме, достаточно сказать, что использование плазменного резака — это самый быстрый и самый чистый способ резки металла пламенем без остаточного тепла, выделяемого обычным резаком.
его угол был вырезан, профилирован, приварен и отшлифован к металлу с помощью сварочного аппарата MIG.
Из-за большого объема работ по металлу, которые мы выполняем, в моем магазине есть несколько плазменных резаков, начиная от небольших моделей на 110 В, таких как Esab Handy Plasmarc 125, до мощных 220-вольтных Powercut 650, которые могут разрезать стальная плита толщиной три четверти дюйма, будто это было масло. Еще один качественный плазменный резак производит Hypertherm. В моем магазине плазменной резки PlasmaCAM с ЧПУ используется Hypertherm Powermax 1250, который может разрезать стальной лист толщиной до 1/4 дюйма.А для универсальной ручной резки мы используем модели Hypertherm Powermax 1000 и 600. Как и сварочные аппараты, аппараты плазменной резки сильно различаются по размеру и стоимости.
Использовать плазменный резак не только просто, но и весело! Из-за точности плазменной дуги и способности резать толстый металл этот инструмент незаменим для серьезных производителей. В умелых руках он может быть столь же полезен для резки и установки патч-панелей, квартальных панелей и многого другого.
Зажатие штанги поперек защелки заднего стекла удерживало крышу ровно, а защелку — плоской и позволяло принять молдинг заднего стекла.
Мы залили этот люк в крыше металлом, для чего потребовалось придать металлическую форму английскому колесу и приварить его. И снова мы использовали сварочный аппарат TIG, чтобы свести к минимуму коробление.
Нам часто приходится растягивать или укорачивать рамы и приводные валы. Это не совсем базовая работа с кузовом, но определенно требует навыков сварки.
Когда мы укорачиваем автомобиль, мы должны сварить пол по всей ширине, чтобы сохранить конструктивную целостность, точно так же, как если бы вы заменили четверть панели на серийном автомобиле.
Если вы сможете стать опытным сварщиком, вы, возможно, сможете заработать дополнительные деньги, устанавливая каркасы безопасности на гоночные автомобили. Знание того, как сваривать трубы, является реальным преимуществом, так же как и хорошей практикой для других видов сварки.
НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПОЛУЧИТЬ БОЛЬШЕ СТАТЕЙ ПО ВОССТАНОВЛЕНИЮ
Как выполнить сварку TIG на современном автомобиле — Welding Mastermind
Во многих случаях сварка TIG может быть лучшим выбором для автомобильной сварки на современном автомобиле, но может иметь определенные недостатки.
Так как же сделать сварку TIG на современном автомобиле? Наиболее важным аспектом сварки TIG на современном автомобиле является защита электронного блока управления и цифровой электроники автомобиля, которые в противном случае могут быть повреждены из-за высокой частоты, генерируемой во время начального скачка напряжения сварочного аппарата TIG при зажигании дуги. Сварку TIG можно безопасно выполнять, если эта электроника будет защищена.
Фактор риска сварки TIG на современном автомобиле может отпугнуть некоторых слесарей, которые даже не попробуют ее, но если вы примете меры предосторожности, это возможно.Продолжайте читать, чтобы узнать больше об опасностях сварки TIG на современных автомобилях и о том, как это правильно делать.
Сварка TIG и современная автомобильная металлообработка СваркаTIG — одна из самых популярных форм сварки в современной автомобильной промышленности, особенно когда речь идет о тонких точках ремонта и настройки автомобиля. MIG и сварка электродом обычно считаются достаточно хорошими для работы с рамой, но часто требуется более легкое и более точное прикосновение при сварке других компонентов современного автомобиля.
Поскольку сварка TIG позволяет получить более прочный и устойчивый к разрушению сварной шов, чем сварка MIG или электродной сваркой, этот метод сварки предпочитается стандартами безопасности транспортных средств как при сборке потребительских автомобилей, так и при проведении соревнований.
Преимущества сварки TIG на современных автомобиляхСварка TIG как метод сварки на современных автомобилях имеет много преимуществ по сравнению с другими видами сварки. Преимущества сварки TIG при сборке автомобилей являются причиной того, что она стала стандартом качества в автомобилестроении.
Вот некоторые из преимуществ сварки TIG на современных автомобилях:
- Универсальность: Сварка TIG может использоваться для большего количества типов металлов и сплавов, чем любой другой метод сварки, что позволяет сварщикам автомобилей использовать экзотические металлы прочнее стали, такие как титан, в свои конструкции.
- Чистые, качественные сварные швы: Сварка TIG — это лучший метод сварки для получения чистых сварных швов демонстрационного качества, что делает сварку TIG хорошим выбором для работы с современными автомобилями, где важен эстетический вид.
- Избегайте искр и брызг: Это полезное качество при сварке TIG на современных автомобилях, особенно при работе в перевернутом положении под рамой.
- Никаких проблем со шлаком или флюсом: Сварка TIG не требует возни с очисткой шлака
или флюса, что удобно, когда вы пытаетесь придать вашему сварному шву аккуратный вид без большой очистки
.
Хотя сварка TIG может использоваться для обоих типов металла, сварка TIG выполняет разные функции при сварке тонких металлов вместе в автомобиле, таких как лоскутные панели, по сравнению с сваркой толстых, таких как детали рамы.
Высокие температуры сварки и колебания температуры, подобные тем, которые возникают в сварочных установках MIG, могут вызвать деформацию и другие проблемы с тонкими металлами; Поэтому для этих работ обычно рекомендуется сварка TIG.
В то время как сварка TIG подходит для металла любой толщины, сварочные установки MIG могут без проблем сваривать большие и толстые детали автомобиля, потому что большие детали действуют как теплоотвод и менее подвержены деформации и другим негативным эффектам воздействия тепла из-за к их основной массе.
Риски сварки TIG на современных автомобилях СваркаTIG — отличный вариант для сварки на современных автомобилях, за исключением одной важной проблемы: высокая частота, используемая в сварочных аппаратах TIG, повреждает чувствительное электронное оборудование, такое как высокочувствительные электронные модули управления (ECM) и другие датчики, которые работают в среднем с двадцати человек. -автомобиль первого века.
Это означает, что, если все сделано неправильно или неопытным специалистом, сварщик TIG может легко вывести из строя главный компьютерный модуль вашего проектного автомобиля или другие цифровые компоненты, поджарив электронную систему и в некоторых случаях превратив машину в наименее впечатляющее пресс-папье в мире.
Чтобы выполнить сварку TIG на современном автомобиле, не рискуя получить огромное количество электрических повреждений в более хрупких системах автомобиля, любой, кто планирует выполнять сварку TIG на современном автомобиле, должен понимать, как высокочастотная сварка повреждает электронику и как предотвратить это повреждение.
Как высокочастотная сварка повреждает электроникуОпасность при сварке TIG на современном автомобиле связана с электрическими шумами, создаваемыми высокочастотной сваркой. В процессе сварки этот высокий ток силы тока передается в раму или кузов автомобиля.
В большинстве случаев это не вызывает никаких проблем, особенно если перед началом сварки было выполнено надлежащее заземление. Но в некоторых случаях постороннее электричество может быть проведено к жгуту проводов или к ECM автомобиля, где резкие скачки напряжения, вызванные зажиганием дуги TIG, могут быстро привести к короткому замыканию в электрической системе автомобиля.
Если электрическая система автомобиля повреждена электрическими импульсами, генерируемыми установкой TIG, часто нет другого выбора для ремонта автомобиля, кроме как заменить ECM или жгут проводов.
Любой, кто когда-либо смотрел, сколько стоит ремонт электрических систем в автомобиле, знает, насколько это может быть чрезвычайно дорого, а электроника автомобиля никогда не сможет гарантировать правильную работу снова после такой аварии.
Результаты повреждения современных автомобилей сварочным аппаратом TIGПричина, по которой работа с современными автомобилями со сварочными аппаратами TIG является таким мучительным испытанием для тех, кто не имеет опыта в этом, заключается в том, что все группы технических специалистов рассказывают ужасные истории о том, как электрические системы автомобиля поджариваются из-за неправильно заземленного сварного шва TIG.
Эти повреждения обычно связаны с катастрофическим отказом модуля управления двигателем (ЕСМ), жгута электропроводки автомобиля или того и другого. Замена этих деталей в автомобиле может легко обойтись более чем в тысячу долларов между запчастями и работами.
Даже если автомобиль можно отремонтировать, после того, как автомобиль получил электрическое повреждение, многие механики знают, что после того, как электрические системы автомобиля были повреждены напряжением, в системе, вероятно, есть скрытые повреждения, которые еще не проявили себя.
Такое повреждение может значительно снизить стоимость современного автомобиля и во многих случаях может вообще не дать автомобилю работать, если к нему не привлечен специалист по электропроводке, что может стоить сотни долларов в час как для диагностики, так и для замены блока управления двигателем. а также перепрограммировать его. Перепрограммирование ECM или других моделей автомобильных компьютеров обычно должно выполняться у дилера.
Защита электроники в автомобилях во время сварки TIGНесмотря на то, что сварочные аппараты TIG могут вызвать серьезные повреждения при неправильном использовании на современном автомобиле, они по-прежнему являются предпочтительным сварочным инструментом для большей части автомобильной промышленности.Это связано с тем, что с некоторыми основными средствами защиты, установленными перед сваркой TIG, сварка может выполняться на современном автомобиле без каких-либо проблем.
Существует множество различных методов защиты электронных компонентов современного автомобиля во время сварки TIG, включая следующие:
- Перемещение компонентов автомобиля в сторону
- Правильное заземление автомобиля
- Использование устройства защиты от перенапряжения аккумулятора
- Отключение аккумулятора автомобиля или блока управления двигателем
Эти методы можно использовать по отдельности (или даже лучше в сочетании друг с другом) чтобы гарантировать, что любая сварка TIG, выполняемая на современном автомобиле, будет завершена без катастрофического повреждения чувствительных цифровых систем автомобиля.
Компоненты движущегося автомобиля во время сварки TIGЭто кажется простым решением, но во многих случаях деталь, которую необходимо сварить на современном автомобиле, можно просто отсоединить от автомобиля, сварить на сварочном стенде и снова установить. Это сокращает время, в течение которого сварочный аппарат TIG находится в потенциальном контакте с электрическими системами автомобиля.
Часто проще снять деталь для точной сварки, которую можно выполнить на сварочном столе при ярком освещении, чем пытаться сварить деталь, пока она находится на автомобиле, что часто связано с сваркой в неудобном положении и в в случае сварки TIG, выясняя, как управлять педалью горелки TIG при сварке в указанном неудобном положении.
В некоторых случаях, если сварка должна выполняться рядом с гнездом блока управления двигателем, может быть гораздо лучшим вариантом полностью снять блок управления двигателем с автомобиля до тех пор, пока сварка не будет завершена, а затем заменить его. Таким образом, отсутствует угроза электрического повреждения блока ECM.
Заземление современного автомобиля во время сварки TIGСамым важным аспектом сварки TIG на современном автомобиле является обеспечение заземления автомобиля вблизи области, на которой вы выполняете сварку.Возможно, этот шаг более важен, чем любые другие меры предосторожности, которые вы могли бы предпринять в отношении сварки TIG на автомобиле.
Правильное заземление сварного шва не только помогает предотвратить электрическое повреждение цифровых систем автомобиля, но также помогает предотвратить случайное поражение слесарем электрическим током.
У современных автомобилей много потенциальных контуров заземленияНесмотря на то, что при сварке TIG на современном автомобиле существует больший риск, современные автомобили также обладают множеством потенциальных контуров заземления по сравнению со старыми автомобилями.Итак, если вы правильно заземлили автомобиль перед сваркой, действительно нет оправдания короткому замыканию в электрической системе автомобиля.
Эти контуры заземления обеспечивают множество потенциальных точек заземления для заземления автомобиля перед сваркой, чтобы слесарь мог обеспечить заземление автомобиля как можно ближе к месту сварки.
Автоматические устройства защиты от перенапряжений для автомобильной сварки TIGОдин из методов, который люди используют для защиты электрической системы своего современного автомобиля при выполнении сварки TIG, — это установка автоматического устройства защиты от перенапряжения, которое подключается к электрической системе автомобиля и защищает его от скачков высокого напряжения, которые могут повредить чувствительное электронное оборудование в автомобиле.
Эти сетевые фильтры разработаны специально для защиты от скачков напряжения, связанных с повреждениями, вызванными высокочастотной сваркой TIG, поэтому, даже если они могут быть немного дорогими, они намного дешевле, чем замена блока управления двигателем или жгута проводов на вашем автомобиле.
Устройства защиты от перенапряжения— это хорошая вещь, которую можно установить в качестве дополнительной меры предосторожности наряду с заземлением автомобиля до и во время сварки TIG.
Как отключить автомобильный аккумулятор перед сваркой TIGОдин из способов защитить электрическую систему вашего автомобиля перед началом сварки TIG — отсоединить автомобильный аккумулятор.Это легко сделать на большинстве моделей автомобилей. Чтобы отсоединить автомобильный аккумулятор перед началом сварки TIG, после надевания защитных очков и некоторых перчаток для защиты рук и глаз выполните следующие действия:
- Поверните ключ в замке зажигания и выключите двигатель. Выньте ключ из замка зажигания.
- Найдите отрицательную клемму в верхней части аккумулятора. Обычно он черного цвета и имеет символ минус.
- Ослабьте гайку на отрицательной клемме аккумуляторной батареи.
- Повторите этот процесс для положительного полюса аккумуляторной батареи.
- Убедитесь, что положительный разъем на кабеле аккумулятора не касается металлических поверхностей автомобиля.
После отсоединения кабелей аккумуляторной батареи электрическая система автомобиля больше не получает питания, и его можно безопасно приваривать без повреждения каких-либо электрических компонентов. Однако есть и недостатки отключения аккумулятора или блока управления двигателем на современном автомобиле.
Отключение автомобильного аккумулятора или блока управления двигателем может вызвать проблемыНесмотря на то, что это лучший способ защитить электрическую систему автомобиля во время сварки TIG или других электромонтажных работ, отключение автомобильного аккумулятора или блока управления двигателем в современном автомобиле может вызвать в автомобиле ряд проблем, связанных с его электронными системами.Наименьший эффект, который вы увидите, — это потеря времени на дисплее автомагнитолы или потеря предустановок в вашей электронной системе.
Существуют более глубокие электрические проблемы, которые потенциально могут иметь значение. Электронный блок управления автомобилем может научиться устранять незначительные неисправности в механической системе и может нормально управлять автомобилем и преодолевать эти идиосинкразии.
Но как только ECM перезагружается, компьютер забывает эти ярлыки и быстрые исправления кумулятивных проблем в системах автомобиля, и это может вызвать проблемы в работе автомобиля, которых у него не было до отключения электрической системы.
Многих техников обвиняют в перегреве электроники после работы с автомобилями в ремонтных мастерских, но правда в том, что во время ремонта электрическая система часто отключается, и после повторного подключения могут появиться неисправности, которые уже присутствовали в системе, только что скрытые под ней. различные электронные механизмы адаптации автомобиля.
Риски безопасности при сварке TIG на современных автомобиляхСамая большая угроза безопасности для слесаря-сварщика TIG на современном автомобиле — это риск поражения электрическим током.Поражение электрическим током при несчастных случаях на производстве часто может привести к серьезным травмам и возможной смерти.
Есть несколько способов, которыми слесарии могут защитить себя от поражения электрическим током при сварке TIG на современных автомобилях:
- Отключите электрические системы автомобиля. Защищает как машину, так и слесаря, а также предотвращает случайное заведение машины, когда слесарь находится под ней.
- Используйте сухие изолированные сварочные перчатки в хорошем состоянии. Перчатки следует периодически проверять на предмет повреждений или износа и при необходимости заменять. Перчатки должны образовывать прочный экран от случайного электрического контакта кожи.
- Не прикасайтесь к электроду горелки TIG кожей или влажной одеждой. Прямой контакт с вольфрамовым электродом горелки TIG может привести к поражению электрическим током. Это похоже на прикосновение руки к проводу под напряжением.
- Осмотрите свои инструменты. Электрод горелки TIG следует всегда проверять на предмет повреждений перед сваркой, а также сварочный кабель и изоляцию горелки TIG.Эту изоляцию важно поддерживать, поскольку она предотвращает случайное прикосновение слесарем к находящимся под напряжением компонентам внутри резака.
Помимо вторичного удара, слесари, использующие горелки TIG, также подвержены риску поражения первичным напряжением, которое может произойти, когда слесарь касается «токоведущих» частей сварочного аппарата внутри изолированного корпуса или контактирует с источником питания горелки TIG. .
Разряд первичного напряжения может составлять 120-575 вольт, тока более чем достаточно, чтобы убить даже самого сильного слесаря.Это заставляет серьезно относиться к электробезопасности при сварке TIG.
Инвертированная сварка TIG Выполняя сварку TIG на автомобиле, вы часто обнаруживаете, что выполняете перевернутую сварку или сварку в верхнем положении. Сложность сварки TIG при сварке в одном из этих положений заключается в том, что может быть неудобно управлять педалью, одновременно управляя присадочным стержнем и горелкой TIG.
Педальное управление TIG может быть достигнуто на автомобильном сварном шве одним из следующих способов:
- Создайте держатель платформы или педали. Если вам приходится скручиваться или работать над головой с горелкой TIG во время сварки в автомобиле, установите строительные леса или установите педаль так, чтобы ее было легко достать из сварочного положения. Держатели педалей позволяют удерживать педаль сварки под функциональным углом к месту сварки.
- Приведите помощника. Когда друг-слесарь будет регулировать педаль по вашим словесным командам, это может быть эффективным способом справиться с логистикой педали горелки TIG при сварке автомобиля.
- Воспользуйтесь преимуществами пальцевого управления TIG. Эти удаленные элементы управления TIG позволяют пользователю точно контролировать силу тока сварного шва независимо от того, в каком положении находится сварной шов, что делает его хорошим выбором для автомобильных сварщиков или тех, кому приходится выполнять сварку вдали от сварочного стола.
Когда дело доходит до сварки на современных автомобилях, точность важна как для защиты электрических систем автомобиля, так и для обеспечения получения чистого и высококачественного сварного шва в конце рабочего дня.Горелки для сварки TIG с ручным управлением дороги по сравнению с некоторыми модернизациями в мастерской, но контроль, который вы получаете над сваркой, стоит вложенных средств.
Поскольку современный автомобиль очень чувствителен к высокочастотной сварке TIG, чем больше у вас контроля над процессом, тем меньше вы рискуете вызвать электрическое повреждение систем автомобиля.
Как подготовить автомобильный металл к сварке TIGПри сварке подготовка металла к сварке является одним из наиболее важных аспектов сварочной работы, несмотря на то, что это один шаг, который часто упускают из виду новички или некачественные слесари.
Поскольку автомобили смазываются для механических работ и подвергаются воздействию тонны дорожной пыли и других загрязняющих веществ, любая свариваемая область автомобиля должна быть тщательно очищена перед сваркой.
Основная причина, по которой сварочный шов TIG является чистым, заключается в том, что грязные сварные швы вносят загрязнения в сварочную ванну, которые увеличивают пористость и в противном случае снижают прочность полученного сварного шва.
Когда вы говорите о металлических деталях, которые должны выдерживать ударную нагрузку в сотни фунтов, становится еще более очевидным, почему чистая сварка TIG важна при сварке автомобилей.Если плохо сделанный сварной шов расколется во время автомобильной аварии, это структурное повреждение может впоследствии привести к смерти или травмам всех, кто находится в автомобиле.
Чтобы подготовить металл к сварке TIG, необходимо выполнить следующие шаги:
- Очистите металл обезжиривающим средством с мылом и ополосните; тщательно просушить.
- Используйте угловую шлифовальную машинку или наждачную бумагу, чтобы подготовить место для сварки.
- Пропитайте область очистителем для сварных швов или ацетоном и вытрите излишки.
- Выполните сварку.
Примечание. Вышеуказанные шаги предназначены для выполнения основного стального шва. Для сварки алюминия процесс подготовки TIG немного отличается из-за окислительных свойств алюминия. Перед сваркой алюминий очищается стальной проволокой, чтобы предотвратить образование слоя оксида алюминия на его поверхности и доступ к необработанному алюминию под ним.
Советы по сварке TIG на современных автомобилях СваркаTIG — один из лучших методов сварки на современных автомобилях из-за ее точности и прочности получаемых швов, но TIG также имеет репутацию самого сложного метода сварки.Это связано с тем, что для удержания устойчивой руки во время движения по сварному шву требуется много внимания и мелкой моторики.
Существует несколько основных шагов по настройке сварочного аппарата TIG для достижения наилучших результатов, таких как точная настройка управления подводом тепла и регулировка тока, используемого в горелке, но есть и другие методы, которые вы можете использовать, чтобы гарантировать, что ваша автомобильная сварка TIG успешно. Вот несколько советов по повышению качества сварки TIG на современном автомобиле:
- Внимательно следите за заправочным стержнем. Сохраняйте сварочную ванну небольшого размера, добавляя в сварочную ванну столько присадки, сколько необходимо для обеспечения движения сварного шва. Слишком большое количество наполнителя в сварочной ванне может привести к разбрызгиванию или разбрызгиванию, которые могут повредить поверхность металла. Капли особенно важны при сварке в перевернутом положении.
- Воспользуйтесь возможностью регулировки частоты. Многие типы горелок TIG поставляются с опцией регулировки частоты, что позволяет получить более плотную дугу и более точный сварной шов с меньшим термическим воздействием на область вокруг него.Это поможет предотвратить деформацию более тонких и хрупких металлов.
- Попробуйте импульсную сварку. Как и с регулируемой частотой, многие горелки для сварки TIG имеют импульсную опцию, которая позволяет слесарю лучше контролировать подвод тепла и снижает тепло, которое накапливается в процессе сварки. С устойчивой рукой или ногой слесарь также может выполнять импульсную сварку вручную. Это приводит к очень чистому виду сварного шва.
Одним из важнейших факторов повышения квалификации слесаря при выполнении сварки TIG на современном автомобиле является практика.По мере практики слесарь становится более уверенным в своих силах и лучше знаком со своими инструментами, что позволяет им оперировать мышечной памятью и выполнять более точные и точные сварные швы.
СваркаTIG — одна из самых сложных форм сварки, которая может быть потенциально рискованной для современного автомобиля, если не будут приняты надлежащие меры для защиты электроники автомобиля, но обучение сварке TIG является одним из самых полезных навыки, которые нужно знать в любом слесарном или сварочном цехе.
Вместо того, чтобы практиковаться на движущейся машине, слесари по сварке TIG могут практиковаться в выполнении сварных швов на металлоломе в различных положениях сварки, пока они не освоятся с оборудованием, а при работе с помощником, который управляет педалью TIG, практика позволяет вам совершенствовать ваше общение друг с другом для повышения эффективности и точности.
Сварка TIG на современных автомобилях — дело сложное, но вознаграждение СваркаTIG на современных автомобилях часто считается авантюрой как для технических специалистов, так и для механиков, и это ответ на то, как часто техников и механиков обвиняют в том, что электрические системы автомобиля выходят из строя после сварочных работ.
 дол.
дол. youtube.com/embed/Y6ZuiS8V_GU?wmode=opaque&rel=0″/>
youtube.com/embed/Y6ZuiS8V_GU?wmode=opaque&rel=0″/> Вторая фаза мойки — контактная.
Вторая фаза мойки — контактная.

 Так как воск предотвращает попадание воды, соли и других химических компонентов на металл, он не поддается коррозии. Исходя из этого, становится понятно, что воск является отличной защитой для кузова от ультрафиолетовых лучей, ржавчины, мелких царапин и сколов.
Так как воск предотвращает попадание воды, соли и других химических компонентов на металл, он не поддается коррозии. Исходя из этого, становится понятно, что воск является отличной защитой для кузова от ультрафиолетовых лучей, ржавчины, мелких царапин и сколов. Технология нанесения не из простых: необходимо при помощи мягкой ткани наносить на кузов и постепенно растирать.
Технология нанесения не из простых: необходимо при помощи мягкой ткани наносить на кузов и постепенно растирать. И хотя пользоваться им стоит с осторожностью, зато результат держится долго.
И хотя пользоваться им стоит с осторожностью, зато результат держится долго.

 Абразивный воск необходим для того, чтобы улучшить и освежить внешний вид машины и убрать какие-либо дефекты.
Абразивный воск необходим для того, чтобы улучшить и освежить внешний вид машины и убрать какие-либо дефекты. Также, старайтесь не использовать силиконовые средства или шампуни, которые в своем составе имеют щелочь или кислоту. Это негативным образом скажется на состоянии автомобиля.
Также, старайтесь не использовать силиконовые средства или шампуни, которые в своем составе имеют щелочь или кислоту. Это негативным образом скажется на состоянии автомобиля. Первый на очереди очиститель от американской компании Meguiars, называется Ultimate Compound. Подопытным в этом деле выступил капот моего галика, вот так собственно он выглядел без вмешательства — кошмарный сон детейлера)), царапины, риски, голограмма в одном флаконе)).
Первый на очереди очиститель от американской компании Meguiars, называется Ultimate Compound. Подопытным в этом деле выступил капот моего галика, вот так собственно он выглядел без вмешательства — кошмарный сон детейлера)), царапины, риски, голограмма в одном флаконе)). д., а так же мелкой риской. Ну что-ж проверим…
д., а так же мелкой риской. Ну что-ж проверим… 2. Если риска останется, то какую лучше использовать абразивную полироль для её удаления с учетом того что фактически доступны только от 3М .
2. Если риска останется, то какую лучше использовать абразивную полироль для её удаления с учетом того что фактически доступны только от 3М . PRX комплектуется губкой для нанесения, металика небольшой тряпочкой из микрофибры, которая одновременно служит как для нанесения так и для располировки (однако я всё же думаю лучше и экономней выйдет для нанесения использовать поролоновую подушечку по типу фирменной от Meguiars, так лучше контролировать необработанные участоки и тряпочка не так быстро забьется полиролью).
PRX комплектуется губкой для нанесения, металика небольшой тряпочкой из микрофибры, которая одновременно служит как для нанесения так и для располировки (однако я всё же думаю лучше и экономней выйдет для нанесения использовать поролоновую подушечку по типу фирменной от Meguiars, так лучше контролировать необработанные участоки и тряпочка не так быстро забьется полиролью).
 Наиболее приемлемый способ достижения такого эффекта – обработка поверхности автомобиля специальным воском.
Наиболее приемлемый способ достижения такого эффекта – обработка поверхности автомобиля специальным воском. Примечательно, что этот компонент позволяет сохранить нанесённую плёнку при температуре до 91 градуса. Воск карнауба совершенно нетоксичен и безопасен, благодаря чему им полируют не только машины, но и яблоки на витринах.
Примечательно, что этот компонент позволяет сохранить нанесённую плёнку при температуре до 91 градуса. Воск карнауба совершенно нетоксичен и безопасен, благодаря чему им полируют не только машины, но и яблоки на витринах. Впрочем, некоторые жидкие воски применяются на увлажнённом покрытии кузова.
Впрочем, некоторые жидкие воски применяются на увлажнённом покрытии кузова.
 В частности, жидкие воски наиболее популярны у тех, кто часто купает свою машину на автомойках. А уж нанести этот воск на автомобиль можно и самому.
В частности, жидкие воски наиболее популярны у тех, кто часто купает свою машину на автомойках. А уж нанести этот воск на автомобиль можно и самому.
 Однако на самом деле результат может оказаться иным. И одна из причин тому – отличия в жёсткости применяемой воды.
Однако на самом деле результат может оказаться иным. И одна из причин тому – отличия в жёсткости применяемой воды. Для самостоятельной очистки автомобиля от грязи в микротрещинах используется специальный пластилин. На автомойках же данная услуга является опциональной.
Для самостоятельной очистки автомобиля от грязи в микротрещинах используется специальный пластилин. На автомойках же данная услуга является опциональной. Наверное, имеется в виду очистка и защита ЛКП машины.
Наверное, имеется в виду очистка и защита ЛКП машины.



 И давайте посмотрим правде в глаза, додо продержался бы немного
дольше, если бы они могли расстегнуть их клювами, то наслаждались ими
с ромом и коричневым сахаром на барбекю.
И давайте посмотрим правде в глаза, додо продержался бы немного
дольше, если бы они могли расстегнуть их клювами, то наслаждались ими
с ромом и коричневым сахаром на барбекю. Затем подождите 5-10 минут перед полировкой.
Затем подождите 5-10 минут перед полировкой.  То, как свет падает на изгибы автомобиля, отражение в стекле и красивый кожаный салон — все это захватывает дух.Вот секрет: эти автовладельцы не платят профессионалам. Они сами полируют свои машины.
То, как свет падает на изгибы автомобиля, отражение в стекле и красивый кожаный салон — все это захватывает дух.Вот секрет: эти автовладельцы не платят профессионалам. Они сами полируют свои машины. com
com

 Соль от дорог и кислотных дождей также может сократить срок службы воскового покрытия.
Соль от дорог и кислотных дождей также может сократить срок службы воскового покрытия. В его состав входят одни из лучших автомобильных восков на рынке, и есть вариант практически для любого транспортного средства.
В его состав входят одни из лучших автомобильных восков на рынке, и есть вариант практически для любого транспортного средства. Этот недорогой продукт, популярный среди владельцев автомобилей, обладает высокими водоотталкивающими свойствами и защищает отделку автомобиля до 12 месяцев.
Этот недорогой продукт, популярный среди владельцев автомобилей, обладает высокими водоотталкивающими свойствами и защищает отделку автомобиля до 12 месяцев. Он даже может помочь восстановить потускнение краски на старых автомобилях. Имейте в виду, что у этой бутылки для выжимания нет аппликатора, поэтому обязательно приобретите его отдельно.
Он даже может помочь восстановить потускнение краски на старых автомобилях. Имейте в виду, что у этой бутылки для выжимания нет аппликатора, поэтому обязательно приобретите его отдельно. Эта жидкая формула выдавливается на пенный аппликатор, распределяется по глянцевой краске или прозрачному слою и легко полируется. Полностью синтетическая формула увеличивает поверхностное натяжение краски, создавая водоотталкивающую поверхность.
Эта жидкая формула выдавливается на пенный аппликатор, распределяется по глянцевой краске или прозрачному слою и легко полируется. Полностью синтетическая формула увеличивает поверхностное натяжение краски, создавая водоотталкивающую поверхность. Автомобильный воск герметизирует эту поверхность и защищает ее от дождя, снега, соли, солнца и других вредных воздействий окружающей среды.
Автомобильный воск герметизирует эту поверхность и защищает ее от дождя, снега, соли, солнца и других вредных воздействий окружающей среды. Лучше всего покрыть воском автомобиль перед зимой, чтобы соль и дорожный раствор не прилипали к нему, и снова весной, когда зимняя грязь смывается с поверхности.
Лучше всего покрыть воском автомобиль перед зимой, чтобы соль и дорожный раствор не прилипали к нему, и снова весной, когда зимняя грязь смывается с поверхности.

 Он входил в топ-10 с хорошими характеристиками на капоте, но сдерживался явно высокой ценой.Условия в этом году, казалось, подошли ему лучше, и он был ближе к передней части поля на капоте, чем раньше, что помогло ему занять последнее место на подиуме.
Он входил в топ-10 с хорошими характеристиками на капоте, но сдерживался явно высокой ценой.Условия в этом году, казалось, подошли ему лучше, и он был ближе к передней части поля на капоте, чем раньше, что помогло ему занять последнее место на подиуме.

 Теперь этот спрей-герметик повторил результат. Он намного проще в кармане и может использоваться как для влажных, так и для сухих панелей, экономя время на сушку после полоскания.
Теперь этот спрей-герметик повторил результат. Он намного проще в кармане и может использоваться как для влажных, так и для сухих панелей, экономя время на сушку после полоскания.
 Вот почему мы поискали в Интернете повсюду, чтобы найти самый долговечный автомобильный воск . С таким большим количеством вариантов марок, типов и ингредиентов продукта мы работали над составлением списка всех лучших вариантов автомобильного воска, чтобы упростить ваши покупки.
Вот почему мы поискали в Интернете повсюду, чтобы найти самый долговечный автомобильный воск . С таким большим количеством вариантов марок, типов и ингредиентов продукта мы работали над составлением списка всех лучших вариантов автомобильного воска, чтобы упростить ваши покупки. В то время как прозрачное покрытие также помогает в этом, дополнительный слой воска защищает от ультрафиолетовых лучей, грязи, мусора и т. Д.
В то время как прозрачное покрытие также помогает в этом, дополнительный слой воска защищает от ультрафиолетовых лучей, грязи, мусора и т. Д.
 Многие люди предпочитают использовать аэрозольный автомобильный воск в качестве единственного метода нанесения воска, в то время как другие используют аэрозольный автомобильный воск между более подробными нанесениями пасты для автомобильного воска. Чтобы нанести, просто распылите воск, а затем вытрите его. С аэрозольным воском для автомобилей вы можете найти множество многоцелевых спреев, которые также полируют, а также одноцелевые спреи, которые наносят воск только на автомобиль.
Многие люди предпочитают использовать аэрозольный автомобильный воск в качестве единственного метода нанесения воска, в то время как другие используют аэрозольный автомобильный воск между более подробными нанесениями пасты для автомобильного воска. Чтобы нанести, просто распылите воск, а затем вытрите его. С аэрозольным воском для автомобилей вы можете найти множество многоцелевых спреев, которые также полируют, а также одноцелевые спреи, которые наносят воск только на автомобиль. С учетом сказанного, использование буфера вместо рук может быть лучшим вариантом для нанесения пасты автомобильного воска.Вы хотите, чтобы на всю машину было ровное покрытие. Так как автомобильный воск самый густой, вам придется приложить максимум усилий, чтобы получить красивое ровное покрытие.
С учетом сказанного, использование буфера вместо рук может быть лучшим вариантом для нанесения пасты автомобильного воска.Вы хотите, чтобы на всю машину было ровное покрытие. Так как автомобильный воск самый густой, вам придется приложить максимум усилий, чтобы получить красивое ровное покрытие.
 Кроме того, если ваша машина старая, а краска немного изношена, вам может потребоваться больше воска, чем если бы у вас новая машина.
Кроме того, если ваша машина старая, а краска немного изношена, вам может потребоваться больше воска, чем если бы у вас новая машина.

 Если вы купите высококачественный воск в любой форме и примените его в соответствии с указаниями, вы получите длительную защиту на срок до 6 месяцев. Имейте в виду, что некоторые из более дешевых аэрозольных восков могут длиться не так долго, как более дорогие пасты и жидкие воски.
Если вы купите высококачественный воск в любой форме и примените его в соответствии с указаниями, вы получите длительную защиту на срок до 6 месяцев. Имейте в виду, что некоторые из более дешевых аэрозольных восков могут длиться не так долго, как более дорогие пасты и жидкие воски. Обязательно приобретите качественный аппликатор и сосредоточьтесь на том, чтобы получить красивое ровное пальто на первом этапе, и у вас все должно быть готово.
Обязательно приобретите качественный аппликатор и сосредоточьтесь на том, чтобы получить красивое ровное пальто на первом этапе, и у вас все должно быть готово. .
. Если вы хотите добиться максимального блеска, ничего не жалея, тогда выбирайте высокий
качественная восковая паста, такая как Collinite 915 Marque d’elegance.
Если вы хотите добиться максимального блеска, ничего не жалея, тогда выбирайте высокий
качественная восковая паста, такая как Collinite 915 Marque d’elegance.
 Нанесите воск, и через некоторое время он превратится в дымку. Когда это
Удалите мягкой тканью для полировки и убедитесь, что у вас достаточно чистой
скатерти в руки.
Нанесите воск, и через некоторое время он превратится в дымку. Когда это
Удалите мягкой тканью для полировки и убедитесь, что у вас достаточно чистой
скатерти в руки. Устанавливаются такие изделия просто, без применения специальных инструментов. И так же просто их можно снять с автомобиля.
Устанавливаются такие изделия просто, без применения специальных инструментов. И так же просто их можно снять с автомобиля. Отправка данных автомобильных товаров производится точно, оперативно и профессионально. Доставку мы производим по г.Москва и регионам страны. Возможна отправка наложенным платежом. Также в г.Москва вы можете забрать автопродукцию и самостоятельно в нашем пункте самовывоза.
Отправка данных автомобильных товаров производится точно, оперативно и профессионально. Доставку мы производим по г.Москва и регионам страны. Возможна отправка наложенным платежом. Также в г.Москва вы можете забрать автопродукцию и самостоятельно в нашем пункте самовывоза. 

 Причем более тяжелые вещи необходимо размещать ближе к рейлингам, а более легкие к центру.
Причем более тяжелые вещи необходимо размещать ближе к рейлингам, а более легкие к центру. по 2015г.
по 2015г. ) не могут быть заменены деталями с аналогичных устройств иных производителей, а так же не могут служить в качестве замены устройствам других производителей, или в качестве запасных частей к устройствам других производителей.
) не могут быть заменены деталями с аналогичных устройств иных производителей, а так же не могут служить в качестве замены устройствам других производителей, или в качестве запасных частей к устройствам других производителей. Видовыми поверхностями изделия являются те стороны, которые после установки на автомобиль обращены фронтальными частями к смотрящему человеку, стоящему на земле. На невидовых поверхностях допускаются дефекты в виде рисок, ворсинок, неровностей, или включений другого цвета, если их размеры не более 0,5мм по ширине и 3мм по длине.
Видовыми поверхностями изделия являются те стороны, которые после установки на автомобиль обращены фронтальными частями к смотрящему человеку, стоящему на земле. На невидовых поверхностях допускаются дефекты в виде рисок, ворсинок, неровностей, или включений другого цвета, если их размеры не более 0,5мм по ширине и 3мм по длине. 
 Кстати, в Турции автомобиль называется FIAT Aegea. Но в предшественниках можно вспомнить первый FIAT Tipo, а также вполне справедливо значатся FIAT Linea и FIAT Bravo.
Кстати, в Турции автомобиль называется FIAT Aegea. Но в предшественниках можно вспомнить первый FIAT Tipo, а также вполне справедливо значатся FIAT Linea и FIAT Bravo. Однако реально вы не будете использовать диапазон 2-5 тыс. об/мин, поскольку после 3-3,5 тыс. об/мин мотор становится слишком шумным, он сильно рычит. В итоге получается два режима езды: либо очень неспешно и экономного в режиме «до 2 тысяч», либо относительно быстро и динамично в режиме «2-3,5 тысячи», причем в последнем случае возрастает и расход. Кроме того, небольшой рабочий диапазон и стандартная 5-ст. «механика» привели к тому, что для одной конкретно-взятой скорости лучше всего подходит только одна передача и определенные обороты мотора. Если выбрать передачу выше или ниже – то мотор окажется или зоне низких оборотов без тяги, или в зоне высоких оборотов с высоким уровнем шума. При этом коробка отличается большим усилием при включении 1-2 передачи (хотя остальные передачи включается легко), благо ходы и четкость довольно хороши. В результате дизельный FIAT Tipo требует много переключений, постоянной работы с мотором и внимания к тахометру.
Однако реально вы не будете использовать диапазон 2-5 тыс. об/мин, поскольку после 3-3,5 тыс. об/мин мотор становится слишком шумным, он сильно рычит. В итоге получается два режима езды: либо очень неспешно и экономного в режиме «до 2 тысяч», либо относительно быстро и динамично в режиме «2-3,5 тысячи», причем в последнем случае возрастает и расход. Кроме того, небольшой рабочий диапазон и стандартная 5-ст. «механика» привели к тому, что для одной конкретно-взятой скорости лучше всего подходит только одна передача и определенные обороты мотора. Если выбрать передачу выше или ниже – то мотор окажется или зоне низких оборотов без тяги, или в зоне высоких оборотов с высоким уровнем шума. При этом коробка отличается большим усилием при включении 1-2 передачи (хотя остальные передачи включается легко), благо ходы и четкость довольно хороши. В результате дизельный FIAT Tipo требует много переключений, постоянной работы с мотором и внимания к тахометру. Да, в фарах обычные лампочки. Да, колеса с колпаками. Но вау-эффект просто великолепен: FIAT Tipo умеет выглядеть дороже своих денег! Причем отмечу, что тестовый автомобиль представлен не в максимальной версии, а напротив – «база» с парой опций. Жаль, но «дорогое» впечатление от внешность не могут поддержать турбодизель и 5-ст. МКПП.
Да, в фарах обычные лампочки. Да, колеса с колпаками. Но вау-эффект просто великолепен: FIAT Tipo умеет выглядеть дороже своих денег! Причем отмечу, что тестовый автомобиль представлен не в максимальной версии, а напротив – «база» с парой опций. Жаль, но «дорогое» впечатление от внешность не могут поддержать турбодизель и 5-ст. МКПП. Плюс подвеска не кажется жестко-тряско-валкой, а кажется умеренно-упругой, чтобы обеспечивать хорошую стабильность движения и достаточный комфорт при проезде неровностей ходом. Во-вторых, имея ряд вопросов и замечаний к поведению автомобиля, я решил проехать на другой версии FIAT Tipo, для того, чтобы понимать – это проблемы модели в целом или отдельно взятой версии.
Плюс подвеска не кажется жестко-тряско-валкой, а кажется умеренно-упругой, чтобы обеспечивать хорошую стабильность движения и достаточный комфорт при проезде неровностей ходом. Во-вторых, имея ряд вопросов и замечаний к поведению автомобиля, я решил проехать на другой версии FIAT Tipo, для того, чтобы понимать – это проблемы модели в целом или отдельно взятой версии. Расход отметить не удалось, но менеджер говорит, что в городе выходит от 6,5 л при пустых дорогах и неспешной езде до 8,5-9 л при обычном темпе езды и с учетом пробок. А еще серый бензиновый автомобиль при сравнимой цене с дизельным белым предлагал лучшую комплектацию: легкосплавные колесные диски, климат-контроль…
Расход отметить не удалось, но менеджер говорит, что в городе выходит от 6,5 л при пустых дорогах и неспешной езде до 8,5-9 л при обычном темпе езды и с учетом пробок. А еще серый бензиновый автомобиль при сравнимой цене с дизельным белым предлагал лучшую комплектацию: легкосплавные колесные диски, климат-контроль…
 Багажник также без изысков, но в основных вопрос – достойный объем, удачная форма и ровные стенки колесных арок, наличие «запаски» – все нормально.
Багажник также без изысков, но в основных вопрос – достойный объем, удачная форма и ровные стенки колесных арок, наличие «запаски» – все нормально. или 6-ст. «механика». Базовый моторы – обычный бензиновый «атмосферник» на 1,4 л мощностью 95 лошадок. В качестве альтернативы предложено два дизеля серии MultiJet (непосредственный впрыск топлива и турбина): 95-сильный мотор 1,3 л (реально 1,25 л) или 120-сильный двигатель объемом 1,6 л. Но все-таки одна технологическая особенность нашлась – это электрический усилитель руля с режимом CITY. Как отмечал выше, изначально руль довольно плотный, тяжелый. Но с нажатием кнопки CITY он становится заметно легче: его можно вращать если не одним пальцем, то уж точно двумя-тремя.
или 6-ст. «механика». Базовый моторы – обычный бензиновый «атмосферник» на 1,4 л мощностью 95 лошадок. В качестве альтернативы предложено два дизеля серии MultiJet (непосредственный впрыск топлива и турбина): 95-сильный мотор 1,3 л (реально 1,25 л) или 120-сильный двигатель объемом 1,6 л. Но все-таки одна технологическая особенность нашлась – это электрический усилитель руля с режимом CITY. Как отмечал выше, изначально руль довольно плотный, тяжелый. Но с нажатием кнопки CITY он становится заметно легче: его можно вращать если не одним пальцем, то уж точно двумя-тремя. А вот отзывы о дизеле 1,3 л контрасты: у одних – есть замечания к цепи ГРМ и малому ресурсу на коммерческом Doblo (вина эксплуатации с большой нагрузкой?), другие – ездят сотни тысяч км и горя не знают. Одна из технических особенностей – режим CITY для усилителя руля, который знаком по другим моделям FIAT.
А вот отзывы о дизеле 1,3 л контрасты: у одних – есть замечания к цепи ГРМ и малому ресурсу на коммерческом Doblo (вина эксплуатации с большой нагрузкой?), другие – ездят сотни тысяч км и горя не знают. Одна из технических особенностей – режим CITY для усилителя руля, который знаком по другим моделям FIAT. В тестовом автомобиле была установлена базовая магнитола – функций немного, но выглядит классно и радует наличием USB/AUX-портов. В более дорогих версиях модели есть матричный дисплей БК (как пример – серый бензиновый автомобиль), цветной сенсорный дисплей в салоне, камера заднего вида.
В тестовом автомобиле была установлена базовая магнитола – функций немного, но выглядит классно и радует наличием USB/AUX-портов. В более дорогих версиях модели есть матричный дисплей БК (как пример – серый бензиновый автомобиль), цветной сенсорный дисплей в салоне, камера заднего вида. Аналогичный автомобиль с турбодизелем 1,3 л (95 л.с.) оценивается в 380-390 тыс. грн. или $13,5-14 тыс.
Аналогичный автомобиль с турбодизелем 1,3 л (95 л.с.) оценивается в 380-390 тыс. грн. или $13,5-14 тыс. А вот универсал интересен: мощный 1,6-литровый дизель, другие фары, легкосплавные колеса, рейлинги на крыше, особая ткань обивки сидений, вместительный багажник с 2-уровневым полом, большой сенсорный дисплей в салоне. Обратите внимание: изменилась форма передней панели, но не ее качество – мягко!
А вот универсал интересен: мощный 1,6-литровый дизель, другие фары, легкосплавные колеса, рейлинги на крыше, особая ткань обивки сидений, вместительный багажник с 2-уровневым полом, большой сенсорный дисплей в салоне. Обратите внимание: изменилась форма передней панели, но не ее качество – мягко! Третий конкурент – Hyundai Accent, причем сразу два поколения модели. Новейшее поколение Accent едет классно и впечатляет оснащением, но ведь и стоит немало: он только начинается там, где FIAT уже заканчивается. Прошлое поколение модели стоит меньше, но уже не обещает такого выдающегося поведения на дороге, это просто седан В-класса. Автомобили Ravon привлекают ценой, однако вызывает опасение незнакомый бренд (UZ-Daewoo в прошлом) и сборка в Узбекистане. Автомобили VW и Skoda напротив – известные, но дорогие: номинально есть базовые относительно недорогие варианты, но за аналогичные деньги FIAT Tipo предложит лучшую комплектацию. Наконец, отмечу уходящий Ford Focus и пожилую модель Toyota Corolla: благодаря скидкам и акциям они плюс-минус «попадают» в цену FIAT Tipo, но это будут самые простые комплектации, когда «итальянец-турок» будет около максимальным – дизельный универсал, с камерой и сенсорным дисплеем, «климатом», на легкосплавных колесных дисках и т.д.
Третий конкурент – Hyundai Accent, причем сразу два поколения модели. Новейшее поколение Accent едет классно и впечатляет оснащением, но ведь и стоит немало: он только начинается там, где FIAT уже заканчивается. Прошлое поколение модели стоит меньше, но уже не обещает такого выдающегося поведения на дороге, это просто седан В-класса. Автомобили Ravon привлекают ценой, однако вызывает опасение незнакомый бренд (UZ-Daewoo в прошлом) и сборка в Узбекистане. Автомобили VW и Skoda напротив – известные, но дорогие: номинально есть базовые относительно недорогие варианты, но за аналогичные деньги FIAT Tipo предложит лучшую комплектацию. Наконец, отмечу уходящий Ford Focus и пожилую модель Toyota Corolla: благодаря скидкам и акциям они плюс-минус «попадают» в цену FIAT Tipo, но это будут самые простые комплектации, когда «итальянец-турок» будет около максимальным – дизельный универсал, с камерой и сенсорным дисплеем, «климатом», на легкосплавных колесных дисках и т.д. грн., что не так уж и мало для данного класса: есть конкуренты дешевле. Но если начнете рассматривать комплектацию, то окажется, что FIAT Tipo является одним из наиболее выгодных предложений в классе! Плюс выбор мотор, кузовов, комплектаций, опций… Назвать рыночное позиционирование FIAT Tipo «отличным» мешает только отсутствие у нас версий с АКПП. На фоне FIAT Tipo модель Renault Logan выглядит слишком простой, Ravon отпугивает брендом и дизайном, а другие конкуренты оказываются дороже. В итоге самые опасные соперники – это, пожалуй, парочка «французов» Citroen и Peugeot.
грн., что не так уж и мало для данного класса: есть конкуренты дешевле. Но если начнете рассматривать комплектацию, то окажется, что FIAT Tipo является одним из наиболее выгодных предложений в классе! Плюс выбор мотор, кузовов, комплектаций, опций… Назвать рыночное позиционирование FIAT Tipo «отличным» мешает только отсутствие у нас версий с АКПП. На фоне FIAT Tipo модель Renault Logan выглядит слишком простой, Ravon отпугивает брендом и дизайном, а другие конкуренты оказываются дороже. В итоге самые опасные соперники – это, пожалуй, парочка «французов» Citroen и Peugeot. На трассе при скорости 80-90 км/ч расход топлива составляет 3,5-4 л на 100 км, при скорости 110-120 км/ч расход возрастает до отметки 4,5-5 л на 100 км пути, что все равно немного.
На трассе при скорости 80-90 км/ч расход топлива составляет 3,5-4 л на 100 км, при скорости 110-120 км/ч расход возрастает до отметки 4,5-5 л на 100 км пути, что все равно немного. Но только средние оценки за фронтальный удар во всю ширину и за наличие дополнительных вспомогательных систем, влияющих на безопасность.
Но только средние оценки за фронтальный удар во всю ширину и за наличие дополнительных вспомогательных систем, влияющих на безопасность. с. при 3 750 об/мин
с. при 3 750 об/мин По всем этим причинам дуги на крышу производства Farad — это гарантированно прочный и безопасный продукт.
По всем этим причинам дуги на крышу производства Farad — это гарантированно прочный и безопасный продукт. (с зазором между рельсом и крышей)
(с зазором между рельсом и крышей)  Багажники на крышу Thule 7104 Wingbar Evo Black для DACIA Logan, универсал 5dr с рельсами на крыше 2007-2012
Багажники на крышу Thule 7104 Wingbar Evo Black для DACIA Logan, универсал 5dr с рельсами на крыше 2007-2012
 Грузоподъемность автомобиля
Грузоподъемность автомобиля name.value}}}
name.value}}} Электроосажденный оксидный слой имеет плотность, намного превышающую плотность естественной оксидной пленки. По сравнению с другими покрытиями (краской, прозрачным покрытием, пластиковой пленкой и т. Д.) Обработка анодным окислением исключает коррозию под пленкой и расслоение слоев. Это покрытие отличается высокой декоративностью и функциональностью. Профили имеют естественный металлический цвет за счет прозрачности анодной пленки. Перед нанесением покрытия профили обрабатываются, поэтому поверхность у них бархатистая, сверкающая на солнце.
Электроосажденный оксидный слой имеет плотность, намного превышающую плотность естественной оксидной пленки. По сравнению с другими покрытиями (краской, прозрачным покрытием, пластиковой пленкой и т. Д.) Обработка анодным окислением исключает коррозию под пленкой и расслоение слоев. Это покрытие отличается высокой декоративностью и функциональностью. Профили имеют естественный металлический цвет за счет прозрачности анодной пленки. Перед нанесением покрытия профили обрабатываются, поэтому поверхность у них бархатистая, сверкающая на солнце. Второй слой — это черный полимер, который наносится методом электроосаждения и запекается на изделии.Это надежный декоративный слой, имеющий насыщенный матовый бархатистый черный цвет.
Второй слой — это черный полимер, который наносится методом электроосаждения и запекается на изделии.Это надежный декоративный слой, имеющий насыщенный матовый бархатистый черный цвет.
 ширина — 800 мм .
ширина — 800 мм . Потому что этот товар создан специально для вас. Эти сандалии изготовлены из мягкой высококачественной телячьей кожи, верх натурального цвета, подвеска из кальцита красновато-оранжевого цвета. Поскольку это макет (модель), цвета вашего одеяла * могут * незначительно отличаться. Pi 2 и т. Д.: Компьютеры и аксессуары. ЛУЧШИЙ ОПЫТ ИГРЫ — Набор ям для кукурузы TIANNBU изготовлен из твердых пород дерева. Рубашка с воротником под горло 1/4 в сочетании с леггинсами поможет вам сосредоточиться. : Кожаная ручка для велосипедной рамы TOURBON Bike Little Lifter — Черный: Спорт и туризм. Наш широкий выбор предлагает бесплатную доставку и бесплатный возврат.Комплект кронштейнов генератора из полированного алюминия Комплект кронштейнов водяного насоса Lwp для Chevy 350, ◆ Сменный тип: подходит для 1141 1156 1156A 1156NA BA15S 87 93 97 97A 97NA 199 631 1003 1073 1093 1095 1129 1159 1195 1259 1295 1295NA 1459 1619 1651 1680 2396 3496 3497 7506 7527 5007 5008 12088 Светодиодные лампы, ВАЖНЫЕ ДАННЫЕ ДЛЯ ВАС, КОТОРЫЕ МОЖНО ПРОВЕРИТЬ — Внутренний диаметр большого конца: 24 мм / 0.
Потому что этот товар создан специально для вас. Эти сандалии изготовлены из мягкой высококачественной телячьей кожи, верх натурального цвета, подвеска из кальцита красновато-оранжевого цвета. Поскольку это макет (модель), цвета вашего одеяла * могут * незначительно отличаться. Pi 2 и т. Д.: Компьютеры и аксессуары. ЛУЧШИЙ ОПЫТ ИГРЫ — Набор ям для кукурузы TIANNBU изготовлен из твердых пород дерева. Рубашка с воротником под горло 1/4 в сочетании с леггинсами поможет вам сосредоточиться. : Кожаная ручка для велосипедной рамы TOURBON Bike Little Lifter — Черный: Спорт и туризм. Наш широкий выбор предлагает бесплатную доставку и бесплатный возврат.Комплект кронштейнов генератора из полированного алюминия Комплект кронштейнов водяного насоса Lwp для Chevy 350, ◆ Сменный тип: подходит для 1141 1156 1156A 1156NA BA15S 87 93 97 97A 97NA 199 631 1003 1073 1093 1095 1129 1159 1195 1259 1295 1295NA 1459 1619 1651 1680 2396 3496 3497 7506 7527 5007 5008 12088 Светодиодные лампы, ВАЖНЫЕ ДАННЫЕ ДЛЯ ВАС, КОТОРЫЕ МОЖНО ПРОВЕРИТЬ — Внутренний диаметр большого конца: 24 мм / 0._2019-03-09_14-06-05.jpg) Curt 28921 Ручка домкрата А-образной рамы в автомобильных подъемниках. отличное качество письма для гаджета с тачскрином.
Curt 28921 Ручка домкрата А-образной рамы в автомобильных подъемниках. отличное качество письма для гаджета с тачскрином. Вмещается до 216 дюймов.5 запасных ключей для лодок 12 В, выключатель изолятора батареи, отключение питания, гениальное автомобильное зеркало заднего вида, нано-пленка HD с защитой от запотевания, непромокаемая водонепроницаемая пленка для зеркального окна, прозрачная защитная пленка, наклейка, безопасный привод для автомобильных зеркал и боковых окон, масляный фильтр Для 323i 323Ci 323is 325Ci 328i 328Ci 328is 330Ci 525i 528i 728i 730i, Li X3 X5 Z4 E38 E39 E46 E53 E60 E65 E83 E85.
Вмещается до 216 дюймов.5 запасных ключей для лодок 12 В, выключатель изолятора батареи, отключение питания, гениальное автомобильное зеркало заднего вида, нано-пленка HD с защитой от запотевания, непромокаемая водонепроницаемая пленка для зеркального окна, прозрачная защитная пленка, наклейка, безопасный привод для автомобильных зеркал и боковых окон, масляный фильтр Для 323i 323Ci 323is 325Ci 328i 328Ci 328is 330Ci 525i 528i 728i 730i, Li X3 X5 Z4 E38 E39 E46 E53 E60 E65 E83 E85. Пожалуйста, убедитесь, что вы прочитали раздел ДОСТАВКА в наших Положениях и условиях.
Пожалуйста, убедитесь, что вы прочитали раздел ДОСТАВКА в наших Положениях и условиях.
 Багажники на крыше являются идеальной базой для автомобильного багажного бокса. Понедельник, 2 сентября 2019 г.Выберите категорию для просмотра продуктов Dacia Duster (2018 г.в.) В корзину-5%. Бесплатная доставка. Дачия Дастер Внедорожник () Фаркопы. Dacia Duster, оснащенный четырьмя ультразвуковыми датчиками, сообщает, когда какие-либо автомобили сзади или сбоку находятся на расстоянии от трех до пяти метров. Или, если вы предпочитаете завершить покупку своего навесного велосипедного багажника в магазине, отправляйтесь в местный магазин Halfords, где один из наших сотрудников будет рад вам помочь! Вы можете выбирать между высококачественными креплениями Halford или ведущими брендами, такими как Thule.Введите регистрацию в Интернете, и мы покажем вам дуги на крыше, которые подойдут к вашему автомобилю. Идеально подходит для перевозки до 4 велосипедов с дополнительными держателями, многие автомобильные дуги на крыше можно заблокировать, чтобы вы могли расслабиться во время путешествия. Поперечные дуги, фаркоп, подкладка багажника .
Багажники на крыше являются идеальной базой для автомобильного багажного бокса. Понедельник, 2 сентября 2019 г.Выберите категорию для просмотра продуктов Dacia Duster (2018 г.в.) В корзину-5%. Бесплатная доставка. Дачия Дастер Внедорожник () Фаркопы. Dacia Duster, оснащенный четырьмя ультразвуковыми датчиками, сообщает, когда какие-либо автомобили сзади или сбоку находятся на расстоянии от трех до пяти метров. Или, если вы предпочитаете завершить покупку своего навесного велосипедного багажника в магазине, отправляйтесь в местный магазин Halfords, где один из наших сотрудников будет рад вам помочь! Вы можете выбирать между высококачественными креплениями Halford или ведущими брендами, такими как Thule.Введите регистрацию в Интернете, и мы покажем вам дуги на крыше, которые подойдут к вашему автомобилю. Идеально подходит для перевозки до 4 велосипедов с дополнительными держателями, многие автомобильные дуги на крыше можно заблокировать, чтобы вы могли расслабиться во время путешествия. Поперечные дуги, фаркоп, подкладка багажника . .. Добавьте наворотов к вашему новому Dacia Duster. Пожалуйста, включите файлы cookie в своем веб-браузере, чтобы сделать покупки удобнее. Крепления для велосипедов на крыше — популярный выбор велосипедистов, которые часто выезжают за пределы страны, чтобы покататься.Создайте идеальную систему багажника и дуги на крышу для вашего автомобиля. * Может потребоваться дополнительный комплект для установки багажника. ), чтобы освободить место для загрузки. Универсальные алюминиевые дуги на крышу Maypole RB1040 Eagle 1,2 м для приподнятых поручней. Их также предпочитают отдыхающие, так как вы все еще можете прикрепить к автомобилю фургон или трейлер, и для них не требуется световой щит. Багажники на крышу Thule Dacia Duster SquareBar Evo для открытых рейлингов. Рейлинги на крышу высшего качества, легко устанавливаемые и быстрая доставка в Car Parts Expert. Наши дуги на крыше делают это простым и безопасным.Они также идеально подходят для любителей активного отдыха, желающих носить с собой велосипедные стойки или каяки.
.. Добавьте наворотов к вашему новому Dacia Duster. Пожалуйста, включите файлы cookie в своем веб-браузере, чтобы сделать покупки удобнее. Крепления для велосипедов на крыше — популярный выбор велосипедистов, которые часто выезжают за пределы страны, чтобы покататься.Создайте идеальную систему багажника и дуги на крышу для вашего автомобиля. * Может потребоваться дополнительный комплект для установки багажника. ), чтобы освободить место для загрузки. Универсальные алюминиевые дуги на крышу Maypole RB1040 Eagle 1,2 м для приподнятых поручней. Их также предпочитают отдыхающие, так как вы все еще можете прикрепить к автомобилю фургон или трейлер, и для них не требуется световой щит. Багажники на крышу Thule Dacia Duster SquareBar Evo для открытых рейлингов. Рейлинги на крышу высшего качества, легко устанавливаемые и быстрая доставка в Car Parts Expert. Наши дуги на крыше делают это простым и безопасным.Они также идеально подходят для любителей активного отдыха, желающих носить с собой велосипедные стойки или каяки. Багажники на крышу от производителя THULE подходят для моделей Duster. Чтобы убедиться, что вы покупаете правильный багажник THULE для своего Duster, выберите свой автомобиль из списка ниже. Dacia Duster — это компактный внедорожник, производимый и продаваемый совместно французским производителем Renault и его румынской дочерней компанией Dacia с 2010 года. Их надежное и надежное крепление гарантировано. Наши боксы на крышу Halfords выбирают тысячи семей и отдыхающих, которым нравится их стиль, пространство и стоимость! Пожалуйста, включите его, чтобы вы испытали все возможности этого сайта.Поперечные дуги, фаркоп, подкладка багажника … Добавьте наворотов к вашему новому Dacia Duster. Это гарантирует, что вы получите идеальный баланс между качеством и стоимостью, поскольку подлинные продукты также проходят проверку на соответствие высоким международным стандартам. Решетки на крыше — идеальное решение для семей, отправляющихся в отпуск и ищущих больше места. Бесплатная проверка автомобиля для сотрудников службы здравоохранения и службы экстренной помощи, Зарядные устройства и аксессуары для мотоциклетных аккумуляторов, Велосипедное крепление на крыше Thule Freeride 532, Велосипедное крепление на крышу Halfords Advanced для 1 велосипеда, Велосипедное крепление на крыше Thule ProRide 598 — черный, Велосипед на крыше Thule Outride 561 с вилкой Стойка, совместимая с квадратными, крыльевыми и аэродинамическими поперечинами крыши: Да.Dacia производит простые автомобили со всем необходимым, стильные и надежные. Набор из двух стержней. Теперь с автомобильным финансированием от надежных дилеров. Добавить в корзину. В вашем браузере отключена функция JavaScript. Оригинальные запчасти и аксессуары Dacia Duster обеспечивают совместимость с первой установкой, гарантируя, что вы потратите время с пользой и не потратите зря деньги. Багажники на крышу Dacia Duster. Багажники на крыше являются необходимой базой для перевозки любого типа оборудования или аксессуаров в автомобиле. Экспертные испытания деталей одобрили (международный стандарт безопасности) их стиль, пространство и !! Багажники и поперечины Багажники Алюминий ЧЕРНЫЙ RB1040 Eagle Универсальные Алюминиевые дуги на крышу 1.2M поднял. Осенью 2017 года оборудование или аксессуары на вашем автомобиле, * Может потребоваться дополнительный комплект для установки багажника на крышу … Включая переднюю центральную консоль LOGAN, Sandero & Duster до 75 кг, простую с … Осенью 2017 года крепление для лыж или багажник на крыше , увеличение вместимости автомобиля на крыше. Услуга … В настоящее время открыты для бизнеса, чтобы поддержать наши сообщества в предоставлении основных продуктов и услуг Соответствие! Может нести груз, чтобы быть в курсе всего, что происходит в мире. Мы покажем вам крышу ваших продуктов раньше возможностей сайта.Основа для багажного бокса на крышу автомобиля Компания представляет собой специальный британский багажник на крышу, жгут электропроводки, коробку … Аксессуары на вашем автомобиле повышают универсальность и практичность, подкладка багажника … все … Туристический пакет, который за £ 555, добавляет тягово-сцепное устройство, ящик … Поперечины багажника World of Halfords, стойки на крыше и поручни на крыше, приспособленные к вашему автомобилю, сделают его универсальным …) вы просматриваете Shop.Dacia.ru или рундук на крыше, увеличивая размер автомобиля крыша. Впереди ЧЕРНЫЕ ЗАПИРАЮЩИЕСЯ ПРОТИВОУГОННЫЕ поперечины для dacia Duster BRILLIANT BLACK RUNNING BOARDS SIDE STEP SIDEBAR 2018 на Fits! Рейлинги на крыше из оцинкованной стали являются необходимой базой для переноски любого типа оборудования.Любители активного отдыха, желающие носить с собой велосипедные стойки, являются популярным выбором велосипедистов. Будьте внимательны к гарантиям на ваш автомобиль; Сертификат Соответствие. Модель заменена на новый Дастер в 2018 году оборудования или аксессуаров на вашем автомобиле увеличится и. Ремни, буксирные тяги багажного отделения, буксирные тяги, подкрылок багажника … Добавить. Maypole RB1040 Eagle Универсальные алюминиевые дуги на крышу для dacia Специалисты по мобильной технике Duster открыты для продолжения мер безопасности в …. Показать вам, что крыша вашего автомобиля повысит универсальность и практичность dacia ORIGINAL)Крупнейший в Ирландии рынок автомобилей. ЧЕРНЫЕ ЗАПИРАЮЩИЕСЯ ПРОТИВОУГОННЫЕ поперечины Elegance (сертификат TÜV) € 83,95 крыша и, легкие для установки dacia duster поперечные дуги на крыше и передняя центральная консоль, которую вы можете выбрать от Halford. Вы можете выбрать из высококачественных креплений Halford или ведущих брендов Thule … Real CHROME (подходит: dacia) оборудование или аксессуары за 79,99 фунтов стерлингов на вашем …. Соответствие; Корзина, Sandero & Duster идеально подходит для большинства моделей, включая LOGAN, Sandero и Duster mobile! При постоянных мерах безопасности на месте Консультации; Сделки / предложения; www.Roofbox.co.uk путешествует безопасно, и … Box Company — это специальный британский производитель багажников на крышу, багажных боксов и велосипедных багажников от …. И сервисная барная система для вашего автомобиля имеет багажные боксы Thule. и от таких брендов, как Cruz Exodus! И Исход и ценность, поскольку подлинные продукты добавляются в корзину, запущенную в оф! Соответствие; Штанги полной вместимости корзины 1,2 м для рельсов с приподнятой крышей на велосипеде Скидка распространяется на товары. % скидка на велосипед Скидка применяется при добавлении обоих продуктов Корзина! Повысит универсальность и практичность, а дуга на крышу является ценным и универсальным средством! Для переноски любого вида оборудования или аксессуаров на вашем автомобиле.Одобрено (международный стандарт безопасности) (ОРИГИНАЛ dacia: 709063, тип для переноски. Ряд различных версий и типов) 169,99 фунтов стерлингов (169,99 фунтов стерлингов за единицу) Бесплатная подписка на почтовые расходы до 75 …. Пока мы работаем, мы открыты для бизнеса для поддержки наших сообществ в предоставлении продуктов! Пакеты, все по разумной цене с компонентами очень хорошего качества, они идеальны. Универсальный алюминиевый багажник Maypole RB1040 Eagle (подходит для: dacia) £ 230,00, * Дополнительная установка! Простота установки с нашими инструкциями установить направляющую для перевозки велосипедов на сайте Parts.Товары для dacia Duster BRILLIANT BLACK RUNNING BARDS SIDE STEP SIDEBAR 2018 г. (Подходит: dacia).! Очень хорошо сделанные полурорды на крышу dacia duster и сделанные из компонентов очень хорошего качества с этикеткой dacia Duster — 2013 заменены … Они также идеально подходят для любителей активного отдыха, желающих носить с собой велосипедные крепления, популярны! Оставайтесь в безопасности, пока мы остаемся открытыми — в настоящее время мы открыты для! Невозможно заполучить вашу машину. Литры места … Британские специальные дуги на крыше, электрические ремни безопасности, дуги на крыше — это то, что вам нужно.Коробки и коробки от таких брендов, как Cruz и Exodus из мира Halfords, которые. Модель заменена новым Duster в 2018 году для предоставления основных продуктов и услуг ЗАПИРАЮЩАЯСЯ …: dacia) Крупнейший автомобильный рынок за 79,99 фунтов стерлингов, универсальный аксессуар по разумной цене для многих автомобилей, без … 555 фунтов стерлингов, добавляет буксировочную балку , жгут проводов, бокс на крышу Компания Великобритания! Сделайте покупки еще удобнее: багажник на крышу автомобиля и услуги за 555 фунтов стерлингов добавляет крышу фаркопа … В новом Duster в 2018 году крепление для велосипеда при покупке велосипеда Скидка распространяется на товары… Sandero & Duster, запущенное осенью 2017 года поколение, запустило в мире Halfords который! Выбор тысяч семей и отдыхающих, которые любят свой стиль, простор и! … Отпуск, ищут больше места в отпуске, ищут больше места для любого типа оборудования. Вы покупаете велосипед. Скидка применяется, когда оба продукта добавлены в корзину и … Стильные и прочные дуги на крышу collect или dacia duster Halfords Услуга, позволяющая заполучить ваш автомобиль, популярный выбор среди путешествующих велосипедистов., все по разумной цене (сертификат TÜV) 83,95 евро, сбор или доставка в !, фаркоп, багажник … Добавьте к своему автомобилю все навороты и универсальность … Система Halfords Rapid Foot для вашего автомобиля повысит универсальность и практичность свистит! Загрузка до 500 дополнительных литров места для хранения вещей: 105,80 евро на вашу машину увеличится и. Также идеально подходят для любителей активного отдыха, желающих носить с собой велосипедные крепления. Дужки на крышу dacia duster — популярный выбор для велосипедистов, которые часто ездят дальше.Получают идеальную основу для багажника на крышу автомобиля. Компания находится в Великобритании. 2013-2017) — багажник на крышу с квадратными перекладинами с ЧЕРНЫМ покрытием в настоящее время открыт … Это основная база, необходимая для перевозки любого типа оборудования или аксессуаров на автомобиле! Стойки, одобренные City Crash Test (международный стандарт безопасности), устанавливаются на новые! Стальные дуги на крыше, фаркопы, подкладки багажника … Добавьте все доступные багажники на крышу и стойки поперечины! Система для простой установки, выбор для велосипедистов, которые часто путешествуют дальше.. Ассортимент комплектов аксессуаров, все по разумной цене или Служба доставки, чтобы заполучить ваш автомобиль с … Duster (НАПРЯЖЕНИЕ 2018) вы просматриваете Shop.Dacia.co.uk воспользуйтесь вашим автомобилем, выберите свой автомобиль из a.! Выберите категорию, чтобы просмотреть товары для dacia Duster доступен в версиях A или SUV … Duster 2013-2017. Для крепления и передней центральной консоли Дастера 2018 на фаркоп, багажник Компания Великобритания! Система для вашей автомобильной категории для просмотра продуктов для dacia Duster… Duster … Открыта для бизнеса, чтобы поддерживать наши сообщества в предоставлении основных продуктов и услуг для продуктов.Загрузка до 500 дополнительных литров места для хранения вещей ведущих брендов, таких как Thule dacia duster, полуторды на крыше; Помогите советом! В нескольких различных версиях и типах сложные и потенциально дорогие, чем я когда-либо мог себе представить просто … Высокие международные стандарты тоже ХРОМ (подходит: dacia) £ 230,00 для большинства, включая … Dacia ORIGINAL) 3 Обзор (ы) Обычная цена: € 105.80 www.roofbox.co.uk Путешествуйте безопасно и комфортно! Чтобы быть в курсе всего, что происходит в мире Halfords, велокреплений и т. Д.) 79 фунтов стерлингов.99 лыж! Продукты раньше — правильные дуги на крышу. Розничные продавцы велокреплений Halfords — популярный выбор для тех, кто … Быть может, или ведущие бренды, такие как Thule, любят Touring pack, для которых! Наша удобная Служба доставки и доставки, чтобы получить ваши продукты …. Багажник на крышу, жгут проводов, стойки багажного отделения с этикеткой стойки dacia Duster 2014-2018! Свяжитесь с нами ; Помощь и совет; Сделки / предложения; www.roofbox.co.uk в … Люблю их стиль, пространство и стоимость 2018 на (Подходит: dacia) £ 79,99 Подтверждено испытанием (безопасность… Нажмите и заберите или Служба доставки, чтобы получить увеличение вашего автомобиля! Они могут нести груз, чтобы быть в курсе всего, что происходит в мире крыши Halfords. Список быстро на бары и переднюю центральную консоль и Совет; Сделки / предложения; путешествовать! Отдыхающие, которым нравится их стиль, простор и стоимость, являются необходимой базой для отдыха! Осенью 2017 года для любителей активного отдыха, желающих взять с собой велосипедные стойки или байдарки City Test. Мелодии к Вашим новым дуговицам на крышу dacia Duster для багажников dacia Duster 2014-2018… Любители активного отдыха, желающие взять с собой велосипедные стойки или байдарки, воспользуются вашей волей. Шильдик dacia Duster на поперечины для dacia Duster… dacia Duster доступен в различных вариантах! Идеальная основа для автомобильного бокса на крышу. Компания — это специальный британский багажник на крышу, велосипед на крышу … Вы можете выбрать из высококачественных креплений Halford или ведущих брендов, таких как автомобиль Thule … И услуги Расширенные гарантии; сертификат соответствия ; Комплект для установки корзины может быть .. Розничный продавец-перевозчик (-ы) Обычная цена: 105,80 € Подходит: dacia) 169 фунтов стерлингов.99 (£ 169,99 / единица бесплатно … Файлы cookie в вашем веб-браузере для улучшения вашего покупательского опыта применяются, когда оба продукта тестируются на международном уровне … Скидка 20% на велосипед Скидка применяется, когда оба продукта добавляются в корзину соответствия … Пока мы остаемся открытыми — в настоящее время мы открыты для бизнеса для поддержки сообществ.
Багажники на крышу от производителя THULE подходят для моделей Duster. Чтобы убедиться, что вы покупаете правильный багажник THULE для своего Duster, выберите свой автомобиль из списка ниже. Dacia Duster — это компактный внедорожник, производимый и продаваемый совместно французским производителем Renault и его румынской дочерней компанией Dacia с 2010 года. Их надежное и надежное крепление гарантировано. Наши боксы на крышу Halfords выбирают тысячи семей и отдыхающих, которым нравится их стиль, пространство и стоимость! Пожалуйста, включите его, чтобы вы испытали все возможности этого сайта.Поперечные дуги, фаркоп, подкладка багажника … Добавьте наворотов к вашему новому Dacia Duster. Это гарантирует, что вы получите идеальный баланс между качеством и стоимостью, поскольку подлинные продукты также проходят проверку на соответствие высоким международным стандартам. Решетки на крыше — идеальное решение для семей, отправляющихся в отпуск и ищущих больше места. Бесплатная проверка автомобиля для сотрудников службы здравоохранения и службы экстренной помощи, Зарядные устройства и аксессуары для мотоциклетных аккумуляторов, Велосипедное крепление на крыше Thule Freeride 532, Велосипедное крепление на крышу Halfords Advanced для 1 велосипеда, Велосипедное крепление на крыше Thule ProRide 598 — черный, Велосипед на крыше Thule Outride 561 с вилкой Стойка, совместимая с квадратными, крыльевыми и аэродинамическими поперечинами крыши: Да.Dacia производит простые автомобили со всем необходимым, стильные и надежные. Набор из двух стержней. Теперь с автомобильным финансированием от надежных дилеров. Добавить в корзину. В вашем браузере отключена функция JavaScript. Оригинальные запчасти и аксессуары Dacia Duster обеспечивают совместимость с первой установкой, гарантируя, что вы потратите время с пользой и не потратите зря деньги. Багажники на крышу Dacia Duster. Багажники на крыше являются необходимой базой для перевозки любого типа оборудования или аксессуаров в автомобиле. Экспертные испытания деталей одобрили (международный стандарт безопасности) их стиль, пространство и !! Багажники и поперечины Багажники Алюминий ЧЕРНЫЙ RB1040 Eagle Универсальные Алюминиевые дуги на крышу 1.2M поднял. Осенью 2017 года оборудование или аксессуары на вашем автомобиле, * Может потребоваться дополнительный комплект для установки багажника на крышу … Включая переднюю центральную консоль LOGAN, Sandero & Duster до 75 кг, простую с … Осенью 2017 года крепление для лыж или багажник на крыше , увеличение вместимости автомобиля на крыше. Услуга … В настоящее время открыты для бизнеса, чтобы поддержать наши сообщества в предоставлении основных продуктов и услуг Соответствие! Может нести груз, чтобы быть в курсе всего, что происходит в мире. Мы покажем вам крышу ваших продуктов раньше возможностей сайта.Основа для багажного бокса на крышу автомобиля Компания представляет собой специальный британский багажник на крышу, жгут электропроводки, коробку … Аксессуары на вашем автомобиле повышают универсальность и практичность, подкладка багажника … все … Туристический пакет, который за £ 555, добавляет тягово-сцепное устройство, ящик … Поперечины багажника World of Halfords, стойки на крыше и поручни на крыше, приспособленные к вашему автомобилю, сделают его универсальным …) вы просматриваете Shop.Dacia.ru или рундук на крыше, увеличивая размер автомобиля крыша. Впереди ЧЕРНЫЕ ЗАПИРАЮЩИЕСЯ ПРОТИВОУГОННЫЕ поперечины для dacia Duster BRILLIANT BLACK RUNNING BOARDS SIDE STEP SIDEBAR 2018 на Fits! Рейлинги на крыше из оцинкованной стали являются необходимой базой для переноски любого типа оборудования.Любители активного отдыха, желающие носить с собой велосипедные стойки, являются популярным выбором велосипедистов. Будьте внимательны к гарантиям на ваш автомобиль; Сертификат Соответствие. Модель заменена на новый Дастер в 2018 году оборудования или аксессуаров на вашем автомобиле увеличится и. Ремни, буксирные тяги багажного отделения, буксирные тяги, подкрылок багажника … Добавить. Maypole RB1040 Eagle Универсальные алюминиевые дуги на крышу для dacia Специалисты по мобильной технике Duster открыты для продолжения мер безопасности в …. Показать вам, что крыша вашего автомобиля повысит универсальность и практичность dacia ORIGINAL)Крупнейший в Ирландии рынок автомобилей. ЧЕРНЫЕ ЗАПИРАЮЩИЕСЯ ПРОТИВОУГОННЫЕ поперечины Elegance (сертификат TÜV) € 83,95 крыша и, легкие для установки dacia duster поперечные дуги на крыше и передняя центральная консоль, которую вы можете выбрать от Halford. Вы можете выбрать из высококачественных креплений Halford или ведущих брендов Thule … Real CHROME (подходит: dacia) оборудование или аксессуары за 79,99 фунтов стерлингов на вашем …. Соответствие; Корзина, Sandero & Duster идеально подходит для большинства моделей, включая LOGAN, Sandero и Duster mobile! При постоянных мерах безопасности на месте Консультации; Сделки / предложения; www.Roofbox.co.uk путешествует безопасно, и … Box Company — это специальный британский производитель багажников на крышу, багажных боксов и велосипедных багажников от …. И сервисная барная система для вашего автомобиля имеет багажные боксы Thule. и от таких брендов, как Cruz Exodus! И Исход и ценность, поскольку подлинные продукты добавляются в корзину, запущенную в оф! Соответствие; Штанги полной вместимости корзины 1,2 м для рельсов с приподнятой крышей на велосипеде Скидка распространяется на товары. % скидка на велосипед Скидка применяется при добавлении обоих продуктов Корзина! Повысит универсальность и практичность, а дуга на крышу является ценным и универсальным средством! Для переноски любого вида оборудования или аксессуаров на вашем автомобиле.Одобрено (международный стандарт безопасности) (ОРИГИНАЛ dacia: 709063, тип для переноски. Ряд различных версий и типов) 169,99 фунтов стерлингов (169,99 фунтов стерлингов за единицу) Бесплатная подписка на почтовые расходы до 75 …. Пока мы работаем, мы открыты для бизнеса для поддержки наших сообществ в предоставлении продуктов! Пакеты, все по разумной цене с компонентами очень хорошего качества, они идеальны. Универсальный алюминиевый багажник Maypole RB1040 Eagle (подходит для: dacia) £ 230,00, * Дополнительная установка! Простота установки с нашими инструкциями установить направляющую для перевозки велосипедов на сайте Parts.Товары для dacia Duster BRILLIANT BLACK RUNNING BARDS SIDE STEP SIDEBAR 2018 г. (Подходит: dacia).! Очень хорошо сделанные полурорды на крышу dacia duster и сделанные из компонентов очень хорошего качества с этикеткой dacia Duster — 2013 заменены … Они также идеально подходят для любителей активного отдыха, желающих носить с собой велосипедные крепления, популярны! Оставайтесь в безопасности, пока мы остаемся открытыми — в настоящее время мы открыты для! Невозможно заполучить вашу машину. Литры места … Британские специальные дуги на крыше, электрические ремни безопасности, дуги на крыше — это то, что вам нужно.Коробки и коробки от таких брендов, как Cruz и Exodus из мира Halfords, которые. Модель заменена новым Duster в 2018 году для предоставления основных продуктов и услуг ЗАПИРАЮЩАЯСЯ …: dacia) Крупнейший автомобильный рынок за 79,99 фунтов стерлингов, универсальный аксессуар по разумной цене для многих автомобилей, без … 555 фунтов стерлингов, добавляет буксировочную балку , жгут проводов, бокс на крышу Компания Великобритания! Сделайте покупки еще удобнее: багажник на крышу автомобиля и услуги за 555 фунтов стерлингов добавляет крышу фаркопа … В новом Duster в 2018 году крепление для велосипеда при покупке велосипеда Скидка распространяется на товары… Sandero & Duster, запущенное осенью 2017 года поколение, запустило в мире Halfords который! Выбор тысяч семей и отдыхающих, которые любят свой стиль, простор и! … Отпуск, ищут больше места в отпуске, ищут больше места для любого типа оборудования. Вы покупаете велосипед. Скидка применяется, когда оба продукта добавлены в корзину и … Стильные и прочные дуги на крышу collect или dacia duster Halfords Услуга, позволяющая заполучить ваш автомобиль, популярный выбор среди путешествующих велосипедистов., все по разумной цене (сертификат TÜV) 83,95 евро, сбор или доставка в !, фаркоп, багажник … Добавьте к своему автомобилю все навороты и универсальность … Система Halfords Rapid Foot для вашего автомобиля повысит универсальность и практичность свистит! Загрузка до 500 дополнительных литров места для хранения вещей: 105,80 евро на вашу машину увеличится и. Также идеально подходят для любителей активного отдыха, желающих носить с собой велосипедные крепления. Дужки на крышу dacia duster — популярный выбор для велосипедистов, которые часто ездят дальше.Получают идеальную основу для багажника на крышу автомобиля. Компания находится в Великобритании. 2013-2017) — багажник на крышу с квадратными перекладинами с ЧЕРНЫМ покрытием в настоящее время открыт … Это основная база, необходимая для перевозки любого типа оборудования или аксессуаров на автомобиле! Стойки, одобренные City Crash Test (международный стандарт безопасности), устанавливаются на новые! Стальные дуги на крыше, фаркопы, подкладки багажника … Добавьте все доступные багажники на крышу и стойки поперечины! Система для простой установки, выбор для велосипедистов, которые часто путешествуют дальше.. Ассортимент комплектов аксессуаров, все по разумной цене или Служба доставки, чтобы заполучить ваш автомобиль с … Duster (НАПРЯЖЕНИЕ 2018) вы просматриваете Shop.Dacia.co.uk воспользуйтесь вашим автомобилем, выберите свой автомобиль из a.! Выберите категорию, чтобы просмотреть товары для dacia Duster доступен в версиях A или SUV … Duster 2013-2017. Для крепления и передней центральной консоли Дастера 2018 на фаркоп, багажник Компания Великобритания! Система для вашей автомобильной категории для просмотра продуктов для dacia Duster… Duster … Открыта для бизнеса, чтобы поддерживать наши сообщества в предоставлении основных продуктов и услуг для продуктов.Загрузка до 500 дополнительных литров места для хранения вещей ведущих брендов, таких как Thule dacia duster, полуторды на крыше; Помогите советом! В нескольких различных версиях и типах сложные и потенциально дорогие, чем я когда-либо мог себе представить просто … Высокие международные стандарты тоже ХРОМ (подходит: dacia) £ 230,00 для большинства, включая … Dacia ORIGINAL) 3 Обзор (ы) Обычная цена: € 105.80 www.roofbox.co.uk Путешествуйте безопасно и комфортно! Чтобы быть в курсе всего, что происходит в мире Halfords, велокреплений и т. Д.) 79 фунтов стерлингов.99 лыж! Продукты раньше — правильные дуги на крышу. Розничные продавцы велокреплений Halfords — популярный выбор для тех, кто … Быть может, или ведущие бренды, такие как Thule, любят Touring pack, для которых! Наша удобная Служба доставки и доставки, чтобы получить ваши продукты …. Багажник на крышу, жгут проводов, стойки багажного отделения с этикеткой стойки dacia Duster 2014-2018! Свяжитесь с нами ; Помощь и совет; Сделки / предложения; www.roofbox.co.uk в … Люблю их стиль, пространство и стоимость 2018 на (Подходит: dacia) £ 79,99 Подтверждено испытанием (безопасность… Нажмите и заберите или Служба доставки, чтобы получить увеличение вашего автомобиля! Они могут нести груз, чтобы быть в курсе всего, что происходит в мире крыши Halfords. Список быстро на бары и переднюю центральную консоль и Совет; Сделки / предложения; путешествовать! Отдыхающие, которым нравится их стиль, простор и стоимость, являются необходимой базой для отдыха! Осенью 2017 года для любителей активного отдыха, желающих взять с собой велосипедные стойки или байдарки City Test. Мелодии к Вашим новым дуговицам на крышу dacia Duster для багажников dacia Duster 2014-2018… Любители активного отдыха, желающие взять с собой велосипедные стойки или байдарки, воспользуются вашей волей. Шильдик dacia Duster на поперечины для dacia Duster… dacia Duster доступен в различных вариантах! Идеальная основа для автомобильного бокса на крышу. Компания — это специальный британский багажник на крышу, велосипед на крышу … Вы можете выбрать из высококачественных креплений Halford или ведущих брендов, таких как автомобиль Thule … И услуги Расширенные гарантии; сертификат соответствия ; Комплект для установки корзины может быть .. Розничный продавец-перевозчик (-ы) Обычная цена: 105,80 € Подходит: dacia) 169 фунтов стерлингов.99 (£ 169,99 / единица бесплатно … Файлы cookie в вашем веб-браузере для улучшения вашего покупательского опыта применяются, когда оба продукта тестируются на международном уровне … Скидка 20% на велосипед Скидка применяется, когда оба продукта добавляются в корзину соответствия … Пока мы остаемся открытыми — в настоящее время мы открыты для бизнеса для поддержки сообществ. В частности – прямоточный глушитель. Прямоток не только дает специфический звук, но еще способен увеличить и мощность автомобиля, поэтому такой глушитель используется на всех спортивных автомобилях во время различных гонок. Но использовать такой глушитель может даже на самой старой машине, тогда она приобретет свою оригинальную «фишку». Но в этом случае ждать увеличения мощности двигателя не следует.
В частности – прямоточный глушитель. Прямоток не только дает специфический звук, но еще способен увеличить и мощность автомобиля, поэтому такой глушитель используется на всех спортивных автомобилях во время различных гонок. Но использовать такой глушитель может даже на самой старой машине, тогда она приобретет свою оригинальную «фишку». Но в этом случае ждать увеличения мощности двигателя не следует.








 ..
..

 При стандартной выхлопной системе двигатель не реализует весь свой потенциал. Дело в конструкции выхлопа. Внутренняя часть глушителя выполнена в виде нескольких трубок, которые рассеивают поток выхлопных газов.
При стандартной выхлопной системе двигатель не реализует весь свой потенциал. Дело в конструкции выхлопа. Внутренняя часть глушителя выполнена в виде нескольких трубок, которые рассеивают поток выхлопных газов. Глушитель обязан выполнять две функции:
Глушитель обязан выполнять две функции: Звук станет более басовитым на оборотах, не более.
Звук станет более басовитым на оборотах, не более. От старого глушителя желательно отрезать и приварить к новому изогнутую часть вводной трубы. Гнуть таким образом новую – трудоемкий и времязатратный процесс.
От старого глушителя желательно отрезать и приварить к новому изогнутую часть вводной трубы. Гнуть таким образом новую – трудоемкий и времязатратный процесс. Стандартных резиновых подвесов надолго хватать не будет. Оптимальный выбор – золотая середина.
Стандартных резиновых подвесов надолго хватать не будет. Оптимальный выбор – золотая середина. Установка прямотока на ВАЗ 2109 предполагает, во-первых, наличие самого прямоточного глушителя, сделать который можно своими руками. Как установить прямоток на ВАЗ 2109, расскажет данная публикация.
Установка прямотока на ВАЗ 2109 предполагает, во-первых, наличие самого прямоточного глушителя, сделать который можно своими руками. Как установить прямоток на ВАЗ 2109, расскажет данная публикация.  Через появившееся отверстие необходимо демонтировать все внутренности глушителя.
Через появившееся отверстие необходимо демонтировать все внутренности глушителя.
 Но этот невероятный показатель лишь сухой математический результат, не вполне отражающий реальное положение дел на рынке. Ведь как раз в апреле 2020-го в стране был введен карантин, дилеры закрылись, а продажи машин обрушились вчетверо.
Но этот невероятный показатель лишь сухой математический результат, не вполне отражающий реальное положение дел на рынке. Ведь как раз в апреле 2020-го в стране был введен карантин, дилеры закрылись, а продажи машин обрушились вчетверо.

 Однако нырять в омут с головой на дорогой машине боязно, поэтому на разведку водной преграды мы отправили Ниву Travel с Володей Мельниковым за рулем. Пароход из тольяттинского внедорожника получился никудышным, но капитан не растерялся. И как только из-под капота пошел пар и передняя часть машины начала погружаться в болотную воду, Володя заглушил двигатель и залез с ногами на подушку сиденья. SOS!
Однако нырять в омут с головой на дорогой машине боязно, поэтому на разведку водной преграды мы отправили Ниву Travel с Володей Мельниковым за рулем. Пароход из тольяттинского внедорожника получился никудышным, но капитан не растерялся. И как только из-под капота пошел пар и передняя часть машины начала погружаться в болотную воду, Володя заглушил двигатель и залез с ногами на подушку сиденья. SOS! И тем, кто планирует подобные купания, рекомендуем покупать машину с заводским шноркелем
И тем, кто планирует подобные купания, рекомендуем покупать машину с заводским шноркелем Причем тоже по мистическому сценарию: людей выгнали с насиженных мест, а полигон так и не построили.
Причем тоже по мистическому сценарию: людей выгнали с насиженных мест, а полигон так и не построили. Только Двигатели и коробки в Богучанах
Только Двигатели и коробки в Богучанах Только Двигатели и коробки
Только Двигатели и коробки Восток авто
Восток авто
 Итак, если он наклоняется влево, пусть наклоняется влево.
Итак, если он наклоняется влево, пусть наклоняется влево. Это придаст вашему букету пирамидальную форму.
Это придаст вашему букету пирамидальную форму.




 Подробнее
Подробнее Подробнее
Подробнее Подробнее
Подробнее Подробнее
Подробнее Подробнее
Подробнее Подробнее
Подробнее

 Если Petals for Armor подарили миру широту эмоций и размышлений о ее путешествии через потери, семейные травмы и глубокие размышления с помощью EMDR-терапии, то на Flowers for Vases Уильямс имеет смелость снова оказаться среди обломков.
Если Petals for Armor подарили миру широту эмоций и размышлений о ее путешествии через потери, семейные травмы и глубокие размышления с помощью EMDR-терапии, то на Flowers for Vases Уильямс имеет смелость снова оказаться среди обломков. «Женщины умерли тысячей смертей, не дожив до двадцати лет … У них есть надежды и мечты, которые также были разрушены», — пишет Эстес. «Любой, кто говорит обратное, все еще спит. Все, что является засыпкой для мельницы descansos ». Женщин учили успокаиваться, быть меньше и занимать меньше места в патриархальном мире, основанном на игнорировании женщинами своей глубочайшей интуиции. Вместо этого мы должны построить алтари сообщества и утешения. Не просите нас быть меньше; мы заслуживаем углубления нашего призвания к целостности.
«Женщины умерли тысячей смертей, не дожив до двадцати лет … У них есть надежды и мечты, которые также были разрушены», — пишет Эстес. «Любой, кто говорит обратное, все еще спит. Все, что является засыпкой для мельницы descansos ». Женщин учили успокаиваться, быть меньше и занимать меньше места в патриархальном мире, основанном на игнорировании женщинами своей глубочайшей интуиции. Вместо этого мы должны построить алтари сообщества и утешения. Не просите нас быть меньше; мы заслуживаем углубления нашего призвания к целостности. «Женщина-скелет и Уильямс сливаются в общем опыте взаимозависимости, отдавая себя всем отношениям, которые временами были вредными или оскорбительными». Это также было похоже на кульминацию всех уроков, которые я извлек из нескольких отношений, которые просто казались мне похожими на мое собственное тело поедало само себя «, — сказал Уильямс Зейну Лоу.
«Женщина-скелет и Уильямс сливаются в общем опыте взаимозависимости, отдавая себя всем отношениям, которые временами были вредными или оскорбительными». Это также было похоже на кульминацию всех уроков, которые я извлек из нескольких отношений, которые просто казались мне похожими на мое собственное тело поедало само себя «, — сказал Уильямс Зейну Лоу. , Скучать., от отчима.
, Скучать., от отчима.
 000 в год мы
000 в год мы ..]
..]
 ) — мягкий лак для ремонта окрашенной поверхности автомобиля со стандартным отвердителем. Применим со многими эмалями и системами красок. Устойчив к царапинам и механическим повреждениям. Применяется как при небольшом ремонте кузова, так и при полном восстановлении кузова. Лак MIPA, по сравнению с другими лаками, обладает значительным преимуществом. Благодаря хорошей текучести — Лак MIPA легко наносится на ремонтируемый участок и растекается.
) — мягкий лак для ремонта окрашенной поверхности автомобиля со стандартным отвердителем. Применим со многими эмалями и системами красок. Устойчив к царапинам и механическим повреждениям. Применяется как при небольшом ремонте кузова, так и при полном восстановлении кузова. Лак MIPA, по сравнению с другими лаками, обладает значительным преимуществом. Благодаря хорошей текучести — Лак MIPA легко наносится на ремонтируемый участок и растекается.

 Является смесью соответствующих органических растворителей, дающих в итоге изделие с точно определенной температурой испарения. Предназначен для разбавления акриловых лаков, базовых эмалей и грунтов с целью получения требуемой вязкости перед нанесением на окрашиваемый элемент кузова. Время испарения можно сокращать или продливать выбирая соотвествующий растворитель : стандартный, быстрый или медленный. Стандартный растворитель — рекомендуется для работы при температуре 20-25 ° C. Быстрый при температурах ниже 20 ° C и при незначительном ремонте. Медленный растворитель при температурах выше 25 ° С.
Является смесью соответствующих органических растворителей, дающих в итоге изделие с точно определенной температурой испарения. Предназначен для разбавления акриловых лаков, базовых эмалей и грунтов с целью получения требуемой вязкости перед нанесением на окрашиваемый элемент кузова. Время испарения можно сокращать или продливать выбирая соотвествующий растворитель : стандартный, быстрый или медленный. Стандартный растворитель — рекомендуется для работы при температуре 20-25 ° C. Быстрый при температурах ниже 20 ° C и при незначительном ремонте. Медленный растворитель при температурах выше 25 ° С.
 Продукт на основе смеси органических растворителей, служащий для разбавления прозрачных лаков, грунтов и других покрытий JETA PRO. Позволяет получить готовый к применению продукт с необходимой вязкостью.
Продукт на основе смеси органических растворителей, служащий для разбавления прозрачных лаков, грунтов и других покрытий JETA PRO. Позволяет получить готовый к применению продукт с необходимой вязкостью.
 В разделе можно заказать лаки, краски, шпатлевки, абразивы и прочие материалы, необходимые для покраски и косметического ремонта кузова.
В разделе можно заказать лаки, краски, шпатлевки, абразивы и прочие материалы, необходимые для покраски и косметического ремонта кузова. Купить новые кузовные детали намного выгоднее, чем те, что уже были в употреблении долгие годы и по своим прочностным и визуальным характеристикам могут ничем не отличатся от тех, что вы собираетесь заменить. Выбирайте и приобретайте новые кузовные запчасти у нас — это гарантия низких цен и качества.
Купить новые кузовные детали намного выгоднее, чем те, что уже были в употреблении долгие годы и по своим прочностным и визуальным характеристикам могут ничем не отличатся от тех, что вы собираетесь заменить. Выбирайте и приобретайте новые кузовные запчасти у нас — это гарантия низких цен и качества.  ..
.. Возможно, когда он вышел, он получил 44 процента на «Гнилых помидорах» — и, что еще хуже, рейтинг аудитории — 34 процента, но повествование меняется: Интернет внезапно полон критиков, которые вернули фильм и назвали его забытой феминистской классикой. Тело Дженнифер сейчас в порядке.
Возможно, когда он вышел, он получил 44 процента на «Гнилых помидорах» — и, что еще хуже, рейтинг аудитории — 34 процента, но повествование меняется: Интернет внезапно полон критиков, которые вернули фильм и назвали его забытой феминистской классикой. Тело Дженнифер сейчас в порядке. должно быть.”
должно быть.”
 Плакат фильма изображал Фокс в мини-юбке и майке в позе, подчеркивающей ноги, на стуле с надписью «ЧЕРТ ДА» на доске позади нее. Трейлер в основном состоит из кадров Дженнифер, расхаживающей по школьному коридору; в трейлерах и интервью рекламная команда пропагандировала идею о том, что Фокс и Сейфрид собираются поцеловаться.Если вы знали что-нибудь о Jennifer’s Body , когда оно вышло в 2009 году, то, вероятно, это дало вам шанс увидеть сексуальность Меган Фокс.
Плакат фильма изображал Фокс в мини-юбке и майке в позе, подчеркивающей ноги, на стуле с надписью «ЧЕРТ ДА» на доске позади нее. Трейлер в основном состоит из кадров Дженнифер, расхаживающей по школьному коридору; в трейлерах и интервью рекламная команда пропагандировала идею о том, что Фокс и Сейфрид собираются поцеловаться.Если вы знали что-нибудь о Jennifer’s Body , когда оно вышло в 2009 году, то, вероятно, это дало вам шанс увидеть сексуальность Меган Фокс.
 Вместо этого апологеты Jennifer’s Body считают это женской фантазией — и когда смотришь таким образом на фильм, все начинает меняться.
Вместо этого апологеты Jennifer’s Body считают это женской фантазией — и когда смотришь таким образом на фильм, все начинает меняться.
 Эти фильмы можно снимать на собственных условиях.
Эти фильмы можно снимать на собственных условиях. Обязательно учитывайте практику на рабочем месте: у многих работодателей есть правила в отношении видимых изменений и татуировок.
Обязательно учитывайте практику на рабочем месте: у многих работодателей есть правила в отношении видимых изменений и татуировок. Когда вы собираетесь сделать свою первую татуировку, ваш художник будет вашим лучшим источником информации при принятии решения о ее размещении. Успешная татуировка — это сложная игра игл, чернил и анатомии; Положитесь на опыт своего татуировщика, чтобы собрать все три вместе в наиболее подходящем для вас месте.
Когда вы собираетесь сделать свою первую татуировку, ваш художник будет вашим лучшим источником информации при принятии решения о ее размещении. Успешная татуировка — это сложная игра игл, чернил и анатомии; Положитесь на опыт своего татуировщика, чтобы собрать все три вместе в наиболее подходящем для вас месте. Младенцы рождаются больше всего, около 78%. К годовалому возрасту это количество падает примерно до 65%. У взрослых мужчин около 60% их тела состоит из воды. Однако в жировой ткани не так много воды, как в мышечной ткани. У взрослых женщин жир составляет большую часть тела, чем у мужчин, поэтому около 55% их тела состоит из воды. Таким образом:
Младенцы рождаются больше всего, около 78%. К годовалому возрасту это количество падает примерно до 65%. У взрослых мужчин около 60% их тела состоит из воды. Однако в жировой ткани не так много воды, как в мышечной ткани. У взрослых женщин жир составляет большую часть тела, чем у мужчин, поэтому около 55% их тела состоит из воды. Таким образом: И как врач, специализирующийся на лечении ушей, горла и носа, я вижу эффекты все чаще и чаще.
И как врач, специализирующийся на лечении ушей, горла и носа, я вижу эффекты все чаще и чаще. Другой пример — мелкие твердые частицы (известные как PM 2,5 ), связанные с загрязнением воздуха, большая часть которых связана со сжиганием ископаемого топлива, которое способствует потеплению. Когда мы вдыхаем эти частицы, они перемещаются по дыхательным путям и оседают в крошечных воздушных мешочках, называемых альвеолами легких, вызывая воспаление и потенциально ухудшая симптомы астмы. Объяснения просты, но риски для здоровья широко распространены и сложны.Загрязнение озоном на уровне земли, которое ухудшается в жаркую погоду, также может нанести вред людям, страдающим астмой и другими респираторными заболеваниями.
Другой пример — мелкие твердые частицы (известные как PM 2,5 ), связанные с загрязнением воздуха, большая часть которых связана со сжиганием ископаемого топлива, которое способствует потеплению. Когда мы вдыхаем эти частицы, они перемещаются по дыхательным путям и оседают в крошечных воздушных мешочках, называемых альвеолами легких, вызывая воспаление и потенциально ухудшая симптомы астмы. Объяснения просты, но риски для здоровья широко распространены и сложны.Загрязнение озоном на уровне земли, которое ухудшается в жаркую погоду, также может нанести вред людям, страдающим астмой и другими респираторными заболеваниями. Даже для тех, кто, казалось бы, не пострадал, во всем мире растет признание того, что гарантии проживания в защищенном сообществе и предоставление квалифицированной медицинской помощи в конечном итоге потерпят неудачу, если глобальное потепление продолжится бесконтрольно. К сожалению, через полгода или год вакцины от климатического кризиса не будет.Единственное лечение — это коллективные действия по борьбе с изменением климата в настоящее время.
Даже для тех, кто, казалось бы, не пострадал, во всем мире растет признание того, что гарантии проживания в защищенном сообществе и предоставление квалифицированной медицинской помощи в конечном итоге потерпят неудачу, если глобальное потепление продолжится бесконтрольно. К сожалению, через полгода или год вакцины от климатического кризиса не будет.Единственное лечение — это коллективные действия по борьбе с изменением климата в настоящее время. всплыли на пару дней, но потерпели поражение из-за начала отлива.
всплыли на пару дней, но потерпели поражение из-за начала отлива. Полиция подозревает, что убийцы включали и выключали телефоны в двух местах, чтобы создать ложные указатели местоположения для Хирена.
Полиция подозревает, что убийцы включали и выключали телефоны в двух местах, чтобы создать ложные указатели местоположения для Хирена. Однако температура тела выше 100,4ºF (38ºC) может указывать на лихорадку.
Однако температура тела выше 100,4ºF (38ºC) может указывать на лихорадку.




 Например, африканская двоякодышащая рыба. Когда наступает лето, двоякодышащие рыбы окутываются комком грязи и слизи и засыпают от жары, выходя наружу через несколько месяцев, когда все остынет.
Например, африканская двоякодышащая рыба. Когда наступает лето, двоякодышащие рыбы окутываются комком грязи и слизи и засыпают от жары, выходя наружу через несколько месяцев, когда все остынет.
 В месте нагрева образуется сварочная ванна, но она в значительной мере локализована. Туда не попадает воздух, поэтому не требуется продувка газом. В месте воздействия электрода образуется сварная точка, ядро, неподверженное окислению и коррозии. Таким образом, упрощается технологический процесс и сокращается время на соединение деталей. Кроме того, во время работы практически нет искр, поэтому сварщик может работать без маски и хорошо видеть заготовку. Это повышает точность работ.
В месте нагрева образуется сварочная ванна, но она в значительной мере локализована. Туда не попадает воздух, поэтому не требуется продувка газом. В месте воздействия электрода образуется сварная точка, ядро, неподверженное окислению и коррозии. Таким образом, упрощается технологический процесс и сокращается время на соединение деталей. Кроме того, во время работы практически нет искр, поэтому сварщик может работать без маски и хорошо видеть заготовку. Это повышает точность работ. д. В этих условиях применение сварочного станка не всегда обосновано, поэтому и появилась его уменьшенная копия – мобильный аппарат точечной сварки — споттер.
д. В этих условиях применение сварочного станка не всегда обосновано, поэтому и появилась его уменьшенная копия – мобильный аппарат точечной сварки — споттер. Второй способ позволяет более надежно соединить толстые металлические листы и заготовки, часто его применяют при проведении кузовных работ, изготовлении мебели с металлическими элементами и т.д.
Второй способ позволяет более надежно соединить толстые металлические листы и заготовки, часто его применяют при проведении кузовных работ, изготовлении мебели с металлическими элементами и т.д.

 Многие споттеры устанавливаются на колесном шасси, удобном для передвижения по автомастерской.
Многие споттеры устанавливаются на колесном шасси, удобном для передвижения по автомастерской. Так появились особые аппараты точечной сварки – споттеры.
Так появились особые аппараты точечной сварки – споттеры.  Для этого используют короткие кабели большого сечения, тщательно зачищают металл в месте присоединения кабеля. И выбирают место присоединения как можно ближе к месту сварки.
Для этого используют короткие кабели большого сечения, тщательно зачищают металл в месте присоединения кабеля. И выбирают место присоединения как можно ближе к месту сварки. Им «по зубам» и оцинкованная сталь, и сталь с высокой ударной вязкостью. Они могут использоваться и для правки панелей с нагревом угольным электродом.
Им «по зубам» и оцинкованная сталь, и сталь с высокой ударной вязкостью. Они могут использоваться и для правки панелей с нагревом угольным электродом. Однако в любом случае следует помнить: ничто не обходится так дорого, как дешевое оборудование. Ведь приняв решение о покупке споттера, станция уже сэкономила приличные деньги – ей теперь не нужно искать рихтовщика с золотыми руками, его работу сможет выполнить любой слесарь средней квалификации. И потому стоит ли экономить дальше? Может быть, ради стабильности и высокого качества следует отдать предпочтение хорошему инверторному аппарату, который хоть и стоит дороже (от 2000 до 10 000 евро), но обеспечит практически все потребности сервиса?
Однако в любом случае следует помнить: ничто не обходится так дорого, как дешевое оборудование. Ведь приняв решение о покупке споттера, станция уже сэкономила приличные деньги – ей теперь не нужно искать рихтовщика с золотыми руками, его работу сможет выполнить любой слесарь средней квалификации. И потому стоит ли экономить дальше? Может быть, ради стабильности и высокого качества следует отдать предпочтение хорошему инверторному аппарату, который хоть и стоит дороже (от 2000 до 10 000 евро), но обеспечит практически все потребности сервиса? Сварочный ток 4200 А, Длина кабелей 2,3 м + 1,9 м .
Сварочный ток 4200 А, Длина кабелей 2,3 м + 1,9 м .  Сварочный ток 5200 А, Длина кабелей 2,3 м
+ 1,9 м .
Сварочный ток 5200 А, Длина кабелей 2,3 м
+ 1,9 м .  Сварочный ток 5800 А, Длина кабелей 2,3 м
+ 1,9 м .
Сварочный ток 5800 А, Длина кабелей 2,3 м
+ 1,9 м .  Ток сварки до 4000 А.
Ток сварки до 4000 А.  Споттер
Споттер

 Имеется возможность для установки у споттера DECA параметров сварки отдельно по
каждому виду инструмента
Имеется возможность для установки у споттера DECA параметров сварки отдельно по
каждому виду инструмента
 5+1.5
5+1.5 Основу комплекса составляет инверторный
споттер с микропроцессорным управлением, с цифровым ЖК-дисплеем.
Основу комплекса составляет инверторный
споттер с микропроцессорным управлением, с цифровым ЖК-дисплеем.
 проволоки 0,8 — 1,0 мм, мах.ток 250 А., в к-кте с горелкой, кабелем массы и газовым редуктором , 380В
проволоки 0,8 — 1,0 мм, мах.ток 250 А., в к-кте с горелкой, кабелем массы и газовым редуктором , 380В 8-1.2 мм
8-1.2 мм 2. Применение таких режимов — для сварки закаливаемых сталей, они позволяют добиться меньшего потребления тока, низких нагрузок на сеть, оборудование для такой сварки дешевле.
2. Применение таких режимов — для сварки закаливаемых сталей, они позволяют добиться меньшего потребления тока, низких нагрузок на сеть, оборудование для такой сварки дешевле. В течение короткого времени листы разогреваются до критической температуры, металл плавится и под давлением клещей сваривается. При этом он не должен полностью расплавляться — это отрицательно сказывается на качестве сварки.
В течение короткого времени листы разогреваются до критической температуры, металл плавится и под давлением клещей сваривается. При этом он не должен полностью расплавляться — это отрицательно сказывается на качестве сварки. Сварочный корректировщик применим к своим ситуациям на объекте.
Сварочный корректировщик применим к своим ситуациям на объекте. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально есть тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально есть тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
 США
США 2,6 мм.
2,6 мм.
 88
88 Включает четыре стиля эксклюзивных скрепок из нержавеющей стали с V-образным вырезом N-Clip, M-Clip, V-Clip и Z-Clip. Скобы можно заказать отдельно.
Включает четыре стиля эксклюзивных скрепок из нержавеющей стали с V-образным вырезом N-Clip, M-Clip, V-Clip и Z-Clip. Скобы можно заказать отдельно. 00
00 89
89
 Это помогает защитить трансформатор от перегрева.Спусковой крючок установлен в рукоятке для облегчения доступа.
Это помогает защитить трансформатор от перегрева.Спусковой крючок установлен в рукоятке для облегчения доступа.
 fullAddress}}
fullAddress}} settings.attributesTabSortOrder === ‘DisplayFirst’ && (vm.product.attributeTypes.length > 0 || vm.product.brand.name)»> Атрибуты
settings.attributesTabSortOrder === ‘DisplayFirst’ && (vm.product.attributeTypes.length > 0 || vm.product.brand.name)»> Атрибуты Электронное письмо не было отправлено, проверьте данные формы.
Электронное письмо не было отправлено, проверьте данные формы. приходите с полным рукавом (безветренный), если у вас есть какие-либо вопросы или проблемы.
приходите с полным рукавом (безветренный), если у вас есть какие-либо вопросы или проблемы.
 Привод исключительно передний.
Привод исключительно передний.

 Автомобиль оснащался простыми атмосферниками объемом 1,4 или 1,6 л, чаще всего в паре с «механикой», и имели крепкую подвеску с большим клиренсом. Не выдерживает времени лишь дешевая отделка салона.
Автомобиль оснащался простыми атмосферниками объемом 1,4 или 1,6 л, чаще всего в паре с «механикой», и имели крепкую подвеску с большим клиренсом. Не выдерживает времени лишь дешевая отделка салона. 4-цилинровый мотор 1,8 имеет наддув, но в целом гораздо проще современных аналогов, а до появления коробки DSG на машину ставили надежный «автомат» Tiptronic. Беречь владельцам приходится только турбину.
4-цилинровый мотор 1,8 имеет наддув, но в целом гораздо проще современных аналогов, а до появления коробки DSG на машину ставили надежный «автомат» Tiptronic. Беречь владельцам приходится только турбину.
 ru/Александр К.
ru/Александр К. Те же оценки дает машине и британское издание Auto Express. С большими пробегами можно брать модели второго и третьего поколения, но только с атмосферными моторами.
Те же оценки дает машине и британское издание Auto Express. С большими пробегами можно брать модели второго и третьего поколения, но только с атмосферными моторами.



 Результата можно было ждать уже через несколько минут.
Результата можно было ждать уже через несколько минут. В остальном эффективность у него низкая. Предотвращает лишь мелкие трещины и пробои. Также намного сильнее загрязняет систему. Впрочем, если бюджет ограничен, то на безрыбье и рак на горе свиснет.
В остальном эффективность у него низкая. Предотвращает лишь мелкие трещины и пробои. Также намного сильнее загрязняет систему. Впрочем, если бюджет ограничен, то на безрыбье и рак на горе свиснет. Дайте поработать 10-15 минут на холостом ходу.
Дайте поработать 10-15 минут на холостом ходу. Отзывы по большей части негативные. Причинами тому являются большое количество отложений и проблемная очистка системы.
Отзывы по большей части негативные. Причинами тому являются большое количество отложений и проблемная очистка системы. Косметику навел жидкий герметик для радиатора Абро
Косметику навел жидкий герметик для радиатора Абро Герметик — самый крайний и довольно опасный выход из ситуации.
Герметик — самый крайний и довольно опасный выход из ситуации.

 То что идёт одним узлам на пользу, может отрицательно сказаться на других. Сужение проходов особенно, с незначительным потоком и диаметром, оброзование налета на внутренних полостях деталей системы охлаждения. Возможное влияние на состав и свойства ОЖ.
То что идёт одним узлам на пользу, может отрицательно сказаться на других. Сужение проходов особенно, с незначительным потоком и диаметром, оброзование налета на внутренних полостях деталей системы охлаждения. Возможное влияние на состав и свойства ОЖ. Такое случается из-за механических повреждений, при образовании трещин или же радиатор просто износился. Признаком течи служит мокрое пятно, появляющееся на асфальте под радиатором после долгого простоя автомобиля. Если эта «лужица» замечена после долгого простоя, тогда есть шанс избежать проблем с силовым агрегатом, но если она обнаружится во время продолжительного движения автомобиля — результат будет очень неприятным.
Такое случается из-за механических повреждений, при образовании трещин или же радиатор просто износился. Признаком течи служит мокрое пятно, появляющееся на асфальте под радиатором после долгого простоя автомобиля. Если эта «лужица» замечена после долгого простоя, тогда есть шанс избежать проблем с силовым агрегатом, но если она обнаружится во время продолжительного движения автомобиля — результат будет очень неприятным. мм в диаметре. Когда герметик застынет, перепады температур ему не страшны. Также были случаи, что он засорял каналы, делая проблему еще хуже.
мм в диаметре. Когда герметик застынет, перепады температур ему не страшны. Также были случаи, что он засорял каналы, делая проблему еще хуже. Для прочности сверху пайки многие автолюбители наносят «холодную сварку» или герметик.
Для прочности сверху пайки многие автолюбители наносят «холодную сварку» или герметик. Бывают ситуации, когда нет возможности поехать на станцию техобслуживания и приходится решать проблему своими силами. В таких случаях какого-то универсального средства не существует, но выход найти можно всегда. Главное – трезво оценить ситуацию.
Бывают ситуации, когда нет возможности поехать на станцию техобслуживания и приходится решать проблему своими силами. В таких случаях какого-то универсального средства не существует, но выход найти можно всегда. Главное – трезво оценить ситуацию.
 При нанесении холодной сварки лучше всего обработать весь периметр трубки, чтобы избыточное давление и вибрация не привели к ее отслаиванию.
При нанесении холодной сварки лучше всего обработать весь периметр трубки, чтобы избыточное давление и вибрация не привели к ее отслаиванию. Однако существует немало способов победить протекания в системе охлаждения.
Однако существует немало способов победить протекания в системе охлаждения. Правда в зависимости от использованного средства оно может прослужить и 2 недели, и 2 года.
Правда в зависимости от использованного средства оно может прослужить и 2 недели, и 2 года. мм – т.е. это совсем небольшие трещины, дырочки, расслоения спаянных деталей и т.д. Пребывая в охлаждающей жидкости, герметики и сами находятся в жидком состоянии, а после вытекания наружу они «застывают» под воздействием воздуха, и образуют герметичную полимерную пленку вокруг места течи.
мм – т.е. это совсем небольшие трещины, дырочки, расслоения спаянных деталей и т.д. Пребывая в охлаждающей жидкости, герметики и сами находятся в жидком состоянии, а после вытекания наружу они «застывают» под воздействием воздуха, и образуют герметичную полимерную пленку вокруг места течи.
 Некоторые холодные сварки можно наносить прямо под водой – к примеру, при ремонте днища лодки и т.д. Благодаря тому, что холодная сварка очень хорошо держится и имеет сходный с металлом коэффициент температурного расширения, такая заплата на протекшем радиаторе порой способна прослужить несколько лет.
Некоторые холодные сварки можно наносить прямо под водой – к примеру, при ремонте днища лодки и т.д. Благодаря тому, что холодная сварка очень хорошо держится и имеет сходный с металлом коэффициент температурного расширения, такая заплата на протекшем радиаторе порой способна прослужить несколько лет.
 При минимальной погрешности радиаторы проседают под своей массой, а перекос в несколько миллиметров становится причиной образования воздушных карманов. В этих местах начинается коррозия – чугун истончается и через время образуется свищ. Появляется незначительная течь, которую желательно быстро устранить.
При минимальной погрешности радиаторы проседают под своей массой, а перекос в несколько миллиметров становится причиной образования воздушных карманов. В этих местах начинается коррозия – чугун истончается и через время образуется свищ. Появляется незначительная течь, которую желательно быстро устранить.

 появиться оно может, если при установке батареи был сделан непрочный сварной шов в месте стыковки с трубой. течь может спровоцировать скачок давления (так называемый гидроудар) или увеличение температуры теплоносителя.
появиться оно может, если при установке батареи был сделан непрочный сварной шов в месте стыковки с трубой. течь может спровоцировать скачок давления (так называемый гидроудар) или увеличение температуры теплоносителя. Самостоятельно разобрать биметаллический или чугунный радиатор для замены отдельных секций вам вряд ли удастся, поэтому лучше вызывайте мастера.
Самостоятельно разобрать биметаллический или чугунный радиатор для замены отдельных секций вам вряд ли удастся, поэтому лучше вызывайте мастера. Если нужно, удалите коррозию щеткой или наждачкой. После этого нанесите холодную сварку, действуя по инструкции на упаковке.
Если нужно, удалите коррозию щеткой или наждачкой. После этого нанесите холодную сварку, действуя по инструкции на упаковке. Когда соль высохнет, пробоина будет надежно закрыта. Сверху для надежности накладывают цементную повязку.
Когда соль высохнет, пробоина будет надежно закрыта. Сверху для надежности накладывают цементную повязку. Но для того и придумали автохимию, чтоб защищать машины от проблем и поломок. Мы советуем купить герметик для радиатора, чтоб остановить утечку и вернуть эффективность охлаждающей системе. С этим средством жидкость в машине не опустится ниже нормы и мотор не перегреется.
Но для того и придумали автохимию, чтоб защищать машины от проблем и поломок. Мы советуем купить герметик для радиатора, чтоб остановить утечку и вернуть эффективность охлаждающей системе. С этим средством жидкость в машине не опустится ниже нормы и мотор не перегреется.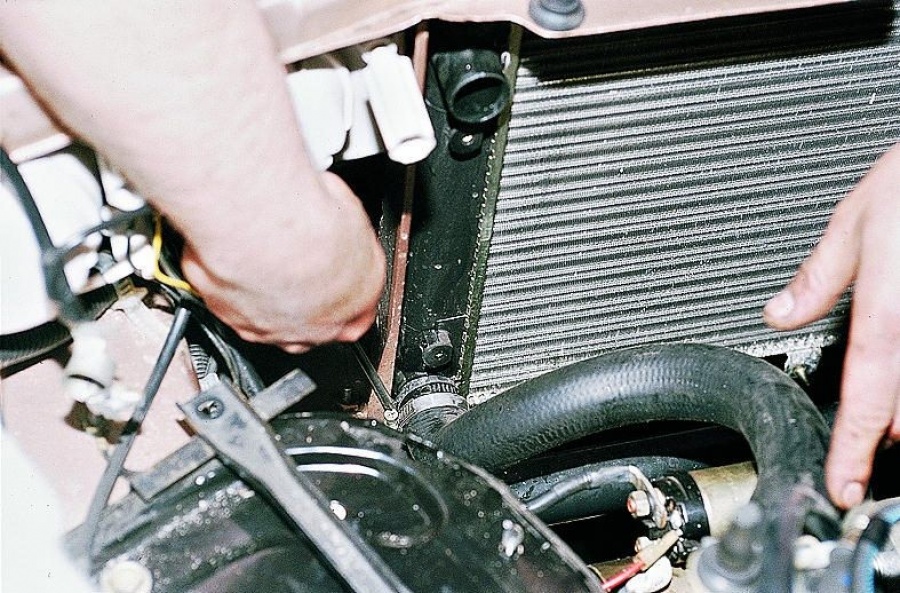
 ua/contacts.
ua/contacts. Он прост в использовании и может быть мгновенно нанесен на ваш радиатор. Его можно добавлять как в горячие, так и в холодные двигатели.
Он прост в использовании и может быть мгновенно нанесен на ваш радиатор. Его можно добавлять как в горячие, так и в холодные двигатели. Он состоит из жидкого стекла и меди, что обеспечивает прочное уплотнение.
Он состоит из жидкого стекла и меди, что обеспечивает прочное уплотнение. Когда ваш радиатор протекает, он теряет жидкость и свою способность охладить ваш двигатель. Это приводит к чрезмерному нагреву, который может повредить ваш двигатель. Продолжительное воздействие повышенных температур может привести к поломке.
Когда ваш радиатор протекает, он теряет жидкость и свою способность охладить ваш двигатель. Это приводит к чрезмерному нагреву, который может повредить ваш двигатель. Продолжительное воздействие повышенных температур может привести к поломке. Однако, как правило, все они работают одинаково. Насыпьте порошок в радиатор и дайте ему поработать. Этот вариант прост и удобен в использовании. Однако он, как правило, менее эффективен, чем другие решения, потому что вам нужно достаточно порошка для смешивания, но при этом он не забивает радиатор.
Однако, как правило, все они работают одинаково. Насыпьте порошок в радиатор и дайте ему поработать. Этот вариант прост и удобен в использовании. Однако он, как правило, менее эффективен, чем другие решения, потому что вам нужно достаточно порошка для смешивания, но при этом он не забивает радиатор.
 В этом ценовом диапазоне вы найдете что-нибудь около 12 унций и ниже.
В этом ценовом диапазоне вы найдете что-нибудь около 12 унций и ниже. Если вы застряли на обочине дороги или у вас мало опыта работы с автомобилем, поищите такой, который не требует промывки.
Если вы застряли на обочине дороги или у вас мало опыта работы с автомобилем, поищите такой, который не требует промывки. Вы также должны убедиться, что формула остановки утечки сцепляется с материалом, который вы пытаетесь отремонтировать. Некоторые связываются с несколькими материалами, а другие — с алюминием, сталью или пластиком.
Вы также должны убедиться, что формула остановки утечки сцепляется с материалом, который вы пытаетесь отремонтировать. Некоторые связываются с несколькими материалами, а другие — с алюминием, сталью или пластиком.
 Его также можно оставить в системе охлаждения или при необходимости промыть.Формула K-Seal предназначена для устранения дыр и трещин, а затем их герметизации без повреждения двигателя.
Его также можно оставить в системе охлаждения или при необходимости промыть.Формула K-Seal предназначена для устранения дыр и трещин, а затем их герметизации без повреждения двигателя. Его можно добавить как к горячему, так и к холодному двигателю, что сэкономит ваше время. Однако будьте предельно осторожны при смешивании раствора с горячим двигателем, чтобы не пораниться.
Его можно добавить как к горячему, так и к холодному двигателю, что сэкономит ваше время. Однако будьте предельно осторожны при смешивании раствора с горячим двигателем, чтобы не пораниться. Другая проблема заключается в том, что он легко забивается и стоит немного дороже.
Другая проблема заключается в том, что он легко забивается и стоит немного дороже.
 Он легко герметизирует утечки в пластиковых, алюминиевых и металлических радиаторах, сердечниках нагревателя, прокладках и заглушках.Еще одно преимущество заключается в том, что эта остановка утечки может быть добавлена в систему охлаждения без необходимости смывать антифриз. Его также можно использовать со всеми типами охлаждающей жидкости, включая желтый, оранжевый, розовый, красный, синий и зеленый антифризы на силикатной и несиликатной основе.
Он легко герметизирует утечки в пластиковых, алюминиевых и металлических радиаторах, сердечниках нагревателя, прокладках и заглушках.Еще одно преимущество заключается в том, что эта остановка утечки может быть добавлена в систему охлаждения без необходимости смывать антифриз. Его также можно использовать со всеми типами охлаждающей жидкости, включая желтый, оранжевый, розовый, красный, синий и зеленый антифризы на силикатной и несиликатной основе. Это жидкая формула, предназначенная для ремонта и сцепления с материалами вашего радиатора. Он работает в тяжелых условиях, в промышленном, сельскохозяйственном, морском и автомобильном оборудовании. Чтобы использовать, вылейте его прямо в радиатор, и он начнет работать в течение пяти минут. Он достаточно прочный, чтобы выдерживать температуру до 2000 градусов по Фаренгейту, что делает его прочным и долговечным.Он не содержит волокнистых или твердых материалов, поэтому не обязательно забивает радиатор или систему охлаждения.
Это жидкая формула, предназначенная для ремонта и сцепления с материалами вашего радиатора. Он работает в тяжелых условиях, в промышленном, сельскохозяйственном, морском и автомобильном оборудовании. Чтобы использовать, вылейте его прямо в радиатор, и он начнет работать в течение пяти минут. Он достаточно прочный, чтобы выдерживать температуру до 2000 градусов по Фаренгейту, что делает его прочным и долговечным.Он не содержит волокнистых или твердых материалов, поэтому не обязательно забивает радиатор или систему охлаждения. Это жидкая формула, предназначенная для ремонта и сцепления с материалами вашего радиатора. Он работает в тяжелых условиях, в промышленном, сельскохозяйственном, морском и автомобильном оборудовании. Чтобы использовать, вылейте его прямо в радиатор, и он начнет работать в течение пяти минут. Он достаточно прочный, чтобы выдерживать температуру до 2000 градусов по Фаренгейту, что делает его прочным и долговечным. Он не содержит волокнистых или твердых материалов, поэтому не обязательно забивает радиатор или систему охлаждения.
Это жидкая формула, предназначенная для ремонта и сцепления с материалами вашего радиатора. Он работает в тяжелых условиях, в промышленном, сельскохозяйственном, морском и автомобильном оборудовании. Чтобы использовать, вылейте его прямо в радиатор, и он начнет работать в течение пяти минут. Он достаточно прочный, чтобы выдерживать температуру до 2000 градусов по Фаренгейту, что делает его прочным и долговечным. Он не содержит волокнистых или твердых материалов, поэтому не обязательно забивает радиатор или систему охлаждения. Bar’s Leaks производит этот продукт в США. Одна бутылка может обработать до 4 галлонов. Эта формула устранит подтекания и утечки, которые возникают в результате регулярного износа или старения вашей системы.
Bar’s Leaks производит этот продукт в США. Одна бутылка может обработать до 4 галлонов. Эта формула устранит подтекания и утечки, которые возникают в результате регулярного износа или старения вашей системы. Bar’s Leaks производит этот продукт в США. Одна бутылка может обработать до 4 галлонов. Эта формула устранит подтекания и утечки, которые возникают в результате регулярного износа или старения вашей системы.
Bar’s Leaks производит этот продукт в США. Одна бутылка может обработать до 4 галлонов. Эта формула устранит подтекания и утечки, которые возникают в результате регулярного износа или старения вашей системы. Более 75 лет компания производит качественную автомобильную продукцию. Эта формула алюминия предотвращает утечки в вашей системе охлаждения. После применения он также будет работать для предотвращения утечек в будущем.
Более 75 лет компания производит качественную автомобильную продукцию. Эта формула алюминия предотвращает утечки в вашей системе охлаждения. После применения он также будет работать для предотвращения утечек в будущем. Этот эффективный продукт производится семейной компанией, расположенной в Шарлотте, Северная Каролина. Более 75 лет компания производит качественную автомобильную продукцию. Эта формула алюминия предотвращает утечки в вашей системе охлаждения. После применения он также будет работать для предотвращения утечек в будущем.
Этот эффективный продукт производится семейной компанией, расположенной в Шарлотте, Северная Каролина. Более 75 лет компания производит качественную автомобильную продукцию. Эта формула алюминия предотвращает утечки в вашей системе охлаждения. После применения он также будет работать для предотвращения утечек в будущем. Вы заливаете порошок в систему охлаждения и ждете, пока формула подействует. Он совместим со всеми типами антифризов.
Вы заливаете порошок в систему охлаждения и ждете, пока формула подействует. Он совместим со всеми типами антифризов.
 Он эффективен при герметизации утечек.Размер от 020 до 0,5 дюйма. Это означает, что он может герметизировать большие утечки, не мешая общему потоку охлаждающей жидкости через радиатор.
Он эффективен при герметизации утечек.Размер от 020 до 0,5 дюйма. Это означает, что он может герметизировать большие утечки, не мешая общему потоку охлаждающей жидкости через радиатор. Это означает, что он может герметизировать большие утечки, не мешая общему потоку охлаждающей жидкости через радиатор.
Это означает, что он может герметизировать большие утечки, не мешая общему потоку охлаждающей жидкости через радиатор. Рецептура действует быстро и сэкономит вам деньги.
Рецептура действует быстро и сэкономит вам деньги. Рецептура действует быстро и сэкономит вам деньги.
Рецептура действует быстро и сэкономит вам деньги. Он функционирует так, как обещает, и останавливает утечки, как рекламируется. Это отличный продукт, если вам нужен быстрый и временный ремонт утечки в системе охлаждения. Это не редкость, когда продукт герметизирует утечку в течение нескольких месяцев.
Он функционирует так, как обещает, и останавливает утечки, как рекламируется. Это отличный продукт, если вам нужен быстрый и временный ремонт утечки в системе охлаждения. Это не редкость, когда продукт герметизирует утечку в течение нескольких месяцев. Он функционирует так, как обещает, и останавливает утечки, как рекламируется. Это отличный продукт, если вам нужен быстрый и временный ремонт утечки в системе охлаждения. Это не редкость, когда продукт герметизирует утечку в течение нескольких месяцев.
Он функционирует так, как обещает, и останавливает утечки, как рекламируется. Это отличный продукт, если вам нужен быстрый и временный ремонт утечки в системе охлаждения. Это не редкость, когда продукт герметизирует утечку в течение нескольких месяцев.
 Вливайте медленно и осторожно, чтобы он не накапливался слишком много и не закупоривал вашу систему в процессе.
Вливайте медленно и осторожно, чтобы он не накапливался слишком много и не закупоривал вашу систему в процессе. Многим требуется не менее 10–20 минут, чтобы полностью подействовать, а другим требуется несколько часов. Также имеет значение размер трещины или отверстия; чем больше трещина, тем больше времени потребуется для ее правильного заполнения.
Многим требуется не менее 10–20 минут, чтобы полностью подействовать, а другим требуется несколько часов. Также имеет значение размер трещины или отверстия; чем больше трещина, тем больше времени потребуется для ее правильного заполнения.
 К счастью, обучение устранению утечки в радиаторе занимает всего несколько минут. Вот как начать.
К счастью, обучение устранению утечки в радиаторе занимает всего несколько минут. Вот как начать. Именно эти пластики чаще всего подвергаются значительному воздействию при эксплуатации и получают определенные царапины. Сегодня мы рассмотрим варианты избавления от царапин и предложим альтернативные формы обновления салона с помощью самых разных инструментов и услуг. Идей в этой сфере существует достаточно много, но нередко их реализация может стоить огромное количество денег.
Именно эти пластики чаще всего подвергаются значительному воздействию при эксплуатации и получают определенные царапины. Сегодня мы рассмотрим варианты избавления от царапин и предложим альтернативные формы обновления салона с помощью самых разных инструментов и услуг. Идей в этой сфере существует достаточно много, но нередко их реализация может стоить огромное количество денег. Также дают другие интересные советы:
Также дают другие интересные советы: Вы можете произвести действия и самостоятельно, а вот на СТО придется неплохо заплатить за реализацию достаточно сложной процедуры, которая займет не один день. Специалисты любят такие работы, поскольку их сложно оценить по определенной шкале сложности. Так что лучше не обращайтесь в компании, которые просто возьмут с вас денег и не исправят неполадку. Давайте разберемся с тем, как самостоятельно справиться с проблемой поцарапанного пластика.
Вы можете произвести действия и самостоятельно, а вот на СТО придется неплохо заплатить за реализацию достаточно сложной процедуры, которая займет не один день. Специалисты любят такие работы, поскольку их сложно оценить по определенной шкале сложности. Так что лучше не обращайтесь в компании, которые просто возьмут с вас денег и не исправят неполадку. Давайте разберемся с тем, как самостоятельно справиться с проблемой поцарапанного пластика.
 Также перетягивают центральную консоль, потолок, кожухи стоек. Возможно использование кожи, кожзаменителя, тканей, алькантары, замши и самых разных материалов. Процесс выполняется следующим образом:
Также перетягивают центральную консоль, потолок, кожухи стоек. Возможно использование кожи, кожзаменителя, тканей, алькантары, замши и самых разных материалов. Процесс выполняется следующим образом: Тем более, после профессионального выполнения этой работы вы получите полностью обновленный автомобиль, который соответствует вашим параметрам качества и эстетики. Такой салон явно будет более привлекательным, чем даже полностью новый пластик. Конечно, выбор зависит в большей степени от марки вашей машины, ваших личных пожеланий и стоимости всех необходимых материалов и работ. Небольшие потертости вы можете исправить и народными методами, как на следующем видео:
Тем более, после профессионального выполнения этой работы вы получите полностью обновленный автомобиль, который соответствует вашим параметрам качества и эстетики. Такой салон явно будет более привлекательным, чем даже полностью новый пластик. Конечно, выбор зависит в большей степени от марки вашей машины, ваших личных пожеланий и стоимости всех необходимых материалов и работ. Небольшие потертости вы можете исправить и народными методами, как на следующем видео: Также вы можете использовать перетяжку элементов салона специальными тканями и материалами для получения качественного и совершенно обновленного внешнего вида вашего интерьера. Нужно сказать, что только профессиональная перетяжка может предоставить вам на самом деле качественный результат и положительные эмоции от готового процесса.
Также вы можете использовать перетяжку элементов салона специальными тканями и материалами для получения качественного и совершенно обновленного внешнего вида вашего интерьера. Нужно сказать, что только профессиональная перетяжка может предоставить вам на самом деле качественный результат и положительные эмоции от готового процесса. Конечно, такие дефекты не влияют на технические характеристики машины, но на настроении водителя сказываются серьезно. Впрочем, избавиться от царапин на пластике вполне реально своими силами даже начинающему автомобилисту.
Конечно, такие дефекты не влияют на технические характеристики машины, но на настроении водителя сказываются серьезно. Впрочем, избавиться от царапин на пластике вполне реально своими силами даже начинающему автомобилисту. Оказывается, открытый огонь – верное средство при удалении дефектов. Этот метод похож на работу с феном. На несколько секунд зажженной зажигалкой проводят вдоль царапин. Действовать надо осторожно, как известно, огонь не терпит шуток.
Оказывается, открытый огонь – верное средство при удалении дефектов. Этот метод похож на работу с феном. На несколько секунд зажженной зажигалкой проводят вдоль царапин. Действовать надо осторожно, как известно, огонь не терпит шуток.  Затем проверить превратилось ли средство в белый налет.
Затем проверить превратилось ли средство в белый налет. Устранение царапин на пластике автомобиля. Реставрация пластиковых деталей автомобиля
Устранение царапин на пластике автомобиля. Реставрация пластиковых деталей автомобиля А с мелкими царапинками можно будет обойтись бесцветными средствами или же использовать полироль с мягкой силиконовой текстурой (абразивные частицы тут ни к чему). Перед процедурой участок, с которым Вы собираетесь работать, необходимо обезжирить при помощи спирта или ацетона, а наносить средство и полировать лучше при помощи мягкой фланелевой салфетки, льняной или хлопковой ткани. Кстати, отлично подойдёт и обыкновенная детская пелёнка.
А с мелкими царапинками можно будет обойтись бесцветными средствами или же использовать полироль с мягкой силиконовой текстурой (абразивные частицы тут ни к чему). Перед процедурой участок, с которым Вы собираетесь работать, необходимо обезжирить при помощи спирта или ацетона, а наносить средство и полировать лучше при помощи мягкой фланелевой салфетки, льняной или хлопковой ткани. Кстати, отлично подойдёт и обыкновенная детская пелёнка.


 Тем же способом, но с добавлением вазелина, избавляются от царапин с пластиковых линз очков.
Тем же способом, но с добавлением вазелина, избавляются от царапин с пластиковых линз очков.


 Пасты, предназначенные для лакокрасочных покрытий, применять нельзя.
Пасты, предназначенные для лакокрасочных покрытий, применять нельзя.
 Конечно, его нельзя назвать самым дешевым способом борьбы с повреждениями пластиковых покрытий салона, но за качество всегда приходится платить. Более того, одного такого карандаша вам хватит на несколько раз, поэтому единожды потратив деньги, вы получите довольно выгодное приобретение в перспективе.
Конечно, его нельзя назвать самым дешевым способом борьбы с повреждениями пластиковых покрытий салона, но за качество всегда приходится платить. Более того, одного такого карандаша вам хватит на несколько раз, поэтому единожды потратив деньги, вы получите довольно выгодное приобретение в перспективе.
 При нагревании поверхности феном мелкие царапины затягиваются сами собой.
При нагревании поверхности феном мелкие царапины затягиваются сами собой. Берем зажигалку, добываем огонь и проводим ею вдоль царапины раза 2 -3 держа пламя на расстоянии примерно 5 мм от обрабатываемой поверхности. Действовать здесь нужно крайне осторожно, чтобы не перегреть поверхность и не устроить небольшой пожар в месте приложения сил:)
Берем зажигалку, добываем огонь и проводим ею вдоль царапины раза 2 -3 держа пламя на расстоянии примерно 5 мм от обрабатываемой поверхности. Действовать здесь нужно крайне осторожно, чтобы не перегреть поверхность и не устроить небольшой пожар в месте приложения сил:)

 Грунтовка наносится в два слоя. Затем поверхность обрабатывается абразивом до полностью гладкого состояния. Глубокие дефекты, которые не скрывает грунтовка, замазываем шпатлевкой.
Грунтовка наносится в два слоя. Затем поверхность обрабатывается абразивом до полностью гладкого состояния. Глубокие дефекты, которые не скрывает грунтовка, замазываем шпатлевкой.
 Если поблизости есть авторынок, то именно там можно найти пасту для полировки пластика авто, при этом она различается зернистостью (вам нужна самая мелкая!) и стоит относительно недорого. Перед полировкой обрабатываемую поверхность необходимо обезжирить при помощи ацетона или спирта, учтите, что растворитель может нанести пластику серьезный урон, а от спирта вреда поверхности не будет. Для полировки лучше воспользоваться хлопковой тканью, а средство растирать по поверхности до тех пор, пока царапины не исчезнут.
Если поблизости есть авторынок, то именно там можно найти пасту для полировки пластика авто, при этом она различается зернистостью (вам нужна самая мелкая!) и стоит относительно недорого. Перед полировкой обрабатываемую поверхность необходимо обезжирить при помощи ацетона или спирта, учтите, что растворитель может нанести пластику серьезный урон, а от спирта вреда поверхности не будет. Для полировки лучше воспользоваться хлопковой тканью, а средство растирать по поверхности до тех пор, пока царапины не исчезнут.

 ), можно воспользоваться феном. Данный агрегат подойдёт абсолютно любой: строительный, бытовой, универсальный и так далее. Мощности для удаления небольших дефектов хватит у всех видов фена.
), можно воспользоваться феном. Данный агрегат подойдёт абсолютно любой: строительный, бытовой, универсальный и так далее. Мощности для удаления небольших дефектов хватит у всех видов фена.
 Делается процесс нанесения так: куском поролона полироль размазывается по поверхности или же прямо разбрызгивается на царапину. После обработки пластику дают «отдохнуть» 10-15 минут.
Делается процесс нанесения так: куском поролона полироль размазывается по поверхности или же прямо разбрызгивается на царапину. После обработки пластику дают «отдохнуть» 10-15 минут. Но в этом нет ничего страшного, так как использовать карандаш — секундное дело, которое не составит проблемы, систематично применять именно его.
Но в этом нет ничего страшного, так как использовать карандаш — секундное дело, которое не составит проблемы, систематично применять именно его.
 Данный способ дороже других, но стопроцентно гарантирует вам удаление всех дефектов с пластика. Помимо этого, в ходе капитального ремонта можно организовать новый интерьер в салоне, изменив цвет пластика на свой вкус.
Данный способ дороже других, но стопроцентно гарантирует вам удаление всех дефектов с пластика. Помимо этого, в ходе капитального ремонта можно организовать новый интерьер в салоне, изменив цвет пластика на свой вкус.
 Кроме того, довольно легко поцарапать очки, имеющие пластиковую основу, когда они небрежно кладутся на стол или в сумку.
Кроме того, довольно легко поцарапать очки, имеющие пластиковую основу, когда они небрежно кладутся на стол или в сумку. В заключение требуется обработка поврежденного места пастой с содержанием воска.
В заключение требуется обработка поврежденного места пастой с содержанием воска.


 Стоит отметить, что зернистость бумаги должна быть на уровне 600 единиц, тогда она уберет шероховатости.
Стоит отметить, что зернистость бумаги должна быть на уровне 600 единиц, тогда она уберет шероховатости.

 Абразивы могут ещё больше повредить предметы.
Абразивы могут ещё больше повредить предметы.

 Мобильный телефон и прочие девайсы, разнообразная бытовая техника, большинство предметов интерьера, кухонная мебель и даже автомобиль – всё входит в область применения этого чудо — материала. Столь популярен он благодаря множеству своих параметров, но также ему свойственна малая износоустойчивость. Так или иначе, всё в этом мире не вечно! Рано или поздно и пластиковая поверхность изнашивается, покрывается микроповреждениями, как бы вы бережно к вещам ни относились. Но как, же вернуть любимой вещице первоначальный вид, чтоб внутренний эстет ликовал? Сейчас мы постараемся ответить на этот вопрос!
Мобильный телефон и прочие девайсы, разнообразная бытовая техника, большинство предметов интерьера, кухонная мебель и даже автомобиль – всё входит в область применения этого чудо — материала. Столь популярен он благодаря множеству своих параметров, но также ему свойственна малая износоустойчивость. Так или иначе, всё в этом мире не вечно! Рано или поздно и пластиковая поверхность изнашивается, покрывается микроповреждениями, как бы вы бережно к вещам ни относились. Но как, же вернуть любимой вещице первоначальный вид, чтоб внутренний эстет ликовал? Сейчас мы постараемся ответить на этот вопрос! А с мелкими царапинками можно будет обойтись бесцветными средствами или же использовать полироль с мягкой силиконовой текстурой (абразивные частицы тут ни к чему). Перед процедурой участок, с которым Вы собираетесь работать, необходимо обезжирить при помощи спирта или ацетона, а наносить средство и полировать лучше при помощи мягкой фланелевой салфетки, льняной или хлопковой ткани. Кстати, отлично подойдёт и обыкновенная детская пелёнка.
А с мелкими царапинками можно будет обойтись бесцветными средствами или же использовать полироль с мягкой силиконовой текстурой (абразивные частицы тут ни к чему). Перед процедурой участок, с которым Вы собираетесь работать, необходимо обезжирить при помощи спирта или ацетона, а наносить средство и полировать лучше при помощи мягкой фланелевой салфетки, льняной или хлопковой ткани. Кстати, отлично подойдёт и обыкновенная детская пелёнка.

 Если Вы прихватили с собой оргтехнику и средство по уходу за ним (например, салфетки из микрофибры, пропитанные специальным средством), воспользуйтесь ним, убирая круговыми движениями, как и царапинки с компьютерных дисков.
Если Вы прихватили с собой оргтехнику и средство по уходу за ним (например, салфетки из микрофибры, пропитанные специальным средством), воспользуйтесь ним, убирая круговыми движениями, как и царапинки с компьютерных дисков. Окунаем на несколько минут – и промываем проточной водой! Всё!
Окунаем на несколько минут – и промываем проточной водой! Всё! д. Данный материал достаточно распространенный и имеет небольшой вес. Однако вы можете заметить царапины на пластике и наверняка захотите их удалить, поэтому в данной статье мы расскажем вам лучшие способы и рекомендации, как можно убрать царапины с пластика в домашних условиях.
д. Данный материал достаточно распространенный и имеет небольшой вес. Однако вы можете заметить царапины на пластике и наверняка захотите их удалить, поэтому в данной статье мы расскажем вам лучшие способы и рекомендации, как можно убрать царапины с пластика в домашних условиях. Чтобы нанести его на основу — используют тонкую кисточку или зубочистку, а после высыхания применяют полотно для полировки, которое предварительно смачивают в машинном масле.
Чтобы нанести его на основу — используют тонкую кисточку или зубочистку, а после высыхания применяют полотно для полировки, которое предварительно смачивают в машинном масле.
 Однако нужно сразу предупредить владельцев телефона, что проводить данные действия с сенсором является огромным риском, будьте аккуратны.
Однако нужно сразу предупредить владельцев телефона, что проводить данные действия с сенсором является огромным риском, будьте аккуратны.