
Для чего и зачем нужна паляьная паста
Рубрика: Все про пайку, О материалах и инструментах, Статьи обо всем Опубликовано 02.03.2020 · Комментарии: · На чтение: 2 мин · Просмотры: Post Views: 1 171
Паяльная паста — это смесь припоя и флюса. Широко применяется для пайки SMD и планарных микросхем.
Она отличается от обычного проволочного припоя своей пастообразной формой.
Паста мягкая, и содержит в себе свинцовые микрошарики.
Поэтому, ее не стоит наносить пальцами. Лучше пользоваться зубочистками или лопатками. А ватные палочки неэффективны из-за того, что много в себя впитывают.
Еще паста продается в шприцах. В таком виде с помощью поршня можно точечно дозировать количество припоя на плату. Используйте иглу большого диаметра.
После нанесение пасты обязательно закрывайте ее, независимо от времени. Иначе шарики застынут в засохшем флюсе, и она потеряет свои свойства.
Какую пасту купить
Самый популярный производитель — это Mechanic. Продается в шприцах и баночках. Температура плавления 180 °C. Хранится при температуре от 0 до +10°C.
Продается в шприцах и баночках. Температура плавления 180 °C. Хранится при температуре от 0 до +10°C.
Кстати, диаметр шариков бывает меньше 20 микрон. Поэтому домашнее изготовление пасты сильно уступает заводскому методу.
С каким флюсом использовать
Спирто-канифоль и паяльный жир не подходят. Они много дымят и плохо смачивают поверхность шариков, которые сформировались после пасты. Лучше используйте пастообразные флюсы.
Их бюджетных вариантов подойдет RMA 223 или его высококачественные клоны.
Не покупайте флюсы дешевле 4$. Они слабые, плохо выполняют свои функции, дымят и не соответствуют качеству для BGA пайки.
Отечественный флюс Interflux (интерфлюкс) IF 8300.
Из дорогих и проверенных можно попробовать Martin HT00.0017.
Технологии пайки нового поколения
Широкое распространение бессвинцовых паяльных паст, а также расширение типов корпусов компонентов (начиная с больших BGA-корпусов и заканчивая компонентами типа fine-pitch), приводит к необходимости разработки новых паяльных печей для обеспечения большей управляемости процессом теплопередачи.
В таблицах 1 и 2 приведены характеристики типичных бессвинцовых паяльных паст. Из таблицы 1, в которой приведены характеристики основных паяльных паст (исключая содержащие висмут), видно, что бессвинцовые паяльные пасты имеют бoльшую температуру плавления, чем общепринятые припои Sn/Pb. Из параметров оплавления пасты на меди (таблица 2) видно, что, кроме того, бессвинцовые паяльные пасты не смачивают поверхность так же хорошо, как припой Sn63/Pb37, который растекается тонким и широким слоем. Дополнительные тесты показали, что, в то время как припои Sn63/Pb37 имеют растекаемость 93%, у бессвинцовых паст этот параметр варьируется от 73 до 77%. Таблица 1. Типичные характеристики бессвинцовых припоев
| Сплав | Температура плавления,°C | Предел текучести | Смачивание | Термостойкость |
| Sn/3.5Ag | 216 –221 | Отлично | Отлично | Отлично |
Sn/3. 5Ag/0.7Cu 5Ag/0.7Cu | эвтектический | |||
| Sn/5.8Bi | 139 –200 | Хорошо | Хорошо | Отлично |
| Sn/0.7Cu | 227 | Хорошо | ? | ? |
| Sn/9.0Zn | 190 –199 | Отлично | Хорошо | Отлично |
| Sn/8.0Zn/3.0Bi | эвтектический |
Таблица 2. Параметры смачивания по меди*
| Припой | Темп.,°С | Краевой угол | Время (с) |
| 63Sn/37Cu | 260 | 17 | 3,8 |
| 96.5Sn/3.5Ag | 260 | 36 | 2 |
| 95Sn/5Sb | 280 | 43 | 3,3 |
| 42Sn/58Bi | 195 | 43 | 9,3 |
| 501Sn/50In | 215 | 63 | 14,2 |
*По материалам «IPC works 99 », «Lead free solders», dr.J Hwang Паяльные пасты состава Sn63/Pb37 имеют температуру плавления 183 °, при этом пиковая температура выводов небольших компонентов достигает 240 °, а температура выводов больших компонентов — 210 °. Однако эта разница в 30 ° между большими и малыми компонентами не влияет на характеристики паяных соединений. Это связано с тем, что паяные соединения формируются при температуре припоя на 27 –57 ° выше температуры плавления. И так как текучесть металлов увеличивается при больших температурах, эти условия благоприятны для производства.
Однако эта разница в 30 ° между большими и малыми компонентами не влияет на характеристики паяных соединений. Это связано с тем, что паяные соединения формируются при температуре припоя на 27 –57 ° выше температуры плавления. И так как текучесть металлов увеличивается при больших температурах, эти условия благоприятны для производства.
У бессвинцовых припоев,однако,точка плавления, например, Sn/Ag достигает 216 –221 °. Это приводит к тому,что выводы больших компонентов должны быть нагреты до температуры выше 230 °, чтобы гарантировать плавление. Если при этом пиковая температура выводов малых компонентов не должна превышать 240 °, то разница между большими и малыми компонентами уменьшается до 10 °. Это также резко уменьшает разницу между точкой плавления припоя и пиковой температурой пайки в печи (рис.1). Таким образом, в печи должна быть снижена разность пиковой температуры между большими и малыми компонентами и должен поддерживаться стабильный температурный профиль по поверхности печатной платы для обеспечения высоких производственных характеристик.
Рис. 1. Рабочий диапазон для Sn/Pb (слева) и бессвинцовой паяльных паст. Для обеспечения стабильного профиля оплавления необходимо уменьшить разность пиковых температур для больших и малых компонентов
Поддержание пиковой температуры
Необходимо учитывать теплоемкость и теплопроводность нагреваемых элементов. Это особенно важно для корпусов BGA (и печатных плат), которые нагреваются первыми. Тепло затем передается контактным площадкам и сферическим BGA-выводам для формирования паяных соединений. Например, воздух температурой 230 ° нагревает поверхность корпуса быстрее, и даже при значительной скорости обдува контактные площадки и BGA-выводы будут нагреваться ощутимо дольше, чем обычно. Таким образом, во избежание теплового шока монтируемые детали не должны перегреваться в зоне плавления, а контактные площадки и плавкие выводы BGA должны быть нагреты до температуры, достаточной для формирования паяного соединения.
Системы паяльных печей
Два самых простых метода нагревания для пайки — это воздушная конвекция и инфракрасный нагрев. При использовании воздуха в качестве средства для передачи тепла конвекция идеальна для нагревания компонентов, которые «выступают » из платы, таких, как выводы и маленькие детали. Однако при этом образуется пограничный слой между горячим воздухом и платой, который делает подачу тепла последней неэффективной (рис.2).
При использовании воздуха в качестве средства для передачи тепла конвекция идеальна для нагревания компонентов, которые «выступают » из платы, таких, как выводы и маленькие детали. Однако при этом образуется пограничный слой между горячим воздухом и платой, который делает подачу тепла последней неэффективной (рис.2).
Рис. 2. Структура пограничного слоя, который формируется в процессе передачи тепла путем конвекции, и снижает эффективность процесса
При ИК-нагреве инфракрасные нагреватели передают энергию путем электромагнитного излучения, которое будет равномерно нагревать компоненты при правильном управлении. Однако при отсутствии правильного управления может произойти перегрев платы и компонентов. ИК-излучатели, такие, как лампы и нагревательные стойки, имеют ограниченную площадь, при этом зона наибольшего нагрева находится непосредственно под нагревателем. По этой причине ИК-нагреватели должны быть больше, чем целевая ПП, чтобы обеспечить равномерную теплопередачу и предотвратить остывание ПП.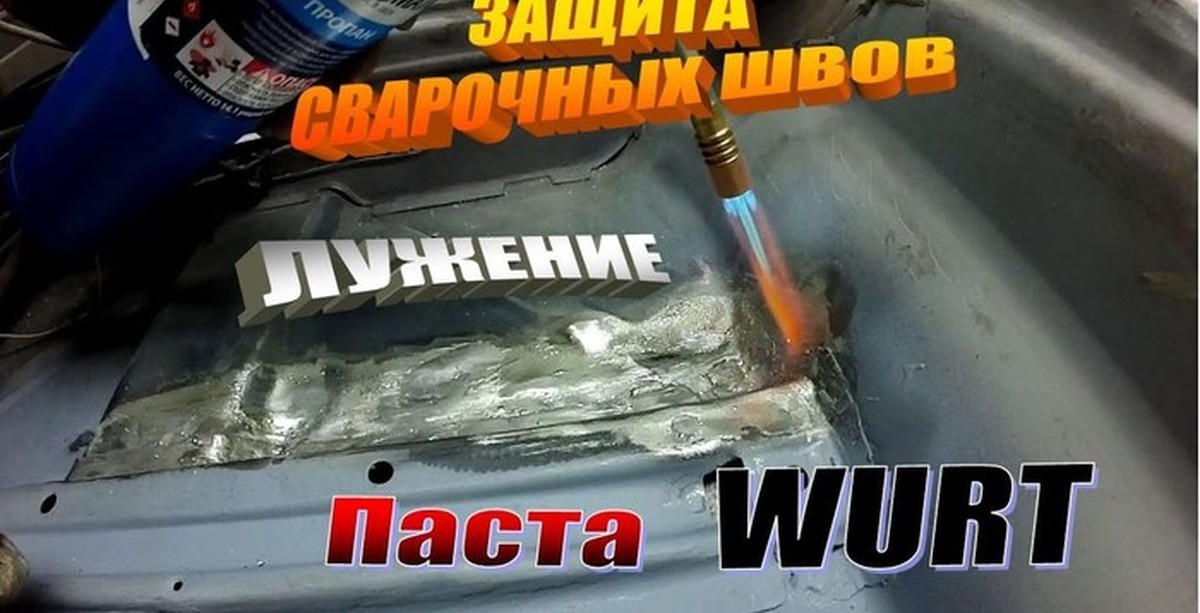
Из трех механизмов теплопередачи — теплопроводность, излучение и конвекция — только два последних поддаются управлению. Теплопередача путем излучения является эффективным и мощным механизмом, что показывает следующая формула: T(K)e = bT 4,
где тепловая энергия излучения — e — пропорциональна четвертой степени абсолютной температуры, b — постоянная Стефана —Больцмана. Таким образом,требуется прецизионное управление температурой, из-за того, что мощность ИК-нагрева очень чувствительна к температуре нагревателя. В то же время конвекционный механизм не является столь мощным, но обеспечивает качественный равномерный нагрев в печи.
ИК + принудительное конвекционное нагревание
Наиболее передовые современные печи используют достоинства обоих методов нагрева. Разница пиковых температур между компонентами может поддерживаться в пределах 8 °С, точность стабилизации температуры при массовом производстве может составлять 1 °С.
Основным принципом совмещения ИК-излучения и принудительного конвекционного нагрева является использование излучения в качестве основного источника нагрева для оптимальной передачи тепла и использование свойств равномерного нагрева при конвекции для уменьшения разницы температур между компонентами и печатной платой. Конвекция служит для нагрева компонентов с большой теплоемкостью, и одновременного охлаждения компонентов с небольшой теплоемкостью. На рис.3 кривая 1 описывает нагрев компонента с большой теплоемкостью, а кривая 2 — компонента с небольшой теплоемкостью. Несоразмерность наблюдается только тогда,когда используется только один источник нагрева (ИК-излучение или конвекция). Сплошная кривая показывает результат нагрева одним ИК-излучателем. Кривая, изображенная прерывистой линией, описывает нагрев, элементов при использовании и ИК-нагрева и принудительной конвекции. Добавление конвекции приводит к нагреву компонентов с температурой меньше заданной и к охлаждению компонентов, нагретых до температуры выше температуры горячего воздуха. Следующим достоинством усовершенствованных паяльных печей является более эффективная передача тепла к поверхности ПП. На рис.4 показана разница между характеристиками теплопередачи для «обдувной » и принудительной конвекции. Современная технология позволяет повысить эффективность теплопередачи к ПП и компонентам в три раза.
Конвекция служит для нагрева компонентов с большой теплоемкостью, и одновременного охлаждения компонентов с небольшой теплоемкостью. На рис.3 кривая 1 описывает нагрев компонента с большой теплоемкостью, а кривая 2 — компонента с небольшой теплоемкостью. Несоразмерность наблюдается только тогда,когда используется только один источник нагрева (ИК-излучение или конвекция). Сплошная кривая показывает результат нагрева одним ИК-излучателем. Кривая, изображенная прерывистой линией, описывает нагрев, элементов при использовании и ИК-нагрева и принудительной конвекции. Добавление конвекции приводит к нагреву компонентов с температурой меньше заданной и к охлаждению компонентов, нагретых до температуры выше температуры горячего воздуха. Следующим достоинством усовершенствованных паяльных печей является более эффективная передача тепла к поверхности ПП. На рис.4 показана разница между характеристиками теплопередачи для «обдувной » и принудительной конвекции. Современная технология позволяет повысить эффективность теплопередачи к ПП и компонентам в три раза.
Рис. 3. Кривая нагрева. Указанное несоответствие нагрева проявляется при использовании одного источника тепла (ИК или конвекции)
Рис. 4. Сравнение обычной и принудительной конвекции
Кроме того, в современных паяльных печах, в отличие от старых моделей, применяются ИК-нагреватели панельного типа. Панельные нагреватели обеспечивают более равномерный нагрев (рис.5).
Рис. 5. Паяльные печи нового поколения используют нагреватели панельного типа, размером больше целевой ПП, для обеспечения равномерного нагрева
Неравномерность нагрева ПП
Были проведены испытания с целью сравнения разницы температур между корпусом QFP140P и ПП, 45-миллиметровым BGA-корпусом и ПП в трех случаях: нагрев исключительно панельным ИК-нагревателем, нагрев только конвекционной системой и комбинированный нагрев (ИК +принудительная конвекция).
Конвекционный нагрев приводит к разности температур в 22 °С между QFP140P и ПП (по истечении 70 секунд после начала предварительного нагревания). С другой стороны, нагрев при помощи комбинированной системы приводит к разности температур в 7 °С. При нагреве 45-миллиметрового BGA-корпуса с применением только конвекционной системы разность температур составляет 9 °С, применение комбинированной системы снижает это значение до 3 °С. К тому же при использовании обычного температурного профиля разность пиковых температур между ПП и 45-миллиметровым BGA-корпусом составляет всего 12 °С. При использовании трапециидального температурного профиля эта разность может быть снижена до 8 °С. При промышленном производстве температурная нестабильность играет большую роль, особенно при использовании бессвинцовых паяльных паст. Испытания показали, что пиковая температура для ПП размером 250 330 1,6 мм на расстоянии в 5 см различается не более чем на 1 °С.
С другой стороны, нагрев при помощи комбинированной системы приводит к разности температур в 7 °С. При нагреве 45-миллиметрового BGA-корпуса с применением только конвекционной системы разность температур составляет 9 °С, применение комбинированной системы снижает это значение до 3 °С. К тому же при использовании обычного температурного профиля разность пиковых температур между ПП и 45-миллиметровым BGA-корпусом составляет всего 12 °С. При использовании трапециидального температурного профиля эта разность может быть снижена до 8 °С. При промышленном производстве температурная нестабильность играет большую роль, особенно при использовании бессвинцовых паяльных паст. Испытания показали, что пиковая температура для ПП размером 250 330 1,6 мм на расстоянии в 5 см различается не более чем на 1 °С.
Оптимальный температурный профиль
При использовании бессвинцовых паяльных паст разность температур между компонентами должна быть минимизирована. Одним из методов достижения этой цели является коррекция стандартного температурного профиля. Возможны следующие изменения:
Возможны следующие изменения:
- Увеличение времени предварительного нагрева. При этом значительно уменьшается температурная разность между компонентами перед нагревом до пиковой температуры. В большинстве паяльных печей используется этот метод. Однако из-за слишком быстрого испарения флюса этот метод может привести к плохому смачиванию изза окисления контактных площадок или выводов.
- Увеличение температуры предварительного нагрева. Обычная температура предварительного нагрева составляет 140 –160 °С и может быть повышена до 170 –190 °С при использовании бессвинцовых паяльных паст. Повышение температуры предварительного нагрева приводит к снижению необходимого перепада до пиковой температуры, что приводит к уменьшению разности температур между компонентами. Однако этот метод тоже может привести к испарению флюса.
- Использование трапециидального температурного профиля (увеличение времени нагрева с пиковой температурой). Это позволяет компонентам с большой теплоемкостью достичь требуемой температуры и избежать перегрева небольших компонентов.
 При использовании этого метода, показанного на рис.6, современные комбинированные паяльные системы позволяют снизить разность температур между 45-миллиметровым BGA-корпусом и корпусом типа small outline (SOP) до 8 °С.
При использовании этого метода, показанного на рис.6, современные комбинированные паяльные системы позволяют снизить разность температур между 45-миллиметровым BGA-корпусом и корпусом типа small outline (SOP) до 8 °С.
Азотные паяльные печи
При использовании бессвинцовых паяльных паст могут возникнуть трудности со смачиванием из-за того, что их температура плавления обычно высока, а разность между температурой плавления и пиковой температурой не столь велика. К тому же сплавы бессвинцовых паяльных паст обычно обладают худшей растекаемостью. В дополнение к этому бессвинцовые пасты с высокой температурой плавления могут создать проблемы при двухстороннем монтаже. При пайке первой стороны происходит значительное окисление второй стороны при высоких температурах. При температуре выше 200 °С значительно увеличивается толщина слоя оксида, что приводит к плохому смачиванию и ухудшению паяемости со второй стороны. Паяльные пасты на основе Sn/Zn также имеют свои особенности (цинк легко окисляется). При окислении припой не сплавляется с остальными металлами. Соответственно, для обеспечения высокой производительности в бессвинцовом процессе может потребоваться использование азота.
При окислении припой не сплавляется с остальными металлами. Соответственно, для обеспечения высокой производительности в бессвинцовом процессе может потребоваться использование азота.
Рис. 6. Трапециидальный профиль нагревания уменьшает отклонения на пиковой температуре и увеличивает растекаемость припоя
Рис. 7. Размещение зондов системы контроля температуры
При использовании комбинированных систем с панельными ИК-нагревателями в качестве основного источника тепла и конвекции в качестве компенсирующего механизма потребление азота может быть снижено более чем в два раза по сравнению со стандартным (максимальное потребление азота для печей шириной 450 мм — 2 л/мин). Таким образом, вместо больших баллонов азота можно использовать встроенный азотный генератор.
Автоматический мониторинг
В дополнение к использованию печей нового поколения требуется точное соблюдение технологических параметров, что приводит к необходимости постоянного мониторинга, так как даже легкое нарушение технологического процесса приводит к появлению бракованных паяных соединений. Наиболее эффективным методом является постоянный контроль температуры в реальном масштабе времени. Система измерения температуры позволяет сборщикам получать и анализировать данные о характере процесса пайки в реальном масштабе времени. Такие системы обычно содержат порядка 30 термопар, смонтированных на двух узких зондах из нержавеющей стали, которые установлены непосредственно над и под конвейером. Данные с термопар считываются каждые 5 секунд и отображаются на дисплее компьютера в виде температурного профиля пайки.
Наиболее эффективным методом является постоянный контроль температуры в реальном масштабе времени. Система измерения температуры позволяет сборщикам получать и анализировать данные о характере процесса пайки в реальном масштабе времени. Такие системы обычно содержат порядка 30 термопар, смонтированных на двух узких зондах из нержавеющей стали, которые установлены непосредственно над и под конвейером. Данные с термопар считываются каждые 5 секунд и отображаются на дисплее компьютера в виде температурного профиля пайки.
Система контроля температуры обеспечивает построение температурного профиля для каждой платы путем вычисления математической корреляции между профилем, измеренным термопарами, и общей температурой процесса. Такой «виртуальный » профиль вычисляется каждые 30 секунд. Кроме того, вычисляются статистические данные, такие, как пиковая температура.
Система контроля издает звуковой сигнал при нарушениях технологического процесса и отключает конвейер при выходе за критические параметры. Это позволяет пользователю производить постоянную запись температурных профилей для каждой собранной платы, кроме того, система может передавать данные внешней системе статистического контроля. Другим преимуществом системы измерения температурного профиля в реальном масштабе времени является отсутствие необходимости в остановке производства для измерения профиля стандартным «протяжным » измерителем и настройка печи только по необходимости. Исследования показали, что современные печи с принудительной конвекцией могут долгое время эффективно работать без перенастройки. Использование системы контроля профиля в реальном масштабе времени позволяет производить настройку только по необходимости.
Это позволяет пользователю производить постоянную запись температурных профилей для каждой собранной платы, кроме того, система может передавать данные внешней системе статистического контроля. Другим преимуществом системы измерения температурного профиля в реальном масштабе времени является отсутствие необходимости в остановке производства для измерения профиля стандартным «протяжным » измерителем и настройка печи только по необходимости. Исследования показали, что современные печи с принудительной конвекцией могут долгое время эффективно работать без перенастройки. Использование системы контроля профиля в реальном масштабе времени позволяет производить настройку только по необходимости.
Жестко контролируемый процесс позволяет значительно снизить количество дефектов паяных соединений и стоимость связанных с ними ремонтных работ. Фактически использование таких систем становится промышленным стандартом качества.
Оптимизация температурного профиля
Современное программное обеспечение облегчает задачу перехода к бессвинцовому процессу. Одной из таких программ является система прогноза температурного профиля, которая позволяет пользователю рассчитать оптимальный температурный профиль за несколько секунд. Система центрирует профиль в окне технологического процесса, пределы которого задаются пользователем.
Одной из таких программ является система прогноза температурного профиля, которая позволяет пользователю рассчитать оптимальный температурный профиль за несколько секунд. Система центрирует профиль в окне технологического процесса, пределы которого задаются пользователем.
Заключение
Применение бессвинцовых паяльных паст значительно сужает окно технологического процесса, особенно из-за требуемой пиковой температуры. Разность температур между компонентами, а также нестабильность температуры должны быть минимизированы для обеспечения высококачественного производства. Для этого необходимо точно контролировать процесс теплопередачи. Комбинированные системы «ИК +принудительная конвекция » обеспечивают выполнение требований бессвинцового процесса. В комплексе с системой прогноза температурного профиля пайки и системой контроля температурного профиля в реальном масштабе времени такая технология обеспечивает минимизацию брака при пайке бессвинцовыми паяльными пастами.
Применение
Применяется в основном для BGA, SMD, восстановления контактов и пайки разъемов.
Температура плавления зависит от производителя. Обычно это до 200 °C.
Восстанавливать контакты можно за счет тех самых микрошариков. Они создают обширную залуженную поверхность под воздействием температуры.
Оторванные и слегка поврежденные пяточки восстанавливаются пастой.
Пастой можно паять что угодно, вопрос в целесообразности. Например, пайка проводов будет неэкономичной по сравнению с обычным припоем.
Мобильный телефон Инструмент для ремонта компьютеров Разобрать стержень BGA Stir Паяльная паста Скребок… Ещё
Сайт не поддерживает ваш браузер. Пожалуйста, обновите браузер, или скачайте другойВыберите язык
4.9
Бесплатная доставка, 13 – 28 дней
4,6/30 000+49 товаров
Цена 156 TRY
Цена 192 TRY
Изоляционная дверная прокладка, 93см
Sale 🔥08:13:30
Цена 137 TRY
Цена 154 TRY
Многофункциональная ручка 6 в 1, ручка, линейка, уровень
Sale 🔥08:13:30
Цена 150 TRY
Цена 185 TRY
Творческая мини-шариковая ручка короткий размер 112 мм Kawaii шариковая ручка для письма карман
Цена 140 TRY
Цена 236 TRY
Вольфрамовая сталь Наконечник Scriber Маркировка Травление Ручка Маркировочные инструменты для керамики Стеклянная оболочка Металл
Цена 145 TRY
Цена 331 TRY
Гибкая дверь Нижняя Запечатывание Газа Звук Доказательство шумоподавления Охрана Ветер Пыли
Акция часа13:30
Цена 166 TRY
Цена 420 TRY
95X10cm Водонепроницаемая уплотнительная полоса Осадка Исключающий пробку Дверь Нижний щит двойной силиконовый резиновый уплотнение Пылезащитные звукоизоляционные полосы
Цена 149 TRY
Цена 209 TRY
Sale 🔥08:13:30
Цена 133 TRY
Цена 278 TRY
Шариковые ручки. 1/2 шт
1/2 шт
Цена 139 TRY
Цена 146 TRY
1PC Многофункциональная шариковая ручка инструмент ручка школа канцелярские принадлежности ручка канцелярская ручка
Sale 🔥08:13:30
Цена 148 TRY
Цена 372,50 TRY
95 * 10 см Водонепроницаемая уплотнительная полоса осадка Исключающий пробку Дверь Нижний щит двойной силиконовый резиновый уплотнение пыленепроницаемые звукоизоляционные полосы
Цена 178 TRY
Цена 264 TRY
Брюки Мини Ручка Карман XP-E R2 LED 1000LM Фонарик Факел Тонкий
Цена 192 TRY
Цена 480 TRY
MP3-плеер в форме ручки Практика аудирования английского языка Музыкальная ручка Стильный проигрыватель с длительным режимом ожидания
Цена 139 TRY
Цена 347,50 TRY
1Pc Pin Pen Инструмент для прополки для автомобильной пленки Виниловая пленка Air Release Kit Bubble Removal
Цена 150 TRY
Цена 208 TRY
Diy Керамика Гравировальный инструмент Прочный противоскользящая ручка Надпись Сплав Наконечник Инструменты
Цена 89 TRY
Цена 296,67 TRY
Главная Материалы HSS Автоматический сверлильный центр Штырь Перфоратор Подпружиненный маркировка Стартовые отверстия Инструмент
Цена 144 TRY
Цена 257 TRY
Двойной конец стеклянной плитки Керамическая маркировка Ручка Алмазный дерево железо резьба перо инструмент
Sale 🔥08:13:30
Цена 157 TRY
Цена 397,50 TRY
Ветрозащитная и пыленепроницаемая дверь может эффективно изолировать 93-сантиметровую вентиляционную перегородку под шумом, чтобы предотвратить потерю внутри помещений, и может разрезать уплотнителевую полосу
Цена 202 TRY
Цена 505 TRY
5,6 мм механические автоматические карандаши и угольный графитовый карандаш свинец 4B 6B 8B
Цена 172 TRY
Цена 430 TRY
5pcs резьба кран прямо флейта выстукивать инструмент набора M3 M4 M5 M6 M8
Цена 151 TRY
Стилус для экрана шарикового пера с линейкой сенсорной отвертки 6в1 Многофункциональный инструмент 1шт Новинка
Показать ещё
1100% новый и высокое качество. Применение: демонтаж для ремонта мобильного телефона, скребок BGA, паста для припоя, очистка припоя.
Применение: демонтаж для ремонта мобильного телефона, скребок BGA, паста для припоя, очистка припоя.
Цвет: Серебро + черный Материал: Пластик + металл Размер: 12,5 см (4,92 дюйма) × 1,5 см (0,59 дюйма) Количество: 1 шт
Примечание: Пожалуйста, позвольте ошибке 1-3 мм из-за ручного измерения. Пожалуйста, убедитесь, что вы не возражаете, прежде чем делать ставку.
Из-за разницы между различными мониторами изображение может не отражать фактический цвет элемента. Спасибо!
Пакет включает в себя: 1шт × скребок (Нет розничной упаковке)
Нашли неточность?
Мастер-класс по пайке кузова
Стив Купер, редактор VJMC. и лужи. Первое представляет собой высшую форму искусства, требующую очень значительных навыков, обучения, опыта и значительных капиталовложений; последнее является навыком, который можно относительно легко приобрести, и он поддается многим задачам восстановления, с которыми мы обычно сталкиваемся.
Сварка или нагрев могут восстановить и восстановить поврежденные панели, но окончательные профили почти наверняка потребуют дополнительной обработки. Различные доступные наполнители кузова на основе эпоксидной смолы выполняют огромное количество функций, но у них есть ограничения; они склонны к поглощению влаги, иногда теряют адгезию, а иногда дают усадку.
Использование пайки корпуса, протирки металла, напыления свинцом или нагружения металлом решает все эти проблемы. Наполнитель фиксируется в основной стали на молекулярном уровне с помощью механизма, который ученые называют интерметаллическим слоем, но достаточно науки. На протяжении всей этой статьи я рассмотрю основные приемы, необходимые для овладения этим очень полезным навыком, а также некоторые профессиональные приемы, облегчающие его.
Несколько слов о методах работы. Я подаю тепло к топливному баку, но он был очищен перед сваркой, поэтому я не беспокоюсь о возгорании. Убедитесь, что все предметы, над которыми вы можете работать, защищены аналогичным образом; работайте с вентиляцией и при необходимости используйте средства защиты рук, пыли и глаз.
В качестве металлического наполнителя используется припой; смесь олова и свинца, которая абсолютно безопасна в нашем процессе, но с ней следует обращаться осторожно по очевидным причинам. Чтобы представить это в перспективе, теперь широко распространенные наполнители на основе эпоксидной смолы являются известными сенсибилизаторами, вызывающими всевозможные проблемы, но мы относимся к ним безнаказанно. Многие никогда не используют перчатки с этой системой, несмотря на рекомендацию, не говоря уже о пылезащитных масках при шлифовании. Так вот; зрелый резервуар, отремонтированный старым чудаком с использованием древней технологии… идеальный рецепт ШМ.
Пустой бак
Вот пустой бак. Задний конец одного бака был привит к корпусу другого, чтобы обеспечить масляный бак. Первоначальная крышка заливной горловины была удалена, а часть вставлена, чтобы обеспечить другую горловину заливной горловины. Работа была выполнена настоящим волшебником с очень высокой степенью мастерства, искусно выполненными швами, искусной обработкой панелей, и все это мастерски собрано с помощью сварки TIG. Для достижения желаемого вида требуется какая-то форма наполнителя, и я выбрал корпусной припой. Некоторые могут усомниться в использовании металлической загрузки из-за веса; однако фактическая масса относительно невелика. Я уверен, что мог бы оказать более существенное влияние на конечный вес автомобиля, съев меньше пирогов.
Для достижения желаемого вида требуется какая-то форма наполнителя, и я выбрал корпусной припой. Некоторые могут усомниться в использовании металлической загрузки из-за веса; однако фактическая масса относительно невелика. Я уверен, что мог бы оказать более существенное влияние на конечный вес автомобиля, съев меньше пирогов.
Удаление краски
Независимо от того, используете ли вы наполнитель или припой, сталь, требующая покрытия, должна быть чистой и свободной от краски, грязи, ржавчины и жира. Бак был тщательно очищен, чтобы убедиться, что на оставшейся краске нет ничего, что повлияет на последующую работу или перейдет на краску, снимающую колесо. Вместо того, чтобы использовать средство для удаления краски, я использую специальный абразивный диск для удаления краски на дрели. Их можно приобрести в магазине автозапчастей или на eBay за небольшие деньги, и после их использования вы удивитесь, как раньше обходились без них. Абразив удаляет старую краску и наклейки вместе с ржавчиной, чтобы получить чистую матовую стальную поверхность.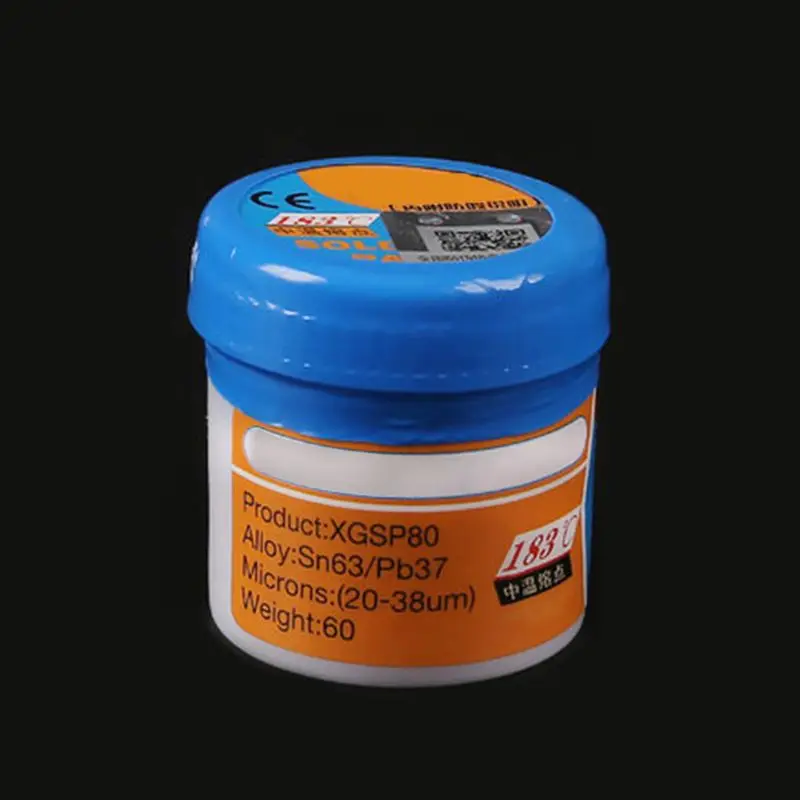 Я оставляю краску в месте, где мне не нужно лужиться, чтобы предотвратить ненужную ржавчину.
Я оставляю краску в месте, где мне не нужно лужиться, чтобы предотвратить ненужную ржавчину.
Швы крупным планом
При более внимательном рассмотрении резервуаров видны различные швы, которые необходимо заполнить или закрыть. Боковые швы не нуждаются в большой глубине заполнения, но достаточно широкие, если по ним проложить поверочную кромку. Майка представляет собой другую проблему, поскольку я стремлюсь создать гладкий профиль, а не сохранить нынешний вид верблюжьего горба. Именно в этой второй области припой для тела побеждает современные наполнители для тела. Большие или глубокие участки шпатлевки могут сжиматься, трескаться или терять адгезию; пайка корпуса просто остается на месте, как паяные соединения в водопроводной системе вашего дома.
Припой
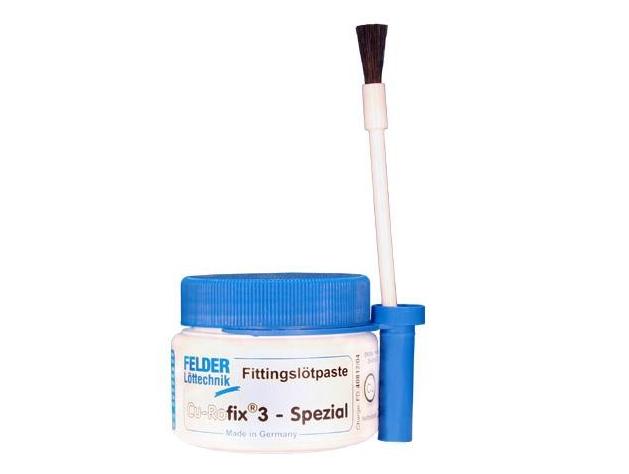
Здесь я нанес тонкий, но непрерывный слой припоя на шов. Он содержит мощный флюс и порошкообразный припой. Флюс химически очищает сталь и предотвращает окисление, в то время как припой плавится под действием тепла и образует металлургическую связь со сталью. При нанесении паяльной краски всегда используйте дешевую натуральную расческу, а не с синтетической щетиной. По мере того, как вы будете развивать свою технику и способности, вы обнаружите случаи, когда потребуется нанести больше паяльной краски на горячую металлическую поверхность. Натуральная щетина достаточно устойчива к нагреванию; синтетические щетинки имеют неприятную склонность к плавлению, что снижает способность флюса и припоя связываться со сталью.
При нанесении паяльной краски всегда используйте дешевую натуральную расческу, а не с синтетической щетиной. По мере того, как вы будете развивать свою технику и способности, вы обнаружите случаи, когда потребуется нанести больше паяльной краски на горячую металлическую поверхность. Натуральная щетина достаточно устойчива к нагреванию; синтетические щетинки имеют неприятную склонность к плавлению, что снижает способность флюса и припоя связываться со сталью.
Лужение
Теперь мы переходим к настоящему действию. Я нагреваю краску припоя обычной газовой горелкой, постепенно двигаясь от одной стороны стыка к другой. Факел перемещается из стороны в сторону на больших площадях, чтобы обеспечить равномерный и всесторонний нагрев. Если припойная краска сильно разбрызгивается, значит, вы нанесли слишком много или пламя слишком сильное. Краска начнет темнеть по мере плавления припоя, приобретая серебристый цвет. Убираю пламя и протираю стык ватным тампоном. Это удаляет излишки припоя/флюса, а также способствует лучшему лужению. Не используйте синтетические ткани, так как они расплавятся.
Это удаляет излишки припоя/флюса, а также способствует лучшему лужению. Не используйте синтетические ткани, так как они расплавятся.
Нанесение припоя
Наконец, я наношу припой на ранее залуженные области, это не очень элегантный процесс, но теперь я вижу некоторые реальные результаты. Нагрейте луженую сталь одновременно с нагревом припоя, чтобы расплавленные капли падали на панель. Передавайте тепло припою на луженой стали, пока он не начнет течь, и соедините его с лужением, где вы увидите края капель. Новичку легче держать панель в горизонтальном положении, так как будет намного легче контролировать то, что вы делаете. Старайтесь добавлять достаточное количество материала, чтобы расплавленный припой находился над поверхностью соединения или области, подлежащей заполнению. Продолжайте добавлять припой, пока не будет достигнут правильный уровень.
Шов пайки
Вблизи видно, как припой заполнил один из боковых швов бака. Основная цель состоит в том, чтобы обеспечить заполнение припоем корпуса любого провала или углубления, и, как правило, это было достигнуто. Обычно, немного потренировавшись, вы ожидаете, что сразу перейдете от нанесения припоя к пудингу, и полученное в результате приложение будет иметь более низкий профиль. Однако, если у вас есть что-то похожее на это, вы определенно на правильном пути. Нет смысла пытаться бежать, пока не научишься ходить.
Основная цель состоит в том, чтобы обеспечить заполнение припоем корпуса любого провала или углубления, и, как правило, это было достигнуто. Обычно, немного потренировавшись, вы ожидаете, что сразу перейдете от нанесения припоя к пудингу, и полученное в результате приложение будет иметь более низкий профиль. Однако, если у вас есть что-то похожее на это, вы определенно на правильном пути. Нет смысла пытаться бежать, пока не научишься ходить.
Puddling
Припой, который я использую, представляет собой смесь либо 30 % олова и 70 % свинца, либо 20 % олова и 80 % свинца. Эти типы имеют большой пластический диапазон, что означает, что припой начинает плавиться при одной температуре (1830°C) и, наконец, становится жидким при гораздо более высокой температуре (2770°C). С пластиковым диапазоном около 1000°C я могу нагревать припой и перемещать его лопаткой из бука, смоченной жиром. Жир позволяет лопатке перемещать полурасплавленный припой, как теплую замазку. Уравновешивая количество тепла, я могу контролировать, насколько жидким или пастообразным будет припой. Немного потренировавшись, становится удивительно, как легко можно влиять на профиль и уровень заполнения металлом.
Уравновешивая количество тепла, я могу контролировать, насколько жидким или пастообразным будет припой. Немного потренировавшись, становится удивительно, как легко можно влиять на профиль и уровень заполнения металлом.
Нанесение припоя после пайки
После первого прогона на корпусе резервуара теперь имеется обильное покрытие припоем во всех соответствующих областях. Есть изрядное количество переливов, но это можно просто убрать. Флюс в краске для припоя вызовет довольно сильную ржавчину, если его не смыть водой. Чистые влажные тряпки хорошо справляются со своей задачей, но выбрасывают их после использования. Избыток жира не вызовет такой проблемы, как флюс, но его можно стереть в тепле или смыть велосипедным обезжиривателем или чем-то подобным в холодном состоянии.
Файл
Теперь мне нужно удалить лишний припой корпуса, начав профилировать различные области, чтобы увидеть, где мне еще нужно приложить больше металлической нагрузки. Пока почти все используемое оборудование будет легкодоступно или может быть адаптировано. Файл — это единственный предмет, который вам почти наверняка придется купить. У него очень грубые изогнутые зубья (от 8 до 10 tpi), которые подрезаны и не сразу забиваются мягким припоем. Эти файлы иногда обнаруживаются автоперемешиванием или продажей загрузки; в противном случае рассчитывайте на оплату 15-30 фунтов стерлингов в зависимости от спецификации. Не поддавайтесь искушению использовать напильник типа «Surform» или зубчатый рашпиль с припоем для тела, так как они оставят глубокие бороздки в виде шрамов на панели.
Пока почти все используемое оборудование будет легкодоступно или может быть адаптировано. Файл — это единственный предмет, который вам почти наверняка придется купить. У него очень грубые изогнутые зубья (от 8 до 10 tpi), которые подрезаны и не сразу забиваются мягким припоем. Эти файлы иногда обнаруживаются автоперемешиванием или продажей загрузки; в противном случае рассчитывайте на оплату 15-30 фунтов стерлингов в зависимости от спецификации. Не поддавайтесь искушению использовать напильник типа «Surform» или зубчатый рашпиль с припоем для тела, так как они оставят глубокие бороздки в виде шрамов на панели.
Черновая обработка
Наконец-то я могу приложить реальные усилия, чтобы придать танку желаемый профиль. Слегка надавливая вперед, напильник проходит через выступающие точки и довольно быстро снимает удивительно большое количество припоя. Полезно слушать звуки, издаваемые файлом; нота резко меняется, когда напильник касается стали. Я продолжаю регистрировать до тех пор, пока у меня не будет профиля, которым я доволен. Крупные зубья напильника не слишком сильно повредят сталь и окажут на нее незначительное воздействие, если только не будет применено сильное усилие. Если напильник засорился, припой можно удалить, аккуратно потирая лезвие куском сплющенной медной трубки.
Крупные зубья напильника не слишком сильно повредят сталь и окажут на нее незначительное воздействие, если только не будет применено сильное усилие. Если напильник засорился, припой можно удалить, аккуратно потирая лезвие куском сплющенной медной трубки.
После первой перевязки
Теперь я вижу, насколько хорошими или плохими были мои первоначальные применения припоя и последующая опиловка. Вообще говоря, результаты обнадеживают, и я вижу, где есть слабые места, которые потребуют дальнейшего заполнения. Это один и тот же процесс, независимо от того, используете ли вы припой для корпуса или наполнитель на основе эпоксидной смолы; это был бы холодный день в аду, когда средний энтузиаст заполнит все низкие точки с первого раза. Стоит помнить, что я не пытаюсь достичь полного совершенства здесь, любые мелкие несовершенства можно исправить на этапах окраски и подготовки позже.
Второй припой
После того, как основная часть заливки была сделана на шаге 6, теперь я добавляю больше припоя в ямки и впадины, обнаруженные на шаге 11. Если есть голая сталь, которую нужно лужить, я m добавляя еще немного паяльной краски и лужения там, где это необходимо. Для областей припоя, которые не хотят принимать больше припоя, я могу нанести несколько капель имеющегося в продаже флюса, известного как жидкость Бейкера; это фактически флюс, используемый в краске для припоя. Темно-коричневая ржавчина была вызвана флюсом. Повторяя шаги с 6 по 12, я теперь готов припаять бак и корпус на следующем уровне.
Если есть голая сталь, которую нужно лужить, я m добавляя еще немного паяльной краски и лужения там, где это необходимо. Для областей припоя, которые не хотят принимать больше припоя, я могу нанести несколько капель имеющегося в продаже флюса, известного как жидкость Бейкера; это фактически флюс, используемый в краске для припоя. Темно-коричневая ржавчина была вызвана флюсом. Повторяя шаги с 6 по 12, я теперь готов припаять бак и корпус на следующем уровне.
Шлифование
В «старые добрые времена» следующий шаг выполнялся с помощью ручных напильников различных сортов, натертых мелом, чтобы остановить накопление припоя, после чего следовала дальнейшая кропотливая ручная опиловка с помощью наждачная шкурка, обернутая вокруг напильника. На королевскую сумму в 24 фунта стерлингов я вложился в роторную двойную шлифовальную машину, случайную шлифовальную машину и несколько дисков с зернистостью 80. Результаты приходят почти мгновенно, и я не могу поверить, как быстро я справился с этим обычно долгим процессом. Чтобы свести пыль к минимуму, я поставил резервуар на влажную газету. Любые ямки или впадины, видимые теперь, могут быть заполнены металлом, как и раньше, и работа в значительной степени сделана.
Чтобы свести пыль к минимуму, я поставил резервуар на влажную газету. Любые ямки или впадины, видимые теперь, могут быть заполнены металлом, как и раньше, и работа в значительной степени сделана.
Окончательный результат
Остатки краски удалены вместе с большей частью поверхностной ржавчины. Теперь я могу получить гораздо лучшее представление о том, как в конечном итоге будет выглядеть танк. Небольшие дефекты поверхности можно устранить с помощью тяжелого паяльника и нескольких капель припоя вместе с небольшим количеством жидкости Бейкера или шпаклевки. Пара слоев толстослойного наполнителя/грунтовки должна хорошо видеть бак на пути к завершению. Все, что мне нужно сделать сейчас, это решить, какая из полудюжины схем окраски прокручивается у меня в голове.
Заключение
Хотя наиболее очевидным путем было бы профилирование бака наполнителем для кузова, я более чем доволен результатом, достигнутым с помощью пудинга. Объем опиливания и шлифования любым методом примерно одинаков, но я уверен, что на этом резервуаре не будет трещин или усадки. Был приобретен еще один навык, и фактор удовлетворения/достижения при этом является настоящим усилителем уверенности.
Объем опиливания и шлифования любым методом примерно одинаков, но я уверен, что на этом резервуаре не будет трещин или усадки. Был приобретен еще один навык, и фактор удовлетворения/достижения при этом является настоящим усилителем уверенности.
Для небольших вмятин или ударов размером менее 50 пенсов и умеренно неглубоких современных шпаклевок кузова все еще имеет смысл, но для моих будущих классических проектов я буду повторять методы, освоенные здесь, всякий раз, когда потребуется значительная зачистка или ремонт панели. Напоследок: я взвесил бак до и после, прибавка в весе составила менее полутора килограммов. Это довольно скромное наказание за работу, которая будет длиться неопределенно долго.
Для получения дополнительных технических рекомендаций посетите раздел «Руководства по ремонту мотоциклов: полный список» .
Чтобы узнать больше о полисе для классических велосипедов от Footman James и мгновенно рассчитать стоимость онлайн, посетите нашу страницу страхования классических велосипедов.
Информация, содержащаяся в этом сообщении блога, основана на источниках, которые мы считаем надежными, и ее следует понимать только как общую информацию. Он не предназначен для использования в качестве совета в отношении какой-либо конкретной или индивидуальной ситуации, и на него нельзя полагаться как на таковой.
Набор для бессвинцовой пайки кузова Eastwood
Видео по теме
Каждый гонщик мечтает иметь все необходимые инструменты
В этом месяце мы представляем новую колонку STREET RODDER под названием Workshop. Идея этой рубрики состоит в том, чтобы взглянуть на инструменты, которые каждый из нас может захотеть иметь в своем гараже — нашей мастерской.
Спонсором колонки является компания Eastwood (www.eastwood.com или (800) 345-1178). Иствуд работает с роддерами с 19 лет.78 и предлагает уникальные автомобильные инструменты, особенно для кузовных, лакокрасочных работ и связанных с ними областей. Каждый месяц мы выделяем время и пространство, необходимые для проверки инструмента Eastwood, а также других инструментов. В некоторых случаях это будет персонал, в других случаях это будут магазины, которые мы посещаем и спрашиваем их мнения. Но это не останавливаться на достигнутом. Время от времени мы будем пересматривать инструмент, который будет иметь дополнительный бонус, например бесплатную доставку, если вы закажете его на основе столбца STREET RODDER.
Каждый месяц мы выделяем время и пространство, необходимые для проверки инструмента Eastwood, а также других инструментов. В некоторых случаях это будет персонал, в других случаях это будут магазины, которые мы посещаем и спрашиваем их мнения. Но это не останавливаться на достигнутом. Время от времени мы будем пересматривать инструмент, который будет иметь дополнительный бонус, например бесплатную доставку, если вы закажете его на основе столбца STREET RODDER.
Мы рассмотрим инструменты различных компаний, таких как Snap-on, Craftsman, Harbour Freight и других. (На самом деле, если у вас есть инструмент и вы хотели бы, чтобы его рассмотрели, напишите нам по телефону или по электронной почте.)
Например, в этом месяце мы рассмотрели комплект бессвинцового припоя Eastwood и их комбинацию термоусадочную/растяжную. набор. Читая эту колонку, вы увидите полный обзор. В будущем мы охватим бытовые системы порошковой окраски, простые (но удобные) электроинструменты, магазинные пылесосы, мойки высокого давления, множество кузовных и лакокрасочных систем, список можно продолжить. Надеюсь, вы найдете колонку интересной и полезной, и, конечно же, если есть инструмент, который вы хотели бы увидеть в обзоре, пожалуйста, свяжитесь со мной ([email protected]), и мы посмотрим, сможем ли мы это сделать.
Надеюсь, вы найдете колонку интересной и полезной, и, конечно же, если есть инструмент, который вы хотели бы увидеть в обзоре, пожалуйста, свяжитесь со мной ([email protected]), и мы посмотрим, сможем ли мы это сделать.
Un-Lead-Ed
Базовый комплект бессвинцового припоя компании Eastwood Company с DVD
Припой как средство для кузовного ремонта имеет ряд значительных достоинств. Среди них — прочность: она отлично подходит для создания напряженных или открытых форм, таких как края и линии символов.
Проблема в том, что запасной свинец чрезвычайно ядовит. Он необратимо повреждает органы, включая почки и мозг. Защитные меры почти неэффективны, так как свинцовая пыль может проникать через фильтры твердых частиц и через открытые участки кожи. Просто из-за проблемы токсичности компания Eastwood упаковывает линейку бессвинцовых заменителей в стартовый комплект для пайки кузова.
Любого, кто готов рисковать здоровьем только для того, чтобы протолкнуть свинец, можно считать старой закалкой, но жесткая позиция Вулери смягчилась в тот момент, когда поставляемый луженый состав потекла так же, как и его любимый Датч Бой. Оставшиеся сомнения практически испарились, как только он начал вонзать кончики нагретых палочек в тело. «Вау, это… продолжается, как свинец», — заметил он. Придание формы припою сначала оказалось немного сложным, поскольку он имеет более узкий температурный диапазон, но Вулери и Джош Хиггинс (Amocat Speed Emporium) быстро адаптировались и успешно придали припою форму с помощью прилагаемых лопастей.
Оставшиеся сомнения практически испарились, как только он начал вонзать кончики нагретых палочек в тело. «Вау, это… продолжается, как свинец», — заметил он. Придание формы припою сначала оказалось немного сложным, поскольку он имеет более узкий температурный диапазон, но Вулери и Джош Хиггинс (Amocat Speed Emporium) быстро адаптировались и успешно придали припою форму с помощью прилагаемых лопастей.
Их удивление не случайно: основу комплектов Иствуда составляют химикаты и бессвинцовый припой, который производится компанией, которая работала с GM и Ford над разработкой предписаний соответствующих производителей по использованию бессвинцовых материалов, чтобы соответствовать глобальные мандаты на отсутствие свинца. Ненадежность неприемлема на сборочной линии, стандарт, который проявляется в очень удобном для пользователя продукте.
В конце концов, Вулери и Хиггинс сочли этот комплект без припоя (PN11465) успешным. Он требует немного другого подхода к теплу (о котором мы поговорим в следующей статье), но его большая прочность и способность безопасно шлифоваться и шлифоваться с лихвой компенсируют любые недостатки. «Это достойный заменитель свинца», — признал Вулери, и даже не с неохотой. (Есть еще два комплекта модернизации: PN11466 и PN11467.)
«Это достойный заменитель свинца», — признал Вулери, и даже не с неохотой. (Есть еще два комплекта модернизации: PN11466 и PN11467.)
Последовала, вероятно, самая большая поддержка. После уборки мы спросили Вулери, не оставить ли нам несколько палочек. — Да, если вы не возражаете, — ответил он. «Знаешь, я хотел бы… попробовать еще кое-что».
Нам понравилась идея об отсутствии ядовитого свинца и о том, что его можно безопасно шлифовать и шлифовать. Все инструменты для пайки, которые вам понадобятся, находятся в одной упаковке (и несколько), а химикаты для подготовки менее склонны вызывать проблемы с краской в будущем. Мы хотели бы видеть более подробные инструкции, а работа с более узким диапазоном температур потребует некоторого обучения; однако это должно быть быстро и легко.
Ну вот и хорошая альтернатива противному старому свинцу!
Сжатие и растяжение… Металлический путь
Работа с комбинацией термоусадочной/растяжной машины Иствуда
Это только вопрос времени, когда каждый любитель хот-родов будет вовлечен в ту или иную форму металлообработки. Одно из самых простых мест для начала — научиться растягивать или сжимать металл. Это идеальный талант для совершенствования, так как вы можете делать радиусные углы дверей или крышек, кромки колесных арок, желоба или даже отделывать окна. Список почти бесконечен.
Одно из самых простых мест для начала — научиться растягивать или сжимать металл. Это идеальный талант для совершенствования, так как вы можете делать радиусные углы дверей или крышек, кромки колесных арок, желоба или даже отделывать окна. Список почти бесконечен.
В мире термоусадок и носилок есть профессиональные модели высокого класса, которые приводятся в действие ножной педалью и могут быть механическими или механическими. (Иствуд имеет сверхбольшую вместительную механическую усадку / растяжку с ножной педалью.) Эти модели предназначены для повседневного использования; вероятно, не ваш обычный уличный роддер. Они очень крутые, но выходят за рамки бюджета (и практичности) большинства роддеров. Вместо этого идеальным способом является ручной термоусадочный пресс/носилки, поскольку они экономичны, портативны и просты в использовании.
Чтобы узнать, что есть в наличии, мы просмотрели каталог Иствуда и остановились на наборе термоусадочных и растяжных станков с ручным управлением. Имеются модели самодельных (номер детали 51088) и профессиональных (номер детали 28053) термоусадочных/растягивающих устройств. Термоусадочная машина сжимает металл, образуя внутренние изгибы, а натяжитель расширяет металл, образуя внешние изгибы. В каждом случае в комплект входит набор зажимных губок, комплект зажимных губок, два корпуса с ручками и инструкция. (Все элементы можно приобрести отдельно, включая запасные губки.)
Имеются модели самодельных (номер детали 51088) и профессиональных (номер детали 28053) термоусадочных/растягивающих устройств. Термоусадочная машина сжимает металл, образуя внутренние изгибы, а натяжитель расширяет металл, образуя внешние изгибы. В каждом случае в комплект входит набор зажимных губок, комплект зажимных губок, два корпуса с ручками и инструкция. (Все элементы можно приобрести отдельно, включая запасные губки.)
Термоусадочный/растягивающий станок для самостоятельного изготовления специально разработан для использования в качестве профессионального устройства, но по цене для нерегулярного использования. Это даст профессиональные результаты для одной, может двух машин в год. Термоусадочные/натяжные устройства профессионального уровня, такие как PN 21053, — это то же самое устройство Eastwood, которое они продавали в течение почти 30 лет для удилищ, которые ставят качество превыше всего. Это инструмент для опытного профессионала или часто используемого любителя.
Мы решили попробовать самодельный термоусадочный/носилочный станок, и, чтобы помочь нам, мы отправились в Феникс и попросили Дина Ливермора из Hot Rods By Dean протестировать наш термоусадочный/носилочный аппарат.
Ливермор знаком с системой Иствуда, поскольку в его магазине она регулярно используется. Именно здесь Ливермор рассказал нам, что сменные кулачки (номер детали 51437) меняются в его мастерской примерно каждые шесть месяцев из-за ежедневного износа. По словам Ливермора, «среднестатистический стержень должен быть в состоянии заставить термоусадку/растяжку прослужить несколько лет, прежде чем менять челюсти». Очевидно, что количество использования является решающим фактором.
Ливермор использовал наш комплект, но прикрепил его к дополнительной монтажной пластине. Что-то, что мы бы порекомендовали, так как оно удерживает каждое устройство в обычных гаражных тисках. Пресс с ручным управлением (термоусадочная машина/натяжитель) увеличивает рычаг в 45:1 раз и может работать с медью, мягкой сталью 18 калибра, нержавеющей сталью 20 калибра и алюминием 16 калибра. Преимущество здесь в том, что перед обработкой металлу не потребуется подрезка, нагрев или формовка молотком.
Преимущество здесь в том, что перед обработкой металлу не потребуется подрезка, нагрев или формовка молотком.
Чтобы запустить термоусадочную машину, мы взяли кусок мягкой стали и приступили к выполнению простых радиусных изгибов и контуров. Мы обнаружили, что ручки обеспечивают достаточный рычаг, а обработка металла проста в освоении и использовании.
В инструкциях не было указано, что делает паяльная паста Джонсона, поэтому мы только позже узнали, что она является отличной смазкой для лопастей. При необходимости этот флюс может подготавливать панели к лужению.Trending Pages
Тайник с редкими родстерами Tesla гниет в Мэриленде
M-P-Боже, почти каждая новая Toyota Tacoma получает этот спойлер Chintastic
Новый компактный роскошный внедорожник Cadillac GT4 слишком популярен для Америки
Living Vehicle HD-Pro: The Most Extrava гант (и дорого) Трейлер путешествия?
Выпускники Tesla электрифицируют индустрию жилых автофургонов до бесконечности и дальше с Lightship L1 Camper
Рекомендуемые истории MotorTrend
Хот-Роддеры и сумасшедшие таможенники на побережье: Галерея Mega Cruise!
Стивен Рупп |