
Порядок замены седла клапана на ЗМЗ 406 своими руками
Содержание
- Замена седел
- Удаление старых посадочных элементов
- Монтаж новых седел
- Ремонт седел
Седло клапана — небольшое кольцо, имеющее скос по внутренней поверхности.
Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Выполняет следующие функции:
- герметичность отверстия;
- передает излишки тепла к ГБЦ;
- обеспечивает необходимый приток воздуха, когда механизм открыт.
Замена седла клапана требуется в том случае, когда восстановить его герметичность способом механической обработки не удается (многочисленные обработки в прошлом, прогар, сильный износ). Сделать это можно своими руками.
Ремонт детали выполняют при:
- прогаре тарелки;
- после замены направляющих втулок;
- при умеренной степени естественного износа;
- при нарушении герметичности соединения кольца с тарелкой.


Правка изношенных и поврежденных седел в домашних условиях выполняется с использованием шарошек. Помимо этого, может потребоваться сварочный аппарат или мощная газовая горелка, стандартный набор гаечных ключей, необходимых для демонтажа и разборки ГБЦ, притирочная паста, дрель.
Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.
Для выполнения процедуры изготавливается съемник седел клапанов — берется старый ненужный клапан, тарелку которого необходимо проточить до размеров внутреннего диаметра седла.
После этого полученный инструмент утапливают в посадочное место, не доходя до края 2-3 мм и «прихватывают» сваркой в 2-3 местах. После клапан вместе с металлическим кольцом выбивают с обратной стороны молотком.
После клапан вместе с металлическим кольцом выбивают с обратной стороны молотком.
Важно! Процедура с использованием сварки может привести к некоторой деформации посадочного места. При этом стандартные седла будут иметь слабое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора. Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Берется старый клапан, который предварительно приваривают к торцу трубы в обратной положении. При этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, после чего элемент удаляют постукиваниями по ножке.
Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием. При этом важно, чтобы кольцо встало без перекоса.
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Далее требуется прирезка седел клапанов с использованием шарошек.
Важно! При стандартной процедуре замены тарелки всех клапанов оказываются посажены достаточно высоко. Однако некоторые специалисты рекомендуют обрабатывать фаски таким образом, чтобы выпускные клапаны сидели несколько глубже нормального положения. Седло впускного клапана при этом оставляют в штатном положении.
Ремонт седел
Ремонт седел клапанов выполняется при их естественном износе и неплотном прилегании тарелки к своему посадочному месту.
С целью восстановления геометрии колец применяются шарошки для седел клапанов — набор фрезерующих головок, позволяющих делать необходимые углы.
Шарошки могут использоваться в сочетании со специальным оборудованием. Однако оно является дорогостоящим. Поэтому в домашних условиях применяют ключ-трещотку с удлинителем. Правильно обработанные места имеют углы 30˚, 60˚ и 45˚. Обработка седел клапанов для создания каждого из них производится соответствующей фрезой.
Шлифовка седел клапанов не требует их нагрева или другой обработки. Проточку производят «насухую». В дальнейшем, в момент притирки, необходимо использовать специальную притирочную пасту. Для достижения лучшего результата притирку на новые седла рекомендуется производить вручную, а не с помощью дрели.
Еще одной разновидностью ремонта является проточка посадочных мест под ремонтные вставки. Для этого по вышеописанному алгоритму удаляют седла, после чего, специальным режущим инструментом протачивают места под них. Размер ремонтного места должен быть на 0.01-0.02 см меньше вставки. Монтаж производят после нагрева ГБЦ и охлаждение монтируемых элементов.
Правильно произвести расточку самостоятельно можно попытаться на свой страх и риск. Однако, с учетом сложности процедуры и необходимой высокой точности работ, подобные манипуляции лучше производить в условиях квалифицированной автомастерской или авторемонтного завода.
Замена седел клапанов ваз 2108 своими руками
Рейтинг статьи Загрузка. ..
..
Замена седла клапана ВАЗ
Седло клапана – важная деталь конструкции головки блока цилиндров, в этом можно легко удостовериться, рассмотрев работу клапана и его составляющих.
Самая важная функция, которую выполняет седло – это образование прочного сжатия между собой и клапаном. Благодаря этому происходит минимизация утечки газов из камеры сгорания; хороший тепловой контакта клапана с седлом являются необходимыми условиями для этого.
Другими словами, плотность прилегания между деталями позволяет отводить тепло от тарелки с максимальной эффективностью, передавая тепло от клапана через седло в ГБЦ, которая в свою очередь охлаждается жидкостью. В процессе работы двигателя, фаски и сёдла изнашиваются, что приводит к дефекту седел клапанов. При разгерметизации происходит нарушение порядка теплоотдачи тарелки и седла, что провоцирует дефекты и разрушение деталей.
При таких условиях вопрос сохранности герметичности соединения встает на первый план. Достигнуть этого можно в основном лишь при помощи формирования необходимого профиля для седла и фаски клапана, что позволит сбалансировать износ поверхностей деталей.
Достигнуть этого можно в основном лишь при помощи формирования необходимого профиля для седла и фаски клапана, что позволит сбалансировать износ поверхностей деталей.
Причины и признаки замены седла клапана ВАЗ
Приступая к проверке, необходимо старательно очистить сёдла и камеры сгорания двигателя, иногда под нагаром обнаруживаются еле заметные трещины. Испорченные и «проблемные» поверхности камер, как правило, отличаются от других камер по цвету. Наличие тех или иных типов дефектов определит необходимость и вариант ремонта сёдел клапанов. Основанием для замены может быть:
- Износ — главная причина замены сёдел клапанов. Проводя зенкование седла клапана, может обнаружится, что нет возможности для доводки, и дальнейшая регулировка седла клапана невозможна, так как клапан садится очень глубоко.
- Как продолжение первой причины, замена нужна, если седла и/или клапанапрогорели.
- Когда при осмотре выявлена коррозия по наружному диаметру — из-за нее ослабляется посадка седла.
- Наличие трещин и сколов в седле клапана.
- Замена сёдел клапанов производится, если нужна модернизация ГБЦ с заменой клапанов на увеличенные. Как следствие, возникает нужда в увеличении диаметра сёдел.
Советы по замене седел клапанов ВАЗ
Перед началом работ необходимо убедится в необходимости замены седел. Стоит помнить, что это достаточно сложный процесс, требующий специального инструмента, навыков выполнения подобных операций и твердых знаний.
Для начала проверяем ГБЦ на герметичность (опрессовка), т.е. на наличие малозаметных трещин рубашки. В случае обнаружения трещин, их необходимо заделать сваркой и лишь потом приступать к расточке сёдел.
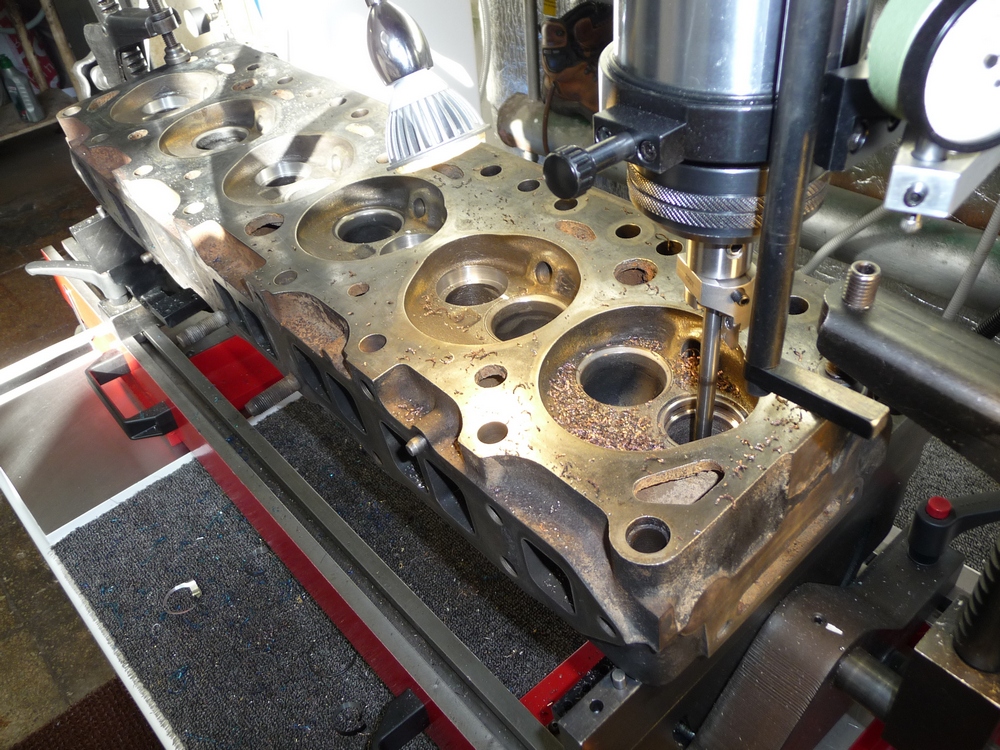
Для удаления старых сёдел с посадочных мест лучше воспользоваться станочным оборудованием, растачивая его до момента, пока не останется тонкое кольцо, которое провернется в гнезде. Похожего результата можно добиться при помощи фрезы насаженной на обычную дрель. В данном случае работы необходимо выполнять аккуратно, чтобы не повредить посадочное место.
В данном случае работы необходимо выполнять аккуратно, чтобы не повредить посадочное место.
При монтаже новых сёдел следует учесть, что их установка производится с натягом; обеспечение гарантированного натяга должно составить от 0,1 до 0,15 мм по наружному диаметру. Разница температур рабочих поверхностей должна достигать минимум 180 С°. Для этого поверхность ГБЦ нагревают на 180-200 С°, а сёдла охлаждают в жидком азоте.
Для осуществления замены седла клапана понадобится:
- печка;
- шарошки для сёдел клапанов;
- холодильная камера;
- штангенциркуль;
- молоток и запрессовка для сёдел;
- новые сёдла клапанов.
Снимаем ГБЦ, моем, проверяем, подготавливаем необходимые инструменты.
Замена седел клапанов ваз 2108 своими руками
КАК ПОМЕНЯТЬ СЕДЛО КЛАПАНА:
Клапаны вместе с сёдлами подвержены большим термическим нагрузкам, вследствие чего на них появляются дефекты, такие как трещины, пригары, раковины вследствие перегрева, либо в двигатель попадают посторонние предметы, которые повредят седло.
Если головка перегревалась, то может возникнуть несоосность седла и направляющей клапана, что приводит к негерметичности. Износ седла также идёт неравномерно, а по оси кулачка, из-за чего седло приобретает овальность. Все эти изъяны необходимо править с использованием фрез, шарошек или зенкеров, а потом притирать клапана; на специализированном оборудовании поправить седло можно в один заход без последующей притирки.
Если старое седло невозможно поправить, то его нужно заменить на новое, а потом уже обработать и нарезать на нём фаску под новый клапан. Процесс замены можно условно разделить на несколько частей: извлечение седла клапана, подготовка заготовки для нового седла, установка новой детали и завершающая обработка с подгонкой фаски под новый клапан. Разберём всё по порядку.
Извлечение седла
Сначала рассмотрим, как не надо делать, хотя некоторые гаражные гуру автомобилестроения рекомендуют делать именно так.
-сварка клапана + выбивание
Сначала старый ненужный клапан подгоняют под размеры седла, вставляют на посадочное сесто и приваривают клапан к седлу. Пока ещё не остыло, выбивают клапан, и он выходит вместе с седлом. За счёт разного расширения металлов- стали и алюминия- натяг уменьшается, когда остынет, будет не так легко выходить.
Пока ещё не остыло, выбивают клапан, и он выходит вместе с седлом. За счёт разного расширения металлов- стали и алюминия- натяг уменьшается, когда остынет, будет не так легко выходить.
Почему так делать не надо? При сварке нагревается вся головка и её непременно поведёт, она станет кривая и в дополнение к этому откроются скрытые трещины, там, где были внутренние напряжения металла (а они есть в любом случае). Потом будете удивляться, почему моя головка вдруг оказалась пробитой.
Оптимальный способ: растачивание седла клапана на станке, пока он не станет размером с фольгу и сам не выпрыгнет из посадочного отверстия. Но… это нельзя реализовать в гараже из-за дороговизны оборудования, да и не в каждом селе будет такой станочек. Поэтому рассмотрим ещё один способ, лёгкий и безопасный, и реализуемый в любом гараже.
Выбор гаражных мастеров: простой и безопасный способ
Стачиваем фрезой седло насквозь с одного края. Седло ослабнет, потеряет натяг и само выпрыгнет из посадочного отверстия, даже не придётся его насквозь точить, доходя до посадочной плоскости, когда останется чуть меньше, чем 0,5 мм натяга уже не хватает, чтобы удержаться. Разомкнув кольцо, седло больше не сможет сопротивляться.
Разомкнув кольцо, седло больше не сможет сопротивляться.
Фреза для дрели продаётся в любом строительном магазине, стоит не дороже, чем сверло, поэтому данный метод такой доступный.
Теперь, когда седло извлечено, надо подумать, что мы будем туда вставлять.
Заготовка седла клапана
Для всех популярных моторов предлагаются заготовки сёдел клапанов, как стандартных размеров, так и ремонтных, с увеличенным внешним диаметром. Для редких двигателей заготовки надо заказывать или изготавливать на заказ.
Такие заготовки достаточно дешёвые, если не нашлось для какого-то мотора, можно подобрать по размеру из имеющихся наименований. Но и не забывайте, что фирмы, производящие детали двигателя (Kolbenschmidt), в частности клапана, производят ещё и сёдла тех же размеров, так что спрашивайте в магазинах вашего города. После установки седло надо будет обработать- нарезать фаску под клапан.
Установка нового седла
Седло клапана правильно устанавливать с азотом, все другие методы не такие надёжные. В нормальном состоянии при комнатной температуре дивметр седла больше диаметра отверстия в головке, поэтому после установки получается некоторый натяг. Чтобы засунуть седло, его надо уменьшить в размере, для этого и нужен азот.
Азот в жидком состоянии сохраняет очень низкую температуру. Охлаждаясь в азоте, клапан сжимается в диаметре, и охладившись может свободно залезть в посадочное отверстие головки. В то же время, чтобы увеличить посадочное отверстие в головке, головку можно нагреть, тогда отверстие расширится и зазор увеличится. Если нагреть головку, то тогда не надо так сильно охлаждать седло, достаточно будет просто положить в морозилку и разницы температур будет достаточно.
Устанавливать седло без предварительной термической обработки нельзя, не будет достигнут необходимый натяг и седло выпадет в процессе эксплуатации.
При установке нужно забить седло, чтобы оно стало на место, сильно бить не надо, достаточно лёгких ударов.
Механическая обработка нового седла
На новом установленном седле надо нарезать фаску. Лучше всего это сделать на специализированном станке, так получится обработать наиболее точно. Это реализуется благодаря жёсткой центровке резца, чего невозможно добиться используя ручные шарошки.
Но если в вашей местности нет подобного оборудования, шарошки- это всё, на что вы можете рассчитывать. Если есть поблизости металлообрабатывающий цех, можно попробовать обработать клапана на фрезерном станке, результат вполне сойдёт.
На седле надо нарезать три кромки- внешнюю, внутреннюю и сверху них центральную, самую узкую, по которой седло будет соприкасаться с клапаном.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Как поменять седло клапана: фото- видео инструкция
Клапаны вместе с сёдлами подвержены большим термическим нагрузкам, вследствие чего на них появляются дефекты, такие как трещины, пригары, раковины вследствие перегрева, либо в двигатель попадают посторонние предметы, которые повредят седло.
Если головка перегревалась, то может возникнуть несоосность седла и направляющей клапана, что приводит к негерметичности. Износ седла также идёт неравномерно, а по оси кулачка, из-за чего седло приобретает овальность. Все эти изъяны необходимо править с использованием фрез, шарошек или зенкеров, а потом притирать клапана; на специализированном оборудовании поправить седло можно в один заход без последующей притирки.
Узнайте о всех способах притирки клапанов.
Если старое седло невозможно поправить, то его нужно заменить на новое, а потом уже обработать и нарезать на нём фаску под новый клапан. Процесс замены можно условно разделить на несколько частей: извлечение седла клапана, подготовка заготовки для нового седла, установка новой детали и завершающая обработка с подгонкой фаски под новый клапан. Разберём всё по порядку.
Разберём всё по порядку.
Извлечение седла
Сначала рассмотрим, как не надо делать, хотя некоторые гаражные гуру автомобилестроения рекомендуют делать именно так.
-сварка клапана + выбивание
Сначала старый ненужный клапан подгоняют под размеры седла, вставляют на посадочное сесто и приваривают клапан к седлу. Пока ещё не остыло, выбивают клапан, и он выходит вместе с седлом. За счёт разного расширения металлов- стали и алюминия- натяг уменьшается, когда остынет, будет не так легко выходить.
Почему так делать не надо ? При сварке нагревается вся головка и её непременно поведёт, она станет кривая и в дополнение к этому откроются скрытые трещины, там, где были внутренние напряжения металла (а они есть в любом случае). Потом будете удивляться, почему моя головка вдруг оказалась пробитой.
Оптимальный способ: растачивание седла клапана на станке, пока он не станет размером с фольгу и сам не выпрыгнет из посадочного отверстия. Но… это нельзя реализовать в гараже из-за дороговизны оборудования, да и не в каждом селе будет такой станочек. Поэтому рассмотрим ещё один способ, лёгкий и безопасный, и реализуемый в любом гараже.
Но… это нельзя реализовать в гараже из-за дороговизны оборудования, да и не в каждом селе будет такой станочек. Поэтому рассмотрим ещё один способ, лёгкий и безопасный, и реализуемый в любом гараже.
Выбор гаражных мастеров: простой и безопасный способ
Стачиваем фрезой седло насквозь с одного края. Седло ослабнет, потеряет натяг и само выпрыгнет из посадочного отверстия, даже не придётся его насквозь точить, доходя до посадочной плоскости, когда останется чуть меньше, чем 0,5 мм натяга уже не хватает, чтобы удержаться. Разомкнув кольцо, седло больше не сможет сопротивляться.
Фреза для дрели продаётся в любом строительном магазине, стоит не дороже, чем сверло, поэтому данный метод такой доступный.
Теперь, когда седло извлечено, надо подумать, что мы будем туда вставлять.
Заготовка седла клапана
Для всех популярных моторов предлагаются заготовки сёдел клапанов, как стандартных размеров, так и ремонтных, с увеличенным внешним диаметром. Для редких двигателей заготовки надо заказывать или изготавливать на заказ.
Для редких двигателей заготовки надо заказывать или изготавливать на заказ.
Такие заготовки достаточно дешёвые, если не нашлось для какого-то мотора, можно подобрать по размеру из имеющихся наименований. Но и не забывайте, что фирмы, производящие детали двигателя (Kolbenschmidt), в частности клапана, производят ещё и сёдла тех же размеров, так что спрашивайте в магазинах вашего города. После установки седло надо будет обработать- нарезать фаску под клапан.
Установка нового седла
Седло клапана правильно устанавливать с азотом, все другие методы не такие надёжные. В нормальном состоянии при комнатной температуре дивметр седла больше диаметра отверстия в головке, поэтому после установки получается некоторый натяг. Чтобы засунуть седло, его надо уменьшить в размере, для этого и нужен азот.
Азот в жидком состоянии сохраняет очень низкую температуру. Охлаждаясь в азоте, клапан сжимается в диаметре, и охладившись может свободно залезть в посадочное отверстие головки. В то же время, чтобы увеличить посадочное отверстие в головке, головку можно нагреть, тогда отверстие расширится и зазор увеличится. Если нагреть головку, то тогда не надо так сильно охлаждать седло, достаточно будет просто положить в морозилку и разницы температур будет достаточно.
В то же время, чтобы увеличить посадочное отверстие в головке, головку можно нагреть, тогда отверстие расширится и зазор увеличится. Если нагреть головку, то тогда не надо так сильно охлаждать седло, достаточно будет просто положить в морозилку и разницы температур будет достаточно.
Устанавливать седло без предварительной термической обработки нельзя, не будет достигнут необходимый натяг и седло выпадет в процессе эксплуатации.
При установке нужно забить седло, чтобы оно стало на место, сильно бить не надо, достаточно лёгких ударов.
Механическая обработка нового седла
На новом установленном седле надо нарезать фаску. Лучше всего это сделать на специализированном станке, так получится обработать наиболее точно. Это реализуется благодаря жёсткой центровке резца, чего невозможно добиться используя ручные шарошки.
Но если в вашей местности нет подобного оборудования, шарошки- это всё, на что вы можете рассчитывать. Если есть поблизости металлообрабатывающий цех, можно попробовать обработать клапана на фрезерном станке, результат вполне сойдёт.
Если есть поблизости металлообрабатывающий цех, можно попробовать обработать клапана на фрезерном станке, результат вполне сойдёт.
На седле надо нарезать три кромки- внешнюю, внутреннюю и сверху них центральную, самую узкую, по которой седло будет соприкасаться с клапаном.
0 0 голоса
Рейтинг статьи
Оценка статьи:
Загрузка…
0
Оставьте комментарий! Напишите, что думаете по поводу статьи.x
Adblock
detector
Замена седел клапанов своими руками видео
Содержание
- Завершенные проекты
- Библиотека самодельщика
- Примеры решений
- Чертежи и модели
- Инструменты и оборудование
- Зарубежные
- ЧАВО или FAQ
- Замена седел клапанов
- Замена седел клапанов
- Re: Замена седел клапанов
- Re: Замена седел клапанов
- Re: Замена седел клапанов
- Re: Замена седел клапанов
- Re: Замена седел клапанов
- Re: Замена седел клапанов
- Re: Замена седел клапанов
- Re: Замена седел клапанов
- Re: Замена седел клапанов
- Замена седел клапанов
- Извлечение седла
- Выбор гаражных мастеров: простой и безопасный способ
- Заготовка седла клапана
- Установка нового седла
- Механическая обработка нового седла
Самодельные багги, квадроциклы, вездеходы
Завершенные проекты
Библиотека самодельщика
Примеры решений
Чертежи и модели
Инструменты и оборудование
Зарубежные
ЧАВО или FAQ
- Темы без ответов
- Активные темы
- Поиск
- Наша команда
Замена седел клапанов
Модератор: User buggy
Замена седел клапанов
Сообщение Vllad » Пн апр 28, 2014 10:16 pm
Re: Замена седел клапанов
Сообщение RusWin » Пн апр 28, 2014 10:25 pm
Смотреть с 23:27 гораздо проще.
Re: Замена седел клапанов
Сообщение Vllad » Пн апр 28, 2014 11:30 pm
Re: Замена седел клапанов
Сообщение Vllad » Вт апр 29, 2014 12:53 am
Re: Замена седел клапанов
Сообщение Vllad » Вт апр 29, 2014 8:06 pm
Re: Замена седел клапанов
Сообщение Vllad » Вт апр 29, 2014 8:46 pm
Re: Замена седел клапанов
Сообщение alkozlov » Вт апр 29, 2014 10:22 pm
Re: Замена седел клапанов
Сообщение Vllad » Вт апр 29, 2014 10:34 pm
Re: Замена седел клапанов
Сообщение Сан Саныч 😉 » Сб янв 09, 2016 10:40 pm
Re: Замена седел клапанов
Сообщение ESaupport » Чт май 09, 2019 4:19 pm
Замена седел клапанов
Сообщение EddieSthari » Вс июн 09, 2019 2:07 am
В первую очередь, выражаю большую благодарность за помощь, предоставленый гараж с необходимой оснасткой моему другану Демичу (Demid91), спасиб бро)
Теперь дело за запрессовкой седел, для этого использовали уже опробованный и запатентованный Демичем способ «электрическая плитка-огнетушитель», а если у кого с этим проблеммы увидемся в суде…
Сам процесс: греем голову(не свою а блока цилиндров) градусов до 90, а седла охлаждаем углекислотным огнетушителем(-70 гр по цельсию) запрессовывем оправками сделанными из доработанных старых клапанов.
Но как в нашем деле и пологается без косяков ни как: 7-ое седло скалывась 2 раза, 1седло пошло не соостно и лопнуло, на следующий день все было исправленно и все седла были на своих местах.
Клапаны вместе с сёдлами подвержены большим термическим нагрузкам, вследствие чего на них появляются дефекты, такие как трещины, пригары, раковины вследствие перегрева, либо в двигатель попадают посторонние предметы, которые повредят седло.
Если головка перегревалась, то может возникнуть несоосность седла и направляющей клапана, что приводит к негерметичности. Износ седла также идёт неравномерно, а по оси кулачка, из-за чего седло приобретает овальность. Все эти изъяны необходимо править с использованием фрез, шарошек или зенкеров, а потом притирать клапана; на специализированном оборудовании поправить седло можно в один заход без последующей притирки.
Если старое седло невозможно поправить, то его нужно заменить на новое, а потом уже обработать и нарезать на нём фаску под новый клапан. Процесс замены можно условно разделить на несколько частей: извлечение седла клапана, подготовка заготовки для нового седла, установка новой детали и завершающая обработка с подгонкой фаски под новый клапан. Разберём всё по порядку.
Процесс замены можно условно разделить на несколько частей: извлечение седла клапана, подготовка заготовки для нового седла, установка новой детали и завершающая обработка с подгонкой фаски под новый клапан. Разберём всё по порядку.
Извлечение седла
Сначала рассмотрим, как не надо делать, хотя некоторые гаражные гуру автомобилестроения рекомендуют делать именно так.
-сварка клапана + выбивание
Сначала старый ненужный клапан подгоняют под размеры седла, вставляют на посадочное сесто и приваривают клапан к седлу. Пока ещё не остыло, выбивают клапан, и он выходит вместе с седлом. За счёт разного расширения металлов- стали и алюминия- натяг уменьшается, когда остынет, будет не так легко выходить.
Почему так делать не надо ? При сварке нагревается вся головка и её непременно поведёт, она станет кривая и в дополнение к этому откроются скрытые трещины, там, где были внутренние напряжения металла (а они есть в любом случае). Потом будете удивляться, почему моя головка вдруг оказалась пробитой.
Потом будете удивляться, почему моя головка вдруг оказалась пробитой.
Оптимальный способ: растачивание седла клапана на станке, пока он не станет размером с фольгу и сам не выпрыгнет из посадочного отверстия. Но… это нельзя реализовать в гараже из-за дороговизны оборудования, да и не в каждом селе будет такой станочек. Поэтому рассмотрим ещё один способ, лёгкий и безопасный, и реализуемый в любом гараже.
Выбор гаражных мастеров: простой и безопасный способ
Стачиваем фрезой седло насквозь с одного края. Седло ослабнет, потеряет натяг и само выпрыгнет из посадочного отверстия, даже не придётся его насквозь точить, доходя до посадочной плоскости, когда останется чуть меньше, чем 0,5 мм натяга уже не хватает, чтобы удержаться. Разомкнув кольцо, седло больше не сможет сопротивляться.
Фреза для дрели продаётся в любом строительном магазине, стоит не дороже, чем сверло, поэтому данный метод такой доступный.
Теперь, когда седло извлечено, надо подумать, что мы будем туда вставлять.
Заготовка седла клапана
Для всех популярных моторов предлагаются заготовки сёдел клапанов, как стандартных размеров, так и ремонтных, с увеличенным внешним диаметром. Для редких двигателей заготовки надо заказывать или изготавливать на заказ.
Такие заготовки достаточно дешёвые, если не нашлось для какого-то мотора, можно подобрать по размеру из имеющихся наименований. Но и не забывайте, что фирмы, производящие детали двигателя (Kolbenschmidt), в частности клапана, производят ещё и сёдла тех же размеров, так что спрашивайте в магазинах вашего города. После установки седло надо будет обработать- нарезать фаску под клапан.
Установка нового седла
Седло клапана правильно устанавливать с азотом, все другие методы не такие надёжные. В нормальном состоянии при комнатной температуре дивметр седла больше диаметра отверстия в головке, поэтому после установки получается некоторый натяг. Чтобы засунуть седло, его надо уменьшить в размере, для этого и нужен азот.
Чтобы засунуть седло, его надо уменьшить в размере, для этого и нужен азот.
Азот в жидком состоянии сохраняет очень низкую температуру. Охлаждаясь в азоте, клапан сжимается в диаметре, и охладившись может свободно залезть в посадочное отверстие головки. В то же время, чтобы увеличить посадочное отверстие в головке, головку можно нагреть, тогда отверстие расширится и зазор увеличится. Если нагреть головку, то тогда не надо так сильно охлаждать седло, достаточно будет просто положить в морозилку и разницы температур будет достаточно.
Устанавливать седло без предварительной термической обработки нельзя, не будет достигнут необходимый натяг и седло выпадет в процессе эксплуатации.
При установке нужно забить седло, чтобы оно стало на место, сильно бить не надо, достаточно лёгких ударов.
Механическая обработка нового седла
На новом установленном седле надо нарезать фаску. Лучше всего это сделать на специализированном станке, так получится обработать наиболее точно. Это реализуется благодаря жёсткой центровке резца, чего невозможно добиться используя ручные шарошки.
Это реализуется благодаря жёсткой центровке резца, чего невозможно добиться используя ручные шарошки.
Но если в вашей местности нет подобного оборудования, шарошки- это всё, на что вы можете рассчитывать. Если есть поблизости металлообрабатывающий цех, можно попробовать обработать клапана на фрезерном станке, результат вполне сойдёт.
На седле надо нарезать три кромки- внешнюю, внутреннюю и сверху них центральную, самую узкую, по которой седло будет соприкасаться с клапаном.
Замена седел клапанов в головках цилиндров
Главная, Библиотека по ремонту автомобилей, автозапчасти, аксессуары, инструменты и оборудование, руководства и книги, автомобильный БЛОГ, ссылки, указатель является одной из основных работ, которая часто необходима при восстановлении алюминиевых или чугунных головок с треснутыми, поврежденными или сильно изношенными седлами. Но замена седла клапана — это гораздо больше, чем выковыривание старого и установка нового.
 Если головка изготовлена из чугуна со встроенными седлами, ее необходимо обработать, чтобы заменить седло (иногда это называется установкой «фальшивого» седла). А если головка изготовлена из алюминия, возможно, придется обработать отверстие седла, чтобы вместить седло увеличенного размера, если отверстие ослаблено, деформировано или повреждено. В любом случае, машинист должен рассчитать величину вмешательства, которая требуется для нового сиденья, прежде чем резать головку на станке с сиденьем и направляющими. Он также должен решить, какой тип сиденья установить. Таким образом, замена сиденья включает в себя ряд решений и шагов, каждый из которых влияет на результат ремонта.
Если головка изготовлена из чугуна со встроенными седлами, ее необходимо обработать, чтобы заменить седло (иногда это называется установкой «фальшивого» седла). А если головка изготовлена из алюминия, возможно, придется обработать отверстие седла, чтобы вместить седло увеличенного размера, если отверстие ослаблено, деформировано или повреждено. В любом случае, машинист должен рассчитать величину вмешательства, которая требуется для нового сиденья, прежде чем резать головку на станке с сиденьем и направляющими. Он также должен решить, какой тип сиденья установить. Таким образом, замена сиденья включает в себя ряд решений и шагов, каждый из которых влияет на результат ремонта. Как вы могли догадаться, мы столкнулись с разными мнениями о правильном и неправильном способе замены седел клапанов при изучении этой статьи, особенно в отношении степени посадки с натягом, необходимой для удержания седел в алюминиевых головках. Распространенным опасением, выражаемым многими ремонтниками двигателей, является опасение по поводу возможности выпадения седел, особенно в алюминиевых головках, где разница в коэффициентах теплового расширения между головкой и седлами может привести к ослаблению седел при перегреве головки.
Один пункт, с которым, похоже, согласны все, заключается в том, что седла клапанов играют решающую роль в долговечности клапанов. Седла отводят тепло от клапанов и направляют его в головку блока цилиндров. Это обеспечивает большую часть охлаждения, которое получают клапаны, и абсолютно критично для выпускных клапанов. Все, что препятствует способности седла охлаждать клапаны (например, неплотная посадка или отложения между седлом и его расточенным отверстием), может привести к преждевременному выходу из строя клапана и дорогостоящему возврату.
Сплав и твердость седла также должны соответствовать применению и быть совместимыми с типом клапанов, установленных в двигателе. Опять же, мы обнаружили расхождения во мнениях относительно выбора и использования различных материалов сиденья.
Чтобы лучше понять проблемы, лежащие в основе различных мнений относительно замены седла клапана, давайте начнем с самих седел и того, почему они выходят из строя.
ПОЧЕМУ СЕДЛА КЛАПАНОВ ОТКАЗАЮТ
Неинтегрированные седла клапанов могут выйти из строя по ряду причин. Большинство сидений, которые в конечном итоге заменяются, заменяются, потому что они либо потрескались, либо слишком изношены, чтобы их можно было переточить или переточить. Седла могут треснуть из-за термического напряжения (как правило, перегрева двигателя), теплового удара (внезапного и быстрого изменения рабочей температуры) или механического воздействия (детонация, чрезмерный зазор клапана, приводящий к сильным ударам и т. д.).
Небольшая рецессия клапанов возникает в результате нормального износа при большом пробеге, но также может возникать при использовании неэтилированного бензина или «сухого» топлива, такого как пропан или природный газ, в двигателе, не оснащенном жесткими седлами. Рецессия происходит, когда седла нагреваются и между поверхностью клапана и седлом образуются микроскопические сварные швы. Каждый раз, когда клапан открывается, крошечные кусочки металла отрываются и выбрасываются в выхлоп. Со временем седло постепенно выедается и клапан потихоньку погружается все глубже и глубже в головку. В конце концов зазор в клапанном механизме закрывается и препятствует посадке клапана. Это приводит к перегреву клапана и его прогоранию. Компрессия теряется, и двигатель диагностируется как «плохой клапан». Седло также необходимо заменить, но во многих случаях оно не может быть признано основной причиной отказа клапана.
Рецессия происходит, когда седла нагреваются и между поверхностью клапана и седлом образуются микроскопические сварные швы. Каждый раз, когда клапан открывается, крошечные кусочки металла отрываются и выбрасываются в выхлоп. Со временем седло постепенно выедается и клапан потихоньку погружается все глубже и глубже в головку. В конце концов зазор в клапанном механизме закрывается и препятствует посадке клапана. Это приводит к перегреву клапана и его прогоранию. Компрессия теряется, и двигатель диагностируется как «плохой клапан». Седло также необходимо заменить, но во многих случаях оно не может быть признано основной причиной отказа клапана.
Как правило, седло следует заменить, если указанная высота установленного клапана не может быть достигнута без чрезмерного шлифования кончика штока клапана (менее 0,030 дюйма) или если указанная высота установленной пружины не может быть достигнута с помощью . 060 дюймов пружинная прокладка. Это относится как к цельным седлам клапана, так и к неинтегральным седлам. Единственной другой альтернативой замене седла является установка вторичного клапана с головкой увеличенного размера (0,030 дюйма). Этот тип клапана поднимается выше седла, чтобы компенсировать чрезмерный износ седла или механическую обработку, и может устранить необходимость замены седла.
Единственной другой альтернативой замене седла является установка вторичного клапана с головкой увеличенного размера (0,030 дюйма). Этот тип клапана поднимается выше седла, чтобы компенсировать чрезмерный износ седла или механическую обработку, и может устранить необходимость замены седла.
Также может потребоваться замена седла, если оно ослаблено или если головка блока цилиндров имеет трещины и требует сварки в области камеры сгорания (седла следует снять перед сваркой).
Один из способов проверить седло на наличие люфта — это провести пальцем по одной стороне седла и постучать по другой стороне молотком. Если вы чувствуете движение, сиденье разболталось и должно выйти (чтобы потом не выпало!).
Посадочные места в алюминиевой головке также могут ослабнуть или выпасть, когда головку очищают в печи для запекания или предварительно нагревают в печи для выпрямления. То же самое может случиться и с гидами. Произойдет это или нет, зависит от величины натяга между сиденьями и головкой. Чем меньше помех, тем больше вероятность того, что седла расшатаются и выпадут при запекании головки. Если вы не хотите, чтобы сиденья выпадали, перед запеканием переверните головку вверх ногами или закрепите сиденья.
Чем меньше помех, тем больше вероятность того, что седла расшатаются и выпадут при запекании головки. Если вы не хотите, чтобы сиденья выпадали, перед запеканием переверните головку вверх ногами или закрепите сиденья.
СНЯТИЕ СЕДЛА КЛАПАНА
Для извлечения нецельных седел клапанов из головок цилиндров используются различные методы:
- Некоторые используют свои печи для обжига или систему термической очистки вертелов с открытым пламенем для очистки головок и ослабления седел за один раз. шаг. В духовке для запекания головки загружаются сиденьями вниз и нагреваются до 450 градусов по Фаренгейту. Если сиденья не выпадают сами по себе, их можно легко снять, пока головка еще горячая.
- Некоторым удается сдвинуть сиденья с помощью простой монтировки (если под сиденьем достаточно края, чтобы стержень мог зацепиться). Но использование монтировки рискует повредить расточенное отверстие.
- Седла также можно снять, если доступ к нижней стороне седел осуществляется через порты клапана с помощью длинного выколотки, чтобы выбить их.
 Но опять же, нужно соблюдать осторожность, чтобы не повредить расточенное отверстие.
Но опять же, нужно соблюдать осторожность, чтобы не повредить расточенное отверстие.
- Чугунные седла в алюминиевых головках также удаляются с помощью шлифовальной машины, чтобы прорезать седло. Это снимает давление и позволяет легко снять сиденье. Опасность этой техники, однако, заключается в том, что она проходит через седло и в голову. Один промах может привести к образованию трещины, устранение которой может быть дорогостоящим.
- Другой способ удаления мягких чугунных седел в алюминиевых головках — их вырезание. Фреза, размер которой немного меньше наружного диаметра седла, используется для обработки большей части седла. Если оставшаяся тонкая оболочка не отрывается и не вращается с помощью фрезы (которая, если вы не будете осторожны!), может сжечь расточенное отверстие, ее можно легко вынуть. Однако этот метод не очень хорошо работает на жестких сиденьях, потому что сиденья примерно такие же твердые, как и резак.
- Чтобы снять жесткие седла, можно приварить дугой валик по всему периметру седла.
 По мере остывания шарик сжимается и ослабляет седло.
По мере остывания шарик сжимается и ослабляет седло.
- Другой прием, который иногда используется для снятия жесткого седла, заключается в том, чтобы вставить в головку клапан, который несколько меньше седла, а затем приварить клапан к седлу. Затем шток клапана можно использовать как привод для выталкивания седла.
- Различные поставщики также предлагают специальные инструменты для извлечения сидений. Дизельная литая сварка Блейна, МН (612-780-5940) делает инструмент, который использует цангу для удаления штифтов моста из головок дизельных двигателей и шпилек коромысел из двигателей Chevy 350. Этот же инструмент также позволяет легко вытягивать седла клапанов из алюминиевых головок.
Хотя это и не инструмент для снятия сидений, «Фабрика колец для сидений» от K.O. Компания Lee, Абердин, Южная Дакота (800-874-9215) представляет собой токарный станок для изготовления собственных посадочных мест из колец-полуфабрикатов из никелевого сплава с внутренним диаметром от 5/8 дюйма (16 мм) до 2-1/4 дюйма. (57 мм) наружный диаметр и глубина от 13/32 до 1/2 дюйма.
(57 мм) наружный диаметр и глубина от 13/32 до 1/2 дюйма.
ВЫРЕЗАНИЕ ЗЕНКОВ СЕДЛА КЛАПАНА В ГОЛОВКАХ
После того, как седло было снято с головки цилиндра, необходимо определить, нужно ли обрабатывать расточку для установки седла увеличенного размера. Если исходное седло было разболтано, если расточенное отверстие расширилось более чем на 0,001 дюйма (шире вверху, чем внизу), или если разница между внутренним диаметром (ID) рассверленного отверстия и наружным диаметром стандартного седла (OD) составляет недостаточно для обеспечения желаемой посадки с натягом, тогда потребуется механическая обработка.
Сиденья доступны в различных размерах. Но количество металла, которое можно безопасно удалить с большинства алюминиевых головок цилиндров, минимально, поэтому чем меньше требуется механической обработки, тем лучше. Слишком большая или слишком глубокая расточка седла может ослабить головку, врезаться в водяную рубашку или соседнее седло.
Свежевырезанные зенковки седла клапана в головке дизельного двигателя.

Величина усилия, необходимого для фиксации седла на месте, зависит от диаметра седла (чем больше седло, тем большее усилие требуется), типа головки (алюминий или чугун), области применения (при эксплуатации в более горячих условиях обычно требуется большее вмешательство, чтобы сиденья не выпадали), а в некоторых случаях и тип материала, из которого изготовлено само сиденье (жесткие сиденья не могут выдерживать такого сильного воздействия, как более мягкие сиденья).
Для чугунных головок рекомендуемый диапазон составляет от 0,003 до 0,006 дюйма для седел клапанов диаметром до 2 дюймов. Некоторые говорят, что для алюминиевых головок требуется большее вмешательство из-за разницы в коэффициентах теплового расширения между головкой и седлами. Алюминий расширяется в два-три раза больше, чем чугун, когда он нагревается, поэтому рекомендации варьировались от 0,004 до 0,0085 дюйма для клапанов диаметром до 2 дюймов. Но другие говорят, что седла в алюминиевых головках на самом деле требуют меньшего вмешательства, чем чугунные.
Рэй Инглиш из Солона, штат Огайо, говорит, что занимается восстановлением алюминиевых головок уже 15 лет и никогда не использовал интерференцию более 0,005 дюйма. «На самом деле больше этого и не нужно. Большинство заводских спецификаций требуют интерференции от 0,003 до 0,005 дюйма. На Jaguar она составляет всего 0,001 дюйма. алюминий, чтобы сиденья не выпадали. Но это не тот случай. Алюминий обеспечивает такой хороший теплоотвод, что вам не нужно больше 0,005 дюйма. 0,008 дюйма интерференции, потому что сиденья нагреваются сильнее».
Как насчет использования фиксирующего герметика (например, № 640 красного Loctite) в качестве дополнительной «страховки» при установке сидений, а также закалки или закрепления сидений, чтобы они не выпадали? Английский говорит, что ни то, ни другое не нужно.
«Я никогда в жизни не фиксировал седло клапана. Если вам нужно проколоть или заколотить седло, чтобы удержать его на месте, значит, вы проделали паршивую работу по его установке. Я также не стал бы использовать фиксирующий герметик, потому что он может создать тепловой барьер между сиденьем и головой».
Я также не стал бы использовать фиксирующий герметик, потому что он может создать тепловой барьер между сиденьем и головой».
Инглиш сказал, что распространенная проблема, которую он видит в алюминиевых головках, которые были восстановлены другими, — это неправильно обработанные посадочные отверстия. Отверстие должно иметь гладкую поверхность, чтобы седло плотно прилегало и не протягивало и не срезало металл головки во время вбивания.
«Мы видели такую отделку отверстия, которая выглядела так, как будто кто-то использовал бур, чтобы прорезать отверстие. Отделка была ужасной, потому что слесарь не использовал смазочно-охлаждающую жидкость. Когда вы режете алюминий, вы должны использовать смазку, чтобы остановить металл. от слипания на конце вашего инструмента. Масло также поможет вашим инструментам служить намного дольше. Нам нужно покупать только около 10 наконечников в год для всех головок, которые мы делаем».
Для хорошей отделки также требуются острые инструменты и высокая скорость резания, говорит Инглиш. Он рекомендует резать на скорости 600 об/мин. Он также предостерегает от использования тех же инструментов для обработки алюминия, которые использовались для обработки чугуна.
Он рекомендует резать на скорости 600 об/мин. Он также предостерегает от использования тех же инструментов для обработки алюминия, которые использовались для обработки чугуна.
«Многие слесари используют одни и те же фрезы для чугуна и алюминия. Но когда вы режете чугун, а затем используете тот же инструмент для алюминия, он ничего не режет. Поэтому у нас есть один набор инструментов для алюминиевые головки и еще один набор для чугуна».
Инглиш говорит, что при замене седла он измеряет наружный диаметр и глубину исходного седла, а затем увеличивает его на 0,020 дюйма, учитывая посадку с натягом на 0,005 дюйма. «Если вы выберете слишком большой размер, вы в конечном итоге удалите слишком много металла и ослабите головку».
Инглиш также сказал, что он делает много своих собственных сидений, потому что многие из сидений, которые ему нужны для импортных головок, имеют странные размеры. «Мы планируем представить нашу собственную линейку сменных сидений для алюминиевых головок в начале следующего года. Они будут увеличены на 0,020, и их будет легче обрабатывать, чем большинство вторичных сидений, доступных в настоящее время.
Они будут увеличены на 0,020, и их будет легче обрабатывать, чем большинство вторичных сидений, доступных в настоящее время.
«Мы обнаружили, что большинство оригинальных посадочных мест в алюминиевых головках не намного больше чугуна, который очень легко режется. Но большинство запчастей содержат от 18 до 20% хрома, и их просто чудовищно резать, что просто смешно. Вам действительно не нужно такое жесткое сиденье в алюминиевой голове, потому что сиденья никогда не сильно нагреваются. Вот почему мы представляем более мягкий материал, который будет легче обрабатывать, легче обрабатывать и давать более точную посадку».0006
ВЫБОР «ПРАВИЛЬНОГО» СЕДЛА КЛАПАНА ДЛЯ ЗАМЕНЫ
Производители оригинального оборудования используют различные материалы для седел, включая чугун, сплавы железа, сплавы никеля, сплавы кобальта (стеллит) и порошкообразный металл (который обычно не содержит хрома или никеля, только ванадий и железо). Большинство оригинальных сидений в алюминиевых головках легковых автомобилей изготавливаются из высококачественного чугуна или порошкового металла. Более качественные (более дорогие) материалы обычно используются в двигателях высокой мощности и двигателях с турбонаддувом, а жесткие седла и стеллит используются в основном в дизелях и промышленных двигателях.
Более качественные (более дорогие) материалы обычно используются в двигателях высокой мощности и двигателях с турбонаддувом, а жесткие седла и стеллит используются в основном в дизелях и промышленных двигателях.
При замене сиденья следует использовать такое же качество, как и оригинальное, если не лучше. Жесткие седла необходимы при высоких температурах, высоких нагрузках и сухом топливе (пропан или природный газ). На самом деле, у большинства поставщиков сидений есть специальные сплавы, специально разработанные для применения на сухом топливе. Но жесткие сиденья не требуются для малотоннажных легковых автомобилей. Несмотря на это, многие сиденья послепродажного обслуживания изготавливаются из сплавов премиум-класса или термообработанного железа, чтобы обеспечить повышенный срок службы и производительность.
Как выразился один поставщик сидений, «учитывая незначительную разницу в цене между посредственным и хорошим сиденьем, не лучше ли вам спать по ночам?»
Материалы седла и клапана должны быть совместимы друг с другом, а также соответствовать применению. Жесткий клапан обычно требует жесткого седла и наоборот. Например, клапан с покрытием из стеллита в промышленном двигателе требует седла из стеллита. С другой стороны, титановый гоночный клапан (который является относительно мягким) потребует седла из мягкого чугуна или бериллиевой меди.
Жесткий клапан обычно требует жесткого седла и наоборот. Например, клапан с покрытием из стеллита в промышленном двигателе требует седла из стеллита. С другой стороны, титановый гоночный клапан (который является относительно мягким) потребует седла из мягкого чугуна или бериллиевой меди.
Брайан Бендер из S.B. International (J-LOY) сказал, что его компания обычно следует спецификациям материалов оригинального оборудования при изготовлении сменных сидений. «Если они используют железо, никель или кобальт в данном двигателе, мы делаем то же самое».
Совместимость материалов очень важна, сказал Бендер, особенно с такими видами топлива, как пропан и природный газ. «У нас есть специальные вставки Star Series, которые обеспечивают дополнительную твердость в горячем состоянии. Это немагнитный сплав на основе никеля и содержит некоторое количество кобальта. Этот тип седла действительно может выдерживать тепло, особенно если соотношение воздух/топливо или синхронизация нарушены».
Бендер сказал, что большинство поломок сидений, которые он видит, являются результатом ненормальной работы двигателя (перегрев, детонация, неправильная топливно-воздушная смесь и т. д.) или того, что кто-то выбрал неправильный тип сменного сиденья.
«Некоторые люди все еще пытаются использовать простые чугунные седла в неэтилированных двигателях. Они просто не будут работать, потому что они слишком мягкие. Они ушли в прошлое, поэтому мы прекратили производство простых чугунных седел в нашей линейке. .»
Седла клапанов, установленные в головке.
Том Такер из компании Tucker сказал, что седла из нержавеющей стали 440 или силикон XB (железное седло с 18% хрома) сегодня, вероятно, являются самыми популярными материалами для сидений на вторичном рынке. Но он также подчеркнул важность выбора сиденья, предназначенного для конкретного применения.
«У нас есть инструментальная сталь из карбида вольфрама для работы с природным газом, которая особенно хорошо выдерживает испытание на прочность. У нас также есть материал серии Е, который обеспечивает превосходную твердость в горячем состоянии, но не такой твердый или абразивный, как стеллит №3».
У нас также есть материал серии Е, который обеспечивает превосходную твердость в горячем состоянии, но не такой твердый или абразивный, как стеллит №3».
Такер сказал, что одна вещь, которую вы должны остерегаться, это то, что некоторые сплавы сидений могут образовывать мягкие пятна с возрастом. «Я не рекомендую повторно использовать изношенные сиденья, потому что твердость сиденья может варьироваться от одного места к другому».
ЖЕСТКИЕ СЕДЛА КЛАПАНОВ
Существует два взгляда на твердость. Один приравнивает твердость к качеству. Другой признает важность твердости, но понимает, что другие факторы не менее важны.
Твердые школьники говорят, что вам нужно сиденье с твердостью от 37 до 45 по Роквеллу C для неэтилированного топлива и от 40 до 50 Rc для пропана, природного газа и приложений с высокой степенью сжатия / турбо. Но Джо Кеон-младший из компании Martin-Wells, которая является одной из двух компаний в США, производящих седла клапанов (другой является компания LE Jones), прочность и долговечность являются лучшими показателями качества. Кеон подчеркивает металлургические аспекты выбора материала сиденья.
Кеон подчеркивает металлургические аспекты выбора материала сиденья.
Кеон сказал, что первым твердым материалом, который использовался для промышленных седел клапанов, был стеллит №3 (кобальт с 30% хрома, 12% вольфрама и 2,5% углерода). Седла были изготовлены путем приваривания стеллита к основному материалу из инструментальной стали.
«В те дни о теплопередаче не думали. Все, что им было нужно, это максимально твердая платформа сиденья. Следующим шагом в эволюции материалов сиденья был синтез твердости. Путем термообработки инструментальной стали твердость сиденья может быть увеличена до Rc 43. Но если термообработанное седло подвергается перегреву, происходит инверсия зерен и молекулы возвращаются в исходное положение, вы теряете эту твердость.
«Сорок лет назад мы разработали нашу формулу Well-Tite, которая обеспечивает такую же износостойкость, как и продукт типа стеллита 52 Rockwell C, но с твердостью всего от 35 до 37. И она гораздо лучше рассеивает тепло. Сплав Well-Tite содержит 42 % никеля, который отводит тепло от клапана, 10–12 % хрома для окисления и 7 % молибдена для повышения прочности. Мы также обнаружили, что наша формула создает оксидный слой, который работает до поверхности посредством химического воздействия и действует как смазка, продлевая срок службы клапана».
Сплав Well-Tite содержит 42 % никеля, который отводит тепло от клапана, 10–12 % хрома для окисления и 7 % молибдена для повышения прочности. Мы также обнаружили, что наша формула создает оксидный слой, который работает до поверхности посредством химического воздействия и действует как смазка, продлевая срок службы клапана».
Кеон сказал, что сиденья Well-Tite не подвергаются термической обработке, а обрабатываются и продаются «отлитыми». Он говорит, что это позволяет им выдерживать высокие температуры без опасности инверсии зерна. Он также сказал, что уникальный союзник Well-Tite обладает отличной характеристикой памяти, которая позволяет сиденью возвращаться к своему первоначальному размеру после нагревания без деформации, что означает, что сиденья не будут расшатываться или выпадать при перегреве двигателя.
Кеон сказал, что ремонтники должны быть особенно осторожны в отношении качества сидений, которые они покупают. Он сказал, что многие офшорные поставщики недостаточно тщательно относятся к своим мерам контроля качества, но берут за чугунные седла столько же, сколько за те, которые содержат превосходные сплавы.
УСТАНОВКА СЕДЛА КЛАПАНА
После того как отверстие в головке выточено для желаемой посадки с натягом и выбрана замена, следующим шагом является установка седла.
Как упоминалось ранее, отверстие должно быть чистым и иметь гладкую поверхность. Седло должно быть размещено закругленной стороной или стороной с фаской вниз и смазано (работает ATF нормально) перед запрессовкой или вбиванием с пилотным приводом (рекомендуется для предотвращения взвода).
Если сменное седло имеет острую кромку, оно должно быть скошено или закруглено, чтобы оно не соскребало металл с головки при установке на место. Если металл попадет под сиденье, он создаст зазор, образующий тепловой барьер. Это, в свою очередь, повлияет на способность седла охлаждать клапан, что может привести к преждевременному выходу клапана из строя.
Предварительный нагрев головки и/или охлаждение седла сухим льдом или двуокисью углерода (не используйте фреон, так как он повреждает озон!) облегчит установку и снизит опасность протяжки зенковки во время установки сиденья.
Если вы решите заколотить или закрепить сиденья после их установки в качестве дополнительной страховки, чтобы предотвратить их выпадение (в этом нет необходимости, если сиденья имеют правильный зазор и были правильно установлены), несколько специалистов по ремонту двигателей, с которыми мы беседовали, рекомендовали прокатки или наклепа, а не ставки. Их причина? Ставки создают точки стресса и потенциальные горячие точки.
Отделка седел клапанов после установки.
Последним этапом является обработка седел клапанов после их установки в головку. Это может включать резку седла под углом 45 градусов, работу клапана с 3 углами (30-45-60 градусов) или работу клапана с несколькими углами для повышения производительности. Седла клапанов должны быть обрезаны концентрично по отношению к центру направляющей клапана для надлежащего выравнивания и уплотнения. Отсутствие соосности в самом седле клапана также может препятствовать плотному прилеганию клапана к седлу, вызывая утечку компрессии и возможные пропуски зажигания. Прилегание клапана к седлу можно проверить, подав вакуум на впускные и выпускные отверстия.
Прилегание клапана к седлу можно проверить, подав вакуум на впускные и выпускные отверстия.
Дополнительные статьи по ремонту двигателя:
Ремонт направляющих клапановДиагностируйте слабые клапанные пружины
Чугунные трещины. Требования к восстановлению поверхности современных двигателей
Предотвращение повторных поломок прокладок головки блока цилиндров
Щелкните здесь, чтобы просмотреть дополнительные технические статьи Carley Automotive
Be sure to visit our other websites:
Carley Automotive Software
OBD2HELP
Random-Misfire
ScanToolCompanion
ScanToolHelp
TROUBLE-CODES
Valve Seats — Installing And Grinding Valve Seats
Седла клапанов – Установка и шлифовка седел клапанов – Изучите основы Рост рынка седел клапанов можно проследить с начала 1970-х годов. Именно тогда произошел переход на неэтилированный бензин.
Рост рынка седел клапанов можно проследить с начала 1970-х годов. Именно тогда произошел переход на неэтилированный бензин. Большинство используемых двигателей нуждались в замене седел клапанов; вставляется со стороны выхлопа.
Это необходимо для предотвращения рецессии седла клапана. Больше пострадали двигатели, работающие на неэтилированном газе. Многие люди думают, что свинец был смазкой и каким-то образом предотвращал износ. На самом деле свинец вызвал химическую реакцию с чугунной ГБЦ и клапаном из нержавеющей стали. Следовательно, образуются оксиды и галогениды, локально упрочняющие поверхности износа.
Локальное укрепление — это то, что действительно помогло. В результате предотвращается опускание сиденья. Автомобили, работающие на этилированном топливе, перешли на неэтилированный бензин. Первоначальное использование этилированного топлива привело к необходимой местной закалке; облегчение перехода на неэтилированный бензин.
В результате предотвращается опускание сиденья. Автомобили, работающие на этилированном топливе, перешли на неэтилированный бензин. Первоначальное использование этилированного топлива привело к необходимой местной закалке; облегчение перехода на неэтилированный бензин.
Однако, если эти же головки были затем восстановлены; механический цех обрабатывал защитные слои. В результате седел клапанов прогибается очень быстро; иногда всего за 3000 миль.Обработка седел клапанов
(OEM) использовали метод индукционной закалки для локального упрочнения участков седел клапанов. Глубина твердости составляла около 0,070”. К сожалению, она оказалась недостаточно глубокой для повторной обработки при восстановлении ГБЦ. В результате на эти ранние головки для неэтилированного топлива необходимо было установить выпускные седла.
Обработка новых седел клапанов Переход на алюминиевые головки цилиндров Головки цилиндров сегодня в основном изготавливаются из алюминия. За исключением дизелей и двигателей грузовых автомобилей. Эти головки имеют вставки, уже установленные на заводе; это способствовало росту рынка вставок сиденья на уровне (OEM).
За исключением дизелей и двигателей грузовых автомобилей. Эти головки имеют вставки, уже установленные на заводе; это способствовало росту рынка вставок сиденья на уровне (OEM).
Когда придет время восстановить эти алюминиевые головки блока цилиндров; они часто трескаются вокруг карманов клапанов. Перед заваркой трещин необходимо снять седла клапанов.
Новые материалы для седел клапановРост рынка седел (OEM) привел к широкому использованию порошковой металлургии. Разрешение (OEM) производить вставки в больших объемах. Эти седла клапанов зависят от двигателя; и может почти точно воспроизводить характеристики теплопередачи основного металла.
Седла клапана Разновидность Использование порошковых седел требует очень больших производственных циклов, чтобы оправдать затраты на инструмент. Но при использовании порошка получается деталь, размер которой очень близок к готовому. Требует очень мало механической обработки.
Отсутствие механической обработки привело к использованию некоторых очень твердых сплавов; чрезвычайно трудно переделать.
На самом деле, некоторые из этих новейших сплавов упрочняются после одного или двух оборотов режущего лезвия. В результате резец почти сразу затупляется. В головках большинства легковых автомобилей, работающих на бензине, эти сиденья являются излишними.
Улучшенные материалы для дизелей с более высокими рабочими температурами Эти улучшенные материалы часто изготавливаются на основе никеля или кобальта и имеют соответствующее увеличение стоимости. Состав этих сплавов на основе никеля примерно соответствует SAE610b; номера 11, 12 или 13 композиции. Эти сиденья способны выдержать; более высокие рабочие температуры и более высокий уровень коррозии, характерные для двигателей (сжиженного нефтяного газа). Бензин оставляет после себя зольность, которая действует как; смазка между поверхностью клапана и вкладышем седла.
(LPG) двигатели должны иметь правильную вставку, чтобы избежать поломки. Очень часто необходимо также менять материал клапана; чтобы обеспечить хороший срок службы в этих приложениях. Последней серией материалов являются сплавы на основе кобальта или стеллита. Большинство из них относятся к конкретному приложению.
Хорошим примером этого являются двигатели Cummins серии K. Впускной клапан в двигателе премиум-класса изготовлен из трибалоя и; должен работать со вставкой сиденья из трибалоя.Головка блока цилиндров дизельного двигателя
Эти сплавы имеют значения твердости от 50 до 55 HRC и сохраняют более высокую твердость при повышенных рабочих температурах. Tribaloy устойчив к истиранию. Tribaloy также стоит больше денег для производства. Он содержит около 30% хрома, также известного как стеллит. Эти седла, как правило, труднее всего поддаются механической обработке из всех сплавов, используемых на рынке запасных частей.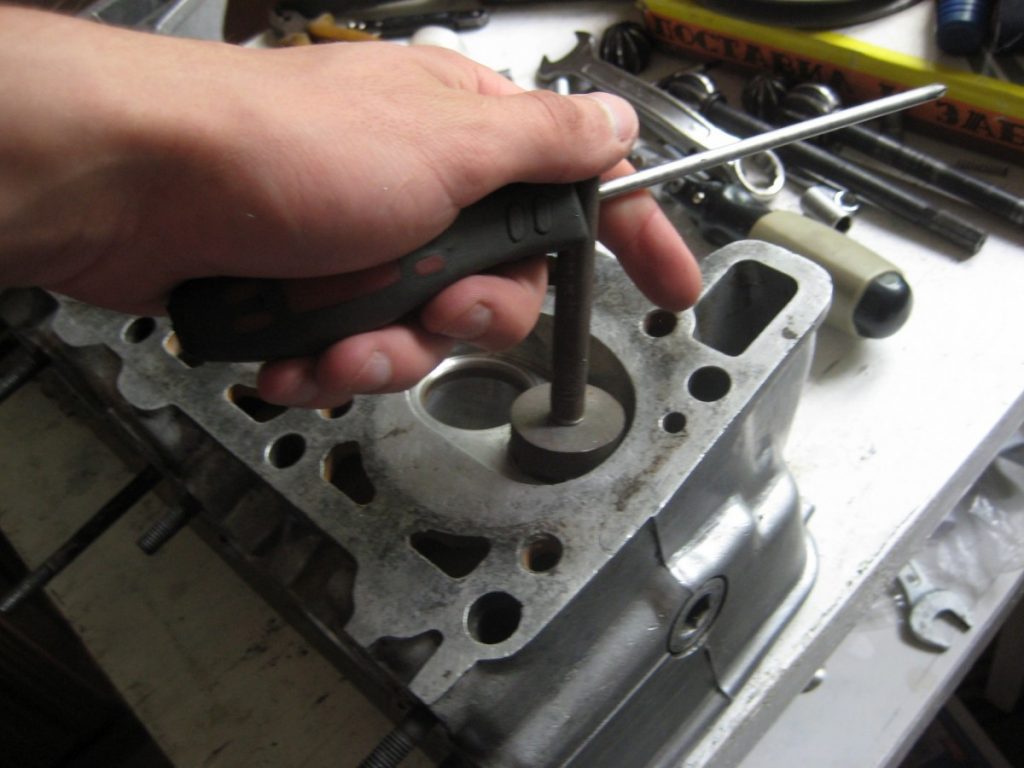
Порошковые (OEM) седла часто изготавливаются из соответствующего материала; скорость расширения исходного материала. По этой причине они часто имеют запрессовку около 0,003 дюйма; но может быть всего 0,002 дюйма. Однако сменные литые сиденья требуют различной прессовой посадки; чтобы они не выпадали во время жары.
Для большинства сидений послепродажного обслуживания требуется пресс около 0,005 дюйма при установке в железные головки. И около 0,007″ при установке в алюминиевые головки. Поставщики сидений обычно встраивают требуемую прессовую посадку в наружный диаметр. места. Наружный диаметр 1500 дюймов. седло будет иметь размер 1,505 дюйма для чугунных головок и 1,507 дюйма для алюминиевых головок.
Всегда используйте прессовую посадку, рекомендованную вашим поставщиком сидений, а не значение, указанное в руководствах (OEM).
Выбор седла только по размеру может создать проблему с получением правильной посадки с натягом.
Очистка головок цилиндров в перевернутом виде является предпочтительным процессом. Это поможет предотвратить возникновение подобных проблем. Большинство седел клапанов имеют чистоту поверхности 15 Ra. Поверхность зенковки должна быть одинаково гладкой и круглой с точностью до 0,001″ T.I.R. Это обеспечит хорошую площадь контакта и отличные свойства теплопередачи для работы клапана.
Методы резки седел клапанов Все больше и больше мастерских переходят на; оборудование для резки седла для замены старых шлифовальных систем. Для обеспечения хорошей стойкости инструмента с этими системами необходимо: постоянно контролируйте подачу и скорость. Всегда регулируйте скорость шпинделя от впускных до выпускных клапанов. Особенно там, где есть большие перепады диаметра. Скорость резания увеличивается с увеличением диаметра; со стороны выпуска на сторону впуска.
Вообще говоря, твердосплавные пластины без покрытия лучше всего подходят для посадочных пластин. Острая режущая кромка (без заточки) на твердом сплаве без покрытия; обеспечит более низкие силы резания в целом. Хотя карбид марки C2 может дать удовлетворительные результаты; мы предполагаем, что карбид C4 обеспечит наилучшую общую стойкость инструмента. Уточните у своего поставщика инструмента наличие обоих этих классов.
Твердые сплавы, используемые для стали (марки от C5 до C8), плохо работают с материалами для вставок седла клапана. Вы повысите производительность, используя керамику. Керамические фрезы также дадут отличные результаты при обработке материалов на основе железа.Существуют три основных требования, которые следует учитывать при выполнении работ с клапаном:
- Ширина седла.
- Угол сиденья.
- Биение сиденья.
Ширина седла важна, поскольку около 70% тепла передается от клапана; выходит из зоны контакта сиденья. Старое эмпирическое правило заключалось в том, чтобы попытаться сохранить ширину сиденья около 0,070 дюйма. У современных двигателей такие тонкие клапаны; невозможно найти такое широкое седло на клапане. Важно помнить, что проблемы с шириной седла клапана проявляются на клапане и редко прогорают на седле.
Старое эмпирическое правило заключалось в том, чтобы попытаться сохранить ширину сиденья около 0,070 дюйма. У современных двигателей такие тонкие клапаны; невозможно найти такое широкое седло на клапане. Важно помнить, что проблемы с шириной седла клапана проявляются на клапане и редко прогорают на седле.
Угол седла также очень важен. Углы сиденья ответственны за большинство ошибок. Это случается с 6,9/7,3-литровым двигателем Navistar чаще, чем с любым другим двигателем. Допущенная ошибка заключается в том, что седло выхлопной трубы было срезано под углом 30 градусов вместо 37,5 градуса. Потому что, уменьшив точку контакта, клапан сгорит. Кроме того, имейте в виду, что держатели инструментов изнашиваются. В результате, резак может опрокидываться во время работы. Требуемое биение обычно составляет от 0,001″ до 0,002″. Чем больше головка клапана, тем больше допустимое биение.
Биение седла клапана Чрезмерное биение в конечном итоге приведет к поломке головки клапана по радиусу под головкой. Это происходит из-за изгиба, который происходит каждый раз, когда клапан; открывается и закрывается напротив сиденья. Наиболее распространенными причинами чрезмерного биения являются свободная посадка пилота; состояние подшипников шпинделя станка.
Это происходит из-за изгиба, который происходит каждый раз, когда клапан; открывается и закрывается напротив сиденья. Наиболее распространенными причинами чрезмерного биения являются свободная посадка пилота; состояние подшипников шпинделя станка.
Седла клапанов должны быть вырезаны концентрично центру направляющей клапана. отсутствие концентричности в самом седле клапана; также может предотвратить плотное прилегание клапана к седлу. В результате, вызывая утечку компрессии и возможный пропуск зажигания. Наконец, подав вакуум на впускной и выпускной порты, можно убедиться в герметичности седла клапана.
Спасибо!
Садитесь – седло клапана | Инструменты и расходные материалы Goodson
Джим Тэпп , менеджер отдела технических услуг, пенсионер
Давайте поговорим о местах. Седла клапанов. Еще в марте этого года (2008 г.) мы коснулись седел клапанов, и теперь мы вернулись к большему. Как я уже сказал в этой статье, о седлах клапанов можно много говорить, поэтому я постараюсь не болтать слишком долго.
Как я уже сказал в этой статье, о седлах клапанов можно много говорить, поэтому я постараюсь не болтать слишком долго.
В качестве вступления позвольте мне сказать, что это будет сводная работа по седлу клапана «начального уровня».
Я предполагаю, что если вы читаете это, вы знаете, что такое седло клапана, и имеете хотя бы поверхностное представление о том, почему вы шлифуете или вырезаете седла, но просто чтобы мы все были на одной волне, вот определение Я работаю с:
Целью шлифовки или резки является получение седла клапана заданной одинаковой ширины в правильном положении на поверхности клапана с минимальным съемом припуска.
Пока мы говорим об определениях, отметим еще несколько:
Верхний угол: обычно 30°, это угол на стороне сгорания посадочного уголка
Угол седла: обычно 45°, это угол, под которым седло и торец клапана соединяются для создания газонепроницаемого уплотнения
Угол горловины: обычно 60°, это нижний угол, под которым воздушный поток проходит от угла седла к порту.

Несколько предостережений сразу. Прежде чем приступить к работе с седлами клапанов, направляющие клапанов должны быть в хорошем состоянии. Помните, что ваш пилот находится в центре направляющей, и если она отключена, сиденье тоже будет отключено. Вы также должны иметь сиденья в хорошем состоянии, прежде чем пытаться их шлифовать или резать. Если вставка сиденья треснула или ослаблена, сначала устраните эту проблему. Чтобы быстро освежить в памяти информацию об извлечении и замене вставок седла, ознакомьтесь с разделом «Используйте систему 3-D Fast Cut™ для удаления вставок седла клапана, не повреждая расточенное отверстие».
Теперь, предположив, что у вас есть цельная вставка седла клапана, давайте посмотрим, зачем вам нужно обтачивать или резать это седло. Конечно, основная причина в том, что у вас неравномерный износ седла и поверхность клапана не уплотнена должным образом. Без хорошего уплотнения у вас будет неравномерное охлаждение клапана и утечка компрессии, что, помимо прочего, приведет к снижению производительности.
Другая причина, по которой вы захотите изменить седло клапана, — это улучшение потока воздуха. Помните, каждый раз, когда поток воздуха меняется, вы теряете способность создавать энергию. Имея это в виду, вы хотите, чтобы переход между углами сиденья был максимально плавным. Вот почему вы увидите многоугольные фрезы для сидений и шлифовальные камни для сидений с разными углами.
В дополнение к воздушному потоку вам необходимо позаботиться о ширине сиденья. Вы хотите, чтобы седло было достаточно широким, чтобы охлаждать клапан, но достаточно узким, чтобы противостоять накоплению углерода. Да, более узкие сиденья лучше пропускают воздух, но есть и компромисс. Узкие сиденья менее долговечны, поэтому вы будете работать с ними чаще, что приводит к еще одной проблеме. Чем больше вы срежете под углом 45 ° , тем шире он станет и тем ниже будет сидеть ваш клапан, открывающий еще целую банку червей.
Я знаю, со всеми углами и ширинами, высотами клапанов и так далее, это звучит как урок геометрии. Что ж, мне не хотелось бы вам об этом говорить, но ЭТО ЕСТЬ. Существуют инструменты, которые убирают часть математики из уравнения, но вам все равно нужно уметь измерять углы, ширину фигур и многое другое. Хорошим ресурсом является Справочник по математике Racer’s Math Handbook Боба Эммонса.
Что ж, мне не хотелось бы вам об этом говорить, но ЭТО ЕСТЬ. Существуют инструменты, которые убирают часть математики из уравнения, но вам все равно нужно уметь измерять углы, ширину фигур и многое другое. Хорошим ресурсом является Справочник по математике Racer’s Math Handbook Боба Эммонса.
Хорошо, теперь, когда мы знаем, почему мы режем и шлифуем седла клапанов, пришло время решить, какой метод использовать. Механическая обработка седел клапанов начиналась как процесс шлифовки и превратилась в резку, но оба метода до сих пор широко используются и работают одинаково хорошо. Тем не менее, есть преимущества и недостатки для обоих. Поскольку шлифование было первым использованным методом, мы начнем с него.
Шлифовка — это метод механической обработки, доступный «для всех». Есть некоторые инвестиции в инструменты, но не огромные суммы. Когда у вас есть держатель для камней и драйвер, вы можете работать с различными сиденьями, просто изменяя размер и угол наклона ваших шлифовальных кругов. В настоящее время доступно несколько формул абразивов, которые помогут вам добиться желаемого результата. Еще одним преимуществом является то, что вы можете настроить камни сиденья с помощью туалетной подставки. Если вам нужен угол 39°, вы можете сделать его самостоятельно быстро и легко.
В настоящее время доступно несколько формул абразивов, которые помогут вам добиться желаемого результата. Еще одним преимуществом является то, что вы можете настроить камни сиденья с помощью туалетной подставки. Если вам нужен угол 39°, вы можете сделать его самостоятельно быстро и легко.
НО, шлифовка может занять много времени. Каждый угол отшлифован другим камнем, и всегда есть вероятность ошибки оператора. Если камень не выровнен точно по отношению к сиденью, вы получите непригодное для использования сиденье, и вам придется начинать все сначала. Абразивные материалы также изнашиваются и нуждаются в регулярной чистке и/или замене.
Следующим этапом эволюции обработки седел клапанов является ручная резка с использованием системы резки седел клапанов, такой как система Neway. Эти фрезы оснащены сменными резцами из карбида вольфрама, установленными в корпусах фрез под определенным углом. Использование нескольких фрез позволяет получить несколько углов на одном посадочном месте. Это отличные фрезы для сидений «начального уровня», потому что они обтачиваются вручную (не требуются дорогие машины или драйверы) и обеспечивают превосходную отделку. Недостатки заключаются в том, что, как и при шлифовке, вам нужно использовать несколько фрез для завершения седла клапана, и вы можете непреднамеренно приложить слишком большое давление в ту или иную сторону и получить неровные седла. А если вы обрабатываете большое количество посадочных мест, ручная резка станет утомительной. У вас также есть только определенные углы на выбор.
Это отличные фрезы для сидений «начального уровня», потому что они обтачиваются вручную (не требуются дорогие машины или драйверы) и обеспечивают превосходную отделку. Недостатки заключаются в том, что, как и при шлифовке, вам нужно использовать несколько фрез для завершения седла клапана, и вы можете непреднамеренно приложить слишком большое давление в ту или иную сторону и получить неровные седла. А если вы обрабатываете большое количество посадочных мест, ручная резка станет утомительной. У вас также есть только определенные углы на выбор.
Окончательный процесс обработки, о котором мы поговорим в этой статье, — резка посадочных мест с использованием режущих лезвий с несколькими углами. Это процесс обработки, который вы, вероятно, найдете в большинстве высокопроизводительных мастерских, потому что он позволяет вам резать несколько углов за один проход. Лезвия изготовлены из карбида вольфрама для отличной резки и длительного срока службы, и их можно настроить по индивидуальному заказу.