Что такое хонингование цилиндров двигателя? / Статьи / Технический центр «Гвардейский»
Хонингование цилиндров – это процесс обработки поверхности цилиндров, являющийся завершающим этапом расточки двигателя. С использованием специальных приспособлений на стенки цилиндров наносится сетка из мелких задиров, призванная удерживать масляную пленку и ускорить приработку поршневых колец.
С какой целью проводится хонингование цилиндров?
Очень часто в жизни автомобилистов наступает момент, когда капитальный ремонт двигателя неизбежен. Это становится следствием того, что цилиндры теряют первоначальную круглую форму и становятся эллипсными. Исправить такой дефект может только расточка до ремонтного размера поршней, финальной стадией которой является хонингование.
Однажды ученые обратили внимание, что неровная поверхность пары трения позволяет деталям намного быстрее прирабатываться и противостоять износу. Помимо этого, масло на шероховатых стенках удерживается гораздо лучше, что тоже положительно влияет на ресурс узла в целом. С тех пор обработка хонингованием цилиндров двигателей внутреннего сгорания стала неотъемлемой частью при производстве, а также при капитальном ремонте моторов.
С тех пор обработка хонингованием цилиндров двигателей внутреннего сгорания стала неотъемлемой частью при производстве, а также при капитальном ремонте моторов.
В наше время эта операция также помогает добиться более высокой точности обработки деталей.
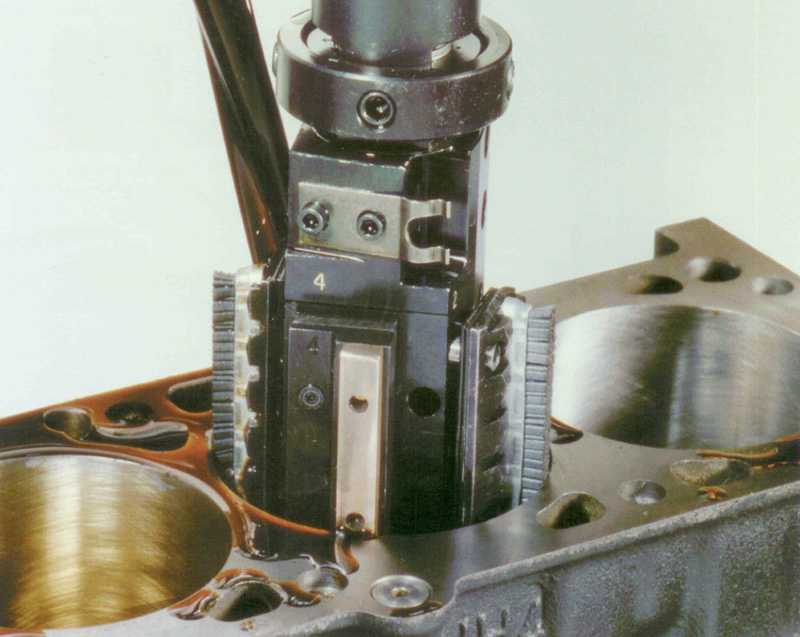
Во время расточки блока цилиндров токарь оставляет небольшой запас для последующей, более точной, обработки. Далее блок цилиндров перемещается на хонинговальный станок, где с помощью более крупного, чернового, абразива наносится первичный хон. После этого производится финишное хонингование мелким абразивом с высокой точностью обработки, в результате чего удается расточить цилиндры с погрешностью до 1–2 мкм, а также нанести сетку хона, которая будет противостоять износу двигателя на протяжении более долгого времени и позволит уменьшить продолжительность приработки поршневых колец. В случаях, когда блок двигателя изношен незначительно, возможно применение специальных хонинговальных щеток, которые используются даже в ручных дрелях для быстрого восстановления хона. Такие приспособления состоят из абразивных шариков, крепящихся на нейлоновых прутках, что позволяет создавать незначительное давление на стенки цилиндров и приспосабливаться к различным диаметрам цилиндров.
Такие приспособления состоят из абразивных шариков, крепящихся на нейлоновых прутках, что позволяет создавать незначительное давление на стенки цилиндров и приспосабливаться к различным диаметрам цилиндров.
После нанесения хона блок необходимо тщательно вымыть от мелких частиц металла, оставшихся в каналах сетки хона. После этого двигатель можно собирать и начинать обкатку.
В качестве послесловия, перефразируя известную всем поговорку «В здоровом теле – здоровый дух!», можно с уверенностью сказать: «В здоровом двигателе – здоровый хон!». Ведь именно состояние сетки хона влияет на ресурс большинства современных блоков цилиндров. Не зря у мотористов плохой приметой является увидеть на цилиндрах «зеркало».
Работы по хонингованию, расточке блока цилиндров, шлифовке коленвала есть возможность произвести на высокоточном оборудовании Моторного центра «Гвардейский».
назначение хона в двс | Страница 5
EgorRPD
Местный
#81
#81
Вот это страсти кипят!
Не знаю плакать или смеяться.
Такое впечатление, что никто не разбирал исправный, не жрущий масло мотор с пробегом 70-100 тыс. км.
Там нет хона! ТАМ ЗЕРКАЛО! в зоне работы поршневых колец.
Хонингование делается за тем, чтобы быстрее притерлись кольца к поверхности цилиндра и возросла компрессия.
После притирки и образования «зеркала» коэффициент трения кольцо-цилиндр значительно падает!
Хонингование как технологический процесс может быть как элементом расточки цилиндра до нужного размера, и как самостоятельная операция. Главное-соблюсти размеры, тепловой зазор и нанести шероховатости — так называемый «хон».
Вот и всё.
А ребятам «с юга», рекомендую получить высшее техническое образование….
sidor-018
Пользователь
#82
#82
хе хе, да ну, где нет хона? Хон есть и на моторах отходивших за 200, если инно аля ауди 80, там и на 400 с лишним есть хон. Я это вижу практически каждый день. Сейчас м54(БМВ) с пробегом 280, хон есть, местами естественно изрядно потертый, но есть, не смотря что тачка насилуется владельцем нещадно. Гранта с 2110 поршневой, пробег 420 тыс(такси 3 года) из-за прогара клапана скинули голову. Я естественно из-за проф интереса погнал смотреть и мерить цилиндры. Так вот хон есть, и давольно грубый на вид, на ощупь зеркало(как и должно быть) Износ 6 соток!!! Масло только ТОТАЛ 5W30, с покупки тазики только у меня(21 авто) обслуживаестся. Кстати от масла зависит не просто многое, всё зависит. Делали мотор на одной из грант, пробег 380 тыс. колено изношено на 1 сотку всего, цилиндры 5. С учетом того что тазики круглосуточно насилуются наездниками.
Я это вижу практически каждый день. Сейчас м54(БМВ) с пробегом 280, хон есть, местами естественно изрядно потертый, но есть, не смотря что тачка насилуется владельцем нещадно. Гранта с 2110 поршневой, пробег 420 тыс(такси 3 года) из-за прогара клапана скинули голову. Я естественно из-за проф интереса погнал смотреть и мерить цилиндры. Так вот хон есть, и давольно грубый на вид, на ощупь зеркало(как и должно быть) Износ 6 соток!!! Масло только ТОТАЛ 5W30, с покупки тазики только у меня(21 авто) обслуживаестся. Кстати от масла зависит не просто многое, всё зависит. Делали мотор на одной из грант, пробег 380 тыс. колено изношено на 1 сотку всего, цилиндры 5. С учетом того что тазики круглосуточно насилуются наездниками.
sidor-018
Пользователь
#83
#83
Вот добиться именно заводского хона практически не реально, хотя есть у меня и технология и на 213 и на 083, и приора блоки. Там разные бруски. Как только не пробовали, нифига не работает. Так для справки 083 блок мягкий как гавно, в плане обработки, а вот 119 блок жесткий как дизеля, типа паджеро(4d56), а значит износостойкость на порядок лучше. И хон ложится приятнее.
Там разные бруски. Как только не пробовали, нифига не работает. Так для справки 083 блок мягкий как гавно, в плане обработки, а вот 119 блок жесткий как дизеля, типа паджеро(4d56), а значит износостойкость на порядок лучше. И хон ложится приятнее.
sidor-018
Пользователь
#84
#84
Я не спец ни разу, все методом проб и ошибок, на своих моторах и друзей. Мой мотор был обработан все 4 цилиндра абсолютно разными брусками, включая камни и разную зернистость. После пробега примерно 40 тыщ, был рабобран. Где обработка была камнями, там писец полный, кольца стерлись нахрен, износ цилиндра 16 соток, ногтем под первое кольцо не просто цепляешся, его себе сломать можно. А вот где алмазами 160/125+ полимеры износ 2 сотки. Поршень 2 сотки, а на том 10. Короче мотор стучать начал тем прошнем на холодную по хлеще древнего трактора.
Где обработка была камнями, там писец полный, кольца стерлись нахрен, износ цилиндра 16 соток, ногтем под первое кольцо не просто цепляешся, его себе сломать можно. А вот где алмазами 160/125+ полимеры износ 2 сотки. Поршень 2 сотки, а на том 10. Короче мотор стучать начал тем прошнем на холодную по хлеще древнего трактора.
Gorn
Местный
#85
#85
EgorRPD написал(а):
70-100 тыс. км.
Там нет хона! ТАМ ЗЕРКАЛО! в зоне работы поршневых колец.
Нажмите для раскрытия…
Ага ,ага нету там хона мой сток 21126 200 тыс км пробегал, при разборе 3 цилиндра в идеале ,4 на пару соток убёг .
induke
Модератор
#86
#86
EgorRPD написал(а):
мотор с пробегом 70-100 тыс. км. Там нет хона! ТАМ ЗЕРКАЛО! в зоне работы поршневых колец.
Нажмите для раскрытия…
бгы)) попробуй лить другое масло))
nikitka
Местный
#87
#87
Видать этот мужчина на ютубе на них так влияет. Как его там, сделай сам, плюс интересно 😀
Как его там, сделай сам, плюс интересно 😀
EgorRPD
Местный
#88
#88
Ну надеюсь, с теорией процесса и предназначения хонинговки никто спорить не будет?
Чем ближе к «зеркалу» — тем лучше.
Просто в жизни не все так идеально, и слово «зеркало» каждый понимает в меру своей фантазии.
А то пишут «хон есть, и давольно грубый на вид, на ощупь зеркало(как и должно быть)» ))) так хон или зеркало?
Если глубина хонинговки 5-6 соток, то износится он до невидимости только при критическом износе, считай почти никогда.
Это же понятно.
Кольца все равно как-то притираются, но глубокие риски остаются видны.
Вот только зачем его делать таким глубоким?
Мотор из-за этого не добирает чуть-чуть компрессии, но это не мешает ему нормально и долго работать.
Да и масло сейчас не то, что раньше — хорошо препятствует износу.
Надеюсь тема раскрыта.
З.Ы. Повторно прошу «животное» — не умничай, не рубишь в теме — читай что дяди пишут.
sidor-018
Пользователь
#89
#89
мечтаю профилемер приобрести для детального анализа поверхности цилиндра. Тогда б можно было на научном языке разговаривать. Просто на вид хон есть, и довольно грубый, пока не тронешь пальцами кажется что царапаный весь. Могу пойти сфоткать прям сейчас блок, сейчас пока в мастерской. Если интересно конечно
Тогда б можно было на научном языке разговаривать. Просто на вид хон есть, и довольно грубый, пока не тронешь пальцами кажется что царапаный весь. Могу пойти сфоткать прям сейчас блок, сейчас пока в мастерской. Если интересно конечно
EgorRPD
Местный
#90
#90
Не стоит на этом так зацикливаться. 0.1 компрессии ничего не решает.
sidor-018
Пользователь
#91
#91
Не, хочется добиться такова качества чтоб точенный блок ходил не меньше заводского, ведь реально заводские ходят на порядок дольше, при одних и тех же условиях эксплуатации
WhatsApp Image 2017-02-18 at 22.
 47.54.jpeg
47.54.jpeg91.5 KB Просмотры: 28
WhatsApp Image 2017-02-18 at 22.47.56.jpeg
81.1 KB Просмотры: 18
WhatsApp Image 2017-02-18 at 22.47.57.jpeg
79.7 KB Просмотры: 20
sidor-018
Пользователь
#92
#92
Блок не забирается уже давно, чуть припылился, извиняюсь.
П.с поверхность бц почти на всех блоках кривущяя, инно моторы не исключения, поэтому почти все клиенты просят шлифовку(не фрезеровку)
Nikitos_62RUS
Абориген
#93
#93
sidor-018, рубашка бетоном смотрю залита, блок для адского корча?))) Шутка конечно.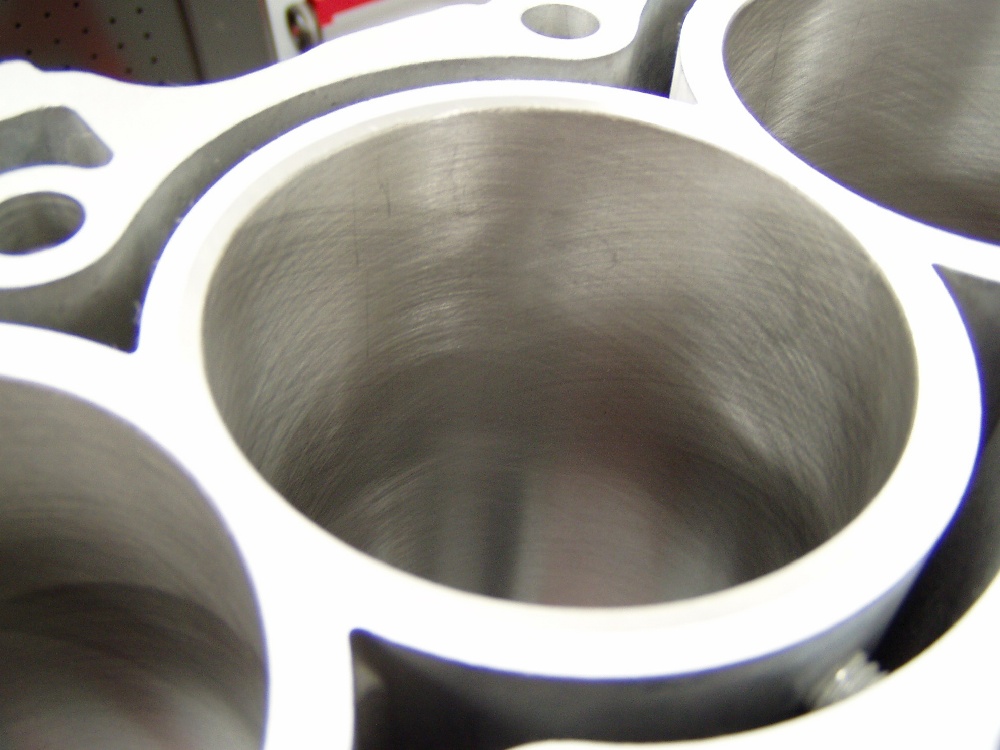 ..
..
sidor-018
Пользователь
#94
#94
хе хе, не чем то отмыт хитрым, либо на воде ездили, мне это не интересно если чесно. Притаранили сказали сами какой тепловой, я делаю. На неделе точили два блока под турбо, тепловой люди попросили 6 соток. Нахрена так много, все равно обкатывать надо, видимо с пуском сразу вдувать собираются:-D
mivaol
Абориген
#95
#95
Кстати на счет того что глаз видит, как то на станочке типа тв4 точил втулки, так вот снимая значительную ступеньку которую легко видно глазом а на ощупь ступенька, по замерам выходит 3 сотки на диаметр.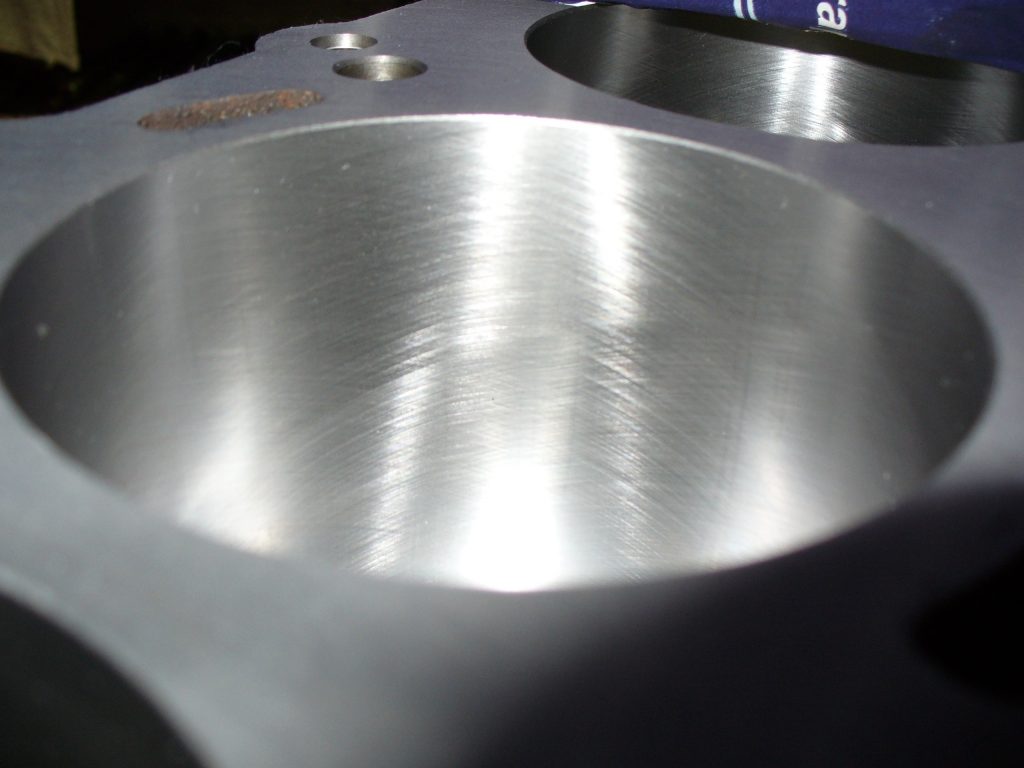 Правда это когда привыкаеш мелкие детали делать.
Правда это когда привыкаеш мелкие детали делать.
И еще странный факт, когда втулки по микрометру были норм они в деталь отказывались свободно заходить, было очень туго, так вот взял мелкий надфиль и места которые притирало содрал. Ко мне притензии поверхность пипец, да они-ж кривые косые, я говорю все точно только доработал чуток! Руководитель хватает микрометр, а он и сотки не показывает разбега по всей длине и в разных частях диаметра, хотя на вид токарная обработка и поправленные надфилем небо и земля.
Это я о том что на глаз шероховато и зеркально не обязательно таковыми являются.
dinar
Абориген
#96
#96
mivaol написал(а):
Чуть выше кто то упоминал про плато-хонингование.
Кажется нереальным что масло еще осталось в хоне когда поршень движется вверх на такте выпуска после рабочего хода, не уж то его не окислили горящие газы.
Нажмите для раскрытия…
почитай про движение газов и жидкостей ))) или про то что такое «маслянный клин » и почему трение между металлом в нём нет а трутся слои масла (подвижный и поверхностный ))
да и если бы масло так как ты предполагаешь окислялось то на новых моторах (где хон ещё не стёрт … )( оно улетало бы литрами
maximalist
Старожил
#97
#97
sidor-018 написал(а):
хе хе, не чем то отмыт хитрым, либо на воде ездили, мне это не интересно если чесно. Притаранили сказали сами какой тепловой, я делаю. На неделе точили два блока под турбо, тепловой люди попросили 6 соток. Нахрена так много, все равно обкатывать надо, видимо с пуском сразу вдувать собираются:-D
Притаранили сказали сами какой тепловой, я делаю. На неделе точили два блока под турбо, тепловой люди попросили 6 соток. Нахрена так много, все равно обкатывать надо, видимо с пуском сразу вдувать собираются:-D
Нажмите для раскрытия…
На хорошем бусте и 6 соток бывало прихватывало, не смотря на произведенную термоусадку и обкатку. Нивопоршни и харьковские просят много…
mivaol
Абориген
#98
#98
dinar написал(а):
почитай про движение газов и жидкостей ))) или про то что такое «маслянный клин » и почему трение между металлом в нём нет а трутся слои масла (подвижный и поверхностный ))
да и если бы масло так как ты предполагаешь окислялось то на новых моторах (где хон ещё не стёрт . .. )( оно улетало бы литрами
.. )( оно улетало бы литрами
Нажмите для раскрытия…
Я правильно тебя понял на счет хона? По твоим словам масло которое «спряталось» в хоне в моменты когда в камере сгорания 1500-2500 градусов по цельсию остается таким же по свойствам как и до того как попало в хон. Походу таке реально возможно.// Дальше отсебятина, если даже масло и частично окислится во впадинах хона то это приведет к образованию графита в том числе, и прочих графитоподобных, вот они возможно могут претендовать на роль смазочного материала. конец отсебятины//
Если взглянуть на распределение температур в цилиндре, то даже в пятне контакта цилиндр кольцо, температура чуть ниже вмт может достигать 210грС(обычно ниже температуры вспышки средних масле) что в принципе означает что поверхность достаточно холодная для того что бы масло в хоне не изменило своих свойств так координально чтобы перестать быть маслом. похоже материал цилиндра очень быстро забирает тепло с поверхности не давая хону перегрется что бы масло в нем окислилось, даже в процессах сгорания.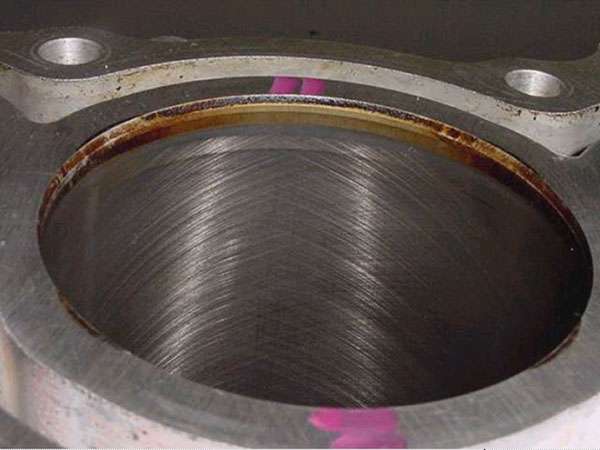
Про почитать ли мне про движение газов и жидкостей, не зря я упоминал про сервогидравлику, там масло не на вязкостном трении а на поляризации работает(так силы трения значительно снижаются) для этого там поверхности ровные зеркальные и зазоры в парах трения порядка 3-5 микрон. И в отличие от пропорционала уже не вводят стрикции для более высокой чувстительности к около нулевым отклонениям сигнала.
Ascari
Абориген
#99
#99
Van написал(а):
F. LIZ, Слава (мы знакомы еси-чо, покупали друг-у- друга ништячки), ну я реально считаю людей употребляющих слова не зная их смысл -дибилами. Кста ,а что значит чувак? А ещё люминь пишу не правильно.
LIZ, Слава (мы знакомы еси-чо, покупали друг-у- друга ништячки), ну я реально считаю людей употребляющих слова не зная их смысл -дибилами. Кста ,а что значит чувак? А ещё люминь пишу не правильно.
А ты предлагаешь чужие труды выдавать за свои, как министры?
Если человек в половозрелом возрасте не понимает словосочетание «механические потери» утверждает, что трение в цпг зависит от скорости , а другой пылесосом (а пылесос для наддува присоединить, не? гы гы гы) продувает головы (даже не сам наверно) при этом сравнивая такие же опыты на других стендах при другом давлении (формулу приведения видел, долго ржал) , при этом не понимают что моторы не «крутятся » не от того что колено большое «тяжелое», а что тупо воздуха не хватает. При этом никаких аргументов не приводят….а меня банят за фразу
c какого перепоя!? там мех потерь наверно меньше чем у стока, длинный шатун, 2 кольца
Нажмите для раскрытия…
тем самым не давая ответить аргументировано хамам. ..почитай тему «объемник», может мнение поменяешь
..почитай тему «объемник», может мнение поменяешь
induke,
В личке мы уже всё обсудили, и бан ты дал не за оскорбления, а за то что пара маменькиных сынков, за неимением других аргументов, нажаловалось тебе, что я их оскорбил идиомой «с какого перепоя». Но тут ты прав, деградирую ..с кем поведёшься. Пожалуй стоит написать что-то своё ,типа «Теория ДВС для тех кто не учился в школе»..с картинками, примерчиками …и ссылочку давать сначала…надеюсь поменьше будет журналажи типа «масса маховика», «квадрат», «полка момента», » длинноходный имеет больший момент на низах, а короткоходный лучше «крутиться»….[/QUOTE]
дружок, ты про пылесосы там в чью сторону пернул то? тебя не устраивают продувки Пузырева или Рапопорта? тогда давай конкретно по пунктам — что не нравится.
а то что ты налошил с мехопотерями в кольцах и потом берешься спорить о вкусе утриц — то вообще отдельная история.
80% на кольцах, ага. и 20% на пальцах наверно
Ascari
Абориген
#100
#100
осталось распределить оставшиеся 46% из 146
Как заточить цилиндр
Райан Бауэр
simazoran/iStock/Getty Images
Независимо от того, насколько точно вы обрабатываете двигатель, вы никогда не сможете добиться идеальной точности, зазора и давления.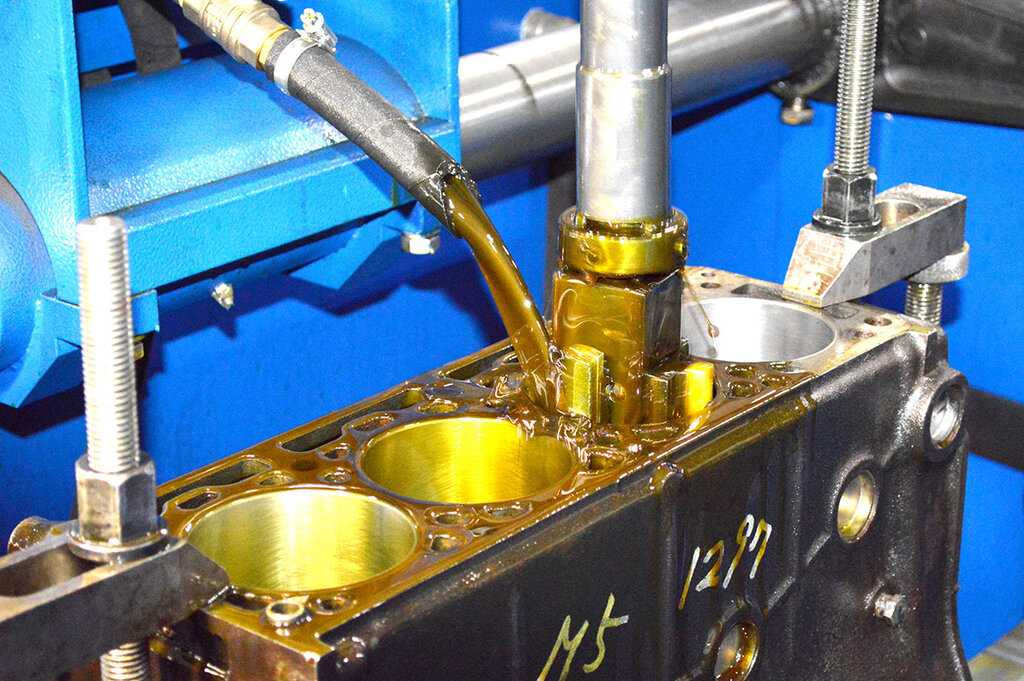 Изготовление и обработка двигателя требует определенного понимания того, что двигатель эффективно закончит обработку во время периода обкатки. Стенки цилиндров являются ярким примером этого. Вопреки здравому смыслу, вам не нужна идеально гладкая поверхность отверстий цилиндров при установке новых поршней или колец. Вам нужна «штриховка» крошечных царапин, которые «смягчают» поверхность цилиндра. Через несколько минут работы поршневые кольца стираются излишками, полируя стенки до идеального уплотнения.
Изготовление и обработка двигателя требует определенного понимания того, что двигатель эффективно закончит обработку во время периода обкатки. Стенки цилиндров являются ярким примером этого. Вопреки здравому смыслу, вам не нужна идеально гладкая поверхность отверстий цилиндров при установке новых поршней или колец. Вам нужна «штриховка» крошечных царапин, которые «смягчают» поверхность цилиндра. Через несколько минут работы поршневые кольца стираются излишками, полируя стенки до идеального уплотнения.
Шаг 1
Выберите хонинговальный инструмент подходящего размера. Имейте в виду, делая свой выбор, что они намеренно построены немного большего размера. Например, если цилиндр, который вы хотите заточить, имеет ширину 2 дюйма, нет необходимости покупать хонинговальный инструмент шириной более 2 дюймов. Хонинг будет расширяться, поэтому он приложит достаточное давление для поперечной штриховки стенок цилиндра. Количество удаляемого материала определяется не шириной инструмента, а тем, как долго он используется внутри цилиндра.
Шаг 2
Желаемая скорость вращения составляет от 1200 до 1600 об/мин, поэтому убедитесь, что скорость находится в пределах нормального рабочего диапазона вашей дрели при полной мощности. Если на вашей дрели есть переключатель скорости, установите его примерно на 1400 об/мин. Подойдет любое вращающееся устройство, работающее в требуемом диапазоне оборотов, но обычно наиболее удобным устройством для этой задачи является дрель. Если вы используете аккумуляторную дрель, перед началом работы убедитесь, что аккумулятор полностью заряжен. Уменьшенный заряд может снизить скорость вращения и изменить результаты. Если вам нужно перезарядить, делайте это между цилиндрами.
Шаг 3
Поместите сливной поддон под блок цилиндров для сбора смазочного масла. Для этой задачи подойдет любая смазка на масляной основе, но лучше всего подойдет легкое машинное масло или проникающее масло. Сначала окуните хон в масло и вставьте его в цилиндр. Медленно вращайте хонинговальный инструмент с помощью сверла и лейте непрерывную струю масла на точильный инструмент в том месте, где он соприкасается. Слишком много лучше, чем недостаточно; не удивляйтесь, если вы используете галлон или больше на цилиндр. Вы можете повторно использовать масло три или четыре раза; больше, если вы положите хлопчатобумажную ткань на дренажный поддон, чтобы отфильтровать металлические опилки.
Слишком много лучше, чем недостаточно; не удивляйтесь, если вы используете галлон или больше на цилиндр. Вы можете повторно использовать масло три или четыре раза; больше, если вы положите хлопчатобумажную ткань на дренажный поддон, чтобы отфильтровать металлические опилки.
Шаг 4
Удерживайте спусковой крючок дрели на максимальной рабочей скорости и несколько раз быстро вставьте и извлеките ее из цилиндра. Этот процесс удаляет металл быстро, поэтому не делайте больше пяти проталкиваний без остановок для проверки стенок цилиндра. Желаемый готовый продукт будет довольно блестящим, с крошечными штрихами, которые вы можете увидеть под углом, используя фонарик. Удалите как можно меньше материала. Когда перекрестная штриховка станет очень тонкой, но отдельные линии все еще легко различимы, переверните сверло и повторяйте до тех пор, пока поверхность не заполнится штриховкой. Опять же, удалите как можно меньше материала и не переусердствуйте.
Шаг 5
Когда вы закончите, переместите сливной поддон и протрите цилиндр слегка мыльной и влажной тряпкой, чтобы проверить работу и удалить металлическую стружку. Переходите к следующему цилиндру; опять же, вы можете повторно использовать масло несколько раз, если отфильтруете его, но переключитесь на новое масло, если оно начнет приобретать заметно непрозрачный или сероватый оттенок. Когда вы закончите со всеми цилиндрами, тщательно промойте блок двигателя водой с мылом и высушите его до скрипа. Нанесите слой нового машинного масла на стенки цилиндров для предотвращения коррозии. Не используйте густое масло, потому что это затруднит процесс обкатки в первые критические моменты.
Переходите к следующему цилиндру; опять же, вы можете повторно использовать масло несколько раз, если отфильтруете его, но переключитесь на новое масло, если оно начнет приобретать заметно непрозрачный или сероватый оттенок. Когда вы закончите со всеми цилиндрами, тщательно промойте блок двигателя водой с мылом и высушите его до скрипа. Нанесите слой нового машинного масла на стенки цилиндров для предотвращения коррозии. Не используйте густое масло, потому что это затруднит процесс обкатки в первые критические моменты.
Вещи, которые вам понадобятся
- Расточной инструмент
- Сверло
- Смазка на масляной основе
- Безворсовая ткань
Writer Bio
Райан Бауэр, внештатный писатель из Озара. Он написал множество статей и книг, в том числе «Как улучшить свой кредитный рейтинг на 100 баллов за 100 дней». Бауэр — опытный автомеханик и специалист по компьютерам.
Другие статьи
ИНСТРУМЕНТ FLEX-HONE Гибкий цилиндрический хонинговальный инструмент: диаметр отверстия 4 дюйма, карбид кремния, зернистость 180, хонинговальный инструмент 6 дюймов Lg — 2ZZG4|GBD40018
ИНСТРУМЕНТ FLEX-HONE
- Вещь # 2ZZG4
- производитель Модель # ГБД40018
- UNSPSC # 23171605
- № страницы каталога Н/Д
Страна происхождения
США. Страна происхождения может быть изменена.
Страна происхождения может быть изменена.
Гибкий цилиндрический хонинговальный инструмент FLEX-HONE® представляет собой упругую, гибкую хонинговальную щетку с абразивами из карбида кремния для использования на мягкой стали, нержавеющей стали и чугуне. Щетка обеспечивает мягкое резание и удаляет заусенцы из просверленных отверстий. Независимая подвеска обеспечивает самоцентрирование, самовыравнивание по отверстию и самокомпенсацию износа. Хонинговальная щетка совместима с автоматизированным оборудованием и оборудованием с ЧПУ для автоматизации процесса удаления заусенцев. Используется для отделочных работ на цилиндре любого типа и размера. Серия GBD для блочных цилиндров или гильз в тяжелых условиях эксплуатации.
Коснитесь изображения, чтобы увеличить его.
Наведите курсор на изображение, чтобы увеличить его.
ИНСТРУМЕНТ FLEX-HONE
- Вещь # 2ZZG4
- производитель Модель # ГБД40018
- UNSPSC # 23171605
- № страницы каталога Н/Д
Страна происхождения
США.