Принципиальная схема и особенности полуавтоматической сварки . Сварочные работы. Практическое пособие
Современные производители выпускают много разного оборудования для сварки. Но, независимо от производителя и марок, принцип работы у всех полуавтоматов один: они дают сварочный ток, подают проволоку и регулируют поток газа.
Сварочные полуавтоматы бывают компактными или универсальными. У компактного устройства источник питания, управление и устройство подачи проволоки размещены в одном корпусе (рис. 37). Радиус действия равен длине пакета шлангов горелки и составляет 3–5 м в зависимости от диаметра используемого проволочного электрода. У универсального полуавтомата устройство подачи проволоки размещается отдельно в кожухе и связано с источником тока и устройством управления с помощью промежуточного кабеля. Его можно установить рядом с изделием, благодаря чему радиус действия увеличится на 10–20 м по сравнению с компактным устройством. Подающий проволоку механизм может быть тянущим, толкающим или универсальным, т. е. выполнять сразу две функции.
е. выполнять сразу две функции.
Рис. 37. Схема подключения сварочного полуавтомата:
1 – баллон с защитным газом; 2 – регулятор давления и расхода газа; 3 – рукав газовый; 4 – сварочный полуавтомат; 5 – сварочная проволока; 6 – пакет шлангов; 7 – горелка; 8 – провод массы с зажимом; 9 – изделие
Источник питания понижает высокое напряжение сети и обеспечивает подачу требуемого тока высокой силы даже в случае короткого замыкания. Так как при сварке MIG/MAG используется только постоянный ток, в качестве источников тока применяются только выпрямители и инверторы (принцип их действия был описан выше в главе «Источники сварочного тока»).
Для того чтобы соответствовать особым требованиям различных производственных задач, источники питания должны быть регулируемыми. У простых устройств для сварки MIG/MAG регулирование производится с помощью расположенного с первичной стороны трансформатора ответвления обмотки и переключателя ступеней обмоток трансформатора.
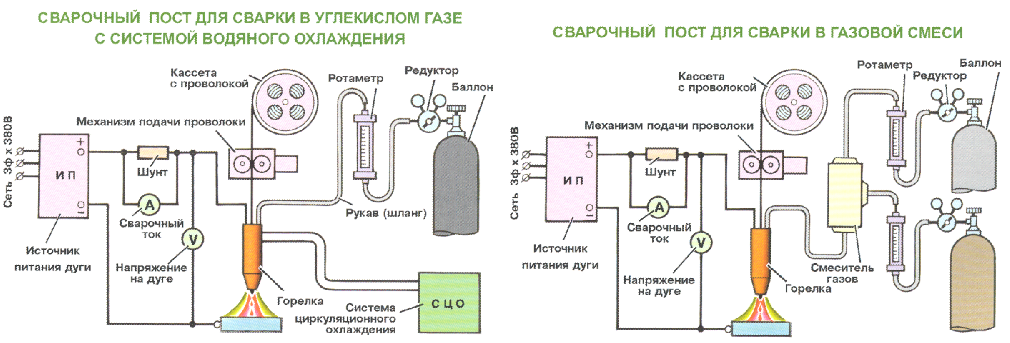
Качество сварки MIG/MAG в значительной мере зависит от правильности выбора режимов работы сварочного аппарата (напряжение дуги, ток – скорость подачи проволоки, скорость сварки), а также от правильности выбора и расхода защитного газа (скорость подачи газа через сопло). Для регулировки расхода защитного газа целесообразно использовать редукторы с расходомерами поплавкового вида.
В устройстве подачи проволоки проволочный электрод с помощью подающих роликов подается к месту сварки в соответствии со скоростью его расплавления. При этом электрод вытягивается с катушки и проводится по пакету шлангов, на конце которого расположена горелка. Для этого перед подающими роликами расположен направляющий мундштук, приводящий проволоку в нужное положение, а позади роликов, в начале пакета шлангов, – приемный мундштук для проволоки.
Подающие ролики приводятся в движение электродвигателем постоянного тока с плавно регулируемой установкой скорости вращения. В современных устройствах для регулируемой сварки скорость подачи проволоки измеряется тахометром и регулируется вне зависимости от нагрузки. При сварке MIG/MAG скорость подачи проволоки, как правило, составляет от 2 до 20 м/мин, а в высокопроизводительных аппаратах и больше.
В пакет шлангов входят все необходимые виды проводки, т. е. электропроводка, шланг для подачи защитного газа, шланг подачи проволоки, управляющая линия, а у устройств, рассчитанных на высокие значения силы тока, – также подача и отвод охлаждающей жидкости. У аппаратов с водяным охлаждением электропроводка находится в линии рециркуляции воды. Поэтому сечение проводки может быть меньше, чем в аппаратах без охлаждения, а пакет шлангов становится более гибким.
Шланг подачи проволоки при сварке нелегированных и низколегированных сталей представляет собой стальную спираль. При использовании проволочных электродов из хромоникелевой стали или из алюминия и других металлов для подачи используется шланг из износостойкого синтетического материала (например, тефлона) с лучшим коэффициентом трения, чем у стали.
Благодаря линии управления управляющие сигналы передаются от горелки к системе управления. Для этого на держателе горелки находится переключатель, с помощью которого можно управлять необходимыми при сварке функциями. Например, включать низкую скорость подачи проволочного электрода при зажигании и настройку времени затухания дуги при завершении сварки. Благодаря настраиваемой низкой скорости подачи проволочного электрода при зажигании процесс зажигания становится надежнее, так как еще слабо горящая дуга на холодном изделии не тушится быстро подаваемой проволокой.
Настраиваемое время затухания, т. е. отключение подачи проволоки чуть раньше, чем сварочного тока, предотвращает пригорание электрода в кратере в конце шва. Другая программа предотвращает образование слишком большой капли на конце проволоки при окончании сварки, которая могла бы помешать при новом зажигании. Есть возможность плавного пуска тока в начале и соответствующего понижения тока при окончании сварки.
е. отключение подачи проволоки чуть раньше, чем сварочного тока, предотвращает пригорание электрода в кратере в конце шва. Другая программа предотвращает образование слишком большой капли на конце проволоки при окончании сварки, которая могла бы помешать при новом зажигании. Есть возможность плавного пуска тока в начале и соответствующего понижения тока при окончании сварки.
На конце пакета шлангов находится сварочная горелка. Горелки выпускаются нескольких типов. Чаще всего применяют S-образные горелки (рис. 38). Они обладают небольшим весом, благодаря чему обеспечивается очень хороший доступ дуги к месту сварки. Вместо такой горелки можно приобрести горелку для скоростной сварки или сварочный пистолет (двухтактную горелку). Для цифровой сварочной установки производятся специальные горелки с жидкокристаллическим дисплеем и дистанционным регулятором, при работе с которыми можно считывать параметры сварочного процесса с дисплея и регулировать их с горелки. Бывают и горелки, непосредственно на которых расположена мини-катушка для очень мягкой и тонкой проволоки.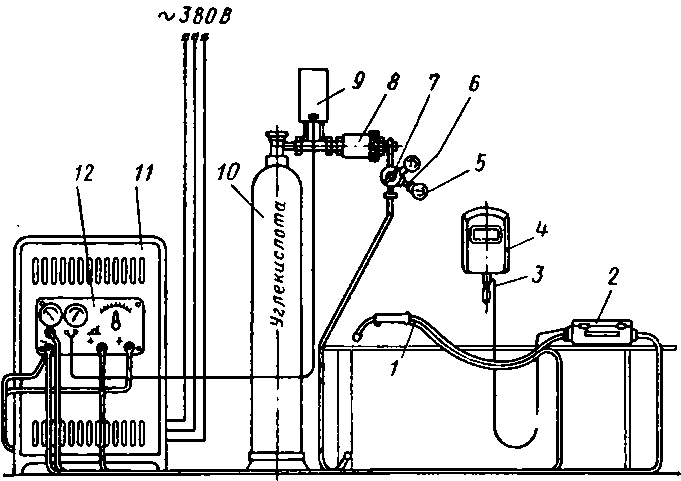
Рис. 38. Горелка для сварки MIG/MAG:
а – общий вид S-образной горелки; б – сечение пакета шлангов; в – сечение головки; 1 – пакет шлангов; 2 – рукоятка; 3 – кнопка «Пуск»; 4 – гусак; 5 – сопло; 6 – сварочная проволока; 7 – спираль; 8 – силовой кабель; 9
– кабель управления; 10 – газовый шланг; 11 – изолятор; 12 – внешний диффузор; 13 – внутренний диффузор; 14 – защитный газ; 15 – наконечникцены, оптом в ПТК 005.200.207
ПРОФИ MIG 500 – это обновленная линейка аппаратов ПРОФИ, которая работает от питающей сети 380В в диапазоне ±15% без снижения характеристик. Аппараты позволяют производить сварку постоянным током, используя инверторную технологию преобразования и управления сварочным током на базе мощных IGBT транзисторов.
Применение принципа широтно–импульсной модуляции (PWM) обеспечивает удобное и точное управление силой сварочного тока, стабильность и устойчивость дуги. В обновленной линейке аппаратов ПРОФИ увеличено КПД до 85%.
Аппараты используют для полуавтоматической сварки в углекислом газе, аргоне или смеси газов. Инверторы могут применяться для сварки углеродистых, низколегированных и нержавеющих сталей и сплавов. Аппараты оснащены уникальной системой контроля сварочных динамических характеристик, которая обеспечивает стабильность горения дуги, низкий уровень разбрызгивания металла, прекрасную форму шва и высокую эффективность сварки.
Особенности:
- Наличие системы контроля сварочных динамических характеристик.
- Функция индуктивности, где при высокой индуктивности аппарат сваривает более мягко, дуга более широкая и эластичная. При низкой индуктивности дуга более сконцентрированная и жесткая.
- Аппараты могут сваривать металлы на прямой полярности и обратной.
 Смена полярности позволяет сваривать металлы порошковой проволокой.
Смена полярности позволяет сваривать металлы порошковой проволокой. - Возможность выбора 2-тактного и 4-тактного режимов сварки. Функция применима при сварке коротких или длинных швов.
- Наличие кнопки проверки подачи газа на передней панели аппарата.
- Встроенная розетка для подогревателя газа на 36 Вольт.
- Металлический механизм подачи проволоки. Можно установить катушку с проволокой весом до 18 кг (D300).
- Гарантия 1 год.
Комплектация:
- Инверторный аппарат полуавтоматической сварки – 1 шт.
- Выносной подающий механизм – 1 шт.
- Кабель-пакет – 1 шт.
- Клемма заземления – 1 шт.
- ЗИП и комплектующие – 1 набор.
- Руководство по эксплуатации – 1 шт.
Важно! Полуавтоматическая горелка не входит в комплектацию к аппарату. Приобретается отдельно. Рекомендуем приобрести горелку MIG MP 500.
Технические характеристики
| Напряжение питающей сети, В: | 380±15% |
| Частота питающей сети, Гц: | 50 |
| Диапазон регулировки сварочного тока, А: | 50–500 |
| Потребляемый ток, А: | 37,5 |
| Диапазон регулировки напряжения, B: | 16,5–39 |
| Напряжение холостого хода, В: | 65 |
| Максимальная потребляемая мощность, кВт: | 24,4 |
| Коэффициент мощности: | 0,93 |
| ПВ, %: | 60 |
| КПД, %: | 85 |
| Тип подающего механизма: | Выносной |
| Скорость подачи проволоки, м/мин: | 2,5–24 |
| Диаметр сварочной проволоки, мм: | 1,0–1,6 |
| Класс изоляции: | F |
| Класс защиты: | IP21 |
| Вес нетто, кг: | 44,8 |
| Габариты аппарата, мм: | 620х335х655 |
| Вес брутто, кг: | 50,2 |
| Размеры индивидуальной упаковки, мм: | 705х410х720 |
| Вес нетто подающего механизма, кг: | 18,64 |
| Габариты подающего механизма, мм: | 620х255х410 |
| Вес брутто подающего механизма, кг: | 19,98 |
| Размеры индивидуальной упаковки подающего механизма, мм: | 650х280х430 |
| Наличие функции индуктивности: | Да |
| Наличие розетки для подогревателя газа: | Да |
| Наличие режима работы 2T/4T: | Да |
Документы
систем Bug-O | Механизированные решения для сварки и резки
Получить бесплатное предложение по телефону
Позвоните нам: (412) 331-1776
Ищете механизированные решения для вашего процесса сварки и резки?
Увеличение производства
Сегодня плотник использует электроинструмент вместо сверла и скобы для сверления отверстий. Таким же образом сварщики выполняют точные и качественные сварные швы, закрепляя горелку на моторизованной каретке. Эта механизация является последовательной и обеспечивает лучший контроль, чем ручная сварка. Механизированные решения улучшают производство с повторяемыми результатами, увеличивая фактор оператора.
Таким же образом сварщики выполняют точные и качественные сварные швы, закрепляя горелку на моторизованной каретке. Эта механизация является последовательной и обеспечивает лучший контроль, чем ручная сварка. Механизированные решения улучшают производство с повторяемыми результатами, увеличивая фактор оператора.
Улучшение качества и внешнего вида сварки/резки
Станок перемещает резак с точной скоростью и удерживает резак на рабочем расстоянии, а также под углом. В результате уменьшается количество дефектов и дорогостоящих ремонтов, таких как шлифовка для смешивания пусков и остановок. Механизация позволяет операторам продолжать сварку или резку без перерыва.
Легкие портативные машины переносятся к заготовке
Машины Bug-O удерживают на месте мощные магниты для черных металлов или вакуумные присоски для цветных металлов. Сократите затраты на погрузочно-разгрузочные работы благодаря мобильности Bug-O.
Работа во всех положениях
Наши машины позволят вам работать в любом положении, необходимом для вашей задачи.
Быстрая окупаемость инвестиций
Оборудование Bug-O быстро повышает производительность и качество. Экономьте деньги, сокращая количество операций с материалами. Кроме того, вы можете создать лучшую рабочую среду для своих сварщиков и операторов.
Повышенная безопасность оператора
Снижение утомляемости оператора.
Короткая кривая обучения
С помощью основных элементов управления станком операторы могут управлять скоростью, направлением и углом наклона резака.
Узнайте больше о системах Bug-O.
Автоматизированная сварка и резка
Что больше всего влияет на вашу прибыль?
У Bug-O Systems может быть решение для вас
Нехватка квалифицированной рабочей силы
Сварочная промышленность (AWS) прогнозирует, что к 2026 году США потребуется 336 000 новых специалистов по сварке.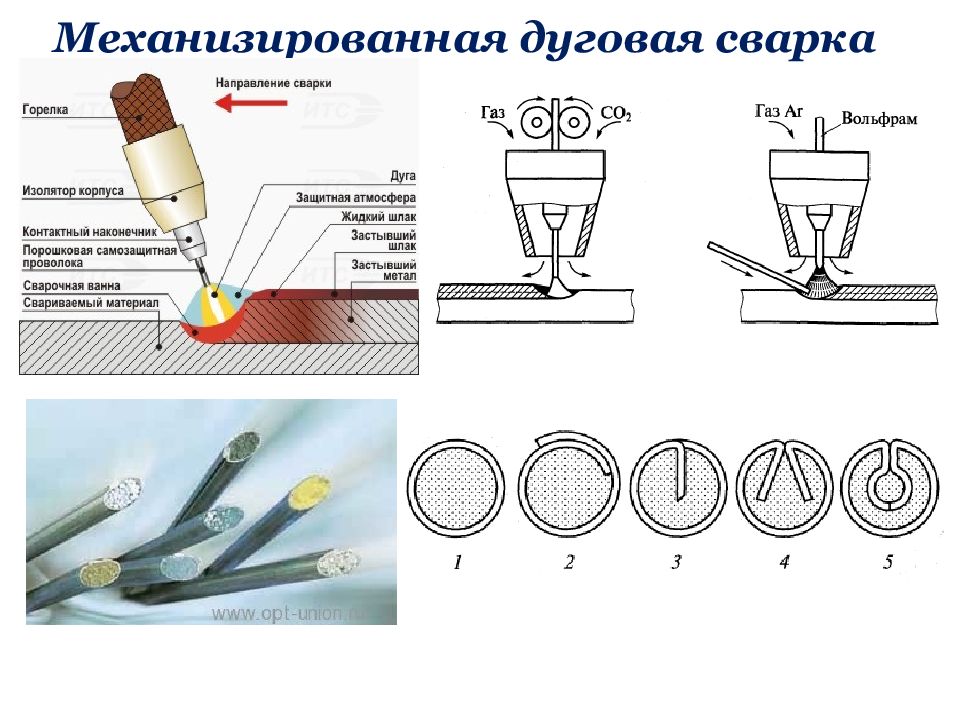 От этого дефицита страдают верфи, производители и строительная промышленность. При механизации по-прежнему необходим квалифицированный сварщик, однако благодаря повышенной эффективности сварки можно добиться большего. Это решает проблему нехватки сварщиков. Кроме того, механизация позволяет объектам достигать большей эффективности и прибыльности, максимально используя их рабочую силу.
От этого дефицита страдают верфи, производители и строительная промышленность. При механизации по-прежнему необходим квалифицированный сварщик, однако благодаря повышенной эффективности сварки можно добиться большего. Это решает проблему нехватки сварщиков. Кроме того, механизация позволяет объектам достигать большей эффективности и прибыльности, максимально используя их рабочую силу.
Удовлетворение потребностей производства
Производство заключается в поиске способов выполнять больше работы быстрее, сохраняя при этом качество. Моторизованная тележка выполняет повторяющиеся сварные швы или разрезы в производстве с небольшими отклонениями. При этом параметры остаются неизменными. Это точное управление скоростью и траекторией улучшает качество, наплавку и внешний вид резки/сварки.
Сокращение погрузочно-разгрузочных работ и переделок
Перенос переносного оборудования к заготовке. Это значительно снижает затраты на обработку материалов. Механизированное оборудование позволяет выполнять сварку/резку во всех положениях. Уменьшите искажения и сведите к минимуму переделок с помощью регулируемой скорости перемещения и равномерного подвода тепла.
Уменьшите искажения и сведите к минимуму переделок с помощью регулируемой скорости перемещения и равномерного подвода тепла.
Повышение безопасности оператора
Сварщики/операторы удалены от сварочной ванны и вредных воздействий сварочного воздействия с помощью механизации Bug-O. Утомляемость оператора снижается, так как сварка/резка выполняется машиной и легко контролируется оператором. Неудобного изменения положения, возникающего при ручной сварке, не возникает.
Bug-O Systems стремится расширять возможности наших клиентов, предоставляя управляемые оператором механизированные решения для их сварки, резки и пользовательских приложений.
Напишите нам
Свяжитесь с контактной формой ниже.
Позвоните нам
(412) 331-1776
280 Technology Drive
Canonsburg, PA 15317
Понедельник — пятница: 7:30 утра — 16:30 ET
. Руководство по усовершенствованной сварке и усовершенствованным сварочным инструментам
Нельзя отрицать, что сварка — захватывающая и динамичная отрасль. Это никогда не бывает скучно. Как только вы освоите ручную сварку и захотите преуспеть в этой области, изучите продвинутую сварку. Продвинутая сварка включает в себя полное понимание различных типов и технологий сварки.
Это никогда не бывает скучно. Как только вы освоите ручную сварку и захотите преуспеть в этой области, изучите продвинутую сварку. Продвинутая сварка включает в себя полное понимание различных типов и технологий сварки.
Вы хотите изучить природу современной сварки? Какие инструменты и оборудование используются?
В этой статье мы обсудим:
- Что такое Advanced Welding?
- Каковы основные типы усовершенствованной сварки?
Механизированная сварка
Полуавтоматическая сварка
Автоматическая сварка
Роботизированная сварка - Каковы примеры современных сварочных инструментов?
Инструменты для механизированной сварки
Инструменты для полуавтоматической сварки
Инструменты для автоматической сварки
Роботизированные сварочные инструменты
Что такое современная сварка?
В дополнение к навыкам базовой ручной сварки, продвинутая сварка использует современные технологии в производстве. Эта современная технология может означать добавление машин и инструментов.
Сварщики, прошедшие обучение в этой области, обладают передовыми техническими и сварочными навыками.
Общие типы усовершенствованной сварки
Существует несколько общих типов усовершенствованной сварки, и иногда различные процессы могут подпадать под одну или несколько из этих категорий.
Но давайте начнем с четырех типов усовершенствованной сварки.
Механизированная сварка
Механизированная сварка выполняется с помощью механических/электрических сварочных инструментов. При этом типе сварки аппарат удерживает пистолет, горелку или электрод.
Механизированная сварка позволяет получать высококачественные сварные швы с минимальным вмешательством оператора. Но сварщику необходимо вручную регулировать машину во время процесса, чтобы поддерживать требуемые положения сварки.
Полуавтоматическая сварка
Полуавтоматическая сварка — это сварка вручную с помощью машины, которая автоматически контролирует один или несколько режимов сварки.
Например, сварщик держит горелку, пока аппарат автоматически подает электрод на дугу. Дуговая сварка металлическим электродом в среде защитного газа (GMAW/MIG) и дуговая сварка с сердечником под флюсом (FCAW) — это сварочные процессы, которые могут быть улучшены за счет полуавтоматики.
GMAW – это дуговая сварка с использованием металлического электрода. FCAW также является разновидностью дуговой сварки, но в ней используется электрод с флюсовой сердцевиной.
Автоматическая сварка
Автоматическая сварка – это изготовление с использованием сварочного аппарата. Этот тип усовершенствованной сварки требует лишь периодического наблюдения сварщика за процессом сварки. После установки нет необходимости настраивать оборудование. Однако, если возникает необходимость, регулировку можно производить только в начале сварки, а не в процессе сварки. Дуговая сварка под флюсом и электронно-лучевая сварка являются примерами автоматической сварки.
Роботизированная сварка
Роботизированная сварка — это тип автоматической сварки, при котором манипулятор запрограммирован на сварку. После настройки сварщик практически не нуждается в каком-либо вмешательстве.
После настройки сварщик практически не нуждается в каком-либо вмешательстве.
Существуют различные типы роботов-сварщиков. Одним из них является промышленный сварочный робот, обычно используемый в автомобильной промышленности. Другой разновидностью роботов-сварщиков являются коллаборативные роботы или коботы. Это роботизированные руки, которые созданы для совместной работы с людьми.
Усовершенствованные сварочные инструменты
Существует множество различных видов современных сварочных инструментов и оборудования. С развитием технологий постоянно появляются новые. В этой статье мы обсудим несколько примеров для каждого типа. Эти инструменты включают наборы инструментов для сварки, инструменты для контроля сварки и сварочные принадлежности.
Инструменты для механизированной сварки
Система механизированной сварки труб
Это тип механизированной системы сварки, в которой сварка труб дополняется моторизованной автоматизацией.
Плоская направляющая
Плоская направляющая помогает надежно закрепить сварочную головку на колонне и манипуляторе стрелы. Они обычно используют его в качестве тележки для сложных систем автоматизации при сварке длинных швов. Они также используют его, чтобы прикрепить сварочную головку к тележке или стене для хранения. Плоская дорожка бывает разных размеров и может быть оснащена магнитными башмаками для более надежного удержания.
Механизм подачи проволоки
Механизм подачи проволоки подает электрод к сварочному аппарату. На рынке есть много типов, но обычно они легкие и обеспечивают высокий крутящий момент. Он также имеет контроль скорости и возможность контролировать натяжение рулона и размещение механизма подачи. Обычно он имеет гибкие приводные ролики для разных типов проволоки.
Полуавтоматические сварочные инструменты
Сварочный манипулятор
Сварочный манипулятор лучше всего можно описать как дополнительную руку, которая помогает вам в сварочном процессе. Сварочное оборудование устанавливается на руку. Они используют сварочный манипулятор, чтобы добраться до труднодоступных мест во время сварки. Сварочные манипуляторы имеют функции безопасности и регулируются, поэтому их можно перемещать.
Сварочное оборудование устанавливается на руку. Они используют сварочный манипулятор, чтобы добраться до труднодоступных мест во время сварки. Сварочные манипуляторы имеют функции безопасности и регулируются, поэтому их можно перемещать.
Позиционер сварщика
Позиционер сварщика — это устройство, которое удерживает, перемещает и вращает свариваемые детали.
Инструменты для автоматической сварки
Токарный автомат для сварки
Токарные автоматы обычно используются для сварки труб между собой. Эта машина адаптируется к различным длинам, толщинам и типам труб и труб. Некоторые компании предлагают его в виде модульной концепции.
Система видеонаблюдения
Системы видеонаблюдения позволяют операторам следить за происходящим. Эти системы выгодны для закрытых сварок, таких как дуговая сварка под флюсом и электронно-лучевая сварка.
Набор для отслеживания швов
Устройство для отслеживания швов — это одна из новых технологий автоматической сварки (на данный момент). Это система, которая измеряет точное положение шва и корректирует положение сварочного аппарата, чтобы он следовал за швом. Эти системы имеют механические датчики, которые корректируют траекторию, если шов находится не в правильном положении.
Это система, которая измеряет точное положение шва и корректирует положение сварочного аппарата, чтобы он следовал за швом. Эти системы имеют механические датчики, которые корректируют траекторию, если шов находится не в правильном положении.
Роботизированные сварочные инструменты
Промышленные сварочные роботы
Промышленный сварочный робот — это манипулятор, который обычно используется в автомобильной промышленности. Он большой и громоздкий и лучше всего подходит для крупносерийного сварочного производства. Его должен запрограммировать специалист по робототехнике. Этот тип сварочного робота опасен, когда люди вступают с ним в контакт. Из соображений безопасности его обычно содержат в клетках.
Коллаборативные роботы для сварки
Коллаборативные роботы или коботы — это роботизированные руки, созданные для работы вместе с людьми. Коботы лучше всего подходят для предприятий с небольшими объемами и разнообразными средами. Если у вас есть сварочный бизнес, коботы — отличный способ его автоматизировать.