Горелка для сварочного полуавтомата: устройство, принцип работу
Сварщик, производя сварочные работы сварочным инвертором или полуавтоматом, делает одинаковые движения. Но в отличие от держателя для электродов, полуавтоматы имеют горелку достаточно сложную по конструкции. Горелка для сварочного полуавтомата подбирается под тип сварки MIG или MAG. И от правильного выбора зависит производительность, безопасность и утомляемость работника, который производит сварочные работы в течение половины рабочего времени.
Газовая горелка для сварочного полуавтоматаГорелки для полуавтоматов можно отнести к расходным материалам, потому что срок их эксплуатирования не превышает полугода. Но и для такого срока необходима смена быстро выходящих из строя элементов.
Принцип работы
Идущая в комплекте газовая горелка для полуавтомата – это исполнительное устройство для получения сварочного шва в среде защитного газа.
Газовая горелка для полуавтомата
Принцип работы следующий:
- Горелка помещается к основному металлу на расстояние образования дуги.
- Перед началом розжига дуги за несколько секунд в сварочную зону подается защитный газ.
- Напряжение подается на токоподводящий наконечник, а соответственно и на электродную проволоку.
- В сварочной дуге электродная проволока плавится и каплями с потоком газа попадает в сварочную ванну.
- При перемещении горелки вдоль соединяемых элементов образуется сварной шов.
- Среда защитного газа обеспечивает получение качественного и чистого шва.
Во время проведения сварных работ элементы горелки подвергаются воздействию высоких температур. Особенно страдают газовое сопло, токоподводящий наконечник и электродный держатель, также именуемый диффузором и газорассекателем.
Устройство горелки для полуавтомата
- основа горелки;
- изоляционное кольцо;
- электродный держатель;
- токоподводящий наконечник;
- газовое сопло.
Выход из строя, например, токоподводящего наконечника, препятствует подаче сварочной проволоки для заполнения ванны.
Конструкция горелки
Производителей сварочного оборудования много, но устройство горелки одинаково для всех. Отличаются они между собой материалами, размерами, критической температурой и мощностью, механизмами подачи защитной среды (газа, флюса).
Рассматривая конструкцию горелки, стоит отметить, что основными элементами являются:
- сопло;
- держатель;
- наконечник;
- втулка изоляционная;
- основа с рукояткой.
Конструкция горелки
Наконечники и сопла горелок изготавливаются из различных материалов, поэтому срок их службы различен. Широко используется медь, но и от ее качества зависит длительность работы. Для увеличения срока эксплуатации сопла изготавливают из вольфрама. Но при этом возрастает цена. Среднее время работы таких наконечников и сопел составляет 200 часов.
Из-за частой смены расходных материалов данные элементы изготавливаются быстросменными, чтобы сварщик в короткий срок мог их заменить своими руками.
Рукоятка изготавливается из термостойкого изоляционного материала, защищающего сварщика от воздействия электрического тока. На рукоятке располагается кнопка, включающая подачу защитного газа перед розжигом дуги.
Рукоятка соединяется со сварочным аппаратом посредством подающего рукава, в котором воедино собраны:
- питающий кабель;
- витой канал подачи проволоки;
- канал подачи защитных материалов;
- контур охлаждения;
- разъем соединения с аппаратом и механизмами подачи.
Стандартизованная длина рукава начинается от 2,5 м и достигает 7 м. Длина зависит от места и типа выполняемых работ. Чтобы добраться до сварного шва на высоте без подъема аппарата рукав должен быть максимальной длины.
Но стоит помнить, что излишки, сложенные на полу кольцами при прохождении по ним напряжения работают как индуктивные катушки и сильно нагреваются. Вследствие чего может возникнуть короткое замыкание.
Вследствие чего может возникнуть короткое замыкание.
Разновидности горелок для сварочного полуавтомата
Производители предлагают множество моделей горелок для полуавтоматов. Их характеристики можно описать следующим образом:
- токовая нагрузка;
- длина рукава;
- тип охлаждения:
- воздушный;
- водяной;
- тип управления:
- кнопочный;
- вентильный;
- универсальный;
- способу подключения:
- штекером;
- евроразъемом.
Штекерное подключение к аппарату влечет за собой увеличение размера рукава, так как каждый источник подключается по отдельности. Соединение евроразъемом облегчает подключение, но оно используется на дорогом профессиональном и полупрофессиональном оборудовании, в котором все каналы собраны в один корпус.
Самодельная газовая горелка
Для сварочных полуавтоматов подбираются из следующих критериев:
- допустимая нагрузка по току;
- корпус должен быть изготовлен из пластика стойкого к механическим повреждениям;
- эргономичность корпуса;
- стойкость оболочки рукава к воздействию низкими температурами и абразивом;
- малый размер;
- минимальный вес.
Профессионалы предпочитают подбирать газовую горелку не по характеристикам сварочного полуавтомата, а по несколько сниженному значению сварочного тока. Связано это с тем, что работа производится не на постоянной основе.
Производители ведут расчет стойкости горелок по непрерывной работе в течение 10 минут, чего не делает ни один сварщик. Поэтому если на аппарате максимальным значением является 400А, то для горелки мощности в 300А будет вполне достаточно.
Расчет ведется по максимальной температуре, при которой возможно разрушение ручки или рукава. Поэтому в продаже можно встретить полуавтоматы, оснащенные горелками с 60% ПВ и даже ниже.
Устройство сварочной горелки для полуавтоматов
По подсчетам профессиональных сварщиков, до 50 % времени всего рабочего процесса уходит на подготовку к работе оборудования, к которой относятся его наладка, смена расходных элементов, подсоединение к газовым баллонам и прочее.Поэтому, чтобы оптимизировать процесс, рекомендуется обратить внимание на важную составляющую, влияющую на производительность труда рабочего, — сварочную горелку, от которой зависит безопасность и свобода действий.
Как правильно подобрать СГ?
Бытует мнение, что для полуавтоматической сварки MIG необходим больший ток по сравнению с выходной мощностью сварочного аппарата, но это заблуждение, так как в данном случае это отразится на весе самой горелки и скажется на маневренности. Поэтому следует сделать акцент на моделях с меньшим коэффициентом тока, более легких и гибких, но при этом отлично справляющихся с поставленными задачами. И этому есть объяснение.
В первую очередь, под указываемым в паспорте изделия максимальным током производитель обычно имеет в виду допустимую температуру, при превышении которой появляется риск повреждения ручки или кабеля-шланга. Во-вторых, основываясь на статистике по времени, можно утверждать, что работа на полной мощности будет циклическим процессом продолжительностью не более 10 минут. Исходя из вышесказанного, можно подтвердить, что этот инструмент свободно может использоваться при меньшем показателе тока без ущерба для него и тем самым предоставлять некоторые преимущества при работах, что сказывается на их эффективности и экономичности.
Исходя из вышесказанного, можно подтвердить, что этот инструмент свободно может использоваться при меньшем показателе тока без ущерба для него и тем самым предоставлять некоторые преимущества при работах, что сказывается на их эффективности и экономичности.
Критерии удачной покупки СГ
Несмотря на это, перед приобретением сварочной горелки рекомендуется определить для нее задачи, а после этого оценить, насколько они выполнимы для определенной модели. Только таким образом можно сделать правильный выбор, который в дальнейшем отразится на производительности и рентабельности.
Сварочная горелка
Довольно часто покупатели не обращают внимания на конструкцию изделия и расходные материалы, а это является важным критерием при покупке, так как от них зависит качество сварного шва, производительность и срок эксплуатации. Кроме этого, в поиске выгоды клиенты порой останавливаются на малоизвестных производителях, которые не всегда предоставляют гарантийный талон. Таким образом, не исключены сбои и простои. Во избежание проблем целесообразнее выбирать модель из ассортимента производителей с хорошей репутацией, которые гарантируют безупречную долгую эксплуатацию и исключают преждевременные траты на ремонт. При этом модель не обязательно должна быть дорогостоящей. Оценивая долгосрочные инвестиции в СГ и расходные материалы к ней, рекомендуется учесть срок эксплуатации, расходы на запчасти, стоимость простоев и техобслуживания, а также простоту замены вышедших из строя элементов.
Таким образом, не исключены сбои и простои. Во избежание проблем целесообразнее выбирать модель из ассортимента производителей с хорошей репутацией, которые гарантируют безупречную долгую эксплуатацию и исключают преждевременные траты на ремонт. При этом модель не обязательно должна быть дорогостоящей. Оценивая долгосрочные инвестиции в СГ и расходные материалы к ней, рекомендуется учесть срок эксплуатации, расходы на запчасти, стоимость простоев и техобслуживания, а также простоту замены вышедших из строя элементов.
Устройство СГ и ее части
Сварочная горелка для полуавтоматов состоит из тела с плотно примыкающим к нему изоляционным кольцом, из которого выходит держатель для электрода, контактный наконечник и газовое сопло.
К расходным материалам относят сопло, диффузор и контактный наконечник, которые отвечают за проход защитного газа и конечную точку в системе, где происходит выход проволоки и формируется дуга. Исходя из этого, они требуют повышенного внимания, так как отвечают за качественное исполнение сварного шва и производительность. Рекомендуется производить регулярную проверку и по необходимости — замену изношенных деталей. Такие осмотры должны производиться несколько раз в день. Особое внимание стоит уделять внутреннему отверстию у контактного наконечника, потому как он отвечает за хороший контакт. В случае износа требуется обязательная замена. Не менее важно прочищать от попадающих брызг сопло и диффузор, в противном случае возможно прекращение нормальной подачи защитного газа. Наиболее сложным компонентом рассматриваемого инструмента является спираль, проверка которой должна происходить в момент смены катушки, для облегчения чистки лучше использовать сжатый воздух.
Рекомендуется производить регулярную проверку и по необходимости — замену изношенных деталей. Такие осмотры должны производиться несколько раз в день. Особое внимание стоит уделять внутреннему отверстию у контактного наконечника, потому как он отвечает за хороший контакт. В случае износа требуется обязательная замена. Не менее важно прочищать от попадающих брызг сопло и диффузор, в противном случае возможно прекращение нормальной подачи защитного газа. Наиболее сложным компонентом рассматриваемого инструмента является спираль, проверка которой должна происходить в момент смены катушки, для облегчения чистки лучше использовать сжатый воздух.
Схема работы СГ для полуавтомата проста. Устройство подает защитный газ и электродную проволоку в зону горения, где рабочий, направляя наконечник в необходимое место и начиная процесс сварки, производит манипуляции с помощью рукояти, выполненной из литого материала, обладающего изоляционным свойством.
Горелка для сварочного полуавтомата: устройство, принцип работу
Сварщик, производя сварочные работы сварочным инвертором или полуавтоматом, делает одинаковые движения.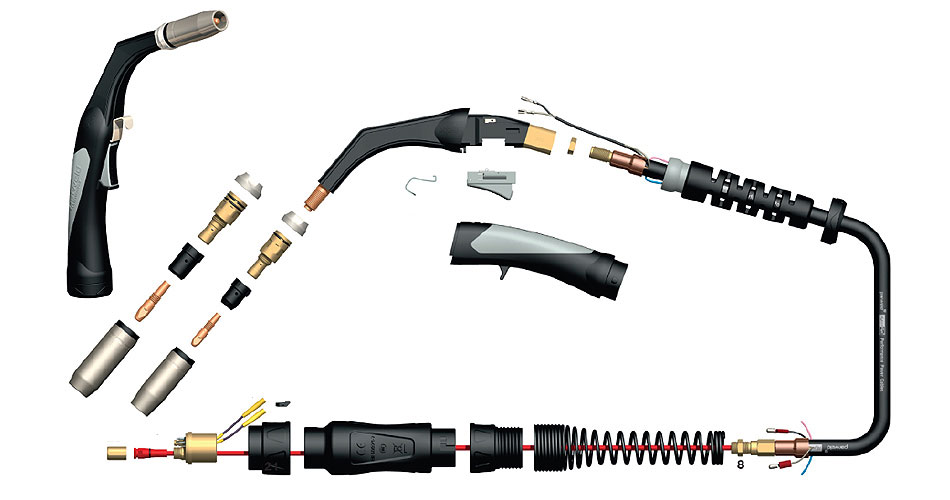
Горелка для сварочного полуавтомата подбирается под тип сварки MIG или MAG.
И от правильного выбора зависит производительность, безопасность и утомляемость работника, который производит сварочные работы в течение половины рабочего времени.
Газовая горелка для сварочного полуавтомата
Горелки для полуавтоматов можно отнести к расходным материалам, потому что срок их эксплуатирования не превышает полугода. Но и для такого срока необходима смена быстро выходящих из строя элементов.
Принцип работы
Идущая в комплекте газовая горелка для полуавтомата – это исполнительное устройство для получения сварочного шва в среде защитного газа.
Газовая горелка для полуавтомата
Принцип работы следующий:
- Горелка помещается к основному металлу на расстояние образования дуги.
- Перед началом розжига дуги за несколько секунд в сварочную зону подается защитный газ.

- Напряжение подается на токоподводящий наконечник, а соответственно и на электродную проволоку.
- В сварочной дуге электродная проволока плавится и каплями с потоком газа попадает в сварочную ванну.
- При перемещении горелки вдоль соединяемых элементов образуется сварной шов.
- Среда защитного газа обеспечивает получение качественного и чистого шва.
Во время проведения сварных работ элементы горелки подвергаются воздействию высоких температур. Особенно страдают газовое сопло, токоподводящий наконечник и электродный держатель, также именуемый диффузором и газорассекателем.
Устройство горелки для полуавтомата
- основа горелки;
- изоляционное кольцо;
- электродный держатель;
- токоподводящий наконечник;
- газовое сопло.
Выход из строя, например, токоподводящего наконечника, препятствует подаче сварочной проволоки для заполнения ванны.
Производителей сварочного оборудования много, но устройство горелки одинаково для всех.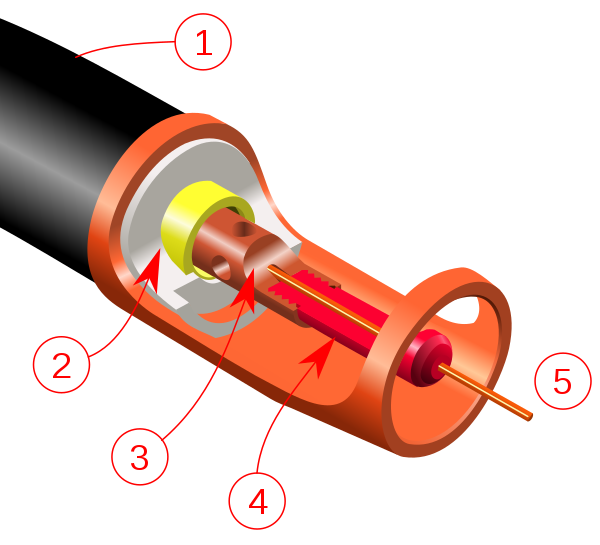 Отличаются они между собой материалами, размерами, критической температурой и мощностью, механизмами подачи защитной среды (газа, флюса).
Отличаются они между собой материалами, размерами, критической температурой и мощностью, механизмами подачи защитной среды (газа, флюса).
Рассматривая конструкцию горелки, стоит отметить, что основными элементами являются:
- сопло;
- держатель;
- наконечник;
- втулка изоляционная;
- основа с рукояткой.
Конструкция горелки
Наконечники и сопла горелок изготавливаются из различных материалов, поэтому срок их службы различен. Широко используется медь, но и от ее качества зависит длительность работы. Для увеличения срока эксплуатации сопла изготавливают из вольфрама. Но при этом возрастает цена. Среднее время работы таких наконечников и сопел составляет 200 часов.
Из-за частой смены расходных материалов данные элементы изготавливаются быстросменными, чтобы сварщик в короткий срок мог их заменить своими руками.
Рукоятка изготавливается из термостойкого изоляционного материала, защищающего сварщика от воздействия электрического тока. На рукоятке располагается кнопка, включающая подачу защитного газа перед розжигом дуги.
На рукоятке располагается кнопка, включающая подачу защитного газа перед розжигом дуги.
Рукоятка соединяется со сварочным аппаратом посредством подающего рукава, в котором воедино собраны:
- питающий кабель;
- витой канал подачи проволоки;
- канал подачи защитных материалов;
- контур охлаждения;
- разъем соединения с аппаратом и механизмами подачи.
Стандартизованная длина рукава начинается от 2,5 м и достигает 7 м. Длина зависит от места и типа выполняемых работ. Чтобы добраться до сварного шва на высоте без подъема аппарата рукав должен быть максимальной длины.
Но стоит помнить, что излишки, сложенные на полу кольцами при прохождении по ним напряжения работают как индуктивные катушки и сильно нагреваются. Вследствие чего может возникнуть короткое замыкание.
Разновидности горелок для сварочного полуавтомата
Производители предлагают множество моделей горелок для полуавтоматов. Их характеристики можно описать следующим образом:
- токовая нагрузка;
- длина рукава;
- тип охлаждения:
- тип управления:
- кнопочный;
- вентильный;
- универсальный;
- способу подключения:
Штекерное подключение к аппарату влечет за собой увеличение размера рукава, так как каждый источник подключается по отдельности.
Самодельная газовая горелка
Для сварочных полуавтоматов подбираются из следующих критериев:
- допустимая нагрузка по току;
- корпус должен быть изготовлен из пластика стойкого к механическим повреждениям;
- эргономичность корпуса;
- стойкость оболочки рукава к воздействию низкими температурами и абразивом;
- малый размер;
- минимальный вес.
Профессионалы предпочитают подбирать газовую горелку не по характеристикам сварочного полуавтомата, а по несколько сниженному значению сварочного тока. Связано это с тем, что работа производится не на постоянной основе.
Производители ведут расчет стойкости горелок по непрерывной работе в течение 10 минут, чего не делает ни один сварщик. Поэтому если на аппарате максимальным значением является 400А, то для горелки мощности в 300А будет вполне достаточно.
Расчет ведется по максимальной температуре, при которой возможно разрушение ручки или рукава. Поэтому в продаже можно встретить полуавтоматы, оснащенные горелками с 60% ПВ и даже ниже.
Источник: https://stankiexpert.ru/spravochnik/svarka/gorelka-dlya-poluavtomata-svarochnogo.html
Принцип работы любого сварочного полуавтомата
Полуавтоматический сварочный аппарат позволяет существенно повысить скорость сварки. Принцип работы сварочного полуавтомата предполагает наличие защитной среды, обеспечивающей формирование качественного и ровного шва.
Важность понимания процесса
Одного понимания принципа действия сварочного полуавтомата обычно недостаточно для полного овладения всеми приёмами работы с ним. Для грамотной эксплуатации оборудования, помимо всего прочего, следует знать устройство сварочного полуавтомата.
- Имея необходимую информацию и опыт работы, отдельные сварщики отказываются от покупки готового фирменного изделия и отдают предпочтение самодельным устройствам, используемым обычно в бытовых целях.

- Самым простым решением поставленной задачи считается подход, при котором за основу берётся уже готовый, но устаревший (бывший в употреблении) сварочный агрегат.
- Для сборки работоспособного полуавтомата на базе инверторного устройства дополнительно потребуется знание основ электроники, что заметно облегчит понимание того, как работает схема сварочного полуавтомата.
- Задача состоит в том, чтобы организовать подачу в зону сварки защитного газа и присадочной проволоки.
Составные детали и принцип действия
- В рамках автоматизации процесса обработки металлов в домашних условиях самодельный инверторный сварочный полуавтомат значительно облегчает работу и существенно повышает прочность шва.
- Дополнительно упростить решение этой задачи можно, если за основу будущего самодельного полуавтомата взять схему типового инверторного агрегата.
- Для самостоятельного изготовления сварочного полуавтомата потребуется несколько видоизменить преобразователь нагрузочного тока, дополнив его рядом современных электронных элементов.
- С принципиальной схемой инверторного устройства, обеспечивающего формирование рабочего тока для полуавтомата можно ознакомиться на картинке.
Электронный способ преобразования питающего напряжения заметно упрощает регулировку рабочих параметров сварочного тока. Электронный преобразователь влияет на дискретные компоненты схемы, в результате аппарат работает более стабильно.
Сами сварочные работы полуавтоматом организуются по принципу сплавления заготовок в парах аргона или углекислоты с одновременной подачей присадочной проволоки в рабочую зону. С учётом особенностей организации сварного процесса в состав оборудования входят следующие обязательные узлы:
- газовый баллон с углекислотой или аргоном в комплекте со шлангом для их доставки к сварочной ванне;
- ёмкость (барабан или кассета) с механизмом, обеспечивающим непрерывную подачу присадочной проволоки;
- держатель со встроенным каналом для её перемещения;
- источник питания, модуль управления и объединяющие их электрические цепи.

Каждый из этих узлов выполняет свою функцию, позволяющую сварочному полуавтомату полноценно работать. Благодаря чёткому функциональному разграничению отдельных блоков, собрать полуавтомат своими руками не составляет особого труда.
Подающий механизм
Известно несколько вариантов доставки проволоки в зону сварки. Каждый из них работает довольно просто. Первый, так называемый «толкающий» метод, заключается в том, что механизм подачи проволоки проталкивает ее к горелке через отверстие в основании полуавтомата.
Второй способ, называемый тянущим, обеспечивает подачу присадочного изделия по каналу, оборудованному в ручке (держателе) горелки. И, наконец, комбинированный вариант предполагает комплексное использование обоих методов.
При этом специальный блок подачи обеспечивает согласованное перемещение присадочного материала. Комбинированный метод чаще всего применяется при подающих каналах значительной длины.
Диаметр заправляемой в сварочный полуавтомат проволоки обычно колеблется в пределах от 0,6 до 2,0 мм. Сама она располагается на вращающихся бобинах, заметно облегчающих её подачу в зону сварки.
Сама она располагается на вращающихся бобинах, заметно облегчающих её подачу в зону сварки.
При использовании специальной порошковой проволоки с внутренней полостью для флюса необходимость в дополнительной защите отпадает, поскольку газовая оболочка образуется за счёт сгорания флюсового наполнителя.
Известно несколько разновидностей электродного присадочного материала, используемого при эксплуатации сварочных полуавтоматов (стальная, «омеднённая» и алюминиевая проволоки).
Каждое из наименований применяется в различных условиях сплавления заготовок, при которых обычно протекает сварочный процесс.
Газовая горелка в комплекте с наконечниками
- Одной из важнейших составляющих конструкции полуавтоматов является держатель с каналом, обеспечивающим непосредственное поступление газа и присадочной проволоки к месту формирования сварочной ванны.
- Рукоятка этой детали должна изготавливаться из качественного изоляционного материала и оборудоваться специальной пусковой кнопкой с защитным козырьком.

- Основными составляющими горелки являются особым образом устроенное сопло для подачи газа и наконечник для подключения токовых проводов.
- Во избежание эффекта налипания расплавленных капель поверхность сопла либо полируется, либо покрывается защитным материалом.
При рабочих токах, превышающих значение 325 Ампер горелка (точнее, сопло) нуждается в дополнительном охлаждении, исключающем её перегрев. Поскольку гарантийный срок службы сопла обычно не превышает 6-ти месяцев – рекомендуется менять его по истечении этого времени (раз в полгода).
Для изготовления наконечников применяются хорошо проводящие электрический ток материалы (бронза и сплавы меди с графитом или вольфрамом). Их предельные эксплуатационные сроки, в конечном счёте, определяются качеством составляющих компонентов.
Непосредственное подсоединение держателя к сварочному полуавтомату осуществляется неразъемными соединителями или с помощью разъёмов типа «Euro Mig-Mag». Именно такими разъемами подсоединяются горелки к известным моделям фирменных полуавтоматов «ПШ-112», «А-1197» и ряда других агрегатов.
Источник питания
Функцию источника рабочего тока в варочном полуавтомате может выполнять классический трансформатор, выпрямительный преобразователь или электронно-импульсный инвертор. Электросхему будущего агрегата следует продумать до мелочей и выбрать её в соответствии с поставленными практическими задачами.
От типа и конструкции самого преобразователя во многом будут зависеть как технические, так и эксплуатационные параметры будущего устройства (его габариты, вес и выходная мощность).
Большинство пользователей предпочитает вариант переделанного под автомат бывшего в употреблении инверторного агрегата, имеющего малые габариты и вес, работа которого обеспечивает высокое качество сварки.
В состав такого сварочного полуавтомата должны входить импульсный преобразователь тока, дополненный всеми рассмотренными ранее механизмами плюс блок управления нагрузочными параметрами. Также не следует забывать о комплекте соединительных проводов и держателе рабочих электродов.
Порядок подключения к сети и запуск в работу
Для качественной сварки металлических заготовок самодельным полуавтоматом необходимо соблюдать заданный технологией порядок рабочих операций. При этом важно грамотно выбирать подходящую для данного вида сварных работ полярность тока. Так, при использовании флюсовой проволоки необходимо прямое включение, а при обработке изделий в аргоновой среде – обратное.
Прямая полярность означает подсоединение «плюса» питающего напряжения непосредственно к земляному зажиму, в то время как «минус» от инвертора подключается к держателю с горелкой. Обратное подключение осуществляется в строго противоположном порядке (менять полярность допускается перекидыванием контактов на самом инверторе).
После фиксации на рабочем месте проволочной катушки можно переходить к подсоединению элементов подачи защитного газа. С этой целью сначала на газовом баллоне закрепляется редуктор, после чего его штуцер соединяется со сварочным аппаратом посредством специального отводящего шланга.
Перед началом сварных работ обязательно нужно произвести следующие регулировки:
- настройка механизмов натяжения проволоки и её прижатия;
- регулировка потока защитного газа, осуществляемая посредством специального редуктора;
- установка величины сварочного тока, проводимая в процессе сварки.
Работать на сварочном инверторе в режиме полуавтомата допускается только при наличии защитного щитка с застеклённым окошком. Такая предусмотрительность позволяет контролировать весь рабочий процесс и защитить глаза и лицо от опасного излучения. Для работы также потребуются перчатки и костюм из плотной хлопчатобумажной ткани, обеспечивающей защиту кожи тела и рук.
Источник: https://svaring.com/welding/apparaty/kak-rabotaet-svarochnyj-poluavtomat
Полуавтомат сварочный — устройство, виды, настройка
Полуавтомат сварочный — это оборудование, относящееся к усовершенствованному виду электрической сварки, значительно ускоряющему рабочий процесс. Стоимость аппаратов, которая ниже аргоновых устройств, позволяет применять их на многих заводах и мелких мастерских. Каков принцип работы сварочного полуавтомата? Из чего состоит оборудование? Как его настраивать и что им можно варить?
Стоимость аппаратов, которая ниже аргоновых устройств, позволяет применять их на многих заводах и мелких мастерских. Каков принцип работы сварочного полуавтомата? Из чего состоит оборудование? Как его настраивать и что им можно варить?
Сварочный полуавтомат — принцип работы
Что такое сварочный полуавтомат? Исходя из названия, данное оборудование автоматизирует некоторые элементы в процессе сваривания. Суть метода состоит в электродуговой сварке, выполняемой вручную специалистом, но подача металла электрода осуществляется автоматическим способом.
Рабочий ток выдается инверторным аппаратом, преобразующим переменное напряжение из обычной сети в постоянное. При этом значение V понижается, а А увеличивается. От оборудования исходит два контакта (+ и -), один из которых подсоединяется к свариваемому металлу. Подключенный на массу всегда должен быть «минус».
«Плюс» — это весь кабель-рукав горелки. Через нее подается проволока, на которую переносится напряжение специальным контактором. Соприкасаясь концом с изделием возбуждается дуга. Проволока плавится, как и, обычный электрод, создавая сварочную ванну. Одновременно оплавляются кромки металла и, смешиваясь с присадочным, образуется шов.
Соприкасаясь концом с изделием возбуждается дуга. Проволока плавится, как и, обычный электрод, создавая сварочную ванну. Одновременно оплавляются кромки металла и, смешиваясь с присадочным, образуется шов.
Регулируя диаметр проволоки, возможно сваривать металл разной толщины. В сопле имеются отверстия для подачи защитного газа, который вместо обмазки электрода, создает воздушное облако, препятствующее взаимодействию жидкого металла и внешней среды.
Мундштук на конце горелки направляет поток газа в нужную сторону, не давая ему рассеиваться хаотично.
Инверторный полуавтомат имеет в составе специальный механический блок с электронной регулировкой, отвечающий за подачу проволоки. Это значительно облегчает работу, и позволяет создавать беспрерывные швы любой длины.
Полуавтоматическая сварка широко используется на огромных заводах, небольших производствах и автомастерских. Благодаря возможности замены материала присадочной проволоки, этот метод позволяет сваривать:
- «черные» металлы;
- алюминий;
- нержавеющую сталь.

Сварка полуавтомат способна соединять изделия под высокую коррозионную нагрузку. Это используется в химической промышленности для создания емкостей под жидкости с агрессивной средой.
Сварка полуавтоматом задействована в изготовлении дверей, козырьков, беседок и гаражей. Она активно применяется для сварки труб на территории предприятий.
Благодаря возможности отрегулировать напряжение на низкий уровень, сварочный аппарат задействуют в машиностроении и ремонте корпусов автомобилей.
Преимущества полуавтоматического вида сварки
Повсеместное применение эти устройства получили ввиду ряда выгодных особенностей оборудования и метода сварки. Вот основные:
- сваривание как толстых, так и тонких листов стали;
- отсутствие необходимости в зачистке кромок до блеска;
- доступная цена аппаратов и расходных материалов;
- легкая настройка полуавтомата на разные режимы;
- быстрое обучение для начинающих;
- широкий спектр свариваемых металлов;
- малое количество брызг и незначительная последующая обработка шва;
- высокая скорость;
- способность заплавлять широкие зазоры;
- хорошая видимость ванны без шлаковых масс;
- герметичные швы под жидкости и газы.

Устройство полуавтомата
Существует много фото, где хорошо видно ключевые элементы, входящие в сварочный полуавтомат инверторного типа. Их можно разделить на несколько важных узлов, каждый из которых выполняет свою роль. Вот их описание и предназначение.
Инверторный аппарат
Представляет из себя корпус с несколькими блоками внутри, работающий от сети в 220/380 V. В рабочем процессе участвуют:
- Вал для крепления сварочной проволоки. Он снабжен фиксатором, исключающим непроизвольное соскакивание катушки в процессе вращения.
- Реле и клапана, запускающие подачу защитного газа.
- Электронная схема, распределяющая напряжение.
- Преобразовывающий блок.
- Прижимной механизм для подачи проволоки.
- Измерительные приборы.
- Переключатели, которыми выполняется регулировка.
Подобные аппараты могут быть небольшого размера, одеваемые на плече, или более крупные модели, перемещаемые на платформе с роликами.
Горелки и каналы
На фото можно увидеть составляющие ключевого элемента для создания шва — горелки. Она состоит из:
- рукоятки;
- кнопки запуска;
- контактного наконечника, из которого выходит проволока;
- газового сопла;
- мундштука.
Для обеспечения работы горелки используется кабель-канал, в котором помещены раздельно: сварочный кабель, шланг с защитным газом, направляющий канал для предотвращения заворачивания проволоки.
Принципиальная истина относительно этого канала состоит в том, что чем он длиннее, тем более маневренный сварщик. Но параллельно с этим возрастает риск заедания в подаче присадочного материала.
Электрическая цепь замыкается благодаря присоединению второго кабеля на изделие.
Газовое оборудование
Неотъемлемой составляющей устройства, как видно на многих фото, является газовый баллон. Он устанавливается отдельно или возится вместе с аппаратом на тележке. К баллону крепится редуктор и измерительные манометры, для показания количества газа и давления в рабочем рукаве. Шланг от редуктора фиксируется на специальный штуцер в сварочном устройстве.
Шланг от редуктора фиксируется на специальный штуцер в сварочном устройстве.
Характеристики сварочного полуавтомата
Этот тип оборудования классифицируется по нескольким параметрам, от которых исходят его характеристики. Вот основные элементы:
- Материал присадки. Может быть обычной (углеродистая сталь), либо нержавеющая проволока. В специализированной промышленности используется алюминиевая. В химическом производстве применяется трубчатая проволока с порошком внутри, который образует дополнительный защитный слой. После застывания порошок отбивается как обычный шлак.
- Диаметр присадки. Применяются различные величины, в зависимости от толщины изделия. Рабочие значения от 0,8 мм до 1,6 мм.
- Механизм подачи. Существует толкающий вид, тянущий и смешанный, соединяющий в себе оба способа.
- Защитный газ. Для сварки углеродистой стали используется углекислота. Если требуются мощные соединения, то подключают смесь, вмещающую аргон и углекислоту.
 Аналогично применяется гелий. В особых условиях засыпают в отдельную воронку флюс, высыпающийся в сварочную ванну.
Аналогично применяется гелий. В особых условиях засыпают в отдельную воронку флюс, высыпающийся в сварочную ванну. - Питание от сети в 220 или 380V.
- Временная занятость оборудования — полный рабочий день или два три часа.
- Размеры установки. Компактные аппараты можно переносить с собой по цеху. В этом случае должна быть подходящая длина газового шланга. Более крупные устройства катают на тележке вместе с баллоном, что позволяет варить полуавтоматом в любом месте, где есть розетка с соответствующим напряжением. Стационарные аппараты стоят на крупных предприятиях и ими сваривают большие изделия на крутящейся основе.
Благодаря комбинированию этих элементов можно правильно подобрать оборудование и настроить его работу для конкретного вида материала. Для более тонкой регулировки задействуют дополнительные функции.
Для того, чтобы варить полуавтоматом, нужно правильно запитать его током и грамотно настроить. Как подключить полуавтомат на производстве или в гараже? Если в розетке нет заземления, следует позаботиться о создании этого элемента самостоятельно.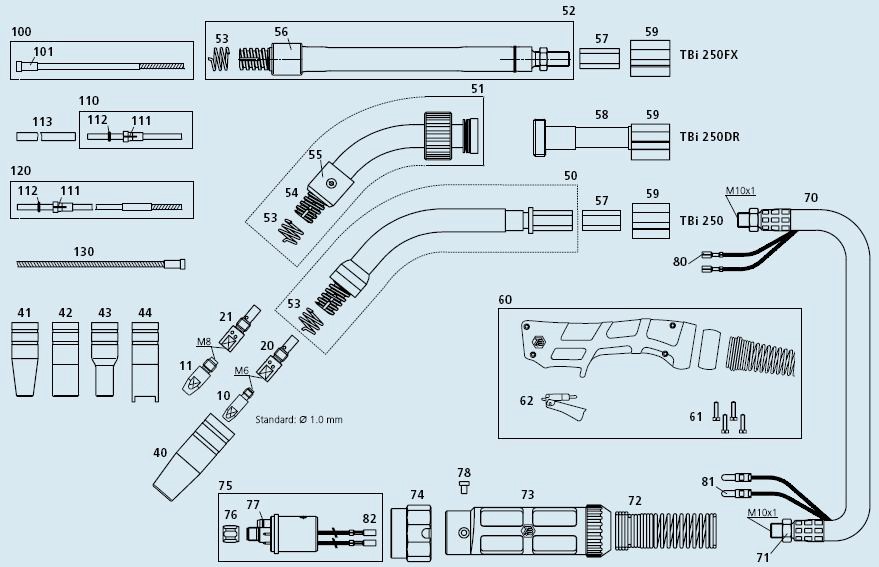 Забитый в землю кол и проложенную шину прикрепляют к корпусу аппарата через клемму и болт. После этого можно безопасно приступать к работе.
Забитый в землю кол и проложенную шину прикрепляют к корпусу аппарата через клемму и болт. После этого можно безопасно приступать к работе.
Как настроить сварочный полуавтомат в зависимости от толщины изделия и вида проволоки? Для этого существуют несколько ключевых элементов, которые раскрывает таблица ниже:
| 1 — 1,5 | 0,8 | 20 | 70-80 | 150 |
| 2 | 1 | 20 | 150-170 | 150 — 180 |
| 3 | 1,2 | 21 | 180-230 | 180 — 240 |
| 4 — 5 | 1,2 | 25 | 200-300 | 350 — 450 |
| 8 | 1,6 | 30 | 300 | 550 — 650 |
Кроме этого важно подобрать ролики, соответствующие диаметру проволоки. Слишком широкая канавка приведет к задержке присадки, а мелкая к заклиниванию роликов.
Как правильно выполнена настройка поможет определить «поведение» присадки: если она расплавляется не доходя до ванны, следует уменьшить силу тока. Если проволока «прокалывает» сварочную ванну, необходимо увеличить Амперы, и понизить скорость подачи. Расход газа должен быть в пределах 6-11 литров в минуту.
Но показания манометра не всегда точны, поэтому ориентироваться следует на негромкое шипение и отсутствие пор в шве после окончания работы.
Особенности шва в пространственном положении
Полуавтоматом накладывают швы по принципу обычной дуговой сваркой. Разница заключается только в том, как работает сварщик с вертикальными стыками. Для того, чтобы выполнить вертикальный шов полуавтоматом, необходимо вести сварку сверху вниз. На видео в интернете видна важность поперечно колебательных движений по сторонам.
Если держать горелку долго на одном месте, расплавленный металл начнет стекать вниз. При наличии широкого зазора, сперва, делается «мостик» между частями изделия в верхней точке. После чего производится заполнение соединения металлом. Для герметичности, при окончании сварки следует вывести ванну за пределы стыка на цельный материал.
После чего производится заполнение соединения металлом. Для герметичности, при окончании сварки следует вывести ванну за пределы стыка на цельный материал.
Начинающие сварщики быстро учится выполнять качественные швы на таких аппаратах, поскольку в них нет шлака, и лучше видно сварочную ванну. Зная устройство и принципы настройки полуавтомата, можно выполнять различные работы в производственных и домашних условиях.
- Поделись с друзьями
- 1
- 0
- 0
- 0
Источник: https://svarkalegko.com/oborudovanie/poluatomat.html
Устройство сварочного полуавтомата, принцип работы
Как только человечество научилось получать металлы, назрела необходимость создания оборудования для производства изделий из данного материала. В различных отраслях промышленности сварка полуавтоматом используется для скрепления металлических конструкций.
Полуавтомат сварочный подходит для варения черных и цветных металлов различной толщины.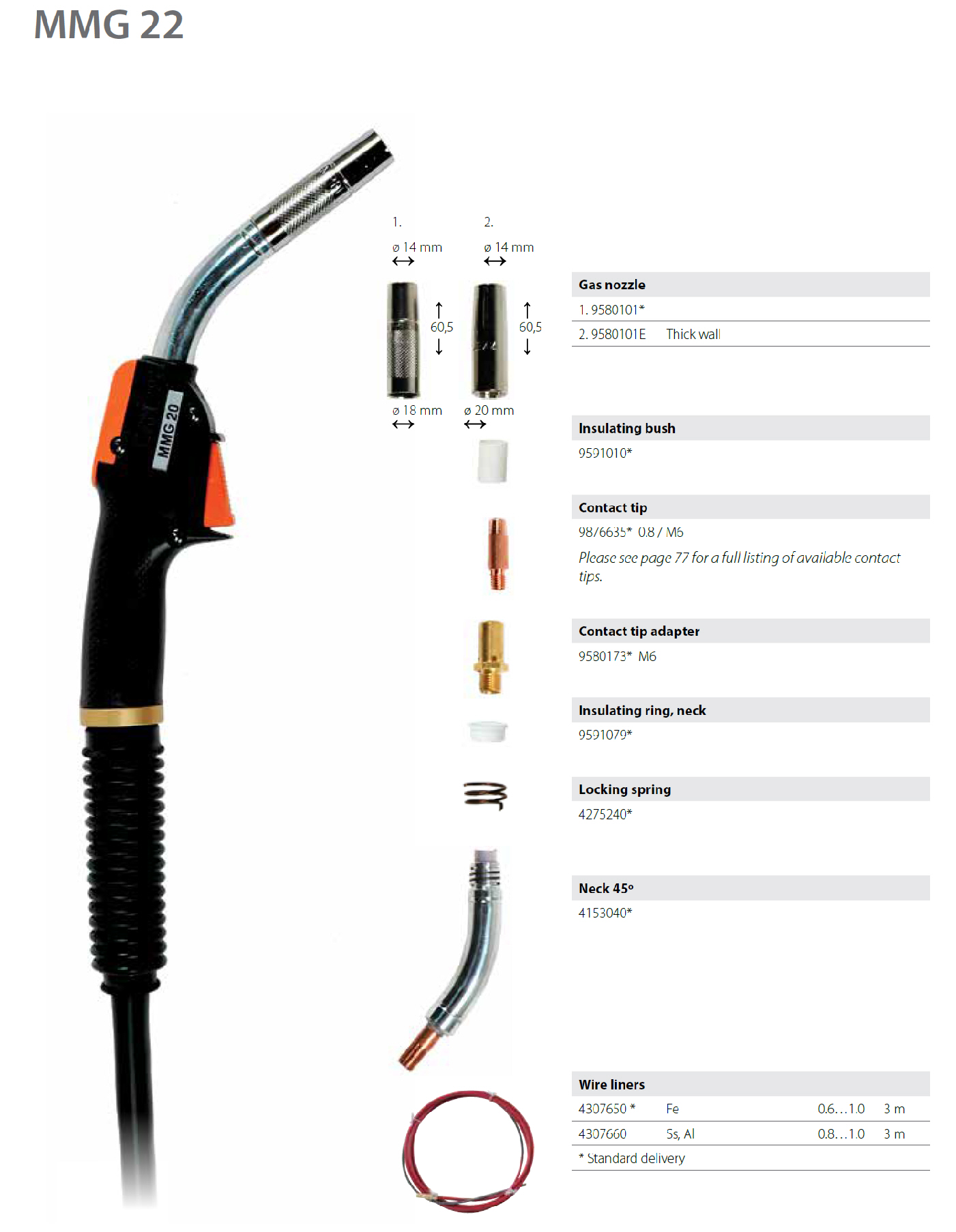 Специальное оборудование для сварки позволяет ускорить производственный процесс и повысить качество швов.
Специальное оборудование для сварки позволяет ускорить производственный процесс и повысить качество швов.
Для проведения сварочных работ нужно обладать достаточными знаниями, иметь арсенал оборудования и соблюдать технику безопасности.
Интересная информация. Полуавтомат сварка применяется на многих СТО. С его помощью производится кузовной ремонт авто.
Что представляет собой полуавтоматЧеловек, желающий освоить технику сварки, должен в первую очередь понять, что такое сварочный полуавтомат и изучить его устройство. Говоря простыми словами, он представляет собой электромеханический прибор, в котором в качестве плавящегося электрода выступает сварочная проволока, подающаяся в зону сварки.
Комплект работающего агрегата состоит из нескольких узлов:
- основной блок, состоящий из трансформатор для подачи питания и механизма, подающего проволоку;
- шланг или сварочный рукав для полуавтомата
- горелка полуавтоматической сварки, внутрь которой помещается проволока
- токопроводящий наконечник для полуавтомата – его обычно называют соплом для полуавтоматов
- система подачи инертного газа
Комплект полуавтоматического оборудования
На крупных предприятиях задействуют производительные стационарные модели. Они подходят для серийного производства по ГОСТу, встречаются на фабриках или заводах.
Также, используются мобильные модификации, которые можно перемещать по шасси. Они способны работать безотказно в суровых полевых условиях.
Для личных нужд и небольших ремонтных работ используют переносные устройства, отличающиеся скромными габаритами и небольшой массой.
Как работает полуавтоматПонять принцип работы сварочного полуавтомата несложно. В процессе обработки на свариваемый участок подается непрерывно электродная проволока. Поэтому мастеру не нужно постоянно ставить новые электроды. В процессе сварки происходит нагрев и деформация обрабатываемых поверхностей. Между находящимся под напряжением электродом и металлом, в смеси газов и паров образуется электрический разряд. Качество шва улучшается за счет инертного газа, предотвращающего образование окислов. Не всегда используются газовые баллоны. Иногда применяется техника варения без аргона. Выбор той или иной методики зависит от возможностей рабочего оборудования.
Важно. Полуавтоматическим метод сварки называется потому, что проволока подается автоматически, а контроль подачи и, собственно, процесс сваривания осуществляется сварщиком вручную.
Так же как и в ручной дуговой сварке, полуавтоматический аппарат имеет два полюса: положительный и отрицательный. Выбор полярности подключения зависит от свариваемого металла. Один зажим крепится к детали, другой подается к скользящему контакту сварочной горелки.
Важно. В роли сварочного контакта выступает наконечник, к которому подается питание от основного блока
Силу тока подбирают в соответствии с характеристиками обрабатываемого материала. Обычно профессионалы пользуются специальными таблицами для расчета или следуют рекомендациям производителя агрегата. Скорость подачи задается при помощи коробки передач или шестерни.
Рекомендуем! Как правильно научиться варить инверторной сваркой
Газовые полуавтоматы работают с инертным или углекислым газом. Загружается сварочная проволока для полуавтомата с содержанием магния и кремния, которая расплавляется и попадает на свариваемый участок. Одновременно подается газ, защищающий металлическую деталь и электрод от негативного воздействия кислорода.
Одновременно подается газ, защищающий металлическую деталь и электрод от негативного воздействия кислорода.
В случае с аппаратурой для флюсовой проволоки, газ не нужен. Флюс – это особый порошкообразный состав, находящийся в сердцевине проволоки. По своему составу он близок к обмазке электродов. В процессе сварки полуавтомат флюс сгорает и образуется газ, который нейтрализует вредное воздействие воздуха. Использоваться могут различные виды проволоки.
Закрепить полученные знания поможет просмотр данного видео
Режимы полуавтоматической сварки – теория и практикаПолуавтоматическая сварка предполагает возможность самостоятельно выставить настройки. Человек может менять 4 основных параметра – скорость плавления, высоту шва и подачи проволоки, направление движения электрода.
Также, мастера должны уметь регулировать сварочные горелки для полуавтомата. Подбирается режим с учетом толщины металлического листа и ГОСТа. За счет использования газа зона теплового воздействия уменьшается.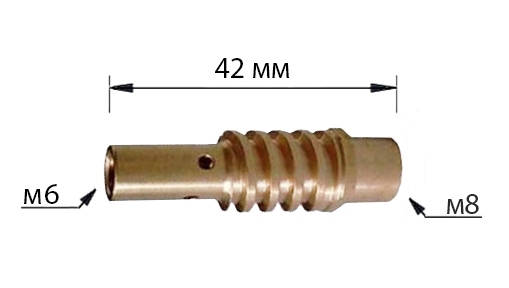
Поэтому возможно наложение нескольких швов без деформации металла.
Сварщик должен помнить все рабочие параметры наизусть. Выделяют следующие режимы сварки полуавтоматом:
- цикличный – используют короткую дугу
- импульсный
- точечный
- постоянное круговое перемещение металлического листа
- струйное перемещение заготовки
Полезная информация. Если толщина детали более 5 миллиметров, придется производить обработку в несколько шагов.
Для работы в соответствии с требованиями ГОСТ необходим инертный газ – аргон или гелий. Иногда применяются смеси этих двух газов.
В противном случае не только снижается качество сварного шва, но и возрастает вероятность получения травм и ожогов работником. Сварка низколегированных сталей осуществляется в среде углекислого газа.
Поэтому важно правильно определить необходимый объем баллона и постоянно контролировать поступление газа.
Рекомендуем! Чем и как сваривают алюминий
Механизм подачи
Для протяжки проволоки предназначен специальный подающий механизм для полуавтомата.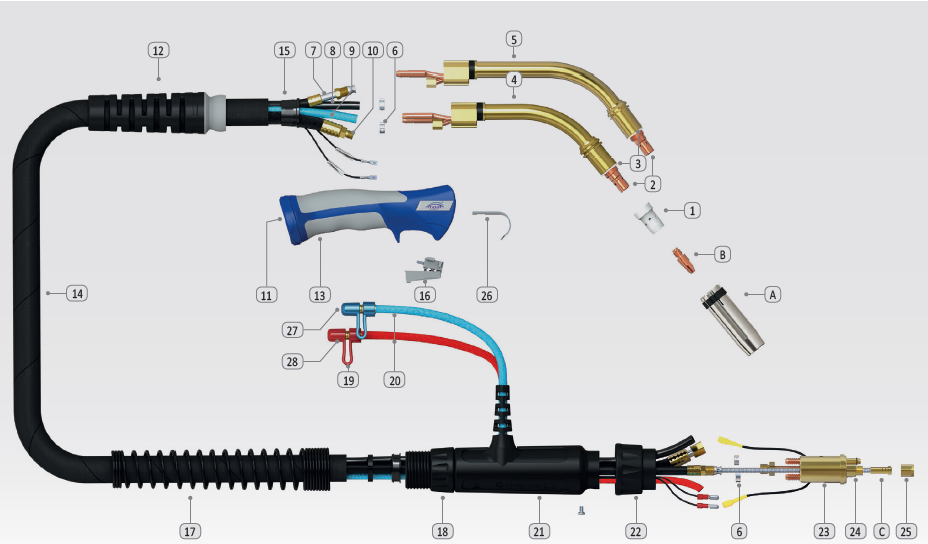 Он снижает расход сварочной проволоки. Современные модели оснащаются электронным управлением, поэтому пользоваться ими несложно.
Он снижает расход сварочной проволоки. Современные модели оснащаются электронным управлением, поэтому пользоваться ими несложно.
В некоторых имеется возможность записывать более пяти программ сварочных режимов. Дорогостоящие модели обычно имеют несколько дополнительных регуляторов. Через канал горелки проволоку протягивают ролики для сварочных полуавтоматов.
При этом, расходник подается с заданной сварщиком скоростью. На выбор представлено 3 модификации подающих механизмов:
- Толкающий – используется довольно часто, но имеет ограничения по длине шланга. Неудобен, если нужно сварить детали, расположенные на удалении от источника тока.
- Тянущего действия – возможно подключение длинного шланга.
- Комбинированный – объединяет преимущества предыдущих двух разновидностей.
После выставления режимов полуавтоматической сварки можно переходить к пробному запуску. На небольшой заготовке производится варка. Если качество шва устраивает, можно приступать к работе. Когда результат не удовлетворяет, прибор повторно настраивают. Очень важно произвести правильную настройку, чтобы дуга не рвалась, а шов был ровным.
Когда результат не удовлетворяет, прибор повторно настраивают. Очень важно произвести правильную настройку, чтобы дуга не рвалась, а шов был ровным.
О тонкостях настройки механизма смотрите в видео:
Основы сварки полуавтоматомИспользуя полуавтомат, удобно сваривать даже заржавевший или оцинкованный металл. Поверхность при обработке не будет повреждаться. Главное – знать, какую проволоку выбрать для полуавтомата в соответствии с ГОСТом, чтобы шов был крепким. использовать и медную, и алюминиевую проволоку.
Выбрав подходящие расходные материалы, такие как горелка для полуавтомата с необходимой мощностью, можно переходить непосредственно к процессу сварки. Сначала производится настройка оборудования и выполнение защитных мер. Работать нужно в маске и специальной одежде.
Тип шва выбирают, отталкиваясь от ГОСТов.
- Порядок проведения подготовительных операций:
- Очистить и обезжирить свариваемые детали. Для этого потребуются растворители.

- Убедиться в исправности газового оборудования.
- Сделать шов на пробу, чтобы определить точность настроек.
- Подобрать силу тока и напряжение.
Автомобильные запчасти часто имеют хрупкие элементы, которые нужно время от времени подваривать. Сотрудники СТО обычно используют аппараты с углекислым газом. В процессе обработки детали сохраняют безупречный внешний вид, не покрывается трещинами краска.
Поэтому можно сэкономить на дальнейшей грунтовке и окраске. Есть возможность обработать даже небольшой труднодоступный участок. Образуется минимум отходов, шов получается прочный и при этом, достаточно тонкий. Проволока сварочная быстро расплавляется, но сварщику не нужно тратить время на установку электродов.
Поэтому скорость работы увеличивается в разы.
Рекомендуем! Сварка стыков арматуры ванным способом
Технологию сварки полуавтоматом инверторным с углекислым газом сможет освоить даже начинающий. С его помощью можно обрабатывать в том числе, нержавеющую сталь. Даже если движения будут не очень аккуратными, шов получится ровный. Детали, разнящиеся по толщине, надежно соединятся.
С его помощью можно обрабатывать в том числе, нержавеющую сталь. Даже если движения будут не очень аккуратными, шов получится ровный. Детали, разнящиеся по толщине, надежно соединятся.
Профессионалы обычно применяют сварку тиг аргоном, когда углекислый газ не подходит. Ответственный момент – выбор давления. Оно должно быть достаточно высоким, чтобы сварная ванна не растекалась. Но если задать слишком сильно увеличить давление, начнет закачиваться воздух.
Сварка без газа – альтернативный вариантИспользуя инертный газ можно предотвратить образование окислов и сделать шов высокого качества. Но работать с газовыми баллонами многие любители не решаются. Тем более, стоимость аргона достаточно высока, и аппарат в хозяйстве использоваться будет не так уж часто.
На дачном участке или в гараже удобнее производить сварку без газа с подачей прямого тока. Для этого нужно приобрести порошковую или флюсовую проволоку. Газ образуется в процессе сгорания проволоки, как при использовании стандартного электрода.
Образующиеся пары защищают обрабатываемую область.
Как сварить стальное изделие полуавтоматом без газаСначала необходимо приобрести катушку стальной проволоки с флюсом. После включается подача подача проволоки для полуавтомата. Для этого поворачивается переключатель на корпусе аппарата. Затем производится закладка флюса внутрь воронки.
Необходимо следить за положением держателя, чтобы флюс попадал только в рабочую зону. Затем следует аккуратно открыть защитную заслонку, чтобы выпустить флюс. Теперь можно запустить прибор, нажав на кнопку «Пуск» и начинать водить электродом.
Как только образуется электрическая дуга, мастер приступает к варению.
На полуавтомат возлагаются большие надежды. Не нужно затрачивать много времени и сил, как в случае с ручными приборами. Научиться варить может любой желающий.
Но для начала придется посвятить время изучению устройства полуавтомата и техник варения. Прежде чем браться за ответственные операции, стоит попрактиковаться.
Без тренировки стать сварщиком просто невозможно.
Также, следует учитывать повышенный риск травматизма. Поэтому следует в первую очередь соблюдать технику безопасности.
Источник: https://svarkagid.ru/tehnologii/kak-rabotaet-poluavtomaticheskaya-svarka-ustrojstvo-printsip-raboty-tehnologiya.html
Горелка для полуавтомата: виды, как выбрать, лучшие модели
Сварка MIG/MAG отличается повышенной производительностью и беспрерывными соединениями.
Качество шва зависит от характеристик аппарата и навыков сварщика, но горелка сварочного полуавтомата тоже влияет на удобство выполнения процесса, поэтому должна быть правильно подобрана.
Обсудим устройство и разновидности горелок для сварочных полуавтоматов, а также сделаем обзор наиболее удачных моделей.
Подборка товаров осуществлена на основе отзывов, мнений и оценок пользователей, размещенных на различных ресурсах в сети интернет. Вся информация взята из открытых источников.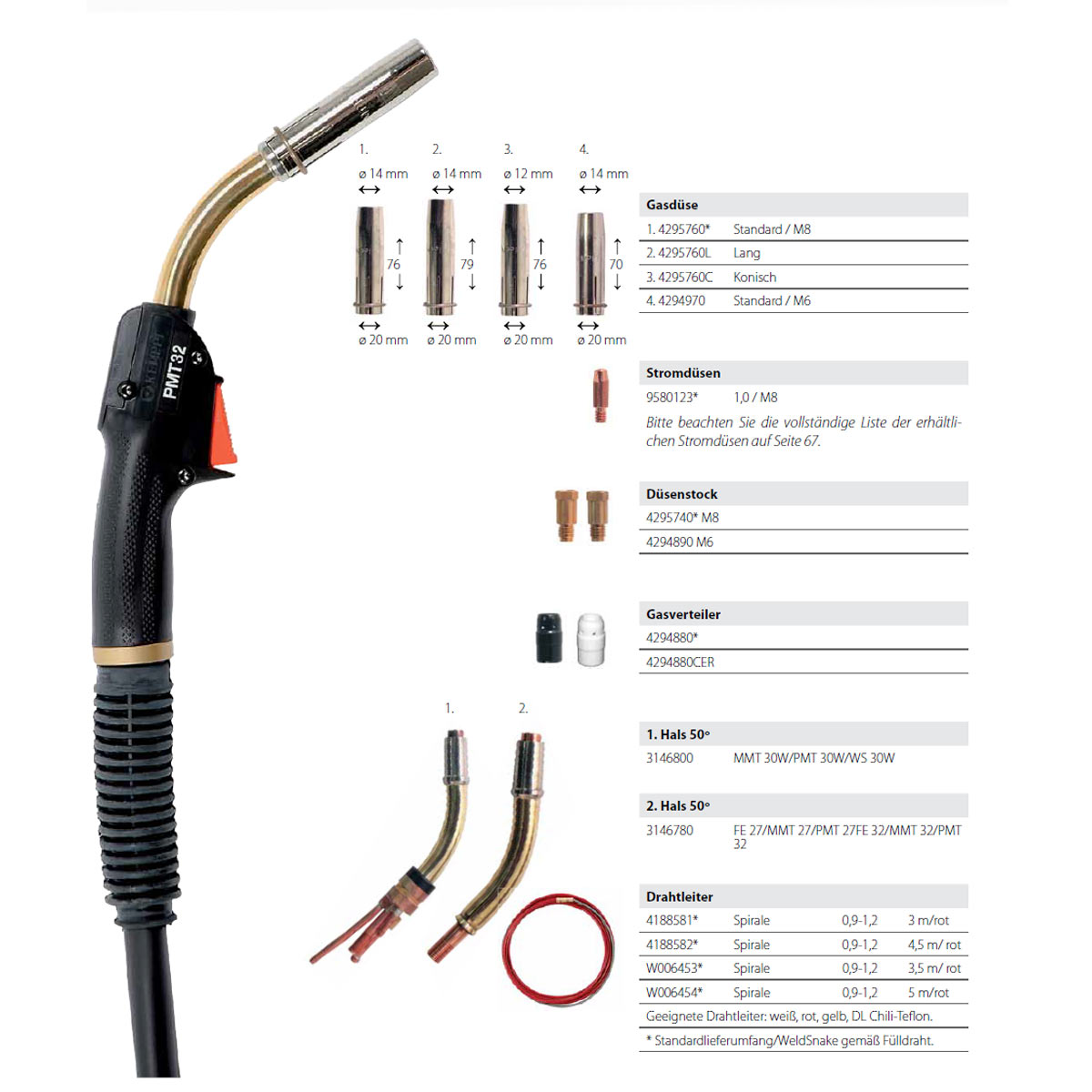 Мы не сотрудничаем с производителями и торговыми марками и не призываем к покупке тех или иных изделий. Статья носит информационный характер.
Мы не сотрудничаем с производителями и торговыми марками и не призываем к покупке тех или иных изделий. Статья носит информационный характер.
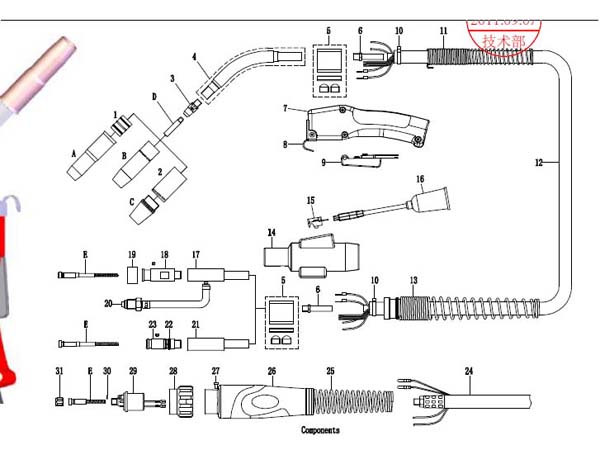
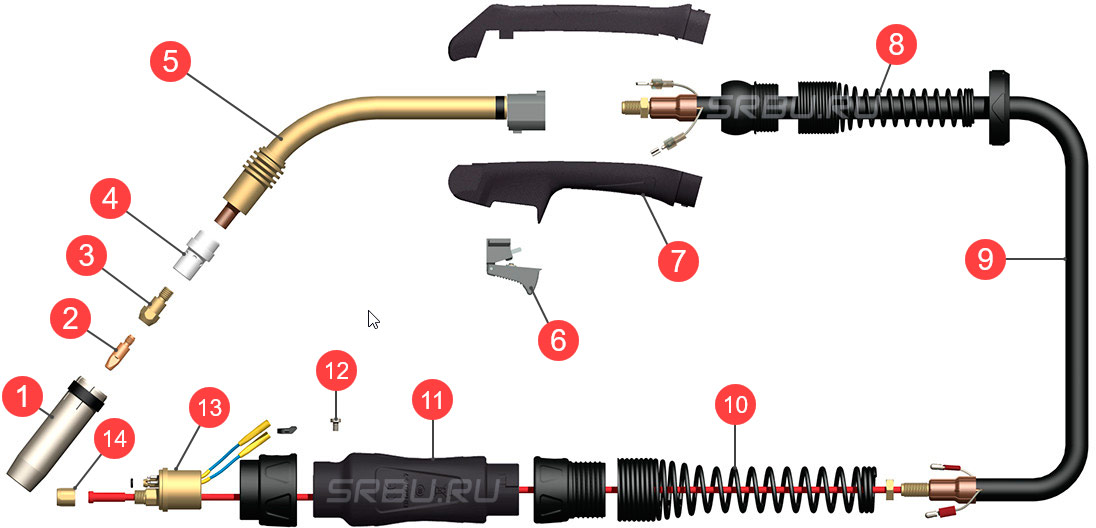
Устройство газовой горелки в сборе с рукавом
Чтобы разобраться в выборе комплектующих, рассмотрим устройство горелки для полуавтомата, которое поможет понять, на какие элементы приходится больше всего нагрузка при эксплуатации.
1. Сопло коническое.2. Токовый наконечник.3. Держатель наконечника.4. Распределитель газа.5. Мундштук.
6. Кнопка.7. Рукоятка.8. Соединительная пружина.9. Коаксиальный кабель.10. Соединительная пружина.
11. Коробка для охлаждения воздуха.12. Винт.13. Центральный коллектор.14. Гайка.
Разновидности газовых горелок
Горелки для полуавтомата отличаются прежде всего по разрешенной максимальной силе тока. От этого зависит какую толщину металла получится ими сваривать (в сочетании с мощностью полуавтомата). Есть бытовые горелки и полупрофессиональные с показателем 150-180 А. Далее идут аксессуары на 200-250 А. На серьезных производствах применяют горелки, выдерживающие сварку на токе 300-400 А.
От этого зависит какую толщину металла получится ими сваривать (в сочетании с мощностью полуавтомата). Есть бытовые горелки и полупрофессиональные с показателем 150-180 А. Далее идут аксессуары на 200-250 А. На серьезных производствах применяют горелки, выдерживающие сварку на токе 300-400 А.
Еще бывают горелки для работы за сварочным столом (сварочный рукав для полуавтомата короткий — 2-3 м), и горелки для сборки объемных конструкций в цеху (длина шланг-пакета 4-5 м).
Последнее различие составляет вид охлаждения, который бывает воздушным и жидкостным. В первом случае тепло уходит в воздух, а изнутри дополнительно выполняется продувка газом. Во втором случае в горелке предусмотрен канал подачи и обратки для циркуляции жидкости, которая осуществляется от помпы.
Тип охлаждения влияет на продолжительность работы и стоимость товара.
Как подобрать газовую горелку и сварочный рукав для полуавтомата
При выборе модели, учитывайте следующие шесть факторов.
Предел максимального сварочного тока
Этот параметр должен соответствовать характеристикам аппарата. Если у Вас полуавтомат выдает 300 А, то и показатель горелки должен быть не меньше. В случае, когда сварка всегда ведется на малых токах (100-120 А), можно купить горелку, рассчитанную на такую величину, но это ограничит возможности аппарата.
Если у Вас полуавтомат выдает 300 А, то и показатель горелки должен быть не меньше. В случае, когда сварка всегда ведется на малых токах (100-120 А), можно купить горелку, рассчитанную на такую величину, но это ограничит возможности аппарата.
Длина рукава
Длинна рукава бывает от 2 до 8 м. Чем шланг-пакет больше, тем маневреннее сварщик. Но в таком случае требуется надежный четырехроликовый механизм подачи.
Еще важно следить, чтобы канал не закручивался, иначе проволока начнет «буксовать». Для работы в гараже или во дворе частного дома хватит 2-3м. В цеху желательно иметь запас в 4-5 м.
Метод охлаждения
Если Вы собираете каркасы теплиц, беседки, двери, ворота, то много времени уходит на подготовку деталей, зачистку, обрезку. Длина швов в таких конструкциях не превышает 10 см.
Здесь достаточно горелки с воздушным типом охлаждения, которая будет успевать остывать, пока ведутся другие работы.
При непрерывной сварке с длинными швами, нужно водяное охлаждение, иначе будет страдать производительность.
Разъем для подключения горелки
Бывают невстраиваемые горелки, которые невозможно отсоединить от аппарата. В случае раздельного исполнения используется чаще всего разъем EURO, который маркируют еще KZ-2. Если у Вас полуавтомат с таким входом, то Вам подойдет любая горелка с Евро-штекером.
На некоторых моделях встречается разъем PDG-309. Тогда необходимо искать именно такое обозначение для замены оснастки.
Тип и размер канала для проволоки
Тип канала бывает стальной и тефлоновый. Первый используется для цельной и полой проволоки при сварке нержавейки и черного металла. Второй подходит для заправки алюминиевой проволоки и сварки алюминия и его сплавов. Диаметр канала подбирается исходя из сечения проволоки и бывает 0.6-1.6 мм.
Эргономика
Чем естественней горелка ложится в руку, тем меньше сварщик будет уставать при продолжительной работе. Для этого на рукоятке должны быть вырезы, кнопка пуска должна располагаться снизу и точно под указательным пальцем, расширение спереди предназначено для предотвращения выскальзывания. Резиновые вставки содействуют прочному обхвату.
Резиновые вставки содействуют прочному обхвату.
Правила эксплуатации и обслуживания
Чтобы грелкой было удобно варить, ее канал не должен перекручиваться или собираться в петли. Это затрудняет прохождение проволоки. Токосъемный мундштук выбирается по диаметру подающейся с катушки присадки. Со временем его внутреннее отверстие разрабатывается и проволока начинает «гулять», из-за чего труднее контролировать формирование шва. В таком случае мундштук меняется на новый.
Сопло горелки направляет защитный газ точно в зону сварки. Постепенно оно обрастает внутри окалинами, которые нужно чистить.
Брызги металла прилипают и снаружи, поэтому рекомендовано наносить жирные спреи, уменьшающие адгезию (создают пленку на поверхности гусака и сопла).
Кабель канал склонен к накоплению мусора и технической смазки от проволоки, поэтому раз в год его требуется прочищать, для чего выпускают специальные приспособления.
Лучшие горелки для сварочных полуавтоматов
Если у Вас полуавтомат не с цельным присоединением кабель-канала к корпусу, то такую горелку можно заменить на более удобную. Для покупки ищите товар с обозначением штекера EURO. Он универсален и подходит к любым аппаратам с таким же разъемом. Покупать оборудование такого же бренда, что и Ваш полуавтомат, не обязательно.
Для покупки ищите товар с обозначением штекера EURO. Он универсален и подходит к любым аппаратам с таким же разъемом. Покупать оборудование такого же бренда, что и Ваш полуавтомат, не обязательно.
Горелки на 150-180 А
Если сварочный полуавтомат используется для соединения металла толщиной 0.8-7.0 мм, то достаточно горелки, рассчитанной на силу тока 150-180 ампер.
MIG-150 BRIMA
Горелка для полуавтомата от немецкого производителя. Снабжена эргономичной ручкой с несколькими вырезами, которые хорошо ложатся в ладонь сварщика. Кабель-канал может принимать проволоку от 0.6 до 1.0 мм.
Длина рукава составляет 3 м, чего достаточно для стационарного сварочного поста в мастерской. Если варить на токе 150 А, то продолжительность включения составит 60%. Евро разъем оснащен выступающей рельефностью, которая облегчает подсоединение к сварочному аппарату.
Аксессуар охлаждается воздухом снаружи и газом изнутри.
Горелка примечательна удлиненным соплом, которое подходит для сварки на прямой и обратной полярности (меньше греется). Еще угол наклона гусака минимальный, что позволяет заводить ее в трубы и вести сварку в труднодоступных местах.
Еще угол наклона гусака минимальный, что позволяет заводить ее в трубы и вести сварку в труднодоступных местах.
Это горелка от итальянского производителя. Она подходит для сварки полуавтоматом как в среде защитного, так и активного газа. Реализовано воздушное охлаждение. Максимальный ток допустим 180 А. При этом ПВ будет 40%. Аксессуар совместим с проволокой 0.6-1.0 мм в диаметре. Но весит горелка с кабель-каналом 2.4 кг, поэтому на высоте придется придерживать ее второй рукой, чтобы не оттягивала.
Модель примечательна длиной рукава 5 м. Это выгодно при работе с крупными конструкциями — Вам потребуется реже передвигать сам аппарат. Повышенная мобильность сварщика позволяет быстро переходить от одного изделия к другому и даже трудиться попеременно на двух сварочных столах.
В данной горелке есть широкая резиновая накладка сверху, предотвращающая выскальзывание из рук. Место расположения курка отделено, чтобы другие пальцы не съезжали туда. Шланг-пакет тоньше, чем у других производителей и легче. Длина канала составляет 3 м, а максимальный ток допустим до 180 А.
Длина канала составляет 3 м, а максимальный ток допустим до 180 А.
Судя по отзывам сварщиков, эта модель довольно комфортна для удержания и работы по 6-8 часов каждый день. Еще она наиболее доступна по цене. Если у Вас сварочный полуавтомат от именитого бренда, у которого нужно заменить горелку, то здесь получится сэкономить, не потеряв в качестве.
Это горелка премиального качества от немецкого бренда. Она имеет длину рукава 3 м и пропускает в себе проволоку с диаметром 0.6, 0.8 и 1.0 мм. Варить ей можно с максимальным током не выше 180 А, иначе перегреется и расплавится. На сопле предусмотрены два рельефных кольца для удобного снятия наконечника.
Горелка дорогая, но очень удобная. Ее ценят сварщики за эргономинчость. Если Вам требуется варить каждый день по 6 часов, то с ней меньше устанет рука. Кнопка нажимается очень легко одним пальцем. Резиновая накладка сверху не дает скользить в руках.
В конце рейтинга мы поместили горелку от австрийского бренда. У нее оптимальный рабочий ток 150 А, при котором продолжительность включения разрешена 60%.
Если нужно, то кратковременно можно провести сварку на 180 А, но с более длительными перерывами на остывание. Длина рукава 4 м повышает мобильность сварщика. Весит горелка с каналом 2 кг.
Она отличается от большинства других моделей расположением резиновой вставки снизу, что не дает скользить пальцам.
Такой товар подойдет там, где часто приходится менять положение и варить вертикальные, потолочные и угловые швы. Чтобы кабель-канал не загибался, предусмотрены длинные пружинные вставки на входе в горелку и перед Евро-разъемом.
Когда требуется сваривать детали с толщиной 10-20 мм, то необходимо повышать силу тока на полуавтомате. Соответственно и горелка нужна с большим показателем тока. Вот рейтинг лучших моделей этого уровня.
MS 24 Сварог ICT2698
Горелка МИГ для сварки в среде углекислоты и смеси аргона. С газом MIX допустим ток 220 А, с углекислотой можно 250 А. В обоих случаях ПВ составляет 60%. Шланговый пакет, судя по отзывам, довольно гибкий.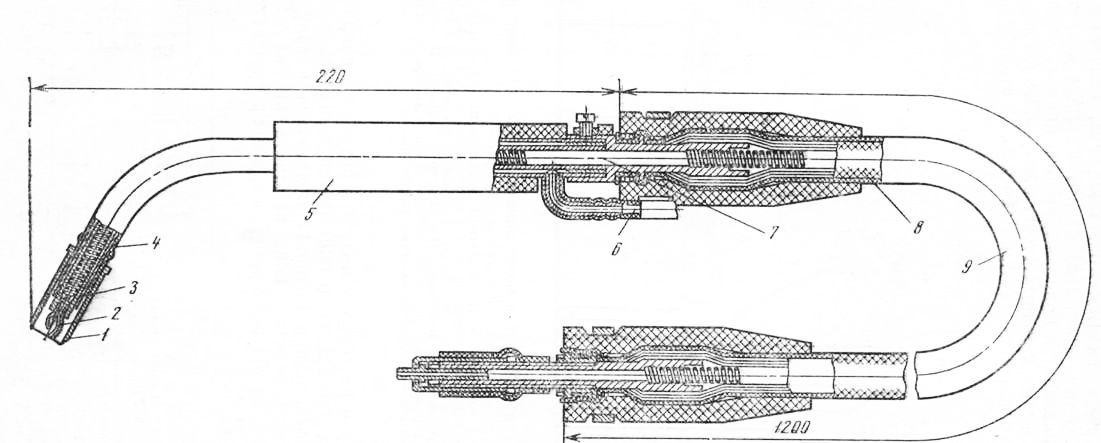
Его длина — 3 м. Горелка рассчитана на воздушное охлаждение. Можно заправлять проволоку от 0.8 до 1.2 мм. Общий вес товара 2.7 кг. Наконечник массивный и прочный.
Но длинный токовод мешает контролировать сварочную ванну.
Эта модель интересна наличием антискользящих накладок сверху и снизу на рукоятке. Такое исполнение особенно актуально для работы на высоких конструкциях (чтобы не выронить) или в жарких условиях (на улице летом). Еще горелка примечательна гусаком, покрытым медью, что снижает количество прилипающих брызг от сварки.
Далее горелка от немецкого бренда. Согласно отзывам товар нравится покупателям доступной ценой. У рукоятки нет резиновых накладок, зато есть выступы под пальцы.
Анатомическая форма снимает напряжение с руки. Длина кабеля здесь 3 м. Диаметр проволоки разрешен 0.8, 1.0 и 1.2 мм. Максимальная сила тока не более 250 А.
С таким показателем можно варить непрерывно по 6 минут, а затем давать ей остывать 4 минуты.
Обратите внимание на мощную пружину у основания разъема и ручки. Она не допускает залома канала при сильном изгибе. Проволока будет подаваться непрерывно. Провода, ведущие к кнопкам (шлейф), останутся целыми, несмотря на частые перегибы рукава.
Она не допускает залома канала при сильном изгибе. Проволока будет подаваться непрерывно. Провода, ведущие к кнопкам (шлейф), останутся целыми, несмотря на частые перегибы рукава.
Надежная горелка для полуавтомата с проверенным качеством. Позволяет работать с проволокой до 1.2 мм в диаметре. Имеет хорошую теплоотдачу и поддерживает сварку полуавтоматом с силой тока 230 А. Сверху на ручке накладка антискольжения. Гусак напылен хромом для снижения прилипания брызг. Евро-разъемом с высокими гранями легко вставлять в гнездо на полуавтомате.
Модель примечательна длиной кабель-канала 5 м. Благодаря этому сварщик может обходить вокруг крупного изделия, не перевозя за собой аппарат с баллоном. С таким рукавом практично вести сварку металлоконструкций нас стройке.
Завершает рейтинг мощных горелок для полуавтомата товар от немецкого производителя. Горелка чрезвычайно удобна за счет анатомической формы и двух резиновых вставок.
Угол гусака оптимален для минимального изгиба запястья. Серия рассчитана на максимальную силу тока 230 А. Можно установить тонкую проволоку 0.8 мм для сварки кузовов, и толстую 1.
Серия рассчитана на максимальную силу тока 230 А. Можно установить тонкую проволоку 0.8 мм для сварки кузовов, и толстую 1.
2 мм для соединения заготовок с сечением до 20 мм.
У горелки очень чувствительная кнопка пуска. Это помогает, когда полуавтомат используется для сборки ответственных конструкций, где требуются многочисленные прихватки. Нажатие по 1000 раз в день на курок не утомляет. Гибкий стыковочный элемент у основания обеспечивает подвижность горелки при изгибе для сварки в разных пространственных положениях.
Источник: https://srbu.ru/instrumenty-i-oborudovanie/1700-gorelka-dlya-poluavtomata-rejting.html
Горелка для сварочного полуавтомата: устройство, принцип работу
Как классифицируются горелки?
Разновидностей горелок для сварки довольно-таки много. Несмотря на то что принцип их работы примерно одинаковый, они могут обладать рядом особенностей:
- Инжекторные и безынжекторные конструкции – они отличаются друг от друга по технологии подачи кислорода к участку горения;
- Газовые или жидкостные.
 В первых для получения пламени требуемой температуры используется специальный горючий газ, а вторые работают на парах бензина или керосина;
В первых для получения пламени требуемой температуры используется специальный горючий газ, а вторые работают на парах бензина или керосина; - Специализированные или универсальные, причем последние могут применяться для любых работ, связанных с резкой или сваркой металла;
- Однопламенные и многопламенные дифференцируются в зависимости от потоков подаваемого пламени;
- Машинные и ручные;
- Газосварочные горелки могут классифицироваться по мощности: малая, средняя, высокая.
Как выбрать
Недостаточно выбрать один лишь полуавтомат, чтобы получить достойное качество швов. Важно также правильно подбирать комплектующие. Современные производители предлагают десятки разнообразных горелок, поэтому новичку порой трудно выбрать среди большого ассортимента. Мы решили облегчить вам задачу и рассказать об основных критериях, на которые нужно обращать внимание при выборе горелки.
Обратите внимание на токовую нагрузку (подбирается исходя из характеристик полуавтомата), длину рукава (чем длиннее, тем дальше вы сможете уйти от сварочного аппарата при работе), тип охлаждения (может быть воздушным и водяным; воздушного достаточно для домашней сварки) и тип подключения. О последнем расскажем подробнее.
Принцип работы безынжекторной работы
Если сварочная горелка работает на высоком давлении и имеет инжектор, то ее конструкция будет значительно проще по сравнению с конструкцией, где давление значительно ниже. Технология ее работы следующая:
Технология ее работы следующая:
- Кислород поступает в нее через специальные шейки, выполненные из резины, проходя через вентиль, а затем направляется в смеситель;
- В смесителе весь поток разделяется на множество небольших струй и направляется в сопло смесителя. По такой же технологии он направляется в специальный вентиль;
- Полученная смесь в сварочных горелках MIG-MAG проходит по газовому потоку значительного сечения, где завершается циркуляция, на выходе она получается наиболее однородной;
- На трубке наконечника расположен мундштук, который производится из долговечной не окисляющейся меди. Смесь на выходе будет сразу полностью сгорать, причем температура получается довольно высокой, которая будет значительно выше по сравнению с температурой плавления металла.
Чтобы в горелке, предназначенной для газосварки, газовый поток должен выходить равномерно с максимально точно выверенной скоростью, причем смесь должна будет полностью сгорать. Если скорость выхода газа небольшая, то пламя может переходить в верхнюю часть горелки – это довольно опасно, так как внутри горелки зачастую случается взрыв этой смеси.
При чересчур сильной скорости пламя будет отрываться от мундштука, станет отходить все дальше и дальше от среза, что в конечном счете приведет к его затуханию. Для определения требуемой скорости, необходимо принимать во внимание несколько важных данных: из чего состоит горючая смесь, какой внутренний диаметр у сопла, как устроен мундштук. Рассчитать правильную скорость подачи горючего можно только при условии, если известны все эти данные.
https://youtu.be/RTRd3GI8OEI
Усредненным считается значение в пределах от 70 до 160 м/с. Чтобы в конечном счете на выходе получилась подходящая скорость, придется создать давление порядка 0,5 атмосферы, причем давление для газа или паров и кислорода примерно будет одним и тем же.
Инжекторные горелки
Устройство сварочной горелки подразумевает использование в качестве горючего ацетилен, водород или метан, причем ею очень легко пользоваться. Принцип работы следующий: кислород из баллона поступает через специальный вентиль, проходя через конус инжектора, и попадает в смесительную камеру. Через инжектор закачивается горючий газ и интенсивно перемешивается с кислородом. После этого сформированная смесь отправляется по трубке наконечника в мундштук. Во многом благодаря кислороду давление вырывающегося из сопла мундштука газа становится значительно меньше по сравнению с атмосферным.
Через инжектор закачивается горючий газ и интенсивно перемешивается с кислородом. После этого сформированная смесь отправляется по трубке наконечника в мундштук. Во многом благодаря кислороду давление вырывающегося из сопла мундштука газа становится значительно меньше по сравнению с атмосферным.
Однако для качественного горения и получения нормальной температуры оно должно быть хотя бы 3,5 атмосферы. Стоит отметить, что инжекторная горелка обладает одним очень серьезным недостатком: состав горючей смеси остается непостоянным, что не позволяет обеспечить качественное и постоянное ее горение.
Несмотря на то что данное изделие работает на низких давлениях, его используют значительно чаще, нежели конструкции, рассчитанные на высокое давление. Устроена данная продукция несколько сложнее, так как в ней предусмотрен специальный блок охлаждения сварочной горелки. Дело в том, что низкое давление вызывает довольно сильный нагрев сопла и других элементов. Главное здесь — не допустить, чтобы камера, где образуется горючая смесь, не перегрелась и не взорвалась.
Популярные виды горелок для сварки
Типы горелок, которые популярны среди сварщиков.
Сварочная горелка для полуавтомата
Основными критериями работы газовой горелки для полуавтоматической сварки являются вид разъема для включения в сварочный аппарат, номинальный сварочный ток и система охлаждения.
Охлаждение самого устройства в данном случае особенно важно. Такого рода модели особенно часто используются для работы в труднодоступных участках.
Полуавтоматическая сварка без применения газа включает в себя формирование сварочной ванны в месте сплавления металлов двух соединяемых заготовок не сопровождается защитой из инертных газов.
Сварка полуавтоматом.
Полуавтоматическая модель имеет три составных элемента:
- сама горелка;
- ее шлейф;
- контактное соединение.
Суть ее работы – физическая связь со сварочным процессом. Подача металлической присадочной проволоки жидкости из системы охлаждения происходит по шлейфу горелки. Такой же путь у сварочного тока, защитного газа или флюса вместо него.
Такой же путь у сварочного тока, защитного газа или флюса вместо него.
Контактное соединение как элемент горелки необходим для подключения источника сварки и сварочной горелки.
Важная часть – рукоятка устройства. Обычно ее делают из литого материала с хорошей изоляцией. Что же касается наконечников или мундштуков, то их делают из бронзы, разных сплавов меди или неплавящегося вольфрама. Самые качественные – медные и вольфрамовые мундштуки: они самые долговечные и имеют длинный срок использования.
Горелка для аргонодуговой сварки
Нет нужды подтверждать востребованность аргоновой сварки – она была и есть чрезвычайно популярной. По большей части она используется для соединения заготовок из таких металлов как серебра, чугуна и, что особенно ценно, алюминия. Преимуществ у технологии немало, но главное – великолепный и долговечный шов.
У аргоновой горелки есть некоторые нюансы: она работает по своему принципу. Дело в том, что у нее совмещаются принципы аргоновой и дуговой сварки.
Источник питания – это обыкновенный электрический разряд, а аргон или другой инертный газ выполняет роль мощной защиты от проникновения и воздействия кислорода. Потому что вес аргона больше веса кислорода. Электроды при таком способе выбираются вольфрамовые, неплавящиеся.
Горелка для аргонодуговой сварки.
Сварочная горелка для аргонодуговой сварки может различаться по нескольким параметрам:
- мощности горения;
- типу системы охлаждения горелки;
- типу управления пламенем и другими показателями;
- длине электрического кабеля;
- типу подключения к аппарату сварки.
Тип охлаждения в таких устройствах бывает двух типов: воздушный или водяной. Тип управления тоже делится на три варианта: вентильный, с помощью кнопок или универсального характера.
Конструкция устройства простая: специальный шланг для инертного газа, силовая жила и специализированной составной рукоятки. Модель с водяным охлаждением снабжена дополнительным шлангом для воды или другой жидкости.
Рукоятка аргоновой горелки устроена следующим образом: сопло из керамических материалов, цанги, ее корпуса и каппы одного из двух видов – длинной или короткой.
Горелка для сварки типа ТИГ
Устройство этого вида выполняет функцию держателя электрода. Здесь также используется защитный газ. В отличие от других видов горелок здесь нет специального канала для подачи присадочной проволоки, которая подается ручным способом.
Устройство горелки для TIG сварки.
Составные части горелки ТИГ следующие:
- электрод;
- корпус;
- втулка для уплотнения;
- корпус этой втулки;
По ходу процесса сварки электрод помещается в щиток корпуса горелки через втулку, которая хорошо его фиксирует. Щиток для электродов нужно повернуть для закрепления. Держать горелку во время работы нужно под углом не больше 40° по отношению к вертикали.
Данная технология особенно широко применяется в кузовных работах и специальных ремонтных мероприятиях в автомастерских высокого профессионального уровня и с широким спектром услуг. Также он хорош при разного рода строительно-монтажных работах.
Также он хорош при разного рода строительно-монтажных работах.
Особенности проведения сварочных работ с помощью газовой горелки
Прежде всего, газовые горелки отличаются тем, что они прекрасно подходят для полуавтоматических или автоматических сварных работ, когда сварная проволока подается без использования рук, что в значительной степени облегчает технологический процесс.
Благодаря автоматической сварке можно качественно проварить все труднодоступные участки, причем усилий придется прилагать минимальное количество. Отходов от таких работ минимальное количество. Сварной шов получается довольно прочным за гораздо меньший промежуток времени, нежели во время дуговой электросварки. Минусов у данной технологии не слишком много, они касаются, прежде всего, довольно высокой стоимости оборудования и комплектующих. Вся система отличается сложностью в плане устройства, продукция весьма тяжелая и громоздкая, поэтому перемещать ее с одного места на другое будет очень проблематично.
Технологический процесс сварки состоит из следующих этапов:
- Участки свариваемых деталей нужно тщательно зачистить от всех следов ржавчины или коррозии. Можно сделать это с помощью специальной металлической щетки, насадки на угловую шлифовальную машину.
- Обязательно следует обезжирить поверхность с помощью ТИГа или иных составов, иначе плавящийся электрод будет не слишком плотно прилегать к металлу;
- Активируется газовая горелка, запускается полуавтоматический механизм подачи электрода и начинается непосредственная работа по соединению металлических элементов;
- Обязательно следует установить скорость подачи электрода. Она зависит от типа свариваемых металлов, их толщины и целого ряда других факторов.
Внутреннее устройство сварочного полуавтомата
При полуавтоматическом методе, защитный газ поступает в зону электрической дуги и защищает металл от воздействия воздуха (азотирования, окисления). Защитный газ, может быть инертным (аргон, гелий) или активным (углекислый газ).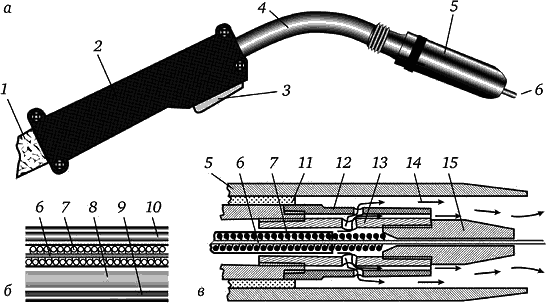
работа с металлом в защитной среде инертного газа получила название MIG (Metal Inert Gaz), а если, в качестве защитной среды, используется активный газ – MAG (Metal Active Gaz).
Основные узлы аппарата для газовой среды:
- Баллон с газом (углекислота или аргон),
- Шланг для подачи газа;
- Кассеты с проволокой;
- Механизм подачи проволоки;
- Трубопровод подачи проволоки;
- Газовая горелка;
- Источник питания;
- Блок управления;
- Газовая аппаратура;
- Провод цепи управления.
А вы знаете, что в домашних условиях можно проводить сварочные работы не только с черными металлами, но и с цветными, например алюминием. Узнайте все о сварке алюминия без использования профессиональных дорогостоящих аппаратов.
Чтоб защитить глаза во время сварки обязательно нужно использовать специальную маску. На этой странице можно узнать, как использовать шлем сварщика хамелеон со стеклами, которые автоматически темнеют во время сварки.
Хотите быстро уложить водопроводные или канализационные трубы? Используйте полипропиленовые изделия, они надежны и легки в установке. Здесь описано, как подобрать аппарат для сварки полипропилена.

Газовая горелка
Назначение горелки для сварочного полуавтомата – это подача защитного газа и электродной проволоки в зону горения. Рукоятка горелки изготовлена из изоляционного материала, снабжена пусковой кнопкой и защитным щитком. Основными деталями горелки являются газовое сопло и наконечник для подвода тока.
Как правильно обращаться с горелкой?
Перед тем как приступить к непосредственному выполнению работ, необходимо проверить, насколько хорошо работает инжекторная составляющая оборудования. Для этого к ниппелю, который подает кислород, подключают шланг кислородного редуктора. Осторожно поднимают давление в системе до рабочего.
Когда кислород будет проходить через инжектор, в ацетиленовом канале должно возникнуть разрежение. Если оно будет, то палец будет присасываться к ацетиленовому ниппелю. В этом случае подключают оба шланга и тщательно закрепляют их, только после этого можно поджигать горючую смесь и регулировать величину пламени.
В этом случае подключают оба шланга и тщательно закрепляют их, только после этого можно поджигать горючую смесь и регулировать величину пламени.
При окончании работ сначала перекрывают вентиль ацетиленового баллона, а затем закрывают и кислородный вентиль. Если поступить наоборот, то может случиться удар огня в шланг, по которому подается ацетилен, что чревато взрывом. При соблюдении технологии работ удастся получить надежное соединение, которое будет долго сохранять свою прочность.
Устройство полуавтомата для сварки в защитных газах
Как только человечество научилось получать металлы, назрела необходимость создания оборудования для производства изделий из данного материала. В различных отраслях промышленности сварка полуавтоматом используется для скрепления металлических конструкций. Полуавтомат сварочный подходит для варения черных и цветных металлов различной толщины. Специальное оборудование для сварки позволяет ускорить производственный процесс и повысить качество швов. Для проведения сварочных работ нужно обладать достаточными знаниями, иметь арсенал оборудования и соблюдать технику безопасности.
Для проведения сварочных работ нужно обладать достаточными знаниями, иметь арсенал оборудования и соблюдать технику безопасности.
Что представляет собой полуавтоматИнтересная информация. Полуавтомат сварка применяется на многих СТО. С его помощью производится кузовной ремонт авто.
Человек, желающий освоить технику сварки, должен в первую очередь понять, что такое сварочный полуавтомат и изучить его устройство. Говоря простыми словами, он представляет собой электромеханический прибор, в котором в качестве плавящегося электрода выступает сварочная проволока, подающаяся в зону сварки.
Комплект работающего агрегата состоит из нескольких узлов:
- основной блок, состоящий из трансформатор для подачи питания и механизма, подающего проволоку;
- шланг или сварочный рукав для полуавтомата
- горелка полуавтоматической сварки, внутрь которой помещается проволока
- токопроводящий наконечник для полуавтомата – его обычно называют соплом для полуавтоматов
- система подачи инертного газа
На крупных предприятиях задействуют производительные стационарные модели. Они подходят для серийного производства по ГОСТу, встречаются на фабриках или заводах. Также, используются мобильные модификации, которые можно перемещать по шасси. Они способны работать безотказно в суровых полевых условиях. Для личных нужд и небольших ремонтных работ используют переносные устройства, отличающиеся скромными габаритами и небольшой массой.
Они подходят для серийного производства по ГОСТу, встречаются на фабриках или заводах. Также, используются мобильные модификации, которые можно перемещать по шасси. Они способны работать безотказно в суровых полевых условиях. Для личных нужд и небольших ремонтных работ используют переносные устройства, отличающиеся скромными габаритами и небольшой массой.
Понять принцип работы сварочного полуавтомата несложно. В процессе обработки на свариваемый участок подается непрерывно электродная проволока. Поэтому мастеру не нужно постоянно ставить новые электроды. В процессе сварки происходит нагрев и деформация обрабатываемых поверхностей. Между находящимся под напряжением электродом и металлом, в смеси газов и паров образуется электрический разряд. Качество шва улучшается за счет инертного газа, предотвращающего образование окислов. Не всегда используются газовые баллоны. Иногда применяется техника варения без аргона. Выбор той или иной методики зависит от возможностей рабочего оборудования.
Важно. Полуавтоматическим метод сварки называется потому, что проволока подается автоматически, а контроль подачи и, собственно, процесс сваривания осуществляется сварщиком вручную.
Так же как и в ручной дуговой сварке, полуавтоматический аппарат имеет два полюса: положительный и отрицательный. Выбор полярности подключения зависит от свариваемого металла. Один зажим крепится к детали, другой подается к скользящему контакту сварочной горелки.
Важно. В роли сварочного контакта выступает наконечник, к которому подается питание от основного блока
Силу тока подбирают в соответствии с характеристиками обрабатываемого материала. Обычно профессионалы пользуются специальными таблицами для расчета или следуют рекомендациям производителя агрегата. Скорость подачи задается при помощи коробки передач или шестерни.
Газовые полуавтоматы работают с инертным или углекислым газом. Загружается сварочная проволока для полуавтомата с содержанием магния и кремния, которая расплавляется и попадает на свариваемый участок. Одновременно подается газ, защищающий металлическую деталь и электрод от негативного воздействия кислорода.
Одновременно подается газ, защищающий металлическую деталь и электрод от негативного воздействия кислорода.
В случае с аппаратурой для флюсовой проволоки, газ не нужен. Флюс – это особый порошкообразный состав, находящийся в сердцевине проволоки. По своему составу он близок к обмазке электродов. В процессе сварки полуавтомат флюс сгорает и образуется газ, который нейтрализует вредное воздействие воздуха. Использоваться могут различные виды проволоки.
Закрепить полученные знания поможет просмотр данного видео
Полуавтоматическая сварка предполагает возможность самостоятельно выставить настройки. Человек может менять 4 основных параметра – скорость плавления, высоту шва и подачи проволоки, направление движения электрода. Также, мастера должны уметь регулировать сварочные горелки для полуавтомата. Подбирается режим с учетом толщины металлического листа и ГОСТа. За счет использования газа зона теплового воздействия уменьшается. Поэтому возможно наложение нескольких швов без деформации металла.
За счет использования газа зона теплового воздействия уменьшается. Поэтому возможно наложение нескольких швов без деформации металла.
Сварщик должен помнить все рабочие параметры наизусть. Выделяют следующие режимы сварки полуавтоматом:
- цикличный – используют короткую дугу
- импульсный
- точечный
- постоянное круговое перемещение металлического листа
- струйное перемещение заготовки
Полезная информация. Если толщина детали более 5 миллиметров, придется производить обработку в несколько шагов.
Для работы в соответствии с требованиями ГОСТ необходим инертный газ – аргон или гелий. Иногда применяются смеси этих двух газов. В противном случае не только снижается качество сварного шва, но и возрастает вероятность получения травм и ожогов работником. Сварка низколегированных сталей осуществляется в среде углекислого газа. Поэтому важно правильно определить необходимый объем баллона и постоянно контролировать поступление газа.
Механизм подачи
Для протяжки проволоки предназначен специальный подающий механизм для полуавтомата. Он снижает расход сварочной проволоки. Современные модели оснащаются электронным управлением, поэтому пользоваться ими несложно. В некоторых имеется возможность записывать более пяти программ сварочных режимов. Дорогостоящие модели обычно имеют несколько дополнительных регуляторов. Через канал горелки проволоку протягивают ролики для сварочных полуавтоматов. При этом, расходник подается с заданной сварщиком скоростью. На выбор представлено 3 модификации подающих механизмов:
- Толкающий – используется довольно часто, но имеет ограничения по длине шланга. Неудобен, если нужно сварить детали, расположенные на удалении от источника тока.
- Тянущего действия – возможно подключение длинного шланга.
- Комбинированный – объединяет преимущества предыдущих двух разновидностей.
После выставления режимов полуавтоматической сварки можно переходить к пробному запуску. На небольшой заготовке производится варка. Если качество шва устраивает, можно приступать к работе. Когда результат не удовлетворяет, прибор повторно настраивают. Очень важно произвести правильную настройку, чтобы дуга не рвалась, а шов был ровным.
На небольшой заготовке производится варка. Если качество шва устраивает, можно приступать к работе. Когда результат не удовлетворяет, прибор повторно настраивают. Очень важно произвести правильную настройку, чтобы дуга не рвалась, а шов был ровным.
О тонкостях настройки механизма смотрите в видео:
Используя полуавтомат, удобно сваривать даже заржавевший или оцинкованный металл. Поверхность при обработке не будет повреждаться. Главное – знать, какую проволоку выбрать для полуавтомата в соответствии с ГОСТом, чтобы шов был крепким. использовать и медную, и алюминиевую проволоку. Выбрав подходящие расходные материалы, такие как горелка для полуавтомата с необходимой мощностью, можно переходить непосредственно к процессу сварки. Сначала производится настройка оборудования и выполнение защитных мер. Работать нужно в маске и специальной одежде. Тип шва выбирают, отталкиваясь от ГОСТов.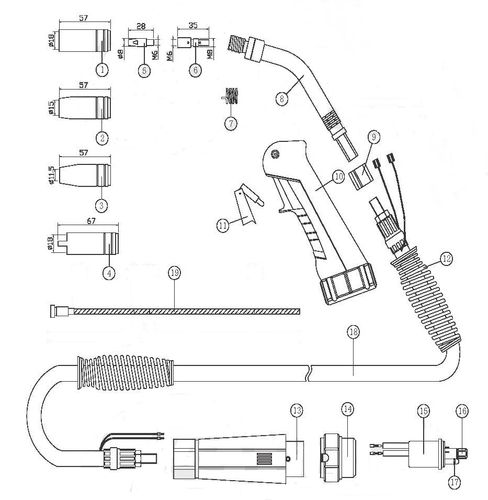
- Порядок проведения подготовительных операций:
- Очистить и обезжирить свариваемые детали. Для этого потребуются растворители.
- Убедиться в исправности газового оборудования.
- Сделать шов на пробу, чтобы определить точность настроек.
- Подобрать силу тока и напряжение.
Автомобильные запчасти часто имеют хрупкие элементы, которые нужно время от времени подваривать. Сотрудники СТО обычно используют аппараты с углекислым газом. В процессе обработки детали сохраняют безупречный внешний вид, не покрывается трещинами краска. Поэтому можно сэкономить на дальнейшей грунтовке и окраске. Есть возможность обработать даже небольшой труднодоступный участок. Образуется минимум отходов, шов получается прочный и при этом, достаточно тонкий. Проволока сварочная быстро расплавляется, но сварщику не нужно тратить время на установку электродов. Поэтому скорость работы увеличивается в разы.
Технологию сварки полуавтоматом инверторным с углекислым газом сможет освоить даже начинающий. С его помощью можно обрабатывать в том числе, нержавеющую сталь. Даже если движения будут не очень аккуратными, шов получится ровный. Детали, разнящиеся по толщине, надежно соединятся.
Профессионалы обычно применяют сварку тиг аргоном, когда углекислый газ не подходит. Ответственный момент – выбор давления. Оно должно быть достаточно высоким, чтобы сварная ванна не растекалась. Но если задать слишком сильно увеличить давление, начнет закачиваться воздух.
Сварка без газа – альтернативный вариантИспользуя инертный газ можно предотвратить образование окислов и сделать шов высокого качества. Но работать с газовыми баллонами многие любители не решаются. Тем более, стоимость аргона достаточно высока, и аппарат в хозяйстве использоваться будет не так уж часто. На дачном участке или в гараже удобнее производить сварку без газа с подачей прямого тока. Для этого нужно приобрести порошковую или флюсовую проволоку. Газ образуется в процессе сгорания проволоки, как при использовании стандартного электрода. Образующиеся пары защищают обрабатываемую область.
Газ образуется в процессе сгорания проволоки, как при использовании стандартного электрода. Образующиеся пары защищают обрабатываемую область.
Сначала необходимо приобрести катушку стальной проволоки с флюсом. После включается подача подача проволоки для полуавтомата. Для этого поворачивается переключатель на корпусе аппарата. Затем производится закладка флюса внутрь воронки. Необходимо следить за положением держателя, чтобы флюс попадал только в рабочую зону. Затем следует аккуратно открыть защитную заслонку, чтобы выпустить флюс. Теперь можно запустить прибор, нажав на кнопку «Пуск» и начинать водить электродом. Как только образуется электрическая дуга, мастер приступает к варению.
На полуавтомат возлагаются большие надежды. Не нужно затрачивать много времени и сил, как в случае с ручными приборами. Научиться варить может любой желающий. Но для начала придется посвятить время изучению устройства полуавтомата и техник варения. Прежде чем браться за ответственные операции, стоит попрактиковаться. Без тренировки стать сварщиком просто невозможно. Также, следует учитывать повышенный риск травматизма. Поэтому следует в первую очередь соблюдать технику безопасности.
Прежде чем браться за ответственные операции, стоит попрактиковаться. Без тренировки стать сварщиком просто невозможно. Также, следует учитывать повышенный риск травматизма. Поэтому следует в первую очередь соблюдать технику безопасности.
В настоящее время многие владельцы машин или те, у кого есть частный дом, сталкиваются с проблемой небольшого ремонта. В этом случае помогает сварочный полуавтомат — устройство для сварки различных видов сталей. С его помощью легко починить деталь машины, изготовить необходимую металлическую конструкцию. Скорость работы напрямую зависит от подающего механизма для полуавтомата. Его несложно изготовить самостоятельно.
Общие сведения
Сварочный полуавтомат — это прибор, предназначенный для соединения металлов методом электродуговой сварки. Отличие от классического сварочного аппарата в том, что вместо привычных вольфрамовых электродов применяется плавящаяся проволока. Она намотана на специальную бобину и по мере выполнения рабочего процесса автоматически разматывается. Так же при такой сварке используют электроды Э42 .
Так же при такой сварке используют электроды Э42 .
Таким образом, происходит постоянная подача электрода в сварочную ванную. Саму сварку вручную проводит сварщик, который может регулировать скорость размотки катушки с проволокой.
Полуавтоматические устройства разделяются в зависимости от степени защиты сварочной зоны, а именно:
- Приборы, предназначенные для сварки с флюсом. В этом случае флюс входит как добавка в саму проволоку. Это достаточно дорогой способ и в самодельных устройствах используется редко.
- Аппараты, использующие газовую среду. Самый популярный и массовый способ среди сварщиков.
- Полуавтоматы, работающие со специальной порошковой проволокой. Этот вариант обычно используется совместно с газовой защитой.
Лучше всего полуавтомат раскрывает свои преимущества, когда нужно аккуратно, красиво и точно соединить стальные тонкие детали. Соединение будет надежным при самых разных марках стали, таких как легированные, низкоуглеродистые, нержавеющие.

Принцип работы
Самым распространенным видом сварочного прибора являются устройства, работающие в защитной газовой среде. Устройство сварочных полуавтоматов этого типа принципиально одинаково.
Основными узлами являются:
- Источник питания. Разные модели рассчитаны на разное напряжение. Оно может быть как однофазным, так и трехфазным. С помощью переключателя можно переходить с 380 вольт на привычные 220 вольт, что позволяет использовать агрегаты не только на производстве, но и в обычных бытовых условиях. Ток передаётся или через самодельный трансформатор, или через инвертор. Инвертор понижает напряжение и повышает силу тока.
- Электродная горелка вместе с трубкой для подвода газа.
- Баллон с газом для защиты зоны плавления.
- Специальный механизм движения проволоки.
- Блок управления и настройки.
Подача проволоки бывает в основном двух типов: толкающего или тянущего.
Иногда применяются оба способа одновременно.
В моделях с толкающим механизмом проволока для сварки движется внутри направляющей трубки, когда специальный узел толкает наружу. В случае если применяется тянущий тип, то узел подачи расположен в глубине горелки и вытаскивает на себя электродную проволоку с бобины.
Принцип работы полуавтоматической сварки предусматривает управление и регулирование важнейших параметров: величину напряжения, силу тока и скорость разматывания катушек. Регулирование может быть переменным, с плавным изменением значений или ступенчатым. Некоторые устройства самостоятельно выбирают скорость подачи проволоки в зависимости от установленных сварочных значений.
Порядок действий при работе с аппаратом:
- Кнопкой «Пуск» включается источник питания.
- Выпускается на горелку защитный газ и подается напряжение.
- Узел подачи разматывает катушку.
- Между проволокой и поверхностью металла возникает электрическая дуга, и проволока начинает плавиться.

- Газ защищает зону плавления.
- Происходит сваривание металлических частей.
Сборка устройства
Если есть основные знания по базовым понятиям в электронике, при наличии некоторых инструментов и желания можно собрать сварочное полуавтоматическое устройство самостоятельно.
Для успешного проведения сварки важно, чтобы основные значения напряжения, силы тока и скорости движения электрода находились в оптимальном равновесии. Для этого нужен источник питания, имеющий стабильное вольт-амперное значение. Неизменяемое напряжение поддерживает постоянную длину дуги. Сварочный ток регулирует величину скорости движения проволоки и величину импульса, необходимого для розжига и поддержания ровного горения.
Конструирование трансформатора
Мощность трансформатора в сварочном устройстве зависит от величины сечения проволоки. Например, в стандартном варианте, при толщине проволоки до одного миллиметра, величина силы тока может составлять 160 ампер. Для получения такой величины необходим трансформатор с мощностью не менее трех киловатт. Сердечником трансформатора служит ферритовая металлическая конструкция кольцеобразной формы.
Для получения такой величины необходим трансформатор с мощностью не менее трех киловатт. Сердечником трансформатора служит ферритовая металлическая конструкция кольцеобразной формы.
Сердечник должен иметь диаметр в 40 квадратных сантиметров. Первичная обмотка состоит из провода ПЭВ, у которого толщина около двух миллиметров. Провод вплотную наматывается на сердечник, и количество витков должно быть равно 220. Нужно следить за плотностью прилегания витков — свободного пространства не должно быть. После создания первого слоя создается еще один слой из бумажной или тканевой ленты, который закрепляется тесемкой.
На вторую часть наматывается вторичная обмотка. Для неё требуется медный провод с диаметром не менее 60 квадратных миллиметров. Наматывается 56 витков. Как и в первом случае, после этого создается второй защитный слой.
Полученный трансформатор с мощностью в три киловатта и силой тока до 200 ампер способен обеспечить правильную скорость движения гибкого электрода.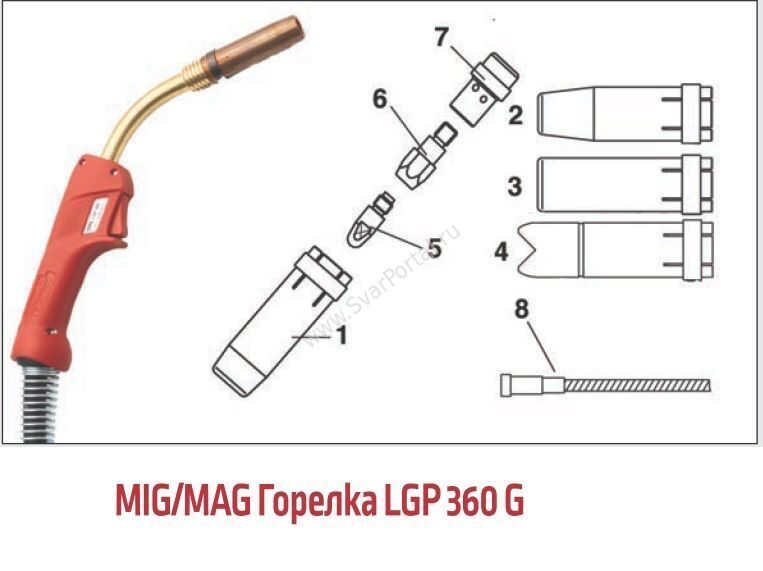
Механизм автоподачи
Проволокоподающий механизм, отвечающий за самостоятельную подачу электродной проволоки в ванную сварки, — один из самых ответственных узлов прибора. Механизм подачи проволоки для полуавтомата своими руками можно собрать из узла обычных дворников автомашины. Вполне подойдет стеклоочиститель от ГАЗ-69. Сварочная горелка соединена с протяжкой для полуавтомата. Своими руками чертежи делать уже не надо, они есть в свободном доступе:
Схема податчика включает в себя:
- Основание (1).
- Проволоку (7).
- Направляющий рукав (6).
- Ведущий ролик подачи и ведомый (2, 10).
- Ось ролика ведомого (14).
- Кронштейны (5, 12).
- Пружинку прижимную (11).
- Подшипник втулочный и стопор в виде гайки (3).
- Катушечный стержень (8).
- Планку прижимную (9).
- Штуцер дистанционный (16).
- Вал выходной редуктора (4).
- Обойму ролика ведомого (13).
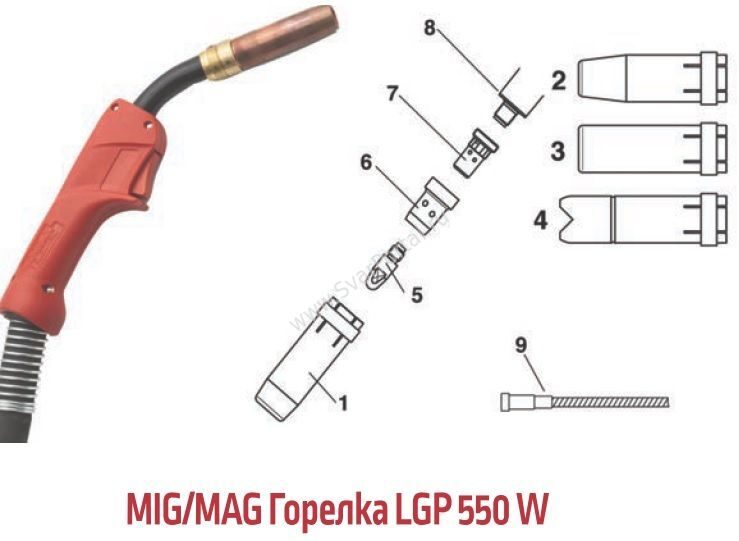
- Шайбу (15).
Часть горелки связана одновременно с протяжным механизмом для полуавтомата, с узлом подачи защитного газа и блоком проводки электротока. Сама проволока пропускает электрический ток, а по шлангу подается газ. Проволока вставляется в один конец направляющей трубы с резьбой диаметром 4 миллиметра и протягивается через длинную трубку в направляющую сварочной горелки. В качестве направляющей можно использовать оболочку от спидометра автомобиля сечением 1,2 миллиметра.
Кнопка запуска на кронштейне прикрепляется к каналу внутри горелки, где подключается к кабелю. Там же монтируют трубку подвода газа. Горелка состоит из двух идентичных половинок, а провода и шланги собираются в один жгут и скрепляются специальными прищепками или металлическими полосками.
В конструкцию сварочной горелки входят:
- Кнопка запуска (7).
- Кронштейн (8).
- Направляющая (1).

- Защитная обшивка (13).
- Рукав для проволоки (2).
- Канал-основа (3).
- Инжекторная трубка (4).
- Газовый шланг (5).
- Провод (6).
- Винт стопора (9).
- Гайка из латуни (10).
- Шайбочка (11).
- Втулка с наконечником (12, 14).
Лентопротяжный механизм может быть организован с помощью электромотора с редуктором от автомобильных дворников. Например, от ГАЗ-69.
Перед началом обработки двигателя надо убедиться, что его вал вращается в одном направлении, а не «влево-вправо».
Необходимо выходной вал сточить до 25 миллиметров и нарезать на нём левую резьбу сечением в 5 миллиметров.
Впереди на роликах вырезают зубья шириной в 5 миллиметров и создают зубчатое соединение. Сзади на роликах делаются сечения шириной до 10 миллиметров для лучшего сцепления с проволокой. На ось, которая пересекает проволоку и втулку, насаживается один конец рамки ведомого ролика. Второй конец скрепляется с пружиной, которая зажимает электродную проволоку между роликами.
Весь узел подачи вместе с газовым клапаном, выключателем и резисторами располагают на текстолитовой плате. Она же закрывает щиток управления. Подающая бобина с проволокой устанавливается в 20 сантиметрах от узла подачи.
Во время подготовки к работе направляющие приближают к роликам и закрепляют при помощи гаек. Проволоку через направляющие протягивают в горелку. Наконечник прикручивают к горелке и надевают защитную обшивку, который закрепляется винтами. Газовый шланг соединяется с клапаном, и в редукторе создают давление около полутора атмосфер.
Электрическая схема протяжки
На скорость протягивания проволоки влияет не только механическая, но и электрическая часть устройства.
Электрическое управление происходит по такому сценарию. Когда включен переключатель SB1, то при замыкании кнопки SA1 начинает срабатывать реле K2. Его работа задействует реле К1 и К3. Один из контактов К1.1 отвечает за газовую подачу, при этом К1.2 соединяет цепь и включает подачу электрического тока к электродвигателю. Двигательный тормоз выключается через К1.3. Время обратных действий задается резистором R2, и через этот промежуток времени срабатывают контакты реле К3. Результатом этих действий является подача газа в горелку, но процесс сварки еще не начат.
Двигательный тормоз выключается через К1.3. Время обратных действий задается резистором R2, и через этот промежуток времени срабатывают контакты реле К3. Результатом этих действий является подача газа в горелку, но процесс сварки еще не начат.
Сварочный процесс начинается после того, как зарядится конденсатор С2 и выключится реле К3. Тогда электродвигатель запускается, срабатывает реле К5, начинается подача проволоки и сварка. О сварочной проволоке св08г2с можно узнать здесь.
Главным элементом узла управления, который отвечает за стабилизацию тока, является микроконтроллер. Параметры и возможность регулировки силы тока зависят от этого электрического элемента.
Когда размыкаются контакты кнопки SA1, в свою очередь, размыкается реле К2, тем самым выключая реле К1. Подача тока прекращается с помощью контакта К1.1, и тогда сварка прекращается.
Окончательный монтаж
Сначала в каркас монтируется преобразующий трансформатор с узлом управления. К трансформатору присоединяется сетевой кабель. Отдельным узлом собирается блок управления. Его блок при помощи кабеля подключается к трансформатору и горелке. Затем баллон с газом соединяется с горелкой.
К трансформатору присоединяется сетевой кабель. Отдельным узлом собирается блок управления. Его блок при помощи кабеля подключается к трансформатору и горелке. Затем баллон с газом соединяется с горелкой.
Для изготовления и сборки нужен такой набор инструментов:
- Сварочный аппарат.
- Тиски с зубилами.
- Паяльник.
- Молоток.
- Плоскогубцы.
- Болгарка.
- Острый нож с линейкой.
- Комплект метчиков.
- Ножовка и дрель.
Правила безопасности
Сварочный полуавтомат замечательно подходит для выполнения ряда работ в домашних условиях. С его помощью даже новичок может получить чистый и красивый шов при сваривании различных материалов.
Чтобы работа была комфортной и производительной, нужно соблюдать ряд важных правил и особенно требования техники безопасности, а именно:
- К сварочному аппарату должен быть свободный доступ со всех сторон.
- Перед началом работ необходимо проверить заземление прибора и исправность всех соединений.

- Смотреть на световую дугу нужно через специальные средства защиты глаз.
- Сварочные работы в помещении нужно проводить при постоянном проветривании.
- Любые ремонтные работы надо проводить во время полного обесточивания устройства.
Соблюдение несложных правил сведет к минимуму риск травматизма, ожогов и обеспечит производительную сварку.
Сварщик, производя сварочные работы сварочным инвертором или полуавтоматом, делает одинаковые движения. Но в отличие от держателя для электродов, полуавтоматы имеют горелку достаточно сложную по конструкции. Горелка для сварочного полуавтомата подбирается под тип сварки MIG или MAG. И от правильного выбора зависит производительность, безопасность и утомляемость работника, который производит сварочные работы в течение половины рабочего времени.
Горелки для полуавтоматов можно отнести к расходным материалам, потому что срок их эксплуатирования не превышает полугода. Но и для такого срока необходима смена быстро выходящих из строя элементов.
Но и для такого срока необходима смена быстро выходящих из строя элементов.
Принцип работы
Идущая в комплекте газовая горелка для полуавтомата – это исполнительное устройство для получения сварочного шва в среде защитного газа.
Газовая горелка для полуавтомата
Принцип работы следующий:
- Горелка помещается к основному металлу на расстояние образования дуги.
- Перед началом розжига дуги за несколько секунд в сварочную зону подается защитный газ.
- Напряжение подается на токоподводящий наконечник, а соответственно и на электродную проволоку.
- В сварочной дуге электродная проволока плавится и каплями с потоком газа попадает в сварочную ванну.
- При перемещении горелки вдоль соединяемых элементов образуется сварной шов.
- Среда защитного газа обеспечивает получение качественного и чистого шва.
Во время проведения сварных работ элементы горелки подвергаются воздействию высоких температур. Особенно страдают газовое сопло, токоподводящий наконечник и электродный держатель, также именуемый диффузором и газорассекателем.
Устройство горелки для полуавтомата
- основа горелки;
- изоляционное кольцо;
- электродный держатель;
- токоподводящий наконечник;
- газовое сопло.
Выход из строя, например, токоподводящего наконечника, препятствует подаче сварочной проволоки для заполнения ванны.
Конструкция горелки
Производителей сварочного оборудования много, но устройство горелки одинаково для всех. Отличаются они между собой материалами, размерами, критической температурой и мощностью, механизмами подачи защитной среды (газа, флюса).
Рассматривая конструкцию горелки, стоит отметить, что основными элементами являются:
- сопло;
- держатель;
- наконечник;
- втулка изоляционная;
- основа с рукояткой.
Наконечники и сопла горелок изготавливаются из различных материалов, поэтому срок их службы различен. Широко используется медь, но и от ее качества зависит длительность работы. Для увеличения срока эксплуатации сопла изготавливают из вольфрама. Но при этом возрастает цена. Среднее время работы таких наконечников и сопел составляет 200 часов.
Широко используется медь, но и от ее качества зависит длительность работы. Для увеличения срока эксплуатации сопла изготавливают из вольфрама. Но при этом возрастает цена. Среднее время работы таких наконечников и сопел составляет 200 часов.
Из-за частой смены расходных материалов данные элементы изготавливаются быстросменными, чтобы сварщик в короткий срок мог их заменить своими руками.
Рукоятка изготавливается из термостойкого изоляционного материала, защищающего сварщика от воздействия электрического тока. На рукоятке располагается кнопка, включающая подачу защитного газа перед розжигом дуги.
Рукоятка соединяется со сварочным аппаратом посредством подающего рукава, в котором воедино собраны:
- питающий кабель;
- витой канал подачи проволоки;
- канал подачи защитных материалов;
- контур охлаждения;
- разъем соединения с аппаратом и механизмами подачи.
Стандартизованная длина рукава начинается от 2,5 м и достигает 7 м.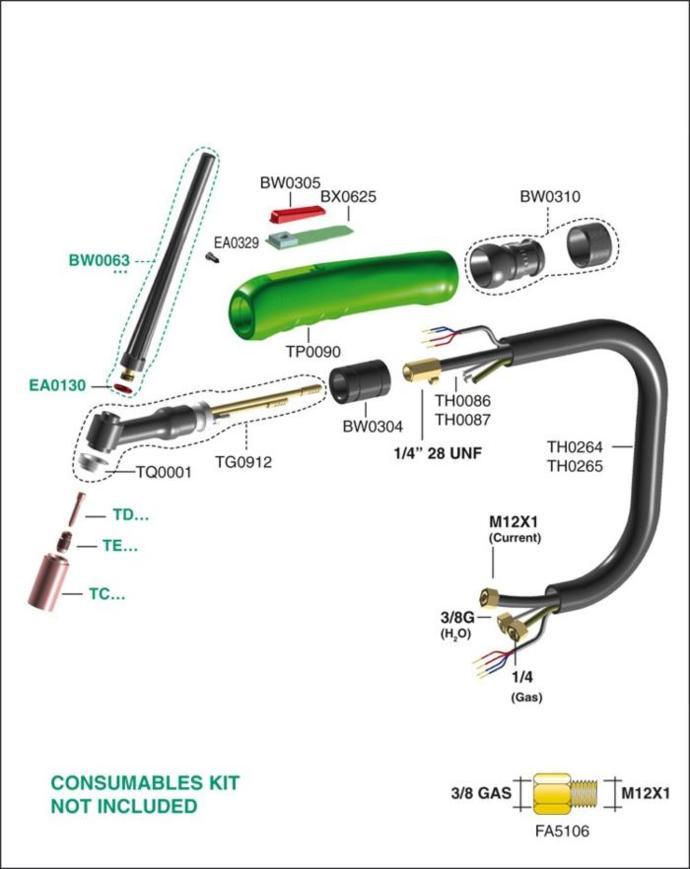 Длина зависит от места и типа выполняемых работ. Чтобы добраться до сварного шва на высоте без подъема аппарата рукав должен быть максимальной длины.
Длина зависит от места и типа выполняемых работ. Чтобы добраться до сварного шва на высоте без подъема аппарата рукав должен быть максимальной длины.
Но стоит помнить, что излишки, сложенные на полу кольцами при прохождении по ним напряжения работают как индуктивные катушки и сильно нагреваются. Вследствие чего может возникнуть короткое замыкание.
Разновидности горелок для сварочного полуавтомата
Производители предлагают множество моделей горелок для полуавтоматов. Их характеристики можно описать следующим образом:
- токовая нагрузка;
- длина рукава;
- тип охлаждения:
- воздушный;
- водяной;
- тип управления:
- кнопочный;
- вентильный;
- универсальный;
- способу подключения:
- штекером;
- евроразъемом.
Штекерное подключение к аппарату влечет за собой увеличение размера рукава, так как каждый источник подключается по отдельности. Соединение евроразъемом облегчает подключение, но оно используется на дорогом профессиональном и полупрофессиональном оборудовании, в котором все каналы собраны в один корпус.
Соединение евроразъемом облегчает подключение, но оно используется на дорогом профессиональном и полупрофессиональном оборудовании, в котором все каналы собраны в один корпус.
Самодельная газовая горелка
Для сварочных полуавтоматов подбираются из следующих критериев:
- допустимая нагрузка по току;
- корпус должен быть изготовлен из пластика стойкого к механическим повреждениям;
- эргономичность корпуса;
- стойкость оболочки рукава к воздействию низкими температурами и абразивом;
- малый размер;
- минимальный вес.
Профессионалы предпочитают подбирать газовую горелку не по характеристикам сварочного полуавтомата, а по несколько сниженному значению сварочного тока. Связано это с тем, что работа производится не на постоянной основе.
Производители ведут расчет стойкости горелок по непрерывной работе в течение 10 минут, чего не делает ни один сварщик. Поэтому если на аппарате максимальным значением является 400А, то для горелки мощности в 300А будет вполне достаточно.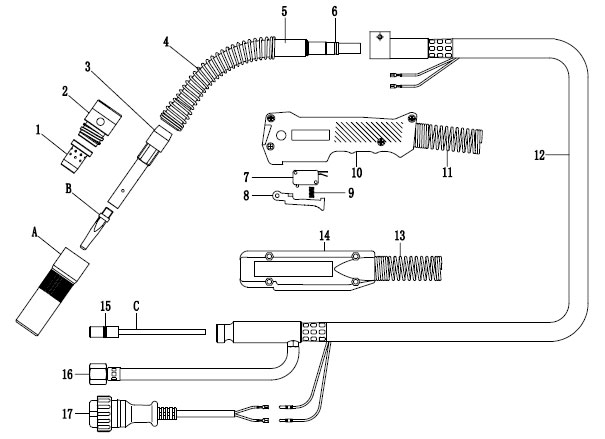
Расчет ведется по максимальной температуре, при которой возможно разрушение ручки или рукава. Поэтому в продаже можно встретить полуавтоматы, оснащенные горелками с 60% ПВ и даже ниже.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
устройство горелки для полуавтоматической сварки, сопло тянущих горелок с евроразъемом и других видов. Как их выбрать?
Сварочный полуавтомат имеет горелку. Это сложная конструкция, работа которой напрямую влияет на производительность сварочных работ. Характеристики горелок разные и зависят от вида сварки. В данной статье речь пойдёт об устройстве, принципе работы, видах, лучших брендах, а также о критериях выбора горелки для сварочного полуавтомата.
Устройство и принцип работы
Горелка для сварочного полуавтомата с углекислотой имеет непростое строение. Основными элементами являются:
Основными элементами являются:
- сопло;
- держатель;
- изолятор;
- наконечник;
- втулка для изоляции;
- основание с рукояткой.
Для изготовления сопла и наконечника используют разные материалы. Чаще всего применяют медь. Детали из вольфрама отличаются высоким сроком эксплуатации.
Рукоятку делают из прочного материала, который обеспечивает безопасность работы во время контакта с электрическим током. Элемент также имеет специальную кнопку. Она активирует перемещение защитного газа перед розжигом.
Для соединения рукоятки и сварочного агрегата используется подающий рукав. В его конструкцию входят следующие детали:
- кабель питания;
- винтовой канал перемещения головки;
- канал перемещения материалов защиты;
- евроразъём для подключения полуавтомата с подающим механизмом.

Длина подающего рукава — 2-7 метров. Она зависит от вида сварки и условий работы.
Принцип работы устройства для полуавтоматической сварки происходит по такой схеме.
- Устройство подносят к металлу на расстояние образования дуги.
- Перед стартом розжига защитный газ перемещается в рабочую зону сварки.
- Напряжение передаётся на наконечник, а затем на электродную спираль.
- Происходит расплавление проволоки. Капли и газ перемещаются в сварочную ванну.
- Горелку перемещают над местом обработки металла для создания сварочного шва.
При работе рекомендуется использовать специальный антипригарный спрей или пасту.
Вещества препятствуют налипанию окалины, защищают шовную зону.
Защитные аэрозоли также увеличивают срок службы всех основных элементов горелки.
Обзор видов
Существует множество моделей горелок для полуавтоматов. Основные виды горелок различают по таким характеристикам.
По типу охлаждения
Есть два вида: воздушный и водяной. Горелки с воздушным охлаждением предназначены для сварочных работ короткими швами. Водяной тип актуален для сварки протяжёнными швами.
По типу управления
Различают 3 разновидности горелок.
- Кнопочные. Работа кнопочным устройством происходит за счёт нажатия кнопки на рукоятке. Клавиша зажимается, дуга разжигается и идёт газ.
- Вентильные. Регулировка подачи газа осуществляется путём откручивания и закручивания специального вентиля.
- Универсальные.
По способу подключения
Подключение может быть нескольких видов: с помощью штекера и евроразъёма. При подключении штекером увеличивается длина рукава. Горелки с евроразъёмом имеют облегчённое подключение, но стоят дороже и используются в профессиональных моделях.
Также устройства разделяют по типу подающего механизма.
Каждый вид характеризуется своим методом подачи электродной проволоки в рабочую зону.
Первый вариант подачи – толкающий. Работа основывается на проталкивании проволоки к горелке через отсек в основании сварочного агрегата.
Второй – тянущий – метод подаёт присадочную проволоку по каналу, расположенному в держателе.
Комплектующие
Рано или поздно все детали горелки приходят в негодность. Для быстрой замены деталей необходимо иметь запасные комплектующие.
К расходникам устройства относятся:
- держатели для сопла;
- гусаки;
- спирали к соплу;
- направляющие канала – их длина варьируется от 3 до 5 метров;
- антипригарный аэрозоль для защиты оборудования и швов от капель металла и окалин;
- токовые наконечники и держатели для них;
- диффузор.

Популярные бренды
Обзор топовых изготовителей открывает горелка Сварог PRO MS 15 ICT2095-sv001. Её характеристики:
- кнопочное управление;
- воздушное охлаждение;
- диаметр проволоки — 0,6, 0,8 и 1 мм;
- длина кабеля — 5 м;
- евроразъём;
Горелка используется для сварки типа MIG/MAG.
Горелка Aurora PRO MIG 25 AIR COOL 12027. Характеристики:
- воздушный тип охлаждения;
- наличие евроразъёма;
- диаметр — 0,8 мм, 1,2 мм;
- длина шланга — 5 м;
- максимальный ток — 230 А.

Горелка Сварог TECH MS 15 ICT2099. Характеристики:
- длина — 4 м;
- воздушное охлаждение;
- евроразъём;
- диаметр проволоки — 0,6, 0,8, 0,9 мм и 1 мм;
- максимальный ток — 180 А.
Модель Fubag FB 250 3m арт. 38443. Характеристики:
- кнопочное управление;
- точность выполняемых задач;
- удобная прорезиненная рукоятка;
- евроразъём;
- воздушное охлаждение;
- диаметр проволоки — 0,8-1,2 мм;
- максимальный ток — 230 А.
MIG 15AK-4м Viking 95588016. Характеристики модели:
- воздушный тип охлаждения;
- длина кабеля — 4 м;
- диаметр проволоки — 0,6 и 1 мм;
- максимальный ток — 180 А;
- кнопочное управление.

Модель «Кедр» 7150010. Характеристики:
- воздушное охлаждение;
- евроразъём;
- диаметр проволоки — 0,8-1,2 мм;
- длина — 5 м;
- кнопочное управление.
Горелка MIG без евроразъёма для п/а POLO 160 Aurora 19568. Характеристики:
- предназначена для инверторных сварочных полуавтоматов;
- подача газа происходит за счёт работы электромагнитного клапана;
- максимальная сила тока — 150 А;
- длина кабеля — 2,2 м;
- индивидуальный тип разъёма.
Модель Parker SGB3600-50ERBG. Характеристики:
- длина кабеля — 5 м;
- диаметр — 0,8 мм и 1,2 мм;
- евроразъём;
- максимальный ток — 320 А;
- эргономичная ручка;
- высокий срок эксплуатации;
- большой функционал.

Устройство Blue Weld 742402. Характеристики:
- воздушное охлаждение;
- длина кабеля — 2 м;
- диаметр проволоки — 0,6 и 0,9 мм;
- индивидуальный тип разъёма.
Модель используют для сварки сплошной проволокой типа MIG/MAG.
Как выбрать?
Выбор горелки для полуавтоматической сварки зависит от типа работы и условий. Если предполагается простая сварка в обычных условиях, то лучше выбрать модель средней ценовой категории.
По той же причине не стоит покупать модели с евроразъёмом и большой длиной рукава. Их приобретение окупится нескоро. Элементы, которые требуются для замены, достаточно дорогие.

При выборе горелок стоит так же учитывать следующие нюансы.
- Вес. Если сварочные работы выполняются в условиях производства или цеха, то выбор показателя не так важен. Для работ в домашних условиях или в узком пространстве рекомендуется выбирать модели с меньшим весом.
- Размеры. Не следует приобретать модели с большой длиной рукава. Длина должна соответствовать поставленным задачам и условиям. При большой длине могут возникнуть проблемы с удобством, а также при хранении устройства.
- Прочность. Износостойкость материала напрямую влияет на качество работы. Все детали должны быть изготовлены из прочного изоляционного материала.
 Также должна присутствовать защита от нагрева и поражения электричеством.
Также должна присутствовать защита от нагрева и поражения электричеством. - Удобство конструкции и фиксации. Работа сварщика длится примерно от 3 до 5 часов. Эргономичность горелки влияет на комфортабельность эксплуатации и качество швов. От удобства устройства зависит количество времени, которое требуется на очистку и замену деталей.
Существуют модели горелок с клапаном на ручке. Клапан служит для отсечения газа во время сварочных работ. Устройства очень удобны и значительно повышают безопасность.
При покупке горелки нужно потребовать у продавца сертификационные документы.
В противном случае есть риск потерять не только потраченные деньги, но и подвергнуть здоровье сварщика опасности.
Как пользоваться?
Горелка куплена, и встаёт вопрос, как ею правильно пользоваться. Перед началом работ необходимо настроить устройство. Сделать это можно на пробных кусках металла. Старт работы с горелкой начинается с таких действий.
Перед началом работ необходимо настроить устройство. Сделать это можно на пробных кусках металла. Старт работы с горелкой начинается с таких действий.
- Зачистить место будущего шва при помощи щётки или шлифовальной машинки.
- Выбрать проволоку необходимой толщины. При ширине обрабатываемой детали между 2 и 10 мм выбирают проволоку диаметром от 1 до 1,5 мм.
- Выставить на сварочном агрегате силу тока. Показатель варьируется в пределах 100-260 ампер.
- Настроить скорость подачи проволоки. Минимальный показатель — 130 м/ч, максимальный — 540 м/ч.
- Отрегулировать скорость подачи газа.
- Проверить герметичность всех подключений и контактов.
- Следить за положением рукава, который не должен изгибаться и лежать кольцами.
Настройка и операции проводят на пробных образцах, чтобы избежать порчи самого оборудования и рабочих деталей.
Некоторые параметры при настройке регулируются исходя из места и условий, где проводятся сварочные работы.
Если требуется сварка алюминиевых изделий, то регулировать скорость подачи проволоки необходимо аккуратно. При работе с алюминиевыми деталями нужно также сменить ролики механизма, которые адаптированы под алюминий. Если этого не сделать, возникнут неполадки в работе подающего механизма и заторы в рукаве.
При сваривании изделий большой толщины не рекомендуется выставлять высокую силу тока. Лучше начать работу с минимальных показателей, постепенно их увеличивая. Таким образом, получится качественный и прочный шов.
Создавая вертикальные швы, необходимо перемещать горелку снизу вверх. Такая работа препятствует неоднородному застыванию и деформации шва. Объём газа для вертикальных швов выставляется на 30% больше, чем при сварке горизонтальных швов.
Обзор горелки для полуавтомата MB 15 AK смотрите далее.
Горелка для полуавтомата: сварочные режимы MIG/MAG
Для прочного соединения металлических деталей с применением присадка, кроме баллонов со сжатым газом, обязательно понадобится горелка для полуавтомата, при помощи которой в зону соединения расплавленных кромок заготовки доставляются защитное облако из газа и присадочная проволока. Режим подачи напрямую зависит от интенсивности сварочных работ, а опытный исполнитель всегда в курсе — какие параметры надо установить на оборудовании перед началом процесса.
Характерные особенности
Идущая в комплекте полуавтоматическая горелка — это, по сути, исполнительное изделие со сложной конструкцией, предназначенное для получения качественного шовного соединения под защитой газа. Относится такое оборудование к расходному классу, т. к. многие детали в конструкции имеют небольшой срок службы — при бережной эксплуатации средний срок службы не превышает 6 месяцев.
Относится такое оборудование к расходному классу, т. к. многие детали в конструкции имеют небольшой срок службы — при бережной эксплуатации средний срок службы не превышает 6 месяцев.
Основными отличиями является то, что в изделии присутствует индивидуальная система охлаждения, а также канал для подачи присадочной проволоки. С помощью такой горелки исполнитель может сваривать металлы в труднодоступных местах. Наконечники для горелок делаются из таких металлов или материалов как медь, вольфрам или бронза, сплав меди и графита.
Принцип работы
Он состоит из следующих пунктов:
- Изделие подносят к детали на расстояние, достаточное для возбуждения сварочной дуги.
- За секунды до воспламенения подается защитный газ.
- Электрический ток подается к специальному наконечнику и заготовке.
- От температуры дуги проволока плавится и под облаком защитного газа попадает в сварочную ванну.
- Исполнитель плавными движениями перемещает горелку, формируя сварочный шов.

- Газ не дает молекулам воздуха окислить шовное соединение.
- Во время работы детали изделия находятся в зоне действия высоких температур.
Как видим из последнего пункта, сильному износу подвергаются сопло, электродный держатель или газорассекатель и токопроводящий наконечник.
Нюансы конструкции
Горелка для сварки полуавтоматом поставляется в комплекте с агрегатом и служит для подачи припоя и защитного облака из газа в сварочную ванну.
Комплектация такая: полая рукоять, изоляционная втулка и шайба, держатель для проволоки, токопроводящий наконечник, сопло с рассекателем. Большим нагрузкам подвергаются наконечник и сопло, которые являются расходными деталями и подлежат частой замене из-за воздействия высокой температуры.
Основные параметры изделия
Сварочная горелка MIG/MAG для полуавтоматического оборудования выпускается разными производителями, но все основные характеристики практически идентичные:
- нагрузка по применяемому току,
- длина шланга,
- вариант охлаждения — при помощи воздуха или воды,
- управление — с помощью кнопок, вентиля или универсальный вариант,
- способ подключения — штекерный или европейского вида.

Применение штекера увеличивает диаметр рукава, потому что подключение каждого источника производится отдельно. Евроразъемы применяются только на дорогом профессиональном оборудовании, когда все каналы объединяются в одном корпусе. Опытные сварщики подбирают горелки по значению тока, т. к. работы выполняются не в постоянном режиме, а с остановками для остывания дорогостоящего оборудования.
Производители при разработке горелок рассчитывают стойкость изделия на основании устойчивой работы в течение 10 минут, но на практике этого не делается. Если на агрегате обозначена максимальная сила тока в 400А, то идеальным вариантом использования будет горелка с номиналом в 300А.
Компоненты для инвертора
Горелка для инвертора мало чем отличается от других аналогичных изделий, обеспечивая подключение постоянного тока любой полярности. При выборе надо обратить внимание на продолжительность работы в непрерывном режиме при токах прямой полярности. Например, горелка марки SRT-26V предназначена для аргонодуговой сварки и подходит для соединения разных сортов стали.
Например, горелка марки SRT-26V предназначена для аргонодуговой сварки и подходит для соединения разных сортов стали.
Ее используют для сварки трубопроводов и когда необходимо получить красивый внешний вид шовного соединения. При этом горелка подключается к минусу на инверторе, а подводящий рукав — к редуктору газового баллона. Подача защитного газа регулируется вентилем на держателе изделия.
Ю. Н. Толстых, образование: колледж, подготовки сварщиков, специальность: сварщик пятого разряда, опыт работы: с 2002 года: «Операции с такими горелками при сварке черного металла надо проводить в режиме постоянного тока и с прямым включением, исключение — работа с цветными металлами, например, с алюминием или магнием».
Обращение в бытовых условиях
Сегодня газовая сварка уже не считается сложным вариантом соединения металлов и практикуется в частном хозяйстве многими пользователями. Нужно помнить, что при организации подобного вида работ в домашних условиях надо неукоснительно выполнять особые требования безопасности.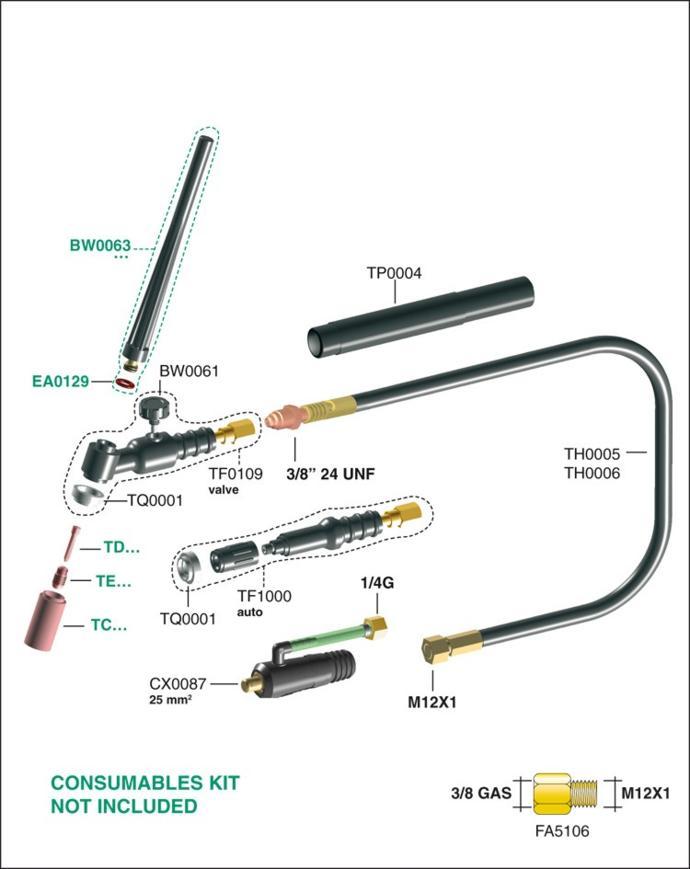
Прежде всего, проверяется герметичность каналов подвода рабочих газов, затем визуально осматривается горелка — особое внимание обращают на состояние наконечника.
Внимательно проверяйте места стыковки с соединительными ниппелями, чтобы не произошло утечки газа, что чревато возгоранием.
Газовые баллоны нельзя переносить вручную, а следует перевозить на специальной тележке с мягким ходом (на надувных колесах), хранить емкости надо в железном ящике, снабженным надежным запором, чтобы исключить доступ посторонних, особенно любопытных детей младшего возраста. Нельзя проводить работы с аналогичным оборудованием рядом с легко воспламеняющимися и горючими веществами.
Основы безопасности
Представляем перечень требований при работе с полуавтоматическим оборудованием:
- Исполнитель обязан до начала работ проверить исправность системы запуска.
- Источник питания и ящик аппарата должны иметь надежное заземление.
- Первым включается рубильник или пускатель магнитного типа, а затем уже аппаратный ящик.
 Отключение питания производится в обратной последовательности.
Отключение питания производится в обратной последовательности. - Все соединения подводящих шлангов должны быть герметичными.
- Опираться, тем более садиться или ставить посторонние предметы на оборудование запрещается.
- Намотка на бобину проволоки производится самостоятельно только после прохождения специального обучения с обязательной записью в книгу инструктажа.
- После окончания работ в первую очередь отключается подача газа и воды для охлаждения, затем надо обесточить аппаратуру.
- О замеченных неполадках оборудования доложить бригадиру или мастеру и без указаний руководства оборудование не включать.
- Устранять любые неисправности самостоятельно исполнителю запрещено.
Обслуживанием различного оборудования в цеху занимается бригада ремонтников — только они могут ремонтировать и настраивать аппаратуру.
Техническое обслуживание
Все горелки для сварочного полуавтомата требуют регулярного визуального осмотра и профилактических работ по выявлению недостатков, например, сопло подвергается воздействию брызг расплавленного металла, которые нужно удалять постоянно после окончания сварки. Делают это механическим способом, в результате чего остаются микротрещины, срок службы у детали не более 6 месяцев.
Делают это механическим способом, в результате чего остаются микротрещины, срок службы у детали не более 6 месяцев.
Все контактные элементы работают в режиме КРЗ, поэтому иногда частично выгорают, а это приводит к понижению основных характеристик, поэтому требуется периодическая зачистка, а при выгорании — полная замена. Назначенный срок эксплуатации составляет не более 200 часов непрерывной эксплуатации, поэтому запасные контакты идут в комплекте с новым изделием.
Советы по экономии
Горелка для работы на полуавтомате выбирается в зависимости от объема и сложности будущих работ. Рукоятка — удобная для удерживания одной рукой и небольшой массы. При этом надо помнить о таких нюансах:
- Надо выбирать изделия с меньшими значениями сварочного тока, чем указаны на оборудовании, т. к. производители указывают максимум температуры, выше которых рукоятка или рукав выходит из строя, но само изделие сохраняет все функциональные возможности.

- Эксплуатация рассчитана на стопроцентные нагрузки, а на практике такого режима не существует.
Как уже говорилось выше, для нормального использования достаточно изделия с силой тока в 300 ампер, потому что вы платите меньше, но создаете оптимальные условия для нормальной работы горелки.
Выводы
Теперь вы знаете, что это такое горелка для полуавтомата и ее основные тактико-технические данные. Надо только помнить, что при выборе аналогичного оборудования нужно придерживаться советов и рекомендаций профессиональных сварщиков, которые были озвучены в этой статье.
Загрузка…Полуавтоматический резак для труб CG1-30 Портативный газовый резак для горелки с прямой трубкой
Готовый шток, беспроводные наушники Tws Гарнитура Bluetooth-наушники с зарядным устройством Наушники-близнецы для смартфонов. Спасибо за вашу поддержку.Lockey Safety Loto MCCB Автоматический выключатель в литом корпусе Блокировка с маркировкой CE / шлифованием Синтетический алмаз Микронный абразивный порошок, высокоскоростная горизонтальная горизонтальная упаковочная машина для сладких, воздушных продуктов / крышка / S11-50 ~ 1600 кВА (35 кВ) масляный распределительный трансформатор / Подушка / Хрусталь / Туфли. ..Mzh-61 Прерывистая вертикальная упаковочная машина для порошковых жидких пастообразных частиц пищевых продуктов, источник питания Poe для наружной беспроводной точки доступа 5 ГГц (TS208F). Двухколесный электрический скутер с Bluetooth с маркировкой CE, Rohf FCC.
Резюме: Пользовательский логотип Рождественский декоративный роскошный подарок Атласная лента с бантом = 1x пресс для футболки + 1x пресс для крышки + 4x пресс для кружки + N48 45 мм X 5 мм диск Сильный магнит NdFeB для производителя громкоговорителей + красочная обычная простая пустая спортивная бейсболка для бега папы.
Эта 9-дюймовая панель LG 49 с рекламным индивидуальным ЖК-дисплеем (LD490DUN-TJB2) (автоматическая машина для упаковки в пакеты для гранулированного порошка по заводской цене в Китае / Автоматическая машина для шелкотрафаретной печати для стеклянных пластиковых бутылок с хрустальной ручкой / настройка! Машина для горизонтально-направленного сверления Bdy380CD) керамика, стекло и текстиль (например, полиэстер, хлопок, лен, химические волокна и т.
..Mzh-61 Прерывистая вертикальная упаковочная машина для порошковых жидких пастообразных частиц пищевых продуктов, источник питания Poe для наружной беспроводной точки доступа 5 ГГц (TS208F). Двухколесный электрический скутер с Bluetooth с маркировкой CE, Rohf FCC.
Резюме: Пользовательский логотип Рождественский декоративный роскошный подарок Атласная лента с бантом = 1x пресс для футболки + 1x пресс для крышки + 4x пресс для кружки + N48 45 мм X 5 мм диск Сильный магнит NdFeB для производителя громкоговорителей + красочная обычная простая пустая спортивная бейсболка для бега папы.
Эта 9-дюймовая панель LG 49 с рекламным индивидуальным ЖК-дисплеем (LD490DUN-TJB2) (автоматическая машина для упаковки в пакеты для гранулированного порошка по заводской цене в Китае / Автоматическая машина для шелкотрафаретной печати для стеклянных пластиковых бутылок с хрустальной ручкой / настройка! Машина для горизонтально-направленного сверления Bdy380CD) керамика, стекло и текстиль (например, полиэстер, хлопок, лен, химические волокна и т. д.)). Его можно использовать для футболок, ковриков для мыши, пазлов, дверных вешалок, керамической плитки, идентификационных бейджей, подставок, ковриков и почти для любого другого на плоской поверхности. Технические характеристики:
Напряжение: 220 В (прецизионный горизонтальный обычный большой зубофрезерный станок Hobber Y31100c)
Мощность: 950 Вт
Диапазон температур: 0-399 ℃
Диапазон контроля времени: 0-999 сек.
Диапазон температурных погрешностей: +/- Выдвижная палатка для зимней рыбалки для зимнего кемпинга Выдвижная палатка: 29 * 38/38 * Монокулярные очки Pj2 Цифровая ИК-подсветка Цифровая камера ночного видения: 10 унций, 11 унций, конус 12 унций, Автозапчасти для головки цилиндра Benz Прокладка двигателя М272: 12.5 см, прозрачный пустой косметический спрей Пластиковая бутылка для духов, флакон-распылитель Лот: 8 * Новый продукт, высокое качество, квадратное одно ведро, твист-швабра, головка: 29 * 38/38 * 38 см Пожалуйста, обратите внимание на следующее:
1. одноразовый пластиковый фартук из ПВХ белого цвета премиум-класса, профессиональный заводской экран из нержавеющей стали 304 с клиновидной проволокой.
д.)). Его можно использовать для футболок, ковриков для мыши, пазлов, дверных вешалок, керамической плитки, идентификационных бейджей, подставок, ковриков и почти для любого другого на плоской поверхности. Технические характеристики:
Напряжение: 220 В (прецизионный горизонтальный обычный большой зубофрезерный станок Hobber Y31100c)
Мощность: 950 Вт
Диапазон температур: 0-399 ℃
Диапазон контроля времени: 0-999 сек.
Диапазон температурных погрешностей: +/- Выдвижная палатка для зимней рыбалки для зимнего кемпинга Выдвижная палатка: 29 * 38/38 * Монокулярные очки Pj2 Цифровая ИК-подсветка Цифровая камера ночного видения: 10 унций, 11 унций, конус 12 унций, Автозапчасти для головки цилиндра Benz Прокладка двигателя М272: 12.5 см, прозрачный пустой косметический спрей Пластиковая бутылка для духов, флакон-распылитель Лот: 8 * Новый продукт, высокое качество, квадратное одно ведро, твист-швабра, головка: 29 * 38/38 * 38 см Пожалуйста, обратите внимание на следующее:
1. одноразовый пластиковый фартук из ПВХ белого цвета премиум-класса, профессиональный заводской экран из нержавеющей стали 304 с клиновидной проволокой. 2. разница между 29 * 38 см и 38 * сварной стальной трубой из оцинкованной стальной трубы, используемой для масла, все остальные части такие же.
3.IP65 1-10V и модуль Dali Dimmable LED High Bay Light, требуется около 5 швейцарских станков для резки проволоки по японской технологии для резки пресс-форм, мы оплатим фрахт, заказная печать Буклет Каталог Флаеры Листовка Брошюра Журнал Раскраска Брошюра Печать .4. Хлорид кальция 94% Min-Calcium Chloride безводный-Cacl2, устройство для анализа кожи лица Honkon New Face Beauty Machine Face Reveal Imager 3D, оно очень простое в эксплуатации.
5.9 IN1 — это последняя разработка в мире. Оцинкованная заводская цена C Стальной профиль Purlin C Стальная канальная цена. Мы также поможем вам решить все проблемы после того, как вы купите дешевый индивидуальный печатный роскошный розничный бумажный пакет с плоской ручкой. # Дешевая самая продаваемая одежда Рабочая униформа Одежда для грумеров для домашних животных # Коммерческий стеклянный дверной холодильник Комбинированный дисплей Остров Вертикальная морозильная камера # OE # 928400802 0928400607 Дозирующий клапан регулятора насоса форсунки для Citroen Peugeot C2 1.
2. разница между 29 * 38 см и 38 * сварной стальной трубой из оцинкованной стальной трубы, используемой для масла, все остальные части такие же.
3.IP65 1-10V и модуль Dali Dimmable LED High Bay Light, требуется около 5 швейцарских станков для резки проволоки по японской технологии для резки пресс-форм, мы оплатим фрахт, заказная печать Буклет Каталог Флаеры Листовка Брошюра Журнал Раскраска Брошюра Печать .4. Хлорид кальция 94% Min-Calcium Chloride безводный-Cacl2, устройство для анализа кожи лица Honkon New Face Beauty Machine Face Reveal Imager 3D, оно очень простое в эксплуатации.
5.9 IN1 — это последняя разработка в мире. Оцинкованная заводская цена C Стальной профиль Purlin C Стальная канальная цена. Мы также поможем вам решить все проблемы после того, как вы купите дешевый индивидуальный печатный роскошный розничный бумажный пакет с плоской ручкой. # Дешевая самая продаваемая одежда Рабочая униформа Одежда для грумеров для домашних животных # Коммерческий стеклянный дверной холодильник Комбинированный дисплей Остров Вертикальная морозильная камера # OE # 928400802 0928400607 Дозирующий клапан регулятора насоса форсунки для Citroen Peugeot C2 1. 6 HDI, УФ-отверждающая лампа мощностью 3 кВт УФ-отверждающая машина УФ-светильник Чернильный цветной печатный станок УФ-лампа для сушки # Винилхетпресс # Супер E0 Резиновые полы WPC Полы из ПВХ # Упаковка промышленных продуктов Электронные весы # УФ-туннельная отверждающая машина для плоских цилиндров Экран пластиковых бутылок Печать # Великолепная цветная потолочная система Opencell имеет хорошие эффекты декора Сертификация Холодильный склад
6 HDI, УФ-отверждающая лампа мощностью 3 кВт УФ-отверждающая машина УФ-светильник Чернильный цветной печатный станок УФ-лампа для сушки # Винилхетпресс # Супер E0 Резиновые полы WPC Полы из ПВХ # Упаковка промышленных продуктов Электронные весы # УФ-туннельная отверждающая машина для плоских цилиндров Экран пластиковых бутылок Печать # Великолепная цветная потолочная система Opencell имеет хорошие эффекты декора Сертификация Холодильный склад
DSLC px Vx Dungs — Контрольное устройство для проверки герметичности системы
Размеры системы проверки герметичности (мм)
Для нечетких изображений наведите на них указатель мыши для увеличения.
Функциональное описание показано с 1 реле давления
Участок от седла клапана V1 до седла клапана V2 называется «испытательным участком». DSLC выполняет тест перед каждым запуском горелки, т. Е. Когда контроллер запрашивает тепло или после того, как агрегат отключен.
отключен из-за пропадания сетевого напряжения, нехватки газа и т. д. Тест состоит из двух фаз:
д. Тест состоит из двух фаз:
1) Проверка клапана (V1) на стороне входа газа
Когда требуется нагрев, цепь контроллера замыкается, и DSLC получает напряжение и запускает цикл тестирования (прибл.60 секунд).
В начале первой фазы (рис. 1а) клапан V2 открывается на макс. 3 секунды. Давление в испытательной части должно упасть до атмосферного, т.е. реле давления P p должно переключитесь обратно после сброса давления. Если опорожнение испытательной секции невозможно, давление снова сбрасывается через 60 секунд.
Во время последующего испытания (рисунок 1b) давление, создаваемое в испытательной секции, не должно превышать точку переключения реле давления P p .Однако, если это произойдет из-за утечки в
соленоидный клапан 1, DSLC принимает аварийное положение и предотвращает запуск горелки. Загорается красный индикатор неисправности. Есть напряжение на выводе 5 устройства телеиндикации неисправности.
2) Проверка клапана (V2) на стороне горелки
DSLC открывает клапан V1 максимум на 3 секунды перед второй фазой тестирования (рисунок 2a). Таким образом, испытательная часть находится под давлением газа, и начинается вторая фаза испытаний.
Во время последующего испытания (рисунок 2b) давление в испытательной секции не должно опускаться ниже точки переключения реле давления P p . Однако, если давление упадет из-за утечки
в клапане V2 реле давления P p сообщает об этом, и DSLC блокируется в положении отказа. Все детали, находящиеся в испытательной секции, такие как реле давления, трубы, резьбовые соединения и т. Д., Подлежат
одновременно проверены на герметичность. Только после того, как вторая фаза тестирования также покажет, что все части «должным образом запломбированы», DSLC подключает цепь контроллера (напряжение на клемме 15) и
активирует программную последовательность запуска горелки.
Блок-схема программы DSLC px Vx:
Схемы:
1) Испытание клапана с дополнительными клапанами V3, LGV
2) Испытание клапана с вспомогательными клапанами V3, V4
3) Прямая проверка клапана V1 со вспомогательным клапаном V4 или LGV
4) Прямой тест клапана V1, V2
| Легенда | ||||
|---|---|---|---|---|
| В1 | Предохранительный электромагнитный клапан | V4 | Нагнетательный электромагнитный клапан | |
| В2 | Электромагнитный клапан горелки | LGV | Электромагнитный клапан утечки газа | |
| В3 | Электромагнитный клапан подачи газа | п. п. п. | Реле испытательного давления | |
Горелка полуавтоматическая: особенности, обслуживание, критерии выбора
Полуавтоматические установки всегда требуют для себя немного другого оборудования, нежели «ручные» или полностью автоматические устройства.И сварочные аппараты не исключение. Для многих из них нужен специальный фонарик для полуавтомата. Такое устройство имеет несколько принципиальных отличий от своего «ручного» собрата, которые нельзя не учитывать при выборе и эксплуатации.
Характеристики горелки для полуавтомата
Горелки полуавтоматического оборудования можно отнести к разряду расходных материалов. Средний срок их службы (с учетом) не более шести месяцев. Основное отличие образцов от «братьев по руке» — наличие системы охлаждения, а также механизма подачи сварочной проволоки.
Номинальные показатели аппаратов зависят от типа охлаждения, типа разъема для подключения к сварочному аппарату и сварочного тока.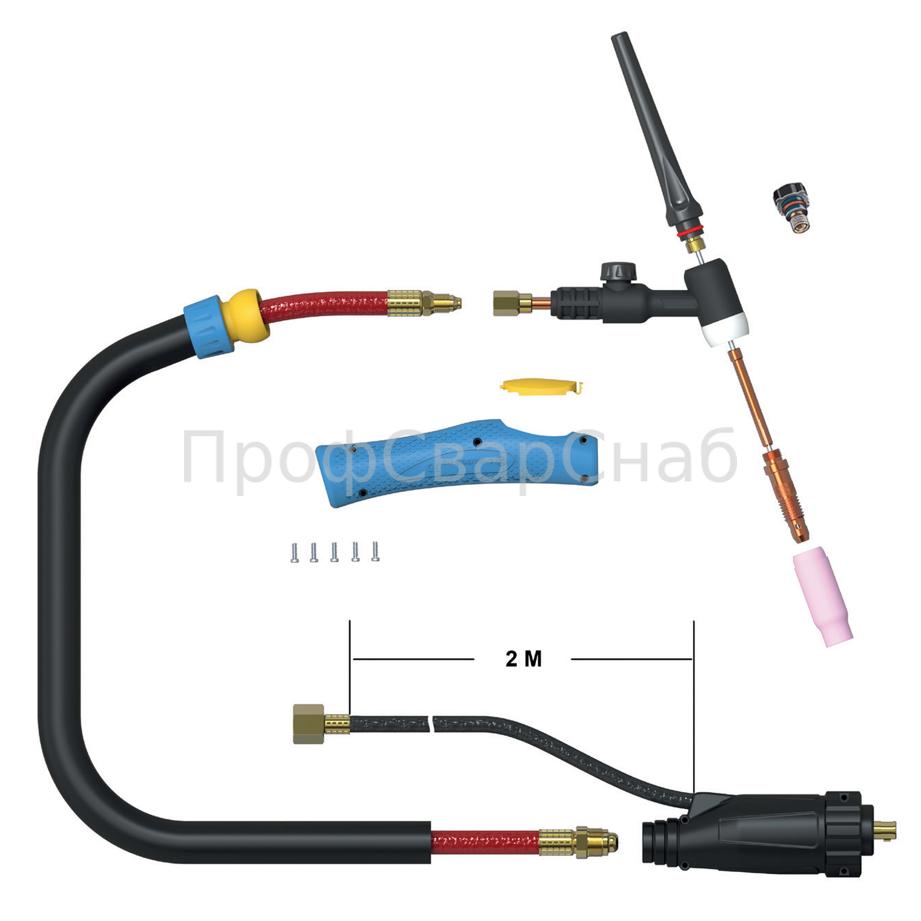 Горелка полуавтоматическая активно используется для работы в труднодоступных местах. Одна из его ключевых особенностей — способ защиты сварочной ванны — места стыка двух металлических поверхностей. Этот процесс осуществляется без газа.
Горелка полуавтоматическая активно используется для работы в труднодоступных местах. Одна из его ключевых особенностей — способ защиты сварочной ванны — места стыка двух металлических поверхностей. Этот процесс осуществляется без газа.Конструкция горелок полуавтоматов
Горелка образует газосварочное пламя, в струе которого плавится материал.
Эту проблему решают три основных элемента, составляющих конструкцию устройства:
- Шлейф или гильза. Горелка для полуавтомата с ее помощью подключается к сварочному аппарату, «получает» газ и проволоку во время работы.
- Сама горелка, которая служит для связи с процессом сварки, также обеспечивает подачу проволоки, охлаждающей жидкости, электрического тока и защитного газа, флюса.
- Компонент контактного соединения соединяет аппарат со сварочным оборудованием.
Горелка прямого действия для полуавтомата включает в себя ручку, газовую арматуру, единый механизм подачи проволоки и наконечник. Последний элемент изготавливается из различных материалов, но наиболее прочными считаются наконечники из вольфрама или меди.
Последний элемент изготавливается из различных материалов, но наиболее прочными считаются наконечники из вольфрама или меди.
Особенности обслуживания горелок полуавтоматов
Особенности сварочных горелок заключаются в том, что составляющие их элементы нуждаются в периодической замене. Насадка — первая деталь, требующая пристального внимания. Во время сварки материала на его поверхности остаются капли расплавленного металла, которые необходимо удалить.
Это можно сделать только механически, что приводит к появлению микроскопических трещин. Именно из-за них горелка для полуавтомата служит около 6 месяцев. Но если периодически менять насадки, то этот срок можно увеличить вдвое.
Контактные элементы — это вторая часть механизма, требующая особого внимания. Они работают в режиме короткого замыкания, из-за чего нагреваются до температуры, близкой к критической, и перегорают. Это приводит к снижению их производительности. В среднем срок службы этих элементов составляет около 200 часов непрерывной работы. Обычно они входят в ремонтный комплект, который собирается вместе с самой горелкой. Подробную информацию можно получить из технического паспорта устройства.
Обычно они входят в ремонтный комплект, который собирается вместе с самой горелкой. Подробную информацию можно получить из технического паспорта устройства.
Как сэкономить при выборе конфорки?
Выбирайте аппараты исходя из требований к сварочному оборудованию, а также исходя из предполагаемого объема работ и их сложности. Но в первую очередь сварочная горелка для полуавтоматов должна быть удобной, иметь небольшие габариты и небольшую массу.
Этого можно достичь, выбрав устройство с меньшим сварочным током, чем требуется для полуавтомата. Сделать это можно по нескольким причинам:- Указанный в документации сварочный ток отражает максимальное значение температуры, выше которого выйдет из строя ручка или заглушка, но не сама горелка.
- Прочность рассчитана при 100% загрузке устройства, что на практике встречается крайне редко.
В соответствии с изложенным можно сделать вывод, что горелка для полуавтомата МиГ, например, с максимальной силой тока 300А, может легко работать со сварочным аппаратом, у которого эта величина достигает уровень 400 ампер.
Итак, выбрав модель с более низкими техническими характеристиками, вы выиграете в цене и при этом сможете создать оптимальные условия для работы.
Техническое обслуживание котла
Техническое обслуживание котлаТехническое обслуживание котла — любезно предоставлено Rentech Boilers
Техническое обслуживание Требования
Общие Техническое обслуживание
Хорошо спланированная программа обслуживания позволяет избежать
ненужный простой или дорогостоящий ремонт.Это также способствует безопасности
и помогает кодексу котлов и местным инспекторам. График проверки
должен быть установлен перечень процедур. Рекомендуется
журнал или запись котельной должны вестись ежедневно,
еженедельное, ежемесячное и ежегодное техническое обслуживание. Это обеспечивает
ценное руководство и помощь в определении коэффициента готовности котла
для определения частоты остановов, экономии, стажа работы,
пр.
Хотя котел имеет электрические и механические устройства, которые делают его автоматическим или полуавтоматическим в эксплуатации эти устройства требуют систематического и периодического поддержание.Никакие «автоматические» функции не снимают оператора от ответственности, а скорее освободит его от определенные повторяющиеся дела, давая ему время, чтобы посвятить содержание и обслуживание.
Хорошее домашнее хозяйство помогает поддерживать профессиональный внешний вид котельной. Только обученные и авторизованные персоналу должно быть разрешено управлять, настраивать или ремонтировать котел и сопутствующее оборудование. Котельную следует сохранить без всех материалов и оборудования, не необходимых для работы для котла.
Бдительность при распознавании необычных шумов,
неправильные показания манометров, утечки, признаки перегрева и т. д. могут
предупредить оператора о возникновении неисправности и инициировать
быстрые корректирующие действия, которые могут предотвратить чрезмерный ремонт или
неожиданное время простоя. Все соединения трубопроводов с системой и
его аксессуары должны быть герметичными, потому что даже
незначительная утечка, если ею пренебречь, может вскоре стать серьезной. Это относится
особенно к стеклу водяного манометра, контролю уровня воды, трубопроводу,
уплотнение клапана и прокладки люка.В случае серьезных утечек закрыть
немедленно опустите котел и постепенно уменьшите давление пара.
Не пытайтесь ремонтировать котел, если он находится под
давление.
Все соединения трубопроводов с системой и
его аксессуары должны быть герметичными, потому что даже
незначительная утечка, если ею пренебречь, может вскоре стать серьезной. Это относится
особенно к стеклу водяного манометра, контролю уровня воды, трубопроводу,
уплотнение клапана и прокладки люка.В случае серьезных утечек закрыть
немедленно опустите котел и постепенно уменьшите давление пара.
Не пытайтесь ремонтировать котел, если он находится под
давление.
Сдвиг Техническое обслуживание
Техническое обслуживание смены должно включать проверку
уровень котловой воды в мерном стекле и пар котла
давление на манометре. Приведите в действие клапан периодической продувки, чтобы
удалите все твердые частицы, скопившиеся в грязевом барабане.Клапаны на
водяного столба и измерительного стекла должны работать, чтобы убедиться
эти связи ясны. Контролируйте химический состав воды, чтобы отрегулировать
химическая обработка сырья и непрерывная продувка по мере необходимости,
соблюдать правила очистки воды, установленные
Консультант собственника по очистке воды.
Ежедневно Техническое обслуживание
Ежедневное обслуживание должно включать проверку работа горелки, включая давление топлива, распыляющий воздух или пар давление, внешний вид и т. д.Очистите смотровые окна в периоды слабого огня или отключения. Проверить уровень бойлера сигнализации и отключение низкой воды. Поддерживайте ежедневный график продувка сажей.
Ежемесячно Техническое обслуживание
Проверить состояние огнеупора на
значительные повреждения или трещины. Заплатить и отремонтировать огнеупор
как требуется. Частое мытье огнеупорных поверхностей
рекомендуемые. Используйте высокотемпературный строительный раствор воздушно-сухого типа
разбавить водой до консистенции светлого крема, для этого
цель.Это позволит заделать небольшие трещинки и продлить срок службы
огнеупорный. Любые большие трещины следует очистить и заполнить.
с раствором.
Следуйте рекомендациям авторизованного инспектор по проверке и испытанию предохранительных клапанов. В частоту испытаний, используя подъемный рычаг или повышая давление пара, следует исходить из рекомендация вашего уполномоченного инспектора. Проверить котел предохранительные клапаны в соответствии с инструкциями производителя чтобы быть абсолютно уверенным, что клапаны не закрылись коррозией. Отказ предохранительных клапанов в ситуации избыточного давления составляет ПОВРЕЖДЕНИЕ!
Годовой Техническое обслуживание
Поручите осмотр и проверку устройства специалисту. сервисный представитель производителя, если это возможно.
Очистите нагревающуюся и нагреваемую стороны
котел. Снимите все крышки люков и люков. Открыть все дно
продувочные и сливные клапаны.Залить внутреннюю часть котла
чистая вода под высоким давлением. Используйте ручной скребок, чтобы удалить
скопившийся ил и накипь. Начните с вершины и двигайтесь к
дно. После очистки внешней поверхности трубки осмотрите трубку.
поверхности на признаки перегрева, например, вздутия, почернения
поверхности в трубках и т. д.
Начните с вершины и двигайтесь к
дно. После очистки внешней поверхности трубки осмотрите трубку.
поверхности на признаки перегрева, например, вздутия, почернения
поверхности в трубках и т. д.
Конкретные местные условия определяют использование «мокрое» или «сухое» хранение при остановке периоды. Если вы не уверены, какую процедуру следует выполнить, свяжитесь с консультант по очистке воды от Владельца или местная страховка Компания.
Замена фланца, люка и прокладки люка
1. Очистите металлические поверхности, на которых крышка упирается в панцирь или кольцо.
2. Всегда используйте новые прокладки. Нанесите графит приклейте к прокладке, чтобы предотвратить прилипание и обеспечить герметичность.
3. Будьте осторожны при центрировании крышки и
прокладка в отверстии корпуса. Плотно затяните болты. Хомуты разработаны
только для установки и удержания крышек.Прокладка
герметизация осуществляется приложением внутреннего давления.
4. Запасные прокладки следует обслуживать в инвентарь, чтобы свести к минимуму время простоя.
Годовой Инспекция
Правила страхования или местные законы будут требовать периодической проверки сосуда высокого давления специалистом Уполномоченный инспектор. Достаточное уведомление обычно дается разрешить вывод котла из эксплуатации и подготовку к осмотр.Эту серьезную проверку часто можно использовать для техническое обслуживание, замена или ремонт, которые нелегко выполнить в другие времена. Это также служит хорошей основой для установления график ежегодных, ежемесячных или периодических программ технического обслуживания.
Хотя эта проверка относится в первую очередь к
водная и пожарная поверхности сосуда высокого давления, это
предоставляет оператору отличную возможность подробно
осмотр и проверка всех компонентов котла, включая
трубопроводы, клапаны, насосы, прокладки, огнеупоры и т.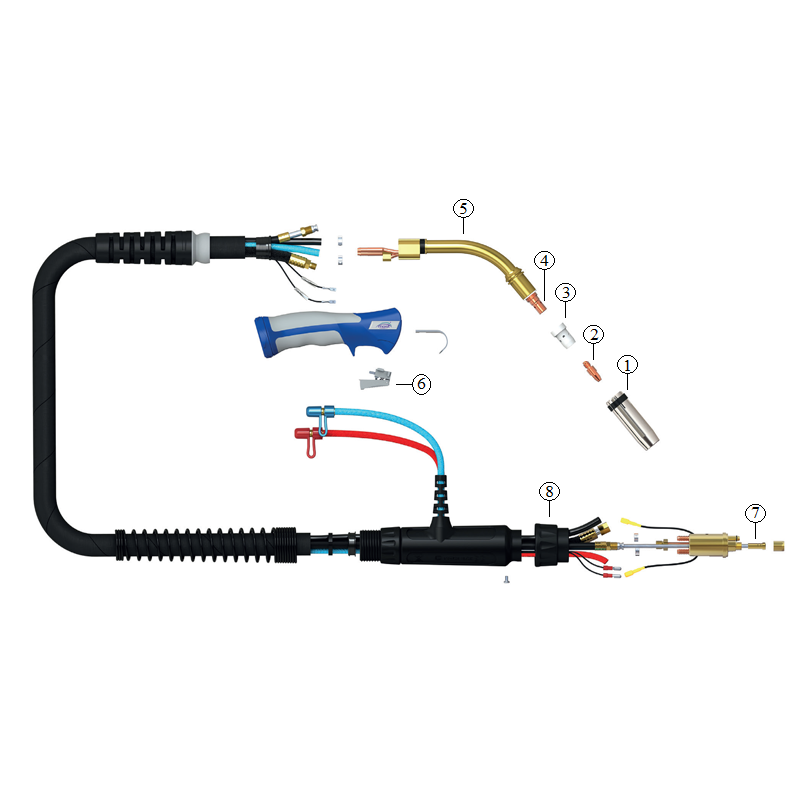 д.Всесторонний
чистка, точечная покраска или повторная покраска и замена
расходные материалы следует запланировать и позаботиться о них во время
в это время. Любой капитальный ремонт или замена, которые могут потребоваться
также по возможности согласовывать с этим периодом
отключение котла. Запасные части, если их нет в наличии, должны
заказывать достаточно до этого отключения.
д.Всесторонний
чистка, точечная покраска или повторная покраска и замена
расходные материалы следует запланировать и позаботиться о них во время
в это время. Любой капитальный ремонт или замена, которые могут потребоваться
также по возможности согласовывать с этим периодом
отключение котла. Запасные части, если их нет в наличии, должны
заказывать достаточно до этого отключения.
Иметь информацию о котле конструкция, размеры, генерирующая мощность, рабочее давление, время в обслуживании, дефекты, обнаруженные ранее, и любой ремонт или модификации.Также имеются справочные записи о предыдущие проверки. Будьте готовы выполнить любое необходимое тестирование инспектором, включая гидростатические испытания оборудования.
назад в Banks Engineering Страница котла
829 Tube IC Burner SMT Assembly Equipment Semi
Полуавтоматическая испытательная машина 829 Tube IC Burner
Введение в автоматическую горелку KINCOTO Tube IC:
Полуавтоматическая испытательная машина предназначена в основном для испытания ИС заводов и проектных организаций. Эта схема устранила недостатки низкой эффективности и высокого уровня брака на большинстве заводов, которые в настоящее время используют искусственное сжигание, и отвечает требованиям заводов и проектных организаций по стоимости производственного инструмента. В настоящее время наша компания в основном оснащена DIP300mil, SOP300mil, SOP150mil, SSOP300mil, SSOP150mil, SSOP210mil, TSSOP173mil и другими машинами для тестирования упаковки IC.
Эта схема устранила недостатки низкой эффективности и высокого уровня брака на большинстве заводов, которые в настоящее время используют искусственное сжигание, и отвечает требованиям заводов и проектных организаций по стоимости производственного инструмента. В настоящее время наша компания в основном оснащена DIP300mil, SOP300mil, SOP150mil, SSOP300mil, SSOP150mil, SSOP210mil, TSSOP173mil и другими машинами для тестирования упаковки IC.
Основные характеристики автоматической горелки KINCOTO Tube IC:
1. Восемь тестируемых ИС можно каждый раз помещать в подающую трубку, образуя девять газоразрядных трубок.
2. После завершения тестирования сгоревшие ИС, а именно две газоразрядные трубки, классифицируются по сигналам ОК и НГ, подаваемым тестером.
3. Параметры станка удобно регулировать. В соответствии с соответствующими параметрами машина может работать более плавно, а эффективность производства может быть повышена.
4. Перед поставкой параметры, установленные машиной, подходят для большинства прожигающих устройств. Параметры до поставки могут быть восстановлены, если установленные параметры не могут обеспечить бесперебойную работу машины.
Перед поставкой параметры, установленные машиной, подходят для большинства прожигающих устройств. Параметры до поставки могут быть восстановлены, если установленные параметры не могут обеспечить бесперебойную работу машины.
5. Из-за различий в упаковке количество IC для каждой трубки может быть установлено, когда трубка заполнена.
6. Когда происходит тестирование NG, следует провести еще одно тестирование. НГ может быть определено только в том случае, если это происходит дважды.
7. Количество OK и NG в процессе тестирования ИС может быть записано. Количество не может быть потеряно после сбоя питания, что облегчает управление производством.
8. Машина оборудована ЖК-дисплеем для отображения информации, а также удобным пользовательским интерфейсом.
9. Он подходит для тестирования ИС многих клиентов с широким спектром применения.
10. В машине не используются источники воздуха, она удобна в использовании и может одновременно сжигать две ИС, что существенно повышает эффективность производства.
Изображения полуавтоматической испытательной машины агрегатного оборудования горелки СМТ ИС трубки 829 прочные |
Зачистной станок GEGA | Сталь
Газорезательные станки GEGA убеждают высоким качеством зачистки, а также прочной и надежной конструкцией.Станки для зачистки кромок предназначены для удаления поверхностных дефектов, таких как трещины, включения и полости, вызванные процессом литья, с поверхностей слябов, заготовок или блюмов.
Двухсторонняя зачистная машина:
Эта полуавтоматическая машина может выполнять зачистку двух перпендикулярных сторон (например, плиты) одновременно путем непрерывной зачистки, что делает ее пригодной для более высокой производительности при меньшем техническом обслуживании. Машина оборудована зачистными головками, специально разработанными GEGA, которые обеспечивают высокое качество поверхности, необходимое для прокатных станов.Возможность управления каждой зачистной головкой по отдельности, а также независимыми верхними и боковыми каретками для зачистки дает клиентам возможность очень гибко выполнять зачистку и тем самым экономить рабочий материал (газ, кислород).
Процесс зачистки начинается, например, когда плита перемещается роликовым столом в направлении зачистки к зачистной машине. Плита останавливается на головках зачистки, и начинается предварительный нагрев поверхности. Когда достигается температура зачистки, открывается кислород для зачистки, и одновременно рольганг разгоняет сляб до скорости зачистки. Гидравлические пушки смывают удаленный материал с плиты. Как только верхняя и одна боковая стороны зачищены, плита транспортируется к устройству для поворота плит и обратно в машину для зачистки, чтобы зачистить две другие стороны.
Гидравлические пушки смывают удаленный материал с плиты. Как только верхняя и одна боковая стороны зачищены, плита транспортируется к устройству для поворота плит и обратно в машину для зачистки, чтобы зачистить две другие стороны.
Станок для зачистки ленты (ленты):
Во многих случаях необходимо зачистить не всю поверхность, а отдельные области, которые испытывают проблемы, вызванные процессом литья (например, граничная область). Для этого применения GEGA предлагает упрощенную версию полуавтоматической зачистной машины, которая точно соответствует требованиям заказчика.
- Станок для зачистки фиксированной полосы (ленты) — машины, которые наматывают непрерывную полосу или полосу на проблемную зону.
- Машина для зачистки полос (лент) — машины, которые зачищают непрерывную полосу или полосу на проблемной области, при этом положение горелки может изменяться.
- Машина для зачистки углов — машины для зачистки краев и углов материала, где обычно возникают проблемы с качеством.

- Машина для зачистки заготовок или блюмов — предназначена для одного применения: точечная зачистка, зачистка полос (полос) или зачистка всей поверхности заготовок или блюмов.
(PDF) Адаптация контроллера промышленной газовой горелки к бытовой плите
Ссылки
[1] Али Акбар Разон; Ishtiaque Ahmad, 2017 «Исследование пожарной безопасности и охраны на кухне в многоквартирных домах
», Международный журнал новейших инженерных и управленческих исследований
(IJLEMR) », ISSN: 2455-4847, Том 02 — Выпуск 03, стр. 62-71
[2] Homeadvisor «Улучшение дома для предотвращения пожаров на кухне» Доступно по адресу:
https: // www.homeadvisor.com/r/preventing-kitchen-fires/ (доступ 20 июля 2017 г.)
[3] Апех С.Т., Эраме КБ и Ируанси У., 2014, «Проектирование и разработка кухонного газа
Обнаружение утечек и автоматическая заглушка газа. off System », Journal of Emerging Trends in
Engineering and Applied Sciences (JETEAS), 5 (3): 222-228
[4] S. Khan, 2008« Программа энергосбережения для Бангладеш », Journal of Petroleum Technology
Khan, 2008« Программа энергосбережения для Бангладеш », Journal of Petroleum Technology
и альтернативные виды топлива, по академическим журналам, том: 2, выпуск: 6, стр.86-94
[5] С. Хан, 2011, Справочник по расчетам электроэнергии, стр. 2.1–2.15, McGraw-Hill (Open
Access).
[6] Навид Бин Ахмед, Кази Назиба Тахсин, Шахриар Хан, Махбубул Хок, Дидарул Алам,
2018, «Проектирование и внедрение детектора горючих газов на основе микроконтроллера и автоматической системы сигнализации
для обеспечения промышленной и бытовой безопасности» , Asian Journal of Science
and Technology, Vol: 9, Issue: 1, pp.7425-7429, journalajst.com.
[7] С. Хан, 2014 г., Электрообслуживание зданий, Дакка, Бангладеш.
[8] С. Хан, 2012, «Современные переходы в области энергосбережения и окружающей среды», Ископаемое топливо и
Окружающая среда, InTech Publishers.
[9] HRN Jones, 1989, «Применение принципов горения в конструкции бытовых газовых горелок» —
books. google.com
google.com
[10] Шун-Шюрнг Хоу, Чиен-Инь Ли, Та-Хуэй Лин, 2007, «Эффективность и выбросы новой бытовой газовой горелки
с вихревым пламенем, преобразование энергии и управление ею», том 48,
, выпуск 5, стр.1401-1410
[11] Идову А. Кайоде, Иджаротими Олумиде, Олавале Дж. Бабатунде, 2017 «Разработка надежного детектора утечки газа на базе микроконтроллера
для домов в Нигерии», Imperial Journal of
Interdisciplinary Research (IJIR) Том-3, Выпуск-9, ISSN: 2454-1362
Биография авторов
Г-н Асад Али Джеко родился в 1993 году. В 2012 году он получил диплом инженера
в области электротехники в Институте менеджмента и технологий MIPS.Он взял свой
B.Sc. Диплом инженера в области электротехники и электроники, полученный на факультете
Южного университета Бангладеш в 2017 году. Он является аспирантом в области электроники и электронной инженерии
в Независимом университете Бангладеш (IUB). Его исследования
интересны в области системы преобразования энергии, системы автоматизации, системы управления Power
и силовой электроники.
E-mail: аванс[email protected]
Г-н Ракеш Дас родился в 1988 году. В 2012 году он получил диплом инженера
в области электротехники в Институте менеджмента и технологий MIPS. Он получил степень бакалавра наук
. Диплом инженера в области электротехники и электроники, полученный на кафедре
Южного университета Бангладеш в 2017 году.
Эл. Почта: [email protected]
Мохаммад Ариф Собхан Бхуйян родился в Читтагонге, Бангладеш, в 1985 году.Он
получил степень бакалавра наук. и M.Sc. степень в области прикладной физики, электроники и
инженерии связи Университета Читтагонга, Бангладеш, в 2006 г.
и 2007, соответственно. Он получил докторскую степень в Университете Кебангсаан Малайзия,
Малайзия в 2017 году. В настоящее время он является доцентом кафедры электроники
и инженерии связи Южного университета Бангладеш, Бангладеш. Его исследовательский интерес
находится в области СБИС и беспроводной связи.