
схема и описание точечной контактной сварки
Конденсаторная сварка является одним из видов контактной сварки, которую активно используют в промышленности, а также для выполнения сварных операций своими руками в быту.
Технологическая схема операции следующая: в конденсаторах при их зарядке от выпрямителя осуществляется накопление энергии, которая при разряде трансформируется в тепловую энергию.
С помощью этой энергии и осуществляется соединение кромок металлических изделий. Расскажем, как выполнить конденсаторную сварку своими руками: схема и описание технологии.
Содержание
- Конденсаторная сварка: что это такое
- Выполняем конденсаторную сварку своими руками
- Схема при конденсаторной сварке
- Требования к конденсаторной сварке
- Конструкции контактного блока
- Особенности работы самодельного агрегата
- Подведем итоги
Конденсаторная сварка: что это такое
Конденсаторная своими руками была разработана еще в 30-х годах XX века. Сегодня эта технология активно используется предприятиями промышленности и умельцами с целью выполнения бытовых сварных операций.
Сегодня эта технология активно используется предприятиями промышленности и умельцами с целью выполнения бытовых сварных операций.
Особенно популярна такая технология в цехах ремонта кузовов транспортных средств: в отличие от дугового, при конденсаторном методе создания сварного шва не происходит прожигание и деформация тонких стенок листов кузовных деталей. В последующее время соединенным деталям кузова не нужна дополнительная рихтовка.
Такую технологию применяют в радиоэлектронике для соединения изделий, не паяющихся посредством обычных флюсов или выходящих из строя при перегреве.
Активно применяются аппараты конденсаторной сварки ювелирами при изготовлении и ремонте ювелирных украшений, на предприятиях, выпускающих коммуникационные шкафы, лабораторное, медицинское, пищевое оборудование, при строительстве зданий, мостов, инженерных коммуникаций.
Столь широкое распространение можно объяснить действием ряда факторов:
- простая конструкция сварочного аппарата, который при желании можно собрать своими руками;
- точечная сварка отличается относительно низкой энергоемкостью и малыми нагрузками, создаваемыми на электрическую сеть;
- высокие показатели производительности, что крайне важно при серийном производстве;
- возможность снизить термическое влияние на соединяемые поверхности, что позволяет сваривать детали малых размеров и работать с теми конструкциями, стенки которых чрезмерно тонки и могут деформироваться при обычной сварке.

На заметку! Достоинством технологии конденсаторной сварки является простота ее реализации: даже средний уровень квалификации позволяет мастеру создать качественные сварные швы.
Способ конденсаторной сварки изделия.Правила осуществления сварных операций с помощью энергии конденсаторов регламентируются ГОСТ. Принцип технологии основывается на трансформации энергии электрического заряда, накопленного на конденсаторах, в тепловую энергию.
При соприкосновении электродов происходит разряд и образуется электрическая дуга краткого действия. За счёт выделяемого ею тепла кромки соединяемых деталей из металла плавятся, образуя сварной шов.
При конденсаторной сварке ток подается на сварной электрод в виде кратковременного импульса высокой мощности, который получается за счет монтажа в оборудование конденсаторов большой емкости.
В случае использования контактной сварки ток непрерывен. В этом заключается основное отличие этих видов выполнения сварных операций.
В итоге, мастер может достичь высоких показателей двух важных параметров:
- на термический нагрев соединяемых деталей требуется гораздо меньше времени, что особенно ценно для производителей электронных компонентов;
- ток, используемый для соединения деталей, обладает высокой мощностью, поэтому и сами сварные швы получаются более качественными.

В процессе сварных операций для крепления элементов и узлов разных изделий могут потребоваться разные по разновидности и назначению шпильки.
Достоинством конденсаторной сварки является возможность уменьшить площадь термического воздействия, снизить напряжение и свести к нулю риск деформации поверхностей ввиду высокой плотности энергии и кратковременности сварного импульса. Технология позволяет работать с цветными металлами с малой толщиной.
Также отметим, что огромным плюсом конденсаторного сварного аппарата является его компактность. Для применения такой технологии на практике не потребуется мощный источник питания, устройство можно заряжать между переносом электрода к следующей точке.
Выполняем конденсаторную сварку своими руками
Контактная сварка применяется сварщиками, поэтому купить заводской аппарат для ее выполнения несложно.
Модели, в отличие от агрегатов для точечной сварки, отличаются простой конструкцией, несложным управлением и стоят недорого, но многие умельцы все же принимают решение, собрать сварной аппарат конденсаторного типа своими руками. Это позволяет сэкономить деньги, реализовать собственный талант.
Температура сварки различных материалов.Выполнения данного задания требует от мастера следующего:
- найти в интернете нужную схему и подробное описание конструкционных особенностей агрегата;
- уяснить механизм работы устройства;
- подобрать актуальные материалы и приспособления: шпильки приварные, сварные электроды и т.п.
Механизм функционирования аппарата для конденсаторной сварки:
- ток направляется через первичную обмотку питающего трансформатора, выпрямитель, представленный диодным мостом;
- на диагонали моста осуществляется подача управляющего сигнала тиристора с кнопкой запуска;
- в цепи тиристора вставлен конденсатор для накопления сварного импульса, который также нужно подключить к диагонали выпрямителя и первичной обмотке трансформаторной катушки.

Соединение участков металлических конструкций осуществляется при сильном электрическом влиянии, накопленном в двухполюсниках, а сам процесс делится на три категории:
- Контактная сварка.
Предполагает плотное прижатие заготовок друг к другу с последующим соприкосновением электродов к данному месту. Энергия, подающаяся на ограниченное пространство настолько велика, что это приводит к быстрому расплавлению и дальнейшему прикреплению кромок деталей. - Ударная технология.
Также предполагает соединение отдельных деталей из металла в единую конструкцию, но электричество подается к месту сваривания в виде кратковременного удара. Такая технология позволяет уменьшить продолжительность сварной операции до 1,5 м/с; - Точечная техника.
При использовании такого вида сварки потребуется два медных контакта, касающиеся объекта с двух граней. В результате изделия скрепляются в точке прикосновения к электроду.
При необходимости навесить на тонколистовую металлическую конструкцию приборы, фиксируемые гайками, можно воспользоваться той же конденсаторной сваркой.
С ее помощью на стенку конструкции приваривается специальная шпилька для конденсаторной сварки, а уже на нее фиксируют прибор. Шпильку помещают напротив основного металла и настраивают оборудование для выполнения операции приварки.
Дуга плавит основание шпильки и соответствующую ему площадь основного металла, после чего изделие вводят в сварную ванну и фиксируют на поверхности до тех пор, пока металлы не остынут. На выполнение такого потребуются миллисекунды, но он будет надежен и долговечен.
Схема при конденсаторной сварке
Схема конденсаторной сварки.Конденсаторная точечная сварка своими руками легко выполняется даже малоопытным сварщиком.
Ее основа ‒ электрическая схема с применением конденсаторов:
- Первичная обмотка проводится через выпрямитель, представленный .
Затем она подключается к источнику напряжения. - Тиристор подает сигнал на мостовую диагональ и управляется кнопкой запуска.
Конденсатор подключается к сети тиристора, диодному мосту и выводится на первичную обмотку.
- Зарядить конденсатор можно путем, включения вспомогательной цепи с выпрямителем и трансформатором.
Конденсаторная сварка аккумуляторов своими руками осуществляется в следующей последовательности действий со стороны мастера:
- нажатие пусковой кнопки, запускающей временное реле;
- включение трансформатора при помощи тиристоров, после реле отключается;
- использование резистора с целью определения длительности импульса.
Требования к конденсаторной сварке
Сварные конденсаторы применяются в промышленном масштабе и в условиях небольших мастерских. В любом варианте нельзя нарушать технологию сварки для аккумуляторов своими руками, иначе сварные швы получаться низкокачественными.
Соблюдение следующих условий позволит получить действительно качественный результат работы:
- обеспечьте подачу кратковременного импульса в течение временного промежутка до 0,1 с, а также последующее накопление энергозаряда от источника питания для нового импульса за максимально краткое время;
- позаботьтесь о хорошем контакте свариваемых деталей путем достаточного давления электрода на детали в момент подачи сварочного импульса;
- разжимание электродов производите с задержкой, дабы расплав остывал под давлением и улучшался режим кристаллизации металла сварного шва;
- диаметр точки, образуемой на металле от контакта с электродом, должен быть крупнее, нежели самая тонкая свариваемая заготовка в 2 раза;
- тщательно очистите поверхность свариваемых заготовок перед сваркой, дабы окисные пленки и ржавчина не спровоцировали существенное сопротивление для тока.
На заметку! Наиболее удачный вариант электродов для конденсаторной сварки – это омедненная проволока.
Конденсаторную точечную сварку осуществлять своими руками можно только при условии сборки агрегата с минимум двумя блоками: источником сварного импульса и сварочного блока. Также крайне важно предусмотреть возможность регулировки режима сварки и защиты.
Особенно важно придерживаться правил безопасной со сварным аппаратом, которые предполагают следующие пункты:
- для защиты глаз от искр от сварного аппарата надевают специальную маску;
- обезопасить кожу рук от ожога помогут перчатки, а тело – специальный защитный комбинезон;
- на ноги сварщика надевают ботинки с подошвой из плотного материала, не позволяющего повредить пальцы и ступню при работе.
Конструкции контактного блока
Контактный блок конденсаторной сварки ответственен за фиксацию и перемещение сварных . В большинстве случаев фиксация обоих стержней осуществляется вручную.
В большинстве случаев фиксация обоих стержней осуществляется вручную.
Более качественный вариант обеспечивает надежную фиксацию нижнего стержня, но оставляет подвижным верхний стержень. В данном случае верхний медный прут закрепляется так, чтобы он свободно двигался в вертикальной плоскости. А нижний ‒ оставляют в неподвижном состоянии.
Также на верхней части монтируют регулятор винтового образца, позволяющий создавать дополнительное давление. Главное, чтобы верхняя площадка и основание энергоблока имели хорошую изоляцию друг от друга. Некоторые модели сверху оснащены фонарем, что делает работу более комфортной.
При конструировании конденсаторной сварки своими руками потребуется иметь следующие детали:
- конденсатор, емкостью 1000-2000 мкФ, мощностью 10 В, напряжением 15;
- трансформатор требуемого размера ‒ 7 см, произведенный из сердечника типа Ш40;
- первичная обмотка, сделанная из трехсот слоев провода с диаметром 8 мм;
- вторичная обмотка из десяти обмоток медной шины;
- пусковик серии МТТ4К, включающий параллельные тиристоры, диоды и резистор.

На заметку! Если работа потребует соединения заготовок до 0,5 см, понадобится применить дополнительные коррективы в схему конструкции.
Особенности работы самодельного агрегата
Осуществить ударную конденсаторную сварку можно с помощью специального аппарата заводского производства, который продается в специализированных магазинах. Однако, вполне реально изготовить сварку конденсаторного типа самостоятельно в условиях маленькой мастерской.
Изготовленные своими силами агрегаты демонстрируют высокие эксплуатационные параметры и в работе не уступают заводским моделям.
Самодельный аппарат конденсаторной сварки.Перед работой самодельному аппарату для сварки, использующему энергию конденсаторов, задают основные параметры функционирования:
- напряжение в зоне металлоизделий;
- вид и сила тока;
- длительность действия сварного импульса;
- число и размеры сварной проволоки, применяемой в работе.

Платы управления, присутствующие в конструкции и заводских, и самодельных сварочных агрегатов, предоставляют мастеру возможность привести поступающее напряжение и постоянную величину тока к стабильному значению. Самодельный агрегат важно оснастить переключателем для выполнения сварки электродами без особенных трудностей.
Самодельные агрегаты, как и заводские модели, долговечны, просты в использовании, если при их конструировании придерживаться схемы, технологических требований и норм безопасности.
А технические параметры изготовленной своими силами модели должны соответствовать характеристикам заводских конструкций. Тогда аппарат позволит даже малоопытному сварщику выполнять надежные и долговечные сварные швы методом конденсаторной сварки.
Но не стоит забывать, что весомая доля успеха при выполнении сварочных операций зависит от тщательности подготовительных работ. Обязательно позаботьтесь о том, чтобы свариваемые поверхности не имели загрязнений, слоя пыли, ржавчины перед началом работы.
Такие дефекты могут свести на нет усилия сварщика, став преградой для качественного соединения расплавленных кромок изделий.
Подведем итоги
Конденсаторная сварка актуальна при необходимости соединить детали из цветных металлов в единую конструкцию.
Технология имеет ряд достоинств, среди которых особенно ценна возможность уменьшить площадь термовоздействия, снизить напряжение и устранить риск деформации металлоповерхностей. Аппараты для конденсаторной сварки просты в использовании и легко собираются своими руками, что позволяет сэкономить.
Сварка точечная | Рудетранс
Основной тип соединения свариваемых деталей при точечной сварке — нахлёсточное (рис. 1).
1).Свариваемые детали 1 (рис. 2) собирают внахлёстку и зажимают усилием FCB между двумя электродами 2, подводящими ток большой силы (до нескольких десятков кА) к месту сварки от источника электрической энергии 3 невысокого напряжения (обычно 3-8 В).
Детали нагреваются кратковременным (0,01-0,5 с) импульсом тока до появления расплавленного металла в зоне контакта 4. Нагрев сопровождается пластической деформацией металла и образованием уплотняющего пояска 5, предохраняющего жидкий металл от выплеска и от взаимодействия с воздухом.
Рис. 1. Схема нахлесточных соединений боковины кузова легкового автомобиля
Теплота, используемая при сварке, зависит от сопротивления между электродами и выделяется при прохождении тока непосредственно в деталях, контактах между ними и контактах деталей с электродами. Сопротивления самих электродов должны быть незначительны, так как выделяющаяся в них теплота не участвует в процессе сварки. Поэтому сечение электродов должно быть относительно большим, а материал электродов — обладать большой электро- и теплопроводностью. Электроды для точечной сварки изготавливают главным образом из меди и её сплавов.
Поэтому сечение электродов должно быть относительно большим, а материал электродов — обладать большой электро- и теплопроводностью. Электроды для точечной сварки изготавливают главным образом из меди и её сплавов.
Рис. 2. Схема точечной сварки
Рис. 3. Стадии цикла и циклограммы точечной сварки: а — без увеличения давления; б — с увеличением давления при проковке; 1 — сжатие деталей; 2 — включение тока; 3 — проковка; 4 — снятие давления с электродов
Перед сваркой контактные поверхности деталей зачищают металлической щеткой, пескоструйной обработкой или травлением и обезжиривают растворителями. Это необходимо для обеспечения стабильного процесса, который зависит от постоянства контактного сопротивления.
Точечная сварка в зависимости от расположения электродов по отношению к свариваемым заготовкам может быть двусторонней (рисунок 3) и односторонней (рисунок 4). При односторонней сварке ток течет через верхний 3 и нижний 4 листы, но нагрев места контакта происходит только за счет тока, протекающего через нижний лист. Для увеличения этого тока снизу располагают токопроводящую медную подкладку 5. Одновременно происходит образование двух точек.
Для увеличения этого тока снизу располагают токопроводящую медную подкладку 5. Одновременно происходит образование двух точек.
Рис. 4. Схема односторонней точечной сварки: 1 — сварочный трансформатор; 2 — электроды; 3 — верхняя заготовка; 4 — нижняя заготовка; 5 — медная подкладка
Режим точечной сварки может быть мягким и жестким.
Мягкий режим характеризуется плавным нагревом заготовок сравнительно небольшим током. Время протекания тока обычно 0,5 — 3 с. Мягкие режимы применяют для сварки сталей, склонных к закалке.
Жесткие режимы осуществляют при малой продолжительности (0,1 — 1,5 с) тока относительно большой силы. Давление электродов также большое. Эти режимы применяют при сварке алюминиевых и медных сплавов, обладающих высокой теплопроводностью, а также высоколегированных сталей с целью сохранения коррозионной стойкости: на мягких режимах возможно обеднение металла хромом за счет образования карбидов хрома.
Точечную сварку широко используют для изготовления штампосварных конструкций. Толщина свариваемых металлов в среднем составляет 0,5-8 мм. Для осуществления точечной сварки все более широкое использование получают сварочные роботы.
В многоточечных сварочных машинах, предназначенных для изготовления специальных сварных конструкций (элементы кузовов автомобилей, вагонов, различных панелей) одновременно сваривается несколько точек (или несколько десятков точек).
Для осуществления процесса точечной сварки применяют специальные машины контактной сварки (рис. 5), которые в процессе работы выполняют две основные функции — сжатие и нагрев соединяемых деталей. В конструкции любой машины условно можно выделить механическое и электрическое устройства.
Рис. 5. Общий вид машины точечной сварки (а) и её основные узлы (б)
Основной частью механического устройства машины для точечной сварки (рис. 3, б) служит корпус 1, на котором закреплены нижний кронштейн 2 с нижней консолью 3 и электрододержателем 4 с электродом и верхний кронштейн 7. Нижний кронштейн 2 обычно выполняют переставным или передвижным (плавно) по высоте, что дает возможность регулировать расстояние между консолями в зависимости от формы и размера свариваемых деталей.
3, б) служит корпус 1, на котором закреплены нижний кронштейн 2 с нижней консолью 3 и электрододержателем 4 с электродом и верхний кронштейн 7. Нижний кронштейн 2 обычно выполняют переставным или передвижным (плавно) по высоте, что дает возможность регулировать расстояние между консолями в зависимости от формы и размера свариваемых деталей.
На верхнем кронштейне установлен пневмопривод усилия сжатия электродов 6, с которым соединена верхняя консоль 5 с электрододержателем 4. Для управления работой пневмопривода на машине установлена соответствующая пневмоаппаратура 8. Привод усилия может быть также пневмогидравлическим, гидравлическим и др. Корпус, верхний и нижний кронштейны и консоли воспринимают усилие, развиваемое пневмоприводом, и поэтому должны иметь высокую жесткость.
Электрическая часть машины состоит из сварочного трансформатора 10 с переключателем ступеней 11, контактора 12 и блока управления 9. Часто аппаратура управления смонтирована в отдельном шкафу управления. Контактор 12 подключает сварочный трансформатор к электрической питающей сети и отключает его.
Контактор 12 подключает сварочный трансформатор к электрической питающей сети и отключает его.
Электрическое устройство машины предназначено для обеспечения необходимого цикла нагрева металла в зоне сварки. К электрическому устройству относится также вторичный контур машины, который образуют токоподводы, идущие от трансформатора к свариваемым деталям. Ток от трансформатора через жесткие и гибкие шины подводится к верхней 5 и нижней 3 консолям с электрододержателями 4. Консоли и электрододержатели с электродами участвуют в передаче сварочного тока и усилия и поэтому одновременно являются частями электрического и механического устройств машины.
Все части вторичного контура изготавливают из меди или медных сплавов, имеющих высокую электропроводность. Большинство элементов вторичного контура, сварочный трансформатор и контактор имеют внутреннее водяное охлаждение.
12V точечная сварка DIY портативная машина для хранения точечной сварки
- Описание
- Спецификация
- Отзывы
Эта печатная плата аппарата для точечной сварки может использоваться для сварки 26650/32650 и других литиевых аккумуляторов.
Преимущества: портативный, стабильный и надежный, долговечный. Низкая стоимость, у вас есть собственный аккумулятор для запуска автомобиля,
или мощный аккумулятор, вы можете использовать его после подключения! Экономия себестоимости продукции!
Добавлена программа интеллектуальной точечной сварки, убран триггерный переключатель и используется программа для автоматического управления действием точечной сварки. Когда сварочная ручка касается никелевого листа, автоматически выдается импульс точечной сварки! Делай что хочешь! Не нужно нажимать на переключатель! При этом отсрочка отменяется. Режим точечной сварки! Все передано в программу, освободите руки и действительно добейтесь эффекта простого щелчка, когда думаете!
Обновление с первоначальных трех передач до текущих пяти передач. Это может лучше адаптироваться к различным батареям, батареи с более низкой производительностью также можно точечно сваривать, а также адаптировать к более удобным сценариям использования, различной толщине никелевого листа. Вариантов передач может быть больше!
Вариантов передач может быть больше!
Структура платы была оптимизирована, а схема стала более разумной!
Пользователям необходимо иметь собственный источник питания на 12 В, сварочный ток составляет около 90–130 А, что на
больше, чем у обычной никелированной сварочной кромки толщиной 0,1–0,12 мм. Пожалуйста, убедитесь, что ваша батарея
может иметь ток больше 90А, иначе она не будет спаяна!
- Может использоваться для сварки 18650/26650/32650/литиевых аккумуляторов, он портативный, стабильный и надежный
- Напряжение системы: 12–14,6 В
- Рабочий ток: 90-150А
- Свинцово-кислотная батарея 20-45 Ач с хорошей производительностью и малым внутренним сопротивлением
- 3.5-5.5ah 45C 3S aero модель литиевый аккумулятор
- Аккумулятор 18650 емкостью 30-35 Ач
Эта схема с батареей 12 В станет устройством для точечной сварки с накоплением энергии для сварки
никелевых деталей, таких как литиевые батареи и никель-хромовые батареи. По разным
По разным
, толщина может быть около 0,1 мм-0,15 мм
Если вы не уверены в своей батарее, лучше удлинить провод примерно на 1 метр с проводом 2,52
или 42, тогда это снизит риск сожжения силовой трубки. .
- Ручное измерение содержит ошибки. Пожалуйста, учитывайте разницу в 0,1%.
- Тип продукта: Электронные модули
1 шт. x основная плата
1 шт. зуммер
2 шт. входной провод
2 шт. выходная линия со сварочной ручкой
Артикул: 1614 Категории: Бытовая электроника, Дискретные электронные компоненты, Общая электроника Теги: 12V Spot Welder, монтажная плата, DIY точечная пайка, Портативный точечный сварщик, Машина для точечной пайки, Точечная сварка ₹ 260
11836763
наполнитель
Поделитесь этим продуктом
12V DIY Портативный аппарат для точечной сварки Аккумулятор для хранения печатной платы Печатная плата включает в себя электронный сварочный модуль, который является важной частью. Точечная сварка сваривается по принципу быстрого локального нагрева и охлаждения большим током. Он станет машиной для точечной сварки с накоплением энергии для сварки никелевых деталей, таких как литиевые батареи и никель-хромовые батареи, практичным, простым в эксплуатации и с широким спектром применения, а также с длительным сроком службы.
Точечная сварка сваривается по принципу быстрого локального нагрева и охлаждения большим током. Он станет машиной для точечной сварки с накоплением энергии для сварки никелевых деталей, таких как литиевые батареи и никель-хромовые батареи, практичным, простым в эксплуатации и с широким спектром применения, а также с длительным сроком службы.
Особенности:
- Легкий и портативный, стабильный и надежный, износостойкий и может обеспечить длительный срок службы.
- На задней части приводной части есть окошко, можно добавить медь или олово самостоятельно.
- Добавлены внешние площадки для светодиодов и встроенных кнопок, чтобы облегчить подключение светодиодов и кнопок на плате к другим местам.
- Подходит для сварки аккумуляторов 18650/26650/32650.
Примечание. Мы рекомендуем использовать с этим модулем аккумуляторную батарею емкостью 160 Ач +, так как все машины для точечной сварки нуждаются в высоком токе для сварки. Аккумуляторы Li-ion и LiFePO4
Аккумуляторы Li-ion и LiFePO4
Примечание. Дизайн схемы и цвет могут отличаться от изображений, и этот элемент поставляется предварительно припаянным и собранным.
American ExpressDiners ClubMaestroMastercardVisaВаша платежная информация надежно обрабатывается. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
СтранаПочтовый индекс
Спасибо за покупку на нашем сайте.
Если вы не полностью удовлетворены своей покупкой, мы здесь, чтобы помочь вам.
Возврат
Наша политика действует 3 дня со дня доставки. Если с момента доставки прошло 3 дня, к сожалению, мы не можем предложить вам возврат или обмен.
Пожалуйста, снимите видео распаковки при получении посылки и немедленно сообщите нам, если какой-либо продукт отсутствует или поврежден.
Товары, которые были ошибочно заказаны покупателем, не подлежат возврату и не подлежат возврату ни в коем случае.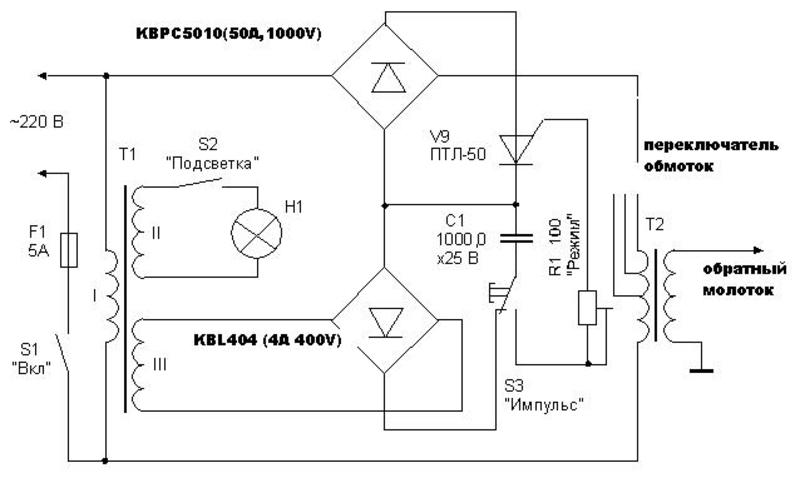 Кроме того, заказ не может быть отменен после отправки. Покупатель может заменить товар только в случае получения поврежденного или бракованного товара.
Кроме того, заказ не может быть отменен после отправки. Покупатель может заменить товар только в случае получения поврежденного или бракованного товара.
Чтобы иметь право на замену, ваш товар должен быть неиспользованным и находиться в том же состоянии, в котором вы его получили. Он также должен быть в оригинальной упаковке.
Для возврата/замены необходимо сохранить оригинал чека или подтверждение покупки.
Пожалуйста, не отправляйте покупку обратно производителю.
В некоторых ситуациях предоставляется только частичное возмещение (если применимо).
– Любой товар, не в исходном состоянии, поврежден или отсутствует по причинам, не связанным с нашей ошибкой.
– Предметы со скидкой или со скидкой.
Возврат (если применимо)
После получения и проверки вашего возврата мы отправим вам электронное письмо, чтобы уведомить вас о том, что мы получили ваш возвращенный товар. Мы также уведомим вас об одобрении или отклонении вашего возмещения.
Если ваш возврат будет одобрен, он будет обработан немедленно, и кредит будет автоматически применен к вашей кредитной карте или первоначальному способу оплаты в течение определенного количества дней.
В случае заказов с наложенным платежом (COD) будет предоставлено только купонов на скидку/ваучеров .
Примечание. Возврат будет осуществлен после вычета фактических транспортных расходов, оплаченных компанией.
Отмена заказа: После того, как заказ упакован и отправлен, его нельзя отменить.
Недоставленный заказ/RTO:
Если заказ недоставлен/RTO из-за ошибки клиента, то
- в случае оплаты наличными -Доставка: Мы не сможем отправить Заказы наложенным платежом снова тому же клиенту.
- в случае предоплаты: возврат может быть осуществлен после вычета стоимости доставки.
Если заказ недоставлен или RTO из-за ошибки партнера по доставке, то для предоплаченных заказов будет предоставлена повторная отправка или полный возврат средств.
Задержка или отсутствие возмещения (если применимо)
Если вы еще не получили возмещение, мы просим вас сначала снова проверить свой банковский счет.
Затем свяжитесь с компанией, выпустившей вашу кредитную карту, может пройти некоторое время, прежде чем ваш возврат будет официально отправлен.
Далее обратитесь в свой банк. Часто перед отправкой возмещения требуется некоторое время на обработку.
Если вы сделали все это, но до сих пор не получили возмещение, свяжитесь с нами по адресу [email protected].
Предметы со скидкой (если применимо)
Возврат возможен только за товары по обычной цене, к сожалению, возврат за товары со скидкой невозможен.
Обмен (если применимо)
Мы заменяем товары только в том случае, если они неисправны или повреждены. Если вам нужно обменять его на тот же товар, отправьте нам электронное письмо по адресу [email protected] и отправьте товар по адресу
Makerbazar
# 47, New Anaj Mandi, Sector 16,
Faridabad — 121002, HR, Индия .
Ориентир: Рядом с Блинкитом, Опп. Насос HP
Контакты:- 9999932507
Подарки
Если товар был помечен как подарок при покупке и доставке непосредственно вам, вы получите подарочный кредит на сумму вашего возврата. После получения возвращенного товара вам будет отправлен подарочный сертификат.
Если товар не был помечен как подарок при покупке, или даритель отправил заказ себе, чтобы передать вам позже, мы отправим возврат дарителю, и он узнает о вашем возврате.
Доставка
Чтобы вернуть товар, отправьте информацию о нем по адресу
Makerbazar
#47, New Anaj Mandi, Sector 16,
Faridabad — 121002, HR, Индия. .
Ориентир: Рядом с Блинкитом, Опп. Насос HP
Контактное лицо: — 95605
Вы будете нести ответственность за оплату транспортных расходов при возврате товара.