
Как собрать аппарат для точечной сварки из инвертора своими руками
Сварочный процесс: схема изготовления
При самостоятельной сборке аппарата необходимо учитывать закон Джоуля-Ленца (Q=I² Х R Х t), в котором говорится: тепловая энергия выделяется в проводниках в определённом количестве пропорционально их сопротивлению, коэффициенту силы тока во времени и в квадрате.
Специалисты советуют уделять должное внимание самодельному механизму, учитывать большую потерю энергии в тонких проводах, использовать электроцепь высокого качества.
Виды контактной сварки:
- Шовная
- Точечная
- Стыковая
В точечной сварке технология аппарата основана на тепловом воздействии тока. Это обеспечивает сварку детали как в одной, так и в нескольких точках.
Размер и особенности структуры контактной поверхности электрода имеют отличия. Это влияет на уровень прочности соединений.
Перечислим несколько существующих ступеней в технологии точечной сварки:
- Совмещаемые компоненты соединяются и размещаются между электродами устройства.
 Следует расположить компоненты плотно прилегая друг к другу. Это обеспечит формирование уплотняющего пояса возле расплавленного ядра, что не позволит выплёскивание раскалённого метала во время импульса.
Следует расположить компоненты плотно прилегая друг к другу. Это обеспечит формирование уплотняющего пояса возле расплавленного ядра, что не позволит выплёскивание раскалённого метала во время импульса. - Следующий шаг — нагревание деталей. Они становятся термопластичны, что даёт возможность их видоизменения. Сделать сварку высокого качества возможно в домашних условиях, главное – соблюдать ключевые принципы технологии: поддерживать скорость движения электродов, постоянную величину давления и плотное соединение всех частей.
 Следует расположить компоненты плотно прилегая друг к другу. Это обеспечит формирование уплотняющего пояса возле расплавленного ядра, что не позволит выплёскивание раскалённого метала во время импульса.
Следует расположить компоненты плотно прилегая друг к другу. Это обеспечит формирование уплотняющего пояса возле расплавленного ядра, что не позволит выплёскивание раскалённого метала во время импульса.При прохождении тока образуется импульс, который обеспечивает нагревание сварочного аппарата и позволяет расплавить металл в точках соприкасания с электродами.
Затем образуется общее ядро жидкой консистенции 4-12 мм в диаметре. После воздействия тока на детали, они будут надёжно держаться до охлаждения ядра и его дальнейшей кристаллизации.
Бытовая эксплуатация самодельной точечной сварки позволяет обеспечить машинальную прочность металлических швов без больших расходов, но создать герметичные швы не позволяет.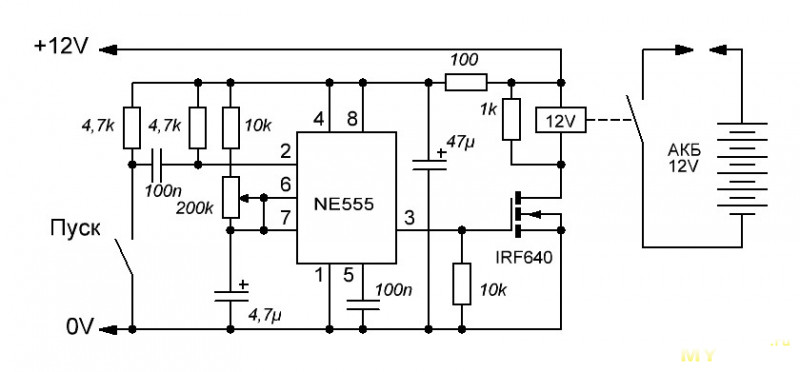
Государственный стандарт регламентирует технику безопасности, рабочий процесс и сварочное оборудование.
Сборка аппарата контактной сварки
Контактная сварка своими руками из инвертора собирается просто и быстро, если у вас есть соответствующие навыки и знания в области электротехники. Еще раз повторяем: эта статья не предназначена для новичка. Здесь не будет долгих пояснений каждого шага. Мы лишь делимся своим опытом сборки контактной сварки. Если вы никогда не держали в руках паяльник и не знаете, как намотать трансформатор, то сначала изучите теорию. И только потом приступайте к сборке аппарата.
Необходимые инструменты и детали
Для намотки трансформатора вам понадобятся медные провода. Про сечение мы расскажем позже. Но вы можете самостоятельно рассчитать необходимое сечение проводов с помощью формул, которые есть в интернете.
Также вам понадобятся разные мелочи вроде кнопки вкл/выкл, они пойдут на схему управления. Также понадобятся подручные материалы для изготовления рычагов и электродов. Мы подробно расскажем о них по ходу статьи. Не забывайте про изолирующие материалы, без них не обойтись.
Мы подробно расскажем о них по ходу статьи. Не забывайте про изолирующие материалы, без них не обойтись.
Из инструментов понадобится паяльник, припой, стамеска/ножовка.
Инвертор: нужен или нет?
Мы считаем, что контактная сварка из инвертора — это не самое лучшее решение. Тем более, что от самого инвертора вам понадобится разве что трансформатор. Некоторые умельцы умудряются использовать и электронику, но ее все равно нужно кропотливо дорабатывать. Поэтому проще сделать все с нуля из новых компонентов, а не пытаться разобрать инвертор на молекулы.
Вы можете взять из инвертора трансформатор или самостоятельно сделать его. Но мы рекомендуем брать трансы из микроволновых печей, поскольку стоят они дешево, легко модернизируются и отлично подходят для наших целей. Дальнейшие рекомендации будут даны исходя из того, что для сборки мы будем использовать трансформатор от СВЧ.
Сварочный трансформатор
Итак, мы условились, что будем собирать контактную сварку из трансформатора от микроволновки. Сборка из инвертора нецелесообразна, она муторная и неэффективная. Поэтому все дальнейшие рекомендации будут связаны именно с трансформатором от СВЧ. Будьте внимательны.
Сборка из инвертора нецелесообразна, она муторная и неэффективная. Поэтому все дальнейшие рекомендации будут связаны именно с трансформатором от СВЧ. Будьте внимательны.
Начнем с подбора трансформатора. Вам понадобится не любой трансформатор, а только тот вариант, у которого мощность составляет от 1 кВт и выше. Такие ставят в достаточно мощные микроволновки с множеством функций. Вы можете взять трансформатор меньшей мощности, но он тогда ваш аппарат не сможет варить даже металл толщиной в 1 мм. А если вы захотите сделать очень мощный аппарат, то можете взять два трансформатора по 1 кВт каждый и соединить их.
Предположим, что трансформатор у вас есть. Теперь нужно снять с него вторичку, позже мы будем сами наматывать ее. Очень непросто снять вторичку голыми руками, лучше используйте ножовку или стамеску. Если вторичка намертво приклеена, то ее можно сначала высверлить, а потом отпилить той же ножовкой или отбить молотком.
У вас должен остаться сердечник и первичка. Обычно у трансформаторов от СВЧ первичка сделана из более толстого провода, так что вы точно не перепутаете ее со вторичкой. Также уберите шунты, если они есть. Постаратесь не повредить первичку при демонтаже ненужных частей.
Также уберите шунты, если они есть. Постаратесь не повредить первичку при демонтаже ненужных частей.
Далее приступаем к намотке новой вторички. Мы использовали упомянутые выше медные провода. Рекомендуем выбирать провода с сечением от 100 мм2. Это довольно толстые провода, но именно такое сечение оптимально в нашем случае. Тем более, вам нужно сделать всего 3-4 витка на всю обмотку. Если вы сможете намотать больше, то в итоге получите более мощное устройство. Но мы рекомендуем остановиться на 3 витках. Это оптимальный вариант для самодельного домашнего аппарата, который не будет варить слишком толстый металл.
Управление аппаратом и рычаги
Систему управления можно собрать на базе электроники из инвертора, но это действительно непросто и затратно. Легче собрать все с нуля и не мучиться с инверторной схемой. Тем более, вам нужна только кнопка вкл/выкл. Также можно добавить регулировку силы тока, но мы не стали это делать. Ведь наша цель — собрать максимально недорогой и при этом рабочий аппарат.
В качестве выключателя можно выбрать любой, какой вам только понравится. Его нужно установить в цепь с первичной обмоткой. И даже не думайте ставить выключатель со вторичной обмоткой, это плохая идея. На вторичке слишком большой ток и он может просто расплавить контакты у выключателя.
Для сборки рычагов можно использовать металлическую трубу (обязательно изолируйте ее) или деревянную заготовку. И вообще можно использовать любые подручные материалы. Но позаботьтесь о том, чтоб они сами по себе не проводили ток. В нашем случае ток будет проходить к электродам через проводки, закреплённые на рычагах. Такие рычаги будут своеобразными ручками, за которые вы будете браться, прижимая электроды к металлу.
Сварочный аппарат в домашних условиях
Самодельное устройство можно собрать из подручных материалов
На большую мощность самодельного аппарата точечной сварки располагать не стоит: устройство может работать с металлической проволокой 0,3 мм в диаметре; со стальным листом 0,2 мм в толщину.
Конфигурация позволяет приварить наиболее тонкие составляющие из фольги и совершать сварку термопар.
Производство сварочного оснащения: инструкция.
Простейшая самодельная точечная сварка
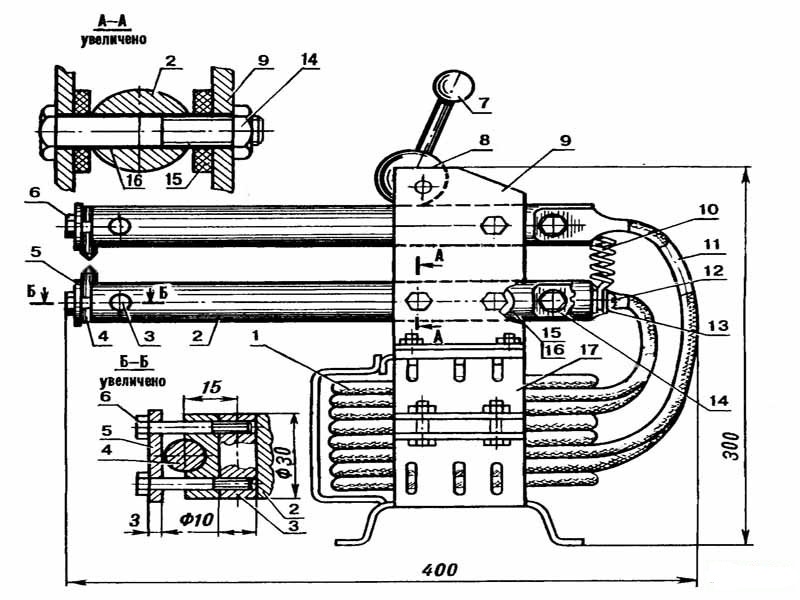
По мнению экспертов, в качестве основы оборудования следует выбрать трёхфазный понижающий трансформатор.
С катушки снимаются вторичные обмотки, первичные провода и сердечник оставить в первостепенном виде, среднюю проводку обвернуть тем же материалом с 8-10 витками на выходе.
Для самостоятельного производства сварочного оборудования нужен кабель 25 м, медная труба 10-12 мм в диаметре, диск по металлу и болгарка.
Необходимо обеспечить заполнение обоих катушек, находящихся по краям, осторожно намотав вторичную обмотку, используя силовой многожильный трёхфазный кабель. Гибкий провод проводит намотку без надобности разборки оборудования.
Параметры проводов в кабеле — 6-8 мм в диаметре. Один из них должен быть более тонким, но с хорошей изоляцией и устойчивым к мощности тока. Для производства устройства 25 м кабеля. По надобности его можно поменять на провода с меньшим сечением.
Для производства устройства 25 м кабеля. По надобности его можно поменять на провода с меньшим сечением.
Изготовление рабочего трансформатора и блока управления:
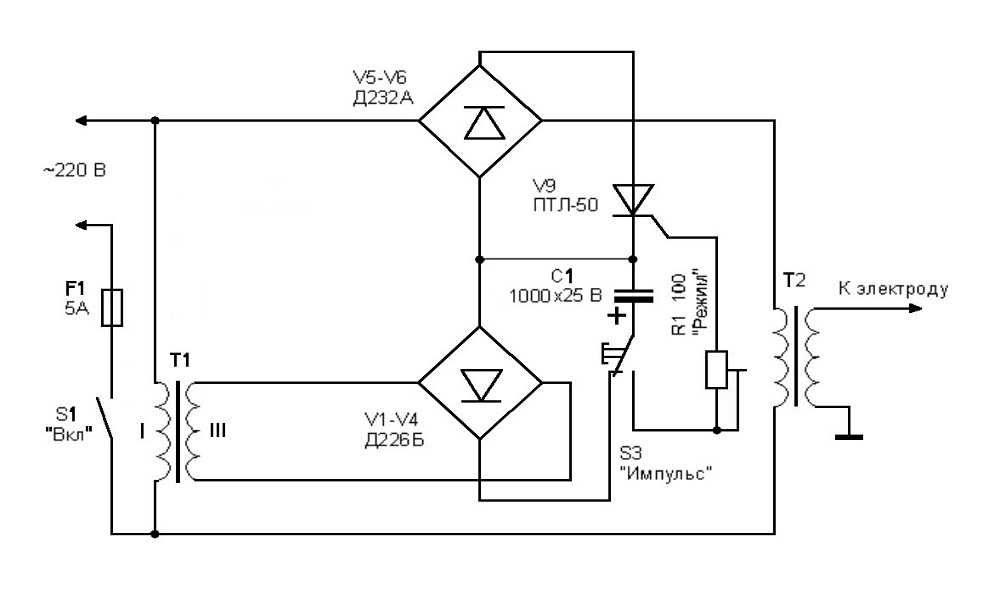
Первичная обмотка рабочего трансформатора Т2 рассчитывается на мощность 10-15 кВт. Если вам удалось раздобыть готовый трансформатор, например от обычного сварочного аппарата – рассчитать силовую вторичную обмотку будет несложно.
Намотайте 10 витков толстого провода и замерьте полученное напряжение при включенном трансформаторе. Разделите эту величину на 10, и получите напряжение, получаемое с одного витка. Количество витков должно обеспечить напряжение 7-9 вольт.
Медная жила для вторичной обмотки должна быть сечением не менее 75 квадратов. Это обеспечит формирование рабочего тока до 1500 ампер без излишнего нагрева и потерь мощности.
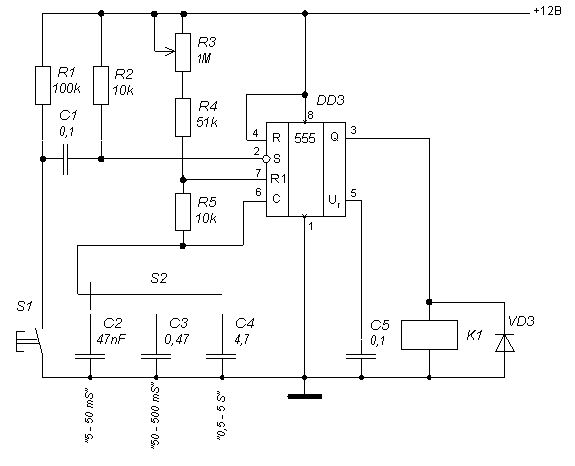
Состав силового блока следующий: трансформатор Т1 и диодный мост V1-V4, собранный на диодах Д226Б. Он служит для зарядки управляющего конденсатора С1. Трансформатор подойдет любой, например – от бытовой техники. Напряжение на выходе 12-24 вольта.
Трансформатор подойдет любой, например – от бытовой техники. Напряжение на выходе 12-24 вольта.
Емкость С1 открывает и закрывает тиристор V9, который и является ключом для блока управления. При нажатии на пусковую кнопку S3, тиристор открывается и подает питание через мост V5-V6 на первичную обмотку рабочего трансформатора Т2.
За это время происходит импульсная сварка, которая прекращается по мере разряда конденсатора С1, закрывающего тиристор V9 и прекращающего подачу напряжения на первичную обмотку рабочего трансформатора Т2. Длительность сварочного импульса регулируется переменным резистором R1.
ВАЖНО! Сварочный импульс протекает однократно, и не зависит от продолжительности нажатия на кнопку S3. Для перезапуска системы необходимо отпустить пусковую кнопку S3. После этого емкость С1 вновь зарядится и система будет готова к новому импульсу.
Кабели, которые подают рабочий ток к инструменту споттера, должны иметь сечение не меньше, чем вторичная обмотка рабочего трансформатора. Длину желательно ограничить 2,5 метрами (опять же, для уменьшения потерь мощности).
Длину желательно ограничить 2,5 метрами (опять же, для уменьшения потерь мощности).
Популярное: Споттер из аккумулятора можно изготовить в течение нескольких часов, непосредственно перед проведением работ
Изготовленный своими руками точечный сварочный аппарат безопасен и надежен. Кабель питания 220 вольт и блок управления должен быть надежно закрыт в корпусе. Если корпус металлический – заземление обязательно.
ВАЖНО! Споттер потребляет 10-15 кВт мощности. Поэтому ваша электропроводка должна соответствовать нагрузке.
Еще одно видео изготовления точечной сварки из старого сварочного аппарата
как сделать своими руками в домашних условиях, схема и особенности
Друзья! Давайте вместе поддержим Христианский портал!
Узнать подробнее
Содержание:
- Схема
- Особенности подбора электродов
- Изготовление контактной сварки из микроволновки
- Интересное видео
Проведение сварки в домашних условиях в последнее время стало пользоваться широким спросом.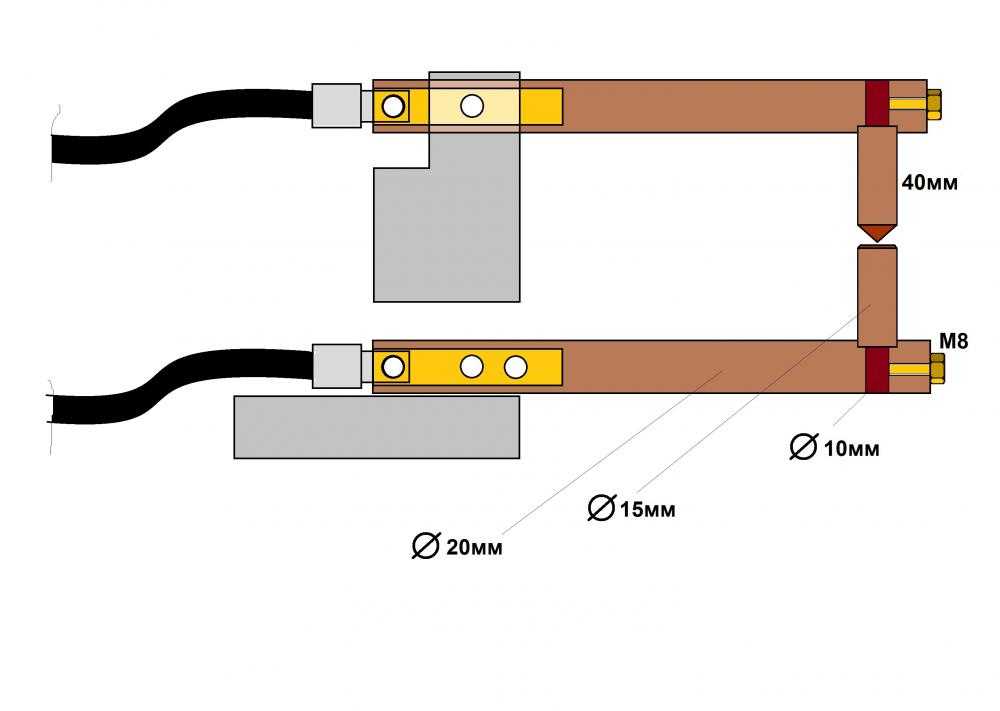 Но не всегда есть возможность приобретать профессиональное сварочное оборудование, оно стоит очень дорого и не всем может быть по карману. По этой причине многие интересуются, как можно сделать точечную сварку. Точечные приборы обладают простым устройством, их можно с легкостью изготовить, используя специальные чертежи и схемы.
Но не всегда есть возможность приобретать профессиональное сварочное оборудование, оно стоит очень дорого и не всем может быть по карману. По этой причине многие интересуются, как можно сделать точечную сварку. Точечные приборы обладают простым устройством, их можно с легкостью изготовить, используя специальные чертежи и схемы.
Схема
Перед тем как сделать точечную сварку своими руками требуется рассмотреть подходящие схемы. Наиболее востребована схема сварки, которая позволяет работать с металлическими листами с толщиной от 1 мм или проводкой и прутом с диаметром до 4 мм.
Но в данных ситуациях требуется учитывать некоторые важные особенности:
- для сварки требуются приборы с переменным напряжением в 220 Вт;
- показатель выходного типа напряжения, которое требуется при работе на холостом ходу, должен быть 3-7 В;
- самые высокие показатели электрического тока способны доходить до 1,5 тысячи Ампер.
Контактное сварочное оборудование имеет принципиальную схему, которая имеет в составе силовые части, автоматизированный выключатель и контрольную цепь. Если во время работы проявляются опасные проблемы, то для их устранение достаточно нажать на специальную кнопку, которая полностью отключит питание прибора.
Если во время работы проявляются опасные проблемы, то для их устранение достаточно нажать на специальную кнопку, которая полностью отключит питание прибора.
Особенности подбора электродов
Самодельная точечная сварка должна выполняться правильно с учетом важных нюансов. Для нее требуют электроды. Профессионалы при проведении работ на производстве применяют промышленные электроды, выполненные по ГОСТ 14111-69. Они обладают высоким качеством и имеют длительный срок службы.
Стоит отметить! Многие умельцы прибегают к самостоятельному изготовлению электродов. Для этих целей они используют специальные стержни. Чтобы правильно изготовить, можно посмотреть в интернете видео, в котором подробно описывается процесс самостоятельного изготовления расходных материалов.
Точечная сварка в домашних условиях должна выполняться электродами, которые имеют следующие особенности:
- В зависимости от мощности сварочного оборудования могут применяться медные стержни с диаметром от 5 до 15 мм.

- Электроды обычно зажимаются при помощи болтов. Иногда может применяться пайка, это более надежное крепление, но в данном случае затрудняется смена электрода.
- Для медных электродов обязательно применяются провода из меди.
- Рабочие концы стержней могут быть заостренными, овальными или плоскими.
Изготовление контактной сварки из микроволновки
Если вы решили сделать контактную сварку своими руками, то для этих целей подойдет старая микроволновая печь.
Чтобы все было сделано правильно, стоит обратить внимание на несколько рекомендаций:
- печь разбирается и из нее извлекается высоковольтный трансформатор. Он должен быть в рабочем состоянии;
- трансформатор состоит из сердечника и двух видов обмотки — первичной и вторичной. Для соединения сердечника могут применяться два сварочных шва с небольшой толщиной;
- далее выполняется вторичная обмотка трансформатора.
 Для этого применяется медная проволока с таким же сечением, как и трансформаторная прорезь;
Для этого применяется медная проволока с таким же сечением, как и трансформаторная прорезь; - для соединения двух частей сердечника потребуется эпоксидная смола. При склеивании части следует плотно прижимать;
- в конце изготавливается корпусная часть. Ее можно сделать из прочного дерева или пластика.
Если все сделать правильно, то можно будет получить качественное оборудование с отличной мощностью. Также стоит предварительно стоит узнать, как варить точечной сваркой, особенно если вам до этого не приходилось работать с данными приборами. Технология достаточно простая, она не требует наличия большого опыта и навыков. Главное нужно правильно настроить оборудование и соблюдать безопасность при проведении сварки.
Интересное видео
Рубрика статьи
Назад
Вперёд
Блог ExRockets | МАШИНА ДЛЯ ТОЧЕЧНОЙ СВАРКИ СВОИМИ РУКАМИ
В нескольких случаях, когда я делал оборудование для синтеза окислителя, мне нужно было сделать точечную сварку, но не было сварочного аппарата для этого. Вот и решил сделать для себя. После некоторых исследований в Интернете на эту тему я, наконец, сделал аппарат для точечной сварки из старого трансформатора микроволновой печи.
Вот и решил сделать для себя. После некоторых исследований в Интернете на эту тему я, наконец, сделал аппарат для точечной сварки из старого трансформатора микроволновой печи.
СХЕМА И ПЛАТА:
ЖЕ СХЕМА, ДРУГОЙ ВИД:
Деталь высокого напряжения (HV) основана на той, которую я нашел здесь (http://www.avdweb.nl/tech-tips/spot-welder.html). Я сделал небольшое дополнение к схеме, добавив реле, которое полностью отключает и включает цепь управления мощностью за 200 миллисекунд до и после сварочного импульса. Это реализовано в качестве дополнительной меры предосторожности в случае неисправности или перегрузки по току. Также трансформатор питания 10 В для цепи НН можно переключать между сетями 110 В и 220 В, используя его первичные обмотки в параллельном или последовательном соединении с сетью.
Однако низковольтный (НН) отличается от указанного на сайте – нулевой переход устроен иначе. Вот как работает часть LV:
- С помощью переключателя я могу выбрать одиночный импульсный режим
- Длительность каждого импульса можно регулировать с шагом 20 мс (записывается в память)
- Длительность паузы между импульсами регулируется с шагом 20 мс (записывается в память)
После того, как кнопка начала обратного отсчета сварки, звуковая (зуммер) и визуальная (4 светодиода) индикация будут подаваться каждую секунду в течение 4 секунд, затем на пятой секунде будут подаваться сварочные импульсы.
Перед запуском сварочного импульса MCU ожидает перехода через нуль напряжения, после его обнаружения тиристоры включаются с задержкой 4,5 мс или близко к пику полуволны напряжения.
СВАРОЧНЫЙ ТРАНСФОРМАТОР:
Сварочные трансформаторы взяты из бывших в употреблении микроволновых печей мощностью 1,2 кВт и 800 Вт, в которых я сохранил первичную обмотку, а вторичную заменил 3-витковым сварочным кабелем 1AWG. На ютубе много видео как снять вторичную обмотку, разрезав ее, но я разобрал весь трансформатор. Для этого я сточил сварные швы с обеих нижних сторон, удалив I-образную часть, а затем осторожно вытащил обе обмотки.
Гибкий сильноточный кабель 1AWG, 800-жильный сварочный кабель — продается по цене около 5 долларов за метр. На трансформаторе 1,2 кВт мне удалось разместить 3 витка, а на трансформаторе 800 Вт — 2 витка, что дает около 3 В и 2 В соответственно. Во время сварки я измерил напряжение около 1 В, что дает расчетные сварочные токи около 1200 А и 800 А.
СВАРОЧНЫЕ ЭЛЕКТРОДЫ:
Сварочные электроды были предоставлены другом, и они от медной электрической шины. Сечение квадратное, площадью 64 мм2.
СБОРКА:
Первым делом нужно было сделать тестовую сборку. Сварочный кабель нужно было подсоединить к электроду, поэтому мне понадобились кабельные наконечники или наконечники, но они довольно дорогие. Поэтому я пошел в магазин сантехники и взял два медных шинных соединителя с подходящим внутренним диаметром и использовал их в качестве кабельного наконечника.
Кроме того, сильноточный кабель должен быть надежно подключен к электроду через дорожку с низким сопротивлением. Первое, что пришло мне в голову, это использовать струбцины.
Итак, вся тестовая сборка выглядела так:
После того, как я убедился, что все работает нормально, следующим шагом была окончательная сборка в деревянном ящике (вроде как) и более точное выравнивание электродов. Оба электрода были установлены на стальных стержнях.
ОГРАНИЧЕНИЕ СВАРОЧНОГО ТОКА:
Ток во вторичной (сварочной) обмотке можно легко ограничить, ограничив ток через первичную обмотку с помощью силового резистора. Для этой цели я использовал дешевые резисторы на 100 Вт (подходят номиналы от 4 Ом до 20 Ом). Этот резистор должен быть установлен между первичной обмоткой и выходом высоковольтной платы. Следует иметь в виду, что эти резисторы могут нагреваться при более тяжелых рабочих циклах. Поэтому я установил один из резисторов (который будет использоваться чаще) на кусок алюминиевого лома, который будет служить дополнительным радиатором.
Также я установил два переключателя SPDT на 10 А, чтобы иметь возможность выбирать между тремя настройками тока: 100% мощности, 50% мощности через резистор 4 Ом и 25% мощности через резистор 8 Ом.
СВАРКА ДВОЙНЫМ ИМПУЛЬСОМ:
Целью цикла сварки двойным импульсом является то, что первый импульс (более короткий) размягчит материал и обеспечит контакт ленты с поверхностью в месте сварки. Второй импульс (обычно более длительный) завершает сварку и полностью сплавляет свариваемые материалы. На следующем видео я свариваю два куска титана толщиной 0,5 мм и хорошо видно, как во время первого импульса материал изгибается, обеспечивая лучший контакт с поверхностью, а во время второго импульса дальнейшая подгонка материала почти не происходит.
ИСПЫТАНИЯ СВАРКИ:
После того, как все было собрано, пришло время проверить аппарат точечной сварки в реальных условиях. Я протестировал его на различных материалах, и вот несколько замечаний…
ТОЧЕЧНАЯ СВАРКА СТАЛИ К СТАЛИ
Сварка стали со сталью выполняется легко, если вы найдете правильные параметры мощности тока и длительности импульса. Мне потребовалось несколько попыток, чтобы найти правильные условия сварки, но в целом я очень доволен обеспечиваемой мощностью и результатами. Вот несколько фотографий обожженных тонких стальных листов, а также сваренных ножовкой не очень тонких кусков.
Мне потребовалось несколько попыток, чтобы найти правильные условия сварки, но в целом я очень доволен обеспечиваемой мощностью и результатами. Вот несколько фотографий обожженных тонких стальных листов, а также сваренных ножовкой не очень тонких кусков.
ТОЧЕЧНАЯ СВАРКА ТИТАНА К ТИТАНУ
Сварка титана с помощью аппарата для точечной сварки немного сложна – он легко прожигается большим количеством искр. Поэтому для этой цели необходим уменьшенный ток с двойными импульсами. На фото я сравниваю сварку двух кусков титана толщиной 0,5 мм при мощности 100% и 50%. Вы можете заметить прожженные отверстия в материале. Однако я был впечатлен прочностью сварных швов, как показано на видео.
ТОЧЕЧНАЯ СВАРКА ПЛАТИНЫ С ПЛАТИНОЙ
Для проведения этого теста я использовал тонкую платиновую фольгу, которую я скрутил из куска платины. Точечная сварка платины с платиной непроста, потому что она имеет довольно высокую температуру плавления. Как следствие, платиновая фольга имеет тенденцию сплавляться с кончиком медного электрода, и когда я пытаюсь удалить ее, я пробиваю в фольге отверстие. Я как-то добился большего успеха с очень низкими настройками тока, то есть 25% и более длинными сварочными импульсами. Тем не менее результаты не столь впечатляющие.
Точечная сварка платины с платиной непроста, потому что она имеет довольно высокую температуру плавления. Как следствие, платиновая фольга имеет тенденцию сплавляться с кончиком медного электрода, и когда я пытаюсь удалить ее, я пробиваю в фольге отверстие. Я как-то добился большего успеха с очень низкими настройками тока, то есть 25% и более длинными сварочными импульсами. Тем не менее результаты не столь впечатляющие.
ТОЧЕЧНАЯ СВАРКА ПЛАТИНЫ С ТИТАНОМ
Наконец, чтобы сделать электрод для электролиза, мне пришлось приварить платину к титану. После проблем со сваркой платины с платиной у меня не было больших ожиданий. Но на самом деле удивительно, что платина без проблем сваривается с титаном. При номинальном токе 50% и более длительных двойных импульсах платина фактически сплавляется с титаном в месте сварки. На фотографиях ниже после приварки платины к титану я попытался соскоблить платиновую фольгу, но она уже сплавилась с основным металлом в местах сварки и виден сплав Pt-Ti.
и, наконец, короткое видео, как использовать Spot Welder:
Файлы производства печатной платы и прошивка
SW_LV_RS274X — CADCAM.ZIP
SW_HV_RS274X –ADCAM.ZIP.GAM.GAM.GAM.GAM.GAM.SIP.GAMPARIP
.GAMPARIP.GAMPARIP.
Не очень умный аппарат для точечной сварки с емкостным разрядом
В этом проекте я спроектировал и построил прототип аппарата точечной сварки с емкостным разрядом с питанием от USB-C. Его можно использовать для приварки никелевых полос к аккумуляторным батареям. Это позволяет переделывать аккумуляторы для различных устройств, особенно для тех, которые больше не обслуживаются производителями. Этот аппарат для точечной сварки, в отличие от многих доступных DIY-проектов, не нуждается в микроконтроллере для работы: сварочный импульс запускается с помощью релейного модуля и времязадающего конденсатора. Сварочный ток коммутируется старым переработанным промышленным тиристорным модулем. Энергию импульса можно регулировать с помощью потенциометра, который изменяет напряжение батареи конденсаторов. Конденсаторы заряжаются с помощью повышающего преобразователя DC-DC CC/CV и разъема USB-C PD (при желании вместо него можно использовать обычный бочкообразный разъем). Сварочные датчики подключаются к XT90 разъем. Сварочный импульс запускается кнопкой, прикрепленной непосредственно к одному из щупов.
Сварочный ток коммутируется старым переработанным промышленным тиристорным модулем. Энергию импульса можно регулировать с помощью потенциометра, который изменяет напряжение батареи конденсаторов. Конденсаторы заряжаются с помощью повышающего преобразователя DC-DC CC/CV и разъема USB-C PD (при желании вместо него можно использовать обычный бочкообразный разъем). Сварочные датчики подключаются к XT90 разъем. Сварочный импульс запускается кнопкой, прикрепленной непосредственно к одному из щупов.
Детали
Я собрал относительно небольшой аппарат для точечной сварки с емкостным разрядом с питанием от USB-C, который можно использовать для создания аккумуляторных блоков для различных устройств и избежать выбрасывания старых устройств только потому, что невозможно купить оригинальный аккумулятор. Я попытался спроектировать этот аппарат для точечной сварки немного иначе, чем другие аппараты для точечной сварки.
Внутреннее устройство аппарата точечной сварки в разобранном виде. Сварка и испытание на прочность сварных швов выполнены на опытном образце этого аппарата.1. Я хотел, чтобы этот аппарат для точечной сварки был относительно безопасным в использовании и безопасным при хранении. Другие точечные сварщики часто используют в качестве источника питания автомобильные аккумуляторы, трансформаторы для микроволновых печей, сильноточные литий-полимерные аккумуляторы или суперконденсаторы. Все эти штуки мне показались очень мощными и как-то пугающими, поэтому я решил использовать конденсаторную батарею из обычных электролитических конденсаторов. Эти конденсаторы могут хранить достаточно энергии, чтобы сделать точечную сварку, но не намного больше, и риск того, что что-то плохое произойдет в случае короткого замыкания, меньше.
2. Я хотел, чтобы это устройство было достаточно простым в сборке и чтобы не было необходимости использовать нестандартную печатную плату. Поэтому я создал его в модульном исполнении и решил использовать старый промышленный модуль SCR для переключения сварочного тока, готовый релейный модуль с небольшими изменениями для синхронизации запуска и зарядки импульса, модуль повышающего преобразователя с потенциометром. добавлены для управления энергией импульса и триггерным модулем USB-C PD (дополнительно), чтобы обеспечить питание сварщика от блоков питания.
Поэтому я создал его в модульном исполнении и решил использовать старый промышленный модуль SCR для переключения сварочного тока, готовый релейный модуль с небольшими изменениями для синхронизации запуска и зарядки импульса, модуль повышающего преобразователя с потенциометром. добавлены для управления энергией импульса и триггерным модулем USB-C PD (дополнительно), чтобы обеспечить питание сварщика от блоков питания.
3. Никаких микроконтроллеров: достаточно кнопки, панельного вольтметра, потенциометра и релейного модуля с времязадающими конденсаторами. Может немного помочь во времена нехватки кремния.
4. Я хотел, чтобы он был компактным. Я сделал на заказ 3D-панель и упаковал все плотно, но довольно аккуратно в пластиковый кейс. Не хотелось использовать громоздкий педальный переключатель, поэтому кнопка срабатывания размещена прямо на сварочном электроде, легко нажимается пальцем.
На данном этапе этот аппарат для точечной сварки использует в основном готовые модули и не использует нестандартную печатную плату. Это именно то, к чему я стремился, и, вероятно, это самый экономичный способ создания этого устройства. Тем не менее, было бы неплохо создать его с нуля, потому что это позволило бы в большей степени настроить устройство и, возможно, сделать его еще меньше. Поэтому я сейчас создаю схему этого аппарата для точечной сварки, используя дискретные компоненты для замены релейного модуля и платы повышающего преобразователя.
Это именно то, к чему я стремился, и, вероятно, это самый экономичный способ создания этого устройства. Тем не менее, было бы неплохо создать его с нуля, потому что это позволило бы в большей степени настроить устройство и, возможно, сделать его еще меньше. Поэтому я сейчас создаю схему этого аппарата для точечной сварки, используя дискретные компоненты для замены релейного модуля и платы повышающего преобразователя.
Первоначальные тесты уже показали, что этот сварочный аппарат способен создавать пригодные для использования сварные швы никелевых полос, но мне нужно провести дополнительные тесты с различным напряжением и полосами разной толщины.
В настоящее время этот аппарат для точечной сварки использует автомобильные конденсаторы Nichicon. Было бы неплохо проверить возможность использования более дешевых конденсаторов и проверить, лучше ли использовать более высокое номинальное напряжение или более высокую емкость.
- 1 × Двойной релейный модуль HW-279 12 В
- 1 × Тиристорный модуль T90RIA120 или аналогичные бывшие в употреблении промышленные SCR
- 1 × Повышающий преобразователь DC-DC CC/CV (XY-SJVA-4)
- 19 × Конденсаторы Nichicon UBY 7500 мкФ/35 В (или аналогичные)
- 1 × Триггерный модуль USB-C PD 12 В (или бочкообразный разъем как более дешевый вариант)
Посмотреть все 15 компонентов
Видео с комментариями
Адальберт • 06. 11.2022 в 16:24 •
0 комментариев
11.2022 в 16:24 •
0 комментариев Видео с комментариями наконец-то готово. Здесь показано, как работает этот аппарат для точечной сварки и как его собрать:
Сборка
Адальберт • 08.10.2022 в 12:31 • 0 комментариевНа этой анимации показано, как компоненты точечной сварки упакованы в корпус:
Я использовал напечатанную на 3D-принтере панель (белая часть, файлы STL находятся в разделе «Файлы») и стандартный пластиковый корпус (модель 150 мм x 110 мм x 70 мм «Kradex Z3W»).
 ‘). Модули удерживаются болтами и гайками M2,5 или M3, а болты M5 использовались для крепления сварочных кабелей к модулю SCR.
‘). Модули удерживаются болтами и гайками M2,5 или M3, а болты M5 использовались для крепления сварочных кабелей к модулю SCR. В зависимости от вашего региона вам может потребоваться использовать чехол от другого производителя и внести некоторые изменения в файлы STL. Вы также можете сделать корпус самостоятельно или даже использовать аппарат для точечной сварки без корпуса.
Анимационный цирк
Адальберт • 06.10.2022 в 20:53 • 0 комментариевЯ создал интерактивную анимацию упрощенной версии схемы, используя веб-сайт https://www.falstad.com/circuit/. Его не следует рассматривать как точную симуляцию, но он показывает общее представление о том, как запускается сварочный импульс и как происходит зарядка и разрядка конденсатора.

Вы можете открыть схему в своем браузере, перейдя по этой ссылке: https://www.falstad.com/circuit/circuitjs.html?ctz=CQAgj…
Модуль повышающего преобразователя здесь не указан.
Начальные сварные швы
Адальберт • 06.10.2022 в 16:02 • 0 комментариевЯ сделал несколько первоначальных тестовых сварных швов со старыми батарейками типа АА, старыми батарейками типа «таблетка» и никелевыми полосками толщиной 0,1 мм. Я начал с почти максимального напряжения (30 В), но это, вероятно, больше, чем нужно для никелевых полосок толщиной 0,1 мм. Этот аппарат для точечной сварки, безусловно, обладает достаточной мощностью для выполнения своей задачи.
Испытание точечной сварки с батарейкой типа «таблетка». Сварщик питается от блока питания USB-C. Вы можете видеть, как напряжение мгновенно снижается до нуля и повышается, когда точечная сварка завершена. Мне нужно будет найти оптимальные настройки напряжения для различных никелевых полосок.
Мне нужно будет найти оптимальные настройки напряжения для различных никелевых полосок. Крупный план одного из первых точечных швов.
Мне удалось повесить около 1 кг груза (1 литр воды) на металлическую полосу, приваренную к испытательной камере АА.
Мне понадобились плоскогубцы, чтобы снять никелевую полоску с ячейки. Видно, что части никеля оторваны и на никелевой полоске остались отверстия, а также остатки никеля, прикрепленные к ячейке. Это хорошо, потому что это означает, что сварка была довольно прочной.
На данный момент я протестировал только маленькие батарейки типа АА и монетки, потому что именно их я в основном собираюсь использовать с этим аппаратом для точечной сварки (восстановление Ni-Mh аккумуляторов для старых устройств), однако, вероятно, он будет хорошо работать с литий-ионными элементами.
 тоже.
тоже. Упрощенная схема
Адальберт • 06.10.2022 в 00:14 • 0 комментариевНесмотря на то, что в этом проекте я в основном использую готовые модули (с некоторыми модификациями), возможно, было бы также неплохо иметь возможность собрать этот аппарат для точечной сварки с помощью специальной печатной платы, изготовленной по индивидуальному заказу. А пока я создал упрощенную схему, которая должна продемонстрировать, как работает это устройство. Я воссоздал релейный модуль, используя дискретные компоненты. Однако модуль повышающего преобразователя пока показан как «черный ящик». Мне нужно будет подумать о подходящей микросхеме, которую можно было бы здесь использовать.
 Преобразователь тока может зарядить батарею конденсаторов примерно за 4 секунды при входном напряжении 12 В/3 А, что является довольно хорошим результатом. Думал использовать в качестве замены MC34063, но он будет как минимум в 4 раза медленнее. И все знают, что он древний, но при этом очень дешевый и простой в реализации. Есть и более современные чипы, которые лучше, но сложнее в реализации и дороже. Мне нужно будет оценить все возможные варианты и что-то решить.
Преобразователь тока может зарядить батарею конденсаторов примерно за 4 секунды при входном напряжении 12 В/3 А, что является довольно хорошим результатом. Думал использовать в качестве замены MC34063, но он будет как минимум в 4 раза медленнее. И все знают, что он древний, но при этом очень дешевый и простой в реализации. Есть и более современные чипы, которые лучше, но сложнее в реализации и дороже. Мне нужно будет оценить все возможные варианты и что-то решить.Как это работает, выбор компонентов
Адальберт • 05.10.2022 в 22:03 • 0 комментариевНа рисунке показаны компоненты, необходимые для сборки этого аппарата для точечной сварки:
Чтобы выполнить точечный сварной шов, в маленькое место нужно вложить довольно много энергии за очень короткий промежуток времени.
 Чтобы сохранить такое количество энергии и обеспечить быстрое высвобождение этой энергии, будет использоваться батарея конденсаторов. Я использовал 19 конденсаторов Nichicon UBY 7500uF/35V, соединенных параллельно, общей емкостью 142500uF. Я буду заряжать их максимум до 31 В, потому что почти всегда используется некоторое снижение номинала электролитических конденсаторов, и это должно увеличить срок службы этих конденсаторов. 142500мкФ на 31В даст 64,19Дж энергии, которой должно хватить для точечной сварки выводов батареи. Каждый из этих конденсаторов имеет ESR 18 мОм, что в сумме падает ниже 1 мОм после параллельного соединения. Это позволит использовать очень высокие сварочные токи.
Чтобы сохранить такое количество энергии и обеспечить быстрое высвобождение этой энергии, будет использоваться батарея конденсаторов. Я использовал 19 конденсаторов Nichicon UBY 7500uF/35V, соединенных параллельно, общей емкостью 142500uF. Я буду заряжать их максимум до 31 В, потому что почти всегда используется некоторое снижение номинала электролитических конденсаторов, и это должно увеличить срок службы этих конденсаторов. 142500мкФ на 31В даст 64,19Дж энергии, которой должно хватить для точечной сварки выводов батареи. Каждый из этих конденсаторов имеет ESR 18 мОм, что в сумме падает ниже 1 мОм после параллельного соединения. Это позволит использовать очень высокие сварочные токи. Для высвобождения такого рода энергии потребуется какой-то выключатель с чрезвычайно высоким током. Я хотел использовать что-то, что будет относительно простым в использовании, и я выбрал подержанный промышленный модуль SCR (тиристор): T90RIA120. Он выдерживает пиковые токи более тысячи ампер и не требует сложных драйверов, в отличие от МОП-транзисторов.
 Должно быть несколько подобных бывших в употреблении тиристоров, которые можно было бы использовать для создания такого аппарата точечной сварки. Эти промышленные модули обычно имеют клеммы для проводов, что упрощает установку.
Должно быть несколько подобных бывших в употреблении тиристоров, которые можно было бы использовать для создания такого аппарата точечной сварки. Эти промышленные модули обычно имеют клеммы для проводов, что упрощает установку.Прежде чем мы сможем что-то сварить, нам нужно откуда-то получить энергию. Конденсаторы нужно будет зарядить. Для удобства использования я решил получить питание от входа USB-C. Я использовал небольшой модуль триггера USB-C PD на 12 В, который позволит использовать блоки питания и быстрые зарядные устройства. Однако этого еще недостаточно. Эта батарея конденсаторов вызовет чрезвычайно высокий пусковой ток, который, скорее всего, вызовет срабатывание защиты от короткого замыкания в зарядном устройстве/блоке питания, и устройство немедленно выключится. Поэтому нужен какой-то ограничитель тока. Также было бы неплохо увеличить напряжение, потому что это позволит использовать гораздо более высокую энергию сварки. Поэтому я решил включить модуль CC/CV с повышающим преобразователем постоянного тока, который одновременно увеличивает напряжение и ограничивает ток.
 Я также добавил внешний потенциометр, который позволит легко изменить желаемое напряжение. Я также добавил несколько стабилизирующих резисторов в батарею конденсаторов, чтобы обеспечить более быстрое изменение напряжения. Я также добавил модуль вольтметра, который позволяет легко контролировать напряжение.
Я также добавил внешний потенциометр, который позволит легко изменить желаемое напряжение. Я также добавил несколько стабилизирующих резисторов в батарею конденсаторов, чтобы обеспечить более быстрое изменение напряжения. Я также добавил модуль вольтметра, который позволяет легко контролировать напряжение.
Остается только схема запуска. Есть одно предостережение, связанное с использованием тиристора: как только он начнет проводить, он будет проводить до тех пор, пока ток не упадет, даже если мы больше не запускаем затвор. Поэтому мне нужно будет использовать схему, которая одновременно останавливает зарядку конденсаторов и посылает импульс на затвор тиристора. Для этого импульса я решил использовать готовый двойной релейный модуль на 12 В. Тем не менее, я внес небольшие изменения. Я хотел добавить некоторое время «охлаждения» после каждого сварочного импульса, поэтому я добавил простой времязадающий конденсатор на вход триггера. Я также хотел убедиться, что после каждого нажатия триггерной кнопки на затвор тиристора будет подаваться только один короткий импульс. Для этого я добавил второй конденсатор, который постоянно заряжается, а при нажатии на курок разряжается через контакты реле в затвор тиристора. Это важно из соображений безопасности. Сварку следует начинать только тогда, когда оба сварочных электрода касаются заготовки. Если бы сварка начиналась, когда электроды находились в воздухе, и только после этого касались заготовки, то возникал бы ливень больших искр. Однако, если мы посылаем только один импульс на затвор тиристора, мы должны быть в безопасности в случае ошибки пользователя, потому что сварка произойдет только в том случае, если все настроено правильно при первом нажатии на триггер. Я опубликую подробности о модификации схемы реле в последующих инструкциях.
Для этого я добавил второй конденсатор, который постоянно заряжается, а при нажатии на курок разряжается через контакты реле в затвор тиристора. Это важно из соображений безопасности. Сварку следует начинать только тогда, когда оба сварочных электрода касаются заготовки. Если бы сварка начиналась, когда электроды находились в воздухе, и только после этого касались заготовки, то возникал бы ливень больших искр. Однако, если мы посылаем только один импульс на затвор тиристора, мы должны быть в безопасности в случае ошибки пользователя, потому что сварка произойдет только в том случае, если все настроено правильно при первом нажатии на триггер. Я опубликую подробности о модификации схемы реле в последующих инструкциях.
Посмотреть все 6 журналов проекта
1
Подготовка блока конденсаторов
Поскольку мы будем иметь дело с чрезвычайно высокими сварочными токами, нам необходимо иметь прочные соединения между конденсаторами.
 Я собираюсь использовать 19x 7500 мкФ 35 В конденсаторы Nichicon UBY.
Я собираюсь использовать 19x 7500 мкФ 35 В конденсаторы Nichicon UBY. Все конденсаторы должны быть подключены параллельно. Форма и конденсаторная батарея могут различаться в зависимости от типа корпуса или типа используемых конденсаторов, но в любом случае все положительные выводы должны быть соединены вместе, а все отрицательные выводы должны быть соединены вместе. Выводы конденсаторов с левой и правой стороны пришлось немного согнуть и скрутить, чтобы они поместились в моем корпусе.
На следующих рисунках показано, как будет выполняться подключение, а также куда позже будут подсоединены зарядные и сильноточные сварочные провода:Сначала я собираюсь вставить конденсаторы в двустороннюю перфорированную плату с металлизированными отверстиями, предварительно вырезанную до нужного размера.
Я использую несколько кусочков медного фитиля для увеличения пропускной способности по току:
После того, как медный фитиль продет через ножки конденсатора, я сгибаю ножки и наношу достаточное количество припоя.
 Этот процесс необходимо повторить для всех рядов конденсаторов. Пожалуйста, обратите внимание на полярность! Конденсаторы должны быть соединены параллельно.
Этот процесс необходимо повторить для всех рядов конденсаторов. Пожалуйста, обратите внимание на полярность! Конденсаторы должны быть соединены параллельно.Вот так должна выглядеть припаянная батарея конденсаторов. Это может выглядеть немного иначе в зависимости от количества и размера конденсаторов. Я также добавил высокоомные стабилизирующие резисторы, которые со временем заставят конденсаторы разряжаться (что хорошо для безопасности, а также позволяет быстрее регулировать напряжение, если напряжение снижается). Обратите внимание на более толстые медные области слева и справа: кабели будут присоединены к ним на следующих шагах.
2
Модификация релейного модуля
Так должна выглядеть нижняя часть релейной платы HW-279 после модификации. Вам необходимо внести эти изменения, если вы хотите сделать этот аппарат для точечной сварки, используя готовые модули.
 Если вместо этого вы хотите создать пользовательскую плату, вы можете пропустить этот шаг и перейти к созданию пользовательской платы.
Если вместо этого вы хотите создать пользовательскую плату, вы можете пропустить этот шаг и перейти к созданию пользовательской платы. Добавлены четыре компонента: два конденсатора и два резистора.
Первый конденсатор добавлен между контактами GND и TRIG (TRIG включает реле). Это приведет к тому, что реле выключится с задержкой (около одной секунды). Это необходимо для того, чтобы убедиться, что батарея конденсаторов полностью разряжена перед возобновлением зарядки. Этот конденсатор не нужно припаивать, его можно вставить в винтовые клеммы.
Второй конденсатор припаян между GND и соединением двух резисторов. Этот конденсатор будет накапливать заряд, который будет использоваться для срабатывания затвора SCR. При включении реле этот конденсатор будет разряжаться на затвор.
Первый резистор 4,7 кОм, который используется для «капельного заряда» конденсатора, отвечающего за запуск тринисторного затвора. Сопротивление достаточно велико, чтобы не вызвать срабатывание затвора SCR самим этим резистором (но полностью заряженный конденсатор вызовет срабатывание SCR).
Второй резистор 10 Ом, 1 Вт. Он добавляет некоторое сопротивление между затвором SCR и конденсатором, чтобы свести к минимуму вероятность искрения и залипания контактов реле.
3
Подготовка проводов и кабельных разъемов
Теперь необходимо прикрепить силиконовые провода 10 AWG к положительным и отрицательным выводам блока конденсаторов. Перед пайкой я обмотал зачищенные концы дополнительными кусками проволоки, чтобы они оставались на месте. Затем я нанес немного припоя на провода.
После пайки пригоревший флюс можно очистить изопропиловым спиртом.
Теперь отрицательный провод необходимо заделывать кабельным наконечником (отверстие диаметром 5 мм). У меня не было подходящего пресса, поэтому я отрезал верхнюю часть кабельного наконечника и припаял провод, вместо того, чтобы обжимать его. Не забудьте вставить кусок термоусадки перед пайкой.
