
Какие существуют виды сварочного оборудования, советы по выбору от экспертов КЕДР
1 / 1
Содержание:
- Виды сварочных аппаратов
- Трансформаторы
- Выпрямители
- Инверторы
- Полуавтоматы
- Аппараты для ручной дуговой сварки (ММА)
- Аппараты для полуавтоматической сварки (MIG/MAG)
- Аппараты для аргонодуговой сварки (TIG)
- Аппараты для точечной сварки
- Аппараты для газовой сварки
- Аппараты для плазменной резки
На рынке присутствуют разные виды сварочного оборудования. С одной стороны это облегчает выбор, позволяя приобрести устройство чётко под свои нужды, с другой – может запутать неопытного человека. При этом мало купить один лишь сварочный аппарат. Неизбежно потребуется дополнительное рабочее и защитное оборудование.
Неизбежно потребуется дополнительное рабочее и защитное оборудование.
-
присадочные прутки;
-
сварочная проволока;
-
клеймы и электродержатели;
-
горелки;
-
газовые баллоны с необходимым для них оборудованием.
Но основным элементом оборудования для сварочных работ является сам сварочный аппарат. О нём следует рассказать подробней.
Виды сварочных аппаратов
Параметры электроэнергии из сети не подходят для осуществления сварки. Чтобы преобразовать её в сварочный ток, используют сварочные аппараты. Они понижают напряжение до необходимых значений, в результате увеличивается сила тока.
Трансформаторы
Это самый простой и старейший вид сварочного аппарата. Основой конструкции является трансформатор, состоящий из первичной и вторичной обмоток. Он понижает приходящее на него напряжение, выдавая переменный ток, значение которого регулируется смещением обмоток относительно друг друга.
Плюсы:
-
цена,
-
надёжность,
-
простота конструкции,
-
неприхотливость в обслуживании и эксплуатации,
-
высокая мощность.
Минусы:
-
низкий КПД,
-
большой вес и габариты,
-
нестабильная дуга,
-
сильно просаживает электросеть и потребляет много энергии,
-
можно варить только чёрные металлы.

Применение: используется для сварки низколегированной стали, если не важна высокая точность и качество шва.
Выпрямители
Конструктивно выпрямители схожи с трансформаторами, но имеют выпрямительный блок, за счёт которого на выходе получается постоянный ток.
Достоинства:
-
неприхотливость,
-
простота в обслуживании и надёжность,
-
высокая мощность,
-
стабильная дуга,
-
возможность варить цветные металлы и нержавейку,
-
хорошее качество шва.
Недостатки:
-
большой вес и габариты,
-
потребляют значительное количество электроэнергии,
-
просаживая сеть.

Применение: как и трансформаторы, выпрямители могут иметь переключатель, позволяющий запитать устройство от домашней сети 220 В или от трёхфазной 380 В (последний вариант предпочтительней). Варят чёрные и цветные металлы, нержавейку и чугун.
Инверторы
Это самый популярный на сегодняшний день вид сварочных устройств. Электричество из сети поступает на выпрямитель, меняя значение с переменного на постоянное. Затем ток проходит через блок схем, превращаясь снова в переменный, при этом увеличивается его частота. Дальше его путь лежит через трансформатор, затем через ещё один выпрямитель. В итоге на дугу подаётся высокочастотный постоянный ток.
Плюсы:
-
компактен,
-
мало весит,
-
высокий КПД,
-
мощная дуга,
-
минимальное разбрызгивание металла,
-
качественный шов,
-
можно варить как чёрные, так и цветные металлы,
-
потребляет минимум энергии.
Минусы:
Главная особенность инвертора заключается в его универсальности. Он широко применяется на производстве для сварки различных металлов, а так же является лучшим вариантом для дома и дачи.
Полуавтоматы
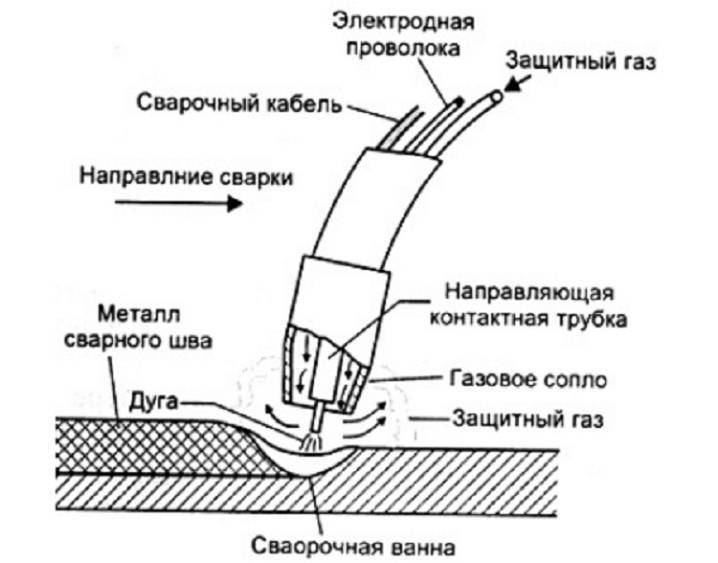
Этот вид оборудования отличается более сложной конструкцией. Здесь сварка происходит не обычными электродами, а специальной проволокой в среде защитного газового облака. Газ из баллона поступает к месту сварки через горелку, через неё же автоматически подаётся проволока. Газовое облако защищает шов от окисления кислородом, а подача проволоки обеспечивает более высокую скорость работы.
Плюсы:
-
полуавтоматы применяются для работы как с чёрными, так и с цветными металлами,
-
можно варить даже тонкий листовой металл,
-
качественный сварной шов,
-
производительность.

Минусы:
-
кроме самого аппарата нужен ещё и баллон с газом – это делает конструкцию более массивной и взрывоопасной,
-
при работе на улице сильный ветер может сдувать защитную газовую среду.
Применяются при сварке цветных и чёрных металлов, не заменим при работе с листовой сталью толщиной менее 1 мм.
Типы сварочного оборудования
Теперь рассмотрим оборудование не с позиции их устройства, а по типу работы. Этот пункт не менее важен при выборе оборудования. Различают несколько типов сварки:
-
Ручная дуговая (ММА).
-
Полуавтоматическая в газовой среде (MIG/MAG).
-
Аргонодуговая (TIG).
-
Точечная.

-
Газовая.
-
Плазменная.
В каждом отдельном случае могут применяться разные виды сварочных аппаратов. Но существует и универсальное оборудование, сочетающее в себе разные возможности: ММА+MIG; MIG+TIG; MMA+TIG и «3 в 1».
Аппараты для ручной дуговой сварки (ММА)
Чаще всего MMA сварка используется для работы в небольших мастерских и в бытовых условиях – дома, на даче или в гараже. В процессе работы можно применять любой вид оборудования (трансформатор, выпрямитель или инвертор). Электродом является проволока, покрытая специальной обмазкой. Возникающая электрическая дуга плавит электрод, соединяя свариваемый металл. А обмазка, сгорая, образовывает над сварочной ванной газовое облако, защищающее от взаимодействия с кислородом.
Ручная дуговая сварка требует некоторых навыков, так как приходится постоянно контролировать расстояние между проволокой и свариваемой поверхностью, чтобы обеспечить стабильную дугу. На шве образуется шлак, который впоследствии требует зачистки. Методом ММА сваривают различные виды чёрных металлов, чугун, нержавейку и некоторые цветные металлы.
На шве образуется шлак, который впоследствии требует зачистки. Методом ММА сваривают различные виды чёрных металлов, чугун, нержавейку и некоторые цветные металлы.
Аппараты для полуавтоматической сварки (MIG/MAG)
Сварочный процесс происходит в газовой среде – инертной (MIG) или активной (MAG). Газ выполняет ту же защитную функцию, что и обмазка на электродах ММА, но более эффективен. Сварочная проволока подаётся в зону работы автоматически, а вдоль поверхности устройство перемещают вручную – отсюда и название. Для работы подходят трансформаторы, выпрямители, инверторы. Последний в современных условиях применяется чаще.
Полуавтомат предпочтительней при соединении твердосплавных легированных сталей, всех видов цветных металлов и при сварке тонкостенных материалов толщиной менее 1 мм. За счёт автоматической подачи проволоки экономится время, а значит за один и тот же срок можно выполнить больший объём работы.
Аппараты для аргонодуговой сварки (TIG)
Эта методика подходит для соединения любых металлов, но уступает по скорости полуавтомату. Оборудование схоже с тем, что применяют для MIG/MAG, но в качестве газа используется аргон, а электрод сделан из неплавкого материала (графит или вольфрам). В зону сварочной ванны подают связующий материал – прутки по составу аналогичные свариваемому металлу. Аргонодуговая сварка обходится дорого и менее производительна, чем полуавтоматическая, но позволяет получать очень ровный и качественный шов. Качество аргонодуговой сварки зависит не только от навыков сварщика, но и от выбранного защитного газа, а также от сварочного аппарата. Лучшим вариантом станет инвертор с возможностью переключения его на переменный и постоянный ток.
Оборудование схоже с тем, что применяют для MIG/MAG, но в качестве газа используется аргон, а электрод сделан из неплавкого материала (графит или вольфрам). В зону сварочной ванны подают связующий материал – прутки по составу аналогичные свариваемому металлу. Аргонодуговая сварка обходится дорого и менее производительна, чем полуавтоматическая, но позволяет получать очень ровный и качественный шов. Качество аргонодуговой сварки зависит не только от навыков сварщика, но и от выбранного защитного газа, а также от сварочного аппарата. Лучшим вариантом станет инвертор с возможностью переключения его на переменный и постоянный ток.
Аппараты для точечной сварки
Этот способ сварочных работ относится к термомеханическому классу. Точечные сварочные аппараты бывают нескольких видов:
-
переносные – подходят для домашнего использования;
-
стационарные – для промышленных предприятий;
-
двусторонние – соединяют листы металла с обеих сторон;
-
односторонние – используются там, где невозможен доступ к обратной стороне.

Точечным способом сваривают в основном изделия из тонкой листовой стали. Принцип работы прост: детали соединяют друг с другом внахлёст, электроды с обеих сторон нагревают их до состояния пластичности, сплавляя между собой в точке соприкосновения. Импульсный ток делает время нагрева почти мгновенным – от 0,01 до 0,1 секунды. Получается прочный и надёжный шов за очень короткое время. Минусом является то, что этим способом невозможно добиться герметичности.
Аппараты для газовой сварки
Здесь нет необходимости в использовании традиционного электрического сварочника. Всё оборудование может состоять из двух газовых баллонов с ацетиленом или пропаном и кислородом, шлангов-рукавов и горелки.
Смесь газов при сгорании достигает температуры выше 3000 градусов. Пламенем разогревают кромки свариваемых поверхностей, добавляя в сварочную ванну присадочную проволоку. Горелкой можно регулировать силу пламени. Если увеличить подачу кислорода, то он будет выдувать расплавленный под действием температуры металл, не сваривая изделие, а разрезая его на две части.
Если увеличить подачу кислорода, то он будет выдувать расплавленный под действием температуры металл, не сваривая изделие, а разрезая его на две части.
Метод применим в условиях, когда нет доступа к электричеству. Технология проста, но требует тщательной подготовки деталей и навыков в регулировании мощности горелки. Из минусов можно выделить невысокую производительность. При наличии универсальной горелки, оборудование можно использовать и для резки металлических изделий.
Аппараты для плазменной резки
Плазмой называют газ, в состав которого входят проводящие электричество заряженные частицы. Процесс сварки/резки осуществляется так: инертный газ по шлангам поступает к горелке, где ионизируется, проходя между двумя электродами, нагревается и превращается в плазменную струю. Образующаяся дуга может достигать температуры более 30 тыс. градусов.
Существует три вида подходящих аппаратов для плазменной резки, с различными характеристиками:
В процессе резки металл расплавляется, а ионизированная струя вымывает его. Если необходимо соединить изделия, то достаточно уменьшить силу плазменного потока и добавить присадочную проволоку.
Если необходимо соединить изделия, то достаточно уменьшить силу плазменного потока и добавить присадочную проволоку.
Плазменные сварочники чаще используют для резки. Плюс заключается в том, что можно резать даже толстый слой материала. А при работе с тонкостенной сталью не происходит деформация кромок. Минус в дороговизне оборудования.
Советы по выбору
Теперь вы знаете, какие бывают типы сварочных аппаратов. Знание классификации поможет определиться с выбором устройства, подходящего именно под ваши задачи и возможности. Остался последний параметр – цена. Здесь важно помнить, что бюджетные модели могут не сильно отличаться от дорогих по базовым характеристикам. Основная разница будет в надёжности и времени непрерывной работы. Поэтому, если вы планируете лишь изредка выполнять небольшой объём работы, нет смысла выбирать профессиональное оборудование. Для домашнего использования можно подобрать недорогой сварочник с неплохими возможностями.
А чтобы быть уверенным в том, что купленная техника прослужит вам долгие годы, отдавайте предпочтение только проверенным производителям. На российском рынке хорошо зарекомендовали себя сварочные аппараты от производителя КЕДР. Они занимают высокие места в рейтингах, посвящённых сварочному оборудованию, имеют множество положительных отзывов. Цены от производителя, возможна доставка по Москве и в регионы. На сайте https://kedrweld.ru/ можно также купить сопутствующее оборудование (сварочные горелки, комплектующие, редукторы, регуляторы и многое другое), дополнительное оборудование (термопеналы, сварочные тележки, педали и пульты ДУ и другое) и расходные материалы (сварочные проволоки, сварочные электроды, присадочные прутки), а также средства защиты для сварщиков. Лучше, чтобы сварочник и сопутствующие товары были сделаны одним производителем.
Сварка MIG | Рубрики | Иврус Трейд
КаталогСварочное оборудованиеСварочные инверторыСварка MIG
- Сварочное оборудование
- Сварочные инверторы
- Сварка MMA
- Сварка DC TIG
- Сварка DC TIG Pulse
- Сварка TIG AC/DC Pulse
- Сварка MIG
- Сварка MIG pulse
- Сварка TIG/MMA/CUT
- Воздушно-плазменная резка CUT
- Кулеры
- Автоматическая сварка
- Архив моделей оборудования
- Сварочные горелки и плазмотроны
- Горелки MIG/MAG
- Расходные части к горелкам MIG/MAG
- Горелки TIG
- Расходные части к горелкам TIG
- Аксессуары TIG-горелок
- Расходные части WP-9/20/25
- Расходные части WP-17/18/26
- Расходные части WP-12
- Кнопки и модули управления
- Переходники, адаптеры
- Плазмотроны
- ручная резка
- машинная резка
- Расходные части к плазмотронам
- PT-31
- SG-55 / AG-60 (WSD60-P)
- SG-51
- P-80
- TZ-100
- A 101 (LT 101) // A 141 (LT 141)
- A 151 (LT 151)
- P-200 (WSD-200)
- HC 1303 / JS-T1300
- HC 2003
- HC 6002
- Расходные части к плазмотронам Hypertherm
- Powermax 1000/1250/1650
- Powermax 45
- Powermax 65/85/105/125
- MAXPRO 200
- HPR 130/260/400 XD
- Штекеры и гнезда для сварочного оборудования
- Сварочные материалы
- Сварочная проволока
- омедненная проволока
- бронзированная проволока
- для меди, бронзы, латуни и медно-никелевых сплавов
- для сплавов алюминия
- для нержавеющих сталей
- для сварки чугуна и наплавки
- порошковая проволока
- Вольфрамовые электроды
- Средства защиты
- Одежда сварщика
- Куртки, фартуки, брюки
- Накладки, нарукавники, гамаши
- Защита головы
- Перчатки сварщика
- Перчатки для MIG-MMA-CUT
- Перчатки для TIG
- Перчатки для общих работ
- Маски сварщика
- маски в продаже
- аксессуары для масок
- архив моделей масок
- Сварочные аксессуары
- электродержатели
- клемы массы
- педали и блоки ДУ
- измерители сварных соединений
- регуляторы, редукторы и комплектующие
- сварочные и соединительные кабели
- шланги
- Механизмы подачи проволоки и комплектующие
- механизмы
- роллики для подачи проволоки
- комплектующие к механизмам
- Запасные части к сварочному оборудованию
- Вентиляторы осевые
- Запасные части к БПО
- Клапаны электромагнитные
- Комплектующие и материалы для автоматической сварки SAW
MIG 160 (N227) DIGI SYNERGIC
- Напряжение питающей сети, В: 230В±15%, 50/60 Гц
- Типы сварки: MIG/MAG, самозащитная пр-ка, MMA, TIG DC
- Потребляемая мощность, кВА: 7,1
- Диапазон регулировки сварочного тока ММА / TIG(А): 10~160
- Диапазон регулировки сварочного тока MIG/MAG/FCAW(А): 30~160
- Диапазон регулировки рабочего напряжения MIG(В:) 15,5~22
- ПВ при 40°С: 35% (160 A), 60% (123A), 100% (95 А)
- Вес, кг: 12,5
MIG 180 (N240)
- Напряжение питающей сети, В: 230В±15%, 50/60 Гц
- Типы сварки: MIG/MAG, MMA, самозащитная порошковая пр-ка
- Потребляемая мощность, кВА: 8,14
- Диапазон регулировки сварочного тока ММА(А): 10~160
- Диапазон регулировки сварочного тока MIG/MAG(А): 30~180
- Диапазон регулировки рабочего напряжения, В: 11-23
- ПВ при 40°С: 20% при 180 A, 100% при 80,5 А
- Вес, кг: 12,8
MIG-2185 (N2A5) «Карпаты»
- Напряжение питающей сети, В: 230В±15%, 50/60 Гц
- Типы сварки: MIG/MAG, самозащитная порошковая проволока, MMA, Lift-TIG
- Потребляемая мощность, кВА: 6,8
- Диапазон регулировки сварочного тока ММА(А): 20~160
- Диапазон регулировки сварочного тока MIG/MAG(А): 30~180
- Диапазон регулировки рабочего напряжения, В: 11-26
- ПВ при 25°С: 25% при 180 A, 100% при 90 А
- Вес, кг: 9,7
MIG-200 S4 (Welding Dragon)
- Напряжение питающей сети, В: 230 В±15%, 50/60 Гц
- Типы сварки: MIG/MAG, MMA, самозащитная порошковая пр-ка, TIG DC
- Потребляемая мощность, кВА: 6,50
- Диапазон регулировки сварочного тока ММА, TIG(А): 25~160
- Диапазон регулировки сварочного тока MIG/MAG(А): 35~200
- Диапазон регулировки рабочего напряжения, В: 15~23
- ПВ при 40°С: 50% при 200 A, 100% при 140 А
- Вес, кг: 12,65
MIG 200 (N220)
- Напряжение питающей сети, В: 230В±15%, 50/60 Гц
- Типы сварки: MIG/MAG, самозащитная порошковая пр-ка, MMA
- Потребляемая мощность, кВа: 9,4
- Диапазон регулировки сварочного тока ММА (А): 10~200
- Диапазон регулировки сварочного тока MIG/MAG (А): 30~200
- Диапазон регулировки рабочего напряжения (В): 15,5~24
- ПВ при 40°С: 35% (200 A), 100% (118 А)
- Вес, кг: 12,5
MIG 200 (N229) DIGI SYNERGIC
- Напряжение питающей сети, В: 230В±15%, 50/60 Гц
- Типы сварки: MIG/MAG, самозащитная пр-ка, MMA, TIG DC
- Потребляемая мощность, кВА: 9,4
- Диапазон регулировки сварочного тока ММА / TIG(А): 10~200
- Диапазон регулировки сварочного тока MIG/MAG/FCAW(А): 30~200
- Диапазон регулировки рабочего напряжения MIG(В:) 15,5~24
- ПВ при 40°С: 35% (200 A), 60% (152A), 100% (118 А)
- Вес, кг: 12,5
MIG 250 (N239)
- Напряжение сети: 220 В ±15%, 50/60 Гц
- Типы сварки: MIG/MAG, самозащитная порошковая пр-ка, MMA, TIG
- Потребляемая мощность: 12.
 6 кВА
6 кВА - Диапазон регулировки сварочного тока MMA/TIG(А): 15-250
- Диапазон регулировки сварочного тока MIG/MAG/FCAW(А): 30-250
- Диапазон регулировки рабочего напряжения MIG (В): 15,5~ 26,5
- ПВ при 40°C: 30% (250 А), 60% (177 A), 100% (137 А)
- Вес,кг: 27
MIG 250 (N289)
- Напряжение сети: 220В ±15%, 50/60 Гц
- Типы сварки: MIG/MAG, самозащитная порошковая пр-ка, MMA, TIG
- Потребляемая мощность: 12.74 кВА
- Диапазон регулировки сварочного тока MMA/TIG(А): 10-250
- Диапазон регулировки сварочного тока MIG/MAG/FCAW(А): 30-250
- Диапазон регулировки рабочего напряжения MIG (В): 15,5~ 26,5
- ПВ при 40°C: 35% (250 А), 60% (177 A), 100% (137 А)
- Вес,кг: 24
MIG 250 (N248)
- Напряжение питающей сети, В: 380 ± 15%, 50/60 Гц
- Типы сварки: MIG
- Потребляемая мощность, кВА: 9,2
- Диапазон регулировки сварочного тока MIG (А): 50~250
- Диапазон регулирования рабочего напряжения (В): 15~29
- ПВ при 40°С: 60% (250 А), 100% (200 А)
- Вес, кг: 25,6
MIG 250 (N270)
- Напряжение сети: 380 В ±15%, 50/60 Гц
- Типы сварки: MIG/MAG, самозащитная порошковая пр-ка, MMA
- Потребляемая мощность: 9.
 5 кВА
5 кВА - Диапазон регулировки сварочного тока MMA(А): 10-250
- Диапазон регулировки сварочного тока MIG/MAG/FCAW(А): 30-250
- Диапазон регулировки рабочего напряжения MIG, (В): 15,5~ 26,5
- ПВ при 40°C: 35% (250 А), 60% (191 A), 100% (148 А)
- Вес,кг: 47
MIG 350 (N271)
- Напряжение сети: 380 В ±15%, 50/60 Гц
- Типы сварки: MIG/MAG, самозащитная порошковая пр-ка, MMA, TIG DC
- Потребляемая мощность: 15.0 кВА
- Диапазон регулировки сварочного тока MMA/TIG(А): 20-350
- Диапазон регулировки сварочного тока MIG/MAG/FCAW(А): 50-350
- Диапазон регулировки рабочего напряжения MIG, (В): 15,0~ 38,0
- ПВ при 40°C: 40% (350 А), 60% (285 A), 100% (221 А)
- Вес,кг: 52
MIG 350 (N255)
- Напряжение питающей сети: 380 + 15%, частота 50/60 Гц
- Типы сварки: MIG/MAG, MMA
- Потребляемая мощность, кВА: 13,9
- Диапазон регулировки сварочного тока ММА (А): 20~350
- Диапазон регулировки сварочного тока MIG (А): 50~350
- Диапазон регулировки рабочего напряжения, В: 16,5-31,5
- ПВ при 40°С: 50% (350 А), 100% (247 А)
- Вес источника, кг: 27
MIG 400 (N361)
- Напряжение питающей сети, В: 380В±15%, 50/60 Гц
- Типы сварки: MIG/MAG, DC MMA, самозащитная порошковая проволока
- Потребляемая мощность, кВа: 17,8
- Диапазон сварочного тока ММА(А): 10~400
- Диапазон регулировки сварочного тока (А) (MIG/MAG): 60~400
- Диапазон регулировки напряжения (В) (MIG/MAG): 17~34
- ПВ при 40°С: 100% при 400 А
- Вес источника, кг: 41
MIG 500 (N308)
- Напряжение питающей сети: 380 + 15%, частота 50/60 Гц
- Типы сварки: MIG, MMA, самозащитная порошковая пр-ка
- Потребляемая мощность, кВА: 25,6
- Диапазон регулировки сварочного тока ММА(А): 10~500
- Диапазон регулировки сварочного тока MIG/FCAW(А): 50~500
- Диапазон регулировки рабочего напряжения, В: 15,5-50
- ПВ при 40°С: 60% (500 А), 100% (387 А)
- Вес, кг: 57
MIG 500 (N221) FULL SET
- Напряжение питающей сети, В: 380В±15%, 50/60 Гц
- Типы сварки: MIG/MAG, DC MMA, порошковая проволока
- Потребляемая мощность, кВа: 24,7
- Диапазон сварочного тока ММА(А): 20~500
- Диапазон регулировки сварочного тока (А) (MIG/MAG): 50~500
- Диапазон регулировки напряжения (В) (MIG/MAG): 15~48
- ПВ при 40°С: 60% при 500 А и проволоке 1,6 мм
- Вес источника, кг: 35
Сварка MIG и TIG – пояснение основных различий
Сварка MIG и TIG использует электрическую дугу и защитный газ для соединения различных металлов. Несмотря на внешнее сходство, каждый из них имеет свои отличительные черты.
Несмотря на внешнее сходство, каждый из них имеет свои отличительные черты.
Когда в 1940-х годах методы сварки не подходили для соединения алюминиевых и магниевых сплавов, прорывным решением стала сварка в среде инертного газа (MIG) и вольфрама в среде инертного газа (TIG). Этот успех привел к его популярности в различных отраслях по сей день.
TIG менее агрессивен, и использование присадочного материала необязательно, что делает его более подходящим для использования на тонких металлах. MIG позволяет лучше проникать в более толстые материалы благодаря сочетанию защитного газа, источника питания и процесса.
Давайте подробнее рассмотрим, чем отличаются друг от друга два наиболее распространенных метода сварки.
Сравнение процессов сварки MIG и TIG
Сварка MIG или дуговая сварка металлическим электродом в среде защитного газа (GMAW) использует плавящийся электрод для сварки двух кусков металла. Сварка TIG или дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) — это тип электросварки, в котором для соединения заготовок используется неплавящийся электрод. Оба используют электрический ток для нагрева зоны сварки до тех пор, пока она не образует соединение из расплавленного металла.
Оба используют электрический ток для нагрева зоны сварки до тех пор, пока она не образует соединение из расплавленного металла.
Несмотря на то, что процессы сварки MIG и TIG схожи, существуют некоторые ключевые отличия, которые делают каждый из них уникальным.
Эти тонкие детали оказывают большое влияние на качество сварного шва.
Электрод
Наиболее заметная разница между сваркой MIG и TIG заключается в использовании электрода. В процессе сварки MIG используется расходуемый проволочный электрод с непрерывной подачей для соединения двух кусков металла. TIG использует неплавящийся вольфрамовый электрод с отдельным присадочным металлом.
В то время как вы можете выполнять сварку MIG, используя только одну руку, сварка TIG требует, чтобы у вас была горелка TIG в одной руке, а присадочный материал — в другой.
Ручной присадочный стержень иногда доставляет неудобства сварщикам, но он обеспечивает больший контроль, поскольку вы можете точно наносить присадочный материал вдоль электрической дуги.
Защитный газ
При сварке TIG в основном используется чистый аргон или смесь с другим нереакционноспособным защитным газом, таким как гелий или азот, во избежание загрязнения.
Сварщики MIG обычно используют смесь аргона и углекислого газа, так как она обеспечивает большее проникновение, что лучше подходит для толстых материалов.
Еще одним ключевым отличием сварки MIG от сварки TIG является скорость, с которой она выбрасывается из горелки. Сварщик MIG обычно использует газ со скоростью от 35 до 50 кубических футов в час, в то время как сварочный пистолет TIG требует расхода газа от 15 до 25 кубических футов в час.
Сварочная горелка
Горелка является ключевым компонентом, который содержит электрод и защитный газ. Для горелок MIG используется расходуемый электрод, а для сварки TIG используется неплавящийся электрод с возможностью подачи отдельного присадочного материала.
В то время как в сварочном оборудовании MIG и TIG могут использоваться горелки как с водяным, так и с воздушным охлаждением, горелка с водяным охлаждением предпочтительнее для сварочного аппарата TIG из-за потенциально более высоких температур.
Источник питания
Сварщик MIG использует источник питания постоянного тока для обеспечения стабильности электрической дуги, а также для обеспечения достаточного проплавления металлов.
Сварочные аппараты TIG обеспечивают универсальность источников питания переменного и постоянного тока. Выбор зависит от свариваемых металлов, желаемой электрической дуги и количества брызг в сварочной ванне.
Различные материалы – какой метод предпочесть?
Использование процессов MIG и TIG зависит от ситуации. Чтобы найти то, что лучше всего подходит для вашего проекта, важно определить используемые материалы. Хотя большинство металлов можно сваривать как сваркой MIG, так и TIG, есть несколько примеров, когда один из них выделяется.
Нержавеющая сталь
Так как этот металл состоит из сплавов с низкой проводимостью, он дольше сохраняет тепло. Дуговая сварка нержавеющей стали требует точности, чтобы избежать чрезмерного плавления.
Сварка ВИГ идеальна, так как она может создавать узкие валики в сварочной ванне, избегая критических участков металла. Тем не менее, некоторые виды массового производства могут выиграть от сварки MIG.
Тем не менее, некоторые виды массового производства могут выиграть от сварки MIG.
Мягкая сталь и чугун
Сварка МИГ является популярным выбором для сварки низкоуглеродистой стали и чугуна, поскольку она проста в использовании, дает прочные сварные швы и обеспечивает высокую скорость наплавки. Сварка MIG не обязательно дает красивые сварные швы, но часто это не имеет значения, поскольку эти металлы часто проходят различные процедуры покрытия поверхности.
Алюминий
MIG против TIG сварки алюминия
Важно свести к минимуму контакт чистого алюминия с воздухом, так как он может реагировать с образованием оксида алюминия. Сварка TIG может формировать точные валики из сварочной горелки, оптимальной для разрезания слоя. Запуск его в переменном токе также приведет к очистке оксида алюминия на поверхности.
Другие металлы, такие как медь и титан, можно сваривать обоими способами, но TIG обычно предпочтительнее для сварки более тонких алюминиевых заготовок, чтобы гарантировать чистые сварные швы без брызг.
MIG и TIG – плюсы и минусы каждого из них
Прежде чем решить, какой метод сварки выбрать, взгляните на плюсы и минусы использования сварки TIG и MIG для вашего проекта. Знание этой информации не только поможет вам решить, какой из них использовать, но и сделает вас лучшим сварщиком в целом.
Сварка ВИГ
Профессионалы
- Сварные швы
TIG имеют более высокое качество.
Присадочный материал не является обязательным.
Ножная педаль обеспечивает большую точность.
TIG предлагает универсальность для широкого выбора материалов.
Минусы
Перед сваркой необходимо очистить металлическую поверхность.
Это медленный процесс сварки.
Для получения высококачественных сварных швов требуются навыки и опыт.
Аппарат для сварки TIG дороже из-за дополнительных затрат на техническое обслуживание.
Сварка MIG
Профессионалы
Более быстрое время сварки.
Сварочное оборудование дешевле, а материалы для него легкодоступны.
Легче создать прочный сварной шов.
Можно сваривать под сложными углами.

Минусы
- Сварные швы
MIG не такие прочные, как сварные швы TIG.
Сложнее контролировать сварной шов.
Неспособность сваривать тонкие металлы.
Требуется защита от паров.
Применения для сварки TIG и MIG
Толщина
Сварка MIG обычно является лучшим выбором при работе с более толстыми металлами, поскольку она обеспечивает высокое проплавление вместе с подающей проволокой, подаваемой в сварочную ванну. Он в основном используется в производстве сосудов под давлением и в строительной отрасли.
Сварка ВИГ предпочтительнее для тонких материалов, хрупких и склонных к дефектам. Его области применения включают соединения труб, аэрокосмическую и автомобильную промышленность.
Run Time
Процесс TIG обычно короткий, так как он лучше всего подходит для технических проектов. Для более длительных циклов, особенно в производстве, часто выбирают процесс MIG. Последний предпочтительнее из-за меньшей сложности и более низких общих затрат.
Последний предпочтительнее из-за меньшей сложности и более низких общих затрат.
Эстетика
Фланец трубы из нержавеющей стали, сваренный методом ВИГСварочные аппараты ВИГ больше подходят для проектов, требующих контроля их тепловложения. С помощью этого метода сварки легче получить однородные валики в сварочной ванне. Это идеально подходит для художественных работ, проектов и ремонта автомобилей.
Мы часто используем сварку MIG для быстрой сварки, когда эстетическая отделка не является приоритетом. MIG также выбирается, если металлы подвергаются покрытию или постобработке.
Угол / Вылет
Сварочный аппарат TIG управляется ножной педалью, что лучше всего подходит для легкодоступных углов и секторов. Это наиболее применимо при работе на верстаке или в магазине, где материал находится под удобным углом.
Сварочные аппараты MIG предпочтительны при сварке под неудобными углами, поскольку у вас есть свободная рука, чтобы держать и контролировать материалы, которые необходимо сварить.
Окружающая среда
Поскольку при сварке TIG и MIG используется защитный газ, рекомендуется проводить сварку в контролируемой среде, предпочтительно в помещении или в местах со слабым ветром.
В условиях, когда это неизбежно, можно использовать сварочную проволоку с флюсовой сердцевиной. Флюс вступает в реакцию с дугой, образуя защитный газ, защищающий сварной шов. Вам нужно настроить некоторые параметры машины, чтобы это работало, и учитывать шлак, который она оставляет.
Опытные сварщики
Сварке MIG легче научиться благодаря простому процессу. Новичок может легко сделать хорошие бусы на проекте. Сварка TIG требует более высоких навыков и опыта, поскольку она обеспечивает большую универсальность сварки.
Знание обоих аспектов дает вам преимущество в выборе правильного процесса сварки при выполнении различных проектов.
Автоматизация
Технологические достижения позволяют роботам выполнять сварку MIG и TIG при производстве и сборке. По сравнению с ручной сваркой, роботы могут многократно выполнять стабильные и точные сварные швы с высокой скоростью.
По сравнению с ручной сваркой, роботы могут многократно выполнять стабильные и точные сварные швы с высокой скоростью.
Заключение
Сварщики часто спорят о преимуществах сварки MIG и TIG. У обоих есть свои плюсы и минусы, но ни один из них нельзя считать определенно «лучше», чем другой.
Мы часто считаем сварку МИГ более быстрой и простой в освоении, в то время как сварка ТИГ дает более качественный сварной шов. Однако у обоих этих утверждений могут быть исключения, и выбор действительно зависит от проекта, над которым вы работаете.
При выполнении конкретного сварочного проекта всегда следует учитывать несколько факторов: тип материала, количество, стоимость, оборудование, потребности в последующей обработке и т. д.
На сегодняшний день оба метода сварки популярны и широко используются. Мы можем предвидеть творческие достижения, которые появятся в ближайшие десятилетия.
Сварка MIG VS TIG: руководство по выбору правильного процесса
Электродуговая сварка — это распространенный процесс сварки, используемый при изготовлении листового металла. Существует четыре основных типа: сварка MIG, сварка TIG, сварка электродом и сварка порошковой проволокой, каждый из которых применим в разных условиях. Из четырех основных типов сварка MIG и сварка TIG являются наиболее популярными методами, известными своим качеством сварки, эффективностью производства и другими преимуществами.
Существует четыре основных типа: сварка MIG, сварка TIG, сварка электродом и сварка порошковой проволокой, каждый из которых применим в разных условиях. Из четырех основных типов сварка MIG и сварка TIG являются наиболее популярными методами, известными своим качеством сварки, эффективностью производства и другими преимуществами.
Оба процесса дуговой сварки имеют уникальные методы, преимущества и недостатки и дают разные результаты. Поэтому они применимы в разных сценариях. Чтобы эффективно выбрать лучший процесс сварки для вашего проекта, вы должны понимать сравнение сварки MIG и TIG. В этой статье рассказывается о разнице между сваркой MIG и TIG, их преимуществах, недостатках, областях применения и о том, как выбрать правильный метод.
Разница между сваркой MIG и TIGЧтобы эффективно выбрать лучшие методы для вашего проекта, вам необходимо знать разницу между сваркой TIG и MIG. Вот стандартные критерии для сравнения MIG и TIG.
· Источник питания Источник питания имеет важное значение при сравнении сварки MIG и TIG. С одной стороны, источником питания для сварки TIG может быть переменный или постоянный ток. Использование любого из двух источников питания при сварке TIG зависит от металла, который вы хотите сварить, и от желаемой электрической дуги. Источник переменного тока подходит для работы с алюминиевыми материалами, а источник постоянного тока подходит для сильных электрических дуг. С другой стороны, сварка MIG использует источник питания постоянного тока и в настоящее время проходит через расходуемую проволоку к заготовке.
С одной стороны, источником питания для сварки TIG может быть переменный или постоянный ток. Использование любого из двух источников питания при сварке TIG зависит от металла, который вы хотите сварить, и от желаемой электрической дуги. Источник переменного тока подходит для работы с алюминиевыми материалами, а источник постоянного тока подходит для сильных электрических дуг. С другой стороны, сварка MIG использует источник питания постоянного тока и в настоящее время проходит через расходуемую проволоку к заготовке.
Когда дело доходит до сравнения сварки TIG и MIG с точки зрения выбора металла, разница между ними невелика. Оба процесса дуговой сварки подходят для многих металлов, таких как алюминий, углеродистая сталь и нержавеющая сталь. Однако сварка MIG лучше подходит для сварки толстых металлов, а сварка TIG лучше подходит для тонких металлов. Причина в том, что при сварке TIG обеспечивается лучший оперативный контроль, что ограничивает разрушение заготовки.
Электроды могут быть положительными/анодными или отрицательными/катодными, и они служат для создания электрической дуги (отсюда название дуговой сварки), а иногда они действуют как присадочные материалы. Бывают двух типов: расходуемые и нерасходуемые.
Расходуемые электроды создают электрические дуги и действуют как наполнители. Они изготавливаются из таких материалов, как мягкая сталь и никелевая сталь, имеют низкое значение MP и используются при сварке MIG. Неплавящиеся электроды только создают электрические дуги, так как не плавятся в процессе сварки. Примеры включают углерод с медным покрытием, графит и вольфрам, который является материалом, используемым при сварке TIG.
· Защитные газыЗащитные газы защищают сварочную ванну и заготовку от повреждений, вызванных атмосферными загрязнениями.
С одной стороны, CO2 является наиболее распространенным защитным газом из-за его широкого применения при сварке MIG. Другие газы, подходящие для этих газов, включают гелий, аргон и кислород. Однако они больше подходят для некоторых металлов, таких как алюминий. С другой стороны, при сварке TIG аргон является защитным газом. Однако в некоторых случаях, например, при сварке материалов с высоким содержанием никеля, можно использовать смесь гелия и аргона. Кроме того, при сварке нержавеющей стали обычные смеси защитных газов включают аргон/азот или аргон/водород.
Другие газы, подходящие для этих газов, включают гелий, аргон и кислород. Однако они больше подходят для некоторых металлов, таких как алюминий. С другой стороны, при сварке TIG аргон является защитным газом. Однако в некоторых случаях, например, при сварке материалов с высоким содержанием никеля, можно использовать смесь гелия и аргона. Кроме того, при сварке нержавеющей стали обычные смеси защитных газов включают аргон/азот или аргон/водород.
·
Сварочная горелкаСварочная горелка является частью головки аппарата, которая содержит электрод и газовые сопла, которые используются на различных этапах процесса сварки. Для правильной работы он должен эффективно охлаждаться газом или водой при сварке. Следовательно, знание сварочной горелки является решающим фактором при сравнении процессов MIG и TIG.
Как для сварки TIG, так и для сварки MIG используются сварочные горелки с воздушным или водяным охлаждением. В сварочных горелках с воздушным охлаждением для охлаждения сопла используются газы. Они менее эффективны, легче и дешевле. Сварочные горелки с водяным охлаждением больше подходят для тяжелых работ, так как вода является лучшим хладагентом. В то время как оба процесса дуговой сварки используют любой из двух типов, сварка TIG использует больше сварочных горелок с водяным охлаждением, поскольку они выделяют больше тепла.
Они менее эффективны, легче и дешевле. Сварочные горелки с водяным охлаждением больше подходят для тяжелых работ, так как вода является лучшим хладагентом. В то время как оба процесса дуговой сварки используют любой из двух типов, сварка TIG использует больше сварочных горелок с водяным охлаждением, поскольку они выделяют больше тепла.
Это один из наиболее важных критериев при сравнении MIG и TIG. Большинство производителей листового металла предпочитают сварку TIG сварке MIG, поскольку она дает чистую и красивую поверхность вдоль линии сварки . Следовательно, сварка TIG является лучшим методом для материалов, требующих высокой эстетической привлекательности.
· Скорость Другим важным отличием сварки является скорость самого процесса сварки. MIG быстрее, чем сварка TIG. Это связано с тем, что сварка TIG требует более высокого уровня детализации, чем сварка MIG. Кроме того, при сварке TIG используются присадочные материалы, чего не существует при сварке MIG. Следовательно, вы можете использовать сварку MIG, когда думаете о высокой скорости.
Кроме того, при сварке TIG используются присадочные материалы, чего не существует при сварке MIG. Следовательно, вы можете использовать сварку MIG, когда думаете о высокой скорости.
Еще одно отличие сварки TIG от MIG заключается в их стоимости. Сварка TIG является более дорогим методом из-за агрегирования стоимости используемых компонентов, более высокой детализации, большего необходимого времени, что влияет на стоимость электроэнергии, качество сварки и потребность в присадочных материалах. Но вы можете прочитать статью, чтобы узнать несколько советов по уменьшению сварки листового металла.
| Отличия | Сварка МИГ | Сварка ВИГ |
| Источник питания 90 306 | DC | AC/DC |
| Выбор металла | Подходит для всех металлов | Подходит для всех металлов |
| Расходуемые электроды | Нерасходуемые электроды | |
| Газовая защита | CO2 | Аргон |
| Горелка | С водяным/воздушным охлаждением | С водяным охлаждением OLED/с воздушным охлаждением |
| Качество сварки | Хорошее | Отличное |
| Скорость 9022 7 | Быстро | Медленно |
| Стоимость | Дорого | Дороже |
 Тем не менее, вы можете обратиться к нам в RapidDirect за советом по выбору правильного метода. Мы также предоставляем лучшие услуги по изготовлению листового металла, включая сварку. Загрузите файл дизайна на нашу платформу и получите мгновенное предложение с анализом DfM.
Тем не менее, вы можете обратиться к нам в RapidDirect за советом по выбору правильного метода. Мы также предоставляем лучшие услуги по изготовлению листового металла, включая сварку. Загрузите файл дизайна на нашу платформу и получите мгновенное предложение с анализом DfM.
 Мы считаем, что вы можете использовать преимущества и недостатки, чтобы выбрать подходящий метод. Поэтому мы представим только приложения обоих процессов дуговой сварки.
Мы считаем, что вы можете использовать преимущества и недостатки, чтобы выбрать подходящий метод. Поэтому мы представим только приложения обоих процессов дуговой сварки. Однако вам следует избегать его использования с чугуном.
Однако вам следует избегать его использования с чугуном. Однако может потребоваться сглаживание сварного шва.
Однако может потребоваться сглаживание сварного шва. Ниже приведен принцип работы двух сварочных процессов.
Ниже приведен принцип работы двух сварочных процессов. Электрическая дуга образуется на конце расходуемого электрода, слитого с заготовкой, образуя сварочную ванну.
Электрическая дуга образуется на конце расходуемого электрода, слитого с заготовкой, образуя сварочную ванну. Расходные материалы служат для создания электрической дуги и действуют как наполнитель, что делает его идеальным для соединения двух разных металлов.
Расходные материалы служат для создания электрической дуги и действуют как наполнитель, что делает его идеальным для соединения двух разных металлов. Поэтому лучше понять сравнение TIG и MIG, чтобы выбрать лучший метод для вашего проекта.
Поэтому лучше понять сравнение TIG и MIG, чтобы выбрать лучший метод для вашего проекта.