
Что такое MMA, TIG, MIG/MAG
Неспециалисту порой бывает трудно разобраться в терминах и определениях, применяемых в сварке. Сложность дополнительно вызвана тем, что не существует жестко регламентированных и классифицированных методов и приемов. Однако производители сварочного оборудования и материалов придерживаются общепринятых английских аббревиатур, речь о которых и пойдет в данной статье.
Расшифровка аббревиатур
ММА (РДС)
MMA (Manual Metal Arc)-ручная дуговая сварка штучными (покрытыми) электродами с помощью инвертора или трансформатора. Техническая литература советских времен оперировала обозначением РДС.
Процесс сварки происходит за счет плавления металлического стержня – электрода, покрытого специальной обмазкой, которые имеют свою классификацию. Основное ее предназначение заключается в защите сварочной ванны от воздуха, предотвращая окисление металла. Расплавленный стержень образует сварочный шов, а использованное покрытие остается в виде шлака.
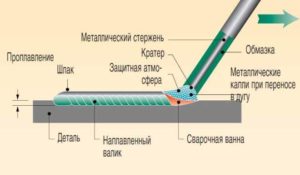
Сварка покрытым электродом
РДС возможна как на постоянном, так и на переменном токе. При постоянном токе возможны два варианта подключения зажима массы и держателя электрода, поэтому существует сварка на прямой и обратной полярности. Переменный ток такой особенностью не обладает – как подключать электрод в данном случае не имеет значения. Приведенный рейтинг надежности сварочных инверторов поможет подобрать аппарат, который прослужит долгие годы.
Поскольку метод ММА самый популярный ввиду его простоты и относительно недорого применяемого оборудования, с вопросом как научиться варить электросваркой самостоятельно стоит ознакомиться непременно.
TIG(WIG) или РАДС
TIG (Tungsten Inert Gas) – технология дуговой сварки в среде инертного газа неплавящимся электродом. Вольфрам – (англ.Tungsten) очень тугоплавкий металл с температурой плавления около 3500 С, поэтому он является основой для производства подобного рода электродов. Иногда можно встретить иные вариации этого способа:
- WIG(Wolfram Inert Gas) – название образовано от немецкого написания;
- GTA (Gas Tungsten Arc) – в данной аббревиатуре опущено химическое взаимодействие защитного газа.
Выбор материалов осуществляется согласно цветовой маркировке вольфрамовых электродов, обозначающей типы свариваемых металлов , а также сварочные режимы.
Т.к. электрод является неплавящимся, процесс аргонной сварки происходит по другому сценарию:
- электрическая дуга возбуждается между концом электрода и свариваемым металлом;
- заполнение сварочного шва происходит путем подачи в сварочную зону специального присадочного материала – прутка;
- сварочная ванна защищается газовым облаком.
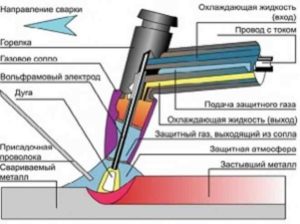
Процесс сварки по методу TIG
Защитным инертным газом, т.е. газом, молекулы которого химически не взаимодействуют в процессе сварки с основным и присадочным материалом, в данном случае выступает аргон. Именно поэтому за ним закрепилось название “ручная аргонно-дуговая сварка” или РАДС.
Стоит отметить, что данное название не совсем правильно, т.к. в роли защитного газа могут применяться другие газы – азот, гелий, а также газовые смеси.
Аргон может использоваться при сварке плавящимся электродов – MIG метод, речь о котором пойдет ниже.
В технических характеристиках сварочного оборудования помимо обозначения TIG всегда дополняется упоминанием рода сварочного тока DC (Direct Current) – постоянный ток или AC/DC (Alternating Current/Direct Current) – переменный/постоянный ток. В данном случае это очень важно. К примеру, сварка алюминия аргоном производится на переменном токе.
MIG / MAG
MIG/MAG (Metal Inert/Active Gas) – метод дуговой сварки в защитной среде инертного/активного газа с помощью плавящегося электрода в виде стальной или иной проволоки в зависимости от типа соединяемого металла.
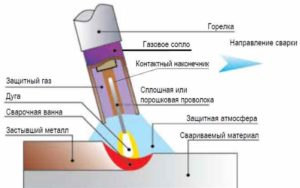
Схематичное изображение mig/mag-метода
Под МИГ или МАГ сваркой обычно подразумевают полуавтоматическую. Основной задачей данного способа была идея создания “бесконечного электрода”, чтобы тем самым добиться значительной производительности сварочных работ. Ведь при РДС методе приходится часто менять электрод по мере его расходования, что в некоторых случаях является крайне не удобным. Как и при ТИГ сварке здесь применяются защитные газы.
В роли инертного обычно выступает аргон и его смеси, который подходит, к примеру, для сварки алюминия и его сплавов полуавтоматом. Активным газом, т. е. взаимодействующим в процессе со свариваемым металлом, как правило является углекислый газ( углекислота). Вы можете услышать от сварщика словосочетание “сварка полуавтоматом в среде углекислого газа“, подразумевающий способ MAG(МАГ).
Данный способ наиболее распространен ввиду повышенной производительности по сравнению с MMA, и дающий лучший результат в качестве сварного шва.Определиться с выбором сварочного аппарата поможет рейтинг бытовых полуавтоматов на основе отзывов опытных сварщиков.
Надеемся, что данная статья поможет разобраться в классификации основных методов сварки, а также будет полезной при выборе оборудования и материалов с английскими аббревиатурами.
svarkagid.ru
Tig сварка: описание, особенности, оборудование, расходники
Существует несколько режимов ведения сварочного процесса. Они отличаются друг от друга условиями формирования сварного шва в металлах, применимостью, а также используемым оборудованием. Среди этих режимов важное место занимает tig сварка (Tungsten Inert Gas), название которого говорит о том, что он ведется в среде инертного газа.
Такой способ соединения металлов применяется на производстве и в автосервисах. В результате выполненных работ можно получить отличный по качеству и эстетике шов, эффективное проплавление кромок заготовок, а также качественное соединение деталей, имеющих большую площадь сечения.

Особенности
Если перевести на русский язык наименование режима, дающего аббревиатуру TIG, то получится «вольфрам с инертным газом». Разберем подробнее назначение каждого элемента в сварочном процессе. Проплавление металла осуществляется под воздействием электрической дуги, которая создается между двумя электродами под высоким напряжением. Роль одного электрода играет свариваемая деталь, а другого – специальный вольфрамовый стержень, которым управляет сварщик.
Вольфрамовый электрод плавится при температуре 4000°C градусов. Этот показатель существенно выше, чем у других металлов и сплавов, поэтому таким электродом можно вести сварку практически любых типов сталей. Для получения точного и аккуратного шва следует периодически затачивать электрод. Вольфрамовый стержень закреплен в цанге горелки, а незадействованная часть уложена в специальный колпак, предотвращающий замыкание.
Горелка сварочного аппарата устроена таким образом, что в середине сопла размещен электрод, а газ при этом подается по кругу. Так как в качестве защитного газа выступает аргон, то подобный способ сварки называют аргонодуговым. Идея защиты инертным газом заключается в вытеснении кислорода. Если он проникнет в сварную ванну, то в результате химических реакций начнет выделяться водород, что приведет к появлению множества трещин при кристаллизации металла. Для каждого сплава определяется свой режим сварки, характеризующийся определенным количеством газа и значением напряжения на электродах.

При достаточно точной обработке кромок свариваемых деталей происходит их проплавление и последующая кристаллизация. Если между поверхностями существует зазор, который нельзя устранить, то используется специальное присадочное вещество, которое подается в зону сварки в виде проволоки.
Тип сварки TIG получил широкое распространение. Благодаря тому, что температура дуги достаточно высокая, имеется возможность ведения работ с углеродистой сталью, а также с цветными металлами и их сплавами. Сварку ТИГ применяют при обработке чугунных, медных и алюминиевых изделий, но основное свое преимущество она показывает при сварке нержавеющей стали. Нержавейку можно сваривать и инверторами MMA, однако именно при ведении аргонодуговой сварки получается аккуратный и точный шов, который не следует впоследствии очищать от шлаков.
Проволока для присадки должна быть выполнена из того же материала, что и свариваемые элементы. ТИГ сварка позволяет сваривать алюминий. Если нет защитного газа, то расплавленный алюминий быстро окисляется. В среде аргона характерная пленочка окисла не образуется, и кромки равномерно расплавляются.

Сварка TIG чаще всего применяется в следующих работах и отраслях:
- машиностроение;
- работа с пищевой сталью, производство посуды;
- производство емкостей для хранения химически агрессивных веществ;
- ремонт автомобилей.
Как и любой другой вид сварки, аргонодуговой предъявляет ряд требований и обладает определенными особенностями. О них должен знать каждый сварщик, так как в противном случае невозможно будет гарантировать качественного результата.
- Свариваемые детали, в частности поверхности кромок, необходимо очистить от посторонних элементов и обезжирить.
- Вольфрамовый электрод подключается к отрицательной клемме инвертора.
- Для сварки алюминия необходимо оборудование, работающее в режиме AC (переменный ток).
- Необходимо правильно рассчитать сварной ток, исходя из условий работы. В частности, на выбор его значения влияет диаметр электрода. Чрезмерно большой ток приведет к плавлению электрода, что нежелательно.
- При отсутствии должного опыта рекомендуется формировать дугу небольшого размера.
- Перед сваркой необходимо провести подготовку горелки. Вольфрамовый электрод должен выступать из цанги на 3-5 мм.
- Необходимо обратить внимание на равномерное распределение газа по сечению сопла горелки.

Оборудование
Производство инверторных сварочных аппаратов совершило революцию на рынке сварочного оборудования. Традиционно считается, что для работы в режиме ТИГ необходимо иметь под рукой выпрямитель, однако, помня о том, что параметры сварки должны быть настроены, исходя из начальных условий, необходимо понимать, что одно лишь наличие выпрямителя не позволят осуществить процесс аргонодуговой сварки. Современные инверторы ТИГ особым способом преобразуют электрический ток, что позволяет существенно выигрывать в стоимости устройства, его габаритах и функциональности.
В комплекте поставляется силовой кабель «массы» и горелка. Также необходим баллон с редуктором. Более мощные грелки, приспособленные для работы с металлами, толщина которых превышает 3 мм, оснащены системой водяного охлаждения. В качестве носителя используется спирт и дистиллированная вода. В стандартные функции TIG инвертора входит возможность регулировки силы тока, полярности, скорости подачи газа.

Любой инвертор имеет определенное ограничение на длительность непрерывной сварки, оно обусловлено перегревом силовой установки при работе на больших мощностях. Длительность непрерывной сварки – это один из параметров, на который следует обращать внимание при выборе устройства. Существует еще ряд нюансов, и о них следует помнить.
- Адаптированность инвертора к изменениям параметров питающей сети. Зачастую случаются перепады напряжения, особенно явно это проявляется в сельской местности. Функциональный инвертор не только способен поддерживать стабильное горение дуги при пониженном напряжении, но и регулировать прочие параметры, стабилизируя процесс сварки. Обычно такие возможности имеются у сварочных аппаратов с синергетическим управлением.
- Функциональный инвертор должен иметь переключающийся режим AC/DC, то есть, работать с постоянным и переменным напряжением. Это существенно расширяет сферу применимости данного устройства.
- Конструкция грелки может обеспечить ведение вертикальных, горизонтальных или потолочных работ.
- Система защиты позволяет автоматически отключаться при превышении температуры критического значения. Для возобновления работоспособности инвертор должен остыть.

Расходные материалы
Сварка неплавящимся электродом не предполагает того, что он не расходуется в процессе. Скажем более, вольфрамовый электрод считается одним из видов расходников, за состоянием которого необходимо постоянно следить. Он действительно на 99 процентов состоит из вольфрама. Этот материал выбран не случайно, так как именно вольфрам имеет высокую температуру плавления. В качестве примесей используются такие компоненты, как тантал, иттрий, торий, лантан. Концентрация присадки обозначается условными цветами: белый, зеленый, синий.
К процедуре настройки относятся работы по заточке электрода. Форма торца стержня влияет на форму дуги, она в разных условиях должна быть различной. При ведении сварки постоянным током необходимо, чтобы дуга напоминала конус. Если ток переменный, то характерно закругление в месте контакта. Поверхность стержня дополнительно полируется.

Еще одним расходным материалом является газ. В сварке ТИГ его роль выполняет аргон. Аргон тяжелее воздуха, поэтому он вытесняет кислород из факела. В некоторых случаях приходится защищать зону горения от водорода. Здесь целесообразнее использовать гелий (самый легкий газ, за исключением водорода).
При ведении гелиевой сварки увеличивается мощность дуги и, как следствие, производительность. Взвесив все факторы, включая себестоимость процесса, гелий применяют только при работе с тугоплавкими металлами. В случае необходимости ведения сложных работ используют смесь, состоящую из аргона и гелия. Доля аргона составляет 40%. Аргон обеспечивает стабильное значение параметров сварки, а гелий позволяет осуществить проплавление металла на большую глубину.
Режимы
Сварка TIG может проводиться как постоянным, так и переменным током. Вот почему для большей функциональности рекомендуется приобретать инверторы AC/DC. По статистике чаще всего приходится применять однополярный режим (постоянный ток), который подходит для сварки многих металлов и сплавов. Но для работы с алюминием, титаном и некоторыми тугоплавкими материалами приходится переводить инвертор в режим AC (переменный ток).
Различия в методах ведения сварки могут проявляться еще на этапе формирования дуги. Первый способ реализуется проведением иглой по поверхности металла. При этом необходимо достаточно точно установить значение сварного тока. При слишком большом токе может произойти сквозное проплавление заготовки. Низкий ток становится причиной залипания электрода.

Поджиг дуги точечным касанием производится на большинстве сварочных аппаратов среднего ценового сегмента. Это дополнительная функция, которая заключается в подаче дополнительного импульсного тока именно в тот момент, когда происходит касание электрода поверхности металла.
Самым простым и эффективным способом розжига считается бесконтактный. Далеко не все инверторы оснащены такой функцией. Те сварочные аппараты, которые позволяют формировать дугу при поднесении электрода на определенное расстояние, стоят достаточно дорого.
Независимо от выбранного режима ведения сварки необходимо помнить, что для обеспечения ровного и эстетичного шва, а также стабильного проплавления металла на кромках необходимо выдерживать зазор в 3 мм между иглой и поверхностью. При увеличении этого зазора дуга останется стабильной, однако площадь сварной ванны увеличится, а глубина проплавления металла уменьшится. При сварке толстых заготовок кромки стыков разделывают под углом 45° градусов.
При ведении сварки постоянным током силовые кабели подключаются так, чтобы положительная клемма соединялась с деталью, а «минус» подавался на электрод. При таком способе подключения можно добиться оптимальной скорости сваривания, а вольфрамовый стержень будет расходоваться в меньшей степени. Помимо этого, получается глубокая ванна, что обеспечивает качественное проплавление металла. ТИГ сварку постоянным током используют при работе с легированными и высоколегированными сталями, а также с различными типами нержавеющей стали.

Переменный ток подразумевает изменение полярности электродов. При прямой полярности образуется сварная ванна. Изменение полярности влечет за собой очищение металлической поверхности и разрушение защитной пленки. В процессе сварки мастер имеет возможность балансировать время прямой и обратной полярности.
Недостатки
Несмотря на то, что аргонодуговая сварка считается универсальной, ей присущи некоторые недостатки. Прежде всего, следует понимать, что защитный газ эффективен только в безветренную погоду или при ведении работ в закрытых помещениях. Нередко приходится устанавливать заградительные щиты или увеличивать расход аргона.
Следующий недостаток, который выделяют многие сварщики, — необходимость качественной подготовки поверхности. Действительно, если сварку ММА можно вести по загрязнению или ржавчине, то металл перед сваркой ТИГ следует отчистить и обезжирить. Особенности конструкции горелки не позволяют вести работы в труднодоступных местах. В таких случаях приходится жертвовать электродом, ведь замена колпачка на более маленький требует обрезки вольфрамового стержня.
svarkoy.ru
Сварка ТИГ инвертором — преимущества и недостатки
Первенство в открытии соединения металлических частей путем сваривания принадлежит российскому ученому Бернадосу, открывшему этот способ в 80-х годах 19 века. Со временем были разработаны различные аппараты и приемы сварки разнообразных материалов. Один из таких способов — tig варка.
В статье можно узнать о том, что это за функция сварочных аппаратов и для чего используется сварка тиг инвертором.
Что такое ТИГ сварка
Если обычную конструкционную сталь можно соединить, используя обычную дуговую сварку, то для варки цветных металлов требуются отдельные способы.
Тиг сварка — это технология, которая позволяет без проблем соединить алюминиевые детали. Весь процесс проходит в защитной среде из аргона. Если воспользоваться обычным способом без газа, то шов получится некачественным. Все дело в том, что при контакте разогретого алюминия с воздухом образуется окись, покрывающая место соединения. Пленка оксида этого металла имеет более высокую температуру плавления (2000° против 650 у чистого алюминия).
Именно оборудование с использованием аргона обеспечивает правильный процесс и качество сварочного шва. Инертный газ во время подачи оттесняет кислород и расплавленный алюминий прочно соединяется в точке соприкосновения. При этом применяют вольфрамовые неплавящиеся электроды.
Сварка ТИГ с помощью инвертора
Инвертор tig построен на преобразовании тока по схеме переменный-постоянный-высокочастотный переменный. То есть сварочный процесс происходит за счет более высокой частоты в отличии от трансформаторных образцов.
В сеть поступает переменный ток с частотностью в 50 Гц. Инвертор на выходе дает 50 кГц. При этом КПД аппарата возрастает до 90%.
Но, если с обычным инвертором все понятно, то как делают сваривание, используя сварочный инвертор тиг?
Наличие такой функции в аппарате предусматривает в конструкции возможность подключения горелки с подающими аргон (или гелий) шлангами.
Используя инвертор tig можно сваривать в среде инертных газов сталь на постоянном токе и алюминий со сплавами на переменном.
Как варить ТИГ способом используя инвертор
Как было сказано выше, Вам нужно обязательно учесть два фактора:
- Перенастроить аппарат на требуемый ток в зависимости от материала, который будет вариться.
- Подключить оборудование для аргонодуговой сварки (подача газа и горелка).
Обязательно убедитесь в том, что аппарат перенастроен на требуемый ток.
Выставив ток и подключив оборудование, нужно отрегулировать объем подачи газа вентилем, расположенным на горелке.

Таблица расхода аргона в зависимости от материала
Дальше нужно зажечь дугу и начать сваривание движением горелки по требуемому направлению. По мере прохода шва нужно добавлять присадочный материал. Это улучшит качество сварного соединения. Если подавать присадки очень много, то загрязняется вольфрамовый электрод и шов потеряет прочность.
Используя присадку, ее нельзя добавлять в средину сварочной ванны, легкими касаниями материал наносят на край по направлению движения электрода. Добавки обязательны при сварке алюминия, чтобы в швах не образовывались трещины.
При ведении сварочного шва горелку нужно наклонить приблизительно на 15-20 градусов от вертикали. Это позволит видеть весь процесс и контролировать сварочную ванну, а главное, будет образовываться качественное соединение. При правильном наклоне и скорости движения шов получиться слегка волнистым.
Но это только азы. Если Вы хотите научиться использовать сварочный инвертор тиг, то лучше всего обратиться к профессиональному сварщику.
Виды инверторов
Во-первых, выбирая аппарат для домашнего использования, стоит учитывать, что они бывают трех классов:
- Промышленные.
- Профессиональные.
- Бытовые.
Если Вы не планируете открывать сварочный цех на дому, то для периодического использования достаточно простого бытового аппарата. Разница между ними главным образом в продолжительности работы и, конечно, цене.
Во-вторых, выбирая инвертор, обратите внимание на функции, они обычно указаны маркировками: ММА, MIG-MAG, TIG.
- ММА — это обычная электродуговая сварка с использованием электродов.
- TIG — сваривание с использованием защитных газов.
- MIG-MAG — полуавтоматическая сварка проволокой в среде аргона.
Есть сварочные инверторы, объединяющие все эти четыре функции в одном аппарате. Естественно, они будут стоить дороже. Вам стоит решить, что будет нужнее в домашнем хозяйстве. Обычно достаточно двух режимов ММА и TIG.
Производителей сварочных инверторов огромное количество это и известные Tesla и Kaiser или отечественные марки Сварог, ну и самые дешевые китайские, которых очень много.
Преимущества и недостатки TIG сварки
Инверторный сварочный аппарат тиг, как и любой другой, будет иметь свои положительные и отрицательные моменты.
| Плюсы | Минусы |
|---|---|
| Небольшая площадь нагрева при работе, сохраняет изначальную форму и параметры деталей | Сложность настройки при отсутствии опыта |
| Защитная среда дает более качественный сварочный шов | Чувствительна к сильному ветру и сквозняку |
| Используя инвертор для тиг сварки можно ускорить весь процесс, так как аргон увеличивает мощность дуги | Как и любой другой бытовой, инвертор с функцией тиг чувствителен к низким температурам |
| Простота использования сварочных инверторов тиг упрощает обучение рабочему процессу | |
| Сварочный шов получается очень аккуратным и небольшим по размеру, что не испортит вид деталей |
Но, при таких недостатках, преимуществ для использования инверторного сварочного аппарата тиг больше. Еще десять лет назад для сваривания цветных металлов нужно было искать специалиста, что не всегда представлялось возможным. Сегодня масса образцов таких аппаратов по доступной цене упростили весь процесс. И, мало того, даже новичок, способен быстро обучится сварке в аргоновой среде за очень короткие сроки.
Инвертор с функцией tig обладает еще одним громадным преимуществом — компактностью.
Но, решив приобрести такое оборудование, стоит призадуматься — а нужно ли оно вообще. Большинство дешевых моделей имеют маркировку тиг, при этом не позволяют менять подаваемый ток. То есть можно получить инвертор с функцией тиг, что сваривает только конструкционную сталь на постоянном токе, а такой технологический процесс вполне обеспечит обычная ММА сварка.
Сварочные аппараты с действительно универсальными функциями стоят намного дороже, при этом еще стоит учесть дополнительные расходы на материалы: вольфрам, газ и присадки. Например, если прибор нужен только для того, чтобы заварить кастрюлю, то проще приобрести новую — это обойдется дешевле. Хороший инвертор сварочный tig понадобится в случае, если вы планируете развить серьезную работу с разными металлами.
И еще один момент — это полуавтоматическая сварка в аргоновой среде. Прекрасный выбор, если нужно выполнять действительно тонкую работу. Такие приборы позволяют сваривать тонкостенные детали без угрозы прожечь их. Незаменимы при ремонте автомобилей.
А что Вы думаете по этому поводу, поделитесь своим опытом в выборе сварочных инверторов с функцией тиг в комментариях к этой статье. Насколько целесообразно использование таких инверторов в домашнем хозяйстве и как дорого обойдется приобретение качественного прибора со всеми требуемыми расходными материалами? И какие сварочные аппараты инверторного типа tig лучше всего приобрести для себя.
wikimetall.ru
оборудование и сфера применения метода, принцип работы аппарата – Дуговая сварка на Svarka.guru

Среди современных видов надежного соединения металлических конструкций выделяется метод сварки TIG, который применяется в машиностроении, при ремонте автомобилей на СТО, а также на многих других предприятиях, когда нужно сварить детали разной конфигурации. После такого воздействия остаются аккуратные швы, которые не портят внешний облик изделия, но сохраняют его прочность.
Общая информация
TIG сварка — это ручной вид сваривания деталей, при котором применяется неплавящийся электрод из вольфрама, защиту выполняет чистый аргон. Аббревиатура расшифровывается просто вольфрам плюс защитный инертный газ, а вот что это такое тиг сварка, надо объяснить более подробно. Главную роль играет электрод из вольфрама с большой температурой плавления, поэтому во время работы он практически не изменяет свой конфигурации.
Вольфрамовый стержень закрепляется в центре сопла, из которого под давлением выходит аргон, защищающий место сварки от окисления. Сварочная дуга оплавляет металл кромок деталей, присадочную проволоку, формируя прочный шов. Применяя такой вид сварки, новички успешно соединяют детали из алюминия, который трудно поддается такому виду обработки из-за особого строения поверхности.
Изучив на практике, что это такое tig сварка, исполнители, не имеющие опыта в соединении цветных металлов, будут уверенно работать на производстве, потому что инертный газ надежно защитит расплавленный металл от возможного окисления.
Применение на производстве
Такой прогрессивный вид сварки получил широкое использование из-за большой температуры дуги, позволяющей качественное соединение углеродистых сталей и цветных металлов. Исполнитель может с одинаковой уверенностью обрабатывать изделия из чугуна, алюминия и их сплавы, варить тугоплавкие металлы. При сварке конструкций из нержавеющей стали получаются эстетичного вида шовные соединения, которые не требуют дополнительной обработки.
Автомобильные концерны, производители ракетно-авиационной техники, пищевая и нефтеперерабатывающая промышленности — все заинтересованы в приобретении аналогичного оборудования из-за его надежности и качества сварки.
Преимущества и минусы

ТИГ сварка имеет в своем арсенале множество достоинств:
- При нагревании металл деформируется минимально.
- Аргон намного тяжелее молекул кислорода, содержащихся в воздухе, поэтому он вытесняет их из сварочной ванны, не допуская окисления.
- Все виды работ выполнить нетрудно, исполнитель, даже не имея большого опыта, быстро справляется с поставленной задачей.
- Шов получается ровным и аккуратным, не требуется последующая обработка.
- Легко соединяются тугоплавкие металлы и алюминиевые конструкции, считающиеся на производстве проблемными.
- Минимальное негативное воздействие на экологию окружающей среды.
Welding TIG имеет и ряд негативных свойств:
- на открытом воздухе при порывах ветра ее невозможно применить, так как инертный газ выдувается из сварочной ванны;
- требуется тщательная предварительная подготовка кромок деталей;
- проблемы сварки в труднодоступных местах из-за конструкции горелки.
Новички часто задают вопрос — что это за название TIG lift, эта функция поджога дуги, когда электрод касается металла, а затем отводится на нужное для качественной сварки расстояние. В момент отведения возбуждается сварочная дуга, но на поверхности остается след, который нужно зачистить после окончания работ.
Технология выполнения

Перед началом работы надо тщательно зачистить свариваемые стыки, так как посторонние примеси могут нарушить целостность шва, негативно влияя на качество.Для выбора силы тока существуют специальные таблицы, которые для удобства использования размещают на лицевой стороне аппаратов. Оптимальная длина сварочной дуги не более трех и не менее полутора миллиметров. При сварке методом встык ее выход не более 5 мм, а при соединении угловых конструкций — до 8 мм.
Как варить TIG сваркой
Выбирая правильный режим, сварщик уже имеет 50% успеха в прочном соединении конструкции. В таблице приведены варианты подборки диаметра электрода и силы тока, которые напрямую зависят от толщины соединяемых деталей.
| Толщина заготовки, мм | Величина тока, ампер | Размер электрода, мм |
| 1 | 44—56 | 1,5 |
| 2 | 79—91 | 2,0 |
| 3 | 121—150 | 3,2 |
| 4 | 165—190 | 5,0 |
Затем устанавливают вариант полярности: прямую при постоянном токе и обратную при переменном его значении. На качество и скорость сварки влияет острота заточки, а ее угол меняется для соединения толстых металлов.
Чтобы активировать дугу сварщик проводит прутком по поверхности конструкции (принцип зажигания спичек) или используется TIG lift. Бесконтактный вариант возбуждения возможен только при эксплуатации профессионального аналогичного типа оборудования.
Особенности комплектации
Она довольно простая: нужен аппарат, для подсоединения массы и горелки — прочные шланги, редуктор, обеспечивающий регулировку давления защитного газа установливается на газовый баллон. Горелки используются двух видов:
- №1 — металлы толщиной не более 3 мм.
- №2 — для более толстых конструкций.
Величина тока при первом варианте не столь большая, поэтому корпус быстро остывает естественным способом, второй вариант — применяется водяное охлаждение: смесь спирта-этанола и дистиллированной воды циркулирует от аппарата к горелке, охлаждая шланг и корпус, а также защищая их в минусовую погоду от переохлаждения.
Правильное использование инвертора
При аргонной сварке из инвертора своими руками, новичкам полезно узнать некоторые нюансы: вначале настроить аппарат на необходимую силу тока, подключить шланги. Значение имеет вид подключаемого тока, после этого надо отрегулировать подачу газа, сверяясь с таблицей, представленной ниже.
| Расход газа, л/мин | Металлы |
| 15—20 | алюминий |
| 10—12 | медь |
| 6—8 | низколегированная сталь |
| 12—14 | сплавы магния |
| 10—12 | никелевые сплавы |
Теперь можно активировать дугу и начинать сварку, добавляя присадочную проволоку для улучшения качества сварки.

Горелку сварщик держит под определенным углом, что позволяет ему визуально правильное выполнение соединения металлов.
Делаем аппарат в домашних условиях

Простой способ — это использовать уже обычный инвертор MMA с подходящими для сварки параметрами, но надо его доработать и перенастроить. В результате вы получаете инверторный агрегат, который позволяет сварку металла с подключением любого вида тока. Потребуется комплект шлангов для подключения горелки заводского изготовления, осциллятор и блок задержки подачи тока.
Второй вариант предусматривает изготовление всех компонентов схемы собственноручно — это снижает денежные затраты, но от исполнителя требуются знания и высокие навыки в сборке, изготовлении сложных плат и деталей, а также много свободного времени.
Функциональные режимы
Постоянный ток
К электроду подключают минус, а к конструкции плюс, это позволяет:
- увеличить скорость процесса;
- сварочная ванна получается узкая и глубокая;
- повышать срок эксплуатации неплавящихся электродов.
Аналогичный режим применяют для сварки нержавеющих и высоколегированных сталей.
Переменный ток
Такое подключение позволяет менять полярность в процессе соединения металлов, тем самым разрушая окисную пленку. При этом производят такие регулировки:
- повышая величину обратной полярности, исполнитель улучшает очистку поверхности металла от окисления;
- подача минуса на электрод увеличивает проплавку металла и оптимальную глубину сварочной ванны.
Процесс используется для тугоплавких сплавов и цветных металлов.
Электроды и их характеристики
При TIG сварке применяются стержни, состоящие до 99% из прочного вольфрама, разные добавки способствуют улучшению шовного соединения. Например, WC-20 содержат оксиды церия, эксплуатируются на малых значениях постоянного тока, дуга легко активируется, такие электроды используются для сварки небольших деталей.
WL-20 из-за оксида лантана, не так сильно нагреваются при эксплуатации, поэтому срок службы — наиболее продолжительный. Электроды марки WZ-8 с содержанием оксида циркония, работают только при подключении переменного тока, отличаются стабильностью дуги. А стержни с маркировкой WY-20 устойчивы к большим величинам тока из-за наличия оксида иттрия, применяются для сварки особо важных конструкций.
Виды заточки

Качество шва зависит от формы обработки: постоянный ток — электроды заточены на конус с плоской площадкой на контактной части, переменный — окончание закругляется. Периодически пруток полируется, чтобы удалить мелкие повреждения и наплывы. Если длина конуса небольшая, то ширина шва аналогичная, для оптимальной проварки металла используют длину заточки равную двум диаметрам электрода.
Распространенные ошибки
Уменьшение объема электрода происходит при неправильной регулировке силы тока и недостаточном давлении газа, подача которого продолжается не менее 10 секунд после деактивации дуги. Если же газ отключается сразу, то происходит окисление разогретого стержня.
Электрод изменяет цвет из-за небольшой скорости подачи защитного газа, а некачественный шов получается при попадании водяных паров, вследствие неплотного резьбового соединения шлангов, где происходит циркуляция охлаждения.
Техника безопасности
Нарушения правил безопасности ведет к профзаболеваниям исполнителей, возникновению предпосылок к несчастным случаям и травматизму на производстве. При больших объемах сварочных работ они должны проводиться в специальных помещениях или отгороженных кабинах, где устраивается вентиляция для удаления вредоносных газов.
При строительстве зданий устраиваются огороженные площадки, при этом высота щитов должна быть не менее двух метров, сварка в пожароопасных местах производится с неукоснительными соблюдениями требований пожаробезопасности. Оборудование на открытых участках защищается от осадков навесами или укрывается плотным брезентом.

Важно! Аргонодуговую сварку запрещено производить, когда идет дождь, особенно это опасно при грозе, т. к. вероятность поражения электроразрядом высокой силы многократно возрастает.
При сварке цветных металлов выделяется огромное количество вредоносных газов и пыли, что негативно сказывается на здоровье сварщиков, поэтому нужно обеспечить эффективную вытяжку и приточную вентиляцию в помещении. При их оборудовании надо учесть, что вредные примеси удаляются от места проведения сварки под углом и в противоположную от исполнителя сторону.

В. И. Никаноров, образование: ПТУ, специальность: оператор аргонодуговой сварки, опыт работы: с 1995 года: «Начинающие сварщики должны помнить, что здоровье зависит только от вас самих, поэтому никогда не соглашайтесь работать в местах необорудованных надежной вентиляцией — молоко не спасет вас от отравления вредоносными отходами сварки, скопления их в организме».
Выводы
Методика TIG основана на технологичном способе сварки различных металлов при защите от окисления нейтральными газами, с участием присадочной проволоки и неплавящегося вольфрамового электрода. Даже начинающий сварщик свободно соединяет черные и цветные металлы, а также тугоплавкие сплавы. Оборудование позволяет осуществить глубокую сварку различных конструкций, но теоретические знания и профессиональные навыки нужны, как и в любой другой профессии.
svarka.guru
Сварочный аппарат для TIG сварки AC DC: что это такое?
Время чтения: 9 минут
Сварочный аппарат TIG — это давно известная разновидность сварочного оборудования. TIG-аппарат можно найти как на крупном производстве, так и в мастерской у частного мастера или в гараже у сварщика-любителя. Сама технология TIG сварки универсальна и проста в применении, поэтому ее используются многие мастера по всему миру.
Большинство TIG-аппаратов работают на постоянном токе, поскольку это стандарт среди современного сварочного оборудования. Такие аппараты называют DC (DC — постоянный ток). Но в продаже так же есть TIG аппараты с приставкой AC/DC в названии, что означает ток переменный/ток постоянный.

Что это такое? Зачем современному TIG-аппарату работать не только на постоянном, но и на переменном токе? На все вопросы вы найдете ответы в этой статье. Мы также расскажем про лучшие TIG AC/DC аппараты для дома и гаража по цене от 500$ до 800$. Это стандартная цена для аппаратов с таким функционалом. Есть модели и существенно дороже, но их покупка целесообразна только при работе на крупном производстве.
Содержание статьи
Общая информация
Аппараты TIG имеют множество названий: от «аргонный аппарат» до «установка аргоно-дуговой сварки». Но, несмотря на множество терминов, за всеми ними кроется вполне определенный тип сварочного оборудования. Все аппараты TIG — это устройства, предназначенные для дуговой сварки неплавящимся электродом в среде аргона.
Сварка TIG используется повсеместно как среди любителей, так и среди профессионалов. Этот метод позволяет сваривать все типы металлов, получая качественные эстетичные швы.
Аппарат DC и AC/DC: в чем разница?
Большинство аппаратов для TIG сварки работают на постоянном токе (DC), поскольку в данном режиме дуга легче поджигается, горит стабильнее и в целом позволяет получить швы лучшего качества. Но иногда для выполнения особо сложных работ необходимо использовать переменный ток (AC). Профессионалы особенно часто сталкиваются с необходимостью сварки именно на переменном токе.
Производители прекрасно знают об этом. Поэтому с развитием технологий инженеры смогли создать аппараты, способные работать сразу в двух режимах: и AC, и DC. Т.е., такие устройства могут варить как на переменном токе, так и на постоянном. Сварщик сам решает, какой ток выбрать для выполнения тех или иных задач.
Так у мастеров появилось больше возможностей в работе при использовании аппаратов AC DC. Такие аппараты незаменимы при работе с металлами, на поверхности которых есть окисная пленка. При сварке на переменном токе эта пленка не препятствует формированию шва, чего нельзя добиться при использовании обычного TIG DC аппарата.
TIG AC/DC аппараты для дома и гаража
BRIMA TIG 160 AC/DC
Аппараты Brima известны многим мастерам уже много лет. Они стабильно пользуются спросом, поскольку собираются из качественных комплектующих, и благодаря расширенному функционалу позволяют выполнить работу на 5 с плюсом. У бренда большой ассортимент, и не удивительно, что среди всего разнообразия у них есть аппараты TIG AC/DC.

Первый аппарат в нашем списке — это BRIMA TIG 160 AC/DC. Типичный представитель TIG AC/DC оборудования, пользуется большой популярностью у любителей и полупрофессионалов. А все из-за доступной цены. BRIMA TIG 160 AC/DC — самый недорогой TIG AC/DC аппарат из всех перечисленных в этой статье.
Аппарат работает не только в режиме TIG, но и в режиме ММА (ручная дуговая сварка плавящимся электродом). Выдает сварочный ток около 160 Ампер, чего достаточно для решения множества задач. Питается от обычной розетки 220В, работает без перерыва до 60% всего сварочного цикла.
Читайте также: Аргонная сварка для начинающих
Дуга поджигается бесконтактным способом, есть возможность подключения пульта ДУ для дистанционного управления аппаратом. Габариты компактные, вес не превышает 25 кг. Так что эту модель вполне можно назвать портативной. Учитывая, что большинство других TIG AC/DC аппаратов весят заметно больше.
VARTEG TIG 160 AC/DC PULSE
О производителе VARTEG мало кто слышал, но на самом деле это всего лишь один из подбрендов компании FOXWELD, которая существует на нашем рынке уже много лет. FOXWELD выпускают бюджетные инверторы, а вот полупрофессиональное и профессиональное оборудование выпускается под маркой VARTEG.

В наш список попал недорогой TIG AC/DC аппарат VARTEG TIG 160 AC/DC PULSE. Это современная аргоно-дуговая установка для работы со всеми типами металлов: начиная от черных и цветных, заканчивая нержавеющей сталью и алюминием. Эта модель отлично подойдет для небольшой мастерской, гаража или для первого ознакомления с TIG AC/DC аппаратами.
Помимо TIG AC и TIG DC здесь есть стандартный режим ММА, так что вы сможете выполнять классическую ручную дуговую сварку. При ММА сварке доступен режим «форсаж дуги», с помощью которого поджиг дуги упрощается. Это особенно оценят новички, у которых часто возникают проблемы с поджигом.
К данному аппарату можно подключить пульт ДУ и управлять им дистанционно, что очень удобно. Пульт выполнен в виде педали, так что вам не придется занимать руки и вы сможете полностью сосредоточиться на работе. Словом, это отличный аппарат как для новичка, так и для тех, кто устал от ручной дуговой сварки и хочет изучить что-то новое. При этом VARTEG TIG 160 AC/DC PULSE стоит не так уж дорого, он далеко не самый дорогой в нашем списке.
Сварог REAL TIG 200P AC/DC
Сварочное оборудование Сварог давно известно на отечественном рынке, но сделано оно вовсе не в России, как думают многие. Аппараты собираются под контролем компании Jasic в Китае. Кстати, оборудование Jasic тоже представлено на нашем рынке, их ассортимент практически не отличается от бренда Сварог. Это, по сути, одинаковые аппараты, но с разными логотипами на корпусе. Просто оборудование Сварог больше адаптировано под наш рынок и условия использования.

Аппарат REAL TIG 200 P AC/DC от бренда Сварог – это отличный выбор по соотношению цены и качества. У него неплохая сборка, богатый функционал и простое управление. В вашем распоряжении TID AC и TIG DC сварка, а также импульсный режим и ММА сварка. Этот аппарат понравится и новичку, и практикующему мастеру. Новичок сможет перепробовать различные режимы сварки и обучиться чему-то новому, а мастер с опытом оценит множество настроек.
Из особенностей отметим высокочастотный поджиг дуги и качественные швы даже при работе на минимальном сварочном токе. Частота переменного тока и баланс полярности гибко регулируются вплоть до 250 Гц. Дополнительно можно подключить педаль управления, чтобы освободить руки.
Также эта модель оснащена режимами 2Т и 4Т, вы сможете отпустить кнопку горелки при работе с очень длинными швами. Из дополнительных регулировок отметим возможность изменения частоты импульса. Вы сможете следить за параметром тепловложения. Также отметим возможность продувки шва газом после окончания сварки и наличие продвинутой системы охлаждения.
AuroraPRO INTER TIG 200 AC/DC PULSE
Бренда Aurora давно зарекомендовал себя как производитель качественного, относительно недорого и функционального сварочного оборудования. О сварочниках Aurora положительно отзываются и новички, и профессионалы. Они понятны для всех и каждого, при этом дают множество возможностей по относительно доступной цене.

Профессиональный аппарат от бренда Aurora модели INTER TIG 200 AC/DC PULSE известен многим мастерам. Он стоит не так уж дорого, при этом отлично собран, позволяет получить достойный результат и бесперебойно работает долгие годы. В нем предусмотрено множество настроек, что понравится профессионалам.
В арсенале есть TIG AC и TIG DC сварка, а также импульсная сварка (Pulse) и ручная дуговая сварка (ММА). На первый взгляд панель управления кажется запутанной и непонятной, но стоит вам пару раз вникнуть в настройки, как все сразу становится ясно. Параметров очень много, но все они интуитивно понятны.
БАРС Profi TIG-217 DP AC/DC МОД. II
Про аппараты Барс нечасто говорят, а зря. Этот Бренд не так давно представлен на отечественном рынке, но уже успел завоевать множество хороших отзывов от мастеров с опытом. Без недостатков здесь не обошлось, но все минусы перекрываются большим функционалом и хорошей ремонтопригодностью.

Аппарат БАРС Profi TIG 217 DP AC/DC — самый дорогой в нашем списке. Он отлично справляется со сложной продолжительной сваркой всех типов металлов. При этом потребляет мало электроэнергии, компактный и работает в 5 режимах: TIG AC, TIG DC, TIG AC Pulse, TIG DC Pulse, MMA DC. TIG AC/DC Pulse — это импульсный режим. В импульсном режиме сварка нержавеющей стали и алюминия часто получается куда проще и качественнее.
Теперь о характеристиках. Аппарат выдает до 200 Ампер сварочного тока, питается от обычной розетки. Построен на базе IGBT-транзисторов, управление микропроцессорное. Все технологично и современно. Аппарат можно настраивать в 20 параметрах, так что профессионал сможет в полной мере раскрыть его потенциал.
Вместо заключения
Современные сварочные аппараты для TIG сварки могут работать как на постоянном токе, так и на переменном. Некоторые модели осуществляют сварку только на «постоянке», а некоторые позволяют вручную выбирать тип тока. Последние называют TIG AC/DC, они наиболее универсальны и часто применяются при профессиональной сварке. С их помощью у сварщика появляется больше возможностей при выполнении работ.
Конечно, при сварке в режиме «AC» дуга горит не очень стабильно, трудно поджигается. И в целом, работая на переменном токе, требуется большой опыт, чтобы сформировать прочный красивый шов. Но благодаря встроенной электронике многие TIG AC/DC аппараты могут похвастаться функциями, упрощающими поджиг дуги и стабилизирующими ее горение. Также эти функции помогут новичкам быстрее обучиться сварочному делу, какой бы режим сварки они не выбрали.
А что вы думаете по этому поводу? Делитесь своим опытом в комментариях. Он будет полезен для всех, кто только начинает изучать азы сварочного дела. Желаем удачи в работе!
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
Настройка tig сварки – от А до Я + Полезные советы
Ранее мы рассказывали о том, как подобрать электрод, газ и другие расходные материалы. В этой статье продолжим рассматривать сварочный процесс, а точнее работу с аргонодуговым аппаратом tig. Для удобства сразу же выделим вопросы, которые будут затронуты в данном материале:
-
Как подготовить tig горелку к работе?
-
Как настроить сварочный аппарат?
-
Как начать аргонодуговую сварку?
-
Как правильно вести сварочную горелку?
Для наглядности используем конкретные модели и заготовки. Сваривать будем нержавеющую сталь, а в качестве tig-аппарата выступит надежный и простой в управлении аппарат FUBAG INTIG 200 DC Pulse. Помимо основных функций оборудование обладает функцией импульсной сварки.
Что касается расходных материалов, то в приведенном примере используется баллон с аргоном, электроды WL 20 (для постоянного тока) и присадочный пруток.
Подготовка аргонодугового аппарата к работе

Все комплектующие под рукой. Собираем все воедино:
-
Устанавливаем редуктор на баллон с газом
-
Подключаем газовый шланг к редуктору
-
Подключаем байонетный разъем горелки к минусовому разъему
-
Подключаем кабель управления к пяти-пиновому разъему на лицевой панели
-
Последним подключаем кабель массы к плюсовому разъему
Аппарат практически готов к работе, теперь переходим к сборке tig горелки:
1. Первым устанавливаем цангодержатель

2. Аккуратно вставляем в него цангу

3. Прикручиваем хвостовик (не до конца)

4. Устанавливаем керамическое сопло

5. Вставляем вольфрамовый электрод

6. Настраиваем вылет электрода
7. Хорошенько затягиваем хвостовик.

Как только все выполнено, выставляем расход газа в зависимости от места проведения и диаметра сопла. Для сопла с диаметром 10 мм вполне подойдет расход газа равный 10 л/мин.
Внимание! Помимо самого аппарата и горелки, подготовка требуется и заготовкам. Очистив их от ржавчины, оксидной пленки и других загрязнений, вы позаботитесь о качестве сварки. Для обезжиривания можно воспользоваться ацетоном, уайт-спирпитом или другим растворителем. Присадочный пруток также зачищается наждачкой и обезжиривается.
Настройка tig аппарата от А до Я

Практически все металлы свариваются на прямой полярности (на электроде минус). Исключением является лишь сварка алюминия и его сплавов. Ярким примером сплава может могут стать медные сплавы со значительным содержанием алюминия. Для них обязательным является использование переменного тока.
Итак, настраиваем FUBAG INTIG 200 DC Pulse:
-
На панели управления выставляем метод сварки – TIG.
-
Устанавливаем предпродувку газа на 0,5 сек.
-
Настраиваем ток поджига – 25% от рабочего тока (А).
-
Фиксируем время нарастания до рабочего тока – 0,2-1,0 сек.
-
Устанавливаем ток сварки (А) (см. Таблицу ниже)
-
Выставляем время до тока заварки кратера (спада в секундах)
-
Выбираем значение тока заварки кратера в амперах
-
Последним параметром станет время продувки газа после сварки (сек)
Параметры, которые относятся к заварке кратера, подбираются в зависимости от толщины металла.
В данной таблице даны общие рекомендации по подбору сварочного тока для наиболее используемых металлов и толщин. Это поможет вам сориентироваться при подготовке к началу работы.
Таблица. Настройка аргонодугового аппарата в зависимости от вида металла и толщины
|
Вид металла |
Толщина металла, мм |
Род тока |
Сила тока¸А |
|
Стальные сплавы |
1,0 |
DC |
20 — 30 |
|
1,5 |
DC |
40 — 60 |
|
|
2,0 |
DC |
70 -90 |
|
|
3,0 |
DC |
100 — 120 |
|
|
4, 0 |
DC |
120 — 140 |
|
|
Алюминий |
1-2 |
AC |
20 — 60 |
|
4-6 |
AC |
120-180 |
|
|
6-10 |
AC |
220-230 |
|
|
11-15 |
AC |
280-360 |
Почему следить за силой тока важнее, чем за остальными параметрами? Во время TIG сварки можно прожечь заготовку, выставив слишком сильный ток. Низкое значение не позволит расплавить металл, что сведет все попытки сварить деталь на нет.
Правильный запуск и сварка TIG-горелкой
Параметры выставлены и пора начинать. У владельцев данной модели сварочного аппарата есть целых два варианта:
-
Использовать контактный поджиг
-
Прибегнуть к функции высокочастотного поджига
Последний предотвратит прожиг металла в случае неправильно выставленных параметров во время настройки аппарата аргонодуговой сварки. Он убережет металл от вольфрамовых включений и позволит самостоятельно контролировать расстояние до детали с момента начала работы.

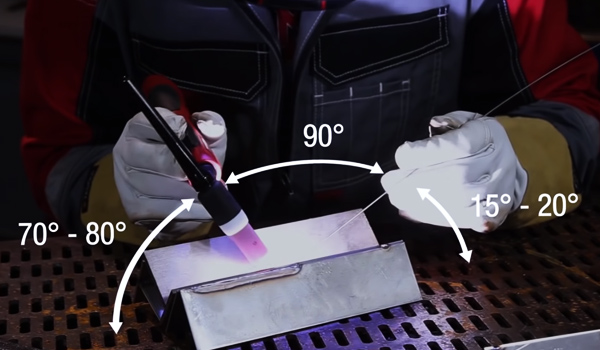
И теперь самое главное – как же правильно вести горелку? Большинство опытных сварщиков проводят сварку справа налево. Во время процесса без присадочного материала электрод стоит расположить практически перпендикулярно свариваемой поверхности. Если присадочный материал присутствует, то достаточно удерживать небольшой угол (15-20 градусов).
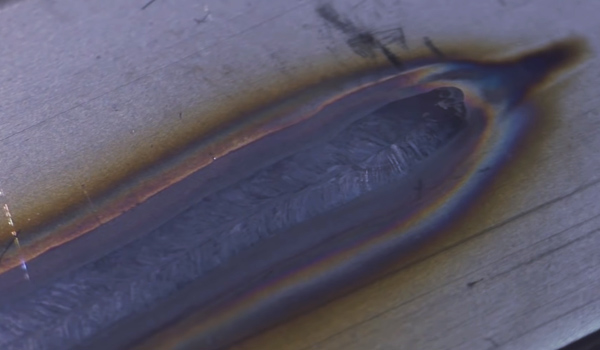
Процесс сварки завершается заваркой кратера. Заварка кратера — финальный участок сварочного шва длиной, высота которого уменьшается до нуля. С точки зрения качества сварного соединения, необходимо исключить образования кратера в финальной части шва. Для этого в аппарате предусматривается режим плавного уменьшения тока.Внимание! Чтобы металл шва не окислялся, надо следить, чтобы конец присадочного прутка постоянно находился в зоне защитного газа.
Для наглядности всего вышеописанного специалисты подготовили специальный видеоролик:
fubag.ru
Аргонодуговая сварка TIG — особенности процесса, оборудование, режимы
Среди разнообразных типов сварки 2 изделий из металла стоит отметить сварку методом TIG. Она выполняется на разных производственных предприятиях, в автомобильных сервисах. Такое сваривание позволяет создавать аккуратные швы небольшой толщины, надежно проплавлять места соединения толстых деталей. Что представляет собой ТИГ сварка? Какие у нее плюсы и минусы? Как нужно вести дугу, какое оснащение применяется?

Что представляет собой сварка TIG?
TIG, если перевести с английского, расшифровывается как «вольфрам с инертным газом». Сварка ТИГ выполняется посредством электрической дуги, горящей в инертном газе.
Ключевым компонентом считается электрод из вольфрама. Он плавится при температуре примерно равной 4000 градусов. Благодаря этому возможно обрабатывать почти любые типы стальных деталей. Электрод необходимо периодически затачивать, чтобы шов можно было вести точно и аккуратно. Он размещается в особой цанге, закрепляется в горелке. Его излишки, которые не используются для создания шва, располагаются в особом колпаке, предотвращающем замыкания об массу.
На кончике горелки есть сопло из керамики. В его середине находится электродный элемент, по кругу подается инертный газ (аргон). Без аргона в сварную ванну проникнет кислород. В результате выделится водород, в шве возникнут поры, при этом металл кристаллизуется. Такие явления можно увидеть на видео в сети. Клавиша на горелке активирует подачу газа и напряжения.
Загоревшаяся дуга обеспечивает плавление кромки металла, который сваривается. Если 2 части детали находятся рядом друг с другом, то для создания герметичного шва будет достаточно расплавившегося металла. Если промеж пластинок есть зазор, применяется специальная проволока. Она подается в область сварки незанятой рукой сварщика.

Такой тип сваривания сейчас часто применяется. Обусловлено это большой температурой, при которой горит электрическая дуга. Это дает возможность использовать ТИГ инверторы для сварки обыкновенной углеродистой стали, обработки цветных металлов (медных, чугунных, алюминиевых деталей). Особо точные швы получаются при использовании аргона для обрабатывания нержавейки. В отличие от сваривания MMA, предполагающего очищение от шлаковых отложений и осуществляющегося на небольшой скорости, TIG сварка обеспечивает формирование точного шва.
Присадочная проволока делается из такого же металла, что и обрабатываемые изделия. Если использовать TIG сваривание, можно не только предотвратить образование пор, но и соединить алюминиевые детали. Без инертного газа плавленый металл, взаимодействуя с воздухом, подвергается окислению. Формируется пленочка, которая не позволяет создать жидкую сварную ванну, вести шов. Благодаря газу алюминий равномерно расплавляется, формируется соединение.
Данный тип сваривания часто используется в:
- машиностроительной отрасли;
- производстве посудных изделий для пищевой промышленности;
- производстве емкостей для химической сферы, отрасли нефтепереработки;
- изготовлении сушителей полотенец;
- автомобильных сервисах.
Особенности сваривания
Сварка TIG располагает собственными особенностями. Их необходимо принимать во внимание.
- перед началом сварки металл нужно очистить, обезжирить;
- при обработке детали применяют подключение к отрицательному полюсу;
- сваривание алюминиевых деталей должно осуществляться переменным током;
- чем шире электродный элемент, тем сильнее должен быть электрический ток. Не переборщите, так как электрод может подвергнуться расплавлению;
- напряжение электрической дуги зависит от ее размера. Неопытным рабочим лучше использовать дугу небольшой длины;
- конец электрода должен выступать на 3 – 5 миллиметров. Если сварка осуществляется тавровым/угловым способом, выступ должен составлять 5 – 8 миллиметров;
- газ должен равномерно распределяться по сопловому сечению;
- жесткость струи зависит от поступающего газа;
- электродный элемент нужно перемещать с правой стороны в левую, продольно шовной оси.
Становится очевидно, что такая TIG сварка располагает множеством особенностей. Ввиду этого она не подходит для начинающих.
Используемое оборудование
Применяются 2 ключевых вида оснащения:
- Сварной выпрямитель. Преобразует переменный электроток в постоянный. Причисляется к профессиональному оборудованию.
- Инвертор ТИГ. Осуществляет выпрямление переменного тока с идеальными динамическими параметрами дуги. Определенные инверторы оборудованы блоком, выдающим постоянный/переменный электрический ток. Это дает возможность увеличить функциональность оснащения. Кроме стальных, возможно обрабатывать алюминиевые детали.
Инверторные аппараты различаются по мощности, наибольшему току, продолжительности сваривания, стоимости. Выбирая инвертор, нужно обратить внимание на:
- возможность сваривания при плавающих параметрах электрической сети;
- обеспечение постоянной/переменной составляющей напряжения в показателях выхода;
- возможность горизонтального/вертикального/потолочного обрабатывания изделия;
- защищенность агрегата от перегрева (инвертор должен своевременно отключаться при максимальных нагрузках).

Применяемые электроды и газ
Электроды считаются важнейшим элементом для аргонодуговой TIG сварки. От их характеристик зависит качество сваривания. Производятся электроды из вольфрама (его концентрация составляет 97-99,5 процентов). Кроме вольфрама, в электродах содержатся иттриевые, танталовые, ториевые, лантановые компоненты.
Электродные элементы помечаются цветом (белый, золотой, зеленый, красный, голубой, синий). Число указывает на концентрацию присадки металлического оксида.
Заточка электрода влияет на форму электрической дуги. При постоянном электрическом токе дуга должна иметь форму конуса, при переменном она должна быть закруглена на конце. Стержневая поверхность не должна быть шероховатой. Рекомендуется ее отполировать.
Чаще всего при сварке TIG используется аргон. Он весит больше кислорода, потому выталкивает его из области факела, обеспечивает защиту. Иногда выполняется не аргонно-дуговая сварка, а гелиевая. Легче его только водород. Невзирая на высокую цену, гелий повышает мощность дуги в полтора — два раза. Благодаря этому металл глубоко проплавляется, производительность сварочного аппарата повышается.
Характеристики гелия позволяют использовать его для обрабатывания тугоплавких металлов. Самые сложные операции выполняют посредством сочетания аргона (сорок процентов) и гелия (шестьдесят процентов). Гелий позволяет металлу глубоко проплавляться, а аргон обеспечивает стабилизацию параметров электрической дуги.

Режимы работы
TIG сварка выполняется на однополярном/переменном токе. Однополярный ток применяется для обработки большинства материалов. Переменный ток предназначается для обрабатывания алюминиевых, титановых, иных деталей, сделанных из тугоплавкого металла.
Электрическую дугу возможно разжечь одним из нижеприведенных методов:
- проведение иглой по металлу;
- точечное касание;
- бесконтактный розжиг.
Первый метод сложен в исполнении, часто приводит к тому, что электродный элемент прилипает и притупляется. Точечное касание используется в инверторах, относящихся к средней ценовой категории. Бесконтактный розжиг самый эффективный, однако возможность его выполнения предусмотрена только в аппаратах, имеющих высокую цену.
Для того чтобы получить тонкий и ровный шов, нужно соблюдать зазор промеж иглы и детали в три миллиметра. Если увеличить промежуток, сварная ванна расширится, степень проплавления уменьшится.
Разделка кромок (при обрабатывании толстых пластинок) осуществляется под углом 45 градусов. Корневой шов должен быть ровным по всей длине.
Постоянный ток
Однополярный электроток используется на прямой полярности. На стержень из вольфрама подается «минус», на деталь – «плюс». Подобный метод обеспечивает:
- ускорение сваривания;
- создание сварной ванны, которая заужена и глубока;
- повышение ресурса электродного элемента.
Данный режим используется для сваривания высоколегированных сталей, нержавейки.
Переменный ток
При переменном электротоке периодически изменяется полярность. Прямая полярность позволяет сформироваться высококачественной сварной ванне. Обратная полярность разрушает защитную пленочку, очищает металлическую поверхность. Баланс между полярностью возможно регулировать:
- повышая значение обратной полярности, возможно улучшить очищение от пленочки;
- усиливая обратную полярность на стержне из вольфрама, возможно проплавлять материал, добиваясь нужной глубины ванны.
Преимущества и недостатки процесса
TIG сваривание, как и любая другое, располагает определенными преимуществами и недостатками.
Плюсы:
- малая площадь нагревания при сваривании, сохранение первоначального вида и характеристик изделий;
- защитная среда формирует высококачественное сварное соединение;
- ускорение сварочного процесса благодаря аргону, увеличивающему мощность дуги;
- сварное соединение получается точным, маленькой величины, не портит вид изделий.
Минусы:
- сложность регулирования для неопытного рабочего;
- чувствительность к ветряным порывам, сквознякам;
- чувствительность к низкотемпературным условиям.
oxmetall.ru