Какие виды ручной, дуговой, аргонной сварки бывают, и в чем их различия.
Сегодня сварочный аппарат уже не является предметом роскоши, или аппаратом узко-специализированного мастера. Сейчас купить сварочный аппарат и освоить его может любой и в короткие сроки. Но методов и приспособлений сварки существует достаточно много. И сегодня мы расскажем об отличиях сварочных аппаратов MIG, MAG, TIG и MMA. Человеку, не разбирающемуся в терминологии, бывает трудно разобраться в этих названиях. Все это в связи с тем, что определенной классификации методов не существует. Существуют лишь обозначения производителей сварочных аппаратов.
Тип MMA (расшифровывается как Metal Inert/Active Gas) — это Ручная дуговая сварка. Для нее используются электроды со специальным покрытием. Также сам аппарат, с помощью которого совершается действие, имеет название сварочный инвертор или трансформатор. Сам процесс происходит из-за плавления стержня электрода, при соприкосновении со свариваемыми поверхностями. Этот расплавленный электрод образует будущий шов, а защитное покрытие предотвращает окисление металла и выпадает в виде шлака, по окончанию реакции. На сегодняшний день этот метод сварки является самым популярным ввиду своей простоты и дешевизны. Почти в каждом гаражном кооперативе, со времен СССР, имеются мастера, освоившие такую технологию. К тому же ручная дуговая сварка покрытыми электродами возможна как при переменном, так и при постоянном токе. Переменный ток вообще не ограничивает мастера, и подключать электрод можно хоть как. Постоянный ток, в свою очередь, предлагает 2 варианта: прямой и обратной полярности.
Этот расплавленный электрод образует будущий шов, а защитное покрытие предотвращает окисление металла и выпадает в виде шлака, по окончанию реакции. На сегодняшний день этот метод сварки является самым популярным ввиду своей простоты и дешевизны. Почти в каждом гаражном кооперативе, со времен СССР, имеются мастера, освоившие такую технологию. К тому же ручная дуговая сварка покрытыми электродами возможна как при переменном, так и при постоянном токе. Переменный ток вообще не ограничивает мастера, и подключать электрод можно хоть как. Постоянный ток, в свою очередь, предлагает 2 варианта: прямой и обратной полярности.
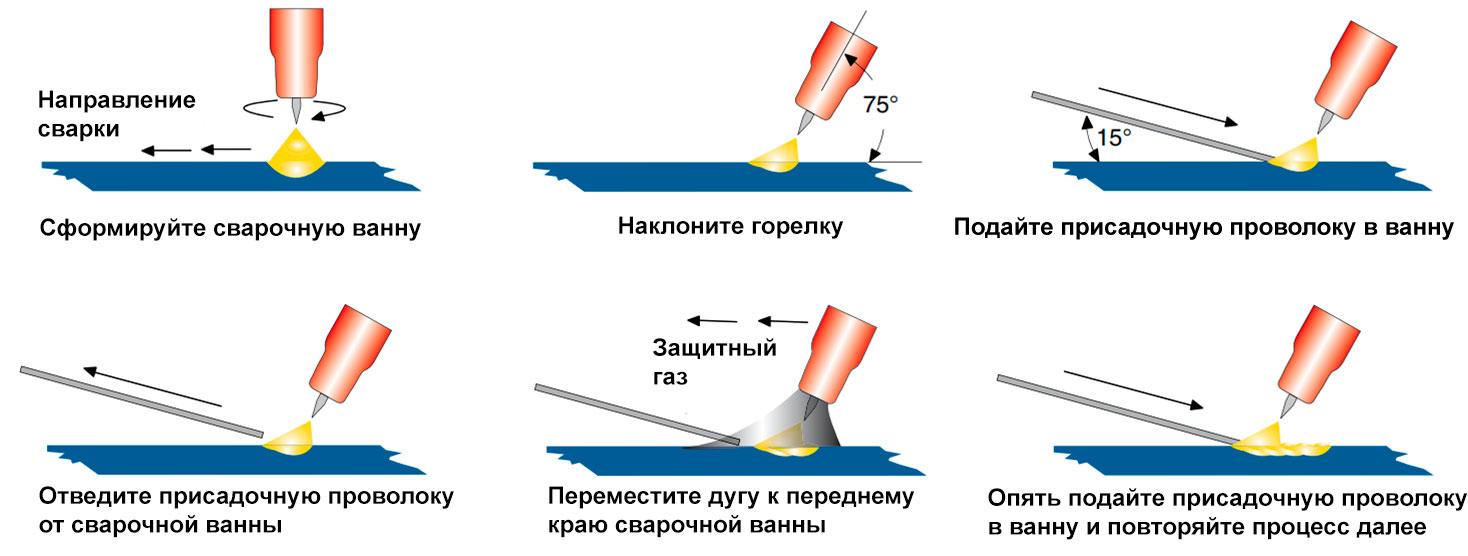
TIG(WIG) — расшифровывается как Tungsten Inert Gas, что означает сварка в инертном газе неплавящимся электродом. Они сделаны обычно из Вольфрама — тугоплавкого металла с высокой температурой плавления. Механизм сварки здесь совершенно другой. Из-за того что вольфрам очень тугоплавкий металл, он не плавится. И шов образуется из специального прутка, называемого присадкой. В это время шов должен быть защищен с газом. Защитным газом в данном способе выступает аргон. Это инертный газ, молекулы которого не вступают в реакцию с присадкой. В связи с этим, в разговоре, литературе и информационных материалах этот вид имеет название «Ручная аргонно-дуговая сварка». Хотя и данный газ может использоваться при другом методе, о котором речь идет ниже. При методе TIG также возможно применение других инертных газов, таких как: гелий, азот и др. При этом методе возможна сварка как на постоянном, так и на переменном токе. И здесь это имеет гораздо большее влияние, чем в MMA. Пример: только переменный ток позволяет осуществить сварку алюминиевых материалов методом TIG. TIG сварочный аппарат купить вы можете в специальном разделе. Теперь вы знаете что такое аргонно дуговая сварка.
В это время шов должен быть защищен с газом. Защитным газом в данном способе выступает аргон. Это инертный газ, молекулы которого не вступают в реакцию с присадкой. В связи с этим, в разговоре, литературе и информационных материалах этот вид имеет название «Ручная аргонно-дуговая сварка». Хотя и данный газ может использоваться при другом методе, о котором речь идет ниже. При методе TIG также возможно применение других инертных газов, таких как: гелий, азот и др. При этом методе возможна сварка как на постоянном, так и на переменном токе. И здесь это имеет гораздо большее влияние, чем в MMA. Пример: только переменный ток позволяет осуществить сварку алюминиевых материалов методом TIG. TIG сварочный аппарат купить вы можете в специальном разделе. Теперь вы знаете что такое аргонно дуговая сварка.
MIG/MAG (Metal Inert/Active Gas) — способ дуговой сварки в защитной среде, по аналогии с предыдущим типом, но с использованием плавящегося электрода. Чаще всего тут используется стальная или другая проволока. Все зависит от свариваемого материала. Обычно когда вы видите название полуавтоматическая сварка или сварка полуавтомат, имеется ввиду именно данный метод. Этот метод был создан для удобства использования, ведь он подразумевает собой «бесконечный электрод». Купить сварочный полуавтомат можно в нашем интернет-магазине, в разделе TIG сварки. Этот метод позволяет добиться хорошего сварного шва, а также он позволяет осуществлять работы с высокой производительностью. Чаще всего в виде защитного газа используют смеси на основе аргона. Поэтому сварка алюминия полуавтоматом осуществляется достаточно легко. Проволока для сварки полуавтоматом явно не пример дефицита, и купить ее можно в любом сварочном магазине.
Все зависит от свариваемого материала. Обычно когда вы видите название полуавтоматическая сварка или сварка полуавтомат, имеется ввиду именно данный метод. Этот метод был создан для удобства использования, ведь он подразумевает собой «бесконечный электрод». Купить сварочный полуавтомат можно в нашем интернет-магазине, в разделе TIG сварки. Этот метод позволяет добиться хорошего сварного шва, а также он позволяет осуществлять работы с высокой производительностью. Чаще всего в виде защитного газа используют смеси на основе аргона. Поэтому сварка алюминия полуавтоматом осуществляется достаточно легко. Проволока для сварки полуавтоматом явно не пример дефицита, и купить ее можно в любом сварочном магазине.
Теперь вы знаете в чем отличия MMA, TIG и MIG сварки, а также отличие сварки постоянным и переменным током, и что подразумевают названия сварка полуавтоматом и аргонно дуговая сварка. Если вам нужна помощь в подборе оборудования, просто свяжитесь с нашими специалистами, или оставьте заявку на обратный звонок в шапке сайта.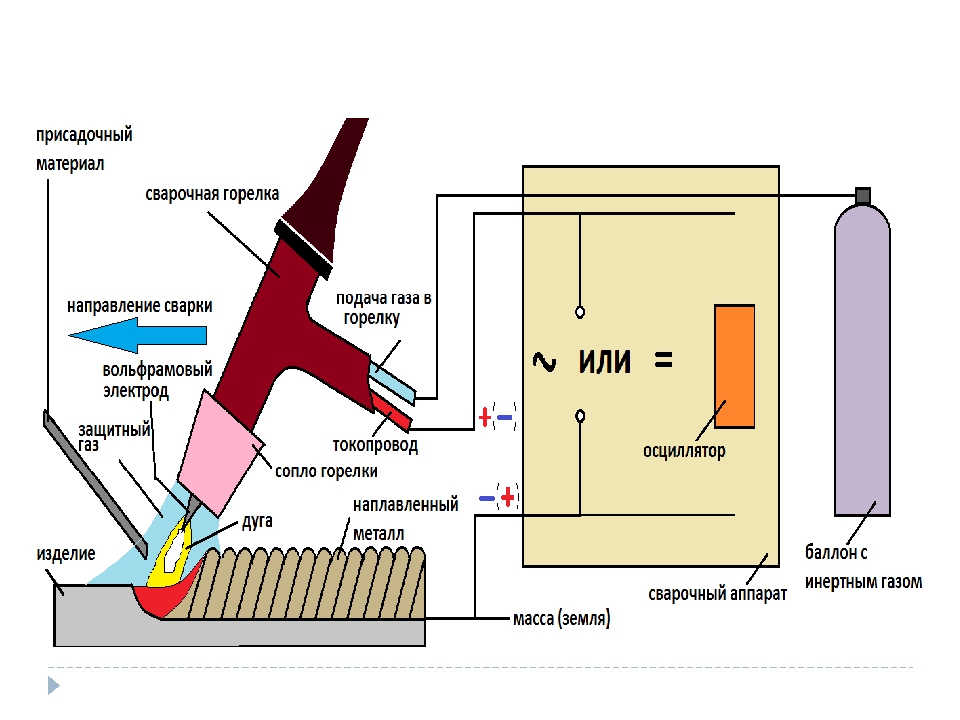
Поможем выбрать аппарат для TIG сварки.
В этой статье мы подробно расскажем о том, как правильно подобрать аргонодуговой аппарат TIG под нужные вам цели и рабочие задачи.
Аббревиатура TIG расшифровывается как Tungsten Inert Gas или сварка вольфрамовым электродом в среде инертных защитных газов. В данном виде сварки чаще всего используется аргон из-за его доступности, но также можно использовать азот и гелий.
Достоинства и недостатки TIG сварки
К достоинствам этого способа сварки можно отнести высокое качество сварных соединений, а также красоту и аккуратность сварных швов, которые не требуют последующей механической обработки. Недостатки этого способа связаны с низкой скоростью сварки и производительностью работ, а также необходимости дополнительных навыков сварщика. Аргонодуговая сварка — самая сложная сварка в освоении по причине одновременной подачи присадочной проволоки в зону сварки и ведении сварочной горелки на расстоянии 2–4 мм от свариваемого металла.
На что обратить внимание при выборе сварочного аппарата для TIG сварки?
При выборе источника сварки следует учитывать несколько важных факторов:
1. Какую толщину металла вы собираетесь сваривать?
От толщины металла зависит сварочный ток, а также наличие режима PULSE. Если вы собираетесь сваривать малые толщины (до 2 мм), вам необходим источник с функцией пульсации сварочного тока. Если при этом нет необходимости в транспортировки аппарата с места на место, то с этой задачей без проблем справятся ПРОФИ TIG 200 P AC/DC, ПРОФИ TIG 315 P AC/DC, ПТК RILON TIG 315 P AC/DC. Если необходима мобильность, компактность источника для решения тех же задач, то вам подойдут аппараты ПТК МАСТЕР TIG 200 PULSE D91, ПТК МАСТЕР TIG 200 P AC/DC D92, ПТК RILON TIG 200 P GDM и ПТК RILON TIG 200 P AC/DC GDM.
Для сварки толщин свыше 2 мм пульсация тока не нужна. С такой задачей справятся все вышеперечисленные источники, также ПТК
RILON TIG 200 CT, ПТК МАСТЕР TIG 200 D90, ПТК
МАСТЕР TIG 200A F55, ПРОФИ TIG 200 A.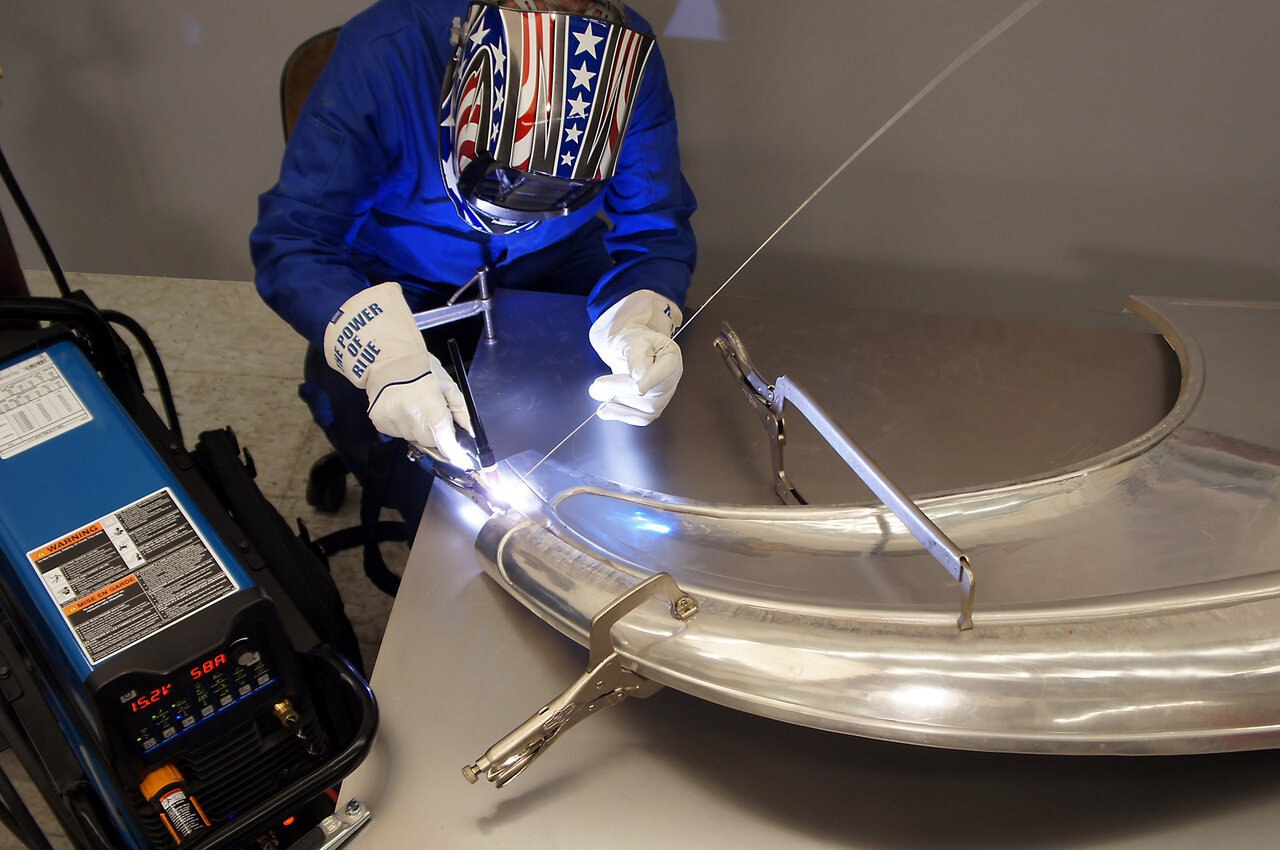
2. Какой материал вы собираетесь сваривать?
Аппараты аргонодуговой сварки имеют возможность сварки как на постоянном токе (DC), так и на переменном токе (AC). На постоянном токе свариваются конструкционные, углеродистые, нержавеющие, жаропрочные стали, а также медь и титан. На переменном токе сваривают алюминиевые, никелевые и магниевые сплавы.
Обратите внимание, что источники ПТК МАСТЕР серии D и ПТК RILON серии GDM поддерживают функцию SPOT сварки — это сварка точками, для предварительного прихватывания изделий.
3. Понадобится ли вам жидкостное охлаждение горелки?
Жидкостное охлаждение горелки необходимо при сварке длинных швов на высоких токах, чтобы она не перегревалась, что увеличит срок ее службы. Здесь подойдут аппараты ПРОФИ TIG 315 P AC/DC и ПРОФИ TIG 315 P AC/DC (НАКС) с возможностью подключения горелки к БЖО. Также, вы можете приобрести любой сварочный аппарат и докупить к нему водоохладитель WRA-300S.
4. Понадобится ли вам педаль для сварки?
Для облегчения процесса аргонодуговой сварки, а также для лучшего контроля сварочного тока в режиме PULSE или при сварке алюминиевых сплавов, используйте педаль управления сварочным током, которая подойдет для источника ПТК RILON TIG 315 P AC/DC. Педаль управления сварочным током предназначена для подключения к источникам аргонодуговой сварки, которые могут работать совместно с ПДУ.
Педаль управления сварочным током предназначена для подключения к источникам аргонодуговой сварки, которые могут работать совместно с ПДУ.
При подключении педали необходимо убедиться, что коннекторы 2 и 3 pin соединены с соответствующими ответными гнездами аппаратов. Нажатие на педаль активирует высокочастотный поджиг дуги и открывает электромагнитный клапан подачи защитного газа. Сила воздействия на педаль меняет значение сварочного тока в процессе работы.
Чем сильнее нажатие, тем больший ток выдает источник. С помощью педали вы сможете увеличить или уменьшить сварочный ток прямо в процессе сварки, не отвлекаясь от рабочего процесса.
5. Нужна ли вам аттестация НАКС для сварочного аппарата?
ПРОФИ TIG 200 P AC/DC (НАКС) и ПРОФИ TIG 315 P AC/DC (НАКС) — это модели аппаратов с сертификатом НАКС, которые допускаются для эксплуатации на стратегических объектах и опасных промышленных предприятиях нефтегазовой, химической промышленности.
Основные параметры сварочных аппаратов для аргонодуговой сварки
Постоянный ток DC
Если вы хотите сваривать черный металл, вам нужен хороший провар и красивый шов без обработки, с этим отлично справятся аппараты ПТК МАСТЕР TIG 200 D90, ПТК
МАСТЕР TIG 200A F55, ПТК RILON TIG 200 CT и ПРОФИ
TIG 200 A . Данные аппараты подойдут и для сварки простых конструкций из нержавеющей стали, в которых швы будут зачищаться или полироваться.
Данные аппараты подойдут и для сварки простых конструкций из нержавеющей стали, в которых швы будут зачищаться или полироваться.
Для более качественного и красивого шва лучше подобрать аппарат с набором функций, способствующих облегчению и улучшению сварочного процесса, таких как ПТК МАСТЕР TIG 200 PULSE D91 и ПТК RILON TIG 200 P GDM. Импульсный режим в этих аппаратах за счет периодического понижения сварочного тока позволяет варить тонкие металлы не перегревая металл и не давая ванне остыть, как это бывает при прерывистой сварке.
Импульс позволяет создавать более длинные швы без деформации конструкции, чему очень подвержена нержавеющая сталь.
Повысить качество шва поможет настройка сварочного процесса по циклограмме. Точная настройка поможет избежать появление пор. Для этого требуется хорошая продувка газом перед началом сварки и достаточное охлаждение газом после окончания сварки.
Разберем основные сварочные параметры TIG аппаратов:
- Продувка газом перед сваркой — время, в течении которого защитный газ проходит все каналы сварочной горелки.

- Стартовый ток — ток, с которого будет зажигаться дуга при начале сварки.
- Время нарастания тока — время, за которое ток от стартового вырастет до основного. Такие настройки используются при сварке тонкостенного металла, чтобы не проплавить кромки дав сразу высокий ток.
- Пиковый ток используется только в импульсном режиме для регулировки высокого порога сварочного тока.
- Базовый ток в обычном режиме регулирует высоту основного тока, а в импульсном — регулирует ток паузы.
- Время снижения тока — время снижения основного тока до тока заварки кратера.
- Ток заварки кратера — значение, до которого опустится ток перед тем, как сварка прервется.
- Продувка газом после сварки — время, в течении которого газ поступает в сварочную горелку, тем самым охлаждая металл.
Если вам требуется ток свыше 200 А, например до 315 Ампер, тогда стоит рассмотреть инверторы ПТК RILON
TIG 315 P AC/DC, ПРОФИ TIG 315 P AC/DC и аппарат с аттестацией НАКС ПРОФИ TIG 315 P AC/DC (НАКС). Эти аппараты позволяют произвести настройку сварочной дуги проще и быстрее, за счет индивидуальных регуляторов для каждого параметра в циклограмме.
Эти аппараты позволяют произвести настройку сварочной дуги проще и быстрее, за счет индивидуальных регуляторов для каждого параметра в циклограмме.
Переменный ток AC
Функции настройки для TIG сварки в переменном токе во всех вышеперечисленных аппаратах с индексом АС одинаково. Во всех аппаратах есть импульсный режим, настройка дуги и настройки продувки газом перед сваркой и после. Отличие аппаратов друг от друга только за счет максимального сварочного тока.
Если у вас остались вопросы по подбору аппарата для TIG сварки, то переходите в каталог фирменной продукции с инверторами для аргонодуговой сварки, изучайте технические характеристики, описание функционала и выбирайте нужный вам товар.
Аппараты аргонодуговой сварки
Сопутствующие товары для TIG сварки
Артикул: 072.254.120Горелка TIG TP 25 (M12x1, 1/4G, 3/8G, 2PIN) 4м водяное охлаждение TBW2501-04
Аргонодуговая горелка TIG TP 25 (M12x1, 1/4G, 3/8G, 2PIN) с водяным охлаждением. Подключение осуществляется через гайку с резьбой M12×1. Подключение через 2 PIN. Два шланга под водяное охлаждение.
Подключение осуществляется через гайку с резьбой M12×1. Подключение через 2 PIN. Два шланга под водяное охлаждение.Цена: 7 494 р
Что такое сварка TIG: обзор
Как я уже говорил, мне нравится начинать свои статьи с рассказа о личном глупом, но забавном учебном опыте. Зачем я это делаю, спросите вы? Потому что я не боюсь признать, что делаю ошибки; в конце концов, я человек. Меня учили, работали и даже дружили с несколькими людьми, которые считают себя идеальными. Вы знаете тип; это их путь или шоссе. Вы могли бы указать им путь получше, но они все равно поступят по-своему, потому что не будут посмейте признать, что вы можете быть правы.
Не я. Несмотря на то, что я давно работаю в области сварки, я все еще время от времени допускаю ошибки. А иногда я не вижу решения проблемы, даже когда она смотрит мне в лицо. Я тоже не боюсь узнавать что-то новое. Если есть лучший способ сделать это, принесите его!
Если есть лучший способ сделать это, принесите его!
Я говорю своим новым студентам-сварщикам, что ошибиться в нашем цехе — это нормально, потому что именно это и происходит, когда ты «новичок». Новичок — это очень ласковый термин, солдаты, которые были там какое-то время, называли нас новыми парнями, когда мы впервые приехали за границу — это или FNG, что, я думаю, должно означать «забавный новый парень». Что самое важное для моих новичков, так это то, что они учатся на своих ошибках и не повторяют их.
Бывший студент, Майкл Сальседа, сейчас является учеником Союза металлургов. Он приходит и помогает мне, когда его работа идет под дождем или замедляется. Когда Майкл услышал историю, которую я собираюсь рассказать, он только покачал головой и сказал: «Мистер Райс, у вас в грузовике должны были быть плоскогубцы или кусачки». Да, он был прав; кусачки сэкономили бы мне немного боли и денег.
Мы с сыном купили велосипед для ремонта у мотоциклиста в Дикинсоне, штат Техас, недалеко от Галвестона. Мы планировали забрать его, а затем поесть хороших морепродуктов на побережье.
Мы планировали забрать его, а затем поесть хороших морепродуктов на побережье.
Мы нашли магазин и погрузили велосипед в грузовик моего сына. Затем я вытащил только что купленную упаковку стяжных ремней — четыре стяжки, и на каждой было по четыре широких жестких пластиковых хомута. Первую полоску я снял перочинным ножом, но следующую было трудно разрезать. Я попытался вытолкнуть его вверх, когда он соскользнул, и мой перочинный нож (я упоминал, что только что заточил его?) вонзился в кость на внутренней стороне левого предплечья.
Надо было оставить его там, но моей первой реакцией было выдернуть его. Когда я это сделал, кровь хлынула из моей руки, как из садового шланга, потому что я попал в артерию! (Также порезал сухожилие и задел мышцу, но, слава богу, без необратимых повреждений.) Я надавил рукой, и Билл (мотоциклист) обернул мою руку полотенцем и потащил меня к своей машине для поездки в больницу. .
После того, как я подавил желание кричать, как ребенок, и когда я понял, что не умру, я подумал о том, какой позор, что я не смогу съесть хороших морепродуктов, пока я был в этой части Техаса. (Забавно, как мой мозг работает в кризисной ситуации.)
(Забавно, как мой мозг работает в кризисной ситуации.)
Но благодаря чудесам современной медицины, я был на побережье, ел свежих устриц и через пару часов съел прохладную. Помимо синяка от руки до локтя, я был в порядке.
Большинство сварщиков носят карманные ножи. Будьте осторожны с ними! Я получил очень болезненное напоминание использовать правильный инструмент для правильной работы.
Прежде чем превратить всю эту статью в свою странную историю несчастного случая, вот мой краткий обзор процесса сварки вольфрамовым электродом в среде инертного газа (TIG) и некоторых инструментов, которые для этого требуются.
Справочная информация о сварке TIG
Некоторые опытные сварщики до сих пор называют TIG «гелиаругой», так этот процесс первоначально назывался.
Гелиарк был усовершенствован около 1941 и использовался для сварки магния, алюминия и нержавеющей стали. Это было особенно полезно в военных действиях для сварки на самолетах.
Компания Heliarc использовала чистый гелий в качестве инертного (то есть не смешивающегося с другими элементами) защитного газа для защиты сварочной ванны от атмосферы. (Азот, водород, кислород, углекислый газ и другие элементы при попадании в сварочную ванну вызывают дефекты сварки.)
(Азот, водород, кислород, углекислый газ и другие элементы при попадании в сварочную ванну вызывают дефекты сварки.)
Введите аргон
Через некоторое время было обнаружено, что аргон имеет некоторые преимущества перед гелием. Поскольку аргон тяжелее гелия, требуется меньшая скорость потока. (В нашем магазине мы используем от 20 до 25 кубических футов в час (CFH).) Более низкая скорость потока делает аргон более подходящим для плоской сварки. Гелий хорош для накладных расходов, потому что он легче и поэтому течет вверх.
Аргон обеспечивает более легкий запуск дуги и более плавную и стабильную дугу, чем гелий. На самом деле, аргон в настоящее время является наиболее широко используемым защитным газом.
Поскольку в гелиаруговом процессе больше не используется только гелий, кто-то решил переименовать его в TIG для сварки вольфрамом в среде инертного газа.
Позже тот же парень, который изменил «библиотеку» на «центр учебных ресурсов», должно быть, решил, что сварка TIG слишком проста, поэтому он назвал ее дуговой сваркой вольфрамовым электродом (GTAW).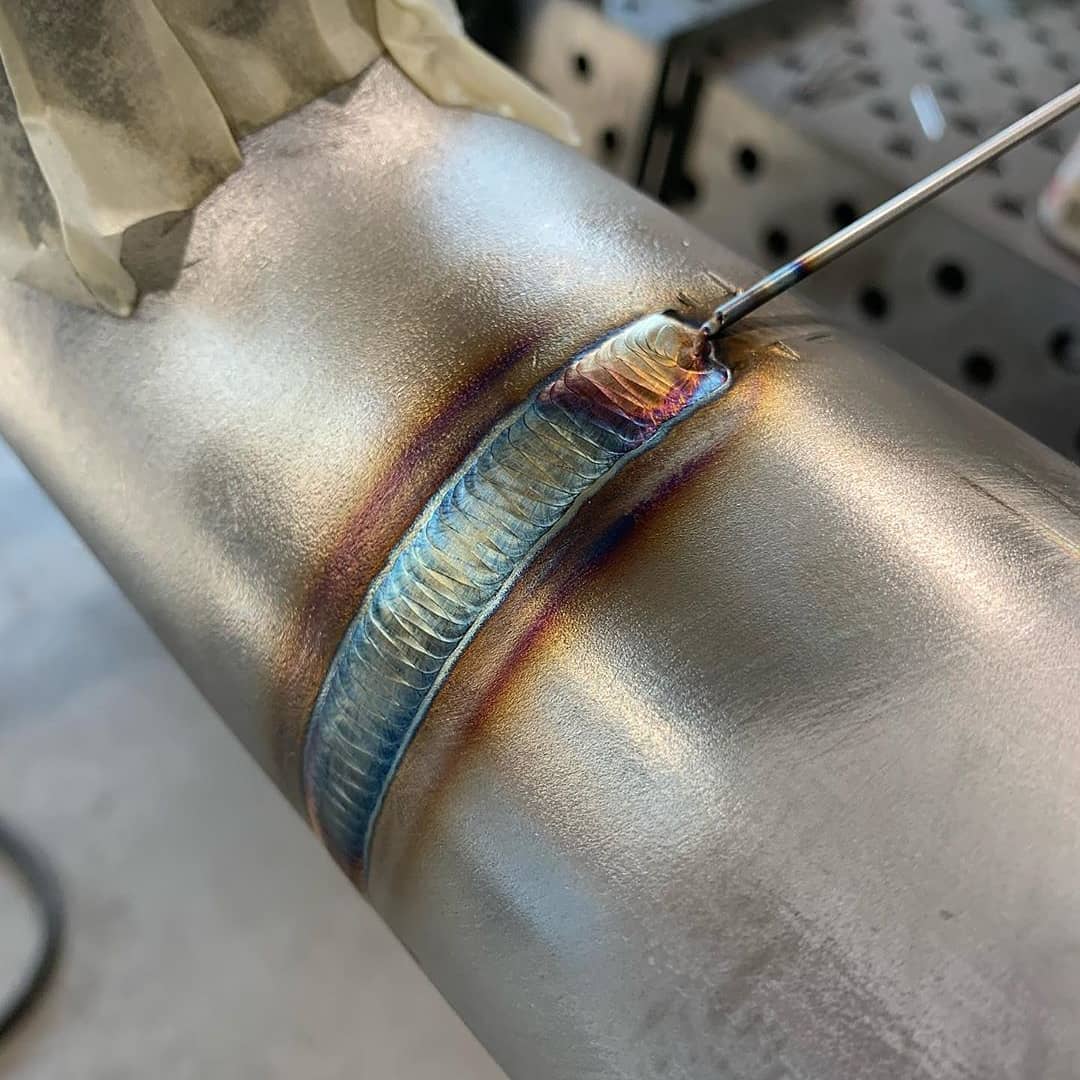 Но почти все, кого я знаю в мастерской и на местах, по-прежнему называют процесс TIG.
Но почти все, кого я знаю в мастерской и на местах, по-прежнему называют процесс TIG.
Неплавящийся электрод
TIG использует неплавящийся вольфрамовый электрод. Другими словами, он не сгорает, как электрод при сварке электродом или проволока при сварке в среде инертного газа (MIG). Вольфрам действует как факел: он выделяет тепло, которое плавит металл и/или присадочный металл. Тонкие металлы можно соединять сваркой TIG без использования присадочного металла. Соединение более толстых металлов требует использования присадочного стержня длиной примерно 3 фута различного диаметра, который подается в сварочную ванну одной рукой, а другой рукой манипулируют горелкой.
В то время как сварке MIG относительно легко научиться, TIG – нет. Для хорошего сварного шва TIG требуется гораздо больше навыков и ноу-хау. Один из лучших способов научиться сварке TIG — сначала научиться сварке кислородом/ацетиленом или пайке. Хотя кислородно-ацетиленовая сварка в значительной степени устарела как основной сварочный процесс, она идеально подходит для изучения предпосылок хорошего сварного шва TIG. Вы должны держать горелку TIG под правильным углом, сохранять однородность сварочной ванны и добавлять правильное количество присадочного металла для получения хорошего валика. (и, конечно, расслабься свою руку и смотри лужу!)
Вы должны держать горелку TIG под правильным углом, сохранять однородность сварочной ванны и добавлять правильное количество присадочного металла для получения хорошего валика. (и, конечно, расслабься свою руку и смотри лужу!)
Процесс для всех металлов
Если вы смотрите по телевизору «Вертолеты округа Оранж», «Гараж монстров» или какие-то другие шоу о производстве, вы, вероятно, видел велосипедные рамы из хромомолибденовой стали (хромомолибден), сваренные TIG, потому что TIG хорош для всех металлов. В основном я обучаю сварке TIG сначала низкоуглеродистую сталь, затем нержавеющую сталь, а затем алюминий. Это также хорошо для меди, магния, титана, никеля и множества других.
В классе мы используем 3/32-дюймовый вольфрамовый электрод с постоянным током, отрицательный электрод (DCEN) на малом толщине до 1/4-дюймовой мягкой стали и нержавеющей стали, затем переключаемся на переменный ток (AC) на алюминии.
(Помните, электричество всегда течет от отрицательного к положительному при постоянном токе и течет туда и обратно по синусоидальной волне при переменном токе. ) радиоактивны и, вероятно, нежелательны для прикосновения и дыхания.Избегайте торированных вольфрамовых электродов, которые могут представлять опасность для здоровья и окружающей среды при повышенных уровнях воздействия.
) радиоактивны и, вероятно, нежелательны для прикосновения и дыхания.Избегайте торированных вольфрамовых электродов, которые могут представлять опасность для здоровья и окружающей среды при повышенных уровнях воздействия.
Learning TIG
Тем, кто заинтересован в изучении сварки TIG, я настоятельно рекомендую вам посетить местную школу или колледж сварщиков, чтобы найти курс, который предлагает хорошее обучение как теории, так и практике. В некоторых школах вам разрешат брать специальные классы, чтобы соответствовать именно тому, что вы хотите изучать. Я знаю, что Деуэйн Рой из колледжа Маунтин-Вью в Далласе пытается адаптировать свои занятия для взрослых, желающих изучать TIG или MIG. Возможно, вы найдете такое место, где вы живете.
В следующей статье будут рассмотрены аппараты для сварки TIG. Если вы планируете приобрести его, вы можете рассчитывать на то, что выложите на несколько долларов больше, чем на сварочный аппарат MIG.
Сварка TIG против дуговой сварки
25 января 2023 г. 25 января 2023 г.
| 15:35
25 января 2023 г.
| 15:35
Являетесь ли вы профессионалом в области сварки или любителем, важно понимать разницу между сваркой TIG и дуговой сваркой. Эти два процесса широко используются в промышленности. Тем не менее, у каждого из них есть преимущества и недостатки, которые могут сделать один из них более подходящим для конкретной работы, чем другой. Давайте рассмотрим разницу между этими двумя методами.
Разница между сваркой TIG и дуговой сваркой
Основы
При сварке TIG (инертным вольфрамовым газом) используется электрическая дуга, создаваемая ударом электрода по основному металлу. Затем электрод перемещают по металлической поверхности, подлежащей сварке. Этот процесс требует высокого уровня квалификации, так как он должен выполняться осторожно, чтобы не допустить дополнительного загрязнения. Также важно отметить, что этот метод может занять очень много времени, так как необходимо осуществлять точный контроль при сварке детали. Кроме того, сварка TIG обычно требует более дорогого оборудования, чем другие сварочные процессы, из-за требований к точности.
Кроме того, сварка TIG обычно требует более дорогого оборудования, чем другие сварочные процессы, из-за требований к точности.
Дуговая сварка (защитная дуговая сварка) использует расходуемый металлический стержень, покрытый флюсом, для соединения деталей вместе с использованием тепла от проходящего через него электрического тока. Дуга плавит стержень и основной металл, образуя ванну расплавленного материала, которая быстро остывает и затвердевает в прочное соединение. Хотя этот процесс не требует таких навыков, как аргонодуговая сварка, он все же требует особого внимания для получения качественных результатов без создания дефектов в готовом сварном соединении. Кроме того, при дуговой сварке часто образуются брызги — явление, которое может вызвать проблемы, если впоследствии его не очистить должным образом.
Преимущества
С каждым типом процесса сварки связано несколько преимуществ, что делает их подходящими для определенных применений и проектов. Например, сварка TIG часто предпочтительнее при работе с тонкими материалами или компонентами из-за ее способности обеспечивать более чистые сварные швы с меньшим риском загрязнения по сравнению с процессами дуговой сварки. Между тем, дуговая сварка лучше подходит для более тяжелых материалов из-за более высокой скорости и большего потенциала провара, чем сварка TIG. Кроме того, многие люди считают, что использование экранированных дуговых электродов облегчает поддержание чистоты рабочей зоны, поскольку брызги можно легко удалить после завершения каждого сварочного прохода по сравнению со сваркой tig, которая обычно требует дополнительной работы по очистке после сварки из-за их более тонкой сварки. подробности.
Между тем, дуговая сварка лучше подходит для более тяжелых материалов из-за более высокой скорости и большего потенциала провара, чем сварка TIG. Кроме того, многие люди считают, что использование экранированных дуговых электродов облегчает поддержание чистоты рабочей зоны, поскольку брызги можно легко удалить после завершения каждого сварочного прохода по сравнению со сваркой tig, которая обычно требует дополнительной работы по очистке после сварки из-за их более тонкой сварки. подробности.
Процесс
Сварка TIG является более точным процессом, чем дуговая сварка, поскольку она позволяет оператору более точно контролировать температуру и скорость сварки. Кроме того, при сварке TIG образуется меньше дыма и брызг, чем при дуговой сварке. Однако аргонодуговая сварка дороже и требует большей подготовки, чем дуговая сварка.
Оборудование
Сварщики TIG обычно используют аргон в качестве защитного газа, а дуговые сварщики используют аргон или двуокись углерода.